

Ho visto un nuovo assunto premere sul pedale come se stesse pigiando l’uva. Lamiera d’acciaio dolce da un ottavo di pollice nella matrice a V, il pistone che scende con forza. Il foglio arriva a novanta gradi sotto carico. Il pistone si solleva. Il pezzo si rilassa fino a novantaquattro.
Ha guardato la macchina come se gli avesse mentito.
Quattro gradi: è lì che comincia l’illusione.
Per un principiante, il pistone scende, il metallo si piega, fine della storia. Pressione idraulica dentro, angolo fuori. Come schiacciare una lattina.
Ma il metallo non è una spugna. È un reticolo di cristalli che si allungano prima di cedere. Quando spingi per la prima volta quella lamiera nella matrice, l’acciaio è ancora elastico—cioè si comporta come una molla. Puoi scaricarlo e tornerà piatto. Nulla di permanente è ancora accaduto.
La piegatura diventa reale solo a una soglia molto specifica.

Immagina il pistone che scende su quello stesso foglio da 1/8 di pollice. All’inizio la resistenza cresce in modo regolare. Lo stai solo flettendo. Poi, a una certa tensione—il punto di snervamento—la struttura interna comincia a scorrere. Le dislocazioni si muovono. Il metallo smette di “ricordare” la planarità.
Questa è deformazione plastica. Cambiamento permanente.
Prima dello snervamento, stai solo allungando una molla. Dopo lo snervamento, la stai rimodellando.
Ecco la parte che quasi tutti i principianti non colgono: la macchina non annuncia quel momento. Non c’è nessun clic, nessuna luce. Stai regolando il tonnellaggio in base allo spessore del materiale, all’apertura della matrice e alla resistenza a trazione affinché tu appena oltrepassi quella linea—senza superarla troppo.
La trappola del tonnellaggio consiste nel pensare che più pressione significhi pieghe migliori. Oltre lo snervamento, la forza in eccesso tende soprattutto a flettere la macchina e gli utensili invece di migliorare l’angolo.
Cicatrice: ho visto operatori inseguire errori di angolo con più pressione e finire per incurvare il pistone di qualche millesimo—poi chiedersi perché i loro pezzi lunghi risultassero ondulati.
Se lo snervamento rende la piegatura permanente, perché quella piega a novanta gradi non è rimasta a novanta?
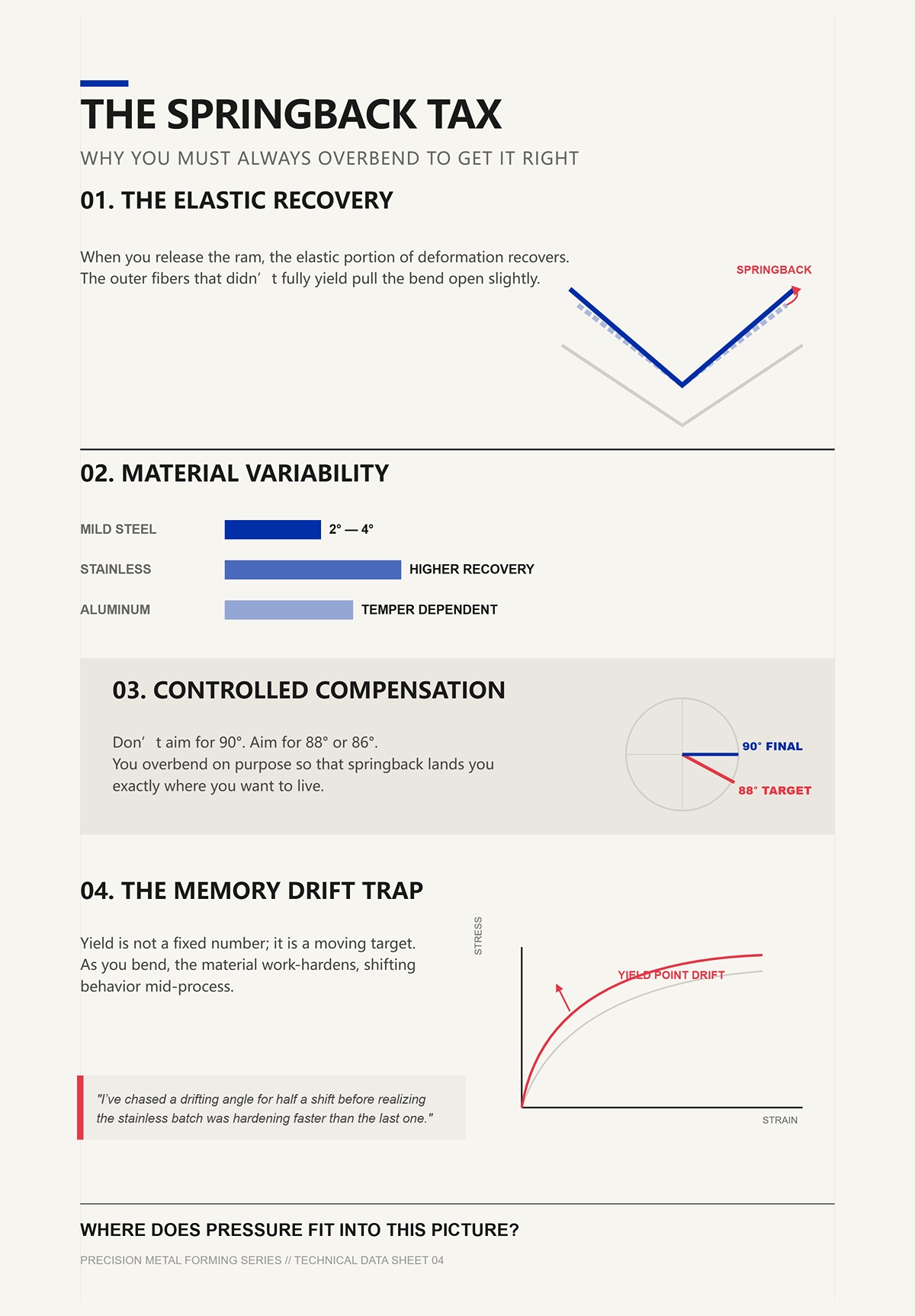
Quando rilasci il pistone, la parte elastica di quella deformazione si recupera. Le fibre esterne che non hanno completamente snervato tirano leggermente la piega all’apertura. È il ritorno elastico.
Sull’acciaio dolce, forse due-quattro gradi nella piegatura in aria. Sull’inox, di più. Sull’alluminio, dipende dal grado di tempra.
Quindi non punti a novanta. Punti a ottantotto, forse ottantasei, a seconda del lavoro. Pieghi oltre di proposito così che il ritorno elastico ti porti esattamente dove vuoi arrivare.
Non è un’ipotesi. È una compensazione controllata.
Ed ecco dove la cosa si fa interessante: mentre pieghi, il materiale si incrudisce. Il suo punto di snervamento si alza lentamente. Il metallo con cui finisci non è proprio lo stesso con cui hai iniziato. Se procedi troppo velocemente o mantieni la pressione troppo a lungo, modifichi il comportamento nel mezzo del processo.
La trappola della deriva della memoria è presumere che il limite di snervamento sia un numero fisso invece di un bersaglio mobile durante la formatura.
Tessuto cicatriziale: ho inseguito un angolo che cambiava per mezza turno prima di rendermi conto che il lotto di acciaio inox si stava indurendo più velocemente del precedente.
Se l’angolo dipende da quanto spingi oltre il limite di snervamento e da quanto ritorno elastico prevedi, dove si inserisce effettivamente la pressione in tutto questo?
Prendi due configurazioni. Stessa lamiera. Stessa macchina.
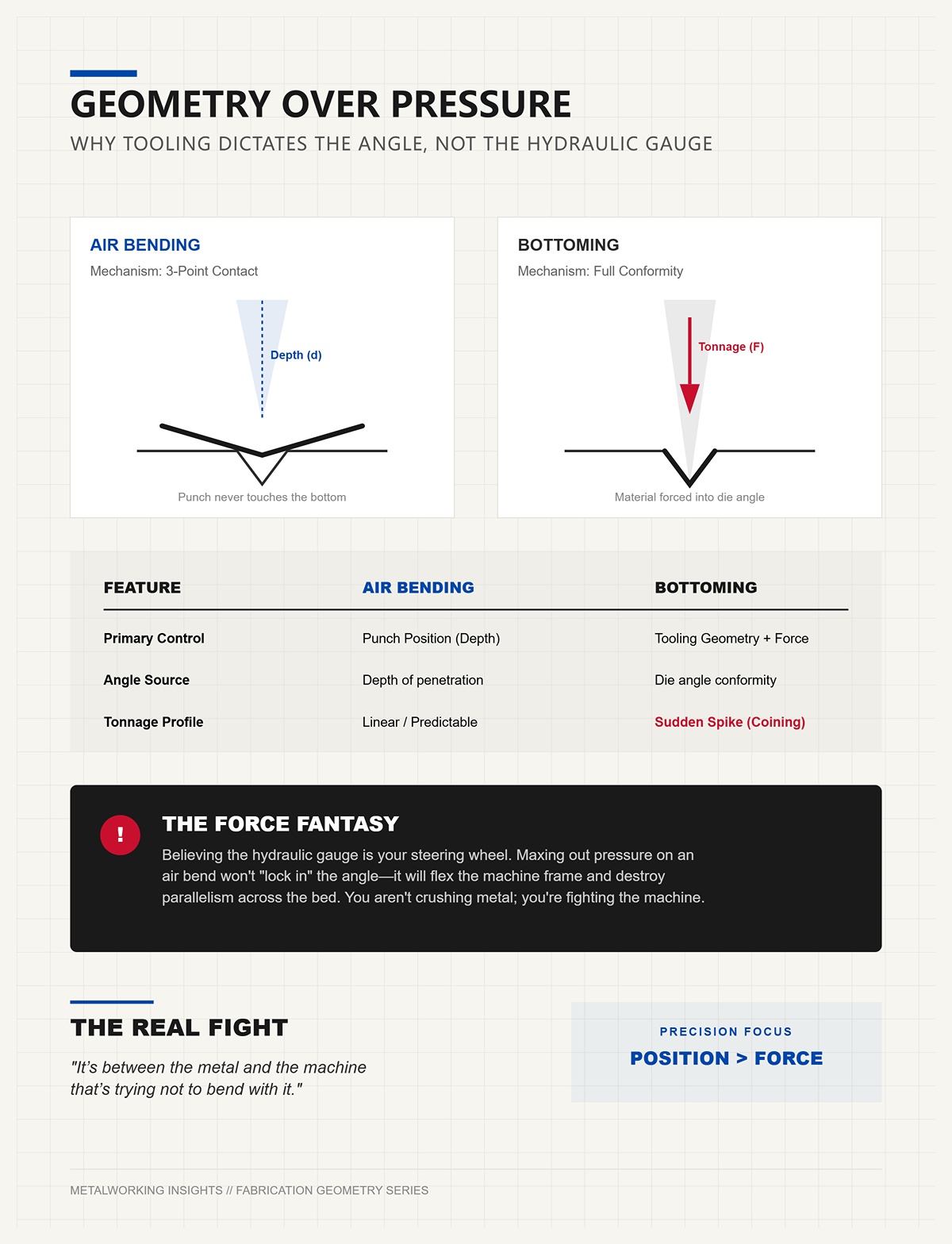
Nella piegatura in aria, il punzone non forza mai il metallo fino al fondo della matrice a V. La lamiera tocca la punta del punzone e le spalle della matrice, formando una piega a tre punti. L’angolo finale dipende da quanto il punzone penetra nell’apertura della matrice. Cambia la profondità di qualche millesimo e l’angolo cambia.
La pressione serve solo a raggiungere la profondità richiesta. La geometria determina il risultato.
Nella piegatura a fondo corsa, spingi saldamente la lamiera nell’angolo della matrice stessa. A questo punto domina l’angolo dell’attrezzatura e la tonnellaggio aumenta perché stai “coniando” il materiale—costringendolo a conformarsi.
Vedi il cambiamento?
La piegatura in aria riguarda il controllo della posizione. La piegatura a fondo corsa si basa maggiormente sulla forza. Ma anche lì, stai ancora gestendo il limite di snervamento e il ritorno elastico, non schiacciando il metallo per sottometterlo.
La fantasia della forza è credere che il manometro idraulico sia il tuo volante. In realtà, lo sono la profondità del punzone e la geometria dell’attrezzo.
Tessuto cicatriziale: ho visto operatori aumentare al massimo la pressione in una piegatura in aria pensando di “bloccare” l’angolo, solo per flettere la struttura e perdere la parallelità lungo il banco.
Se l’angolo deriva dalla geometria e dal controllo del sovra-angolo—non dal tonnellaggio grezzo—allora la vera sfida non è solo dentro il metallo.
È tra il metallo e la macchina che cerca di non piegarsi con lui.
| Aspetto | Piegatura in Aria | Appoggio completo |
|---|---|---|
| Configurazione | Stessa lamiera e stessa macchina come riferimento di confronto | Stessa lamiera e stessa macchina come riferimento di confronto |
| Metodo di contatto | Il punzone tocca la lamiera in tre punti (punta del punzone e spalle della matrice) | Il foglio viene spinto saldamente nell’angolo della matrice |
| Come si determina l’angolo | Determinato dalla profondità di penetrazione del punzone nell’apertura della matrice | Determinato principalmente dall’angolo dell’attrezzatura (matrice) |
| Ruolo della pressione | La pressione serve solo a raggiungere la profondità richiesta; la geometria determina l’angolo | La tonnellaggio aumenta significativamente per forzare il materiale nella forma della matrice (effetto di coniatura) |
| Principio di controllo | Controllo della posizione (gestione precisa della profondità) | Maggiore dipendenza dalla forza, pur gestendo snervamento e ritorno elastico |
| Sensibilità | Piccole variazioni di profondità (millesimi) influenzano significativamente l’angolo | L’angolo è dominato dalla geometria della matrice una volta che il pezzo è completamente a fondo corsa |
| Errore comune | Aumentare la pressione “bloccherà” l’angolo | La sola forza garantisce la precisione |
| Rischio osservato | Una pressione eccessiva può flettere la struttura della macchina e influire sul parallelismo del piano | Un alto tonnellaggio aumenta lo stress sulla macchina |
| Intuizione fondamentale | L’angolo deriva dalla geometria e dalla piegatura controllata—non dal tonnellaggio grezzo | Anche con una forza maggiore, la geometria e il comportamento del materiale restano decisivi |
| Tensione sottostante | Equilibrio tra deformazione del metallo e rigidità della macchina | Equilibrio tra snervamento del materiale e limiti strutturali della macchina |
Sul mio vecchio pressapiegatrici da 10 piedi, potevo piegare una staffa da 3 piedi perfettamente e sbagliare di un grado alla stessa angolazione su 9 piedi senza toccare il programma. Stesso materiale. Stessa matrice. Stessa profondità obiettivo.
Se la geometria determina l’angolo, e la profondità determina la geometria, come fa la flessione della macchina a insinuarsi e rubare la precisione?
Perché la profondità non è quella indicata sullo schermo. È il punto in cui il punzone atterra realmente sotto carico — dopo che la struttura si è allungata, lo stantuffo si è curvato e il sistema di azionamento ha terminato di erogare la forza. Due macchine possono portare entrambe la targhetta “100 tonnellate”. Ma quella che non può controllare come quella forza viene applicata, aumenta e si arresta, non manterrà mai la stessa profondità del punzone su tutto il piano. E se la profondità varia di pochi millesimi, l’angolo varia con essa.
Quindi quando chiediamo “Quanto forte?”, in realtà stiamo chiedendo: Come questa macchina genera la forza e quanto bene può fermarsi esattamente dove la geometria lo richiede?
I diversi sistemi di azionamento rispondono a questa domanda in cinque modi molto diversi.
Ho imparato su una macchina con volano che suonava come un treno merci. Grande massa rotante in alto, la frizione si innesta, l’albero a gomito converte la rotazione in movimento verticale del martello. Una volta che la frizione morde, il martello scende. Punto.
Ecco il meccanismo. Una pressa meccanica immagazzina energia in un volano rotante. Quando si innesta la frizione, quell’energia cinetica immagazzinata si scarica attraverso un collegamento a manovella. La forza raggiunge il picco vicino al punto morto inferiore — quell’ultima parte della corsa. Prima di ciò, la tonnellata sta salendo ma non è ancora al massimo.
La forma della curva della forza è importante.
Nella piegatura in aria, ci interessa la posizione. Ma una pressa meccanica è governata dalla geometria della manovella, non da un flusso idraulico finemente regolato. Non si può modulare facilmente l’ultimo millesimo. Il martello tende a passare attraverso il punto morto inferiore perché il collegamento è ancora in movimento. Quindi stai regolando l’innesto della frizione, il rilascio del freno e sperando che l’inerzia non ti porti più in profondità del previsto.
Ecco perché sono veloci. Le velocità di corsa possono essere alte perché non si aspetta il movimento dell’olio. Ma quella stessa inerzia è la trappola del deragliamento della precisione. Una volta che l’energia è nel sistema, non la si scarica delicatamente — la si ferma.
Cicatrice: ho visto un pezzo lungo uscire incurvato perché il centro del martello ha raggiunto il picco di tonnellate un attimo prima nella corsa rispetto alle estremità, e non c’era alcuna microregolazione per correggerlo durante il colpo.
Le presse meccaniche premiano la ripetizione su brevi serie con setup fissi. Ma quando lo spessore della lamiera varia di qualche millesimo, o quando si inseguono tolleranze di mezzo grado su otto piedi, la domanda diventa scomoda:
Come si “compensa” la profondità quando il movimento della macchina è vincolato a una ruota in rotazione?
La prima volta che ho piegato una lamiera da mezzo pollice su una moderna pressa piegatrice idraulica, ho osservato l'indicatore di pressione salire in modo fluido mentre il martinetto scendeva. Nessun dramma. Solo spinta controllata.
I sistemi idraulici generano forza pressurizzando olio all’interno dei cilindri. La pressione moltiplicata per l’area del pistone equivale alla forza. Matematica semplice. La bellezza sta nel controllo: le valvole proporzionali regolano il flusso, le valvole servo lo perfezionano, e si può rallentare il martinetto fino a un movimento lentissimo negli ultimi millimetri. Ciò significa poter regolare la profondità con vera autorità.
E sotto carico sostenuto, l’idraulica brilla. Tonellaggio continuo elevato su lamiere spesse è il suo territorio naturale perché la pressione può essere mantenuta costante senza fare affidamento sull’energia cinetica accumulata. La struttura si flette comunque, sì — ma il sistema può sostare, mantenere e compensare.
Ecco la difficoltà silenziosa.
L’olio si comprime leggermente. I tubi si espandono. Le guarnizioni si flettono. Sotto carichi elevati, specialmente su letti lunghi, i due cilindri devono restare sincronizzati. Se Y1 e Y2 (cilindri sinistro e destro) si disallineano anche solo di pochi millesimi, il martinetto si inclina. Ora la profondità del punzone non è più parallela.
I sistemi CNC elettroidraulici chiudono quel ciclo con scale lineari che misurano indipendentemente ciascun lato. I vecchi sistemi a barra di torsione collegano meccanicamente i due lati; se uno dei lati resta indietro sotto carico, la barra si torce cercando di compensare in media.
Questa è l’Illusione del Parallelismo: supporre che la stessa pressione significhi la stessa posizione. La pressione è forza. La posizione è geometria. Non sono la stessa cosa.
Cicatrice: ho inseguito un’inclinazione su un pannello in acciaio inox lungo 10 piedi solo per scoprire che un cilindro era in anticipo di tre millesimi al carico massimo — invisibile sul manometro, evidente nell’angolo.
L’idraulica rimane dominante perché può sia generare che modulare forze significative. Ma la sua precisione dipende da quanto bene la macchina misura e corregge la deflessione in tempo reale.
Quindi, se l’olio ci dà la forza con movimento controllabile, cosa succede quando eliminiamo completamente l’olio?
Ho visitato un’officina che utilizzava una piccola pressa piegatrice servo-elettrica da 22 tonnellate — viti a ricircolo di sfere mosse da servomotori, nessuna unità idraulica che ronza in sottofondo. Piegavano involucri in acciaio inox sottili, lunghi meno di un metro. Dichiaravano una ripetibilità nell’ordine dei micron.
Meccanicamente, è pulita. Un servomotore aziona una vite a ricircolo di sfere — un albero filettato con sfere che ricircolano, convertendo il moto rotatorio in movimento lineare con altissima efficienza. La posizione è monitorata da encoder direttamente sul motore o sulla vite. Quando il controllore dice di fermarsi, il motore si ferma. Nessuna compressione dell’olio. Nessun ritardo di valvola.
Per pezzi corti e lamiere sottili, quel controllo diretto della posizione è chirurgico. Si possono programmare velocità di avvicinamento, piegatura e ritorno in modo indipendente. Il consumo energetico cala perché il motore assorbe potenza solo quando è in movimento.
Ma è qui che i manifesti pubblicitari perdono spessore.
Le viti a ricircolo di sfere hanno limiti di carico. Sotto tonnellaggi elevati, si allungano microscopicamente. Il telaio si flette comunque. E la risposta dinamica su materiale spesso può risultare più lenta rispetto all’idraulica, progettata per mantenere alte pressioni in modo continuo. Alcuni confronti hanno mostrato che i sistemi elettrici perdono terreno nei lavori con materiali spessi e tonnellaggio elevato, dove la stabilità della pressione sotto carico conta più dell’efficienza a vuoto.
La Trappola dell’Aureola dell’Efficienza è pensare che più silenzioso e più pulito significhi automaticamente più preciso in ogni scenario. La precisione sotto carico dipende dalla rigidità e dal feedback, non solo dal tipo di motore.
Tessuto cicatriziale: ho visto un'officina acquistare una pressa piegatrice elettrica per risparmiare energia, poi esternalizzare i lavori più spessi perché la macchina semplicemente non era costruita per mantenere la profondità sotto quel tipo di stress.
I sistemi servo-elettrici sono bisturi brillanti. Gli impianti idraulici sono martelli controllati. Lo strumento che scegli cambia il modo in cui combatti la flessione — e quanto realisticamente puoi neutralizzarla.
Quindi, dove si inserisce l’aria compressa in questa orchestra?
Mi sono fidato solo dei freni pneumatici per pannelli in alluminio sottile e staffe leggere. Sono rapidi. Sono silenziosi. E si “affaticano” in fretta.
L’aria compressa aziona i cilindri in modo simile all’idraulica, ma l’aria è altamente comprimibile. Ciò significa che sotto carico, il sistema si comporta come una molla. Man mano che la resistenza aumenta, l’aria si comprime di più prima di trasmettere la forza completa al martinetto.
Per lavori leggeri, quella elasticità non è fatale. Anzi, i tempi ciclo possono essere rapidi perché il sistema è semplice e veloce. Per lamiere sottili dove la tonnellata richiesta è bassa, i sistemi pneumatici possono superare gli idraulici più pesanti in pura velocità.
Ora metti sotto un acciaio da un quarto di pollice.
La tonnellata richiesta sale bruscamente con lo spessore e la larghezza della matrice a V. L’aria si comprime ulteriormente. Il controllo diventa spugnoso. La profondità diventa più difficile da arrestare con precisione proprio perché il mezzo stesso è elastico.
Ma il metallo non è una spugna. L’aria sì.
Quella dissonanza è la Cascata di Compliance: un sistema di azionamento elastico che alimenta un materiale elastico mentre il telaio si flette nel mezzo. Stai impilando molle sperando nella precisione.
Tessuto cicatriziale: ho visto un’unità pneumatica bloccarsi a metà di una piegatura più spessa, pressione al massimo, martinetto al di sotto della profondità target — la macchina semplicemente non riusciva a fornire la forza che la geometria richiedeva.
I sistemi pneumatici hanno il loro campo. Esci da esso, e la flessione vince prima ancora di raggiungere lo snervamento.
Quindi, anche se scegliamo il “muscolo” giusto, c’è comunque un cervello dietro — o a volte non molto di uno.
Una volta ho lavorato con una pressa piegatrice NC a barra di torsione in cui si programmava una singola profondità Y. Entrambi i cilindri si muovevano insieme, collegati meccanicamente. Se il telaio si piegava sotto una lunga piega pesante, compensavi regolando la profondità e magari aggiungendo manualmente la bombatura.
Stavi controllando il movimento.
I moderni sistemi CNC elettroidraulici misurano Y1 e Y2 in modo indipendente con scale lineari montate vicino al martinetto. Il controllore confronta la posizione richiesta con quella reale migliaia di volte al secondo, regolando le valvole per mantenere entrambi i lati sincronizzati sotto carico.
Questo è programmare un risultato.
La differenza si nota sui pezzi lunghi. Con i sistemi NC a barra di torsione, se un lato ritarda a causa di un carico irregolare o di una torsione del telaio, la barra di torsione media l’errore. Con un CNC completo, ogni lato viene corretto in tempo reale. La programmazione angolare può mascherare piccole discrepanze su un NC, ma è un espediente — non un vero controllo parallelo.
La trappola della “Halfway House” consiste nel credere che i riscontri posteriori servoazionati e gli schermi digitali significhino automaticamente sincronizzazione completa degli assi. Senza un feedback indipendente Y1/Y2, stai ancora affidandoti al telaio più di quanto dovresti.
Cicatrici di esperienza: ho visto officine inseguire la costanza dell’angolo regolando le posizioni dei riscontri posteriori, quando il vero colpevole era la corsa non sincronizzata del premistampo sotto carico.
Due macchine possono dichiarare entrambe 100 tonnellate. Una le eroga con un volano in rotazione, un’altra con olio in pressione, un’altra ancora con viti a ricircolo di sfere, e un’altra con aria compressa. Una misura entrambi i lati della traversa e corregge a metà piega; un’altra presume la simmetria e spera per il meglio.
Se l’angolo deriva dalla geometria e dal sovrapiegamento controllato — non dalla pura forza — allora il sistema di azionamento non riguarda solo il “quanto forte”.”
Riguarda quanto precisamente puoi fermare, mantenere e conservare quella forza perfettamente parallela quando “la musica si fa intensa”.
E anche con il miglior sistema di azionamento al mondo, il telaio stesso sta comunque cercando di flettersi.
Immagina una lamiera da 10 piedi di A36 spessa 1/4 di pollice posata sul banco. Hai impostato la tabella delle tonnellate. I cilindri sono sincronizzati. Il controllore indica che entrambi i lati sono perfettamente in livello entro pochi micron. Premi il pedale e il foglio raggiunge novanta gradi sotto carico.
Poi la controlli.
Novanta al centro. Ottantotto e qualcosa a entrambe le estremità.
Non è “andata persa pressione”. Nulla è slittato. Ciò che si è mosso è stata la macchina stessa. Sotto pieno carico, la traversa e il banco si sono flessi — si sono incurvati microscopicamente — cosicché il punzone è penetrato più in profondità al centro rispetto alle estremità. Il sistema di azionamento ha fatto esattamente ciò che gli era stato ordinato. La struttura ha trasmesso quella forza in modo non uniforme lungo tutta la sua lunghezza. Se l’angolo deriva dalla geometria e dal sovrapiegamento controllato — non dalla forza grezza — allora la vera battaglia non è solo all’interno del metallo.
È lungo dieci piedi di acciaio che cerca di comportarsi come una diapason sotto tensione.
Raddoppiare lo spessore del materiale non raddoppia semplicemente la forza; nella piega in aria la quadruplica approssimativamente, perché la forza necessaria cresce con il quadrato dello spessore. Lavora con acciaio dolce da 1/8 di pollice e sei tranquillo. Passa a 1/4 di pollice nello stesso V-die e il carico sale rapidamente. Quel carico maggiore spinge più forte contro la gola del telaio e contro il centro del banco, dove la campata è più lunga. La flessione aumenta in modo non lineare, ma le tue “200 tonnellate” dichiarate non sono cambiate. La valutazione è un limite. Il parallelismo è un bersaglio mobile.
Cicatrici di esperienza: ho visto un’officina incolpare la variazione del materiale per uno sfasamento di 2 gradi che non era altro che la flessione a metà campata che non avevano mai misurato.
Quindi, anche se la tua forza è precisa e la tua profondità è accurata, come fai a mantenere quella traversa veramente in piano quando il carico stesso si sposta lungo il banco?
Lavora su una staffa corta solo sul lato sinistro. Ora il carico è eccentrico — fuori centro. Il cilindro sinistro vede una resistenza più alta; il lato destro procede quasi a vuoto. Su una macchina più vecchia con barra di torsione, il collegamento meccanico costringe entrambi i lati a muoversi insieme, mediando l’errore. Il lato pesante tende a rallentare; quello leggero tende ad avanzare. La barra divide la differenza.
Ottieni un movimento parallelo. Non ottieni una forza uguale.
Le presse piegatrici CNC moderne leggono Y1 e Y2 in modo indipendente con scale lineari montate vicino alla traversa. Il controllore confronta posizione comandata e reale migliaia di volte al secondo e regola ciascuna valvola separatamente. Se il lato sinistro cala sotto carico maggiore, il sistema gli fornisce più pressione per mantenere le posizioni allineate.
Sembra una vittoria.
Ma ecco il punto: quando lo spessore aumenta o la larghezza della matrice si riduce, la tonnellata cresce bruscamente. Se scendi sotto circa sei volte lo spessore del materiale per l’apertura a V, la forza richiesta aumenta rapidamente, insieme alla marcatura superficiale e alla distribuzione imprevedibile delle tensioni. Ora il sistema di correzione deve lavorare di più, amplificando la pressione su un lato per inseguire il parallelismo. Hai creato un tiro alla fune tra sincronizzazione e rigidità strutturale.
La Trappola della Sincronizzazione consiste nel credere che una posizione uguale significhi sempre un angolo uguale. Se il telaio si torce leggermente sotto un carico asimmetrico, il punzone può essere numericamente parallelo mentre il bancale non presenta una superficie di reazione uniforme.
Tessuto cicatriziale: ho visto operatori inseguire gli offset Y1/Y2 per un’ora quando il vero colpevole era una matrice stretta che sovraccaricava silenziosamente un lato del telaio.
Quindi, anche se manteniamo il punzone in piano da un lato all’altro, perché un bancale perfettamente dritto produce comunque una piega curva su pezzi lunghi?
Prendiamo quella stessa piegatura di 10 piedi, questa volta centrata. Entrambi i cilindri bilanciati. Nessun carico eccentrico. Prima di toccare il pedale, il bancale è dritto entro le tolleranze di lavorazione.
Sotto carico, non resterà così.
Il punzone spinge verso il basso al centro della campata, e il bancale si flette verso il basso lì mentre i telai laterali resistono. Il punzone, che copre la stessa larghezza, si incurva leggermente verso l’alto alle estremità. Insieme, creano un modello di spaziatura: penetrazione più profonda al centro, più superficiale alle estremità. Il risultato è un angolo più stretto nel mezzo, più aperto ai lati.
Paradossalmente, più dritto è il tuo bancale a riposo, più prevedibile diventa l’incurvatura sotto carico—e più devi contrastarla intenzionalmente.
Ed è qui che entra in gioco il bombaggio. I sistemi di bombaggio meccanici o idraulici introducono un arco controllato verso l’alto nel bancale prima che il carico arrivi. Stai pre-piegando la macchina contro la curva di flessione prevista. Regolalo bene, e quando la piena tonnellata arriva, il bancale si appiattisce sotto la pressione, distribuendo uniformemente la forza lungo tutta la lunghezza.
Stai calzando l’istrumento prima che inizi la musica.
Se lo sbagli—troppo poco bombaggio—il centro si chiude comunque stretto. Troppo bombaggio, e le estremità si piegano eccessivamente. Poiché la tonnellata aumenta con il quadrato dello spessore, un cambiamento del materiale da 3 mm a 6 mm non richiede solo più forza; richiede una curva di compensazione diversa. Il bombaggio non è una regolazione una tantum. È un adattamento continuo legato alla geometria, alla larghezza della matrice e alla resistenza del materiale.
Tessuto cicatriziale: ho visto una squadra ottenere angoli perfetti tutta la mattina, passare a materiale più spesso dopo pranzo, e trascorrere il pomeriggio accusando l’operatore quando l’unica cosa che era cambiata era la curva di flessione.
Il che ci porta alla verità scomoda: per decenni, gli operatori hanno compensato a intuito e con piegature di prova. Ora le macchine promettono di pensare al posto tuo.
I sistemi moderni misurano la posizione del punzone con encoder lineari e, in alcuni casi, stimano il carico tramite sensori di pressione. Il controllore fa riferimento a una libreria di materiali—spessore, resistenza alla trazione, apertura della matrice—e calcola la deflessione prevista. Successivamente regola automaticamente il bombaggio e la profondità del punzone durante la corsa.
Non stai solo comandando la profondità. Stai programmando un evento elastico previsto.
Nelle macchine elettroidrauliche a corsa discendente, la sincronizzazione avviene continuamente mentre il punzone si avvicina al punto morto inferiore. La macchina può rallentare, correggere la deviazione Y1/Y2 e applicare bombaggio dinamico basato sul feedback in tempo reale. Fatto bene, la variazione d’angolo su una piegatura lunga si riduce drasticamente rispetto alle macchine manuali.
Ma i sensori non irrigidiscono l’acciaio.
Se il telaio manca di rigidità, la correzione elettronica aumenta la pressione localizzata per mantenere la posizione, il che può approfondire la tensione strutturale altrove. I sistemi a corsa discendente in stile JEELIX migliorano il parallelismo, sì—ma richiedono anche un monitoraggio accurato della tonnellata perché la compensazione stessa ridistribuisce la forza. Stai risolvendo un vettore di errore mentre ne carichi un altro.
La trappola dell’automazione Halo presume che il software annulli la fisica. In realtà la modella soltanto — e solo nella misura in cui i tuoi dati di input coincidono con la realtà.
Tessuto cicatriziale: ho visto sensori d’angolo mascherare un problema di fatica progressiva del telaio per mesi, finché un giorno la compensazione ha esaurito la propria corsa e la conicità è tornata con i denti.
Abbiamo neutralizzato la deriva del martinetto, pre-piegato il piano contro il suo stesso cedimento e lasciato all’elettronica il compito di correggere gli ultimi micron. Ciò che resta è l’artigianato quotidiano: scegliere rapporti di utensili che non facciano impennare il tonnellaggio, impostare i riscontri posteriori in modo che non torcano i pezzi sotto carichi asimmetrici e controllare la corsa affinché la sovrapiegatura corrisponda al reale ritorno elastico — non ai valori di catalogo.
È lì che la teoria della deflessione o sopravvive al contatto con l’officina, oppure viene schiacciata sotto le proprie assunzioni.
Immagina una striscia di acciaio dolce lunga 10 piedi e spessa 1/8 di pollice sul banco. Hai compensato la macchina per il carico. La libreria dei materiali è impostata. Lo schermo indica 92 tonnellate.
Premi il pedale.
Il foglio tocca i novanta gradi sotto carico.
E quando il martinetto risale, si rilassa fino a novantaquattro.
Quei quattro gradi non sono un errore. È il ritorno elastico — il recupero dopo la rimozione del carico. Ma il metallo non è una spugna. Non rimbalza a caso. Rilascia la deformazione elastica accumulata in base allo spessore, alla larghezza della matrice e al limite di snervamento. Se l’angolo deriva dalla geometria e dalla sovrapiegatura controllata — non dal tonnellaggio grezzo — allora la vera sfida non è solo dentro il metallo, ma in come imposti la sequenza affinché macchina, utensili e materiale arrivino allo stesso numero nello stesso momento.
Ecco come lo si fa realmente.
Inizia dalla matrice, non dal grafico dei tonnellaggi.
Prendi quello stesso acciaio dolce da 1/8 di pollice — 0,125 pollici di spessore. Una regola pratica comune è un’apertura a V pari a circa 8 volte lo spessore. Quindi una matrice da 1 pollice. Inseriscila nella formula standard della piegatura in aria e ti ritrovi intorno a 14–15 tonnellate per piede. Estendi a 10 piedi e sfiori le 150 tonnellate.
Ora dimezza l’apertura della matrice a 0,5 pollici. Stesso materiale. Stessa lunghezza. La forza richiesta quasi raddoppia perché il tonnellaggio è inversamente proporzionale alla larghezza della matrice. Non hai cambiato il pezzo. Hai cambiato la geometria. E ora il telaio flette di più sotto lo stesso lavoro.
La trappola della geometria consiste nel pensare che matrici più strette significhino maggiore precisione. In realtà significano carichi più alti e più deflessione da compensare.
Tessuto cicatriziale: ho visto operatori inseguire una conicità di due gradi nata nel momento stesso in cui hanno sostituito la matrice con una più stretta “per precisione”.”
La matrice controlla il raggio interno — circa il 16 percento dell’apertura a V nella piegatura in aria. Quel raggio determina quanto si allungano le fibre esterne e quanta deformazione elastica accumuli. Raggio minore, più energia immagazzinata, maggiore ritorno elastico da compensare. Non “forzi” un 90 gradi. Sovrapieghi a 86 o 88 sotto carico così che si rilassi a 90 dopo il rilascio.
Quella sovrapiegatura è guidata dalla geometria. Non dall’ego.
La coniatura sembra una scorciatoia. Spingi il punzone fino in fondo nella matrice, superi il limite di snervamento per tutto lo spessore, e il ritorno elastico quasi scompare perché hai plasticamente schiacciato il materiale fino a farlo combaciare con gli utensili. Ma la coniatura fa impennare il tonnellaggio da tre a cinque volte rispetto alla piegatura in aria. Il telaio della macchina, il martinetto, i perni — tutto subisce quella scarica. Entrano vibrazioni. Si attivano automaticamente le protezioni di sovraccarico.
Hai scambiato l’incertezza elastica con la deformazione strutturale.
Quindi il primo spessore in questo confronto a tre vie è la geometria degli utensili. Scegli una matrice abbastanza larga da mantenere il tonnellaggio — e quindi la deflessione — in un intervallo controllabile. Scegli un raggio del punzone che corrisponda al raggio interno desiderato senza stirare eccessivamente le fibre esterne. Mappa il flusso del metallo prima ancora di toccare il pedale.
Poi chiedi: se la geometria definisce la linea di piegatura, come fai a garantire che ogni pezzo si posizioni effettivamente su quella stessa linea?
Una volta ho osservato un nuovo assunto gestire una serie di staffe. Gli angoli erano perfettamente coerenti. Le lunghezze no. Alcune flange erano fuori di 0,020 pollici. Continuava a regolare la profondità, convinto che il martinetto si stesse muovendo.
Non lo era.
Le dita del riscontro posteriore erano leggermente fuori dal parallelo — pochi millesimi sull’intera lunghezza. Quando il foglio si appoggiava contro di esse, si torceva microscopicamente prima ancora che il punzone lo toccasse. La macchina piegava esattamente dove era stata impostata. Il pezzo semplicemente non era seduto in squadra.
I riscontri posteriori sono sistemi di posizionamento lineare — tipicamente viti a ricircolo di sfere o cinghie azionate da servomotori, con risoluzione di pochi micron. Non impostano solo la lunghezza della flangia. Definiscono dove inizia l’asse neutro della piegatura rispetto alla linea centrale dell’utensile. Se un dito è avanti rispetto all’altro di 0,003 pollici su un pezzo di 10 piedi, hai introdotto una diagonale nell’allestimento.
La macchina piegherà fedelmente quella diagonale.
La Trappola dell’Allineamento consiste nel dare per scontato che la lettura digitale equivalga alla verità fisica. Gli encoder riportano la posizione della vite, non se le dita sono complanari sotto carico.
Tessuto cicatriziale: ho visto una sincronizzazione Y1/Y2 perfetta essere accusata di pezzi conici quando il vero colpevole era una guida del riscontro posteriore piena di trucioli.
Su pezzi lunghi, si sostiene il foglio in modo che la gravità non lo faccia cedere dalle dita. Su pezzi asimmetrici, si riposizionano i riscontri per evitare di spingere il materiale lateralmente mentre il martinetto scende. Ogni punto di contatto è un braccio di leva che può torcere il grezzo prima che inizi la formatura.
Il parallelismo non riguarda solo il martinetto e il banco. Riguarda come il pezzo entra nella battaglia.
Quindi la geometria è mappata, il grezzo è seduto in squadra. Ora arriva il momento che separa i freni meccanici dai sistemi controllati: come la corsa decide quando è abbastanza.
Su un freno elettroidraulico moderno, gli encoder lineari si trovano su ciascun telaio laterale e misurano la posizione reale del martinetto, non solo il movimento dei cilindri. I trasduttori di pressione rilevano il carico idraulico. Il controller confronta la profondità target con il feedback in tempo reale migliaia di volte durante la discesa.
Non sta indovinando. Sta correggendo.
Quando il punzone tocca il foglio, il carico aumenta bruscamente. Il telaio inizia a distendersi — sì, a distendersi — di qualche millesimo di pollice. Quello stiramento significa che il martinetto può trovarsi alla profondità programmata rispetto ai cilindri ma non ancora rispetto al banco. Il controller continua ad aumentare la pressione finché il feedback dell’encoder non segnala che la posizione comandata sotto carico è stata raggiunta.
Ecco perché una piegatura può richiedere una penetrazione di 0,010 pollici più profonda a pieno tonnellaggio rispetto a quanto suggerito dall’approccio senza carico.
Tessuto cicatriziale: ho misurato macchine che erano 0,006 pollici più alte a riposo rispetto a quando colpite con 120 tonnellate. L’acciaio si muove. Sempre.
I freni meccanici non “sentono” questo. Un albero a gomiti aziona il martinetto fino a un punto morto inferiore fisso. Se la deflessione varia con il materiale o la lunghezza, l’unica correzione è l’aggiustamento manuale a posteriori. I sistemi idraulici e servo-elettrici correggono dinamicamente la profondità, ma vivono comunque all’interno della rigidità del telaio. Se la forza richiesta raddoppia perché raddoppi la lunghezza della piegatura, la deflessione raddoppia con essa. Il controller compensa entro i limiti della sua corsa — non rende il telaio a C più spesso.
La trappola dell’eccessiva fiducia consiste nel credere che, poiché la maggior parte delle piegature riesce bene, il dramma sia finito. I moderni sistemi di feedback hanno reso l’equilibrio un atto di routine, non irrilevante. L’ottanta percento dei pezzi di produzione riesce perché l’operatore ha fornito alla macchina una geometria corretta, dati del materiale realistici e una scelta di matrice che mantiene la forza di piegatura entro la zona di comfort elastico della macchina.
Quando tutti e tre concordano — geometria dell’utensile, comportamento del materiale e posizione del pistone — l’angolo rientra entro pochi millesimi su tutta la lunghezza.
Non l’hai schiacciato fino alla resa.
Hai accordato un lungo e pesante strumento d’acciaio in tensione finché la nota non è risuonata perfettamente.
Il che solleva un’altra domanda: se gestire una piegatrice è davvero una questione di regolazione e feedback, perché continuiamo a parlarne come se fossero solo grandi numeri di forza su una scheda tecnica?
Fai un giro in qualsiasi showroom di macchinari e il primo numero che ti metteranno sotto il naso sarà la tonnellata. Duecento tonnellate. Trecento. Più grande deve significare migliore.
Questo perché la tonnellata è facile da stampare su un adesivo e da confrontare tra marchi. Larghezza di banda del controllo, risoluzione degli encoder, accuratezza di sincronizzazione Y1/Y2 sotto carico asimmetrico — queste cose non stanno su una targa di vendita. La forza è visibile. Il parallelismo sotto carico no.
Se l’angolo deriva dalla geometria e dal controllo del sovrapiegamento — non dalla forza bruta — allora la vera sfida non è solo dentro il metallo. È dentro un telaio lungo e flessibile che si allunga, si torce e si riprende ogni volta che premi il pedale. Il foglio ha raggiunto i novanta gradi sotto carico, e la macchina faceva parte di quel percorso di carico. La pressa piegatrice è una struttura elastica controllata, non un muro di cemento.
Ma il metallo non è una spugna.
Non puoi semplicemente impregnarlo di più pressione e aspettarti che l’accuratezza ne sgoccioli fuori. Oltre un certo punto, la forza extra non affina il controllo; amplifica la deflessione. L’errore del principiante — la trappola del frantumatore — è pensare che una capacità in eccesso equivalga a maggiore precisione. In realtà, sovradimensionare senza controllo è come montare un motore più grande su un camion con lo sterzo allentato. Muoverai più forza, ma non seguirai una traiettoria più dritta.
Quindi, se la tonnellata non è la stella polare, cosa lo è?
Inizia a considerare la tonnellata come un limite massimo, non come un obiettivo.
Calcoli la forza richiesta a partire dallo spessore del materiale, dalla larghezza della matrice e dalla lunghezza della piegatura. È matematica di officina di base. Lo spessore raddoppia, la forza aumenta di circa quattro volte. Bene. Ma una volta che sei comodamente al di sotto della portata massima della macchina, la domanda passa da “Può spingere abbastanza forte?” a “Può fermarsi con sufficiente precisione sotto carico?”
Questo è il controllo della corsa.
Sulla carta, due macchine possono entrambe offrire una corsa di 10 pollici e 200 tonnellate. Una usa una sincronizzazione idraulica di base tramite una barra di torsione — un collegamento meccanico che unisce entrambi i cilindri fino al punto morto inferiore. L’altra utilizza cilindri indipendenti con scale lineari su ciascun lato, correggendo in tempo reale la posizione Y1 e Y2.
Senza carico, sembrano identiche.
Sotto una piegatura asimmetrica di 10 piedi, non lo sono.
Quando il lato sinistro incontra più materiale del destro, la distribuzione della forza cambia. Una barra di torsione resiste alla torsione meccanicamente ma non può perfezionare la penetrazione da lato a lato una volta che il carico aumenta. I cilindri indipendenti possono regolare ogni lato — se l’anello di controllo è rapido e calibrato. Quel “se” è tutto. La trappola del cilindro indipendente consiste nel supporre che la flessibilità significhi automaticamente precisione; senza un feedback rigoroso, hai solo creato due modi per sbagliare.
Tessuto cicatriziale: ho visto un sistema a doppio asse mal regolato piegare un sottile ricciolo a vite nell’acciaio inox, cosa che un collegamento più semplice e rigido avrebbe evitato.
Quindi, quando leggi una scheda tecnica, chiediti tre cose: come misura la posizione del martinetto sotto carico? Come sincronizza da sinistra a destra? E come compensa la deflessione del banco lungo tutta la sua lunghezza? Se le risposte sono vaghe, il numero delle tonnellate è solo una distrazione.
Il che porta ai sistemi di azionamento stessi.
I freni meccanici funzionano con un albero a gomito. Il martinetto scende a un punto morto inferiore fisso a ogni ciclo. Ripetibile, sì. Adattivo, no. Se lo spessore del materiale varia o cambia la lunghezza della piega, si regola manualmente. Non c’è ascolto — solo l’esecuzione della stessa nota ogni volta, che lo strumento sia accordato o meno.
I sistemi idraulici hanno portato la modulazione. La pressione cresce progressivamente. Con valvole proporzionali ed encoder, il controllo può “sentire” la resistenza aumentare e fermarsi alla profondità programmata sotto carico. Le velocità della trave superiore spesso si riducono a pochi millimetri al secondo vicino al contatto per una ragione: il controllo vive in quella stretta finestra in cui forza e posizione cambiano entrambe. Più veloce non è meglio, se superi il tuo ciclo di retroazione.
Le macchine servo-elettriche sostituiscono l’olio con viti a ricircolo di sfere e motori. Più pulite. Spesso più rapide tra una piega e l’altra. Estremamente precise nel controllo della posizione perché la rotazione del motore si traduce direttamente nel movimento del martinetto. Ma i limiti di coppia sostituiscono i limiti di pressione idraulica; una volta che ti avvicini alla capacità, valgono le stesse verità elastiche. I telai si allungano comunque. I banchi si flettono comunque. La fisica si fa sempre sentire, che tu stia pagando in idraulica o in servo.
La trappola del tipo di azionamento è pensare che la fonte di potenza determini la precisione. Non è così. La qualità della misurazione, della sincronizzazione e della compensazione sì.
Tessuto cicatriziale: ho visto un freno servo splendidamente lavorato faticare su pezzi lunghi e decentrati perché il suo sistema di bombatura era un ripensamento.
Quindi, il quadro per principianti diventa semplice: scegli abbastanza tonnellaggio per restare fuori dal sovraccarico, poi valuta la macchina in base a quanto intelligentemente misura e si corregge durante la piegatura.
Che cosa ti offre questo sul pavimento di produzione?
La fiducia non nasce dal sapere che la tua macchina può raggiungere 300 tonnellate. Nasce dal capire perché il lotto di oggi da 1/8 di pollice si è piegato diversamente da quello di ieri.
Quando vedi la pressa come un sistema di controllo della forza, smetti di reagire emotivamente alla variazione. L’angolo si è aperto di due gradi? Ti chiedi: è cambiato il carico di snervamento del materiale, la larghezza della matrice ha modificato il tonnellaggio effettivo, la temperatura ha alterato la risposta idraulica, Y1/Y2 sono sfasati di un millesimo? Stai diagnosticando un sistema, non incolpando un numero.
Smetti anche di essere impressionato solo dalla capacità bruta. Una macchina più piccola, con scale lineari ad alta risoluzione, valvole o azionamenti reattivi e un buon sistema di bombatura, può mantenere un parallelismo più stretto su lavori reali rispetto a una struttura più grande ma meno intelligente. Questo non è ovvio perché la forza sembra potente e il controllo sembra invisibile.
L’industria vende il tonnellaggio perché è semplice da confrontare. Gli acquirenti lo scelgono perché sembra sicuro. Ma la sicurezza nella piegatura non riguarda quanto puoi spingere forte. Riguarda quanto precisamente puoi fermarti — e quanto uniformemente puoi distribuire quella fermata su tre metri di acciaio che oppone resistenza.
Una volta che lo capisci, la scheda tecnica cambia nelle tue mani. Il numero grande svanisce. I tuoi occhi cominciano a cercare cicli di retroazione, strategie di sincronizzazione e progetti di compensazione.
E la prossima volta che qualcuno si vanta della potenza di schiacciamento, farai una domanda più calma e più acuta: come resta parallela quando la musica si fa intensa?


















