

في الساعة 4:37 مساءً، كنا نقوم بتكديس ألواح 5052 مصقولة بدت مثالية تحت أضواء الورشة. وبحلول الساعة 5:10، وفي ضوء الشمس، أظهر كل خط انحناء ندبة خفيفة تشبه السحاب من القالب السفلي. أربعة وعشرون لوحاً بسعر 202.50 دولاراً لكل منها. 4,860.00 دولاراً ذهبت مباشرة إلى كومة الخردة لأننا وثقنا في شريط لاصق “لحماية” وظيفة بقيمة 38,000 دولار.
لم أغير العلامات التجارية للشريط بعد ذلك. لقد غيرت طريقة تفكيري فيما يوضع بين المكبس وهامش ربحي.
تعامل معظم الورش غشاء مكبس الثني مثل خرق الورش - رخيص، قابل للاستبدال، وجيد بما يكفي حتى يتمزق. لقد فعلت ذلك أيضاً. لفة الشريط اللاصق تكلف ثمن وجبة غداء؛ وشريط تغليف PVC يبدو نظيفاً وناعماً. يبدو المنطق محكماً: إذا لم يستطع القالب لمس القطعة، فلن تخدش القطعة.
لكن هذا المنطق يتجاهل ما تفعله قوة 60 طناً في منطقة تلامس بمساحة 1/8 بوصة. تحت الحمل، لا “يستقر” المكبس على الغشاء. بل يضغطه، ويرققه، ويدفعه جانبياً. ما يبدأ كحاجز يتحول إلى حزام ناقل، يسحب الأتربة وعيوب القالب مباشرة عبر الألمنيوم المصقول.
إذا كانت المادة الموجودة بين القطعة والقالب تتشوه بشكل لا يمكن التنبؤ به، فهل أنت تحمي السطح - أم تعيد توطين الضرر فقط؟
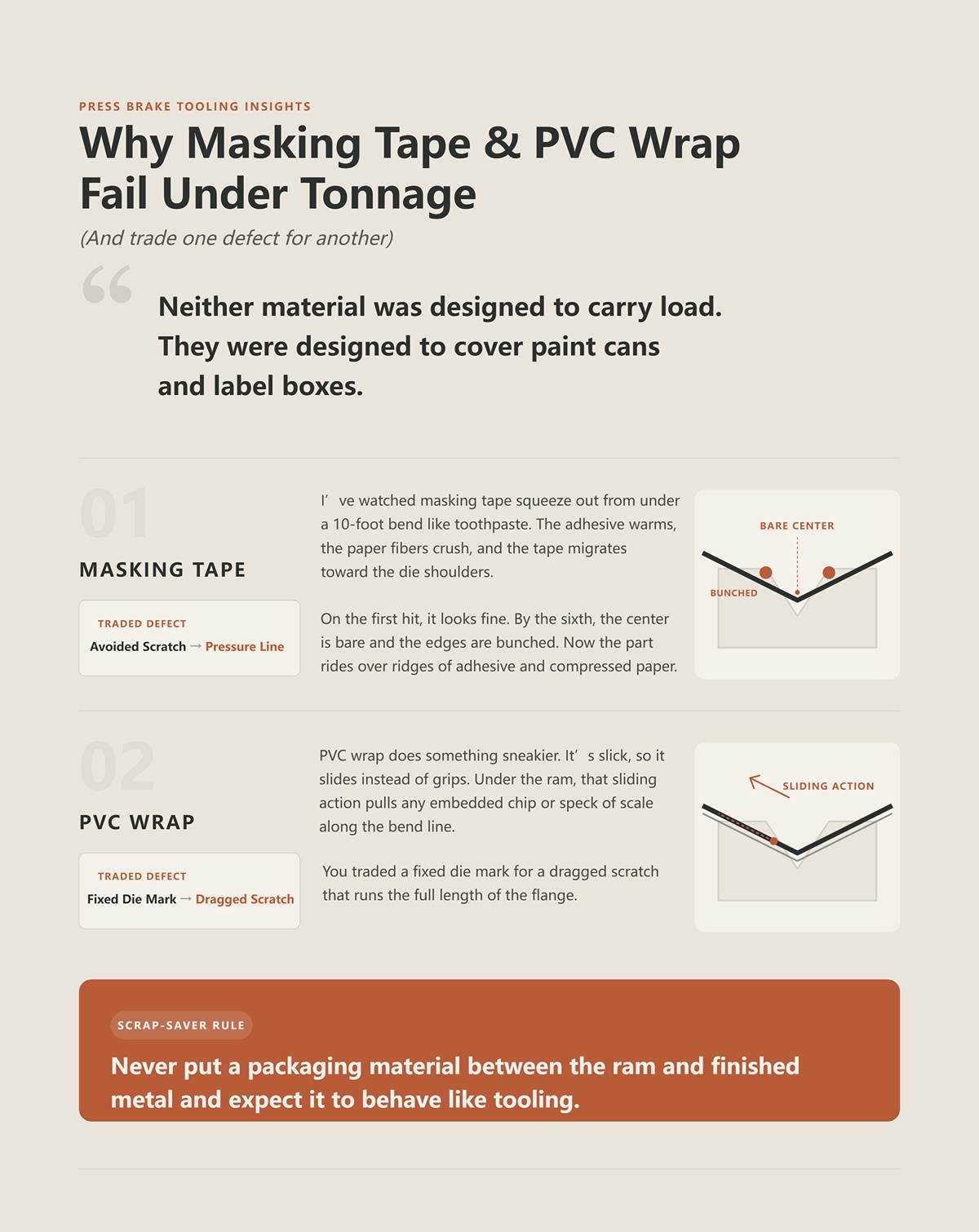
لقد شاهدت الشريط اللاصق يخرج من تحت انحناء بطول 10 أقدام مثل معجون الأسنان. يسخن اللاصق، وتنسحق ألياف الورق، ويهاجر الشريط نحو أكتاف القالب. في الضربة الأولى، يبدو الأمر جيداً. وبحلول السادسة، يصبح المركز عارياً والحواف متجمعة. الآن تمر القطعة فوق تلال من اللاصق والورق المضغوط.
لذا فإن الخدش الذي كنت تتجنبه يصبح خط ضغط ناتج عن عدم تساوي السماكة.
يقوم تغليف PVC بشيء أكثر دهاءً. إنه ناعم، لذا فهو ينزلق بدلاً من أن يمسك. تحت المكبس، تؤدي حركة الانزلاق تلك إلى سحب أي رقاقة أو ذرة قشور مدمجة على طول خط الانحناء. لقد استبدلت علامة قالب ثابتة بخدش مسحوب يمتد على طول الحافة بالكامل.
لم تُصمم أي من المادتين لتحمل الأحمال. لقد صُممتا لتغطية علب الطلاء وصناديق الملصقات.
قاعدة توفير الخردة: لا تضع أبداً مادة تغليف بين المكبس والمعدن النهائي وتتوقع منها أن تتصرف كأداة تصنيع.
قم بإجراء الحسابات بالطريقة التي يقوم بها المشرف في الساعة 6:00 مساءً، وليس بالطريقة التي يقوم بها قسم المشتريات في الساعة 9:00 صباحاً.
لنفترض أنك تثني 200 لوح فولاذي مطلي مسبقاً في الأسبوع، بهامش ربح 18 دولاراً لكل قطعة. إذا تسببت الحماية “الجيدة بما يكفي” في رفض 3% فقط بسبب ضرر تجميلي، فهذا يعني ست قطع. ضاع 108 دولارات من الهامش هذا الأسبوع. على مدار عام، هذا يعني 5,616 دولاراً.
الآن قم بتسعير غشاء قالب اليوريثان عالي الجودة لنفس المكبس. حتى لو كلفك بضعة آلاف من الدولارات سنوياً، فإن معدل الخردة الذي يحقق نقطة التعادل منخفض بشكل مذهل - غالباً أقل من 2% للأعمال الحساسة تجميلياً.
نقطة التحول ليست دراماتيكية. إنها هادئة. لوح هنا. إعادة عمل هناك. عميل يطلب خصماً لأن “التشطيب غير متسق”.”
متى قررنا أن خسارة الأجزاء النهائية أرخص من ترقية الطبقة التي تحمي كل انحناء؟
لقد دفعت المال لصقل القوالب لتصبح كالمرايا. كانت تبدو مثل الكروم. في أول تشغيل على الألمنيوم المؤكسد، ما زلنا نرى خطوطاً دقيقة.
لأن الصقل لا يغير الضغط. تركز مكبس الثني القوة على طول كتفي قالب V الضيقين. حتى السطح الخالي من العيوب سيتعرض للخدش المجهري (micro-gall)—وهو انتقال مجهري للمواد بين القالب والقطعة—خاصة مع السبائك الأكثر ليونة. أضف ذرة غبار واحدة غير مرئية من ورشة العمل، وستصبح تلك الذرة أداة قطع تحت الضغط.
الأدوات المصقولة العارية تزيل متغيراً واحداً: خشونة السطح. لكنها لا تزيل التلوث. ولا توزع القوة. ولا تمتص الصدمات.
كنا نظن أن اللمعان حماية. لكنه كان مجرد مظهر جمالي.
إذا كان تشطيب القالب لا يمكنه تغيير فيزياء إجهاد التلامس، فما الذي يمكنه ذلك؟
على مكبس ثني بطول 10 أقدام يعمل على صفيحة 5052 بسماكة 0.125 بوصة، كنا نشكل زاوية 90 درجة بحوالي 60 طناً على طول المكبس. انقسم شريط التغطية اللاصق في الضربة الثالثة. تجعد الـ PVC وصقل أكتاف القالب على القطعة. ثم وضعنا شريط يوريثان بصلابة 90 (durometer)—وهو فيلم قالب حقيقي، وليس بلاستيك من متجر أدوات—وقمنا بتشغيل نفس البرنامج.
عند ذروة الحمولة، كان بإمكانك رؤيته ينضغط. لا يندفع للخارج. لا ينقص. بل ينضغط.
وعندما ارتفع كبّاس المكبس، عاد إلى سماكته الأصلية.
هذا الارتداد هو القصة بأكملها. يوصل المكبس القوة في خط ضيق على طول أكتاف القالب. إذا خضعت المادة في ذلك الخط—بمعنى أنها تشوهت بشكل دائم—فقد فقدت السماكة، وفقدت التوحيد، وفتحت المجال للتلامس المباشر بين المعدن والمعدن. إذا كان لديها ذاكرة—استعادة مرنة—فإنها تمتص الضربة وتعود، جاهزة للدورة التالية. هذا ليس سلوك تغليف. هذا سلوك تحمل أحمال.
قاعدة توفير الخردة: إذا كانت الطبقة الموجودة بين قطعتك والقالب لا تستعيد شكلها مرناً بعد الحمولة الكاملة، فهي ليست حماية—بل هي خردة مسبقة.

جمد اللحظة التي يصل فيها رأس المكبس إلى أسفل الشوط.
الفولاذ يخضع عند خط الثني. تركز أكتاف القالب القوة في منطقة تلامس تبلغ حوالي ثمن بوصة. الحاجز الموجود بينهما لديه خياران: التدفق أو الانحراف.
شريط التغطية اللاصق يتدفق. تتكسر ألياف الورق، ويلين اللاصق بسبب حرارة الاحتكاك، وتنتقل المادة جانبياً. هذا الانتقال يرقق خط المنتصف. في القطعة السادسة، أنت فعلياً تثني على فولاذ عارٍ مع وجود حواف لاصقة عند الأطراف.
اليوريثان—عند تحديده بشكل صحيح—ينحرف بدلاً من ذلك. تحت اختراق رأس المكبس، ينضغط ويشكل قالباً أنثوياً مؤقتاً. لقد شاهدته يلف الصفيحة حول رأس المكبس، متشكلاً بما يكفي لدعم الثني دون ترك أثر لحافة القالب. هذا ليس توسيداً سلبياً. هذا تغيير في الهندسة تحت الحمل.
لكن إليك الحقيقة التي لن يذكرها معظم مندوبي المبيعات بصوت عالٍ: اليوريثان “ينشط” فقط إذا قمت بتحميله فعلياً. إذا كان الاختراق ضحلاً جداً، أو كنت متحفظاً جداً بشأن الحمولة، فإنه يبقى هناك كبساط صلب. لا يوجد لف. لا يوجد إعادة توزيع. تعتقد أنك محمي، لكن إجهاد التلامس لا يزال يتركز على أكتاف القالب.
لكن هذا المنطق يتجاهل ما تفعله قوة 60 طناً في منطقة تلامس بحجم 1/8 بوصة. عند حمولة كافية، يدخل اليوريثان عالي الجودة في نطاق الضغط المرن الخاص به ويخزن الطاقة بدلاً من التنازل عن السماكة. عندما يتراجع الكبّاس، تعيده تلك الطاقة المخزنة إلى شكله الأصلي. هذه هي الذاكرة. هذه هي القابلية للتكرار.
التركيبات المختلفة مهمة. شريط بصلابة 70 (أكثر ليونة) سيتشكل بشكل رائع على الفولاذ المطلي مسبقاً ذي السماكة الخفيفة، لكنه قد يتآكل بشكل أسرع على الفولاذ المقاوم للصدأ الثقيل. قطعة بصلابة 95 (أكثر صلابة) تتحمل حمولة أعلى لكنها لن تلتف بقوة على الألمنيوم الرقيق. الفيزياء لا تتغير—فقط نافذة التشغيل هي التي تتغير.
لذا فإن السؤال الحقيقي ليس “هل يعمل اليوريثان؟” بل “هل درجة الصلابة (durometer) متوافقة مع الحمولة التي تشغلها فعلياً؟”
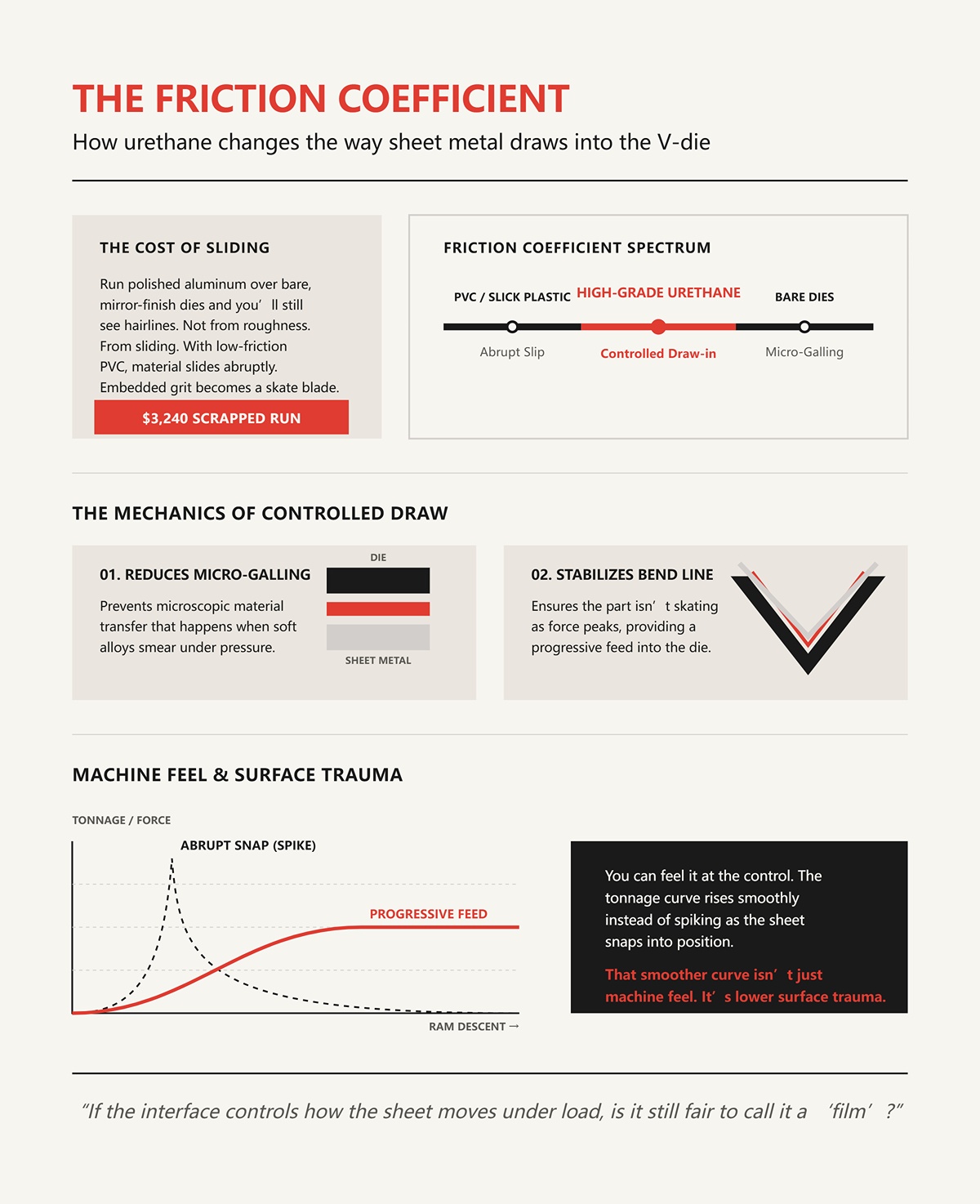
قم بتمرير الألمنيوم المصقول فوق قوالب عارية ذات تشطيب مرآتي، وستظل ترى خطوطاً دقيقة. ليس بسبب الخشونة، بل بسبب الانزلاق.
مع هبوط الكبّاس، يجب أن ينسحب الصاج إلى داخل القالب على شكل حرف V. ومع واجهات منخفضة الاحتكاك—مثل PVC—ينزلق المعدن بشكل مفاجئ. وأي ذرة غبار مدمجة تصبح كنصل تزلج، تُسحب على طول الحافة بالكامل. لقد قمت بإلغاء عمليات تشغيل كان العيب الوحيد المرئي فيها هو خط متصل واحد، متمركز تماماً، مما أدى لخسارة 3,240 دولاراً لأن الفيلم سمح للوح بالتحرك بحرية زائدة.
يغير اليوريثان عالي الجودة هذا التفاعل لأن معامل احتكاكه أعلى من البلاستيك الأملس ولكنه أقل من التلامس الخام بين الفولاذ والألمنيوم. إنه يمسك بالصاج بالقدر الكافي للتحكم في السحب. وبدلاً من الانزلاق المفاجئ، تحصل على تغذية أكثر تدرجاً داخل القالب.
هذا السحب المتحكم فيه يفعل شيئين. أولاً، يقلل من التآكل الدقيق (micro-galling)—وهو انتقال المادة المجهري الذي يحدث عندما تتلطخ السبائك اللينة تحت الضغط. ثانياً، يعمل على استقرار خط الانحناء بحيث لا يتزلج الجزء عند ذروة القوة.
يمكنك الشعور بذلك عند وحدة التحكم. يرتفع منحنى الحمولة بسلاسة بدلاً من القفز المفاجئ عندما يستقر الصاج في مكانه. هذا المنحنى الأكثر سلاسة ليس مجرد شعور بالآلة، بل هو صدمة أقل للسطح.
إذا كانت الواجهة تتحكم في كيفية تحرك الصاج تحت الحمل، فهل لا يزال من المنصف تسميتها “فيلم”؟
خذ قالباً على شكل حرف V بفتحة 0.500 بوصة. يحدث التلامس على طول كتفين ضيقين. حتى لو كانت تلك الأكتاف مصقولة، فإنها تظل حوافاً. والحواف تركز الإجهاد.
في حالة التلامس المعدني المباشر، يقوم ذلك الإجهاد بطبع أي شيء موجود على سطح القالب على الجزء—علامات الأدوات، الرقائق المدمجة، وحتى الحبيبات الخافتة الناتجة عن عملية إعادة التسوية. لقد رأيت فولاذًا مطليًا مسبقًا يخرج بخطوط شبحية تطابق تماماً اتجاه طحن القالب. لم يكن القالب خشناً، بل كان الضغط مركزاً.
عندما ينضغط اليوريثان، فإنه ينشر ذلك الحمل جانبياً. ليس إلى ما لا نهاية، بل بالقدر الكافي فقط. تتسع رقعة التلامس من خط حاد كسكين إلى منطقة أوسع قليلاً وأكثر مرونة. القوة مقسومة على مساحة أكبر تعني ضغط ذروة أقل. وضغط الذروة الأقل يعني طبعاً أقل.
تخيل ضغط إبهامك على خشب صلب مقابل ضغطه على وسادة مطاطية فوق الخشب الصلب. نفس اليد، علامة مختلفة. الوسادة لا تلغي القوة، بل توزعها.
هذا التوزيع هو السبب في أن قوالب اليوريثان متعددة الأغراض يمكنها تشكيل أنصاف أقطار أكثر إحكاماً عبر مواد مختلفة. تتكيف المادة تحت الحمل، وتعمل كقالب مخصص مؤقت لكل سماكة. بالنسبة لورشة تقوم بتشغيل سبائك مختلطة في نفس الأسبوع، فإن هذه القدرة على التكيف ليست مجرد رفاهية، بل هي تأمين.
تأمين يقع مباشرة بين الكبّاس وهامش ربحك.
وهذا يقودنا إلى السؤال العملي الذي يهتم به مدير الورشة حقاً: إذا كان سلوك اليوريثان يعتمد على درجة الصلابة (durometer)، ونطاق الانضغاط، وكيفية تثبيته على القالب، فكيف تقارن بين الخيارات بالدولار لكل انحناء بدلاً من الدولار لكل لفة؟
أربعة وعشرون لوحاً بتكلفة 202 دولار لكل منها.
كانت تلك عملية تشغيل لواجهة من الفولاذ المقاوم للصدأ—مصقولة، مشطبة مسبقاً، ومقطوعة بالليزر بفتحات زخرفية. قمنا بثنيها على فيلم قياسي بسماكة 0.030 بوصة “كان يعمل دائماً”. بحلول اللوح الثامن عشر، بدأت الأرجل الداخلية تظهر خطوط كتف خافتة بالقرب من الفتحات. ليس عبر الحافة بأكملها—فقط حيث ركزت الهندسة القوة. استمررنا في العمل. بحلول اللوح الرابع والعشرين، كان كل جزء يحتوي على خطوط شبحية حول القواطع. إجمالي الخردة: 4,848 دولاراً. لم يتمزق الفيلم، بل تليّن وانضغط أكثر مما كان عليه في بداية الوردية، وغير نمط الضغط تحت المكبس.
لذا عندما يسأل أحدهم عن كيفية مقارنة اليوريثان بالدولار لكل انحناء، لا أبدأ بالسعر لكل لفة. أبدأ بـ: ما مدى استقرار الواجهة من الضربة الأولى إلى الضربة الخمسمائة؟
على الورق، سترى 70A، 80A، 90A، 95A—تصنيفات صلابة تصف قساوة المادة. من الناحية العملية، تحصل عادةً على سماكتين في السوق: 0.015 بوصة و0.030 بوصة. هذا كل شيء. لذا فإن المتغير الحقيقي ليس السماكة بقدر ما هو الصلابة وكيفية سلوكها ضمن نطاق حمولتك.
قم بتشغيل فولاذ مقاوم للصدأ 304 بمقياس 14 (14-gauge) عند ضغط 60 طنًا عبر حرف V ضيق. سيلتف شريط بصلابة 70A بشكل رائع في الانحناءات العشرة الأولى. وبحلول الانحناء الخمسين، سيصبح مضغوطًا بشكل دائم عند خط المنتصف. البولي يوريثين لا يفشل مثل الشريط اللاصق، بل يزحف. ومع تآكله، يصبح أكثر ليونة ومرونة بشكل فعال في منطقة التلامس تلك. وضع نهاية الشوط لديك لم يتغير، والمكبس لم يتحرك، لكن الزاوية تفتح بمقدار نصف درجة لأن الفيلم لم يعد يقاوم بنفس الطريقة التي كان عليها في الصباح.
هذا هو الانحراف الذي يتحدث عنه النقاد عندما يقولون إن النايلون “أكثر قابلية للتكرار”. النايلون لا ينضغط بنفس القدر، لذا فهو يحافظ على الهندسة لفترة أطول. كما أنه يترك أثرًا بسهولة أكبر ولا يتحكم في الاحتكاك بنفس الطريقة. إنه نمط فشل مختلف.
الآن انتقل إلى ألومنيوم مطلي مسبقًا بسمك 0.063 بوصة. سيعيش فيلم بصلابة 95A إلى الأبد. كما أنه لن يتشكل كثيرًا عند حمولة أقل. ستحصل على الحماية، ولكن ليس ذلك السحب المتحكم فيه الذي تحدثنا عنه سابقًا. يمكن للوح أن ينزلق، خاصة حول الثقوب والشقوق، وتظهر علامات القالب بالضبط حيث تفشل المواد المطلية بـ PVC - عند نقاط تركيز الإجهاد الهندسي.
لذا فإن مطابقة مقياس الصلابة (durometer) لا تتعلق بـ “الأكثر ليونة للمعدن اللين، والأكثر صلابة للمعدن الصلب”. بل تتعلق بمطابقة نطاق الضغط المرن مع حملك الفعلي لكل بوصة. إذا كانت مكبستك لا تدفع الفيلم أبدًا إلى منطقة عمله، فأنت لا تستخدم واجهة تحمل أحمال، بل تضع مفرش طاولة باهظ الثمن.
قاعدة توفير الخردة: اختر مقياس صلابة يصل إلى الضغط المرن المتحكم فيه عند حمولتك الحقيقية، وليس عند حدك الأقصى النظري.
لقد قمت بسحب فيلم مدعوم بمادة لاصقة عن قالب سفلي بعد تشغيل طويل للفولاذ المقاوم للصدأ وشعرت بتغير اللزوجة بإبهامي. الاحتكاك يسخن منطقة التلامس. ليس لدرجة الاحمرار، ولكن دافئ بما يكفي لتليين بعض المواد اللاصقة الحساسة للضغط.
هل يعني ذلك أن الفيلم ذاتي اللصق يترك دائمًا بقايا؟ لا. بل يعني أن خطر البقايا يزداد مع الحرارة ووقت البقاء. الفولاذ المقاوم للصدأ ذو المقياس الثقيل، ونصف القطر الضيق، وعمليات الإنتاج الطويلة - تعني حرارة أكثر. عمليات الألومنيوم القصيرة عند حمولة معتدلة - تعني حرارة أقل.
التكلفة الحقيقية ليست خمس دقائق من التنظيف بالمذيبات. بل هي ما يحدث عندما تتراكم البقايا بشكل غير متساوٍ على طول أكتاف القالب. هذا يغير الارتفاع المحلي ببضعة أجزاء من الألف من البوصة. بضعة أجزاء من الألف عند الكتف تصبح تباينًا في الزاوية عبر لوح بطول 10 أقدام. أنت تطارد ذلك عند وحدة التحكم، وتعدل العمق، والآن يتم إلقاء اللوم على المكبس في “مشكلة التكرارية” بينما هي في الواقع تراكم للمواد اللاصقة.
من ناحية أخرى، الفيلم المدعوم بمادة لاصقة لا يهاجر. إنه يبقى حيث تضعه. لا حاجة لإعادة التموضع في منتصف الوردية. في العمل عالي الحمولة حيث يساوي الانزلاق خدوشًا، يمكن أن تفوق تلك الاستقرارية وقت التنظيف.
لذا فإن السؤال ليس “هل نستخدم مادة لاصقة أم لا؟” بل هو “هل يبرر المظهر الحراري لهذه المهمة استخدام التثبيت الميكانيكي بدلاً من ذلك؟”
قاعدة توفير الخردة: إذا كانت أكتاف القالب لديك تسخن بما يكفي لتليين المادة اللاصقة، فافترض أنها ساخنة بما يكفي لتشويه اتساق الانحناء وخطط لطريقة التثبيت الخاصة بك وفقًا لذلك.
في نظام السكك الحديدية الخاص بنا على الطراز الأوروبي مقاس 60 مم، تعتبر الحوامل المغناطيسية ذات تعديل الارتفاع هدية. أنت تضبط من الأمام إلى الخلف، وتضبط الارتفاع ليتناسب مع كومة القالب، ويتتبع الفيلم الأداة. قم بتغيير القوالب، وحرك الحوامل، واستمر في العمل.
الفيلم الموضوع بحرية أسرع في البداية. ضعه، قم بتشغيل المكبس، ودع الاحتكاك يثبته. في عملية تشغيل بمادة واحدة وقالب واحد، يعمل الأمر. في العمل عالي التنوع - التبديل من حرف V مقاس 1.000 بوصة إلى حرف V مقاس 0.500 بوصة ثلاث مرات قبل الغداء - يبدأ الأمر في التأثير عليك.
إليك كيف يفشل: ليس بشكل كارثي. إنه يزحف. يسحبه اللوح للأمام بمقدار سدس عشر بوصة. ثم ثمن بوصة. الآن حافة الفيلم تقع تحت كتف قالب واحد فقط. توزيع الضغط غير متماثل. حافة واحدة نظيفة، والأخرى بها خط خافت لا يظهر إلا تحت ضوء معين. أنت لا تلاحظ ذلك إلا بعد خروج الأجزاء من المكبس.
تفشل الأنظمة المغناطيسية أو المثبتة على السكك الحديدية بشكل مختلف. فهي لا تزحف، لكنها تعتمد على ارتفاع الإعداد الصحيح. إذا كان منخفضًا جدًا، فلن يتعاشق الفيلم بالكامل أبدًا. وإذا كان مرتفعًا جدًا، فأنت تقوم بتحميله مسبقًا قبل أن يلمس اللوح القالب حتى، مما يغير حسابات الانحناء.
وهذا يعتمد على بنية آلتك. المقارنة المباشرة دون مراعاة معيار السكك الحديدية، وارتفاع القالب، وانضباط المشغل هي نصف حقيقة.
قاعدة توفير الخردة: في البيئات عالية التنوع، أعط الأولوية لطرق التثبيت التي تقضي على الزحف الجانبي قبل أن تطارد مكاسب هامشية في سرعة الإعداد.
| جانب | حوامل الأفلام المغناطيسية / المثبتة على السكك الحديدية | فيلم موضوع بشكل حر |
|---|---|---|
| الإعداد الأساسي | مثبت على نظام قضبان أوروبي مقاس 60 مم؛ قابل للتعديل من الأمام إلى الخلف وللارتفاع ليتناسب مع مجموعة القوالب | يوضع مباشرة على القالب؛ يتم تثبيته في مكانه عن طريق الاحتكاك أثناء دورة الكبس |
| السرعة الأولية | يتطلب إعداداً وضبطاً للارتفاع | أسرع في البداية؛ ببساطة ضعه وابدأ الدورة |
| أفضل حالة استخدام | الإنتاج عالي التنوع مع تغييرات متكررة للقوالب | عمليات تشغيل لمادة واحدة وقالب واحد |
| الأداء في بيئة عالية التنوع | مستقر عند ضبطه بشكل صحيح؛ حرك الحوامل وتابع العمل | يبدأ في التحرك أثناء عمليات تبديل قوالب V المتكررة |
| نمط الفشل الأساسي | إعداد ارتفاع غير صحيح (منخفض جداً: لا يوجد تعشيق كامل؛ مرتفع جداً: التحميل المسبق يغير حسابات الثني) | زحف جانبي تدريجي تحت حركة الصفيحة |
| خصائص الفشل | لا يزحف؛ الأخطاء مرتبطة بدقة الإعداد | يزحف تدريجياً (1/16 بوصة، ثم 1/8 بوصة)؛ توزيع غير متماثل للضغط |
| التأثير على الجودة | اختلاف في حسابات الثني في حال عدم الضبط بشكل صحيح | جودة غير متساوية للحافة؛ خطوط باهتة مرئية تحت إضاءة معينة |
| توقيت الكشف | يُلاحظ عادةً أثناء الإعداد أو عند الثنيات الأولى | غالبًا ما يتم اكتشافه بعد خروج الأجزاء من آلة الثني |
| عوامل الاعتمادية | هيكلية الماكينة، معيار السكة، ارتفاع القالب، انضباط المشغل | احتكاك المادة، تغييرات القالب، انتباه المشغل |
| قاعدة توفير الهالك | إعطاء الأولوية لطرق التثبيت التي تقضي على الزحف الجانبي في بيئات الإنتاج المتنوعة | مكاسب سرعة الإعداد الهامشية لا تفوق مخاطر الهالك الناتجة عن الزحف |
لنجري افتراضًا نظريًا نظيفًا.
تنتج لفة بسعر 200 دولار 8,000 ثنية قبل أن يتجاوز انحراف الزاوية الناتج عن التآكل نطاق التفاوت المسموح به. وهذا يعني 0.025 دولار لكل ثنية. بينما تدوم لفة أرخص بسعر 120 دولاراً لـ 3,000 ثنية قبل أن يؤدي انضغاط الخط المركزي إلى تغيير الزوايا بما يكفي لاستلزام إعادة العمل أو إنتاج علامات مرئية. وهذا يعني 0.04 دولار لكل ثنية.
تبدو اللفة الأرخص خياراً مسؤولاً عند الشراء. فهي أقل تكلفة بنسبة 40% مقدماً. لكن لكل ثنية، هي أغلى بنسبة 60%.
الآن أضف إلى ذلك لوحة معمارية مرفوضة بقيمة 1,200 دولار لأن زحف الفيلم أو تآكله طبع كتف القالب حول فتحة مقصوصة. سيتعين على لفتك الممتازة منع رفض قطعة واحدة فقط خلال عمرها الافتراضي لتعويض تكلفتها ست مرات.
ولم نحسب بعد تكلفة تآكل القالب. عندما يتحلل الفيلم ويصبح رقيقاً بشكل غير متساوٍ، ستحصل على تلامس موضعي بين المعدن والمعدن. هذا ليس نظرياً. لقد رأيت قوالب سفلية مصقولة تلتقط خدوشاً مجهرية تطلبت إعادة صقل. يمكن أن تتكلف عملية إعادة تجليخ القالب الواحدة من 600 إلى 900 دولار حسب الحجم.
ولكن إليك الجزء الذي تغفله معظم جداول بيانات العائد على الاستثمار: نافذة الأداء. لا يوفر اليوريثان حماية متطابقة من الثنية الأولى إلى الأخيرة. مع تآكله، يزداد الانضغاط وتقل إمكانية التكرار. يجب أن تحسب تكلفتك الحقيقية لكل ثنية فقط الثنيات التي تقع ضمن نطاق التفاوت المقبول لديك. بمجرد أن تبدأ في تعديل العمق لملاحقة انحراف الزاوية، فأنت تنفق تكاليف عمالة للتعويض عن إجهاد المادة.
متى قررنا أن خسارة الأجزاء النهائية أرخص من ترقية الطبقة التي تحمي كل ثنية على حدة؟
إذا كانت الواجهة بين الصفيحة والقالب مرنة وقابلة للانضغاط وتتآكل في الوقت الفعلي، فإن السماكة تصبح المتغير التالي الذي لا يمكنك تجاهله. مقدار ما يغيره هذا الـ 0.015 بوصة أو 0.030 بوصة في خصم الثني والحمولة المطلوبة ليس أمراً أكاديمياً، بل هو رياضيات تعيش في وحدة التحكم.
في الربيع الماضي، قمنا بتشغيل فولاذ مطلي مسبقاً بمقياس 14 من خلال قالب على شكل حرف V مقاس 0.750 بوصة مع يوريثان بسمك 0.015 بوصة على الأكتاف. كان خصم الثني مضبوطاً بدقة. كانت الزوايا ضمن نصف درجة عبر لوحة بطول 10 أقدام. ثم استبدل قسم المشتريات بفيلم بسمك 0.030 بوصة من نفس المورد - نفس درجة الصلابة، ضعف السماكة. لا تغييرات في البرنامج. كان الجزء الأول الخارج من آلة الثني مفتوحاً بمقدار 1.8 درجة، والحافة أقصر بمقدار 0.042 بوصة. لم يكن الكباس (الرام) مخطئاً. لقد قمنا للتو بتغيير الهندسة تحت قوة 60 طناً.
إليك الآلية: اليوريثان لا يجلس هناك فحسب. إنه ينضغط. مع فيلم بسمك 0.015 بوصة، قد ترى انضغاطاً بنسبة 30-40% عند حمولة العمل. مع 0.030 بوصة، يمكن أن يتجاوز إجمالي الانضغاط ارتفاع كومة الـ 0.015 بوصة الأصلي، مما يرفع الصفيحة فعلياً إلى مستوى أعلى في القالب خلال المرحلة المبكرة من الشوط. هذا يزيح المحور المتعادل ويزيد نصف القطر الداخلي الفعلي قبل التلامس الكامل مع القالب. لا تزال وحدة التحكم الرقمي (CNC) الخاصة بك تعتقد أنها تثني المعدن على المعدن. وهي ليست كذلك.
إذا أضفت 0.030 بوصة من اليوريثان ولم تقم بتعديل خصومات الثني الخاصة بك، فإن آلة الثني (المكبح) ليست هي المخطئة، بل أنت.
قاعدة توفير الخردة: تعامل مع أي تغيير في سمك الفيلم كأنه تغيير في الأدوات يتطلب إعادة حساب خصم الثني قبل أن تصل القطعة التالية إلى المصد الخلفي.
بالنسبة للفولاذ المطلي مسبقًا عيار 16، عادة ما يكون اليوريثان عالي الصلابة بسمك 0.015 بوصة كافيًا لمنع علامات الكتف دون زيادة نصف القطر الداخلي بشكل مادي. الطلاء رقيق، وأنت تحمي الطلاء، لا تعوض عن قشور المطحنة أو خشونة السطح. عند حمولة الثني الهوائي النموذجية، تنضغط تلك الطبقة الأرق بشكل يمكن التنبؤ به وتستقر بالقرب من هندسة الفولاذ على الفولاذ.
الآن انتقل إلى الفولاذ المجلفن.
طبقة الزنك أكثر ليونة وغير منتظمة قليلاً. يشعر المشغلون بالقلق من التقشر عند أنصاف الأقطار الضيقة ويلجأون إلى 0.030 بوصة “فقط ليكونوا في الجانب الآمن”. لكن تلك البطانة الأكثر سمكًا تفعل شيئين في وقت واحد: فهي تبطن الطلاء وتزيد من فتحة القالب الفعالة لأن الصفيحة ترتكز على قاعدة قابلة للانضغاط قبل ملامسة أكتاف القالب. في حرف V ضيق - لنقل 0.500 بوصة - يعني سمك 0.030 بوصة لكل جانب أنك قمت فعليًا بتضييق الفتحة أثناء التلامس الأولي، ثم قمت بتوسيعها مع تدفق اليوريثان. هذه ليست حالة مستقرة. إنه هدف متحرك.
لقد رأيت أجزاء مجلفنة تتشقق ليس لأن نصف القطر كان ضيقًا جدًا بمقاييس الفولاذ، ولكن لأن البرنامج دفع بعمق إضافي للتعويض عن الارتداد الزنبركي للزاوية الناتج عن الإفراط في التبطين. المزيد من العمق يعني مزيدًا من الإجهاد عند الألياف الخارجية. يفشل الطلاء أولاً، ثم يتبعه المعدن الأساسي.
إذًا أين يقع الخط الفاصل؟ من الناحية العملية، 0.015 بوصة هو الافتراضي للفولاذ المطلي والمجلفن تحت حمولة معتدلة؛ ويكتسب سمك 0.030 بوصة مكانه فقط عندما تكون تفاوتات السطح حرجة ويكون عرض القالب سخيًا بما يكفي لاستيعاب الامتثال المضاف دون تشويه نصف القطر. اختيار السمك لا يتعلق بمدى شعورك بالقلق، بل يتعلق بمقدار الانحراف الهندسي الذي يمكن أن يتحمله قالبك.
قاعدة توفير الخردة: ابدأ بـ 0.015 بوصة للفولاذ المطلي وانتقل إلى 0.030 بوصة فقط إذا كان عرض القالب وحسابات الثني لديك يمكنها استيعاب الامتثال المضاف دون عدم استقرار نصف القطر.
تخيل قالب V مقاس 0.375 بوصة يثني ألومنيوم مقاس 0.060 بوصة مع وضع يوريثان بسمك 0.030 بوصة عبر كلا الكتفين. هذا لم يعد تبطينًا بعد الآن. هذا وسط تشكيل ثانوي.
بينما ينزل الكباس، يجبر القالب الصفيحة على الدخول في طبقة تتصرف مثل حشية مطاطية كثيفة. يتدفق اليوريثان جانبيًا قبل أن ينضغط بالكامل. يدعم هذا التدفق الصفيحة بالقرب من طرف القالب، مما يزيد بشكل فعال من نصف القطر الداخلي بما يتجاوز ما يمليه عرض القالب وحده. بمجرد ارتداد اليوريثان بعد التفريغ، يتفاقم الارتداد الزنبركي لأن الصفيحة لم تكن مستقرة تمامًا مقابل الفولاذ الصلب عند ذروة الحمل.
النتيجة هي نصف قطر يقاس بأكبر مما يتوقعه مخطط الثني الهوائي الخاص بك وزاوية تنفتح أكثر مما يتوقعه جدول الارتداد الزنبركي الخاص بك. أنت تصحح عن طريق إضافة العمق. الآن يتم تحميل اليوريثان مسبقًا قبل أن تتعشق الصفيحة بالكامل. في القطعة التالية، سمك الصفيحة مختلف قليلاً، وانضغاط مختلف قليلاً. نصف القطر الداخلي الخاص بك يتغير ببضعة أجزاء من الألف من البوصة، وزاويتك تنحرف بدرجة واحدة عبر التشغيل.
هذا ليس فقدان آلة الثني لدقتها. هذا أنت تطلب من طبقة مرنة أن تتصرف مثل فولاذ الأدوات المقسى.
قاعدة توفير الخردة: لا تقم أبدًا بإقران اليوريثان السميك مع قالب V ضيق ما لم تقم بالتحقق من صحة نصف القطر الداخلي الناتج والارتداد الزنبركي عبر صفائح متعددة، وليس فقط قطعة أولى واحدة.
لقد سجلت ذات مرة الحمولة على ثنية فولاذ طري عيار 12 بطول 10 أقدام مع وبدون يوريثان عالي الكثافة بسمك 0.030 بوصة. نفس القالب. نفس القالب العلوي. بلغ متوسط الفولاذ على الفولاذ 48 طنًا. مع اليوريثان، ارتفع الحمل الأقصى إلى 58-60 طنًا قبل أن تنغلق الزاوية. هذا ليس بالأمر التافه.
لكن هذا المنطق يتجاهل ما تفعله قوة 60 طنًا في منطقة تلامس بمقدار 1/8 بوصة.
جزء من تلك الـ 10-12 طنًا الإضافية لا يذهب إلى الفولاذ على الإطلاق. إنه يضغط اليوريثان إلى سمك عمله. أنت تنفق سعة الماكينة لتشويه طبقة واقية. في مكبس يعمل بالقرب من حده المقدر، هذا الهامش مهم. على الفولاذ المجلفن أو المواد ذات القوة الأعلى، يمكن لتلك القوة الإضافية أن تدفعك من التشكيل الآمن إلى منطقة كسر الطلاء.
هناك أيضًا سلوك الماكينة الذي يجب مراعاته. الحمولة الأعلى تعني مزيدًا من الانحراف في الكباس والقاعدة. حتى مع التتويج (Crowning)، يغير الحمل الإضافي مدى توزيع القوة بالتساوي على طول القطعة. أنت تعتقد أنك أضفت فيلمًا للحماية. ربما تكون قد أدخلت للتو تباينًا في الزاوية عند الأطراف.
هنا يصبح اليوريثان كمكون حامل للحمل أمراً واقعياً. إنه يتحمل الحمل. ويطلب الحمل. وتستجيب مكبس الثني وفقاً لذلك.
قاعدة توفير الهالك: قم بقياس الحمولة الفعلية مع وجود الفيلم وبدونه في المهام الحرجة، وتأكد من أن آلتك لديها هامش سعة قبل الالتزام باستخدام يوريثان أكثر سمكاً.
كان لدينا مهمة—أربعة وعشرون لوحاً بتكلفة 20% لكل منها—حيث كان استخدام فيلم بسمك 0.030 بوصة أمراً غير قابل للتفاوض لأن التشطيب كان بدرجة المرآة. جاءت القطعة الأولى طويلة في كلا الساقين بمقدار 0.055 بوصة إجمالاً. افترض استقطاع الثني في البرنامج نصف قطر داخلي قدره 0.090 بوصة من جدول الثني الهوائي. كان نصف القطر المقاس فعلياً مع الفيلم 0.118 بوصة.
تلك الزيادة في نصف القطر بمقدار 0.028 بوصة تغير سماحية الثني. بالنسبة لثنية بزاوية 90 درجة في ألومنيوم بسمك 0.125 بوصة، يمكن لهذا التغيير وحده أن يغير استقطاع الثني بمقدار 0.040 إلى 0.060 بوصة تقريباً اعتماداً على معامل K. هذا ليس خطأ في التشذيب. هذه هندسة.
لم يكن الحل سحرياً. قمنا بقياس نصف القطر الداخلي الفعلي المتشكل مع وجود اليوريثان في مكانه. أعدنا حساب سماحية الثني باستخدام نصف القطر ذلك ومعامل K تم التحقق منه من عينة مقطوعة ومحفورة. قمنا بتحديث برنامج CNC. قمنا بتشغيل ثلاث قطع للتحقق. قمنا بتثبيت الإعدادات. قامت المكبس بعملها بالضبط كما طُلب منها بمجرد أن أخبرناها بالحقيقة.
اليوريثان عالي الجودة ليس “إضافة”. إنه جزء من مجموعة أدواتك. وهذا يعني أن جداول الثني الخاصة بك، وتعويض الارتداد، وإعدادات العمق يجب أن تعكس سمك العمل المضغوط الخاص به، وليس سمك اللفة الاسمي. وإلا فأنت تبرمج للفولاذ وتثني في المطاط.
وهنا تلتقي الحسابات بالانضباط—لأن الأرقام الصحيحة تنهار إذا لم يتم وضع الفيلم بشكل مسطح، ومركزي، وبارتفاع ثابت على السرير والقالب.
قاعدة توفير الهالك: قم دائماً بقياس نصف القطر الداخلي المتشكل مع تركيب اليوريثان وأعد حساب استقطاع الثني من تلك الهندسة الحقيقية قبل بدء الإنتاج.
لقد قمت بقياس نصف القطر الداخلي. لقد أعدت حساب استقطاع الثني. تمت برمجة المكبس لسمك العمل المضغوط للفيلم.
إذن لماذا لا تزال الوردية الثانية تستدعيك عندما تنحرف الزوايا وتظهر الخدوش في منتصف التشغيل؟
لأن الهندسة ليست المتغير الوحيد. التركيب هو متغير أيضاً.
إذا كان اليوريثان طبقة حاملة للحمل، فإن كيفية وضعه على القالب لا تختلف عن كيفية تثبيت السندان في الكبّاس: الإهمال يساوي الحركة، والحركة تحت ضغط 60 طناً تصبح تلفاً. لقد شاهدت ورشاً تقضي ساعة في ضبط القطعة الأولى، ثم يلقون لفة الفيلم عبر السرير مثل خرقة التنظيف ويتساءلون لماذا تبدو القطعة الثامنة عشرة مختلفة عن القطعة الثانية. التمزق في منتصف التشغيل ليس سوى سوء حظ. إنها طاقة مخزنة تتحرر حيث تم وضع الفيلم بشكل خاطئ.
هذه هي وثيقة التأمين بين الكبّاس وهامش ربحك. إما أن تمتص الصدمة باستمرار، أو تمرر الصدمة مباشرة إلى لوح نهائي.
قاعدة توفير الهالك: إذا كان الفيلم يؤثر على هندسة الثني، فتعامل مع تركيبه بنفس مستوى التكرارية الذي تتعامل به مع إعداد السندان والقالب—بدون استثناءات.
نحن لا نقوم بتلميع سيارة عرض. نحن نخلق تحكماً في الاحتكاك.
قشور الصدأ واضحة. تشعر بها بأطراف أصابعك؛ فهي تظهر من خلال الألومنيوم الرقيق مثل لغة برايل. لكن بقايا الزيت أكثر هدوءاً وخطورة. طبقة رقيقة من رذاذ الهيدروليك على أكتاف القالب تحول اليوريثان إلى طبقة انزلاق، وعندما ينزل الكبّاس، يركز ذلك الانزلاق الضغط في مناطق محددة بدلاً من توزيعه بالتساوي عبر حرف V.
هذا هو المكان الذي يبدأ فيه التمزق.
تحت الضغط، يميل اليوريثان إلى الالتصاق بالفولاذ. وإذا لم يتمكن من ذلك، فإنه يتمدد بشكل مجهري عند نقطة الضغط الأعلى—عادةً عند نصف قطر القالب مباشرة. كرر ذلك لبضع مئات من الدورات وستحصل على شق يمتد على طول القطعة. ليس أمراً دراماتيكياً، ولكنه كافٍ لترك أثر خطي على لوح من الفولاذ المقاوم للصدأ بدرجة مرآة 304 في القطعة رقم أربعة وعشرين.
يغير الزيت الاحتكاك. ويغير الصدأ الارتفاع. كلاهما يغير كيفية تدفق الحمل عبر الغشاء.
امسح أكتاف القالب بمذيب. أزل القشور باستخدام مادة كاشطة ناعمة. أنت لا تقوم بالتلميع؛ أنت تقوم بتوحيد التلامس حتى يرى اليوريثان دعماً متساوياً عبر عرضه.
قاعدة توفير الخردة: نظف أكتاف القالب حتى تصل إلى فولاذ عارٍ ومتسق قبل كل عملية تركيب للغشاء—أزل الزيت للتحكم في الاحتكاك وأزل القشور للتحكم في الارتفاع.
التجعد ليس سوى مادة زائدة ليس لها مكان تذهب إليه.
عندما يغلق الكباس، لا تختفي تلك الزيادة، بل يتم ضغطها في قطعة العمل.
تخيل موجة خفيفة عبر الغشاء، بالكاد تكون مرئية. تحت ضغط 60 طناً في منطقة تلامس بمقدار 1/8 بوصة، تصبح تلك الموجة نتوءاً. يجبر القالب الصفيحة على الدخول فيه، وينضغط اليوريثان بشكل غير متساوٍ—أكثر سمكاً عند التجعد، وأقل سمكاً بجانبه. هذا التباين في السمك يغير فتحة V الفعالة محلياً، مما يزيح نصف القطر الداخلي ببضعة أجزاء من الألف من البوصة. وهو ما يكفي لتغيير الزاوية بجزء من الدرجة. وكافٍ ليجعلك تطارد تعديلات العمق التي لم تكن المشكلة الحقيقية أبداً.
وماذا عن السطح؟ تصبح حافة التجعد خط ضغط. لا تعرف مكبس الثني أن الأمر تجميلي، فهي ترى المقاومة فقط.
أقوم بشد اللفة كما لو كنت أشد خيط التخطيط—بإحكام، وليس بقوة مفرطة. يقوم أحد المشغلين بالتلقيم، والآخر بالتنعيم من المركز نحو الخارج، مع جعل راحتي اليد مسطحتين، لإزالة جيوب الهواء قبل أن تتحول إلى جيوب ضغط. إذا كان الغشاء يميل إلى الالتفاف على نفسه، فهذا إجهاد مخزن من ذاكرة اللفة. اتركه يسترخي خارج الماكينة لبضع دقائق قبل وضعه.
التجاعيد هي خدوش مستقبلية تنتظر الكباس ليضغطها في قطعة نهائية.
قاعدة توفير الخردة: ضع اليوريثان تحت شد محكوم ومتساوٍ وقم بتنعيمه من المركز نحو الخارج—أي تموج مرئي هو علامة ضغط مضمونة تحت الحمل.
تحل الأفلام ذات الظهر اللاصق مشكلة الحركة ولكنها تخلق مشكلة أخرى—البقايا وارتفاع التكديس غير المتسق.
أفضل اليوريثان عالي الجودة غير اللاصق مع التثبيت الميكانيكي.
إليك الطريقة: قم بمحاذاة الغشاء بشكل متساوٍ مع الحافة الأمامية للقالب، وثبت كلا الطرفين برفق باستخدام مشابك زنبركية منخفضة الارتفاع خارج منطقة الثني، ثم ضع شريطاً واحداً من شريط لاصق عالي الجودة على طول الحافة الخلفية فقط—بعيداً عن أكتاف القالب. الشريط ليس هيكلياً؛ بل يمنع الانزلاق أثناء الفهرسة. المشابك تتولى مهمة الشد.
لماذا لا تضع الشريط عبر وجه القالب؟ لأن الشريط ينضغط بشكل مختلف عن اليوريثان. تحت الحمل، يخرج الشريط مثل معجون الأسنان ويترك فراغاً في السمك خلفه. الآن يتغير مسار الحمل في منتصف الشوط. لقد أدخلت للتو متغيراً لا يمكنك رؤيته.
تضيف طريقة المشابك والشريط هذه حوالي تسعين ثانية إلى الإعداد. تسعون ثانية أرخص من لوح واحد مرفوض من الفولاذ 304. لقد تسببت في خردة أربعة وعشرين لوحاً من الفولاذ 304 من قبل لأن الغشاء انزلق بمقدار 1/16 بوصة وكشف كتف القالب الخام عند الحافة المرتدة.
الحركة هي العدو. والهدف هو التقييد دون تشويه.
قاعدة توفير الخردة: ثبت اليوريثان غير اللاصق باستخدام مشابك طرفية وشريط على الحافة الخلفية فقط—لا تضع أبداً شريطاً قابلاً للضغط في مسار الحمل.
حتى التركيب المثالي له عمر افتراضي.
لا يتلف اليوريثان دفعة واحدة، بل يرسل إشارات تحذيرية. تقوم أكتاف القالب بصقل مسار فيه، وستلاحظ وجود شريط داكن قليلاً حيث تنغرس جزيئات أكسيد الألومنيوم أو الجلفنة في السطح. تصبح تلك الجزيئات المنغرسة بمثابة مركب كاشط.
إذا تجاهلت ذلك، فستكون القطعة التالية هي الثمن.
مرر إصبعك عبر مسار التآكل كل عشر إلى عشرين دورة في الأعمال التجميلية. إذا شعرت بوجود أخدود أو رأيت بقعاً من الجزيئات، فقم بتقديم الرول بمقدار بوصة أو بوصتين. لا تنتظر ظهور خدش لتتأكد مما أخبرتك به عيناك بالفعل. تشتكي الورش الأوروبية ذات الإنتاج العالي من أن اليوريثان يفقد قابليته للتكرار مع ليونته. وهم ليسوا مخطئين، لكن معظم هذا التفاوت يظهر أولاً كتآكل غير متساوٍ عند الأكتاف، وليس كانهيار كامل للمادة.
تقديم الرول أرخص من صقل خط لم يكن من المفترض أن يوجد.
ولكن إليك الحد الفاصل: عندما تقوم بالتشغيل بأحمال عالية وقوالب V ضيقة وبسرعة إنتاجية، فإن الفيلم سيتدهور بشكل أسرع مما يفضله إيقاع ورديتك. هناك حد تصبح فيه الأدوات الفولاذية - أو وسيلة حماية مختلفة - أكثر منطقية.
للحماية نقطة انهيار، وكذلك للإنكار.
قاعدة توفير الخردة: افحص أشرطة تآكل الأكتاف بشكل استباقي وقم بتقديم اليوريثان قبل أن تتمكن الجزيئات المنغرسة أو الأخاديد من الانطباع على السطح النهائي.
أتذكر المرة الأولى التي طلب مني فيها طاقم عمل، بجدية تامة، وضع فيلم لوظيفة سك (coining) على ألومنيوم بسمك 3/16. ألواح بطول ثمانية أقدام. الجانب التجميلي للخارج. قاع كامل، مع السعي للحصول على نصف قطر داخلي ضيق. كان مخطط المكبس يتطلب حمولة جعلت الرام (الكباس) يئن.
كانوا يفكرون في الحماية من الخدوش.
كنت أفكر فيما يحدث عندما تطلب من طبقة قابلة للانضغاط أن تتحمل قوى مصممة لتشكيل المعدن على البارد.
حتى هذه النقطة، تعاملنا مع اليوريثان كواجهة منضبطة وموزعة للأحمال - يتم تركيبها بشكل مسطح، وتوترها بشكل صحيح، ومراقبتها مثل الأدوات. هذا الانضباط يبقيك مربحاً في الثني الهوائي (air bending). لكن السك (coining) أمر مختلف. في الثني الهوائي، تلمس الصفيحة رأس القالب وأكتاف القالب؛ وتطفو المادة بينهما. في السك، يدفع الرام رأس القالب إلى داخل المادة حتى تتوافق مع زاوية القالب. أنت لم تعد توجه المعدن، بل تسحقه ليأخذ شكله.
وأي شيء بين الفولاذ والفولاذ يصبح شيئاً آخر يجب على الرام سحقه.
حتى يوريثان البوليستر عالي الجودة - النوع الذي يقاوم التآكل الانزلاقي ويتحمل الصدمات - له حد انضغاط. لن أبتكر رقماً سحرياً للحمولة، لأنه يعتمد على فتحة V، وعرض المادة، ونصف قطر القالب. لكنني سأعطيك الآلية: مع ارتفاع الحمولة، يرتفع ضغط التلامس عند أكتاف القالب. يتجاوز هذا الضغط النطاق المرن للفيلم. يتوقف اليوريثان عن الارتداد ويبدأ في التدفق. يتحول القص المجهري إلى تلميع سطحي. يتحول التلميع إلى حرارة. وتسرع الحرارة من الانهيار. ما كان يبدو كحاجز قابل لإعادة الاستخدام يصبح رقاقة رقيقة.
لكن هذا المنطق يتجاهل ما تفعله قوة 60 طنًا في منطقة تلامس بمقدار 1/8 بوصة.
تحت أحمال السك، لا يقوم الفيلم “بالحماية”، بل يتم ضغطه ليصبح أرق عند الأكتاف وأكثر سمكاً في المنتصف. وهذا يغير فتحة V الفعالة لديك في منتصف الشوط. سترى ذلك كانحراف في الزاوية لا يمكنك ضبطه تماماً. ستطارد تعديلات العمق، بينما يموت الفيلم دورة انضغاط واحدة تلو الأخرى.
قاعدة توفير الخردة: إذا كانت الوظيفة تتطلب سكاً حقيقياً أو قاعاً كاملاً عند الحمولة الكاملة المحددة، فافترض أن فيلم اليوريثان سيتشوه بلاستيكياً وقم بإزالته من مسار الحمل.
خذ مقارنة مضبوطة. نفس ألومنيوم 0.125، نفس قالب V مقاس 1 بوصة. التشغيل الأول: ثني هوائي إلى 90 درجة. التشغيل الثاني: سك لتثبيت الزاوية وتقليل الارتداد المرن.
في الثني الهوائي، يتعرض اليوريثان لاحتكاك موضعي عند الأكتاف وانزلاق خفيف تحت الصفيحة. يمكن لفيلم عالي الجودة بصلابة 90 شور (90-durometer) أن يصمد لعشرات - وأحياناً مئات - الدورات إذا قمت بتقديمه للأمام قبل أن تنغرس فيه الشوائب. الإجهاد هنا متقطع ومرن جزئياً، لذا يستعيد الفيلم شكله.
في عملية السك (coining)، تختفي خاصية الاستعادة. يقوم رأس القالب (punch) بدفع الصفيحة بالكامل إلى زاوية القالب السفلي، مما يضغط الفيلم عبر مساحة أوسع. هنا، أنت لا تطلب من اليوريثان أن يعمل كوسادة، بل تطلب منه مقاومة الانضغاط بين أداتين صلبتين. يتراكم الانضغاط الدائم؛ وبعد بضع ضربات، قم بقياس سمك الفيلم عند مسار الكتف، ولن يكون كما كان في البداية.
وبمجرد تغير السمك، تتغير الهندسة.
تتعامل يوريثانات البولي إيثر مع تآكل الاصطدام بشكل أفضل من أنواع البوليستر، بينما يتعامل البوليستر مع الانزلاق بشكل أفضل. هذه الكيمياء مهمة في الثني الهوائي، حيث يسود نمط الاحتكاك. أما في السك، فتصبح الكيمياء ثانوية أمام الفيزياء. عندما يتجاوز ضغط التلامس حد المرونة، تستسلم كلتا العائلتين. أضف إلى ذلك حرارة ورشة العمل الناتجة عن الدورات المتكررة، وستخفض هذا الحد أكثر. فما يصمد لعشر ضربات في درجة حرارة الغرفة قد يتلف في خمس ضربات أثناء الإنتاج.
لذا، فإن الإجابة الحقيقية على سؤال “عند أي حمولة؟” هي: في اللحظة التي تتطلب فيها عمليتك تشكيلاً لدناً للصفيحة من خلال تلامس كامل مع القالب، فإنك تعمل عند مستوى ضغط تنخفض فيه حياة الفيلم من “مادة استهلاكية مُدارة” إلى “نقطة فشل غير متوقعة”.”
هذا ليس حكماً أخلاقياً، بل هو حالة تحميل.
تخيل الآن رأس قالب بزاوية 30 درجة، حاد بما يكفي لتشعر بالحافة من خلال القفاز. نحن نشكل حافة ارتدادية حادة على ألومنيوم مؤكسد، مع جعل الجانب التجميلي للخارج بالطبع.
ضع فيلماً بسمك 0.030 بوصة فوق القالب وقم بتشغيل المكبس ببطء. راقب ما يحدث عند رأس القالب؛ تضيق مساحة التلامس بشكل كبير مقارنة بأداة ذات زاوية 90 درجة. يتركز الضغط على طول خط أرفع. لا يجد اليوريثان مكاناً لتوزيع الحمل جانبياً قبل أن يخترق القالب الصفيحة ويجبرها على الدخول في حرف V.
مع القالب الحاد، لا يكون نمط الفشل انضغاطاً عاماً، بل قطعاً وقصاً. قد لا ينفجر الفيلم، وقد يغلق الشقوق الصغيرة ذاتياً - وهي إحدى مزايا صفائح اليوريثان المصبوبة بدقة. لكن عند زاوية 30 درجة، تقوم كل ضربة بخدش نفس الخط، ومع التكرار يتحول الخدش إلى شق، ويتحول الشق إلى نتوء يطبع أثره على القطعة.
هل يمكن أن يعمل الفيلم لبضع قطع تجريبية؟ نعم، إذا كانت الحمولة معتدلة وكنت تراقب التآكل في كل دورة. هل هو قابل للاستخدام لإنتاج 200 قطعة تجميلية؟ ليس دون مراقبته كأنه بُعد حرج.
وعندما تتطلب الحماية يقظة مستمرة لمنع الواقي من أن يصبح هو نفسه عيباً، عليك أن تسأل عما توفره حقاً.
لقد أتلفت أربعة وعشرين لوحاً بقيمة 20 دولاراً للقطعة ذات مرة لأننا أصررنا على “جعل الفيلم يعمل” في وظيفة معمارية ذات حمولة عالية. لم يتمزق الفيلم بشكل كبير، بل انضغط بشكل غير متساوٍ. تسلل انحراف الزاوية، وظهر خط كتف خافت على القطعة التاسعة عشرة. بحلول القطعة الرابعة والعشرين، كان لدينا كومة من الألومنيوم المصقول بقيمة 4,848 دولاراً وطاقم عمل يتظاهر بأنه سوء حظ.
لم يكن سوء حظ، بل كان اعتماداً مفرطاً.
حشوات اليوريثان الدائمة للقوالب - وهي وسادات مصبوبة توضع في تجويف القالب - تغير المعادلة. إنها أكثر سمكاً، ومدعومة عبر عرضها بالكامل، ومصممة لتكون حاملة للأحمال وليست مجرد مادة تضحية. ولأنها محتجزة، فهي لا تزحف. ولأنها مضبوطة الأبعاد - غالباً ضمن بضعة أجزاء من الألف من البوصة - فإنها توفر طبقة قابلة للانضغاط مستقرة ويمكن التنبؤ بها.
لا تزال تأخذ السمك في الاعتبار عند حسابات الثني، ولا تزال تراقب التآكل، لكنك لم تعد تضع بوليصة تأمين مؤقتة بين المكبس وهامش ربحك وتأمل أن تصمد أمام أحمال السك.
إليك نقطة التحول العملية التي أستخدمها: إذا كانت الوظيفة تتطلب ضغطاً كاملاً في القاع، أو أدوات حادة أقل من 45 درجة لكميات الإنتاج، أو عدداً من الدورات حيث يؤدي تقديم الفيلم كل 10-20 ضربة إلى تعطيل سير العمل، فإنني أضع تكلفة الحشوات المخصصة في الحسبان. ليس كرفاهية، بل كأداة.
متى قررنا أن خسارة الأجزاء النهائية أرخص من ترقية الطبقة التي تحمي كل ثنية على حدة؟
قاعدة توفير الهالك: في اللحظة التي يتطلب فيها فيلم اليوريثان إدارة أكثر من القالب نفسه، استبدله بحشوة دائمة مصنفة للحمل، وتعامل مع حماية السطح كأداة وليس كتغليف.
إذا فشل الفيلم تحت ضغط عالٍ وأدوات حادة، فإن الحل ليس “فيلمًا أكثر سمكًا”. بل يكمن الحل في تحديد مادة اليوريثان بنفس الطريقة التي تحدد بها القوالب (الخوارم والمكابس): حسب حالة التحميل، والتركيب الكيميائي، وطريقة الدعم، والعمر التشغيلي.
الحشوة الدائمة ليست مجرد لفة توضع عبر حرف V. إنها وسادة من اليوريثان المصبوب أو المشكل آليًا، وعادة ما تكون قائمة على البولي إيثر لمقاومة التحلل المائي، وتستقر بالكامل داخل تجويف القالب بحيث يمر مسار الحمل عبر مادة مدعومة بدلاً من شريط عائم. أنت تختار درجة الصلابة بناءً على نمط التشكيل؛ فالمادة الأكثر ليونة تناسب الانحناءات الهوائية التجميلية حيث تحتاج إلى التوافق، والأكثر صلابة تناسب الحالات التي تكون فيها استقرار الزاوية تحت ضغط أعلى أمرًا مهمًا. بعد ذلك، تقوم بتثبيت تفاوت السماكة، لأن تباينًا قدره ±0.005 في حشوة محتجزة يظهر كزحف في الزاوية بنفس تأكيد تآكل كتف القالب.
هنا يقع معظم الورش في الخطأ. فهم يشترون “اليوريثان” كما يشترون خرق التنظيف. لكن التركيب الكيميائي للبولي إيثر مقابل البوليستر هو ما يحدد كيفية صمود تلك الحشوة أمام الرطوبة، والحرارة الناتجة عن المكابح، ورذاذ سائل التبريد المعلق في الهواء. يمكن للبوليستر التعامل مع التآكل الانزلاقي بشكل جيد، لكنه أكثر عرضة للتحلل المائي في الورش الدافئة والرطبة. أما البولي إيثر فيقاوم هجوم الرطوبة ويحافظ على خصائصه لفترة أطول في الظروف الواقعية، وليس في ظروف الكتيبات الإعلانية. إذا كانت مكبسك موجودة في منطقة غير مكيفة في شهر أغسطس، فإن الكيمياء ليست مجرد نظرية أكاديمية.
قاعدة توفير الخردة: حدد التركيب الكيميائي للحشوة ودرجة صلابتها وفقًا لحالة التحميل والبيئة قبل تسعير المهمة.
مراقبة الجودة هي خط الصدع التالي. اليوريثان الذي لا يتم خلطه وتفريغه من الغازات ومعالجته بشكل صحيح قد يحتوي على مكونات غير متفاعلة، أو عدم اتساق في الأبعاد، أو فقاعات داخلية تنهار تحت الضغط. لقد رأيت حشوات بدت مثالية على طاولة العمل ولكنها تركت خطوط فراغ على الألواح المؤكسدة بحلول القطعة الثانية عشرة. سيقدم المورد ذو السمعة الطيبة تفاوتات الأبعاد، وبروتوكول المعالجة، وإمكانية تتبع الدفعات؛ إذا لم يتمكنوا من التحدث بهذه اللغة، فهم يبيعون مواد، وليس أدوات.
وتذكر الجانب الصحي. الحشوات المعالجة بشكل صحيح تكون مستقرة بشكل عام أثناء الخدمة، ولكن البولي يوريثان المصبوب حديثًا أو المصنع بشكل سيئ يمكن أن يطلق مركبات عضوية متطايرة، خاصة عند تسخينه. المكبس يولد الحرارة. الاحتكاك يولد الحرارة. إذا كنت تضع حشوة جديدة في خلية إنتاج، اتركها لتكمل معالجتها وقم بتهويتها وفقًا لإرشادات الشركة المصنعة قبل أن تضع عاملًا فوقها لمدة ثماني ساعات. استراتيجية الإنتاج تشمل جودة الهواء.
لذا يصبح التنفيذ إجرائيًا، وليس عرضيًا. ثبت الحشوة بحيث تكون مدعومة بالكامل عبر عرض القالب. تخلص من الفجوات التي تسمح بالزحف الجانبي. أعد حساب خصومات الانحناء والارتداد مع مراعاة قابلية انضغاط الحشوة؛ قم بتشغيل عينات اختبار، وقياس الزاوية الفعلية تحت ضغط الإنتاج، وقم بتثبيت تلك الأرقام في البرنامج. ثم حدد فترة فحص بناءً على عدد الدورات وتآكل الكتف المرئي، بنفس الطريقة التي تتبع بها نمو نصف قطر طرف القالب.
أنت لم تعد تحمي الأجزاء فقط. أنت تهندس الواجهة بين كبّاس المكبس وهامش ربحك.
وهو ما يغير ما تقوم بقياسه.
أول مرة تتوقف فيها عن تلميع أكتاف القالب في منتصف التشغيل تبدو وكأنها غش.
مع الفيلم، خاصة تحت حمل أعلى، تنغرس الحبيبات. يتحرك الفيلم. يظهر خط باهت على القطعة السابعة. الآن المكبس معطل بينما يقوم شخص ما بضرب القالب بـ Scotch-Brite، ومسحه، وإعادة وضع الفيلم، وتعديل البرنامج لأن السماكة تغيرت. عشر دقائق هنا. خمس عشرة هناك. لا يظهر هذا كخردة. بل يظهر كأمر “طبيعي”.”
الحشوة المثبتة لا تهاجر، ولا تحبس الحطام بنفس الطريقة التي تفعلها الطبقة السائبة. ولأنها محتجزة، يحدث الانزلاق مقابل سطح مستقر، وليس غشاءً متحركًا. هذا الاستقرار يعني توقفات مفاجئة أقل لمطاردة الأشباح التجميلية. على مدار تشغيل 300 قطعة، حتى تجنب أربع دورات تنظيف وإعادة ضبط لمدة 12 دقيقة لكل منها يعني استعادة ما يقرب من ساعة من وقت الإنتاج؛ قد يبدو هذا افتراضيًا، لكن كل رئيس عمال يعرف مدى سرعة تراكم تلك الانقطاعات “الصغيرة”.
المكبس يجني المال عندما يتحرك الكبّاس تحت السيطرة، وليس عندما يقوم عامل رئيسي بتلميع الفولاذ المقسى لإصلاح ما تسببت فيه لفة فيلم.
قاعدة توفير الخردة: إذا كانت الحماية السطحية تجبرك على إيقاف الكبّاس للحفاظ على الأدوات، فإن الحماية تكلف أكثر مما توفره.
الخردة صاخبة. إعادة العمل هادئة.
أربعة وعشرون لوحًا بتكلفة 4,848 دولارًا هي مبلغ يمكنك وضع دائرة حوله بالحبر الأحمر. ولكن ماذا عن الساعتين اللتين يقضيهما الفني في تنعيم علامة كتف باهتة على الفولاذ المقاوم للصدأ المصقول، على أمل أن يخفيها الملمس؟ ماذا عن الأجزاء التي تجتاز الفحص ولكنها تتطلب مناولة إضافية لأن المشغلين لا يثقون في السطح؟
عندما تحافظ الحشوات على الهندسة بشكل متسق، ينكمش انحراف الزاوية. وعندما ينكمش انحراف الزاوية، يتحسن التوافق في المراحل اللاحقة. مشابك أقل. ضربات إقناع أقل بمطرقة مطاطية. تتراكم الوفورات عبر الأقسام التي لا تلمس المكبس أبدًا.
هذا هو الجزء غير الواضح: الحماية تملي استقرار الهندسة، واستقرار الهندسة يملي ساعات العمل بما يتجاوز الانحناء بكثير. التكلفة الحقيقية لكل انحناء تشمل عامل اللحام الذي لا يضطر لمحاربة حافة غير محاذية، وعامل التشطيب الذي لا يضطر لشرح خط مصقول لمدير المشروع.
“لكن هذا المنطق يتجاهل ما تفعله قوة 60 طنًا في منطقة تلامس بمقدار 1/8 بوصة.” بالضبط. هذه القوة إما أن تشكّل حشوة (insert) خاضعة للتحكم ومصنفة بطريقة يمكن التنبؤ بها، أو أنها ستجد أضعف حلقة وتترك بصمتها على قطعتك.
قاعدة توفير الهالك: تتبع ساعات إعادة العمل المرتبطة بعدم اتساق الثني وخصصها لاختيارك لحماية السطح.
لا ينبغي أن يكون التعامل مع الألمنيوم التجميلي والفولاذ المقاوم للصدأ مسبق التشطيب أشبه بالمقامرة.
مع الفيلم السائب، أنت تراقب التجاعيد والشقوق والحبيبات المدمجة في كل دورة. تعتمد الحماية على اليقظة. خطوة واحدة فائتة من اللفة تؤدي إلى طباعة نتوء في لوح بمرآة من الدرجة 202% لأن الطبقة التي كان من المفترض أن تحميه أصبحت هي العيب.
تعمل الحشوة الدائمة على نقل جودة التشطيب من وعي المشغل إلى تصميم النظام. سطح التلامس موحد، وخالٍ من التوتر، وقابل للتكرار. بمجرد التحقق من صحة هذا المزيج—صلابة الحشوة، السماكة، برنامج الثني، الحمولة—يمكنك تشغيل المواد الحساسة دون الحاجة لمراقبة كل ضربة. يصبح الخلو من العيوب هو الأساس، وليس أفضل سيناريو ممكن.
هذا لا يعني عمراً غير محدود. الحشوات تبلى. إنها تنضغط بمرور الوقت. يمكن للتعرض للأشعة فوق البنفسجية أن يغير لون بعض التركيبات إذا قمت بتخزينها بشكل سيئ. يجب تحديد عمر الخدمة بالدورات أو المعايير البصرية، وليس بالتمني. لكن التآكل المحدد يمكن إدارته. أما فشل الفيلم العشوائي فلا يمكن إدارته.
متى قررنا أن خسارة الأجزاء النهائية أرخص من ترقية الطبقة التي تحمي كل ثنية على حدة؟
الورش التي تعامل اليوريثان كبند في الميزانية ستطارد الخدوش إلى الأبد. أما تلك التي تعامله كأداة مصنفة للحمل، فتبدأ في وضع الميزانية بناءً على الدورات، والتفاوتات، والكيمياء—وتصبح تقارير الهالك لديها مملة.
قاعدة توفير الهالك: اجعل حماية السطح أصلاً من أدوات العمل المحددة والمفحوصة والمدرجة في الميزانية—أو استمر في دفع ثمنها كخردة غير متوقعة.


















