

Ich habe zugesehen, wie ein neuer Mitarbeiter aufs Pedal trat, als würde er Trauben zerstampfen. Ein Achtel Zoll Baustahl im V-Werkzeug, der Stößel kam mit Kraft herunter. Das Blech erreichte unter Last neunzig Grad. Der Stößel hob sich. Das Teil entspannte sich auf vierundneunzig.
Er sah die Maschine an, als hätte sie ihn belogen.
Diese vier Grad sind der Beginn der Illusion.
Für einen Anfänger ist es einfach: Der Stößel fährt herunter, das Metall biegt sich, Ende der Geschichte. Hydraulischer Druck rein, Winkel raus. Wie eine zerdrückte Getränkedose.
Aber Metall ist kein Schwamm. Es ist ein Gitter aus Kristallen, die sich dehnen, bevor sie nachgeben. Wenn du das Blech zum ersten Mal in das Werkzeug drückst, ist der Stahl noch elastisch – das heißt, er verhält sich wie eine Feder. Du kannst die Last entfernen, und er kehrt in seine flache Form zurück. Es ist noch nichts Dauerhaftes passiert.
Die Biegung wird erst bei einem ganz bestimmten Schwellenwert dauerhaft.

Stell dir vor, der Stößel fährt auf dasselbe 1/8-Zoll-Blech herab. Zuerst steigt der Widerstand gleichmäßig. Du biegst es nur elastisch. Dann, bei einer bestimmten Spannung – der Streckgrenze – beginnt die innere Struktur zu gleiten. Versetzungen bewegen sich. Das Metall hört auf, sich an “flach” zu erinnern.
Das ist plastische Verformung. Dauerhafte Veränderung.
Vor der Streckgrenze dehnst du nur eine Feder. Nach der Streckgrenze formst du sie um.
Hier ist der Teil, den die meisten Anfänger übersehen: Die Maschine kündigt diesen Moment nicht an. Es gibt kein Klicken, kein Lichtsignal. Du stellst die Tonnage anhand von Materialdicke, Werkzeugöffnung und Zugfestigkeit so ein, dass du genau diese Grenze überschreitest – ohne sie weit zu übertreffen.
Die „Tonnage-Falle“ besteht darin zu denken, mehr Druck bedeute bessere Biegungen. Über die Streckgrenze hinaus führt zusätzliche Kraft meist nur zur Durchbiegung von Maschine und Werkzeug, nicht zu einem besseren Winkel.
Narbengewebe: Ich habe Bediener gesehen, die Winkelabweichungen mit mehr Druck ausgleichen wollten und dabei den Stößel um einige Tausendstel verbogen haben – und sich dann wunderten, warum ihre langen Teile wellig herauskamen.
Wenn das Erreichen der Streckgrenze die Biegung dauerhaft macht, warum blieb die Neunzig-Grad-Biegung dann nicht bei neunzig?
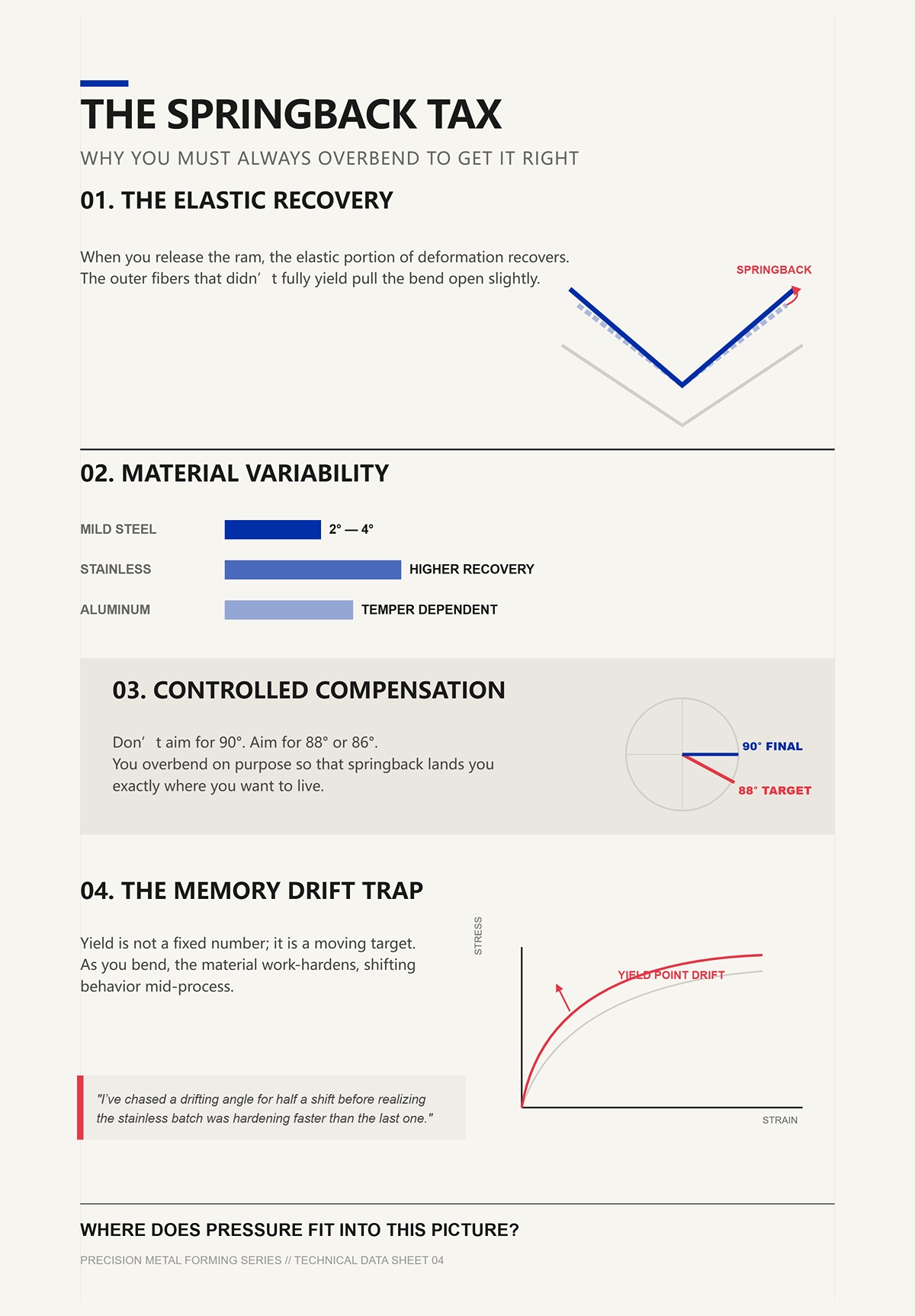
Wenn du den Stößel anhebst, erholt sich der elastische Anteil dieser Verformung. Die äußeren Fasern, die nicht vollständig plastisch verformt wurden, ziehen die Biegung leicht wieder auf. Das ist Rückfederung.
Bei Baustahl vielleicht zwei bis vier Grad beim Luftbiegen. Bei Edelstahl mehr. Bei Aluminium hängt es von der Härte ab.
Du zielst also nicht auf neunzig. Du zielst auf achtundachtzig, vielleicht sechsundachtzig, je nach Auftrag. Du überbiegst absichtlich, damit die Rückfederung dich genau dorthin bringt, wo du sein möchtest.
Das ist kein Ratespiel. Es ist kontrollierte Kompensation.
Und hier wird es interessant: Beim Biegen verfestigt sich das Material. Seine Streckgrenze steigt langsam an. Das Metall, mit dem du abschließt, ist nicht ganz dasselbe, mit dem du begonnen hast. Wenn du zu schnell arbeitest oder zu lange verweilst, veränderst du das Verhalten während des Prozesses.
Die Gedächtnisdrift-Falle besteht darin, anzunehmen, dass die Streckgrenze eine feste Zahl ist, statt ein sich bewegendes Ziel während der Formgebung.
Narbengewebe: Ich habe schon eine halbe Schicht lang einem driftenden Winkel nachgejagt, bevor mir klar wurde, dass die Edelstahlcharge schneller aushärtete als die vorherige.
Wenn der Winkel davon abhängt, wie tief du über die Streckgrenze hinaus drückst und wie viel Rückfederung du vorhersagst, wo passt der Druck tatsächlich in dieses Bild?
Nimm zwei Aufbauten. Dasselbe Blech. Dieselbe Maschine.
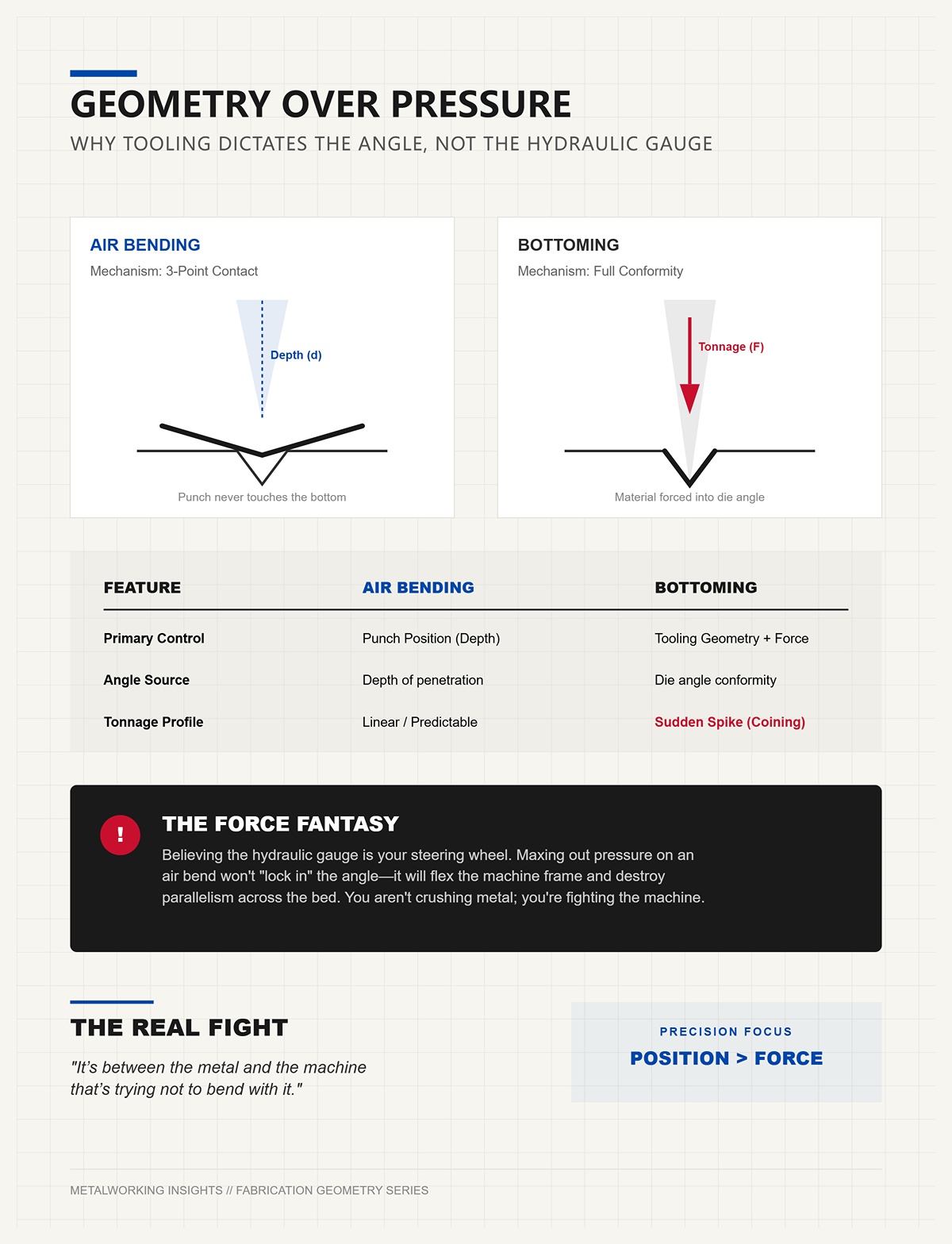
Beim Luftbiegen drückt der Stempel das Metall nie bis zum Boden der V-Matrize. Das Blech berührt die Stempelspitze und die Schultern der Matrize und bildet einen Drei-Punkt-Bogen. Der Endwinkel hängt davon ab, wie tief der Stempel in die Öffnung der Matrize eindringt. Ändert man die Tiefe um wenige Tausendstel, ändert sich der Winkel.
Der Druck bringt dich nur zur erforderlichen Tiefe. Die Geometrie bestimmt das Ergebnis.
Beim Gesenkbiegen drückst du das Blech fest in den Winkel der Matrize selbst. Jetzt dominiert der Werkzeugwinkel, und die Tonnage steigt stark an, weil du das Material prägst – du zwingst es zur Anpassung.
Siehst du die Verschiebung?
Luftbiegen dreht sich um Positionskontrolle. Gesenkbiegen stützt sich stärker auf Kraft. Aber auch dort steuerst du Streckgrenze und Rückfederung – du brichst das Metall nicht in Gehorsam.
Die Kraftillusion ist der Glaube, dass die Hydraulikanzeige dein Lenkrad ist. In Wirklichkeit sind Stempeltiefe und Werkzeuggeometrie das Entscheidende.
Narbengewebe: Ich habe Bediener gesehen, die beim Luftbiegen den Druck aufs Maximum erhöhten, in der Annahme, sie würden den Winkel “festsetzen”, nur um den Rahmen zu verbiegen und die Parallelität über das Bett zu verlieren.
Wenn der Winkel aus Geometrie und kontrollierter Überbiegung entsteht – nicht aus roher Tonnage – dann spielt sich der eigentliche Kampf nicht nur im Metall selbst ab.
Er spielt sich zwischen dem Metall und der Maschine ab, die versucht, sich nicht mitzubiegen.
| Aspekt | Luftbiegen | Bodenbiegen |
|---|---|---|
| Einrichtung | Dasselbe Blech und dieselbe Maschine als Vergleichsbasis | Dasselbe Blech und dieselbe Maschine als Vergleichsbasis |
| Kontaktmethode | Der Stempel berührt das Blech an drei Punkten (Stempelspitze und Matrizenschenkel) | Das Blech wird fest in den Matrizenwinkel getrieben |
| Wie der Winkel bestimmt wird | Bestimmt durch die Eindringtiefe des Stempels in die Matrizenöffnung | Hauptsächlich bestimmt durch den Werkzeug- (Matrizen-)Winkel |
| Rolle des Drucks | Druck erreicht nur die erforderliche Tiefe; die Geometrie bestimmt den Winkel | Die Tonnage steigt erheblich, um das Material in die Matrizenform zu pressen (Prägeeffekt) |
| Steuerungsprinzip | Positionsregelung (präzises Tiefenmanagement) | Stärkere Abhängigkeit von der Kraft, bei gleichzeitiger Kontrolle von Streckgrenze und Rückfederung |
| Empfindlichkeit | Kleine Tiefenänderungen (Tausendstel) beeinflussen den Winkel erheblich | Der Winkel wird von der Matrizen-Geometrie dominiert, sobald der Unteranschlag erreicht ist |
| Häufiges Missverständnis | Erhöhter Druck wird den Winkel “fixieren” | Kraft allein garantiert Präzision |
| Beobachtetes Risiko | Übermäßiger Druck kann den Maschinenrahmen verbiegen und die Parallelität des Maschinenbetts beeinflussen | Hohe Tonnage erhöht die Maschinenbelastung |
| Zentrale Erkenntnis | Der Winkel ergibt sich aus der Geometrie und der kontrollierten Überbiegung – nicht aus der reinen Tonnage | Selbst bei höherer Kraft bleiben Geometrie und Materialverhalten entscheidend |
| Zugspannung im Hintergrund | Gleichgewicht zwischen Metallverformung und Maschinensteifigkeit | Gleichgewicht zwischen Materialstreckgrenze und strukturellen Grenzen der Maschine |
An meiner alten 10-Fuß-Abkantpresse konnte ich einen 3-Fuß-Halter exakt biegen und denselben Winkel bei 9 Fuß um ein Grad verfehlen, ohne das Programm zu berühren. Gleiches Material. Gleiches Werkzeug. Gleiche Zieltiefe.
Wenn die Geometrie den Winkel bestimmt und die Tiefe die Geometrie festlegt, wie schleicht sich dann die Maschinendurchbiegung ein und stiehlt die Genauigkeit?
Weil die Tiefe nicht das ist, was auf dem Bildschirm steht. Sie ist dort, wo der Stempel tatsächlich unter Last auftrifft – nachdem sich der Rahmen gedehnt, der Stößel durchgebogen hat und das Antriebssystem die Kraftzufuhr beendet. Zwei Maschinen können beide das “100-Tonnen”-Abzeichen tragen. Aber diejenige, die nicht kontrollieren kann, wie die Kraft ankommt, ansteigt und stoppt, wird niemals dieselbe Stempeltiefe über das gesamte Bett halten. Und wenn die Tiefe um wenige Tausendstel abweicht, driftet der Winkel mit.
Wenn wir also fragen “Wie stark?”, fragen wir in Wirklichkeit: Wie erzeugt diese Maschine Kraft, und wie genau kann sie dort stoppen, wo die Geometrie es verlangt?
Verschiedene Antriebssysteme beantworten diese Frage auf fünf sehr unterschiedliche Arten.
Ich habe an einer Schwungradmaschine gelernt, die sich wie ein Güterzug anhörte. Große rotierende Masse oben, Kupplung greift, Kurbelwelle wandelt Drehung in vertikale Bewegung des Stößels um. Sobald die Kupplung greift, kommt der Stößel herunter. Punkt.
So funktioniert der Mechanismus. Eine mechanische Presse speichert Energie in einem rotierenden Schwungrad. Wenn du die Kupplung betätigst, wird diese gespeicherte kinetische Energie durch eine Kurbelverbindung abgegeben. Die Kraft erreicht ihr Maximum in der Nähe des unteren Totpunkts – also am Ende des Hubs. Davor steigt die Tonnage, ist aber noch nicht am Maximum.
Die Form dieser Kraftkurve ist entscheidend.
Beim Luftbiegen interessieren wir uns für Position. Aber eine mechanische Presse wird durch die Geometrie der Kurbel bestimmt, nicht durch einen fein abgestuften Hydraulikfluss. Du kannst das letzte Tausendstel nicht leicht ausgleichen. Der Stößel will durch den unteren Totpunkt hindurch, weil die Verbindung sich noch bewegt. Deshalb musst du die Kupplung betätigen, die Bremse lösen und hoffen, dass die Trägheit dich nicht tiefer trägt als geplant.
Darum sind sie schnell. Die Hubfrequenzen können hoch sein, weil du nicht darauf wartest, dass Öl sich bewegt. Aber genau diese Trägheit ist die Falle des Präzisionsdrifts. Sobald Energie im System ist, kannst du sie nicht sanft ableiten – du musst sie stoppen.
Narbengewebe: Ich habe gesehen, wie ein langes Teil eine Wölbung erhielt, weil die Mitte des Stößels die Spitzentonnage einen winzigen Moment früher im Hub erreichte als die Enden, und es keine Mikroverstellung gab, um dies während des Schlages zu korrigieren.
Mechanische Pressen belohnen Wiederholungen bei kurzen Serien mit festen Rüstungen. Aber wenn sich die Blechdicke um ein paar Tausendstel verändert oder man über acht Fuß eine halbe Grad-Toleranz einhalten muss, wird die Frage unangenehm:
Wie kann man die Tiefe “unterlegen”, wenn die Bewegung der Maschine an ein rotierendes Schwungrad gekoppelt ist?
Als ich zum ersten Mal ein halbzölliges Blech auf einer modernen hydraulischen Abkantpresse gebogen habe, beobachtete ich, wie das Manometer gleichmäßig anstieg, während der Stößel nach unten fuhr. Kein Drama. Nur kontrollierter Druck.
Hydraulik erzeugt Kraft, indem Öl in Zylindern unter Druck gesetzt wird. Druck mal Kolbenfläche ergibt Kraft. Einfache Mathematik. Die Schönheit liegt in der Kontrolle: Proportionalventile dosieren den Durchfluss, Servoventile verfeinern ihn, und man kann den Stößel auf den letzten Millimetern auf Kriechgeschwindigkeit verlangsamen. Das bedeutet, man kann die Tiefe mit echter Präzision einstellen.
Und unter Dauerbelastung glänzt die Hydraulik. Dauerhafte hohe Tonnage bei dicken Blechen ist ihr Heimspiel, weil der Druck gleichmäßig aufrechterhalten werden kann, ohne auf gespeicherte kinetische Energie angewiesen zu sein. Der Rahmen biegt sich zwar immer noch, ja – aber das System kann verweilen, halten und kompensieren.
Hier beginnt der leise Kampf.
Öl komprimiert sich leicht. Schläuche dehnen sich. Dichtungen geben nach. Unter hoher Last, besonders über lange Arbeitsflächen, müssen die beiden Zylinder synchron bleiben. Wenn Y1 und Y2 (linker und rechter Zylinder) auch nur um ein paar Tausendstel abweichen, kippt der Stößel. Nun ist die Stempeltiefe nicht mehr parallel.
Elektrohydraulische CNC-Systeme schließen diesen Regelkreis mit Linearmaßstäben, die jede Seite unabhängig messen. Ältere Torsionsstangensysteme koppeln beide Seiten mechanisch; wenn eine Seite unter Last nachhinkt, verdreht sich die Stange und versucht, das auszugleichen.
Das ist die Parallelitätsillusion: die Annahme, dass gleicher Druck gleiche Position bedeutet. Druck ist Kraft. Position ist Geometrie. Sie sind nicht dasselbe.
Narbengewebe: Ich habe einmal eine Verjüngung in einer 10-Fuß-Edelstahlplatte verfolgt, nur um festzustellen, dass ein Zylinder unter Spitzenlast um drei Tausendstel vorlief – unsichtbar auf dem Manometer, aber deutlich im Winkel.
Hydraulik bleibt dominant, weil sie sowohl erhebliche Kraft erzeugen als auch fein modulieren kann. Ihre Präzision hängt jedoch davon ab, wie gut die Maschine Verformungen in Echtzeit misst und korrigiert.
Wenn uns also Öl Muskelkraft mit kontrollierter Bewegung verleiht – was passiert, wenn wir das Öl ganz weglassen?
Ich besuchte eine Werkstatt, die eine kleine 22-Tonnen-Servoelektro-Abkantpresse betrieb – Kugelgewindetriebe, angetrieben von Servomotoren, keine Hydraulikeinheit, die im Hintergrund summte. Sie bogen dünne Edelstahlgehäuse, weniger als einen Meter lang. Angegebene Wiederholgenauigkeit im Mikrometerbereich.
Mechanisch ist das sauber. Ein Servomotor dreht eine Kugelspindel – eine Gewindestange mit umlaufenden Kugellagern, die Drehbewegung mit sehr hoher Effizienz in lineare Bewegung umwandeln. Die Position wird über Encoder direkt am Motor oder an der Spindel erfasst. Wenn die Steuerung „Stopp“ sagt, stoppt der Motor. Kein komprimierendes Öl. Keine Ventilverzögerung.
Bei kurzen Teilen und dünnem Material ist diese Direktantriebs-Positionssteuerung präzise wie ein chirurgisches Instrument. Man kann Zustellgeschwindigkeit, Biegeschwindigkeit und Rücklauf unabhängig programmieren. Der Energieverbrauch sinkt, da der Motor nur während der Bewegung Strom zieht.
Aber hier werden die Werbeplakate dünn.
Kugelgewindetriebe haben Belastungsgrenzen. Unter hoher Tonnage dehnen sie sich mikroskopisch. Der Rahmen biegt sich immer noch. Und die dynamische Reaktion unter dickem Material kann gegenüber Hydrauliksystemen, die für anhaltenden Hochdruck ausgelegt sind, hinterherhinken. Einige Vergleiche haben gezeigt, dass elektrische Systeme bei dicken, hochbelasteten Arbeiten an Boden verlieren, wo Druckstabilität unter Last wichtiger ist als Leerlaufeffizienz.
Die Effizienz-Heiligenscheinfalle besteht darin zu glauben, dass leiser und sauberer automatisch in jedem Szenario genauer bedeutet. Genauigkeit unter Last hängt von Steifigkeit und Rückmeldung ab, nicht nur vom Motortyp.
Narbengewebe: Ich habe erlebt, dass eine Werkstatt eine elektrische Bremse für Energieeinsparungen gekauft hat und dann ihre dickeren Arbeiten ausgelagert hat, weil die Maschine einfach nicht dafür gebaut war, bei dieser Belastung die Tiefe zu halten.
Servo-elektrische Systeme sind brillante Skalpelle. Hydrauliksysteme sind kontrollierte Hämmer. Welches Werkzeug man wählt, bestimmt, wie man gegen Durchbiegung kämpft – und wie viel man realistisch neutralisieren kann.
Wo passt also Druckluft in dieses Orchester?
Ich habe pneumatische Bremsen nur bei dünnen Aluminiumplatten und leichten Halterungen vertraut. Sie sind schnell. Sie sind leise. Und ihnen geht schnell die Luft aus.
Druckluft treibt Zylinder ähnlich wie Hydraulik an, aber Luft ist stark kompressibel. Das bedeutet, dass sich das System unter Last wie eine Feder verhält. Mit zunehmendem Widerstand wird die Luft stärker komprimiert, bevor die volle Kraft auf den Stößel übertragen wird.
Für leichte Arbeiten ist diese Federwirkung nicht tödlich. Tatsächlich können die Zykluszeiten schnell sein, weil das System einfach und schnell beweglich ist. Bei dünnem Blech, wo die erforderliche Tonnage gering ist, kann die Pneumatik in Bezug auf reine Geschwindigkeit schwerere Hydrauliksysteme übertreffen.
Jetzt leg mal ein Viertelzoll-Stahl darunter.
Die erforderliche Tonnage steigt mit der Dicke und der V-Matrizenbreite stark an. Die Luft komprimiert sich weiter. Die Steuerung wird schwammig. Die Tiefe wird schwieriger präzise zu stoppen, weil das Medium selbst elastisch ist.
Aber Metall ist kein Schwamm. Luft schon.
Diese Fehlanpassung ist die „Compliance-Kaskade“: ein elastisches Antriebssystem, das elastisches Material antreibt, während der Rahmen dazwischen nachgibt. Man stapelt Federn und hofft auf Präzision.
Narbengewebe: Ich habe gesehen, wie eine pneumatische Einheit auf halbem Weg durch einen dickeren Bogen stehen blieb, der Druck auf Maximum, der Stößel unter der Zieltiefe – die Maschine konnte einfach die geforderte Kraftgeometrie nicht liefern.
Pneumatiken haben ihre Daseinsberechtigung. Tritt man aus dieser Bahn heraus, gewinnt die Durchbiegung, bevor man überhaupt die Streckgrenze erreicht.
Selbst wenn wir also den “richtigen” Muskel wählen, gibt es immer noch ein Gehirn dahinter – oder manchmal kaum eines.
Ich habe einmal an einer NC-Torsionsstangenpresse gearbeitet, bei der man eine einzelne Y-Tiefe programmierte. Beide Zylinder folgten gemeinsam, mechanisch miteinander verbunden. Wenn sich der Rahmen bei einem langen, schweren Bogen durchbog, kompensierte man, indem man die Tiefe anpasste und vielleicht manuell eine Bombierung hinzufügte.
Man steuerte eine Bewegung.
Moderne CNC-elektrohydraulische Systeme messen Y1 und Y2 unabhängig voneinander mit linearen Messstäben, die in der Nähe des Stößels montiert sind. Der Controller vergleicht die Soll-Position mit der Ist-Position tausendfach pro Sekunde und justiert die Ventile, um beide Seiten unter Last synchron zu halten.
Das ist das Programmieren eines Ergebnisses.
Der Unterschied zeigt sich bei langen Teilen. Bei NC-Torsionssystemen wird, wenn eine Seite aufgrund ungleichmäßiger Belastung oder Rahmenverwindung nachhinkt, der Fehler durch die Torsionsstange gemittelt. Bei vollwertiger CNC wird jede Seite in Echtzeit korrigiert. Winkelprogrammierung kann kleine Abweichungen bei NC kaschieren, aber das ist nur ein Workaround – keine echte Parallelsteuerung.
Die „Halfway House Trap“ besteht darin zu glauben, dass servoangetriebene Hinteranschläge und digitale Anzeigen automatisch eine vollständige Achssynchronisation bedeuten. Ohne unabhängige Y1/Y2-Rückmeldung vertraust du dem Maschinenrahmen immer noch mehr, als du solltest.
Narbengewebe: Ich habe Werkstätten gesehen, die versuchten, die Winkelkonstanz zu halten, indem sie die Positionen des Hinteranschlags verstellten, obwohl der eigentliche Übeltäter unsynchronisierte Stößelbewegungen unter Last waren.
Zwei Maschinen können beide 100 Tonnen angeben. Eine liefert sie mit einem rotierenden Schwungrad, eine mit unter Druck stehendem Öl, eine mit Kugelgewindetrieben, eine mit Druckluft. Eine misst beide Seiten des Stößels und korrigiert während des Biegens; eine andere nimmt Symmetrie an und hofft.
Wenn der Winkel aus Geometrie und kontrolliertem Überbiegen entsteht – und nicht aus reiner Tonnage –, dann geht es beim Antriebssystem nicht nur darum, “wie stark”.”
Es geht darum, wie präzise du anhalten, halten und diese Kraft perfekt parallel aufrechterhalten kannst, wenn es laut wird.
Und selbst mit dem besten Antrieb der Welt versucht sich der Rahmen immer noch zu verbiegen.
Stell dir einen 10-Fuß-Streifen aus 1/4-Zoll-A36 vor, quer über das Maschinenbett gelegt. Du hast die Tonnagentabelle eingestellt. Die Zylinder sind synchronisiert. Der Controller zeigt auf beiden Seiten ein exaktes Niveau bis auf wenige Mikrometer an. Du drückst das Pedal, und das Blech erreicht unter Last genau neunzig Grad.
Dann überprüfst du es.
Neunzig in der Mitte. Achtundachtzig und ein bisschen an beiden Enden.
Nichts hat “Druck verloren”. Nichts ist verrutscht. Bewegt hat sich die Maschine selbst. Unter Volllast haben sich Stößel und Bett durchgebogen – mikroskopisch – sodass der Stempel in der Mitte tiefer eindrang als an den Enden. Das Antriebssystem hat genau das getan, was es sollte. Die Struktur hat diese Kraft jedoch ungleichmäßig über ihre Länge verteilt. Wenn der Winkel aus Geometrie und kontrolliertem Überbiegen entsteht – und nicht aus reiner Tonnage –, dann findet der eigentliche Kampf nicht nur im Metall statt.
Er spielt sich über zehn Fuß Stahl ab, der sich wie eine gespannte Stimmgabel verhält.
Eine Verdoppelung der Materialdicke verdoppelt nicht nur die Tonnage; beim Luftbiegen vervierfacht sie sich in etwa, weil die erforderliche Kraft mit dem Quadrat der Dicke steigt. Bearbeitest du 1/8-Zoll-Mildstahl, bist du im Komfortbereich. Wechselst du zum gleichen V-Prisma auf 1/4-Zoll, steigt deine Last rapide. Diese höhere Last drückt stärker gegen den Rahmenhals und die Bettmitte, wo die Spannweite am größten ist. Die Durchbiegung nimmt nichtlinear zu, aber deine angegebene “200 Tonnen”-Bewertung hat sich nicht geändert. Die Nennlast ist eine Obergrenze. Parallelität ist ein bewegliches Ziel.
Narbengewebe: Ich habe gesehen, wie eine Werkstatt Materialschwankungen für eine 2-Grad-Verjüngung verantwortlich machte, die nichts anderes war als eine ungemessene Durchbiegung in der Mitte der Spannweite.
Selbst wenn deine Kraft präzise und deine Tiefe exakt ist – wie hältst du den Stößel wirklich waagerecht, wenn sich die Last über das Bett hinweg verschiebt?
Biege eine kurze Halterung nur auf der linken Seite. Jetzt ist die Last exzentrisch – außermittig. Der linke Zylinder erfährt höheren Widerstand; die rechte Seite läuft größtenteils im Leerlauf. Bei einer älteren Maschine mit Torsionswelle zwingt die mechanische Kopplung beide Seiten zur gemeinsamen Bewegung und gleicht den Fehler aus. Die schwere Seite will nachhinken; die leichte will vorlaufen. Die Welle teilt die Differenz.
Du erhältst eine parallele Bewegung. Du erhältst keine gleiche Kraft.
Moderne CNC-Abkantpressen lesen Y1 und Y2 unabhängig voneinander über Linearmaßstäbe, die in der Nähe des Stößels montiert sind. Der Controller vergleicht Soll- und Ist-Position tausendfach pro Sekunde und regelt jedes Ventil separat nach. Wenn die linke Seite unter höherer Last absinkt, speist das System dort mehr Druck ein, um die Positionen abzugleichen.
Klingt nach einem Sieg.
Aber hier liegt der Haken: Wenn die Dicke sprunghaft zunimmt oder die Matrizenbreite schrumpft, steigt die Tonnage stark an. Sinkt die V-Öffnung unter ungefähr das Sechsfache der Materialdicke, steigt die erforderliche Kraft schnell – zusammen mit Oberflächenmarkierungen und unvorhersehbarer Spannungsverteilung. Nun arbeitet das Korrektursystem härter, erhöht den Druck auf einer Seite, um die Parallelität zu erreichen. Sie haben ein Tauziehen zwischen Synchronisation und struktureller Steifigkeit geschaffen.
Die Synchronisationsfalle besteht darin zu glauben, dass gleiche Position immer gleichen Winkel bedeutet. Wenn sich der Rahmen unter asymmetrischer Belastung leicht verdreht, kann der Stößel numerisch parallel sein, während die Aufspannfläche des Tisches keine gleichmäßige Reaktionsfläche bietet.
Narbengewebe: Ich habe erlebt, wie Bediener eine Stunde lang Y1/Y2-Offsets nachjustierten, obwohl der eigentliche Übeltäter eine schmale Matrize war, die stillschweigend eine Seite des Rahmens überlastete.
Also selbst wenn wir den Stößel seitlich ausgleichen, warum erzeugt ein perfekt gerader Tisch immer noch eine gekrümmte Biegung bei langen Teilen?
Nehmen Sie dieselbe 10-Fuß-Biegung, diesmal zentriert. Beide Zylinder ausbalanciert. Keine exzentrische Last. Bevor Sie das Pedal berühren, ist der Tisch innerhalb der Fertigungstoleranz gerade.
Unter Last bleibt er nicht so.
Der Stempel drückt in der Mitte der Spannweite nach unten, und der Tisch biegt sich dort nach unten, während die Seitenrahmen Widerstand leisten. Der Stößel, der die gleiche Breite überspannt, wölbt sich an seinen Enden leicht nach oben. Zusammen erzeugen sie ein Lückenmuster: tiefste Eindringung in der Mitte, flacher an den Enden. Das Ergebnis ist ein engerer Winkel in der Mitte, weiter geöffnet an den Enden.
Ironischerweise gilt: Je gerader Ihr Tisch im Ruhezustand ist, desto vorhersehbarer wird die Durchbiegung unter Last – und desto stärker müssen Sie sie bewusst ausgleichen.
Hier kommt die Krönung ins Spiel. Mechanische oder hydraulische Krönungssysteme erzeugen vor dem Auftreten der Last einen kontrollierten Aufwärtsbogen im Tisch. Sie biegen die Maschine im Voraus gegen die erwartete Durchbiegungskurve. Richtig eingestellt, und wenn die volle Tonnage wirkt, wird der Tisch unter Druck abgeflacht, was die Kraft gleichmäßig über die Länge verteilt.
Sie stimmen das Instrument, bevor die Musik beginnt.
Wird es falsch gemacht – zu wenig Krönung – schließt sich die Mitte immer noch zu stark. Zu viel, und die Enden überbiegen. Da die Tonnage mit dem Quadrat der Dicke skaliert, erfordert ein Materialwechsel von 3 mm auf 6 mm nicht nur mehr Kraft, sondern eine andere Ausgleichskurve. Krönung ist keine einmalige Einrichtung. Es ist eine laufende Anpassung, die an Geometrie, Matrizenbreite und Materialstreckgrenze gekoppelt ist.
Narbengewebe: Ich habe gesehen, wie eine Mannschaft den ganzen Vormittag perfekte Winkel erzielte, nach dem Mittagessen auf dickeres Material umstieg und den Nachmittag damit verbrachte, den Bediener zu beschuldigen – obwohl sich nur die Durchbiegungskurve geändert hatte.
Das führt uns zur unbequemen Wahrheit: Jahrzehntelang kompensierten Bediener durch Gefühl und Probeläufe. Jetzt versprechen Maschinen, für Sie zu denken.
Moderne Systeme messen die Stößelposition mit linearen Encodern und schätzen in einigen Fällen die Last über Drucksensoren. Der Controller greift auf eine Materialbibliothek zu – Dicke, Zugfestigkeit, Matrizenöffnung – und berechnet die erwartete Durchbiegung. Dann stellt er Krönung und Stößeltiefe während des Hubs automatisch ein.
Sie steuern nicht nur die Tiefe. Sie programmieren ein vorhersehbares elastisches Ereignis.
Bei Elektrohydraulik-Designs mit Abwärtsbewegung erfolgt die Synchronisation kontinuierlich, während sich der Stößel dem unteren Totpunkt nähert. Die Maschine kann verlangsamen, Y1/Y2-Abweichungen korrigieren und dynamische Krönung auf Basis von Echtzeitdaten anwenden. Richtig gemacht, schrumpfen Winkelabweichungen über lange Biegungen im Vergleich zu manuellen Maschinen erheblich.
Aber Sensoren versteifen keinen Stahl.
Fehlt dem Rahmen die Steifigkeit, erhöht die elektronische Korrektur den lokalen Druck zur Positionshaltung, was die strukturelle Belastung andernorts vertiefen kann. Die JEELIX-Abwärtsbewegungssysteme verbessern die Parallelität, ja – aber sie erfordern auch eine genaue Tonnageüberwachung, da die Kompensation selbst die Kraft neu verteilt. Sie lösen einen Fehlervektor, während Sie einen anderen belasten.
Die Automatisierungs-Halo-Falle nimmt an, dass Software die Physik aufhebt. Sie modelliert sie nur – und nur so gut, wie Ihre Eingabedaten der Realität entsprechen.
Narbengewebe: Ich habe gesehen, wie Winkelsensoren monatelang ein sich einschleichendes Problem mit der Rahmenermüdung überdecken, bis eines Tages die Kompensation ihren Hub erreicht hatte und die Verjüngung mit Zähnen zurückkam.
Wir haben also den Stößeldrift neutralisiert, das Bett gegen sein eigenes Durchhängen vorgebogen und die Elektronik die letzten Mikrometer nachtrimmen lassen. Was bleibt, ist das tägliche Handwerk: Werkzeugeverhältnisse wählen, die die Tonnage nicht in die Höhe treiben; Hinteranschläge einstellen, die Teile unter asymmetrischer Belastung nicht verdrehen; und den Hub so steuern, dass die Überbiegung mit der tatsächlichen Rückfederung übereinstimmt – nicht mit Katalogwerten.
Hier entscheidet sich, ob die Durchbiegungstheorie den Kontakt mit dem Werkstattboden überlebt oder unter ihren eigenen Annahmen zusammenbricht.
Stellen Sie sich einen 10 Fuß langen Streifen aus 1/8 Zoll Baustahl auf dem Bett vor. Sie haben die Maschine für die Last gekrönt. Die Materialbibliothek ist eingestellt. Der Bildschirm zeigt 92 Tonnen.
Sie treten aufs Pedal.
Das Blech erreicht unter Last neunzig Grad.
Und wenn der Stößel wieder hochkommt, entspannt es sich auf vierundneunzig Grad.
Diese vier Grad sind kein Fehler. Es ist Rückfederung – elastische Erholung, nachdem die Last weg ist. Aber Metall ist kein Schwamm. Es federt nicht zufällig zurück. Es gibt gespeicherte elastische Spannung frei, basierend auf Dicke, Gesenkbreite und Streckgrenze. Wenn der Winkel aus Geometrie und kontrollierter Überbiegung entsteht – nicht aus roher Tonnage –, dann spielt sich der eigentliche Kampf nicht nur im Metall selbst ab, sondern darin, wie Sie den Aufbau so sequenzieren, dass Maschine, Werkzeug und Material gleichzeitig auf denselben Wert kommen.
So machen Sie das tatsächlich.
Beginnen Sie mit dem Gesenk, nicht mit der Tonnagetabelle.
Nehmen Sie denselben Baustahl mit 1/8 Zoll Dicke – also 0,125 Zoll. Eine gängige Faustregel besagt, dass die V-Öffnung etwa das Achtfache der Dicke beträgt. Das ergibt ein 1-Zoll-Gesenk. Setzen Sie das in die Standardformel für Luftbiegen ein, und Sie landen irgendwo bei 14–15 Tonnen pro Fuß. Über die 10 Fuß Länge ergibt das rund 150 Tonnen.
Nun halbieren Sie die Gesenköffnung auf 0,5 Zoll. Gleiches Material. Gleiche Länge. Die erforderliche Kraft verdoppelt sich nahezu, da die Tonnage umgekehrt proportional zur Gesenkbreite ist. Sie haben das Teil nicht verändert. Sie haben die Geometrie verändert. Und der Rahmen biegt sich nun bei demselben Auftrag stärker durch.
Die Geometrie-Falle besteht darin zu denken, engere Gesenke bedeuten höhere Genauigkeit. Was sie wirklich bedeuten, ist höhere Last und mehr Durchbiegung, die neutralisiert werden muss.
Narbengewebe: Ich habe gesehen, wie Bediener einer zweigradigen Verjüngung nachjagten, die in dem Moment entstand, als sie auf ein schmales Gesenk “für Präzision” wechselten.”
Das Gesenk bestimmt den Innenradius – etwa 16 Prozent der V-Öffnung beim Luftbiegen. Dieser Radius legt fest, wie stark sich die äußeren Fasern dehnen und wie viel elastische Spannung Sie speichern. Kleinerer Radius, mehr gespeicherte Energie, mehr Rückfederung, die kompensiert werden muss. Sie “erzwingen” kein 90. Sie überbiegen auf 86 oder 88 unter Last, damit es sich nach dem Entlasten auf 90 entspannt.
Diese Überbiegung ist geometriegetrieben, nicht ego-getrieben.
Das Prägen scheint eine Abkürzung zu sein. Sie drücken den Stempel hart ins Gesenk, überschreiten die Streckgrenze über die gesamte Dicke, und die Rückfederung verschwindet nahezu, weil Sie das Material plastisch so weit gequetscht haben, dass es dem Werkzeug entspricht. Aber das Prägen vervielfacht die Tonnage um das Drei- bis Fünffache gegenüber dem Luftbiegen. Der Maschinenrahmen, der Stößel, die Bolzen – alles bekommt diese Lastspitzen zu spüren. Vibrationen schleichen sich ein. Notabschaltungen werden ausgelöst.
Du hast elastische Ungewissheit gegen strukturelle Spannung eingetauscht.
Der erste Keil in diesem dreifachen Argument ist also die Werkzeuggeometrie. Wähle ein Gesenk, das breit genug ist, um die Tonnage – und damit die Durchbiegung – in einem kontrollierbaren Bereich zu halten. Wähle einen Stempelradius, der dem gewünschten Innenradius entspricht, ohne die äußeren Fasern zu stark zu dehnen. Analysiere den Metallfluss, bevor du jemals das Pedal betätigst.
Dann fragst du: Wenn die Geometrie die Biegelinie definiert, wie stellst du sicher, dass jedes Teil tatsächlich auf derselben Linie landet?
Ich habe einmal beobachtet, wie ein neuer Mitarbeiter eine Charge Halterungen bearbeitete. Die Winkel waren absolut konstant. Die Längen nicht. Einige Flansche wichen um 0,020 Zoll ab. Er stellte ständig die Tiefe nach, überzeugt, dass der Stößel wanderte.
War er nicht.
Die Finger des Hinteranschlags waren leicht nicht parallel – ein paar Tausendstel über die gesamte Spannweite. Als das Blech dagegengelegt wurde, verdrehte es sich mikroskopisch, noch bevor der Stempel es berührte. Die Maschine bog genau dort, wo sie sollte. Das Teil saß nur nicht rechtwinklig.
Hinteranschläge sind lineare Positioniersysteme – typischerweise Kugelgewindespindeln oder riemengetriebene Servos, die auf wenige Mikrometer auflösen. Sie bestimmen nicht nur die Flanschlänge. Sie definieren, wo die neutrale Achse der Biegung relativ zur Werkzeugmitte beginnt. Wenn ein Finger beim 10-Fuß-Teil 0,003 Zoll vor dem anderen liegt, hast du eine Diagonale ins Setup eingebaut.
Die Maschine wird diese Diagonale zuverlässig biegen.
Die Ausrichtungsfalle besteht darin, anzunehmen, dass eine digitale Anzeige physische Wahrheit bedeutet. Encoder melden die Spindelposition, nicht, ob die Finger unter Last in einer Ebene liegen.
Narbengewebe: Ich habe schon perfekte Y1/Y2-Synchronisation für konische Teile verantwortlich gemacht gesehen, obwohl der wahre Übeltäter eine mit Spänen verstopfte Hinteranschlagschiene war.
Bei langen Teilen stützt du das Blech so, dass es durch die Schwerkraft nicht von den Fingern absackt. Bei asymmetrischen Teilen positionierst du die Anschläge um, um zu vermeiden, dass das Material zur Seite gedrückt wird, wenn der Stößel herabfährt. Jeder Kontaktpunkt ist ein Hebelarm, der das Rohteil verdrehen kann, bevor die Umformung beginnt.
Parallelität betrifft nicht nur Stößel und Bett. Es geht darum, wie das Werkstück in den Kampf eintritt.
Also ist die Geometrie festgelegt, das Rohteil sitzt rechtwinklig. Jetzt kommt der Moment, der mechanische Bremsen von gesteuerten Systemen trennt: wie der Hub entscheidet, wann genug genug ist.
Bei einer modernen elektrohydraulischen Abkantpresse sitzen lineare Encoder an jedem Seitenrahmen und messen die tatsächliche Stößelposition, nicht nur die Zylinderbewegung. Drucksensoren erfassen die hydraulische Last. Der Controller vergleicht die Solltiefe tausendfach während des Abwärtshubs mit dem Echtzeit-Feedback.
Er rät nicht. Er korrigiert.
Wenn der Stempel das Blech berührt, steigt die Last stark an. Der Rahmen beginnt sich zu dehnen – ja, zu dehnen – um einige Tausendstel. Diese Dehnung bedeutet, dass der Stößel in Bezug auf die Zylinder auf der programmierten Tiefe sein kann, aber noch nicht in Bezug auf das Bett. Der Controller erhöht den Druck weiter, bis das Encoder-Feedback besagt, dass die befohlene Position unter Last erreicht wurde.
Deshalb kann es sein, dass eine Biegung 0,010 Zoll tiefere Eindringung unter Volllast erfordert, als der unbelastete Ansatz vermuten ließ.
Narbengewebe: Ich habe Maschinen gemessen, die im Ruhezustand 0,006 Zoll höher waren als bei einem 120-Tonnen-Schlag. Stahl bewegt sich. Immer.
Mechanische Abkantpressen “fühlen” das nicht. Eine Kurbelwelle treibt den Stößel zu einem festen unteren Totpunkt. Wenn sich die Durchbiegung mit Material oder Länge ändert, bleibt nur die manuelle Nachkorrektur im Nachhinein. Hydraulische und servoelektrische Systeme korrigieren die Tiefe dynamisch, aber sie bleiben trotzdem innerhalb der Steifigkeit des Rahmens. Wenn die erforderliche Kraft sich verdoppelt, weil du die Biegelänge verdoppelt hast, verdoppelt sich auch die Durchbiegung. Der Controller kompensiert innerhalb seiner Hubgrenzen – er macht den C-Rahmen nicht dicker.
Die Falle der Überheblichkeit besteht darin zu glauben, dass, weil die meisten Biegungen gelingen, das Drama vorbei ist. Moderne Rückmeldesysteme haben den Balanceakt zur Routine gemacht, aber nicht überflüssig. Achtzig Prozent der Produktionsteile gelingen, weil der Bediener der Maschine ehrliche Geometriedaten, realistische Materialdaten und eine Matrizenwahl gab, die die Tonnage innerhalb des elastischen Komfortbereichs der Maschine hielt.
Wenn alle drei übereinstimmen – Werkzeuggeometrie, Materialverhalten und Stößelposition –, landet der Winkel über die gesamte Länge hinweg auf wenige Tausendstel genau.
Du hast es nicht mit Gewalt bezwungen.
Du hast ein langes, schweres Stahlinstrument unter Spannung gestimmt, bis der Ton klar erklang.
Das wirft eine andere Frage auf: Wenn das Bedienen einer Abkantpresse wirklich von Abstimmung und Rückmeldung abhängt, warum sprechen wir dann immer noch so über sie, als wären sie nur große Kraftzahlen auf einem Datenblatt?
Geh durch einen beliebigen Ausstellungsraum für Ausrüstung, und die erste Zahl, die sie dir unter die Nase halten, ist die Tonnage. Zweihundert Tonnen. Dreihundert. Größer muss besser sein.
Das liegt daran, dass sich Tonnage leicht auf einen Aufkleber drucken und einfach zwischen Marken vergleichen lässt. Regelbandbreite, Encoderauflösung, Y1/Y2-Synchronisationsgenauigkeit unter asymmetrischer Belastung – das passt nicht auf ein Verkaufsschild. Kraft ist sichtbar. Parallelität unter Last ist es nicht.
Wenn der Winkel aus Geometrie und kontrollierter Überbiegung – nicht aus roher Tonnage – entsteht, dann findet der eigentliche Kampf nicht nur im Metall statt. Er spielt sich in einem langen, flexiblen Rahmen ab, der sich jedes Mal dehnt, verdreht und zurückverformt, wenn du das Pedal betätigst. Das Blech erreichte unter Last neunzig Grad, und die Maschine war Teil dieses Lastpfads. Die Presse ist eine kontrollierte elastische Struktur, keine Betonwand.
Aber Metall ist kein Schwamm.
Du kannst es nicht einfach mit mehr Druck tränken und erwarten, dass Genauigkeit herausläuft. Ab einem gewissen Punkt schärft zusätzliche Tonnage die Kontrolle nicht, sie vergrößert die Durchbiegung. Der Anfängerfehler – die Zermalmer-Falle – ist, zu glauben, Überkapazität bedeute Überpräzision. In Wirklichkeit ist Überdimensionierung ohne Kontrolle wie ein größerer Motor in einem Lkw mit lockerer Lenkung. Du bewegst mehr Kraft, aber du fährst nicht gerader.
Wenn also Tonnage nicht der Nordstern ist – was dann?
Beginne, die Tonnage als Obergrenze zu behandeln, nicht als Ziel.
Du berechnest die erforderliche Kraft aus Materialdicke, Matrizenbreite und Biegelänge. Das ist einfache Werkstattmathematik. Verdoppelt sich die Dicke, steigt die Kraft ungefähr auf das Vierfache. Gut. Aber wenn du dich bequem unterhalb der maximalen Leistungsgrenze der Maschine befindest, verschiebt sich die Frage von “Kann sie stark genug drücken?” zu “Kann sie unter Last präzise genug stoppen?”
Das ist Hubsteuerung.
Auf dem Papier bieten zwei Maschinen vielleicht beide einen 10-Zoll-Hub und 200 Tonnen. Die eine verwendet eine grundlegende hydraulische Synchronisation über eine Torsionswelle – eine mechanische Verbindung, die beide Zylinder bis zum unteren Totpunkt koppelt. Die andere betreibt unabhängige Zylinder mit Linearmaßstäben auf jeder Seite und korrigiert die Y1- und Y2-Position in Echtzeit.
Ohne Last sehen sie identisch aus.
Bei einer asymmetrischen 10-Fuß-Biegung jedoch nicht.
Wenn die linke Seite mehr Material erfährt als die rechte, ändert sich die Kraftverteilung. Eine Torsionswelle widersteht der Verdrehung mechanisch, kann jedoch die seitliche Eindringtiefe nicht feinjustieren, sobald die Last steigt. Unabhängige Zylinder können jede Seite anpassen – wenn der Regelkreis schnell und kalibriert ist. Dieses “wenn” ist entscheidend. Die Falle der unabhängigen Zylinder besteht darin, zu glauben, dass Flexibilität automatisch Genauigkeit bedeutet; ohne straffe Rückkopplung hast du nur zwei Möglichkeiten geschaffen, falsch zu liegen.
Narbengewebe: Ich habe gesehen, wie ein schlecht abgestimmtes Zwei-Achsen-System eine feine Korkenzieher-Verformung in Edelstahl gedrückt hat, die ein einfacheres, steiferes Gestänge vermieden hätte.
Wenn du also ein Datenblatt liest, frag nach drei Dingen: Wie misst es die Position des Stößels unter Last? Wie synchronisiert es links und rechts? Und wie kompensiert es die Durchbiegung des Tisches über die gesamte Spannweite? Wenn diese Antworten vage sind, lenkt die Tonnage-Angabe nur ab.
Das führt zu den Antriebssystemen selbst.
Mechanische Pressen laufen über eine Kurbelwelle. Der Stößel fährt in jedem Zyklus bis zu einem festen unteren Totpunkt. Wiederholbar, ja. Anpassungsfähig, nein. Wenn sich die Materialdicke ändert oder die Biegelänge variiert, justierst du manuell nach. Es gibt kein „Zuhören“ – nur das ständige Schlagen desselben Tons, egal ob das Instrument gestimmt ist oder nicht.
Hydraulische Systeme brachten Modulation. Der Druck baut sich progressiv auf. Mit Proportionalventilen und Encodern kann die Steuerung den zunehmenden Widerstand “spüren” und bei der programmierten Tiefe unter Last stoppen. Oberbalkengeschwindigkeiten bewegen sich oft im einstelligen Millimeter-pro-Sekunde-Bereich in der Nähe des Kontakts – aus gutem Grund: Die Kontrolle findet in diesem engen Fenster statt, in dem sich Kraft und Position gleichzeitig ändern. Schneller ist nicht besser, wenn du deinen Regelkreis überholst.
Servo-elektrische Maschinen ersetzen Öl durch Kugelgewindetriebe und Motoren. Sauberer. Oft schneller zwischen den Biegungen. Äußerst präzise in der Positionsregelung, weil die Motorrotation direkt in die Stößelbewegung übersetzt wird. Aber Drehmomentgrenzen ersetzen die hydraulischen Druckgrenzen; sobald du dich der Kapazität näherst, gelten dieselben elastischen Gesetze. Rahmen dehnen sich immer noch. Tische biegen sich immer noch. Die Physik greift ein – egal ob du Hydraulik oder Servos bezahlst.
Die Antriebstyp-Falle besteht darin zu glauben, dass die Energiequelle die Genauigkeit bestimmt. Tut sie nicht. Die Qualität der Messung, der Synchronisation und der Kompensation tut das.
Narbengewebe: Ich habe gesehen, wie eine wunderschön gefertigte Servopresse mit langen, außermittigen Teilen kämpfte, weil ihr Bombiersystem nur eine nachträgliche Idee war.
Das Einsteiger-Modell wird also einfach: Wähle genügend Tonnage, um Überlast zu vermeiden, und beurteile die Maschine danach, wie intelligent sie sich beim Biegen selbst misst und korrigiert.
Was bringt dir das auf dem Werkstattboden?
Vertrauen entsteht nicht daraus, zu wissen, dass deine Maschine 300 Tonnen erreichen kann. Es entsteht daraus, zu wissen, warum das heutige 1/8-Zoll-Los sich anders gebogen hat als das gestrige.
Wenn du die Presse als Kraftregelsystem begreifst, reagierst du nicht mehr emotional auf Abweichungen. Winkel öffnet sich um zwei Grad? Du fragst: Hat sich die Materialfließgrenze geändert, hat die Matrizendurchmesseränderung die effektive Tonnage verändert, hat die Temperatur das hydraulische Verhalten beeinflusst, haben Y1/Y2 sich um einen Tausendstel verschoben? Du diagnostizierst ein System, statt eine Zahl zu beschuldigen.
Du hörst auch auf, allein von reiner Kapazität beeindruckt zu sein. Eine kleinere Maschine mit hochauflösenden Linearmaßstäben, reaktionsschnellen Ventilen oder Antrieben und einem gut konstruierten Bombiersystem kann die Parallelität bei realen Aufträgen enger halten als ein größerer, „dümmerer“ Rahmen. Das ist nicht offensichtlich, weil Kraft spürbar ist – und Kontrolle unsichtbar bleibt.
Die Branche verkauft Tonnage, weil sie sich leicht vergleichen lässt. Käufer entscheiden sich dafür, weil es sich sicher anfühlt. Aber Sicherheit beim Biegen hat nichts damit zu tun, wie stark du drücken kannst. Sie hängt davon ab, wie präzise du stoppen kannst – und wie gleichmäßig du diesen Stopp über drei Meter Stahl verteilst, der sich dagegen wehrt.
Wenn du das einmal erkennst, verändert sich das Datenblatt in deinen Händen. Die große Zahl verblasst. Deine Augen beginnen, nach Regelkreisen, Synchronisationsstrategien und Kompensationsdesigns zu suchen.
Und beim nächsten Mal, wenn jemand mit Zerstörungskraft prahlt, wirst du eine leisere, schärfere Frage stellen: Wie bleibt sie parallel, wenn die Musik laut wird?


















