

J’ai vu un nouvel employé appuyer sur la pédale comme s’il foulait du raisin. Une plaque d’acier doux d’un huitième de pouce dans la matrice en V, le coulisseau descendait brutalement. La tôle a atteint quatre-vingt-dix degrés sous charge. Le coulisseau s’est relevé. La pièce s’est détendue à quatre-vingt-quatorze.
Il a regardé la machine comme si elle lui avait menti.
Ces quatre degrés, c’est là que commence l’illusion.
Pour un débutant, le coulisseau descend, le métal se plie, fin de l’histoire. Pression hydraulique en entrée, angle en sortie. Comme écraser une canette.
Mais le métal n’est pas une éponge. C’est un réseau de cristaux qui s’étirent avant de céder. Quand vous poussez pour la première fois cette feuille dans la matrice, l’acier est encore élastique — ce qui signifie qu’il se comporte comme un ressort. Vous pouvez le décharger et il redeviendra plat. Rien de permanent ne s’est encore produit.
Le pli ne devient réel qu’à un seuil très précis.

Imaginez le coulisseau descendant sur cette même feuille d’un huitième de pouce. Au début, la résistance augmente régulièrement. Vous êtes juste en train de la fléchir. Puis, à une certaine contrainte — le point de limite élastique —, la structure interne commence à se déformer. Les dislocations se déplacent. Le métal cesse de “ se souvenir ” d’être plat.
C’est la déformation plastique. Le changement permanent.
Avant la limite élastique, vous n’étirez qu’un ressort. Après, vous le remodeliez.
Voici ce que la majorité des débutants ignorent : la machine n’annonce pas ce moment. Il n’y a ni déclic, ni voyant. Vous réglez la pression en fonction de l’épaisseur du matériau, de l’ouverture de la matrice et de la résistance à la traction pour juste franchir cette ligne — sans la dépasser exagérément.
Le piège de la pressurisation excessive consiste à croire que plus de pression équivaut à de meilleurs plis. Au-delà de la limite élastique, la force supplémentaire déforme surtout la machine et les outils plutôt qu’elle n’améliore l’angle.
Cicatrice : J’ai vu des opérateurs corriger des erreurs d’angle à coups de pression et finir par courber le coulisseau de quelques millièmes — puis se demander pourquoi leurs pièces longues sortaient ondulées.
Si la déformation plastique rend le pli permanent, pourquoi ce pli à quatre-vingt-dix degrés n’est-il pas resté à quatre-vingt-dix ?
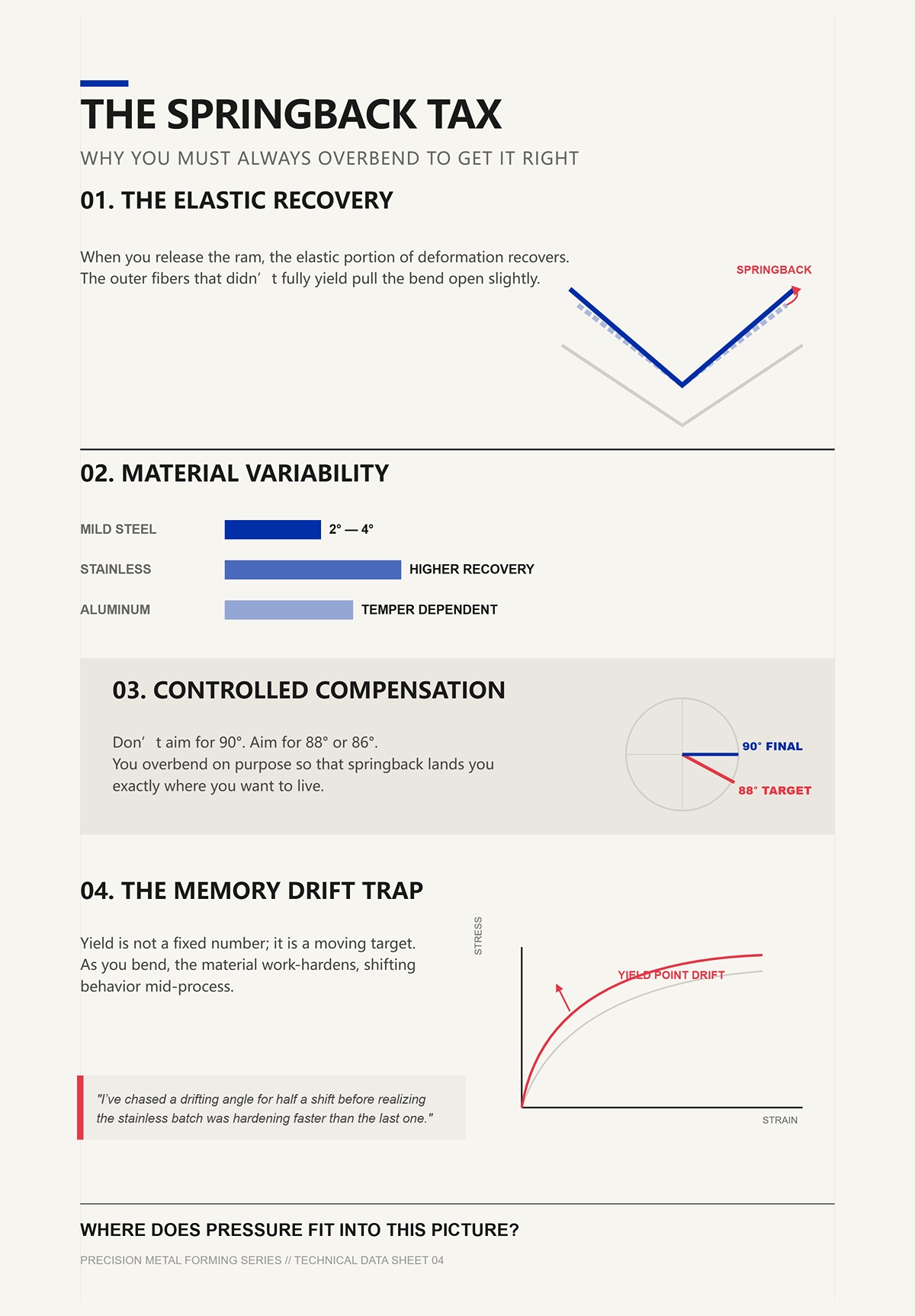
Quand vous relâchez le coulisseau, la partie élastique de cette déformation se rétablit. Les fibres extérieures qui n’ont pas totalement cédé tirent légèrement le pli en arrière. C’est le retour élastique.
Sur l’acier doux, peut-être deux à quatre degrés en pliage à l’air. Sur l’inox, davantage. Sur l’aluminium, cela dépend de la trempe.
Donc, vous ne visez pas quatre-vingt-dix. Vous visez quatre-vingt-huit, peut-être quatre-vingt-six, selon le travail. Vous pliez excessivement exprès afin que le retour élastique vous amène là où vous voulez être.
Ce n’est pas du hasard. C’est une compensation contrôlée.
Et c’est là que les choses deviennent intéressantes : pendant que vous pliez, le matériau s’écrouit. Son point de limite élastique augmente progressivement. Le métal avec lequel vous terminez n’est pas tout à fait le métal avec lequel vous avez commencé. Si vous travaillez trop vite ou restez trop longtemps, vous modifiez le comportement en cours de processus.
Le Piège du Glissement de Mémoire consiste à supposer que la limite élastique est un nombre fixe au lieu d’une cible mouvante pendant la mise en forme.
Cicatrice : J’ai poursuivi un angle dérivant pendant la moitié d’un poste avant de réaliser que le lot d’inox se durcissait plus rapidement que le précédent.
Si l’angle dépend de la profondeur à laquelle vous poussez au-delà de la limite et de la quantité de retour élastique que vous prévoyez, où la pression trouve-t-elle réellement sa place dans ce tableau ?
Prenez deux montages. Même tôle. Même machine.
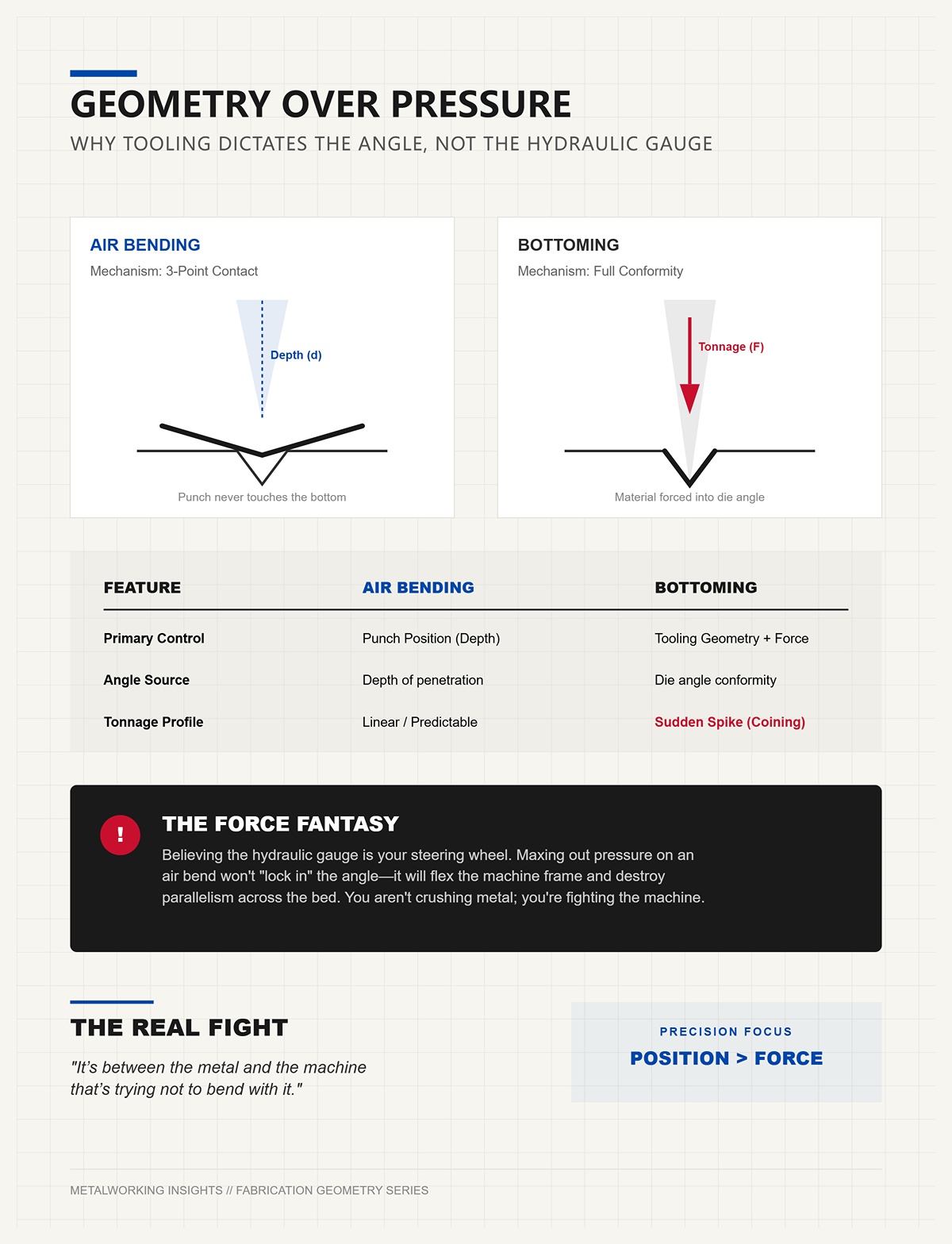
En pliage à l’air libre, le poinçon ne force jamais le métal jusqu’au fond de la matrice en V. La tôle touche la pointe du poinçon et les épaules de la matrice, formant un pli à trois points. L’angle final dépend de la profondeur de pénétration du poinçon dans l’ouverture de la matrice. Changez la profondeur de quelques millièmes, vous changez l’angle.
La pression ne fait qu’amener à la profondeur requise. La géométrie fixe le résultat.
En coinçage, vous enfoncez fermement la tôle dans l’angle même de la matrice. Là, c’est l’angle de l’outillage qui domine, et la tonnage grimpe en flèche parce que vous frappez le matériau — le forçant à se conformer.
Vous voyez le changement ?
Le pliage à l’air libre concerne le contrôle de la position. Le coinçage repose davantage sur la force. Mais même là, vous gérez la limite élastique et le retour élastique, sans écraser le métal pour lui imposer l’obéissance.
La Fantaisie de la Force, c’est croire que le manomètre hydraulique est votre volant. En réalité, ce sont la profondeur du poinçon et la géométrie de l’outil qui le sont.
Cicatrice : J’ai vu des opérateurs pousser la pression au maximum sur un pliage à l’air libre en pensant qu’ils allaient “ figer ” l’angle, pour finalement fléchir le bâti et perdre le parallélisme sur le lit.
Si l’angle provient de la géométrie et du surpliage contrôlé — et non du tonnage brut — alors la véritable lutte ne se déroule pas uniquement à l’intérieur du métal.
Elle se situe entre le métal et la machine qui essaie de ne pas se plier avec lui.
| Aspect | Pliage par l’air | Pliage en fond de matrice |
|---|---|---|
| Configuration | Même tôle et même machine comme base de comparaison | Même tôle et même machine comme base de comparaison |
| Méthode de contact | Le poinçon touche la tôle en trois points (pointe du poinçon et épaules de la matrice) | La tôle est enfoncée fermement dans l’angle de la matrice |
| Comment l’angle est déterminé | Déterminé par la profondeur de pénétration du poinçon dans l’ouverture de la matrice | Déterminé principalement par l’angle de l’outillage (matrice) |
| Rôle de la pression | La pression ne fait qu’atteindre la profondeur requise ; la géométrie fixe l’angle | Le tonnage augmente considérablement pour forcer le matériau à prendre la forme de la matrice (effet de matriçage) |
| Principe de contrôle | Contrôle de position (gestion précise de la profondeur) | Dépendance accrue à la force, tout en gérant la limite d’élasticité et le retour élastique |
| Sensibilité | De petits changements de profondeur (de l’ordre du millième) affectent fortement l’angle | L’angle est dominé par la géométrie de la matrice une fois le contact complet établi |
| Idée reçue courante | Augmenter la pression “figera” l’angle | La force seule garantit la précision |
| Risque observé | Une pression excessive peut déformer le bâti de la machine et affecter le parallélisme du lit | Un tonnage élevé augmente les contraintes sur la machine |
| Perspicacité fondamentale | L’angle provient de la géométrie et du contrôle du surpliage — non du tonnage brut | Même avec une force plus élevée, la géométrie et le comportement du matériau restent décisifs |
| Tension sous-jacente | Équilibre entre la déformation du métal et la rigidité de la machine | Équilibre entre la limite d’élasticité du matériau et les limites structurelles de la machine |
Sur ma vieille presse plieuse de 10 pieds, je pouvais plier un support de 3 pieds parfaitement, et rater le même angle d’un degré à 9 pieds sans toucher au programme. Même matériau. Même matrice. Même profondeur cible.
Si la géométrie détermine l’angle, et que la profondeur détermine la géométrie, comment la déflexion de la machine peut-elle s’infiltrer et voler la précision ?
Parce que la profondeur n’est pas ce que l’écran indique. C’est l’endroit où le poinçon atterrit réellement sous charge — après que le bâti s’est étiré, que le coulisseau s’est courbé et que le système d’entraînement a fini de délivrer sa force. Deux machines peuvent toutes deux porter une plaque “ 100 tonnes ”. Mais celle qui ne peut pas contrôler comment cette force arrive, monte et s’arrête ne maintiendra jamais la même profondeur de poinçon sur toute la longueur. Et si la profondeur dérive de quelques millièmes, l’angle dérive avec elle.
Ainsi, lorsque nous demandons “ Quelle force ? ”, nous demandons en réalité : Comment cette machine génère-t-elle la force, et dans quelle mesure peut-elle s’arrêter exactement là où la géométrie l’exige ?
Différents systèmes d’entraînement répondent à cette question de cinq manières très différentes.
J’ai appris sur une machine à volant d’inertie qui sonnait comme un train de marchandises. Une grande masse tournante au-dessus, l’embrayage s’enclenche, le vilebrequin transforme la rotation en mouvement vertical du coulisseau. Une fois que l’embrayage mord, le coulisseau descend. Point final.
Voici le mécanisme. Une presse mécanique stocke l’énergie dans un volant d’inertie en rotation. Lorsque vous engagez l’embrayage, cette énergie cinétique accumulée se décharge à travers une bielle. La force atteint son pic près du point mort bas — ce dernier segment de la course. Avant cela, le tonnage augmente mais n’est pas encore maximal.
La forme de la courbe de force a de l’importance.
En pliage à l’air, ce qui nous importe, c’est la position. Mais une presse mécanique est gouvernée par la géométrie du vilebrequin, non par un flux hydraulique finement dosé. Vous ne pouvez pas adoucir facilement le dernier millième. Le coulisseau veut passer par le point mort bas parce que la bielle est encore en mouvement. Vous jouez donc sur le moment d’engagement de l’embrayage, le relâchement du frein, en espérant que l’inertie ne vous entraîne pas plus profondément que prévu.
C’est pourquoi elles sont rapides. Les cadences peuvent être élevées parce que vous n’attendez pas que l’huile se déplace. Mais cette même inertie est le piège de la dérive de précision. Une fois l’énergie dans le système, vous ne la dissipez pas délicatement — vous la stoppez net.
Tissu cicatriciel : j’ai vu une pièce longue sortir bombée parce que le centre du coulisseau a atteint le tonnage maximal un peu plus tôt dans la course que les extrémités, et il n’y avait pas de micro-ajustement pour corriger cela en cours de frappe.
Les presses mécaniques récompensent la répétition sur les petites séries avec des configurations fixes. Mais lorsque l’épaisseur de la tôle varie de quelques millièmes, ou que l’on poursuit des tolérances d’un demi-degré sur deux mètres cinquante, la question devient inconfortable :
Comment “ caler ” la profondeur quand le mouvement de la machine est lié à une roue en rotation ?
La première fois que j’ai plié une plaque de douze millimètres sur une presse plieuse hydraulique moderne, j’ai vu la jauge de pression grimper régulièrement pendant que le vérin descendait. Aucune tension. Juste une poussée contrôlée.
Les systèmes hydrauliques génèrent la force en pressurisant l’huile dans des cylindres. Pression multipliée par la surface du piston égale force. Mathématiques simples. La beauté du système, c’est le contrôle : les valves proportionnelles dosent le flux, les servo-valves l’affinent, et on peut ralentir le vérin jusqu’à un mouvement au ralenti dans les derniers millimètres. Cela signifie que l’on peut régler la profondeur avec une réelle précision.
Et sous charge constante, l’hydraulique excelle. Une forte tonnage continu sur des tôles épaisses est son domaine de prédilection, car la pression peut être maintenue de manière stable sans dépendre d’énergie cinétique stockée. Le bâti se déforme toujours, oui — mais le système peut rester, maintenir et compenser.
Voici la lutte silencieuse.
L’huile se comprime légèrement. Les tuyaux se dilatent. Les joints se fléchissent. Sous une forte charge, surtout sur des tables longues, les deux cylindres doivent rester synchronisés. Si Y1 et Y2 (cylindres gauche et droit) dérivent ne serait-ce que de quelques millièmes, le vérin s’incline. Alors la profondeur de poinçonnage n’est plus parallèle.
Les systèmes CNC électro-hydrauliques ferment cette boucle grâce à des règles linéaires mesurant chaque côté indépendamment. Les anciens systèmes à barre de torsion relient les deux côtés mécaniquement ; si un côté prend du retard sous charge, la barre se tord et tente d’en faire la moyenne.
C’est l’illusion du parallélisme : supposer qu’une pression égale signifie une position égale. La pression est une force. La position est une géométrie. Ce n’est pas la même chose.
Cicatrice : J’ai pourchassé un cône sur un panneau en inox de trois mètres, pour découvrir qu’un cylindre devançait l’autre de trois millièmes sous charge maximale — invisible sur la jauge de pression, évident dans l’angle.
L’hydraulique reste dominante car elle peut à la fois générer et moduler une force considérable. Mais sa précision dépend de la qualité de la mesure et de la correction des déformations en temps réel.
Alors, si l’huile nous donne des muscles avec un mouvement contrôlable, que se passe-t-il lorsqu’on élimine complètement l’huile ?
J’ai visité un atelier utilisant une petite presse plieuse servo-électrique de 22 tonnes — vis à billes entraînées par des moteurs servo, aucune unité hydraulique bourdonnant en arrière-plan. Ils pliaient des boîtiers en inox fins de moins d’un mètre. Répétabilité revendiquée au micron près.
Mécaniquement, c’est propre. Un moteur servo fait tourner une vis à billes — un arbre fileté avec roulements à billes recirculants qui convertissent le mouvement rotatif en déplacement linéaire avec une très haute efficacité. La position est surveillée par des encodeurs directement sur le moteur ou la vis. Quand le contrôleur dit stop, le moteur s’arrête. Pas d’huile compressée. Pas de retard de valve.
Pour les petites pièces et les faibles épaisseurs, ce contrôle de position à entraînement direct est chirurgical. Vous pouvez programmer la vitesse d’approche, la vitesse de pliage et le retour indépendamment. La consommation d’énergie baisse car le moteur ne tire du courant que lorsqu’il fonctionne.
Mais c’est ici que les affiches marketing s’amincissent.
Les vis à billes ont des limites de charge. Sous un fort tonnage, elles s’allongent microscopiquement. Le bâti se déforme toujours. Et la réponse dynamique sur des matériaux épais peut être plus lente que celle des systèmes hydrauliques conçus pour une pression soutenue élevée. Certaines comparaisons ont montré que les systèmes électriques perdaient du terrain dans le travail épais à fort tonnage, là où la stabilité de la pression sous charge compte davantage que l’efficacité à vide.
Le piège du halo de l’efficacité est de penser que « plus silencieux et plus propre » signifie automatiquement « plus précis » dans chaque scénario. La précision sous charge dépend de la rigidité et du retour d’information, pas seulement du type de moteur.
Tissu cicatriciel : J’ai vu un atelier acheter une presse plieuse électrique pour économiser de l’énergie, puis sous-traiter ses travaux plus épais parce que la machine n’était tout simplement pas conçue pour maintenir la profondeur sous ce type de contrainte.
Les systèmes servo-électriques sont des scalpels brillants. L’hydraulique est un marteau contrôlé. L’outil que vous choisissez change la façon dont vous combattez la déflexion — et la quantité que vous pouvez réellement neutraliser.
Alors où se place l’air comprimé dans cette orchestre ?
Je n’ai fait confiance aux presses plieuses pneumatiques que pour des panneaux d’aluminium fins et des supports légers. Elles sont rapides. Elles sont silencieuses. Et elles s’essoufflent vite.
L’air comprimé actionne les cylindres un peu comme l’hydraulique, mais l’air est hautement compressible. Cela signifie que, sous charge, le système se comporte comme un ressort. À mesure que la résistance augmente, l’air se comprime davantage avant de transmettre toute la force au coulisseau.
Pour des travaux légers, cette élasticité n’est pas fatale. En fait, les cycles peuvent être rapides parce que le système est simple et réactif. Pour de la tôle fine où le tonnage requis est faible, le pneumatique peut surpasser les systèmes hydrauliques plus lourds en vitesse pure.
Maintenant, mettez-lui de l’acier de six millimètres d’épaisseur.
Le tonnage requis augmente fortement avec l’épaisseur et la largeur de la matrice en V. L’air se comprime davantage. Le contrôle devient spongieux. La profondeur devient plus difficile à arrêter précisément parce que le milieu lui-même est élastique.
Mais le métal n’est pas une éponge. L’air, si.
Ce décalage est la Cascade de compliance : système d’entraînement élastique alimentant un matériau élastique tandis que le bâti fléchit entre les deux. Vous empilez des ressorts en espérant obtenir de la précision.
Tissu cicatriciel : J’ai vu une unité pneumatique s’arrêter à mi-course lors d’un pliage plus épais, pression maximale atteinte, coulisseau en deçà de la profondeur cible — la machine ne pouvait tout simplement pas fournir la force que la géométrie exigeait.
Les pneumatiques ont leur domaine. Sortez-en, et la déflexion gagne avant même d’atteindre la limite d’élasticité.
Ainsi, même si nous choisissons le “ bon ” muscle, il y a toujours un cerveau derrière — ou parfois, pas beaucoup.
J’ai autrefois utilisé une presse plieuse NC à barre de torsion où l’on programmait une seule profondeur Y. Les deux cylindres suivaient ensemble, mécaniquement reliés. Si le bâti se cintrait sous un pliage long et lourd, on compensait en ajustant la profondeur et peut-être en ajoutant du bombage manuellement.
Vous contrôliez un mouvement.
Les systèmes électro-hydrauliques CNC modernes mesurent Y1 et Y2 indépendamment grâce à des règles linéaires montées près du coulisseau. Le contrôleur compare la position demandée à la position réelle des milliers de fois par seconde, ajustant les valves pour maintenir les deux côtés synchronisés sous charge.
C’est programmer un résultat.
La différence se manifeste sur les pièces longues. Avec les systèmes NC à barre de torsion, si un côté accuse un retard en raison d’une charge inégale ou d’une torsion du bâti, la barre de torsion moyenne l’erreur. Avec une CNC complète, chaque côté est corrigé en temps réel. La programmation angulaire peut masquer de petites divergences sur un NC, mais c’est une solution de contournement — pas un vrai contrôle parallèle.
Le piège de la « Halfway House » consiste à croire que des butées arrière à servocommande et des écrans numériques signifient automatiquement une synchronisation complète des axes. Sans retour indépendant Y1/Y2, vous continuez à faire confiance à la structure plus que vous ne le devriez.
Tissu cicatriciel : j’ai vu des ateliers courir après la constance de l’angle en réglant les positions de butée arrière, alors que le vrai coupable était un déplacement non synchronisé du coulisseau sous charge.
Deux machines peuvent toutes deux annoncer 100 tonnes. L’une les délivre avec un volant d’inertie en rotation, l’autre avec de l’huile sous pression, une autre avec des vis à billes, une autre avec de l’air comprimé. L’une mesure les deux côtés du coulisseau et corrige en cours de pliage ; l’autre suppose la symétrie et croise les doigts.
Si l’angle provient de la géométrie et d’un surpliage contrôlé — et non de la force brute — alors le système d’entraînement ne concerne pas seulement la “ puissance ”.”
Il s’agit de savoir avec quelle précision vous pouvez arrêter, maintenir et garder cette force parfaitement parallèle quand « la musique devient forte ».
Et même avec le meilleur système d’entraînement au monde, la structure elle-même tente toujours de se déformer.
Imaginez une bande de dix pieds de tôle A36 de 1/4 inch posée sur le banc. Vous avez réglé le tableau des tonnages. Les cylindres sont synchronisés. Le contrôleur indique que les deux côtés sont parfaitement horizontaux à quelques microns près. Vous appuyez sur la pédale, et la tôle atteint quatre-vingt-dix degrés sous charge.
Puis vous vérifiez.
Quatre-vingt-dix au centre. Quatre-vingt-huit et des poussières aux deux extrémités.
Rien n’a “ perdu de la pression ”. Rien n’a glissé. Ce qui a bougé, c’est la machine elle-même. Sous pleine charge, le coulisseau et le banc se sont fléchis — se sont légèrement cintrés — de sorte que le poinçon a pénétré plus profondément au centre qu’aux extrémités. Le système d’entraînement a fait exactement ce qu’on lui avait demandé. La structure a transmis cette force de manière inégale sur toute sa longueur. Si l’angle provient de la géométrie et d’un surpliage contrôlé — et non de la force brute — alors le vrai combat ne se joue pas seulement dans le métal.
Il se joue sur dix pieds d’acier essayant de se comporter comme un diapason sous tension.
Doubler l’épaisseur du matériau ne fait pas que doubler le tonnage ; en pliage à l’air, cela le quadruple environ, car la force requise augmente avec le carré de l’épaisseur. Travaillez de l’acier doux de 1/8 inch et vous êtes à l’aise. Passez à 1/4 inch dans la même matrice en V et votre charge monte vite. Cette charge plus élevée pousse plus fort contre la gorge du bâti et le centre du banc, là où la portée est la plus longue. La flèche augmente de manière non linéaire, mais votre “ 200 tonnes ” affiché n’a pas changé. La capacité est un plafond. Le parallélisme est une cible mouvante.
Tissu cicatriciel : j’ai vu un atelier accuser la variation du matériau d’un effilement de 2 degrés qui n’était rien d’autre qu’une flèche au milieu de la portée qu’ils n’avaient jamais mesurée.
Ainsi, même si votre force est précise et votre profondeur exacte, comment garder ce coulisseau parfaitement de niveau quand la charge elle-même se déplace le long du banc ?
Travaillez une petite équerre uniquement sur le côté gauche. La charge devient alors excentrée — hors centre. Le cylindre gauche subit une résistance plus forte ; le côté droit est presque en roue libre. Sur une machine plus ancienne à barre de torsion, la liaison mécanique force les deux côtés à bouger ensemble, moyennant l’erreur. Le côté chargé veut prendre du retard ; le côté léger veut avancer. La barre partage la différence.
Vous obtenez un mouvement parallèle. Vous n’obtenez pas une force égale.
Les presses plieuses CNC modernes lisent Y1 et Y2 indépendamment grâce à des règles linéaires montées près du coulisseau. Le contrôleur compare position commandée et position réelle des milliers de fois par seconde et ajuste chaque valve séparément. Si le côté gauche descend sous une charge plus élevée, le système lui fournit davantage de pression pour maintenir les positions correspondantes.
Ça sonne comme une victoire.
Mais voici le hic : lorsque l’épaisseur augmente ou que la largeur de la matrice diminue, le tonnage grimpe en flèche. Si vous descendez en dessous d’environ six fois l’épaisseur du matériau pour votre ouverture en V, la force nécessaire augmente rapidement, tout comme le marquage de surface et la répartition imprévisible des contraintes. Le système de correction doit alors lutter davantage, amplifiant la pression d’un côté pour maintenir le parallélisme. Vous avez créé un tir à la corde entre la synchronisation et la rigidité structurelle.
Le piège de la synchronisation consiste à croire que position égale signifie toujours angle égal. Si le bâti se déforme légèrement sous une charge asymétrique, le coulisseau peut être numériquement parallèle alors que le lit, lui, ne présente pas une surface de réaction uniforme.
Tissu cicatriciel : j’ai vu des opérateurs ajuster les décalages Y1/Y2 pendant une heure alors que le véritable coupable était une matrice étroite surchargeant silencieusement un côté du bâti.
Donc, même si nous maintenons le coulisseau horizontal d’un côté à l’autre, pourquoi un lit parfaitement droit produit-il encore une courbure lors du pliage de pièces longues ?
Prenez ce même pli de trois mètres, cette fois centré. Les deux vérins sont équilibrés. Aucune charge excentrée. Avant d’appuyer sur la pédale, le lit est droit, dans la tolérance d’usinage.
Sous charge, il ne le restera pas.
Le poinçon s’enfonce au centre de la portée, et le lit fléchit vers le bas à cet endroit tandis que les montants latéraux résistent. Le coulisseau, couvrant la même largeur, se cambre légèrement vers le haut à ses extrémités. Ensemble, ils créent un schéma d’écart : pénétration maximale au milieu, plus faible aux extrémités. Le résultat est un angle plus fermé au centre et plus ouvert aux bouts.
Ironiquement, plus votre lit est droit au repos, plus la flèche sous charge devient prévisible — et plus il faut la contrebalancer délibérément.
C’est là qu’intervient le bombage. Les systèmes de bombage mécaniques ou hydrauliques introduisent une courbure ascendante contrôlée dans le lit avant l’application de la charge. Vous pré-pliez la machine selon la courbe de déflexion attendue. Réglez-le correctement, et lorsque le tonnage total s’applique, le lit se redresse sous la pression, répartissant la force uniformément sur toute la longueur.
Vous accordez l’instrument avant que la musique ne commence.
Si vous vous trompez — bombage insuffisant — le centre se refermera encore trop. Trop de bombage, et les extrémités se plieront excessivement. Comme le tonnage varie avec le carré de l’épaisseur, un passage d’un matériau de 3 mm à 6 mm ne requiert pas seulement plus de force : il impose une nouvelle courbe de compensation. Le bombage n’est pas un réglage ponctuel. C’est un ajustement en temps réel lié à la géométrie, à la largeur de la matrice et à la limite d’élasticité du matériau.
Tissu cicatriciel : j’ai vu une équipe réaliser des angles parfaits toute la matinée, passer à un matériau plus épais après le déjeuner, puis passer l’après-midi à blâmer l’opérateur alors que la seule chose qui avait changé était la courbe de déflexion.
Ce qui nous amène à une vérité inconfortable : pendant des décennies, les opérateurs ont compensé par le ressenti et les essais de pliage. Désormais, les machines promettent de penser à votre place.
Les systèmes modernes mesurent la position du coulisseau à l’aide d’encodeurs linéaires et, dans certains cas, estiment la charge grâce à des capteurs de pression. Le contrôleur se réfère à une base de données de matériaux — épaisseur, résistance à la traction, ouverture de matrice — et calcule la déflexion attendue. Il ajuste ensuite automatiquement le bombage et la profondeur du coulisseau pendant la course.
Vous ne commandez pas seulement une profondeur. Vous programmez un événement élastique prévisible.
Sur les conceptions électrohydrauliques à descente, la synchronisation se produit en continu à mesure que le coulisseau approche du point mort bas. La machine peut ralentir, corriger la déviation Y1/Y2 et appliquer un bombage dynamique basé sur le retour d’information en temps réel. Bien réalisée, cette méthode réduit considérablement la variation d’angle sur un long pli comparée aux machines manuelles.
Mais les capteurs ne rigidifient pas l’acier.
Si le bâti manque de rigidité, la correction électronique augmente la pression localisée pour maintenir la position, ce qui peut accroître les contraintes structurelles ailleurs. Les systèmes à descente de type JEELIX améliorent le parallélisme, oui — mais ils exigent aussi une surveillance précise du tonnage car la compensation elle-même redistribue la force. Vous corrigez un vecteur d’erreur tout en en chargeant un autre.
Le piège de l’automatisation illusionne en pensant que le logiciel annule la physique. En réalité, il ne fait que la modéliser — et seulement dans la mesure où vos données d’entrée correspondent à la réalité.
Cicatrice : j’ai vu des capteurs d’angle masquer un problème de fatigue progressive du bâti pendant des mois, jusqu’au jour où la compensation a atteint la fin de sa course et que le défaut de conicité est revenu, plus agressif que jamais.
Nous avons donc neutralisé la dérive du vérin, pré-cintré le banc pour compenser sa propre flexion, et laissé l’électronique corriger les derniers microns. Ce qu’il reste, c’est l’artisanat quotidien : choisir des rapports d’outillage qui ne font pas exploser la tonnage, régler les butées arrière pour qu’elles ne tordent pas les pièces sous charge asymétrique, et contrôler la course afin que le sur-cintrage corresponde au véritable retour élastique — pas aux valeurs des catalogues.
C’est là que la théorie de la flèche soit survit au contact du plancher de l’atelier, soit s’effondre sous le poids de ses propres hypothèses.
Imaginez une tôle de 10 pieds (environ 3 mètres) d’acier doux de 1/8 pouce sur le banc. Vous avez compensé le bombage de la machine pour la charge. La bibliothèque de matériaux est réglée. L’écran affiche 92 tonnes.
Vous appuyez sur la pédale.
La tôle atteint quatre-vingt-dix degrés sous charge.
Et lorsque le vérin remonte, elle se détend à quatre-vingt-quatorze degrés.
Ces quatre degrés ne sont pas une erreur. C’est le retour élastique — la récupération après déchargement. Mais le métal n’est pas une éponge. Il ne rebondit pas au hasard. Il libère la contrainte élastique emmagasinée selon l’épaisseur, la largeur de la matrice et la limite d’élasticité. Si l’angle dépend de la géométrie et du sur-cintrage contrôlé — et non de la force brute — alors le véritable enjeu n’est pas uniquement à l’intérieur du métal, mais dans la manière dont on séquence la mise en place pour que la machine, l’outillage et le matériau aboutissent ensemble au même nombre, au même moment.
Voici comment on s’y prend réellement.
Commencez par la matrice, pas par le tableau des tonnages.
Prenez le même acier doux de 1/8 pouce — soit 0,125 pouce d’épaisseur. Une règle empirique courante est une ouverture en V d’environ 8 fois l’épaisseur. Cela donne une matrice d’un pouce. Si vous l’intégrez dans la formule classique de pliage à l’air, vous obtenez environ 14 à 15 tonnes par pied. Étirez cela sur 10 pieds et vous frisez les 150 tonnes.
Maintenant, divisez l’ouverture de la matrice par deux, à 0,5 pouce. Même matériau. Même longueur. La force requise double presque, car la tonnage est inversement proportionnelle à la largeur de la matrice. Vous n’avez pas changé la pièce. Vous avez changé la géométrie. Et maintenant le bâti se fléchit davantage pour le même travail.
Le piège géométrique, c’est de croire que des matrices plus serrées signifient plus de précision. En réalité, elles entraînent surtout des charges plus élevées et donc plus de déflexion à compenser.
Cicatrice : j’ai vu des opérateurs poursuivre un défaut de deux degrés apparu au moment même où ils ont remplacé la matrice par une plus étroite “pour plus de précision”.”
La matrice contrôle le rayon intérieur — environ 16 % de l’ouverture en V dans le pliage à l’air. Ce rayon détermine dans quelle mesure les fibres externes s’allongent et combien d’énergie élastique vous stockez. Plus le rayon est petit, plus l’énergie emmagasinée est importante, plus le retour élastique à compenser est grand. On ne “force” pas un angle de 90°. On sur-cintre à 86 ou 88 sous charge afin que la pièce se relâche à 90 après déchargement.
Ce sur-cintrage est dicté par la géométrie, non par l’ego.
Le matriçage complet (“coining”) peut sembler un raccourci. On enfonce le poinçon à fond dans la matrice, on dépasse la limite d’élasticité sur toute l’épaisseur, et le retour élastique disparaît presque, car on a plastiquement écrasé le matériau pour épouser l’outillage. Mais cette méthode fait grimper la tonnage de trois à cinq fois celle du pliage à l’air. Le bâti de la machine, le vérin, les axes — tout encaisse cette surcharge. Les vibrations s’installent. Les sécurités de surcharge d’urgence se déclenchent.
Vous avez échangé l’incertitude élastique contre une contrainte structurelle.
Ainsi, la première cale de cet argument à trois voies est la géométrie de l’outillage. Choisissez une matrice suffisamment large pour maintenir la tonnage — et donc la flèche — dans une plage contrôlable. Choisissez un rayon de poinçon correspondant au rayon intérieur cible sans trop étirer les fibres extérieures. Cartographiez l’écoulement du métal avant de toucher à la pédale.
Ensuite, vous demandez : si la géométrie définit la ligne de pliage, comment s’assurer que chaque pièce tombe réellement sur cette même ligne ?
J’ai vu un nouvel employé exécuter un lot de supports. Les angles étaient parfaitement cohérents. Les longueurs ne l’étaient pas. Certaines brides étaient décalées de 0,020 pouce. Il continuait à ajuster la profondeur, convaincu que le coulisseau se déplaçait de manière erratique.
Ce n’était pas le cas.
Les doigts du butoir arrière n’étaient pas parfaitement parallèles — quelques millièmes sur l’ensemble de la portée. Quand la tôle s’appuyait contre eux, elle se tordait microscopiquement avant même que le poinçon ne la touche. La machine a plié exactement là où on lui avait dit. La pièce n’était simplement pas positionnée d’équerre.
Les butoirs arrière sont des systèmes de positionnement linéaires — généralement des vis à billes ou des courroies entraînées par des servomoteurs, avec une résolution de quelques microns. Ils ne déterminent pas seulement la longueur de la bride. Ils définissent l’endroit où commence l’axe neutre du pli par rapport à la ligne de centre de l’outillage. Si un doigt est avancé de 0,003 pouce par rapport à l’autre sur une pièce de 10 pieds, vous intégrez une diagonale dans le réglage.
La machine pliera fidèlement selon cette diagonale.
Le piège de l’alignement consiste à supposer qu’un affichage numérique équivaut à la vérité physique. Les encodeurs indiquent la position de la vis, pas si les doigts sont coplanaires sous charge.
Cicatrice : j’ai vu une synchronisation Y1/Y2 parfaite accusée de produire des pièces coniques alors que le véritable coupable était un rail de butoir arrière rempli de copeaux.
Pour les pièces longues, il faut soutenir la tôle afin que la gravité ne la fasse pas s’affaisser hors des doigts. Pour les pièces asymétriques, on repositionne les butoirs afin d’éviter de pousser le matériau latéralement pendant la descente du coulisseau. Chaque point de contact est un bras de levier pouvant tordre la tôle avant même le début du formage.
Le parallélisme ne concerne pas seulement le coulisseau et le banc. Il concerne la manière dont la pièce entre dans la bataille.
La géométrie est donc définie, la tôle est positionnée d’équerre. Vient maintenant le moment qui sépare les presses mécaniques des systèmes contrôlés : comment la course détermine quand cela suffit.
Sur une presse plieuse électrohydraulique moderne, des encodeurs linéaires sont placés sur chaque montant pour mesurer la position réelle du coulisseau, et non simplement la course du vérin. Des capteurs de pression lisent la charge hydraulique. Le contrôleur compare la profondeur cible avec le retour d’information en temps réel des milliers de fois pendant la descente.
Elle ne devine pas. Elle corrige.
Lorsque le poinçon entre en contact avec la tôle, la charge augmente brutalement. Le bâti commence à s’étirer — oui, s’étirer — de quelques millièmes. Cet étirement signifie que le coulisseau peut être à la profondeur programmée par rapport aux vérins, mais pas encore par rapport au banc. Le contrôleur continue d’appliquer la pression jusqu’à ce que les encodeurs indiquent que la position commandée sous charge a été atteinte.
C’est pourquoi un pli peut nécessiter une pénétration de 0,010 pouce plus profonde sous pleine tonnage que ce que suggérait l’approche à vide.
Cicatrice : j’ai mesuré des machines qui étaient 0,006 pouce plus hautes au repos que sous un coup de 120 tonnes. L’acier bouge. Toujours.
Les presses plieuses mécaniques ne “ressentent” pas cela. Un vilebrequin entraîne le coulisseau jusqu’à un point mort bas fixe. Si la flèche change avec le matériau ou la longueur, la seule correction est un ajustement manuel après coup. Les systèmes hydrauliques et servo-électriques ajustent la profondeur dynamiquement, mais restent limités par la rigidité du bâti. Si la force nécessaire double parce que la longueur du pli a doublé, la flèche double aussi. Le contrôleur compense dans les limites de sa course — il ne rend pas le châssis en C plus épais.
Le piège de la surestimation de soi consiste à croire que, puisque la plupart des pliages se passent bien, le drame a disparu. Les systèmes de rétroaction modernes ont rendu l’exercice de l’équilibre routinier, pas sans importance. Quatre-vingts pour cent des pièces de production réussissent parce que l’opérateur a fourni à la machine une géométrie honnête, des données matérielles réalistes et un choix de matrice qui maintenait la tonnage dans la zone de confort élastique de la machine.
Lorsque les trois éléments s’accordent — géométrie de l’outil, comportement du matériau et position de la presse — l’angle se stabilise à quelques millièmes près sur toute la portée.
Vous ne l’avez pas écrasée par la force.
Vous avez accordé un long instrument d’acier lourd sous tension jusqu’à ce que la note sonne juste.
Ce qui soulève une autre question : si le fonctionnement d’une presse plieuse repose vraiment sur l’accordage et la rétroaction, pourquoi en parlons-nous encore comme s’il ne s’agissait que de grandes valeurs de force sur une fiche technique ?
Parcourez n’importe quelle salle d’exposition d’équipements et le premier chiffre qu’ils mettront sous votre nez sera la tonnage. Deux cents tonnes. Trois cents. Plus gros doit être mieux.
C’est parce que la tonnage est facile à imprimer sur une étiquette et facile à comparer entre les marques. La largeur de bande de contrôle, la résolution des encodeurs, la précision de synchronisation Y1/Y2 sous charge asymétrique — tout cela ne tient pas sur une pancarte de vente. La force est visible. Le parallélisme sous charge ne l’est pas.
Si l’angle vient de la géométrie et du surpliage contrôlé — et non de la tonnage brute — alors le vrai défi ne se trouve pas seulement dans le métal. Il se joue à l’intérieur d’un châssis long et flexible qui s’étire, se tord et se rétablit à chaque pression sur la pédale. La tôle atteint quatre-vingt-dix degrés sous charge, et la machine faisait partie de ce chemin de charge. La presse plieuse est une structure élastique contrôlée, pas un mur de béton.
Mais le métal n’est pas une éponge.
Vous ne pouvez pas simplement l’imbiber de plus de pression et espérer que la précision en découle. Au-delà d’un certain point, la tonnage supplémentaire n’affine pas le contrôle ; elle amplifie la déflexion. L’erreur du débutant — le piège du broyeur — est de penser qu’une capacité excessive équivaut à une précision excessive. En réalité, surdimensionner sans contrôle revient à mettre un moteur plus puissant dans un camion à direction floue. Vous déplacerez plus de force, mais vous ne suivrez pas mieux la trajectoire.
Alors, si la tonnage n’est pas l’étoile polaire, qu’est-ce qui l’est ?
Commencez à considérer la tonnage comme un plafond, pas comme un objectif.
Vous calculez la force requise à partir de l’épaisseur du matériau, de la largeur de la matrice et de la longueur du pli. C’est du calcul d’atelier de base. L’épaisseur double, la force augmente approximativement quatre fois. Très bien. Mais une fois que vous êtes confortablement en dessous de la capacité maximale de la machine, la question passe de “ Peut-elle pousser suffisamment fort ? ” à “ Peut-elle s’arrêter avec suffisamment de précision sous charge ? ”
C’est le contrôle de la course.
Sur le papier, deux machines peuvent toutes deux offrir une course de 10 pouces et 200 tonnes. L’une utilise une synchronisation hydraulique de base via une barre de torsion — un lien mécanique reliant les deux vérins jusqu’au point mort bas. L’autre fait fonctionner des vérins indépendants avec des règles linéaires de chaque côté, corrigeant les positions Y1 et Y2 en temps réel.
Sans charge, elles semblent identiques.
Sous un pli asymétrique de 10 pieds, elles ne le sont pas.
Lorsque le côté gauche rencontre plus de matériau que le côté droit, la distribution de la force change. Une barre de torsion résiste mécaniquement à la torsion mais ne peut pas affiner la pénétration latérale une fois la charge appliquée. Des vérins indépendants peuvent ajuster chaque côté — si la boucle de contrôle est rapide et calibrée. Ce “ si ” change tout. Le piège des vérins indépendants consiste à supposer que la flexibilité signifie automatiquement précision ; sans rétroaction rigoureuse, vous avez simplement créé deux façons de vous tromper.
Tissu cicatriciel : J’ai vu un système à deux axes mal réglé tordre une subtile spirale dans de l’acier inoxydable qu’un mécanisme plus simple et plus rigide aurait évitée.
Alors, lorsque vous lisez une fiche technique, posez trois questions : Comment mesure-t-elle la position du vérin sous charge ? Comment synchronise-t-elle la gauche et la droite ? Et comment compense-t-elle la flexion de la table sur la longueur ? Si ces réponses sont vagues, la valeur du tonnage n’est qu’une distraction.
Ce qui nous amène aux systèmes d’entraînement eux-mêmes.
Les presses mécaniques fonctionnent avec un vilebrequin. Le coulisseau descend à un point mort bas fixe à chaque cycle. Répétable, oui. Adaptable, non. Si l’épaisseur du matériau varie ou si la longueur du pli change, vous ajustez manuellement. Il n’y a pas d’écoute — seulement le même coup répété, que l’instrument soit accordé ou non.
Les systèmes hydrauliques ont apporté la modulation. La pression se construit progressivement. Avec des valves proportionnelles et des encodeurs, le contrôle peut “ressentir” la résistance augmenter et s’arrêter à la profondeur programmée sous charge. Les vitesses du chariot supérieur rampent souvent dans les quelques millimètres par seconde près du contact pour une raison : le contrôle se joue dans cette étroite fenêtre où la force et la position varient simultanément. Plus vite n’est pas mieux si vous dépassez votre boucle de rétroaction.
Les machines servo-électriques remplacent l’huile par des vis à billes et des moteurs. Plus propre. Souvent plus rapide entre deux plis. Extrêmement précise en contrôle de position, car la rotation du moteur se traduit directement par le déplacement du coulisseau. Mais les limites de couple remplacent les limites de pression hydraulique ; une fois la capacité atteinte, les mêmes vérités élastiques s’appliquent. Les châssis se déforment toujours. Les tables fléchissent encore. La physique s’impose, que vous payiez pour de l’hydraulique ou du servo.
Le piège du type d’entraînement, c’est de croire que la source d’énergie détermine la précision. Ce n’est pas le cas. Ce sont la qualité de la mesure, la synchronisation et la compensation qui comptent.
Tissu cicatriciel : j’ai vu une presse servo magnifiquement usinée peiner sur des pièces longues et excentrées parce que son système de bombage avait été ajouté après coup.
Ainsi, le cadre du débutant devient simple : choisissez suffisamment de tonnage pour éviter la surcharge, puis évaluez la machine selon l’intelligence avec laquelle elle se mesure et se corrige pendant le pliage.
Qu’est-ce que cela vous apporte sur le plancher ?
La confiance ne vient pas du fait de savoir que votre machine peut atteindre 300 tonnes. Elle vient du fait de comprendre pourquoi la série d’aujourd’hui en tôle de 1/8 po s’est pliée différemment de celle d’hier.
Quand vous voyez la presse comme un système de contrôle de force, vous cessez de réagir émotionnellement aux variations. L’angle s’est ouvert de deux degrés ? Vous demandez : la limite d’élasticité du matériau a-t-elle changé ? La largeur du poinçon a-t-elle modifié le tonnage effectif ? La température a-t-elle altéré la réponse hydraulique ? Les axes Y1/Y2 ont-ils dérivé d’un millième ? Vous diagnostiquez un système, vous ne blâmez pas un chiffre.
Vous cessez également d’être impressionné par la seule puissance brute. Une machine plus petite, équipée de règles linéaires haute résolution, de valves ou d’entraînements réactifs, et d’un bon système de bombage, peut maintenir un parallélisme plus serré sur des pièces réelles qu’un châssis plus grand mais plus stupide. Ce n’est pas évident, car la force paraît puissante et le contrôle paraît invisible.
L’industrie vend du tonnage parce que c’est facile à comparer. Les acheteurs le choisissent parce qu’il semble rassurant. Mais la sécurité en pliage ne dépend pas de la force que vous pouvez exercer, elle repose sur la précision de l’arrêt — et sur la régularité de cet arrêt sur trois mètres d’acier qui résiste.
Une fois que vous comprenez cela, la fiche technique change entre vos mains. Le grand nombre s’efface. Vos yeux partent à la recherche des boucles de rétroaction, de la stratégie de synchronisation et de la conception de la compensation.
Et la prochaine fois que quelqu’un se vantera de sa puissance d’écrasement, vous poserez une question plus calme et plus percutante : comment reste-t-elle parallèle quand la musique devient forte ?


















