

A las 4:37 p. m., estábamos apilando paneles pulidos de 5052 que se veían perfectos bajo las luces del taller. A las 5:10, a la luz del sol, cada línea de doblado mostraba una leve cicatriz parecida a una cremallera proveniente de la matriz inferior. Veinticuatro paneles a $202.50 cada uno. $4,860.00 directo al estante de chatarra porque confiamos en que la cinta adhesiva “protegería” un trabajo de $38,000.
No cambié de marca de cinta después de eso. Cambié la forma en que pensaba sobre lo que se coloca entre el ariete y mi margen de ganancia.
La mayoría de los talleres tratan la película para prensas plegadoras como trapos de taller: barata, reemplazable, suficientemente buena hasta que se rompe. Yo también lo hacía. Un rollo de cinta adhesiva cuesta lo que un almuerzo; una tira de envoltura de PVC parece limpia y se siente lisa. La lógica parece impecable: si la matriz no puede tocar la pieza, la pieza no se rayará.
Pero esa lógica ignora lo que hacen 60 toneladas de fuerza en una zona de contacto de 1/8 de pulgada. Bajo carga, la prensa no “descansa” sobre la película. La comprime, la adelgaza y la empuja hacia los lados. Lo que comienza como una barrera se convierte en una cinta transportadora que arrastra partículas y defectos de la matriz justo a través del aluminio pulido.
Si el material entre la pieza y la matriz se deforma de manera impredecible, ¿estás protegiendo la superficie o simplemente reubicando el daño?
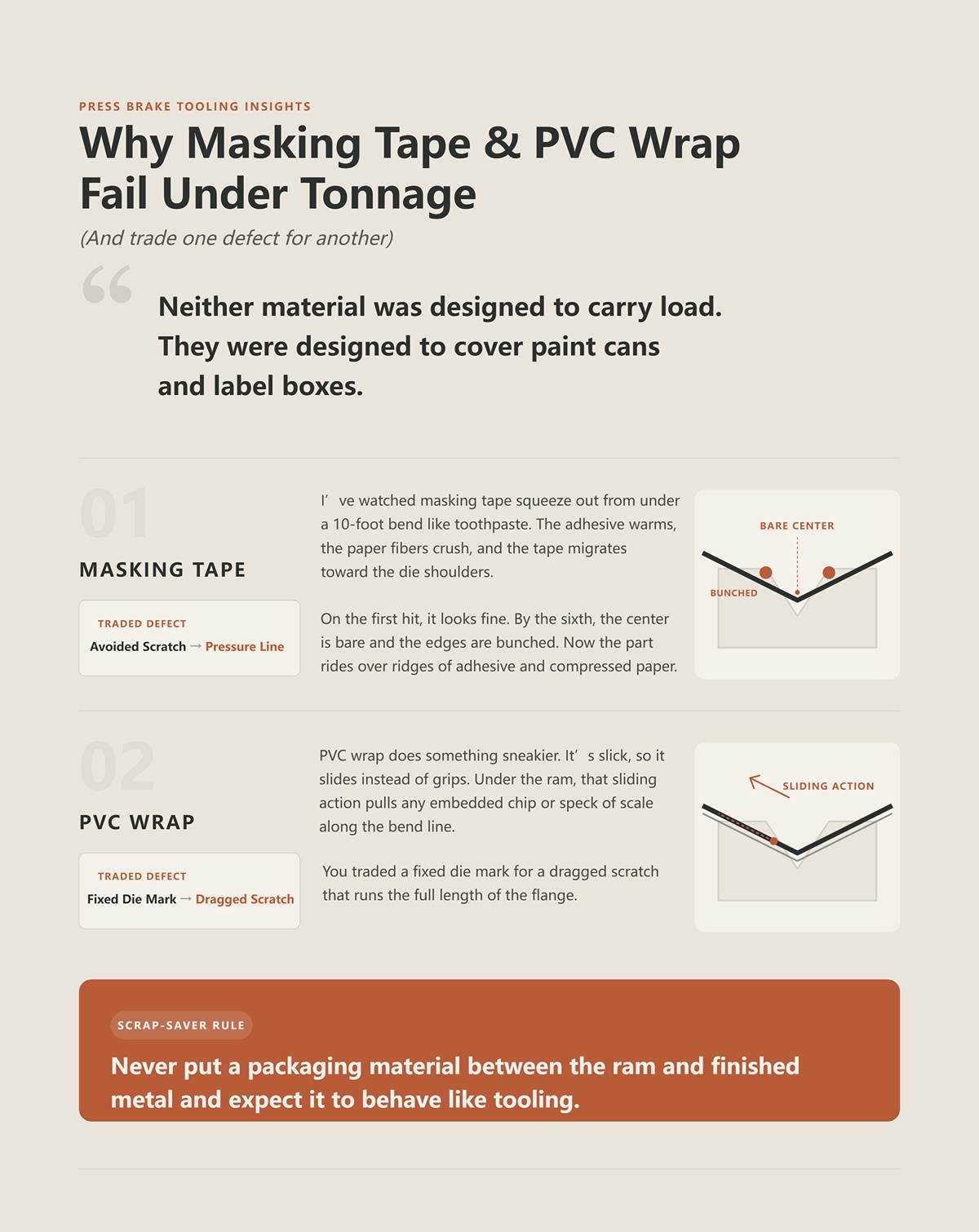
He visto cómo la cinta adhesiva se exprimía desde debajo de un doblado de 10 pies como pasta de dientes. El adhesivo se calienta, las fibras de papel se aplastan y la cinta migra hacia los hombros de la matriz. En el primer golpe, parece bien. Para el sexto, el centro está desnudo y los bordes amontonados. Ahora la pieza pasa sobre crestas de adhesivo y papel comprimido.
Así que la raya que intentabas evitar se convierte en una línea de presión por el grosor desigual.
El envoltorio de PVC hace algo más sutil. Es resbaladizo, así que se desliza en lugar de agarrarse. Bajo el ariete, esa acción de deslizamiento arrastra cualquier viruta o mota de cascarilla a lo largo de la línea de doblado. Cambiaste una marca fija de la matriz por un rayón arrastrado que recorre toda la longitud del ala.
Ninguno de los dos materiales fue diseñado para soportar carga. Fueron diseñados para cubrir latas de pintura y etiquetar cajas.
Regla para ahorrar chatarra: nunca pongas un material de embalaje entre el ariete y el metal terminado esperando que se comporte como una herramienta.
Haz los cálculos como lo haría un capataz a las 6:00 p. m., no como compras a las 9:00 a. m.
Supón que estás doblando 200 paneles de acero pre-revestido por semana, con un margen de ganancia de $18 por pieza. Si la protección “suficientemente buena” causa que solo 3% sean rechazadas por daños cosméticos, son seis piezas. $108 de margen perdido esta semana. En un año, eso es $5,616.
Ahora calcula el precio de una película de poliuretano de alta calidad para esa misma prensa. Incluso si te cuesta unos pocos miles de dólares al año, la tasa de desperdicio de equilibrio es sorprendentemente baja—con frecuencia por debajo de 2% en trabajos sensibles al acabado superficial.
El punto de inflexión no es dramático. Es silencioso. Un panel por aquí. Un retrabajo por allá. Un cliente pidiendo un descuento porque “el acabado no es consistente”.”
¿Cuándo decidimos que perder piezas terminadas era más barato que mejorar la capa que protege cada uno de los dobleces?
He pagado para que pulan matrices hasta dejarlas como espejo. Parecían de cromo. En la primera corrida con aluminio anodizado, aún vimos micro rayas.
Porque el pulido no cambia la presión. El freno concentra la fuerza a lo largo de dos estrechos hombros del dado en V. Incluso una superficie impecable sufrirá micro-adhesión —transferencia microscópica de material entre el dado y la pieza—, especialmente con aleaciones más blandas. Agrega una mota invisible de polvo del taller, y esa mota se convierte en una herramienta de corte bajo carga.
Las herramientas desnudas y pulidas eliminan una variable: la rugosidad superficial. No eliminan la contaminación. No distribuyen la fuerza. No absorben el impacto.
Pensábamos que el brillo era protección. Solo era estética.
Si el acabado del dado no puede cambiar la física del esfuerzo de contacto, ¿qué puede hacerlo?
En un freno de 10 pies que trabaja con 5052 de 0.125 pulgadas, estábamos formando un ángulo de 90 con aproximadamente 60 toneladas a lo largo de la pieza. La cinta adhesiva se rompió en el tercer golpe. El PVC se arrugó y pulió los hombros del dado en la pieza. Luego colocamos una tira de poliuretano de 90 durómetros —una lámina de dado adecuada, no plástico de ferretería— y ejecutamos el mismo programa.
A la carga máxima, podías verla comprimirse. No extruirse. No cortarse. Comprimirse.
Y cuando el ariete se levantó, volvió a su espesor original.
Esa recuperación es toda la historia. El freno aplica fuerza en una línea estrecha a lo largo de los hombros del dado. Si el material en esa línea cede —es decir, se deforma permanentemente— has perdido espesor, perdido uniformidad y permitido el contacto metal con metal. Si tiene memoria —recuperación elástica— absorbe el golpe y vuelve, lista para el siguiente ciclo. Eso no es comportamiento de embalaje. Es comportamiento de soporte de carga.
Regla para evitar desperdicio: si la capa entre tu pieza y el dado no se recupera elásticamente después de la carga completa, no es protección; es prechatarra.

Detén el momento en que el punzón llega al fondo del recorrido.
El acero está cediendo en la línea de doblado. Los hombros del dado concentran la fuerza en una zona de contacto de aproximadamente un octavo de pulgada. La barrera intermedia tiene dos opciones: fluir o desviarse.
La cinta adhesiva fluye. Las fibras de papel se aplastan, el adhesivo se ablanda por el calor de fricción, y el material migra hacia los lados. Esa migración adelgaza la línea central. En la sexta pieza, estás doblando prácticamente sobre acero desnudo con crestas de adhesivo en los bordes.
El poliuretano —cuando se especifica correctamente— se desvía en su lugar. Bajo la penetración del punzón, se comprime y forma un dado hembra temporal. He visto cómo envuelve la hoja alrededor de la nariz del punzón, adaptándose lo justo para soportar el doblez sin marcar el borde del dado. Eso no es amortiguación pasiva. Es geometría que cambia bajo carga.
Pero aquí está el detalle que la mayoría de los representantes de ventas no dirán en voz alta: el poliuretano solo se “activa” si realmente lo cargas. Si la penetración es demasiado superficial o el tonelaje demasiado conservador, se queda ahí como una estera rígida. Sin envolvimiento. Sin redistribución. Crees que estás protegido, pero la tensión de contacto sigue concentrada en los hombros del dado.
Pero esa lógica ignora lo que hacen 60 toneladas de fuerza en una zona de contacto de 1/8 de pulgada. A carga suficiente, el poliuretano de alta calidad entra en su rango de compresión elástica y almacena energía en lugar de ceder espesor. Cuando el ariete se retrae, esa energía almacenada lo devuelve a su perfil original. Eso es memoria. Eso es repetibilidad.
Las diferentes formulaciones importan. Una tira más blanda de 70 durómetros se adaptará perfectamente al acero pre-pintado de calibre liviano pero puede desgastarse más rápido en inoxidable grueso. Una pieza más dura de 95 durómetros soporta tonelajes más altos pero no se amoldará tan agresivamente en aluminio delgado. La física no cambia: solo lo hace la ventana de operación.
Así que la pregunta real no es “¿Funciona el poliuretano?” sino “¿Está el durómetro adecuado al tonelaje que realmente estás utilizando?”
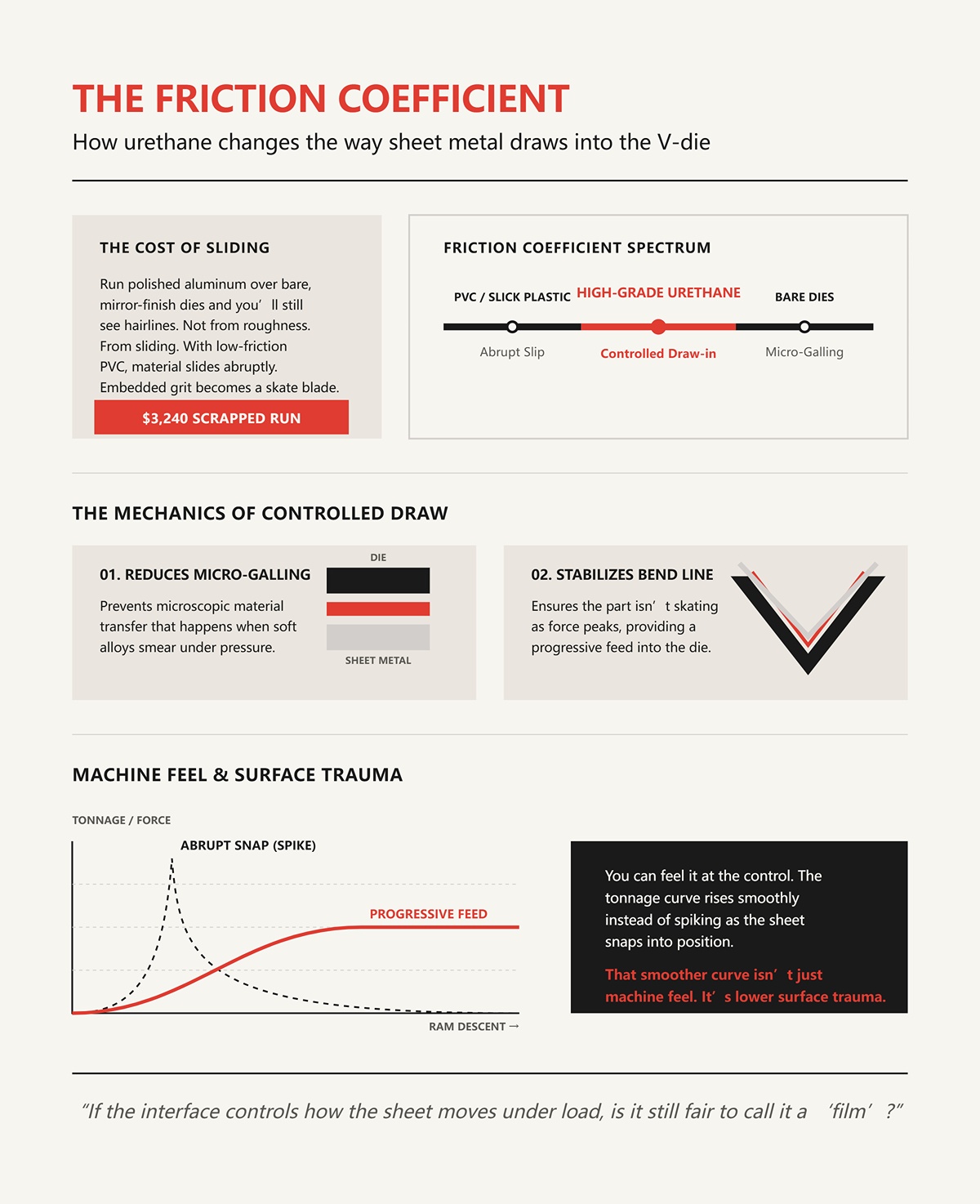
Pasa aluminio pulido sobre matrices desnudas con acabado de espejo y aún verás líneas finas. No por la aspereza. Por el deslizamiento.
A medida que el émbolo desciende, la lámina debe entrar en el V. Con interfaces de baja fricción—como el PVC—el material se desliza bruscamente. Cualquier partícula incrustada se convierte en una cuchilla de patín, arrastrada a lo largo de toda la pestaña. He desechado tandas donde el único defecto visible era una línea continua, perfectamente centrada; $3,240 piezas perdidas porque la película permitió que el panel se moviera con demasiada libertad.
El poliuretano de alta calidad cambia esa interacción porque su coeficiente de fricción es mayor que el del plástico liso, pero menor que el del contacto acero-aluminio sin protección. Agarra lo suficiente como para controlar la tracción. En lugar de un deslizamiento repentino, obtienes una alimentación más progresiva hacia la matriz.
Esa tracción controlada hace dos cosas. Primero, reduce el micro-empelmazamiento—la transferencia microscópica de material que ocurre cuando las aleaciones blandas se untan bajo presión. Segundo, estabiliza la línea de doblado para que la pieza no se deslice cuando las fuerzas alcanzan su punto máximo.
Puedes sentirlo en el control. La curva de tonelaje sube suavemente en lugar de dar un pico brusco cuando la lámina encaja en posición. Esa curva más estable no es solo una sensación de la máquina. Es menor trauma superficial.
Si la interfaz controla cómo se mueve la lámina bajo carga, ¿sigue siendo justo llamarla una “película”?
Toma una matriz en V con una abertura de 0.500 pulgadas. El contacto ocurre a lo largo de dos hombros estrechos. Incluso si esos hombros están pulidos, siguen siendo bordes. Los bordes concentran la tensión.
Metal desnudo contra metal, esa tensión imprime todo lo que haya en la superficie de la matriz sobre la pieza: marcas de herramienta, virutas incrustadas, incluso el grano tenue de una pasada de rectificado. He visto acero pre-revestido salir con líneas fantasma que coincidían exactamente con la dirección del mecanizado de la matriz. La matriz no era rugosa. La presión estaba concentrada.
Cuando el poliuretano se comprime, distribuye esa carga lateralmente. No infinitamente. Solo lo suficiente. La zona de contacto se ensancha de una línea tipo filo de cuchillo a una zona ligeramente más amplia y flexible. La fuerza dividida en un área mayor equivale a menor presión máxima. Menor presión máxima significa menos impresión.
Imagina presionar tu uña sobre madera dura frente a hacerlo sobre una almohadilla de goma sobre la misma madera. La misma mano. Diferente marca. La almohadilla no elimina la fuerza; la distribuye.
Esa distribución es la razón por la que las matrices de poliuretano multipropósito pueden formar radios más cerrados en distintos materiales. El material se adapta bajo carga, actuando como una matriz personalizada temporal para cada espesor. Para un taller que trabaja con aleaciones mixtas en la misma semana, esa adaptabilidad no es una comodidad. Es un seguro.
Un seguro que se encuentra directamente entre el émbolo y tu margen de beneficio.
Lo que nos lleva a la pregunta práctica que realmente le importa a un capataz: si el comportamiento del poliuretano depende del durómetro, el rango de compresión y la forma en que está montado en la matriz, ¿cómo comparas las opciones en dólares por doblez en lugar de dólares por rollo?
Veinticuatro paneles a $202 cada uno.
Fue una única tanda de fachadas de acero inoxidable—cepilladas, preacabadas, cortadas por láser con ranuras decorativas. Las doblamos con una película estándar de 0.030 pulgadas que “siempre había funcionado”. Para el panel dieciocho, las patas internas comenzaron a mostrar líneas de hombro tenues cerca de las ranuras. No a lo largo de toda la pestaña, solo donde la geometría concentraba la fuerza. Seguimos. Para el panel veinticuatro, cada pieza tenía marcas fantasma alrededor de los recortes. Desperdicio total: $4,848. La película no se rompió. Simplemente se ablandó, se comprimió más que al inicio del turno y cambió el patrón de presión bajo la prensa.
Así que cuando alguien pregunta cómo comparar el poliuretano en dólares por doblez, no empiezo con el precio por rollo. Empiezo con esto: ¿qué tan estable es la interfaz desde el primer golpe hasta el quingentésimo?
En teoría, verás 70A, 80A, 90A, 95A—valores de durómetro que describen la dureza. En la práctica, normalmente tienes dos espesores en el mercado: 0.015″ y 0.030″. Eso es todo. Así que la variable real no es tanto el espesor como la dureza y cómo se comporta dentro de tu rango de tonelaje.
Trabaja con acero inoxidable 304 de calibre 14 a 60 toneladas sobre una V estrecha. Una tira de 70A se ajustará perfectamente en las primeras diez curvas. Para la número cincuenta, estará permanentemente comprimida en la línea central. El poliuretano no falla como la cinta adhesiva. Se deforma lentamente. A medida que se desgasta, se vuelve más blando y más elástico en esa zona de contacto. Tu posición en el fondo del recorrido no ha cambiado. El ariete no se ha movido. Pero el ángulo se abre medio grado porque la película ya no ofrece la misma resistencia que lo hacía por la mañana.
Eso es la deriva de la que hablan los críticos cuando dicen que el nailon es “más repetible”. El nailon no se comprime tanto, por lo que mantiene la geometría por más tiempo. También se marca con mayor facilidad y no controla la fricción de la misma manera. Modo de falla diferente.
Ahora cambia a aluminio pre-pintado de 0,063 pulgadas. Una película de 95A durará para siempre. Tampoco se ajustará mucho con menor tonelaje. Obtendrás protección, pero no esa atracción controlada de la que hablamos antes. La hoja puede deslizarse, especialmente alrededor de orificios y muescas, y las marcas del troquel aparecen exactamente donde el material recubierto de PVC sigue fallando: en concentradores de esfuerzo geométricos.
Así que la coincidencia de dureza no se trata de “más blando para metal blando, más duro para metal duro”. Se trata de hacer coincidir el rango de compresión elástica con tu carga real por pulgada. Si tu prensa nunca empuja la película hasta su zona de trabajo, no estás usando una interfaz portante. Estás colocando un mantel caro.
Regla para ahorrar chatarra: Elige una dureza que alcance la compresión elástica controlada a tu tonelaje real, no a tu máximo teórico.
He retirado película autoadhesiva de un troquel inferior después de una larga corrida de acero inoxidable y noté el cambio de adherencia con el pulgar. La fricción calienta la zona de contacto. No se pone al rojo, pero lo suficiente como para ablandar algunos adhesivos sensibles a la presión.
¿Significa eso que la película autoadhesiva siempre deja residuos? No. Significa que el riesgo de residuos aumenta con el calor y el tiempo de permanencia. Acero inoxidable de gran calibre, radios ajustados, largas corridas de producción: más calor. Corridas cortas de aluminio a tonelaje moderado: menos calor.
El verdadero costo no son los cinco minutos de limpieza con disolvente. Es lo que ocurre cuando los residuos se acumulan de forma desigual a lo largo de los hombros del troquel. Eso cambia la altura local en unas milésimas. Unas milésimas en el hombro se convierten en variación del ángulo a lo largo de un panel de 10 pies. Lo corriges en el control, ajustando la profundidad, y ahora tu “problema de repetibilidad” se culpa al ariete cuando en realidad es una acumulación de adhesivo.
Por otro lado, la película autoadhesiva no migra. Permanece donde la colocas. No hay que recolocarla a mitad del turno. En trabajos de alto tonelaje donde el deslizamiento significa rayones, esa estabilidad puede superar el tiempo de limpieza.
Así que la pregunta no es “¿adhesiva o no?”, sino “¿el perfil térmico de este trabajo justifica una sujeción mecánica en su lugar?”
Regla para ahorrar chatarra: Si los hombros de tu troquel se calientan lo suficiente como para ablandar el adhesivo, asume que también están lo bastante calientes como para distorsionar la consistencia del doblado y planifica tu método de sujeción en consecuencia.
En nuestro sistema de rieles de estilo europeo de 60 mm, los sujetadores magnéticos con ajuste de altura son una maravilla. Ajustas de adelante hacia atrás, regulas la altura para igualar la pila del troquel, y la película se mueve con la herramienta. Cambias los troqueles, deslizas los sujetadores y sigues trabajando.
La película colocada suelta es más rápida al principio. La tiras, accionas el ariete y dejas que la fricción la mantenga en su sitio. En una corrida de material y troquel únicos, funciona. En alta mezcla —cuando cambias de una V de 1,000 pulgadas a una de 0,500 tres veces antes del almuerzo— empieza a jugarte en contra.
Así es como falla: no de manera catastrófica. Se desplaza lentamente. La hoja la arrastra hacia adelante una dieciseisava parte. Luego una octava. Ahora el borde de la película queda solo bajo un hombro del troquel. La distribución de presión es asimétrica. Un ala queda limpia. La otra tiene una línea tenue que solo se nota bajo cierta luz. No lo detectas hasta que las piezas salen de la prensa.
Los sistemas magnéticos o montados en riel fallan de otra manera. No se desplazan, pero dependen de la altura de instalación correcta. Demasiado baja, y la película nunca se acopla completamente. Demasiado alta, y la precargas antes de que la hoja contacte el troquel, alterando la geometría del doblez.
Y eso depende de la arquitectura de tu máquina. Una comparación directa sin tener en cuenta el estándar del riel, la altura del troquel y la disciplina del operador es una verdad a medias.
Regla para ahorrar chatarra: En entornos de alta mezcla, prioriza los métodos de sujeción que eliminen el desplazamiento lateral antes de buscar pequeñas ganancias en la velocidad de configuración.
| Aspecto | Sujetadores de película magnéticos / montados en riel | Película colocada suelta |
|---|---|---|
| Configuración básica | Montado en un sistema de riel europeo de 60 mm; ajustable de adelante hacia atrás y en altura para coincidir con la pila de matrices | Colocado directamente sobre la matriz; mantenido en su lugar por fricción durante el ciclo del pistón |
| Velocidad inicial | Requiere configuración y ajuste de altura | Más rápido al principio; simplemente colocar y ciclar |
| Mejor caso de uso | Producción de alta mezcla con cambios frecuentes de matrices | Corridas de un solo material y una sola matriz |
| Rendimiento en producción de alta mezcla | Estable cuando se configura correctamente; deslizar los soportes y continuar | Comienza a desplazarse durante cambios frecuentes de matrices en V |
| Modo principal de falla | Configuración de altura incorrecta (demasiado baja: sin acoplamiento completo; demasiado alta: la precarga altera el cálculo del doblez) | Deslizamiento lateral gradual durante el movimiento de la lámina |
| Características de falla | No se desliza; errores relacionados con la precisión de configuración | Se desplaza de forma incremental (1/16″, luego 1/8″); distribución de presión asimétrica |
| Impacto en la calidad | Variación en el cálculo del doblez si está mal ajustado | Calidad desigual del ala; líneas tenues visibles bajo cierta luz |
| Tiempo de detección | Normalmente perceptible durante la configuración o las primeras curvas | A menudo detectado después de que las piezas salen de la prensa |
| Factores de dependencia | Arquitectura de la máquina, estándar de riel, altura de la matriz, disciplina del operador | Fricción del material, cambios de matriz, atención del operador |
| Regla de ahorro de desperdicio | Dar prioridad a los métodos de retención que eliminen el desplazamiento lateral en entornos de alta mezcla | Las ganancias marginales de velocidad de configuración no compensan el riesgo de desperdicio relacionado con el desplazamiento |
Hagamos un hipotético simple.
Un rollo $200 produce 8,000 dobleces antes de que la desviación del ángulo por desgaste exceda tu ventana de tolerancia. Eso equivale a $0.025 por doblez. Un rollo más económico $120 dura 3,000 dobleces antes de que la compresión de la línea central cambie tus ángulos lo suficiente como para requerir retrabajo o producir marcas visibles. Eso equivale a $0.04 por doblez.
El rollo más económico parece una elección responsable al comprar. Cuesta 40% menos por adelantado. Pero por doblez, es 60% más caro.
Ahora añade un solo panel arquitectónico rechazado a $1,200 porque el desplazamiento o el desgaste imprimieron un hombro de la matriz alrededor de un recorte. Tu rollo premium tendría que evitar un solo rechazo en su vida útil para pagarse seis veces.
Y aún no hemos calculado el desgaste de la matriz. Cuando la película se degrada y adelgaza de manera desigual, ocurre contacto metal con metal localizado. No es teórico. He visto matrices inferiores pulidas sufrir micro-agarrotamiento que requirió reacondicionamiento. Un reacondicionamiento de matriz puede costar entre $600 y $900 según el tamaño.
Pero aquí está el aspecto que la mayoría de las hojas de cálculo de ROI pasan por alto: la ventana de rendimiento. El uretano no ofrece la misma protección desde el primer hasta el último doblez. A medida que se desgasta, la compresión aumenta y la repetibilidad disminuye. Tu verdadero costo por doblez solo debería contar los dobleces dentro de tu banda de tolerancia aceptable. Una vez que comienzas a ajustar la profundidad para compensar la desviación del ángulo, estás gastando mano de obra para compensar la fatiga del material.
¿Cuándo decidimos que perder piezas terminadas era más barato que mejorar la capa que protege cada doblez?
Si la interfaz entre la lámina y la matriz es elástica, compresible y se desgasta en tiempo real, entonces el grosor se convierte en la siguiente variable que no puedes ignorar. Cuánto cambia esa .015″ o .030″ tu deducción de doblez y el tonelaje requerido no es académico; es una cuestión matemática que vive en el control.
La primavera pasada procesamos acero pre-pintado calibre 14 a través de una matriz en V de 0.750 pulgadas con una película de uretano de 0.015 pulgadas en los hombros. La deducción de doblez estaba calibrada. Los ángulos estaban dentro de medio grado a lo largo de un panel de 10 pies. Luego el departamento de compras sustituyó una película de 0.030 pulgadas del mismo proveedor, mismo durómetro, el doble de grosor. Sin cambios en el programa. La primera pieza que salió de la prensa estaba abierta 1.8 grados, con el ala más corta por 0.042 pulgadas. El ariete no estaba equivocado. Simplemente habíamos cambiado la geometría bajo 60 toneladas de fuerza.
Así es como funciona el mecanismo: el uretano no solo se queda ahí, se comprime. Con una película de 0.015 pulgadas, puedes observar una compresión del 30–40% al tonelaje de trabajo. Con 0.030 pulgadas, la compresión total puede exceder la altura original de la pila de 0.015 pulgadas, elevando efectivamente la lámina más alto en la matriz durante la fase inicial del golpe. Eso desplaza el eje neutro y aumenta el radio interno efectivo antes del contacto completo con la matriz. Tu CNC todavía cree que está doblando acero contra acero. No lo está.
Si agregas 0.030 pulgadas de poliuretano y no ajustas tus deducciones de doblez, la prensa no está equivocada: el error es tuyo.
Regla para evitar desperdicio: Trata cualquier cambio en el espesor de la película como un cambio de herramienta que requiere recalcular la deducción de doblez antes de que la siguiente pieza toque la tope trasera.
En acero pre-pintado calibre 16, 0.015 pulgadas de poliuretano de alto durómetro suelen ser suficientes para prevenir marcas en los hombros sin aumentar materialmente el radio interior. El recubrimiento es fino. Estás protegiendo la pintura, no compensando por cascarilla de laminación ni por rugosidad superficial. A una tonelada típica de doblado al aire, esa capa más delgada se comprime de forma predecible y se asienta más cerca de la geometría acero a acero.
Ahora cambia a galvanizado.
La capa de zinc es más blanda y ligeramente irregular. Los operadores se ponen nerviosos por el posible descascarillado en radios cerrados y recurren a 0.030 pulgadas “para ir sobre seguro”. Pero esa almohadilla más gruesa hace dos cosas a la vez: amortigua el recubrimiento y aumenta la abertura efectiva de la matriz porque la lámina se apoya sobre una base compresible antes de contactar con los hombros de la matriz. En una V angosta —digamos de 0.500 pulgadas— 0.030 pulgadas por lado significa que funcionalmente has estrechado la abertura durante el contacto inicial, y luego la has ensanchado a medida que el poliuretano fluye. Eso no es una condición estable. Es un objetivo móvil.
He visto piezas galvanizadas agrietarse no porque el radio fuese demasiado cerrado en términos de acero, sino porque el programa aplicó más profundidad para compensar el retroceso del ángulo inducido por el exceso de acolchado. Más profundidad significa más esfuerzo en las fibras exteriores. El recubrimiento falla primero. Luego le sigue el metal base.
Entonces, ¿dónde está el límite? En la práctica, 0.015 pulgadas es el valor predeterminado para pintados y galvanizados bajo tonelares moderadas; 0.030 pulgadas se justifican solo cuando la tolerancia superficial es crítica y el ancho de la matriz es lo suficientemente generoso como para absorber la mayor elasticidad sin distorsionar el radio. La elección de espesor no se trata de cuán nervioso te sientas, sino de cuánta desviación geométrica puede tolerar tu matriz.
Regla para evitar desperdicio: Empieza con 0.015 pulgadas para aceros revestidos y pasa a 0.030 pulgadas solo si el ancho de tu matriz y tus cálculos de doblez pueden absorber la mayor elasticidad sin inestabilidad de radio.
Imagina una matriz en V de 0.375 pulgadas doblando aluminio de 0.060 pulgadas con poliuretano de 0.030 pulgadas colocado sobre ambos hombros. Eso ya no es acolchado. Eso es un medio de formado secundario.
A medida que el ariete desciende, el punzón fuerza la lámina contra una capa que se comporta como una junta de goma densa. El poliuretano fluye lateralmente antes de comprimirse por completo. Ese flujo sostiene la lámina más cerca de la punta del punzón, aumentando efectivamente el radio interior más allá de lo que dictaría el ancho de la matriz por sí solo. Una vez que el poliuretano rebota después de descargar, el retroceso angular se complica porque la lámina nunca estuvo completamente asentada contra el acero rígido en el momento de carga máxima.
El resultado es un radio que mide mayor de lo que predice tu tabla de doblado al aire y un ángulo que se abre más de lo que anticipa tu tabla de retroceso. Lo corriges añadiendo profundidad. Ahora el poliuretano está precargado antes de que la lámina se acople por completo. En la siguiente pieza, un espesor de lámina ligeramente diferente, una compresión ligeramente distinta. Tu radio interior varía unas milésimas y tu ángulo deriva un grado a lo largo de la corrida.
Eso no es la prensa perdiendo precisión. Es que estás pidiendo a una capa elástica que se comporte como acero endurecido para herramientas.
Regla para evitar desperdicio: Nunca combines poliuretano grueso con una matriz en V angosta a menos que hayas validado el radio interior resultante y el retroceso en múltiples láminas, no solo en una única primera pieza.
Una vez registré el tonelaje en un doblado de acero dulce calibre 12 de 10 pies con y sin poliuretano de alta densidad de 0.030 pulgadas. Misma matriz. Mismo punzón. De acero a acero promedió 48 toneladas. Con poliuretano, la carga máxima subió a 58–60 toneladas antes de que cerrara el ángulo. Eso no es trivial.
Pero esa lógica ignora lo que hacen 60 toneladas de fuerza en una zona de contacto de 1/8 de pulgada.
Parte de esas 10–12 toneladas adicionales no están yendo al acero en absoluto. Están comprimiendo el poliuretano hasta su espesor de trabajo. Estás gastando capacidad de la máquina para deformar una capa protectora. En una prensa que trabaja cerca de su límite nominal, ese margen importa. En galvanizado o material de mayor resistencia, esa fuerza adicional puede llevarte de un formado seguro a una zona de fractura del revestimiento.
También hay que considerar el comportamiento de la máquina. Un mayor tonelaje significa más deflexión en el ariete y la bancada. Incluso con el arqueo compensado, una carga mayor cambia la forma en que la fuerza se distribuye a lo largo de la pieza. Crees que has añadido película para protección. Puede que acabes de introducir variación de ángulo en los extremos.
Aquí es donde el poliuretano como componente portante se vuelve literal. Soporta carga. Exige carga. Y la prensa responde en consecuencia.
Regla para ahorrar recortes: mide el tonelaje real con y sin película en trabajos críticos y confirma que tu máquina tenga margen de capacidad antes de comprometerte con un poliuretano más grueso.
Tuvimos un trabajo —veinticuatro paneles a $202 cada uno— en el que la película de 0,030 pulgadas no era negociable porque el acabado era de grado espejo. La primera pieza salió más larga en ambas alas por un total de 0,055 pulgadas. La deducción de plegado en el programa asumía un radio interior de 0,090 pulgadas según la tabla de plegado por aire. El radio real medido con la película fue de 0,118 pulgadas.
Ese aumento de radio de 0,028 pulgadas modifica la compensación de plegado. Para un plegado de 90 grados en aluminio de 0,125 pulgadas, ese cambio por sí solo puede alterar la deducción de plegado aproximadamente de 0,040 a 0,060 pulgadas dependiendo del factor K. Eso no es error de ajuste. Es geometría.
La solución no fue mística. Medimos el radio interior real formado con el poliuretano en su lugar. Recalculamos la compensación de plegado usando ese radio y un factor K verificado a partir de una muestra cortada y grabada. Actualizamos el programa CNC. Ejecutamos tres piezas de validación. Lo fijamos. La prensa hizo exactamente lo que se le indicó una vez que le dijimos la verdad.
El poliuretano de alta calidad no es un “accesorio”. Es parte de tu conjunto de herramientas. Eso significa que tus tablas de plegado, tu compensación de recuperación y tus ajustes de profundidad deben reflejar su espesor de trabajo comprimido, no su espesor nominal en rollo. De lo contrario, estarás programando para acero y doblando sobre goma.
Y aquí es donde el cálculo se encuentra con la disciplina, porque incluso los números correctos se desmoronan si la película no se aplica plana, centrada y a una altura constante sobre la cama y la matriz.
Regla para ahorrar recortes: mide siempre el radio interior formado con el poliuretano instalado y recalcula la deducción de plegado a partir de esa geometría real antes de liberar la producción.
Has medido el radio interior. Has recalculado la deducción de plegado. La prensa está programada para el espesor de trabajo comprimido de la película.
Entonces, ¿por qué el turno de noche aún te llama cuando los ángulos se desvían y aparecen rayaduras a mitad de la corrida?
Porque la geometría no es la única variable. La instalación lo es.
Si el poliuretano es una capa portante, entonces la manera en que lo colocas sobre la matriz no es diferente de cómo asientas un punzón en el ariete: descuidado equivale a movimiento, y el movimiento bajo 60 toneladas se convierte en daño. He visto talleres dedicar una hora a ajustar la primera pieza, luego arrojar un rollo de película sobre la cama como un trapo de taller y preguntarse por qué la pieza dieciocho se ve diferente a la pieza dos. Los desgarros a mitad de corrida no son mala suerte. Es energía acumulada liberándose donde la película fue mal aplicada.
Esta es la póliza de seguro entre el ariete y tu margen de beneficio. O absorbe el impacto de manera constante, o lo transmite directamente a un panel terminado.
Regla para ahorrar recortes: si la película afecta la geometría del plegado, trata su instalación con la misma repetibilidad que tu configuración de punzón y matriz, sin excepciones.
No estamos detallando un auto de exhibición. Estamos creando control de fricción.
La escala de óxido es obvia. Se siente con la yema del dedo; se imprime a través del aluminio delgado como Braille. Pero los residuos de aceite son más silenciosos y más peligrosos. Una fina película de niebla hidráulica en los hombros de la matriz convierte el poliuretano en una hoja deslizante, y cuando el ariete desciende, ese deslizamiento concentra la compresión en zonas localizadas en lugar de distribuirla uniformemente a lo largo de la V.
Ahí es donde comienzan los desgarros.
Bajo carga, el poliuretano quiere agarrar el acero. Si no puede, se estira microscópicamente en el punto de mayor presión—generalmente justo en el radio de la matriz. Haz eso unas cuantas centenas de ciclos y tendrás una grieta que corre longitudinalmente. No es dramática. Solo suficiente para grabar una línea en un panel espejo de grado $202 en la pieza veinticuatro.
El aceite cambia la fricción. El óxido cambia la altura. Ambos cambian cómo fluye la carga a través de la película.
Limpia los hombros de la matriz con disolvente. Quita la cascarilla con una lija fina. No estás puliendo; estás normalizando el contacto para que el poliuretano tenga un soporte uniforme en toda su anchura.
Regla para ahorrar desperdicio: Limpia los hombros de la matriz hasta dejar acero desnudo y consistente antes de cada instalación de película—elimina el aceite para controlar la fricción y la cascarilla para controlar la altura.
Una arruga es simplemente material en exceso sin lugar donde ir.
Cuando el ariete se cierra, ese exceso no desaparece. Se presiona sobre la pieza.
Imagínate una ligera ondulación en la película, apenas visible. Bajo 60 toneladas en una zona de contacto de 1/8 de pulgada, esa onda se convierte en una cresta. El punzón fuerza la hoja contra ella, y el poliuretano se comprime de manera desigual—más grueso en la arruga, más delgado a su lado. Esa variación de grosor cambia la abertura efectiva de la V localmente, lo que desplaza el radio interior por unas milésimas. Suficiente para alterar el ángulo en una fracción de grado. Suficiente para hacerte ajustar la profundidad cuando ese nunca fue el verdadero problema.
¿Y la superficie? El borde de la arruga se convierte en una línea de presión. La prensa no sabe que es estética. Solo percibe resistencia.
Tenso el rollo como si estirara una cuerda de trazado—firme, no como una cuerda de banjo. Un operador alimenta, el otro alisa desde el centro hacia afuera, palmas planas, eliminando bolsas de aire antes de que se conviertan en bolsas de compresión. Si la película quiere enrollarse sobre sí misma, eso es tensión almacenada por la memoria del rollo. Déjala relajarse fuera de la máquina unos minutos antes de colocarla.
Las arrugas son futuros arañazos esperando que el ariete las presione en una pieza terminada.
Regla para ahorrar desperdicio: Aplica poliuretano bajo tensión controlada y uniforme, y alisa desde el centro hacia afuera—cualquier ondulación visible es una marca de presión garantizada bajo carga.
Las películas con adhesivo resuelven el movimiento y crean otro problema—residuos e altura de pila inconsistente.
Prefiero poliuretano de alta calidad sin adhesivo y una sujeción mecánica.
Aquí está el método: alinea la película al ras con el borde frontal de la matriz, sujeta ambos extremos ligeramente con pinzas de resorte de bajo perfil fuera de la zona de doblado, y luego coloca una sola tira de cinta de enmascarar de calidad solo a lo largo del borde posterior—lejos de los hombros de la matriz. La cinta no es estructural; evita el desplazamiento durante la indexación. Las pinzas manejan la tensión.
¿Por qué no pegar cinta a lo largo de la cara de la matriz? Porque la cinta se comprime de forma diferente que el poliuretano. Bajo carga, se exprime como pasta de dientes y deja un vacío de grosor detrás de ella. Ahora tu camino de carga cambia a mitad del golpe. Acabas de introducir una variable que no puedes ver.
Este enfoque de sujeción y cinta agrega quizás noventa segundos a la preparación. Noventa segundos es más barato que un panel rechazado en $202. He desechado veinticuatro paneles en $202 antes porque una película se desplazó 1/16 de pulgada y dejó expuesto el hombro de la matriz en el ala de retorno.
El movimiento es el enemigo. La sujeción sin distorsión es la meta.
Regla para ahorrar desperdicio: Asegura el poliuretano no adhesivo con pinzas en los extremos y cinta solo en el borde posterior—nunca pongas cinta compresible en el camino de carga.
Incluso una instalación perfecta tiene una vida útil.
La urethane no falla de golpe. Lo anticipa. Los hombros de la matriz pulen una pista en ella. Verás una banda ligeramente más oscura donde el óxido de aluminio o las partículas galvanizadas se incrustan en la superficie. Esa arenilla incrustada se convierte en un compuesto de corte.
Ignóralo, y la siguiente pieza paga el precio.
Pasa el dedo por la ruta de desgaste cada diez a veinte ciclos en trabajos cosméticos. Si sientes una ranura o ves moteado de partículas, avanza el rollo una o dos pulgadas. No esperes a que un rayón confirme lo que tus ojos ya te dijeron. Los talleres europeos de alto volumen se quejan de que la urethane pierde repetibilidad a medida que se ablanda. No se equivocan, pero la mayor parte de esa inconsistencia aparece primero como desgaste desigual en los hombros, no como un colapso total del material.
Avanzar el rollo es más barato que pulir una línea que no debería existir.
Pero aquí está el límite: cuando estás trabajando con troqueles en V estrechos y alta tonelada a ritmo de producción, la película se degradará más rápido de lo que a tu turno le gustaría. Hay un punto en el que el uso de herramientas de acero —o un medio protector diferente— tiene más sentido.
La protección tiene un punto de quiebre. La negación también.
Regla Ahorradora de Chatarra: Inspecciona proactivamente las bandas de desgaste en los hombros y avanza la urethane antes de que las partículas incrustadas o ranuras puedan marcar una superficie terminada.
Recuerdo la primera vez que un equipo me pidió, con toda seriedad, colocar película para un trabajo de acuñado en aluminio de 3/16. Paneles de ocho pies. Lado cosmético hacia afuera. Fondo completo, buscando un radio interno estrecho. La tabla de la prensa indicaba una tonelada que hacía gruñir al ariete.
Ellos estaban pensando en protección contra rayones.
Yo estaba pensando en lo que sucede cuando pides a una capa compresible que sobreviva a fuerzas diseñadas para conformar metal en frío.
Hasta este punto, hemos tratado la urethane como una interfaz disciplinada y distribuidora de carga: instalada plana, correctamente tensada, monitoreada como una herramienta. Esa disciplina te mantiene rentable en el doblado al aire. Pero el acuñado es un animal diferente. En el doblado al aire, la hoja toca la punta del punzón y los hombros de la matriz; el material flota entre ellos. En el acuñado, el ariete impulsa la punta del punzón en el material hasta que se ajusta al ángulo de la matriz. Ya no estás guiando el metal. Lo estás aplastando hasta darle forma.
Y cualquier cosa entre acero y acero se convierte en otra cosa que el ariete tiene que aplastar.
Incluso la urethane de poliéster de alta calidad —el tipo que resiste la abrasión por deslizamiento y soporta bien los impactos— tiene un límite de compresión. No inventaré un número mágico de tonelaje, porque depende de la abertura en V, el ancho del material y el radio del punzón. Pero sí te daré el mecanismo: a medida que el tonelaje aumenta, la presión de contacto en los hombros de la matriz se dispara. Esa presión excede el rango elástico de la película. La urethane deja de rebotar y empieza a fluir. El cizallamiento microscópico se convierte en vidriado superficial. El vidriado se convierte en calor. El calor acelera la degradación. Lo que parecía una barrera reutilizable se convierte en una cuña cada vez más delgada.
Pero esa lógica ignora lo que hacen 60 toneladas de fuerza en una zona de contacto de 1/8 de pulgada.
Bajo cargas de acuñado, la película no está “protegiendo”. Está siendo compactada más fina en los hombros y más gruesa en el centro. Eso cambia tu abertura efectiva en V a mitad del golpe. Lo verás como una deriva en el ángulo que no puedes corregir del todo. Perseguirás ajustes de profundidad. Mientras tanto, la película está muriendo un ciclo de compresión a la vez.
Regla Ahorradora de Chatarra: Si el trabajo requiere acuñado verdadero o fondo completo con el tonelaje total indicado en la tabla, asume que la película de urethane se deformará plásticamente y retírala de la ruta de carga.
Haz una comparación controlada. Mismo aluminio de 0,125, misma matriz en V de 1 pulgada. Primera pasada: doblado al aire a 90 grados. Segunda pasada: acuñado para asegurar el ángulo y reducir el retroceso elástico.
En el doblado al aire, el poliuretano experimenta un contacto localizado en los hombros y un ligero deslizamiento bajo la lámina. Una película de calidad de 90 durómetros puede resistir docenas—a veces cientos—de ciclos si la adelantas antes de que se incruste la arenilla. El esfuerzo es intermitente y parcialmente elástico. La película se recupera.
En el paso de acuñado, la recuperación desaparece. La punta del punzón impulsa completamente la lámina dentro del ángulo de la matriz, comprimiendo la película en una zona más amplia. Ahora no estás pidiendo al poliuretano que amortigüe. Le estás pidiendo que resista ser aplastado entre dos herramientas endurecidas. La deformación por compresión se acumula. Tras unas pocas carreras, mide el espesor de la película en la línea del hombro. No será el que tenías al inicio.
Y una vez que el espesor cambia, la geometría cambia.
Los poliuretanos de polieter manejan mejor la abrasión por impacto que los tipos de poliéster; el poliéster maneja mejor el deslizamiento. Esa química importa en el doblado al aire, donde domina el modo de fricción. En el acuñado, la química es secundaria frente a la física. Cuando la presión de contacto cruza el umbral elástico, ambas familias ceden. Añade el calor de taller por el ciclo repetitivo y reduces aún más ese umbral. Lo que sobrevive diez golpes a temperatura ambiente puede vitrificarse en cinco durante una corrida de producción.
Así que la respuesta real a “¿a qué tonelaje?” es esta: en el momento en que tu proceso requiere deformación plástica de la lámina mediante contacto completo con la matriz, estás operando a un nivel de presión donde la vida útil de la película pasa de ser un “consumible gestionado” a un “punto de falla impredecible”.”
No es un juicio moral. Es un caso de carga.
Ahora imagina una nariz de punzón de 30 grados, lo bastante afilada como para sentir el filo a través de un guante. Estamos formando un reborde de retorno agudo en aluminio anodizado. Lado cosmético hacia afuera, por supuesto.
Coloca una película de 0.030 pulgadas sobre la matriz y acciona el ariete lentamente. Observa lo que ocurre en la punta del punzón. El área de contacto se reduce drásticamente en comparación con una herramienta de 90 grados. La presión se concentra a lo largo de una línea más delgada. El poliuretano no tiene dónde distribuir la carga lateralmente antes de que el punzón penetre la lámina y la obligue a entrar en la V.
Con un punzón afilado, el modo de falla no es compresión global. Es corte y cizallamiento. La película puede no explotar. Puede auto sellar pequeñas muescas—esa es una ventaja de las láminas de poliuretano fundidas con precisión. Pero a 30 grados, cada golpe marca la misma línea. La repetición convierte esa marca en una fisura. La fisura se convierte en una cresta. La cresta se imprime en la pieza.
¿Puede funcionar la película para unas pocas pruebas de prototipo? Sí, si el tonelaje es moderado y vigilas el desgaste en cada ciclo. ¿Es viable para una producción cosmética de 200 piezas? No sin cuidarla como si fuera una dimensión crítica.
Y cuando la protección requiere vigilancia constante para evitar que el protector se convierta en el defecto, tienes que preguntarte qué estás realmente salvando.
Deseché veinticuatro paneles en $202 una vez porque insistimos en “hacer que la película funcionara” en un trabajo arquitectónico de alto tonelaje. La película no se rasgó dramáticamente. Se comprimió de manera desigual. La deriva del ángulo se deslizó. Apareció una ligera línea en el hombro en la pieza diecinueve. Para la pieza veinticuatro, teníamos una pila de aluminio pulido valorada en $4,848 y un equipo fingiendo que fue mala suerte.
No fue mala suerte. Fue sobredependencia.
Los insertos permanentes de poliuretano en la matriz—almohadillas fundidas asentadas en la cavidad de la matriz—cambian la ecuación. Son más gruesos. Están apoyados a lo largo de todo su ancho. Están diseñados para soportar carga, no solo para sacrificarse. Al estar fijos, no se deforman. Al estar controlados dimensionalmente—a menudo dentro de unas milésimas—introducen una capa compresible estable y predecible.
Aún debes considerar su espesor en tus cálculos de doblado. Aún debes monitorear el desgaste. Pero ya no estás colocando una póliza de seguro temporal entre el ariete y tu margen de ganancia, esperando que sobreviva las cargas de acuñado.
Aquí está el punto de transición práctico que uso: si el trabajo requiere acuñado a plena tonelada, herramientas agudas por debajo de 45 grados para cantidades de producción, o conteos de ciclo donde avanzar la película cada 10–20 golpes interrumpe el flujo, incluyo insertos dedicados en el precio. No como un lujo. Como herramental.
¿Cuándo decidimos que perder piezas terminadas era más barato que mejorar la capa que protege cada doblez?
Regla Salvadora de Chatarra: En el momento en que la película de poliuretano requiere más gestión que tu punzón y tu matriz, reemplázala con un inserto permanente con clasificación de carga y trata la protección superficial como herramental, no como embalaje.
Si la lámina falla bajo herramientas de alto tonelaje y ángulo agudo, la respuesta no es “lámina más gruesa”. Es especificar el poliuretano de la misma manera que especificas punzones y matrices: por caso de carga, química, método de soporte y vida útil.
Un inserto permanente no es un rollo colocado sobre una V. Es una almohadilla de poliuretano colada o mecanizada, normalmente a base de poliéter para resistencia a la hidrólisis, asentada completamente dentro de la cavidad de la matriz para que la trayectoria de carga pase a través de material soportado en lugar de una tira flotante. Se elige la dureza (durometer) según el modo de conformado—más blanda para doblados al aire cosméticos donde se busca conformidad, más dura cuando la estabilidad del ángulo bajo mayor tonelaje es importante. Luego se fija la tolerancia de espesor, porque una variación de ±0,005 en un inserto cautivo se traduce en desviación del ángulo tan seguro como lo haría un hombro desgastado de la matriz.
Aquí es donde la mayoría de los talleres tropieza. Compran “poliuretano” como compran trapos de taller. Pero la química de poliéter frente a poliéster determina cómo sobrevive ese inserto a la humedad, el calor de la plegadora y la neblina de refrigerante en el aire. El poliéster resiste bien la abrasión por deslizamiento, pero es más vulnerable a la hidrólisis en talleres cálidos y húmedos. El poliéter resiste el ataque de la humedad y mantiene sus propiedades por más tiempo en condiciones reales—no las del folleto. Si tu plegadora está en una nave sin control climático en agosto, la química no es un tema académico.
Regla “Salva‑Desperdicio”: Especifica la química y el durometer del inserto según el caso de carga y el entorno antes de cotizar el trabajo.
El control de calidad es la siguiente línea de falla. El poliuretano que no se mezcla, desgasifica y cura correctamente puede llevar componentes no reaccionados, inconsistencia dimensional o burbujas internas que colapsan bajo presión. He visto insertos que parecían perfectos en el banco y transmitían líneas de vacíos en paneles anodizados ya en la pieza doce. Un proveedor reputado proporcionará tolerancias dimensionales, protocolo de curado y trazabilidad por lote; si no pueden hablar ese lenguaje, están vendiendo material, no herramienta.
Y recuerda el lado de la salud. Los insertos adecuadamente curados son generalmente estables en servicio, pero los de poliuretano recién colados o mal fabricados pueden emitir COV, especialmente al calentarse. La plegadora genera calor. La fricción genera calor. Si colocas un inserto nuevo en una célula de producción, déjalo poscurar y ventilar según las indicaciones del fabricante antes de poner a un operador sobre él por ocho horas. La estrategia de producción incluye la calidad del aire.
Así que la implementación se vuelve procedural, no casual. Asienta el inserto de modo que esté completamente soportado a lo largo del ancho de la matriz. Elimina huecos que permitan desplazamiento lateral. Recalcula deducciones de doblado y recuperación elástica considerando la compresibilidad del inserto—haz pruebas con cupones, mide el ángulo real bajo tonelaje de producción y fija esos números en el programa. Luego define un intervalo de inspección basado en el conteo de ciclos y el desgaste visual de los hombros, igual que rastreas el crecimiento del radio de la punta de un punzón.
Ya no estás protegiendo piezas. Estás diseñando la interfaz entre el carro y tu margen de beneficio.
Lo que cambia lo que mides.
La primera vez que dejas de pulir los hombros de la matriz a mitad de una corrida se siente como hacer trampa.
Con lámina, especialmente bajo mayor carga, la suciedad se incrusta. La lámina se desplaza. Aparece una línea tenue en la pieza siete. Ahora la plegadora está parada mientras alguien pasa Scotch‑Brite a la matriz, la limpia, vuelve a colocar la lámina y ajusta el programa porque cambió el espesor. Diez minutos aquí. Quince allá. No aparece como desperdicio. Aparece como “normal”.”
Un inserto asentado no migra, y no atrapa residuos de la misma manera que una capa suelta. Al estar cautivo, el deslizamiento ocurre contra una superficie estable, no contra una membrana que se mueve. Esa estabilidad significa menos paradas sorpresa para perseguir “fantasmas” cosméticos. En una corrida de 300 piezas, incluso evitar cuatro ciclos de limpieza y reinicio de 12 minutos cada uno supone casi una hora de tiempo de husillo recuperado—hipotético, sí, pero todo capataz sabe lo rápido que se acumulan esas “pequeñas” interrupciones.
La plegadora genera dinero cuando el carro se mueve bajo control, no cuando un jefe de línea está puliendo acero endurecido para deshacer lo que causó un rollo $40.
Regla “Salva‑Desperdicio”: Si la protección de superficie te obliga a detener el carro para mantener las herramientas, la protección cuesta más de lo que ahorra.
El desperdicio es ruidoso. El retrabajo es silencioso.
Veinticuatro paneles a $202 son $4,848 que puedes marcar en tinta roja. Pero ¿qué pasa con las dos horas que un fabricante pasa suavizando una leve marca de hombro en acero inoxidable cepillado, esperando que la veta la oculte? ¿Qué pasa con las piezas que pasan inspección pero requieren manipulación extra porque los operadores no confían en la superficie?
Cuando los insertos mantienen la geometría de forma constante, la desviación de ángulo se reduce. Cuando la desviación de ángulo se reduce, mejora el montaje posterior. Menos abrazaderas. Menos golpes de ajuste con un mazo de goma. Los ahorros se acumulan en departamentos que nunca tocan la plegadora.
Esta es la parte no obvia: la protección dicta la estabilidad geométrica, y la estabilidad geométrica dicta las horas de trabajo mucho más allá del doblado. El verdadero costo por doblez incluye al soldador que no tiene que luchar contra una pestaña desalineada y al acabador que no tiene que explicar una franja pulida a un jefe de proyecto.
“Pero esa lógica ignora lo que hacen 60 toneladas de fuerza en una zona de contacto de 1/8 de pulgada.” Exactamente. Esa fuerza o deforma un inserto controlado y certificado de manera predecible, o encuentra el eslabón más débil y deja su firma marcada en tu pieza.
Regla de Ahorro de Desperdicio: Registra las horas de retrabajo relacionadas con la inconsistencia en el doblado y asígnalas a tu elección de protección superficial.
El aluminio cosmético y el acero inoxidable preacabado no deberían sentirse como una apuesta.
Con película suelta, observas arrugas, desgarros y partículas incrustadas en cada ciclo. La protección depende de la vigilancia. Un solo avance omitido del rollo y la cresta se imprime en un panel espejo $202, porque la capa destinada a protegerlo se convirtió en el defecto.
Un inserto permanente traslada la calidad del acabado de la atención del operador al diseño del sistema. La superficie de contacto es uniforme, sin tensión y repetible. Una vez que validas esa combinación—dureza del inserto, espesor, programa de doblado, tonelaje—puedes trabajar con material sensible sin vigilar cada golpe. Lo impecable se convierte en la línea base, no en el escenario ideal.
Eso no significa vida infinita. Los insertos se desgastan. Se comprimen con el tiempo. La exposición a los rayos UV puede amarillear ciertas formulaciones si las almacenas mal. La vida útil debe definirse en ciclos o criterios visuales, no con ilusiones. Pero el desgaste definido es manejable. La falla aleatoria de la película no lo es.
¿Cuándo decidimos que perder piezas terminadas era más barato que mejorar la capa que protege cada doblez?
Los talleres que tratan la uretana como un gasto siguen persiguiendo rayones para siempre. Los que la tratan como una herramienta con carga nominal comienzan a presupuestar en ciclos, tolerancias y química—y sus reportes de desperdicio se vuelven aburridos.
Regla de Ahorro de Desperdicio: Convierte la protección superficial en un activo de herramentales especificado, inspeccionado y presupuestado; o sigue pagándola como desperdicio impredecible.


















