

Pada pukul 4:37 sore, kami sedang menumpuk panel 5052 yang dipoles dan tampak sempurna di bawah lampu bengkel. Pada pukul 5:10, di bawah sinar matahari, setiap garis tekukan menampilkan bekas luka samar seperti ritsleting dari cetakan bawah. Dua puluh empat panel di $202.50 masing-masing. $4.860,00 langsung masuk ke rak barang rongsokan karena kami mempercayai selotip untuk “melindungi” pekerjaan senilai $38.000.
Saya tidak mengganti merek selotip setelah itu. Saya mengganti cara berpikir tentang apa yang berada di antara ram dan margin keuntungan saya.
Sebagian besar bengkel memperlakukan film press brake seperti lap bengkel—murah, mudah diganti, cukup baik sampai sobek. Saya juga begitu. Satu gulung selotip seharga uang makan siang; satu strip pembungkus PVC tampak bersih dan terasa licin. Logikanya tampak rapat: jika cetakan tidak menyentuh bagian, maka bagian itu tidak akan tergores.
Namun logika itu mengabaikan apa yang dilakukan gaya 60 ton dalam zona kontak 1/8 inci. Saat diberi tekanan, press brake tidak “beristirahat” di atas film. Ia menekannya, menipiskannya, dan mendorongnya ke samping. Apa yang awalnya menjadi penghalang berubah menjadi sabuk konveyor, menyeret kotoran dan ketidaksempurnaan cetakan tepat di atas aluminium yang dipoles.
Jika material di antara bagian dan cetakan berubah bentuk secara tidak terduga, apakah Anda benar-benar melindungi permukaannya—atau hanya memindahkan kerusakannya?
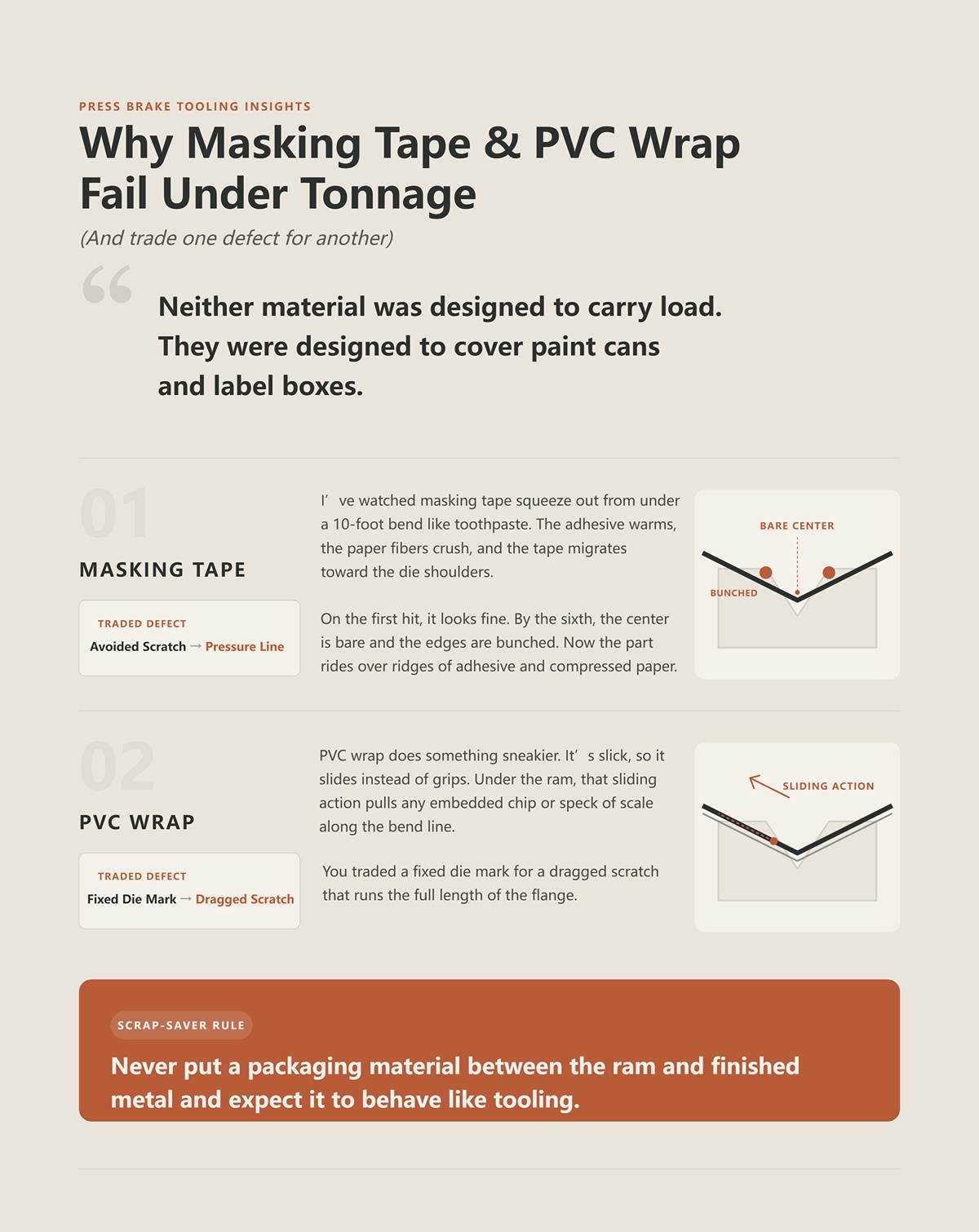
Saya telah melihat selotip terjepit keluar dari bawah tekukan sepanjang 10 kaki seperti pasta gigi. Perekatnya menghangat, serat kertasnya hancur, dan selotip berpindah ke arah bahu cetakan. Pada tekukan pertama, tampak baik-baik saja. Pada yang keenam, bagian tengahnya terbuka dan tepinya menggumpal. Sekarang bagian tersebut meluncur di atas tonjolan perekat dan kertas tertekan.
Jadi goresan yang Anda hindari berubah menjadi garis tekanan akibat ketebalan yang tidak merata.
Pembungkus PVC melakukan sesuatu yang lebih licik. Ia licin, jadi ia meluncur, bukan mencengkeram. Di bawah ram, gerakan meluncur itu menarik setiap serpihan atau sisik yang tertanam di sepanjang garis tekukan. Anda menukar bekas cetakan tetap dengan goresan yang tertarik sepanjang sisi pelipatan.
Tidak ada satu pun material yang dirancang untuk menanggung beban. Mereka dirancang untuk menutup kaleng cat dan memberi label kotak.
Aturan Penghemat Rongsokan: Jangan pernah menaruh material kemasan di antara ram dan logam jadi dan berharap ia berperilaku seperti alat cetak.
Hitunglah seperti yang dilakukan mandor pada pukul 6:00 sore, bukan seperti bagian pembelian pada pukul 9:00 pagi.
Anggap Anda menekuk 200 panel baja pra-pelapis per minggu, margin keuntungan $18 per bagian. Jika perlindungan “cukup baik” menyebabkan hanya 3% ditolak karena kerusakan kosmetik, itu enam bagian. $108 margin hilang minggu ini. Dalam setahun, totalnya $5.616.
Sekarang, hitung harga film cetakan urethane berkualitas tinggi untuk press brake yang sama. Bahkan jika biayanya beberapa ribu dolar per tahun, tingkat rongsokan impasnya sangat rendah—sering kali di bawah 2% untuk pekerjaan yang sensitif terhadap tampilan kosmetik.
Titik baliknya tidak dramatis. Ia sunyi. Satu panel di sini. Satu perbaikan di sana. Seorang pelanggan meminta diskon karena “hasil akhirnya tidak konsisten.”
Kapan kita memutuskan bahwa kehilangan bagian jadi lebih murah daripada meningkatkan lapisan yang melindungi setiap tekukan?
Saya pernah membayar untuk memoles cetakan hingga seperti cermin. Mereka tampak seperti krom. Pada percobaan pertama terhadap aluminium anodized, kami masih melihat garis halus.
Karena pemolesan tidak mengubah tekanan. Mesin press rem memusatkan gaya di sepanjang dua bahu sempit dari cetakan berbentuk V. Bahkan permukaan yang sempurna akan mengalami mikro-gall—perpindahan material mikroskopis antara cetakan dan bagian—terutama pada paduan yang lebih lunak. Tambahkan satu butir debu bengkel yang tak terlihat, dan butir itu menjadi alat pemotong di bawah beban.
Perkakas polos dan dipoles menghilangkan satu variabel: kekasaran permukaan. Itu tidak menghilangkan kontaminasi. Tidak mendistribusikan gaya. Tidak menyerap benturan.
Kami dulu berpikir kilau adalah perlindungan. Ternyata itu hanya estetika.
Jika hasil akhir cetakan tidak dapat mengubah fisika dari tegangan kontak, lalu apa yang bisa?
Pada mesin press rem sepanjang 10 kaki yang menjalankan 0,125 inci 5052, kami membentuk sudut 90 derajat dengan sekitar 60 ton di sepanjang panjangnya. Pita masking terbelah pada pukulan ketiga. PVC mengerut dan memoles bahu cetakan ke dalam bagian. Lalu kami menempatkan strip uretan 90-durometer—film cetakan yang tepat, bukan plastik toko perkakas—dan menjalankan program yang sama.
Pada beban puncak, kamu bisa melihatnya terkompresi. Bukan melar. Bukan geser. Terkompresi.
Dan ketika ram terangkat, bahan itu kembali ke ketebalannya semula.
Pemulihan itu adalah keseluruhan cerita. Mesin press rem memberikan gaya di garis sempit di sepanjang bahu cetakan. Jika material pada garis itu luluh—artinya terdeformasi secara permanen—kamu kehilangan ketebalan, kehilangan keseragaman, dan mengundang kontak logam ke logam. Jika material itu memiliki memori—pemulihan elastis—ia menyerap hantaman dan kembali, siap untuk siklus berikutnya. Itu bukan perilaku bantalan kemasan. Itu perilaku penopang beban.
Aturan Penghemat Scrap: Jika lapisan antara bagianmu dan cetakan tidak pulih secara elastis setelah beban penuh, itu bukan perlindungan—itu pra-sampah.

Bekukan momen ketika punch mencapai dasar langkah.
Baja sedang meluluh di garis tekukan. Bahu cetakan memusatkan gaya ke zona kontak sekitar seperdelapan inci. Lapisan pelindung di antaranya memiliki dua pilihan: mengalir atau menekuk.
Pita masking mengalir. Serat kertasnya hancur, perekat melunak karena panas gesekan, dan materialnya berpindah ke samping. Perpindahan itu menipiskan garis tengah. Pada bagian keenam, kamu pada dasarnya sudah menekuk di atas baja telanjang dengan tonjolan perekat di tepinya.
Uretan—jika ditentukan dengan benar—justru menekuk. Saat punch menekan, material itu terkompresi dan membentuk cetakan betina sementara. Aku pernah melihatnya membungkus lembaran di sekitar hidung punch, menyesuaikan tepat cukup untuk mendukung tekukan tanpa mencetak tepi cetakan. Itu bukan bantalan pasif. Itu geometri yang berubah di bawah beban.
Namun inilah hal yang jarang diungkapkan oleh sebagian besar tenaga penjual: uretan hanya “aktif” jika benar-benar diberi beban. Penetrasi yang terlalu dangkal, beban tonase yang terlalu konservatif, dan bahan itu hanya diam seperti alas kaku. Tidak membungkus. Tidak mendistribusikan ulang. Kamu pikir kamu terlindungi, padahal tegangan kontak masih menumpu di bahu cetakan.
Namun logika itu mengabaikan apa yang dilakukan 60 ton gaya dalam zona kontak 1/8 inci. Pada beban yang cukup, uretan berkualitas tinggi memasuki kisaran kompresi elastisnya dan menyimpan energi alih-alih menyerah pada penipisan. Ketika ram menarik kembali, energi yang tersimpan itu mengembalikannya ke profil semula. Itulah memori. Itulah pengulangan yang konsisten.
Formula yang berbeda penting. Strip 70-durometer yang lebih lunak akan menyesuaikan dengan indah pada baja pra-cat berukuran ringan tetapi dapat lebih cepat aus pada stainless yang berat. Potongan 95-durometer yang lebih keras mampu bertahan pada tonase lebih tinggi, tetapi tidak akan membungkus secara agresif pada aluminium tipis. Fisikanya tidak berubah—hanya jendela operasinya.
Jadi pertanyaan sebenarnya bukan “Apakah uretan bekerja?” tapi “Apakah durometernya sesuai dengan beban yang benar-benar kamu jalankan?”
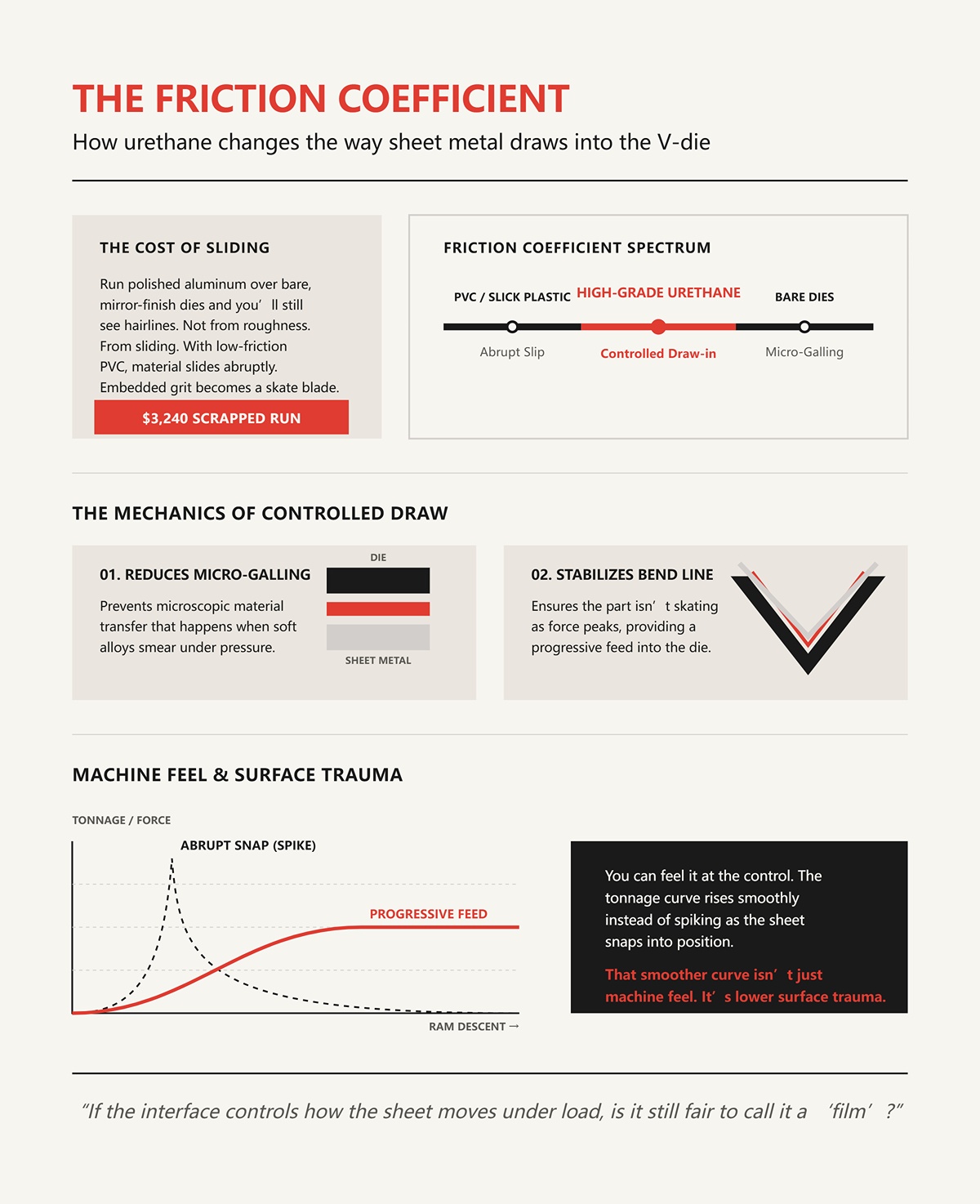
Jalankan aluminium yang telah dipoles di atas cetakan tanpa pelapis dengan hasil akhir seperti cermin dan Anda tetap akan melihat garis-garis halus. Bukan karena kekasaran. Karena gesekan geser.
Saat ram turun, lembaran harus tertarik masuk ke dalam huruf V. Dengan antarmuka berfriksi rendah—seperti PVC—material meluncur secara tiba-tiba. Setiap partikel kotoran yang tertanam menjadi seperti pisau seluncur, diseret sepanjang panjang flens. Saya pernah membuang seluruh hasil produksi di mana satu-satunya cacat yang terlihat hanyalah satu garis kontinu, terpusat sempurna, $3.240 terbuang karena lapisan film membuat panel bergerak terlalu bebas.
Urethane kelas tinggi mengubah interaksi itu karena koefisien geseknya lebih tinggi daripada plastik licin tetapi lebih rendah daripada kontak langsung baja mentah dengan aluminium. Ia mencengkeram cukup untuk mengontrol tarikan masuk. Alih-alih selip mendadak, Anda mendapatkan umpan yang lebih progresif ke dalam cetakan.
Tarikan yang terkontrol itu menghasilkan dua hal. Pertama, mengurangi micro-galling—perpindahan material mikroskopik yang terjadi ketika paduan lunak melencat di bawah tekanan. Kedua, menstabilkan garis tekukan sehingga bagian tidak meluncur saat gaya mencapai puncaknya.
Anda bisa merasakannya di kontrol. Kurva tonase naik dengan mulus alih-alih melonjak saat lembaran masuk ke posisi. Kurva yang lebih halus itu bukan hanya rasa pada mesin. Itu berarti trauma permukaan yang lebih rendah.
Jika antarmuka mengontrol bagaimana lembaran bergerak di bawah beban, apakah masih adil menyebutnya “film”?
Ambil contoh cetakan berbentuk V dengan bukaan 0,500 inci. Kontak terjadi di sepanjang dua bahu sempit. Bahkan jika bahu itu dipoles, mereka tetaplah tepi. Tepi memusatkan tegangan.
Logam tanpa pelapis terhadap logam, tegangan itu mencetak apa pun yang ada di permukaan cetakan ke bagian—bekas alat, serpihan tertanam, bahkan serat halus dari proses pengamplasan ulang. Saya pernah melihat baja pra-pelapis keluar dengan garis samar yang persis sesuai dengan arah penggilingan cetakan. Cetakannya tidak kasar. Tekanannya yang terfokus.
Ketika urethane dikompresi, ia menyebarkan beban itu secara lateral. Tidak tanpa batas. Cukup saja. Area kontak melebar dari garis tipis seperti pisau menjadi zona yang sedikit lebih luas dan lentur. Gaya yang terbagi ke area lebih besar berarti tekanan puncak lebih rendah. Tekanan puncak lebih rendah berarti pencetakan lebih sedikit.
Bayangkan menekan kuku Anda ke kayu keras dibandingkan ke bantalan karet di atas kayu keras. Tangan yang sama. Bekas yang berbeda. Bantalan tidak menghilangkan gaya; ia mendistribusikannya.
Distribusi itulah sebabnya cetakan multifungsi urethane dapat membentuk radius lebih rapat di berbagai material. Material menyesuaikan diri di bawah beban, bertindak seperti cetakan khusus sementara untuk setiap ketebalan. Bagi bengkel yang memproses campuran paduan pada minggu yang sama, kemampuan beradaptasi itu bukan sekadar kenyamanan. Itu adalah asuransi.
Asuransi yang berada langsung di antara ram dan margin laba Anda.
Yang membawa kita ke pertanyaan praktis yang benar-benar diperhatikan mandor: jika perilaku urethane bergantung pada durometer, rentang kompresi, dan cara pemasangannya ke cetakan, bagaimana Anda membandingkan opsi dalam satuan dolar per tekukan, bukan dolar per gulungan?
Dua puluh empat panel dengan harga $202 masing-masing.
Itu adalah satu rangkaian produksi fasad stainless—digosok, telah difinishing sebelumnya, dipotong laser dengan slot dekoratif. Kami menekuknya menggunakan film standar setebal .030 inci yang “selalu bekerja.” Pada panel ke delapan belas, kaki bagian dalam mulai menunjukkan garis bahu samar di dekat slot. Bukan di seluruh flens—hanya di area yang menyebabkan konsentrasi gaya. Kami terus berjalan. Pada panel ke dua puluh empat, setiap bagian memiliki bayangan di sekitar potongan. Total limbah: $4.848. Filmnya tidak robek. Ia hanya melunak, terkompresi lebih dari awal shift, dan mengubah pola tekanan di bawah rem tekuk.
Jadi ketika seseorang bertanya bagaimana membandingkan urethane dalam dolar per tekukan, saya tidak mulai dengan harga per gulungan. Saya mulai dengan: seberapa stabil antarmuka dari pukulan pertama hingga yang ke lima ratus?
Di atas kertas, Anda akan melihat 70A, 80A, 90A, 95A—peringkat durometer yang menunjukkan kekerasan. Dalam praktiknya, biasanya Anda hanya mendapatkan dua ketebalan di pasaran: .015″ dan .030″. Itu saja. Jadi variabel nyata bukanlah ketebalan melainkan kekerasan dan bagaimana perilakunya di bawah rentang tonase Anda.
Jalankan baja tahan karat 304 dengan ketebalan 14 gauge pada 60 ton di atas V yang sempit. Strip 70A akan melengkung indah pada sepuluh tekukan pertama. Pada tekukan ke lima puluh, bagian tengahnya sudah tertekan secara permanen. Poliuretan tidak gagal seperti pita perekat. Ia merayap. Seiring pemakaian, secara efektif ia menjadi lebih lembut dan lebih elastis di zona kontak tersebut. Posisi di bagian bawah langkah tidak berubah. Ram tidak bergerak. Namun sudut terbuka setengah derajat karena film tidak menahan seperti yang dilakukan di pagi hari.
Itulah penyimpangan yang dibicarakan para kritikus ketika mereka mengatakan bahawa nilon lebih “konsisten.” Nilon tidak sekompresibel itu, sehingga mempertahankan geometri lebih lama. Ia juga lebih mudah berbekas dan tidak mengontrol gesekan dengan cara yang sama. Mode kegagalan berbeda.
Sekarang beralih ke aluminium pra-cat tebal .063 inci. Film 95A akan bertahan selamanya. Ia juga tidak akan banyak menyesuaikan diri pada tonase rendah. Kamu akan mendapatkan perlindungan, tetapi tidak dengan tarikan terkontrol yang kita bahas sebelumnya. Lembaran bisa bergeser, terutama di sekitar lubang dan takikan, dan bekas cetakan muncul tepat di tempat bahan berlapis PVC masih gagal—pada titik-titik tekanan geometris.
Jadi mencocokkan durometer bukan soal “lebih lembut untuk logam lembut, lebih keras untuk logam keras.” Ini soal mencocokkan rentang kompresi elastis dengan beban aktual per inci. Jika rem-mu tidak pernah menekan film ke zona kerjanya, kamu tidak menggunakan antarmuka penahan beban. Kamu hanya meletakkan alas makan yang mahal.
Aturan Penghemat Scrap: Pilih durometer yang mencapai kompresi elastis terkontrol pada tonase nyata-mu, bukan maksimum teoritis.
Aku telah menarik film berperekat dari cetakan bawah setelah menjalankan stainless panjang dan merasakan perubahan daya lekat dengan ibu jari. Gesekan memanaskan zona kontak. Bukan sampai merah-panas, tapi cukup hangat untuk melunakkan beberapa perekat peka tekanan.
Apakah itu berarti film berperekat selalu meninggalkan residu? Tidak. Itu berarti risiko residu meningkat dengan panas dan waktu kontak. Stainless tebal, radius sempit, produksi panjang—lebih banyak panas. Produksi aluminium pendek dengan tonase sedang—lebih sedikit.
Biaya sebenarnya bukan lima menit pembersihan dengan pelarut. Ini adalah apa yang terjadi ketika residu menumpuk tidak merata di sepanjang bahu cetakan. Itu mengubah tinggi lokal beberapa ribuan inci. Beberapa ribuan inci di bahu menjadi variasi sudut di panel sepanjang 10 kaki. Kamu mengejarnya di kontrol, menambah kedalaman, dan sekarang “masalah konsistensi” disalahkan pada ram padahal sebenarnya disebabkan oleh penumpukan perekat.
Sebaliknya, film berperekat tidak berpindah. Ia tetap di tempat kamu meletakkannya. Tidak perlu penyesuaian ulang di tengah shift. Dalam pekerjaan tonase tinggi di mana selip berarti goresan, stabilitas itu bisa lebih penting daripada waktu pembersihan.
Jadi pertanyaannya bukan “pakai perekat atau tidak?” melainkan “apakah profil termal pekerjaan ini membenarkan penahanan mekanis sebagai gantinya?”
Aturan Penghemat Scrap: Jika bahu cetakan-mu cukup panas untuk melunakkan perekat, anggap mereka juga cukup panas untuk mengganggu konsistensi tekukan dan rencanakan metode penahanmu sesuai.
Pada sistem rel gaya Eropa 60mm kami, pengikat magnetik dengan penyesuaian tinggi adalah anugerah. Kamu atur depan-belakang, putar tinggi agar cocok dengan tumpukan cetakan, dan film mengikuti alat. Ganti cetakan, geser pengikat, lanjutkan bekerja.
Film yang diletakkan lepas lebih cepat pada awalnya. Letakkan saja, sikluskan ram, biarkan gesekan menahannya. Dalam produksi dengan satu bahan dan satu cetakan, itu berhasil. Dalam produksi campuran tinggi—berganti dari V 1.000 inci ke V 0.500 inci tiga kali sebelum makan siang—itu mulai menunjukkan masalah.
Begini cara kegagalannya: bukan secara mendadak. Ia merayap. Lembaran menariknya ke depan sejauh seperenam inci. Lalu seperdelapan. Sekarang tepi film berada di bawah hanya satu bahu cetakan. Distribusi tekanan menjadi tidak simetris. Satu flensa bersih. Yang lain memiliki garis samar yang hanya terlihat di bawah cahaya tertentu. Kamu tidak menyadarinya sampai bagian-bagian keluar dari rem.
Sistem magnetik atau yang dipasang di rel gagal dengan cara berbeda. Mereka tidak merayap, tapi bergantung pada pengaturan tinggi yang benar. Terlalu rendah, film tidak pernah benar-benar bekerja. Terlalu tinggi, kamu sudah menekannya sebelum lembaran menyentuh cetakan, mengubah perhitungan tekukan.
Dan itu bergantung pada arsitektur mesin-mu. Perbandingan langsung tanpa mempertimbangkan standar rel, tinggi cetakan, dan disiplin operator hanya setengah kebenaran.
Aturan Penghemat Scrap: Dalam lingkungan campuran tinggi, prioritaskan metode penahan yang menghilangkan pergeseran lateral sebelum mengejar peningkatan kecil dalam kecepatan pengaturan.
| Aspek | Pemegang Film Magnetik / Terpasang di Rel | Film Diletakkan Longgar |
|---|---|---|
| Pengaturan Dasar | Dipasang pada sistem rel gaya Eropa 60mm; dapat disesuaikan dari depan ke belakang dan tinggi untuk menyesuaikan tumpukan cetakan | Diletakkan langsung di atas cetakan; ditahan di tempat oleh gesekan selama siklus ram |
| Kecepatan Awal | Memerlukan pengaturan dan penyesuaian tinggi | Lebih cepat pada awalnya; cukup letakkan dan sikluskan |
| Kasus Penggunaan Terbaik | Produksi campuran tinggi dengan pergantian cetakan yang sering | Penggunaan material tunggal, cetakan tunggal |
| Kinerja dalam Campuran Tinggi | Stabil bila disetel dengan benar; geser penahan dan lanjutkan | Mulai bergeser selama pergantian cetakan V yang sering |
| Mode Kegagalan Utama | Pengaturan tinggi yang salah (terlalu rendah: tidak terlibat penuh; terlalu tinggi: pra-beban mengubah perhitungan tekukan) | Pergerakan lateral bertahap di bawah pergerakan lembaran |
| Karakteristik Kegagalan | Tidak bergeser; kesalahan terkait dengan ketepatan pengaturan | Bergeser secara bertahap (1/16″, lalu 1/8″); distribusi tekanan tidak simetris |
| Dampak Kualitas | Variasi perhitungan tekukan jika salah disetel | Kualitas flange tidak rata; garis samar terlihat di bawah pencahayaan tertentu |
| Waktu Deteksi | Biasanya terlihat selama pengaturan atau pada tekukan pertama | Sering terdeteksi setelah bagian keluar dari mesin press brake |
| Faktor Ketergantungan | Arsitektur mesin, standar rel, tinggi cetakan, disiplin operator | Gesekan material, pergantian cetakan, perhatian operator |
| Aturan Penghemat Scrap | Prioritaskan metode penahan yang menghilangkan pergeseran lateral di lingkungan dengan variasi tinggi | Peningkatan kecepatan pengaturan yang kecil tidak sebanding dengan risiko scrap akibat pergeseran |
Mari kita jalankan hipotesis yang bersih.
Satu gulungan $200 menghasilkan 8.000 tekukan sebelum penyimpangan sudut akibat keausan melebihi batas toleransi Anda. Itu setara dengan $0,025 per tekukan. Gulungan $120 yang lebih murah bertahan 3.000 tekukan sebelum kompresi garis tengah mengubah sudut Anda cukup signifikan sehingga memerlukan perbaikan atau menghasilkan bekas yang terlihat. Itu setara dengan $0,04 per tekukan.
Gulungan yang lebih murah tampak bijak saat dibeli. Harganya 40% lebih rendah di awal. Namun per tekukan, biayanya 60% lebih mahal.
Sekarang tambahkan satu panel arsitektural yang ditolak seharga $1.200 karena pergeseran film atau keausan meninggalkan tanda bahu cetakan di sekitar potongan. Gulungan premium Anda hanya perlu mencegah satu penolakan selama masa pakainya untuk menutupi biaya enam kali lipat.
Dan kita belum menghitung keausan cetakan. Saat film terdegradasi dan menipis secara tidak merata, Anda mendapatkan kontak logam ke logam setempat. Itu bukan teori. Saya pernah melihat cetakan bawah yang dipoles mengalami micro-galling sehingga perlu dilakukan pemolesan ulang. Satu kali penghalusan cetakan dapat menelan biaya antara $600 hingga $900 tergantung ukurannya.
Namun inilah bagian yang sering terlewat oleh kebanyakan lembar ROI: jendela kinerja. Urethane tidak memberikan perlindungan yang sama dari tekukan pertama hingga terakhir. Saat mengalami keausan, kompresi meningkat, pengulangan menurun. Biaya sebenarnya per tekukan hanya boleh menghitung tekukan yang masih berada dalam rentang toleransi yang dapat diterima. Begitu Anda mulai menyesuaikan kedalaman untuk mengejar penyimpangan sudut, Anda mengeluarkan tenaga kerja untuk mengimbangi kelelahan material.
Kapan kita memutuskan bahwa kehilangan bagian jadi lebih murah daripada meningkatkan lapisan yang melindungi setiap tekukan
Jika antarmuka antara lembaran dan cetakan bersifat elastis, dapat dikompresi, dan aus seiring waktu, maka ketebalan menjadi variabel berikutnya yang tidak bisa diabaikan. Seberapa besar perubahan 0,015″ atau 0,030″ memengaruhi deduksi tekukan dan tonase yang dibutuhkan bukanlah hal teoritis—itu matematika yang hidup di panel kontrol.
Musim semi lalu kami menjalankan baja pra-cat tebal 14 gauge melalui cetakan V 0,750 inci dengan urethane setebal 0,015 inci di bahunya. Deduksi tekukan telah disetel pas. Sudut berada dalam setengah derajat di sepanjang panel 10 kaki. Lalu bagian pembelian mengganti film menjadi 0,030 inci dari pemasok yang sama—durometer sama, ketebalan dua kali lipat. Tidak ada perubahan program. Bagian pertama yang keluar dari mesin lebih terbuka 1,8 derajat, flens lebih pendek 0,042 inci. Ratapan tidak salah. Kami hanya mengubah geometri di bawah tekanan 60 ton.
Begini mekanismenya: urethane tidak hanya diam di tempat. Ia terkompresi. Dengan film 0,015 inci, Anda mungkin melihat kompresi 30–40% pada tonase kerja. Dengan ketebalan 0,030 inci, total kompresi dapat melebihi tinggi tumpukan awal 0,015 inci, yang secara efektif mengangkat lembaran lebih tinggi di dalam cetakan selama fase awal stroke. Hal itu menggeser sumbu netral dan meningkatkan radius dalam efektif sebelum kontak penuh dengan cetakan. CNC Anda masih mengira sedang menekuk baja ke baja. Kenyataannya tidak demikian.
Jika Anda menambahkan urethane setebal 0,030 inci dan tidak menyesuaikan pengurangan tekukan Anda, remnya tidak salah—Anda yang salah.
Aturan Penghemat Scrap: Perlakukan setiap perubahan ketebalan film sebagai perubahan perkakas yang memerlukan penghitungan ulang pengurangan tekukan sebelum bagian berikutnya mencapai backgauge.
Pada baja pra-cat 16-gauge, urethane berdurometer tinggi setebal 0,015 inci biasanya cukup untuk mencegah tanda bahu tanpa secara signifikan memperbesar jari-jari dalam. Lapisan catnya tipis. Anda melindungi cat, bukan mengimbangi kerak pabrik atau kekasaran permukaan. Pada tonase tekukan udara yang umum, lapisan yang lebih tipis itu terkompresi secara terprediksi dan menekan hingga mendekati geometri baja-ke-baja.
Sekarang beralih ke galvanis.
Lapisan seng lebih lunak dan sedikit tidak beraturan. Operator khawatir tentang pengelupasan pada jari-jari yang rapat dan mengambil urethane 0,030 inci “demi keamanan.” Tetapi bantalan yang lebih tebal itu melakukan dua hal sekaligus: melindungi lapisan dan meningkatkan bukaan efektif pada cetakan karena lembaran berada di atas dasar yang dapat terkompresi sebelum mengenai bahu cetakan. Pada V sempit—misalnya 0,500 inci—0,030 inci per sisi berarti Anda secara fungsional mempersempit bukaan saat kontak awal, kemudian memperlebarnya saat urethane mengalir. Itu bukan kondisi yang stabil. Itu target yang bergerak.
Saya telah melihat bagian galvanis retak bukan karena jari-jari terlalu rapat dalam hal baja, tetapi karena program mendorong kedalaman ekstra untuk mengimbangi springback sudut yang diinduksi oleh bantalan berlebihan. Lebih dalam berarti lebih banyak regangan pada serat luar. Lapisan gagal terlebih dahulu. Lalu logam dasar mengikuti.
Jadi di mana batasnya? Dalam praktiknya, 0,015 inci adalah standar untuk baja yang berlapis cat dan galvanis di bawah tonase sedang; 0,030 inci hanya layak digunakan ketika toleransi permukaan sangat kritis dan lebar cetakan cukup besar untuk menyerap kepatuhan tambahan tanpa mendistorsi jari-jari. Pilihan ketebalan bukan tentang seberapa gugup Anda merasa—ini tentang seberapa banyak penyimpangan geometri yang bisa ditoleransi cetakan Anda.
Aturan Penghemat Scrap: Mulailah dari 0,015 inci untuk baja berlapis dan beralih ke 0,030 inci hanya jika lebar cetakan dan perhitungan tekukan Anda dapat menyerap kepatuhan tambahan tanpa ketidakstabilan jari-jari.
Bayangkan cetakan V 0,375 inci menekuk aluminium 0,060 inci dengan urethane 0,030 inci diletakkan di kedua bahu. Itu bukan bantalan lagi. Itu media pembentukan sekunder.
Saat ram turun, punch memaksa lembaran ke lapisan yang berperilaku seperti gasket karet padat. Urethane mengalir ke samping sebelum benar-benar terkompresi. Aliran itu mendukung lembaran lebih dekat ke ujung punch, secara efektif meningkatkan jari-jari dalam melebihi yang seharusnya ditentukan oleh lebar cetakan saja. Setelah urethane memantul kembali setelah pelepasan beban, springback menjadi lebih besar karena lembaran tidak pernah sepenuhnya duduk melawan baja keras pada beban puncak.
Hasilnya adalah jari-jari yang terukur lebih besar dari yang diprediksi oleh bagan tekukan udara Anda dan sudut yang terbuka lebih dari yang diantisipasi oleh tabel springback Anda. Anda mengoreksi dengan menambah kedalaman. Sekarang urethane sudah tertekan sebelum lembaran benar-benar mengait. Bagian berikutnya, ketebalan lembaran sedikit berbeda, kompresi sedikit berbeda. Jari-jari dalam Anda bergeser beberapa ribuan inci, dan sudut Anda bergeser sekitar satu derajat sepanjang produksi.
Itu bukan rem yang kehilangan presisi. Itu Anda yang meminta lapisan elastis berperilaku seperti baja perkakas yang dikeraskan.
Aturan Penghemat Scrap: Jangan pernah memasangkan urethane tebal dengan cetakan V sempit kecuali Anda telah memvalidasi jari-jari dalam dan springback yang dihasilkan pada beberapa lembar, bukan hanya satu artikel pertama.
Saya pernah mencatat tonase pada tekukan baja lunak 12-gauge sepanjang 10 kaki dengan dan tanpa urethane berkerapatan tinggi 0,030 inci. Cetakan sama. Punch sama. Baja-ke-baja rata-rata 48 ton. Dengan urethane, beban puncak naik menjadi 58–60 ton sebelum sudut tertutup. Itu tidak sepele.
Tetapi logika itu mengabaikan apa yang dilakukan gaya 60 ton pada zona kontak setebal 1/8 inci.
Sebagian dari tambahan 10–12 ton itu tidak masuk ke baja sama sekali. Itu mengompresi urethane hingga ketebalan kerjanya. Anda menghabiskan kapasitas mesin untuk mendistorsikan lapisan pelindung. Pada mesin yang beroperasi mendekati batas dayanya, margin itu penting. Pada bahan galvanis atau kekuatan tinggi, gaya tambahan itu dapat mendorong Anda dari pembentukan aman ke wilayah keretakan lapisan.
Ada juga perilaku mesin yang perlu dipertimbangkan. Tonase yang lebih tinggi berarti lebih banyak defleksi pada ram dan tempat tidur. Bahkan dengan sistem crowning, beban tambahan mengubah bagaimana gaya didistribusikan secara merata sepanjang panjangnya. Anda pikir Anda menambahkan film untuk perlindungan. Anda mungkin justru memperkenalkan variasi sudut di ujung-ujungnya.
Di sinilah urethane sebagai komponen penahan beban menjadi makna harfiah. Ia menanggung beban. Ia menuntut beban. Dan rem menanggapinya sesuai.
Aturan Penghemat Sekrap: Ukur tonase aktual dengan dan tanpa film pada pekerjaan kritis dan pastikan mesin Anda memiliki margin kapasitas sebelum memutuskan untuk menggunakan urethane yang lebih tebal.
Kami memiliki pekerjaan—dua puluh empat panel masing-masing $202—di mana film 0,030 inci tidak dapat dinegosiasikan karena hasil akhirnya adalah tingkat cermin. Artikel pertama keluar lebih panjang di kedua sisi sebesar total 0,055 inci. Pengurangan pembengkokan dalam program mengasumsikan radius dalam 0,090 inci berdasarkan bagan pembengkokan udara. Radius aktual yang diukur dengan film adalah 0,118 inci.
Kenaikan radius sebesar 0,028 inci itu menggeser kelonggaran pembengkokan. Untuk pembengkokan 90 derajat pada aluminium 0,125 inci, perubahan itu saja dapat mengubah pengurangan pembengkokan sekitar 0,040–0,060 inci tergantung pada faktor K. Itu bukan kesalahan pemangkasan. Itu adalah geometri.
Solusinya tidak mistis. Kami mengukur radius dalam aktual yang terbentuk dengan urethane di tempatnya. Menghitung ulang kelonggaran pembengkokan menggunakan radius tersebut dan faktor K yang terverifikasi dari sampel potong-dan-etsa. Memperbarui program CNC. Menjalankan tiga bagian validasi. Menguncinya. Rem melakukan persis seperti yang diperintahkan setelah kami memberitahunya kebenaran.
Urethane kelas tinggi bukanlah “tambahan.” Ia adalah bagian dari tumpukan perkakas Anda. Itu berarti tabel pembengkokan Anda, kompensasi pegas balik, dan pengaturan kedalaman harus mencerminkan ketebalan kerja terkompresi, bukan ketebalan gulungan nominalnya. Jika tidak, Anda sedang memprogram untuk baja dan membengkokkannya ke dalam karet.
Dan di sinilah perhitungan bertemu disiplin—karena bahkan angka yang benar pun tidak akan berguna jika film tidak diterapkan rata, terpusat, dan dengan tinggi yang konsisten di atas meja dan cetakan.
Aturan Penghemat Sekrap: Selalu ukur radius dalam yang terbentuk dengan urethane terpasang dan hitung ulang pengurangan pembengkokan dari geometri nyata tersebut sebelum memulai produksi.
Anda telah mengukur radius dalam. Anda telah menghitung ulang pengurangan pembengkokan. Rem telah diprogram untuk ketebalan kerja terkompresi dari film tersebut.
Jadi mengapa shift kedua masih memanggil Anda ketika sudut-sudut berubah dan goresan muncul di tengah jalannya produksi?
Karena geometri bukan satu-satunya variabel. Pemasangan adalah faktor lainnya.
Jika urethane adalah lapisan penahan beban, maka cara Anda meletakkannya di atas cetakan tidak berbeda dengan cara Anda memasang mata pukul di pelatuk: ceroboh berarti ada pergerakan, dan pergerakan di bawah 60 ton berarti kerusakan. Saya pernah melihat bengkel menghabiskan satu jam mengatur artikel pertama, lalu melempar gulungan film ke atas meja seperti kain lap bengkel dan bertanya-tanya mengapa bagian ke delapan belas terlihat berbeda dengan bagian kedua. Robekan di tengah proses bukanlah nasib buruk. Itu adalah energi tersimpan yang dilepaskan di tempat film dipasang dengan salah.
Ini adalah polis asuransi antara pelatuk dan margin keuntungan Anda. Entah ia menyerap benturan secara konsisten, atau ia menyalurkan benturan langsung ke panel jadi.
Aturan Penghemat Sekrap: Jika film memengaruhi geometri pembengkokan, perlakukan pemasangannya dengan konsistensi yang sama seperti pengaturan mata pukul dan cetakan Anda—tanpa pengecualian.
Kita tidak sedang merinci mobil pameran. Kita sedang menciptakan kontrol gesekan.
Kerak karat jelas terlihat. Anda bisa merasakannya dengan ujung jari; ia tercetak pada aluminium tipis seperti huruf Braille. Namun sisa minyak lebih halus dan lebih berbahaya. Lapisan tipis kabut hidraulik di bahu cetakan mengubah urethane menjadi lembaran licin, dan ketika pelatuk turun, kelicinan itu memusatkan kompresi di zona-zona lokal alih-alih mendistribusikannya secara merata di seluruh V.
Di sanalah robekan mulai terjadi.
Di bawah beban, urethane ingin mencengkeram baja. Jika tidak bisa, ia meregang secara mikroskopis di titik tekanan tertinggi—biasanya tepat di radius cetakan. Lakukan itu beberapa ratus siklus dan Anda akan mendapatkan retakan yang memanjang searah panjang. Tidak dramatis. Hanya cukup untuk mencetak garis pada panel cermin kelas $202 di bagian dua puluh empat.
Minyak mengubah gesekan. Karat mengubah tinggi. Keduanya mengubah cara beban mengalir melalui film.
Lap bahu cetakan dengan pelarut. Gosok kerak dengan abrasif halus. Anda tidak sedang mengilap; Anda sedang menormalkan kontak agar urethane mendapatkan dukungan seragam di seluruh lebarnya.
Aturan Penghemat Rongsokan: Bersihkan bahu cetakan hingga baja bersih dan konsisten sebelum setiap pemasangan film—hilangkan minyak untuk mengendalikan gesekan dan hilangkan kerak untuk mengendalikan tinggi.
Kerutan hanyalah kelebihan material yang tidak punya tempat untuk pergi.
Saat ram menutup, kelebihan itu tidak menghilang. Ia ditekan ke dalam benda kerja.
Bayangkan gelombang kecil di seluruh film, hampir tak terlihat. Di bawah tekanan 60 ton pada zona kontak setebal 1/8 inci, gelombang itu menjadi punggungan. Punch memaksa lembaran masuk ke dalamnya, dan urethane tertekan secara tidak merata—lebih tebal di bagian kerutan, lebih tipis di sebelahnya. Variasi ketebalan itu mengubah pembukaan V yang efektif secara lokal, yang menggeser radius bagian dalam beberapa seperseribu inci. Cukup untuk mengubah sudut dengan pecahan derajat. Cukup untuk membuat Anda mengejar penyetelan kedalaman yang sebenarnya bukan masalah utamanya.
Dan permukaannya? Tepi kerutan menjadi garis tekanan. Mesin press tak tahu itu hanya masalah kosmetik. Ia hanya melihat resistansi.
Saya menegangkan gulungan seperti saya menarik tali layout—tegas, tidak terlalu kencang seperti banjo. Satu operator memberi makan material, yang lain meratakan dari tengah ke luar, telapak tangan rata, menghilangkan kantong udara sebelum menjadi kantong kompresi. Jika film ingin menggulung kembali pada dirinya sendiri, itu adalah tegangan tersimpan dari memori gulungan. Biarkan rileks dari mesin selama beberapa menit sebelum diletakkan.
Kerutan adalah goresan di masa depan yang menunggu ram untuk menekannya ke bagian akhir.
Aturan Penghemat Rongsokan: Pasang urethane dengan tegangan terkendali dan merata serta ratakan dari tengah ke luar—setiap riak yang terlihat adalah tanda tekanan yang pasti di bawah beban.
Film berperekat menyelesaikan masalah pergerakan dan menciptakan masalah lain—residu dan tinggi tumpukan yang tidak konsisten.
Saya lebih suka urethane berkualitas tinggi tanpa perekat dan pegangan mekanis.
Berikut metodenya: sejajarkan film hingga rata dengan tepi depan cetakan, jepit kedua ujungnya dengan ringan menggunakan penjepit pegas rendah di luar zona tekukan, lalu pasang satu strip lakban masking berkualitas di sepanjang tepi belakang saja—jauh dari bahu cetakan. Lakban itu bukan bagian struktural; fungsinya mencegah geseran selama indeksasi. Penjepit menangani tegangan.
Mengapa tidak menempelkan lakban di permukaan cetakan? Karena lakban mengompresi secara berbeda dibanding urethane. Di bawah beban, ia tertekan keluar seperti pasta gigi dan meninggalkan kekosongan ketebalan di belakangnya. Sekarang jalur beban Anda berubah di tengah langkah. Anda baru saja menambahkan variabel yang tak bisa Anda lihat.
Pendekatan penjepit-dan-lakban ini menambah waktu penyiapan sekitar sembilan puluh detik. Sembilan puluh detik lebih murah dibanding satu panel yang ditolak pada $202. Saya pernah membuang dua puluh empat panel pada $202 karena film bergeser 1/16 inci dan menampakkan bahu cetakan mentah di flens balik.
Pergerakan adalah musuh. Penahanan tanpa distorsi adalah tujuan.
Aturan Penghemat Rongsokan: Amankan urethane non-adhesive dengan penjepit ujung dan lakban tepi belakang saja—jangan pernah menempatkan lakban yang bisa tertekan di jalur beban.
Bahkan pemasangan yang sempurna memiliki umur pakai.
Urethane tidak gagal sekaligus. Ia memberi tanda. Bahu die memoles jalur di permukaannya. Anda akan melihat pita sedikit lebih gelap di tempat partikel aluminium oksida atau galvanis tertanam ke permukaan. Butiran tertanam itu menjadi senyawa pemotong.
Abaikan itu, dan komponen berikutnya yang menanggung akibatnya.
Rasakan jalur aus dengan jari setiap sepuluh hingga dua puluh siklus pada pekerjaan kosmetik. Jika Anda merasakan alur atau melihat bintik-bintik partikel, geser rol satu atau dua inci. Jangan menunggu sampai muncul goresan untuk mengonfirmasi apa yang sudah Anda lihat. Bengkel Eropa dengan volume tinggi mengeluh bahwa urethane kehilangan konsistensi saat melunak. Mereka tidak salah—tetapi sebagian besar ketidakkonsistenan itu pertama kali muncul sebagai keausan tidak merata di bahu, bukan kerusakan material secara keseluruhan.
Menggeser rol lebih murah daripada memoles garis yang seharusnya tidak ada.
Namun inilah batasnya: saat Anda menjalankan V-die sempit dengan tonase tinggi pada kecepatan produksi, film akan memburuk lebih cepat dari yang diinginkan ritme shift Anda. Ada batas di mana penggunaan perkakas baja—atau media pelindung lain—lebih masuk akal.
Perlindungan memiliki titik patah. Penyangkalan juga.
Aturan Penghemat Scrap: Periksa pita keausan bahu secara proaktif dan geser urethane sebelum partikel yang tertanam atau alur dapat meninggalkan bekas pada permukaan akhir.
Saya ingat pertama kali sebuah kru meminta saya, dengan wajah serius, memasang film untuk pekerjaan coining pada aluminium 3/16. Panel sepanjang delapan kaki. Sisi kosmetik di luar. Full bottoming, mengejar radius dalam yang rapat. Diagram rem menunjukkan tonase yang membuat ram mengerang.
Mereka memikirkan perlindungan dari goresan.
Saya memikirkan apa yang terjadi ketika Anda meminta lapisan yang bisa dikompresi untuk menahan gaya yang dirancang untuk membentuk logam dingin.
Sampai titik ini, kita memperlakukan urethane sebagai antarmuka berbagi beban yang disiplin—dipasang rata, ditegangkan dengan benar, dipantau seperti perkakas. Disiplin itu menjaga keuntungan dalam air bending. Namun coining adalah hal yang berbeda. Dalam air bending, lembaran menyentuh hidung punch dan bahu die; material melayang di antara keduanya. Dalam coining, ram mendorong ujung punch ke dalam material sampai sesuai dengan sudut die. Anda tidak lagi membimbing logam. Anda menghancurkannya menjadi bentuk.
Dan apa pun yang berada di antara baja dan baja menjadi sesuatu yang harus dihancurkan oleh ram.
Bahkan urethane poliester kelas tinggi—jenis yang tahan abrasi geser dan tahan terhadap guncangan—memiliki batas kompresi. Saya tidak akan mengarang angka sihir tonase, karena itu tergantung pada bukaan V, lebar material, dan radius punch. Tapi saya akan memberi mekanismenya: saat tonase meningkat, tekanan kontak di bahu die melonjak. Tekanan itu melampaui rentang elastis film. Urethane berhenti memantul kembali dan mulai mengalir. Geser mikroskopis berubah menjadi pelapisan permukaan. Pelapisan menjadi panas. Panas mempercepat kerusakan. Apa yang tampak seperti penghalang yang bisa digunakan kembali berubah menjadi shim yang menipis.
Tetapi logika itu mengabaikan apa yang dilakukan gaya 60 ton pada zona kontak setebal 1/8 inci.
Di bawah beban coining, film tidak sedang “melindungi.” Ia dikompresi lebih tipis di bahu dan lebih tebal di tengah. Itu mengubah bukaan V efektif Anda di tengah langkah. Anda akan melihatnya sebagai pergeseran sudut yang sulit dikendalikan. Anda akan terus menyesuaikan kedalaman. Sementara itu, film mati satu siklus kompresi setiap kali.
Aturan Penghemat Scrap: Jika pekerjaan membutuhkan coining atau bottoming sejati pada tonase penuh sesuai tabel, anggap film urethane akan terdeformasi secara plastis dan keluarkan dari jalur beban.
Lakukan perbandingan terkendali. Aluminium 0,125 yang sama, V-die 1 inci yang sama. Percobaan pertama: air bend hingga 90 derajat. Percobaan kedua: coin untuk mengunci sudut dan mengurangi springback.
Dalam pembengkokan udara, urethane mengalami kontak lokal di bagian bahu dan gesekan ringan di bawah lembaran. Film dengan kualitas 90-durometer dapat bertahan puluhan—kadang ratusan—siklus jika Anda menggesernya sebelum grit menempel. Tegangannya bersifat berselang dan sebagian elastis. Filmnya kembali pulih.
Dalam tahap coining, pemulihan menghilang. Ujung punch mendorong lembaran sepenuhnya ke dalam sudut die, menekan film di area yang lebih luas. Sekarang Anda tidak meminta urethane untuk meredam benturan. Anda memintanya untuk menahan agar tidak terhimpit di antara dua alat yang mengeras. Set kompresif menumpuk. Setelah beberapa kali pukulan, ukur ketebalan film di jalur bahu. Itu tidak akan sama seperti saat Anda mulai.
Dan begitu ketebalan berubah, geometri pun berubah.
Urethane poliester eter lebih baik menangani abrasi tumbukan dibanding tipe poliester; poliester lebih baik dalam gesekan geser. Kimia itu penting dalam pembengkokan udara, di mana mode gesekan mendominasi. Dalam coining, kimia menjadi sekunder terhadap fisika. Ketika tekanan kontak melewati ambang elastis, kedua jenis bahan tersebut akan menyerah. Tambahkan panas dari lantai produksi akibat siklus berulang dan Anda menurunkan ambang itu lebih jauh. Apa yang tahan sepuluh pukulan pada suhu ruangan bisa mengeras dalam lima pukulan selama produksi massal.
Jadi jawaban sebenarnya untuk “pada tonase berapa?” adalah ini: saat proses Anda memerlukan deformasi plastik lembaran melalui kontak penuh dengan die, Anda beroperasi pada tingkat tekanan di mana umur film turun dari “komponen yang dapat dikelola” menjadi “titik kegagalan yang tidak terduga.”
Itu bukan penilaian moral. Itu kasus beban.
Sekarang bayangkan ujung punch 30 derajat, cukup tajam sehingga Anda dapat merasakan tepinya melalui sarung tangan. Kita membentuk flange balik akut pada aluminium anodized. Sisi kosmetik di luar, tentu saja.
Letakkan film 0,030 inci di atas die dan jalankan ram secara perlahan. Amati apa yang terjadi di ujung punch. Area kontak menyempit secara dramatis dibandingkan dengan alat 90 derajat. Tekanan terkonsentrasi di sepanjang garis yang lebih tipis. Urethane tidak memiliki tempat untuk mendistribusikan beban secara lateral sebelum punch menembus lembaran dan memaksanya masuk ke dalam bentuk V.
Dengan punch tajam, mode kegagalannya bukan kompresi global. Ini adalah pemotongan dan geser. Film mungkin tidak meledak. Ia mungkin menutup sendiri luka kecil—itu salah satu keuntungan dari lembaran urethane yang dicetak presisi. Namun pada 30 derajat, setiap pukulan menggores garis yang sama. Pengulangan mengubah goresan itu menjadi belahan. Belahan menjadi tonjolan. Tonjolan itu menandai bagian produk.
Apakah film dapat bekerja untuk beberapa pukulan prototipe? Ya, jika tonase moderat dan Anda memantau keausan setiap siklus. Apakah itu layak untuk produksi 200 buah dengan kualitas kosmetik? Tidak, kecuali Anda mengawasinya terus seperti dimensi kritis.
Dan ketika perlindungan memerlukan kewaspadaan konstan agar pelindung tidak berubah menjadi cacat, Anda harus bertanya apa sebenarnya yang sedang Anda selamatkan.
Saya pernah membuang dua puluh empat panel di $202 karena kami bersikeras untuk “membuat roll tetap berjalan” pada pekerjaan arsitektur dengan tonase tinggi. Filmnya tidak robek dengan dramatis. Ia terkompresi secara tidak merata. Penyimpangan sudut muncul perlahan. Garis bahu samar muncul pada bagian ke sembilan belas. Pada bagian ke dua puluh empat, kami memiliki tumpukan aluminium yang dipoles senilai $4,848 dan kru yang berpura-pura itu hanya nasib buruk.
Itu bukan nasib buruk. Itu ketergantungan berlebihan.
Sisipan die urethane permanen—pad yang dicetak dan dipasang dalam rongga die—mengubah perhitungannya. Mereka lebih tebal. Mereka didukung di seluruh lebar. Mereka dirancang sebagai penahan beban, bukan hanya pengorbanan. Karena tertanam tetap, mereka tidak bergeser. Karena dikontrol secara dimensi—sering hanya dalam beberapa ribuan inci—mereka menghadirkan lapisan yang dapat dikompresi secara stabil dan terprediksi.
Anda tetap memperhitungkan ketebalan dalam perhitungan pembengkokan. Anda tetap memantau keausan. Tetapi Anda tidak lagi menempatkan polis asuransi sementara di antara ram dan margin keuntungan Anda dan berharap itu bertahan pada beban coining.
Inilah titik transisi praktis yang saya gunakan: jika pekerjaan memerlukan bottoming dengan tonase penuh, peralatan akut di bawah 45 derajat untuk jumlah produksi, atau jumlah siklus di mana mengganti posisi film setiap 10–20 pukulan mengganggu alur kerja, saya menghitung biaya sisipan khusus. Bukan sebagai kemewahan. Sebagai peralatan.
Kapan kita memutuskan bahwa kehilangan bagian jadi lebih murah daripada meningkatkan lapisan yang melindungi setiap tekukan
Aturan Penghemat Scrap: Saat film urethane memerlukan lebih banyak pengelolaan daripada punch dan die Anda, gantilah dengan sisipan permanen yang diberi rating beban dan perlakukan perlindungan permukaan sebagai peralatan—bukan kemasan.
Jika film gagal di bawah tonase tinggi dan perkakas tajam, jawabannya bukan “film yang lebih tebal.” Jawabannya adalah menspesifikasikan urethane dengan cara yang sama seperti Anda menspesifikasikan punch dan die: berdasarkan kasus beban, kimia, metode penyangga, dan umur layanan.
Sisipan permanen bukanlah gulungan yang diletakkan di atas bentuk V. Itu adalah bantalan urethane yang dicor atau dikerjakan dengan mesin, biasanya berbasis polieter untuk ketahanan terhadap hidrolisis, yang dipasang sepenuhnya di dalam rongga die sehingga jalur beban mengalir melalui material yang didukung, bukan pita melayang. Anda memilih durometer berdasarkan mode pembentukan—lebih lunak untuk tekukan udara kosmetik di mana Anda menginginkan kesesuaian bentuk, lebih keras ketika stabilitas sudut di bawah tonase lebih tinggi penting. Lalu Anda mengunci toleransi ketebalan, karena variasi ±0,005 pada sisipan tetap akan tampak sebagai penyimpangan sudut sama pastinya seperti bahu die yang aus.
Di sinilah sebagian besar bengkel tersandung. Mereka membeli “urethane” seperti mereka membeli lap toko. Namun perbedaan kimia antara polieter dan poliester menentukan bagaimana sisipan itu bertahan terhadap kelembapan, panas dari mesin press brake, dan kabut cairan pendingin di udara. Poliester dapat menangani abrasi geser dengan baik, tetapi lebih rentan terhadap hidrolisis di bengkel yang hangat dan lembap. Polieter tahan terhadap serangan kelembapan dan mempertahankan sifatnya lebih lama dalam kondisi nyata—bukan kondisi brosur. Jika mesin press Anda berada di area tanpa pengatur iklim pada bulan Agustus, kimia bukanlah hal akademis.
Aturan Penghemat Skrap: Tentukan kimia dan durometer sisipan sesuai dengan kasus beban dan lingkungan sebelum Anda menghitung harga pekerjaan.
Pengendalian kualitas adalah garis patahan berikutnya. Urethane yang tidak dicampur, dibuang gasnya, dan dikeringkan dengan benar dapat mengandung komponen yang tidak bereaksi, ketidakkonsistenan dimensi, atau gelembung internal yang runtuh di bawah tekanan. Saya pernah melihat sisipan yang tampak sempurna di bangku kerja namun menimbulkan garis kekosongan pada panel anodized di bagian ke dua belas. Pemasok terpercaya akan menyediakan toleransi dimensi, protokol pengeringan, dan ketelusuran batch; jika mereka tidak dapat berbicara dalam bahasa itu, mereka menjual material, bukan perkakas.
Dan ingat sisi kesehatannya. Sisipan yang dikeringkan dengan benar umumnya stabil dalam penggunaan, tetapi poliuretan yang baru dicor atau diproduksi dengan buruk dapat mengeluarkan VOC, terutama ketika dipanaskan. Mesin press menghasilkan panas. Gesekan menghasilkan panas. Jika Anda memasang sisipan baru ke dalam sel produksi, biarkan dia menjalani proses pengeringan lanjutan dan ventilasi sesuai panduan pabrikan sebelum Anda menempatkan operator di atasnya selama delapan jam. Strategi produksi mencakup kualitas udara.
Jadi penerapan menjadi prosedural, bukan sembarangan. Pasang sisipan agar sepenuhnya didukung di seluruh lebar die. Hilangkan celah yang memungkinkan pergeseran lateral. Hitung ulang potongan tekuk dan pegas balik dengan mempertimbangkan sifat mampat sisipan—jalankan kupon uji, ukur sudut sebenarnya di bawah tonase produksi, dan kunci angka-angka itu ke dalam program. Lalu tetapkan interval inspeksi berdasarkan jumlah siklus dan keausan bahu visual, sama seperti Anda melacak peningkatan radius ujung punch.
Anda tidak lagi melindungi bagian. Anda sedang merekayasa antarmuka antara ram dan margin keuntungan Anda.
Yang mengubah apa yang Anda ukur.
Pertama kali Anda berhenti memoles bahu die di tengah produksi terasa seperti curang.
Dengan film, terutama di bawah beban tinggi, kotoran tertanam. Film bergeser. Garis samar muncul pada bagian ketujuh. Sekarang mesin press berhenti sementara seseorang menggosok die dengan Scotch-Brite, mengelapnya, memasang ulang film, dan menyesuaikan program karena ketebalan berubah. Sepuluh menit di sini. Lima belas di sana. Itu tidak muncul sebagai skrap. Itu muncul sebagai “normal.”
Sisipan yang terpasang tidak berpindah, dan tidak menjebak kotoran dengan cara yang sama seperti lapisan longgar. Karena terkurung, gesekan terjadi pada permukaan yang stabil, bukan membran yang bergeser. Stabilitas itu berarti lebih sedikit penghentian mendadak untuk mengejar cacat kosmetik semu. Dalam produksi 300 bagian, bahkan empat siklus pembersihan-dan-penyetelan ulang yang dihindari masing-masing 12 menit hampir satu jam waktu spindle yang dipulihkan—hipotetis, ya, tetapi setiap mandor tahu seberapa cepat “gangguan kecil” itu menumpuk.
Mesin press menghasilkan uang ketika ram bergerak di bawah kendali, bukan ketika kepala tim memoles baja keras untuk memperbaiki apa yang disebabkan oleh gulungan $40.
Aturan Penghemat Skrap: Jika perlindungan permukaan memaksa Anda menghentikan ram untuk memelihara perkakas, perlindungan itu menghabiskan lebih banyak biaya daripada yang dihemat.
Skrap terdengar keras. Pekerjaan ulang terdengar sunyi.
Dua puluh empat panel di $202 adalah $4.848 yang bisa Anda lingkari dengan tinta merah. Tapi bagaimana dengan dua jam yang dihabiskan seorang pembuat untuk menghaluskan tanda bahu samar pada stainless steel sikat, berharap arah seratnya menyamarkannya? Bagaimana dengan bagian yang lolos inspeksi tetapi memerlukan penanganan ekstra karena operator tidak mempercayai permukaannya?
Ketika sisipan mempertahankan geometri secara konsisten, penyimpangan sudut mengecil. Ketika penyimpangan sudut mengecil, penyetelan fit-up di tahap berikut menjadi lebih baik. Lebih sedikit penjepit. Lebih sedikit ketukan persuasi dengan palu karet. Penghematan terakumulasi di seluruh departemen yang bahkan tidak menyentuh mesin press.
Inilah bagian yang tidak kentara: perlindungan menentukan stabilitas geometri, dan stabilitas geometri menentukan jam tenaga kerja jauh melampaui proses tekukan. Biaya sebenarnya per tekukan mencakup tukang las yang tidak perlu melawan flange yang tidak sejajar dan penyelesai yang tidak harus menjelaskan goresan poles kepada manajer proyek.
“Tapi logika itu mengabaikan apa yang dilakukan oleh 60 ton gaya pada zona kontak 1/8 inci.” Tepat sekali. Gaya itu akan mendistorsi sisipan yang terkontrol dan memiliki peringkat dengan cara yang dapat diprediksi—atau menemukan titik terlemah dan meninggalkan tanda tangannya di bagianmu.
Aturan Penghemat Limbah: Lacak jam pengerjaan ulang yang terkait dengan ketidakkonsistenan tekukan dan kaitkan kembali dengan pilihan perlindungan permukaanmu.
Aluminium kosmetik dan baja tahan karat prafinishing seharusnya tidak terasa seperti berjudi.
Dengan film longgar, kamu harus memperhatikan kerutan, sobekan, dan pasir yang menempel di setiap siklus. Perlindungan bergantung pada kewaspadaan. Satu kali lupa memajukan gulungan dan tonjolan itu tercetak di panel cermin kelas $202 karena lapisan yang seharusnya melindunginya justru menjadi cacat.
Sisipan permanen mengubah kualitas hasil akhir dari kesadaran operator menjadi desain sistem. Permukaan kontaknya seragam, bebas tegangan, dan dapat diulang. Setelah kamu memvalidasi kombinasi tersebut—kekerasan sisipan, ketebalan, program tekukan, tonase—kamu dapat menjalankan material sensitif tanpa harus mengawasi setiap langkah. Sempurna menjadi dasar, bukan skenario terbaik.
Itu tidak berarti umur tak terbatas. Sisipan bisa aus. Mereka menekan seiring waktu. Paparan UV dapat membuat beberapa formulasi menguning jika kamu menyimpannya dengan buruk. Umur pakai harus ditentukan dalam siklus atau kriteria visual, bukan harapan kosong. Namun keausan yang terdefinisi bisa ditangani. Kegagalan film acak tidak bisa.
Kapan kita memutuskan bahwa kehilangan bagian jadi lebih murah daripada meningkatkan lapisan yang melindungi setiap tekukan
Bengkel yang memperlakukan urethane sebagai item daftar belanja akan terus mengejar goresan selamanya. Mereka yang memperlakukannya sebagai perkakas berperingkat beban mulai membuat anggaran berdasarkan siklus, toleransi, dan kimia—dan laporan limbah mereka menjadi membosankan.
Aturan Penghemat Limbah: Jadikan perlindungan permukaan sebagai aset perkakas yang ditentukan, diperiksa, dan dianggarkan—atau terus bayar untuknya dalam bentuk limbah yang tak terduga.


















