

Я видел, как новый сотрудник нажимал на педаль так, будто давил виноград. Обычная стальная пластина толщиной одной восьмой дюйма в V-образной матрице, пуансон опускается с силой. Лист согнулся под углом девяносто градусов под нагрузкой. Пуансон поднялся. Деталь расслабилась — получилось девяносто четыре.
Он посмотрел на станок, будто тот его обманул.
Эти четыре градуса — то место, где начинается иллюзия.
Для новичка всё просто: пуансон опускается, металл гнётся — вот и весь рассказ. Гидравлическое давление подаётся — получаем угол. Как будто раздавить банку из-под газировки.
Но металл — не губка. Это решётка кристаллов, которая растягивается, прежде чем уступить. Когда вы впервые вдавливаете лист в матрицу, сталь всё ещё находится в упругом состоянии — то есть ведёт себя как пружина. Можно разгрузить — и она вернётся в плоское состояние. Пока ничего необратимого не произошло.
Изгиб становится реальным только при очень конкретном пороге.

Представьте, как пуансон опускается на тот же лист толщиной 1/8 дюйма. Сначала сопротивление плавно растёт. Вы просто его изгибаете. Затем, при определённом напряжении — пределе текучести — внутренняя структура начинает скользить. Дефекты кристаллов перемещаются. Металл перестаёт “помнить” плоскость.
Это пластическая деформация. Постоянное изменение.
До предела текучести вы всего лишь растягиваете пружину. После — вы её переформовываете.
Вот то, что большинство новичков упускает: станок не предупреждает о наступлении этого момента. Никакого щелчка, никакой лампочки. Вы выставляете усилие исходя из толщины материала, ширины матрицы и прочности на растяжение, чтобы как раз пересечь эту грань — не перелетев слишком далеко.
Ловушка усилия — думать, что большее давление даёт лучший изгиб. После предела текучести лишняя сила в основном сгибает сам станок и инструмент, а угол почти не улучшает.
Шрамы опыта: я видел операторов, которые пытались исправить ошибки углов давлением и в итоге прогибали пуансон на несколько тысячных дюйма — а потом удивлялись, почему длинные детали выходят волнистыми.
Если текучесть делает изгиб постоянным, почему же тот девяностоградусный изгиб не остался девяностоградусным?
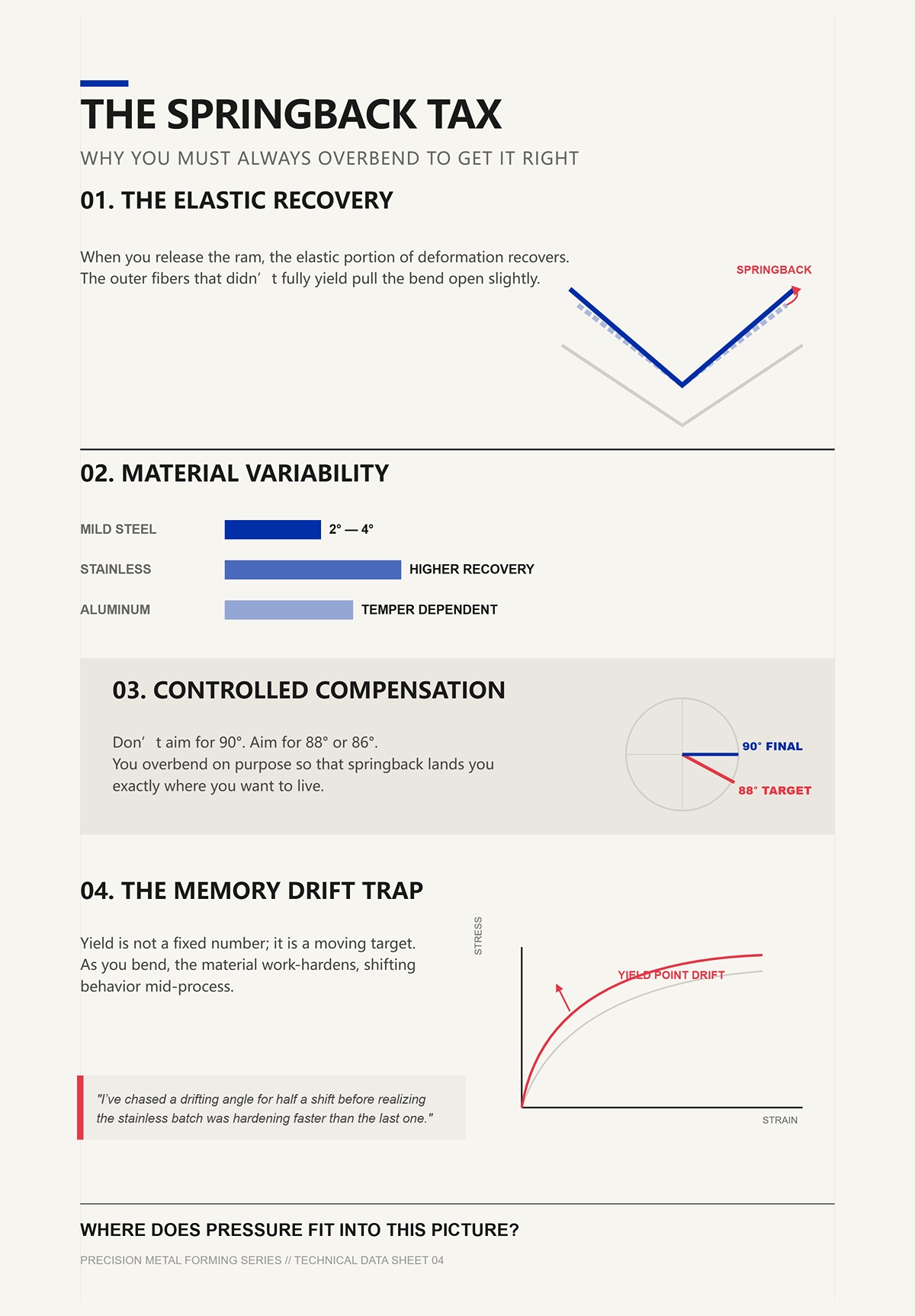
Когда вы поднимаете пуансон, упругая часть деформации восстанавливается. Внешние волокна, которые не полностью деформировались, слегка раскрывают изгиб. Это и есть упругий возврат.
Для мягкой стали — примерно два-четыре градуса при воздушном изгибе. Для нержавейки — больше. Для алюминия — зависит от состояния закалки.
Так что вы не стремитесь к девяноста градусам. Вы целитесь в восемьдесят восемь, может быть, восемьдесят шесть — в зависимости от задачи. Вы намеренно перегибаете, чтобы пружинное возвращение привело вас туда, где вы хотите оказаться.
Это не догадки. Это контролируемая компенсация.
А вот где становится интересно: когда вы гнете, материал упрочняется. Его предел текучести медленно повышается. Металл, с которым вы заканчиваете работу, уже не совсем тот же, с которого вы начинали. Если вы работаете слишком быстро или задерживаетесь слишком долго, вы меняете поведение прямо в процессе.
Ловушка «дрейфа памяти» — это считать, что предел текучести остаётся постоянным числом, а не движущейся целью во время формования.
Рубцовая ткань: я гнался за ускользающим углом полсмены, прежде чем понял, что партия нержавейки упрочняется быстрее, чем предыдущая.
Если угол зависит от того, насколько глубоко вы продавливаете материал за предел текучести и как много пружинного возврата вы прогнозируете, то где же здесь место для давления?
Возьмите две настройки. Тот же лист. Та же машина.
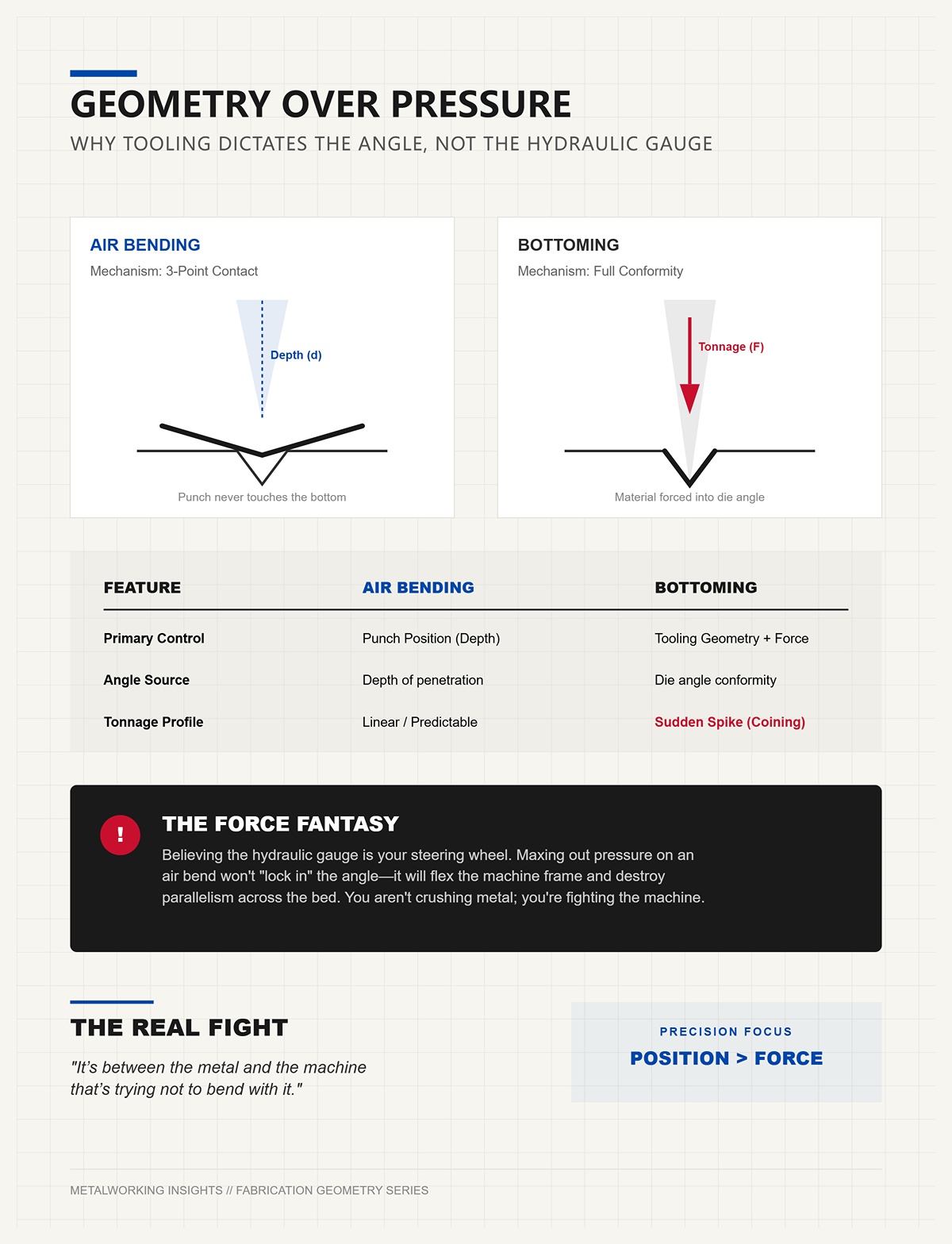
При воздушном изгибе пуансон никогда не заставляет металл опуститься на дно V-образной матрицы. Лист касается кончика пуансона и плеч матрицы, образуя трёхточечный изгиб. Конечный угол зависит от того, насколько глубоко пуансон проникает в отверстие матрицы. Измените глубину на несколько тысячных — угол тоже изменится.
Давление лишь помогает достичь нужной глубины. Результат задаётся геометрией.
При осадке вы плотно вдавливаете лист прямо в угол матрицы. Теперь доминирует угол инструмента, а нагрузка резко возрастает, потому что материал чеканится — вы заставляете его принять форму.
Видите разницу?
Воздушный изгиб основан на позиционном контроле. Осадка сильнее зависит от силы. Но и там вы всё ещё управляете текучестью и пружинным возвратом, а не «ломаете» металл в покорности.
Фантазия силы — это вера в то, что гидравлический манометр — ваше рулевое колесо. На деле это глубина хода пуансона и геометрия инструмента.
Рубцовая ткань: я видел, как операторы доводили давление до максимума при воздушном изгибе, думая, что тем самым “зафиксируют” угол, но в итоге прогибали раму и теряли параллельность по всей длине стола.
Если угол определяется геометрией и контролируемым перегибом — а не грубой силой — то настоящая борьба происходит не только внутри металла.
Она между металлом и машиной, которая старается не гнуться вместе с ним.
| Аспект | Гибка в воздухе | Осадка (bottoming) |
|---|---|---|
| Настройка | Тот же лист и та же машина в качестве базовой линии для сравнения | Тот же лист и та же машина в качестве базовой линии для сравнения |
| Метод контакта | Пуансон касается листа в трёх точках (кончик пуансона и плечи матрицы) | Лист прочно вдавливается в угол матрицы |
| Как определяется угол | Определяется глубиной проникновения пуансона в отверстие матрицы | Определяется в первую очередь углом инструмента (матрицы) |
| Роль давления | Давление лишь обеспечивает требуемую глубину; геометрия задаёт угол | Усилие значительно возрастает, чтобы вдавить материал в форму матрицы (эффект чеканки) |
| Принцип управления | Управление по положению (точное управление глубиной) | Большая зависимость от силы, при этом сохраняется контроль над текучестью и обратной деформацией |
| Чувствительность | Небольшие изменения глубины (в тысячных долях) существенно влияют на угол | После полного вдавливания угол определяется в основном геометрией матрицы |
| Распространённое заблуждение | Увеличение давления “зафиксирует” угол | Одна лишь сила гарантирует точность |
| Наблюдаемый риск | Избыточное давление может вызвать прогиб рамы станка и нарушить параллельность стола | Высокое усилие увеличивает напряжение в станке |
| Ключевое понимание | Угол возникает из геометрии и контролируемого изгиба — не из сырой тоннажности | Даже при большей силе решающими остаются геометрия и поведение материала |
| Внутреннее напряжение | Баланс между деформацией металла и жёсткостью машины | Баланс между пределом текучести материала и конструкционными ограничениями машины |
На моем старом 10-футовом прессе я мог согнуть трёхфутовый кронштейн точно по углу, а на 9 футах ошибался на один градус, не меняя программу. Тот же материал. Та же матрица. Та же целевая глубина.
Если геометрия определяет угол, а глубина задаёт геометрию, то как прогиб машины незаметно вмешивается и крадёт точность?
Потому что глубина — это не то, что показывает экран. Это то место, где пуансон действительно останавливается под нагрузкой — после того, как рама растянулась, ползун изогнулся, и приводная система завершила подачу усилия. Две машины могут носить одинаковый “100-тонный” значок. Но та, что не умеет контролировать, как усилие поступает, нарастает и останавливается, никогда не удержит одинаковую глубину пуансона по всей длине стола. А если глубина уходит на несколько тысячных долей, угол уходит вместе с ней.
Так что, когда мы спрашиваем “Насколько сильно?”, мы на самом деле спрашиваем: Как эта машина создаёт усилие и насколько точно может остановиться там, где того требует геометрия?
Разные приводные системы отвечают на этот вопрос пятью совершенно разными способами.
Я учился на машине с маховиком, которая звучала как товарный поезд. Огромная вращающаяся масса наверху, включается муфта, коленчатый вал превращает вращение в вертикальное движение ползуна. Как только муфта сцепилась — ползун идёт вниз. Без вариантов.
Вот механизм. Механический пресс накапливает энергию во вращающемся маховике. Когда вы включаете муфту, накопленная кинетическая энергия передаётся через кривошипно-шатунный механизм. Усилие достигает пика около нижней мёртвой точки — на последнем участке хода. До этого тоннаж растёт, но ещё не максимален.
Эта форма кривой усилия имеет значение.
При воздушной гибке нас интересует положение. Но механический пресс управляется геометрией кривошипа, а не точно дозированным гидравлическим потоком. Нельзя легко «погладить» последний тысячный дюйм. Ползун стремится пройти нижнюю мёртвую точку, потому что механизм всё ещё движется. Поэтому вы подбираете момент включения муфты, отпуск тормоза и надеетесь, что инерция не утащит глубже, чем запланировано.
Вот почему они быстры. Частота хода может быть высокой, потому что не нужно ждать, пока переместится масло. Но эта же инерция — ловушка для потери точности. Как только энергия попала в систему, вы не можете плавно её сбросить — вы её останавливаете.
Рубцовая ткань: я видел, как длинная деталь выходила с «короной», потому что центр ползуна достигал пикового тоннажа чуть раньше по ходу, чем концы, и не было микронастройки, способной это корректировать в момент удара.
Механические прессы вознаграждают повторяемость на коротких сериях с фиксированными наладками. Но когда толщина листа варьируется на несколько тысячных, или когда вы гонитесь за допуском в полградуса на длине восемь футов, вопрос становится неудобным:
Как “подложить шайбу” по глубине, если движение машины зафиксировано вращающимся колесом?
Впервые, когда я гнул пластину толщиной полдюйма на современном гидравлическом прессе, я наблюдал, как манометр давления плавно поднимается по мере опускания траверсы. Никакой драмы. Просто контролируемое усилие.
Гидравлика создаёт усилие за счёт давления масла в цилиндрах. Давление, умноженное на площадь поршня, даёт силу. Простая математика. Прелесть — в контроле: пропорциональные клапаны дозируют поток, сервоклапаны тонко регулируют его, и вы можете замедлить ход ползуна до ползучего движения на последних миллиметрах. Это значит, что вы можете задавать глубину с настоящей точностью.
И при длительной нагрузке гидравлика сияет. Непрерывный высокий тоннаж на толстых листах — её родная стихия, потому что давление можно стабильно поддерживать, не полагаясь на запасённую кинетическую энергию. Рама всё ещё прогибается, да — но система способна выдерживать, фиксировать и компенсировать.
Вот где начинается тихая борьба.
Масло слегка сжимается. Шланги расширяются. Уплотнения изгибаются. При большой нагрузке, особенно на длинных станинах, оба цилиндра должны оставаться синхронными. Если Y1 и Y2 (левый и правый цилиндры) расходятся хотя бы на несколько тысячных, ползун наклоняется. И теперь глубина вашего удара не параллельна.
Электро-гидравлические ЧПУ-системы замыкают этот контур, измеряя каждую сторону независимо с помощью линейных шкал. Старые системы с торсионным валом связывают обе стороны механически; если одна сторона отстаёт под нагрузкой, вал скручивается, надеясь усреднить отклонение.
Это иллюзия параллелизма: предположение, что одинаковое давление означает одинаковую позицию. Давление — это сила. Позиция — это геометрия. Это не одно и то же.
Рубцовая ткань: я гонялся за конусностью на 10-футовой панели из нержавейки, чтобы в итоге обнаружить, что один цилиндр опережал другой на три тысячных под пиковыми нагрузками — на манометре незаметно, но угол был очевиден.
Гидравлика остаётся доминирующей, потому что может как создавать, так и регулировать серьёзное усилие. Но её точность зависит от того, насколько хорошо машина измеряет и корректирует прогиб в реальном времени.
Так что если масло даёт нам мышцы с управляемым движением, что произойдёт, если мы вообще уберём масло?
Я посетил мастерскую, где работал небольшой 22-тонный сервоприводной электрический пресс — шариковые винты, приводимые сервомоторами, без гидравлического блока, гудящего на заднем плане. Они гнули тонкие нержавеющие корпуса длиной менее трёх футов. Заявленная повторяемость — в микронном диапазоне.
Механически — это чистое решение. Сервомотор вращает шариковый винт — резьбовой вал с рециркулирующими шариками, который преобразует вращательное движение в поступательное с очень высокой эффективностью. Положение отслеживается энкодерами прямо на моторе или винте. Когда контроллер говорит «стоп», мотор останавливается. Никакого сжатия масла. Никакой задержки клапанов.
Для коротких деталей и тонких материалов такой прямой привод позиционирования действует хирургически точно. Можно независимо запрограммировать скорость подхода, скорость гиба и возврата. Энергопотребление падает, потому что двигатель потребляет мощность только во время движения.
Но вот где рекламные плакаты становятся тонкими.
Шариковые винты имеют пределы нагрузки. При большом тоннаже они микроскопически растягиваются. Рама всё ещё прогибается. А динамическая отдача при работе с толстыми материалами может уступать гидравлике, рассчитанной на постоянное высокое давление. В некоторых сравнениях показано, что электрические системы теряют преимущество при работе с толстыми листами и большими нагрузками, где стабильность давления под усилием важнее, чем эффективность на холостом ходу.
Ловушка «Гало эффективности» заключается в том, что более тихая и чистая работа автоматически воспринимается как более точная в любой ситуации. Точность под нагрузкой зависит от жесткости и обратной связи, а не только от типа двигателя.
Рубцовая ткань: я видел, как мастерская купила электрический пресс‑тормоз ради экономии энергии, а потом стала отдавать на сторону более толстые детали, потому что машина просто не была рассчитана на удержание глубины при таких нагрузках.
Сервоприводные электромеханические системы — это блестящие скальпели. Гидравлика — это управляемые молоты. Выбор инструмента определяет, как вы боретесь с прогибом — и насколько реально можете его нейтрализовать.
Так где же место сжатого воздуха в этом оркестре?
Я доверял пневматическим пресс‑тормозам только при работе с тонкими алюминиевыми панелями и легкими кронштейнами. Они быстрые. Они тихие. И быстро выдыхаются.
Сжатый воздух приводит в движение цилиндры подобно гидравлике, но воздух сильно сжимается. Это значит, что под нагрузкой система ведет себя как пружина. По мере роста сопротивления воздух дополнительно сжимается, прежде чем передать полный усилие на ползун.
Для легких работ эта пружинность не смертельна. Более того, цикл может быть быстрым, потому что система проста и быстро движется. При гибке тонких листов, где требуется небольшое усилие, пневматика может превзойти более тяжелые гидравлические системы по чистой скорости.
А теперь положите под нее сталь толщиной в четверть дюйма.
Необходимое усилие резко растет с толщиной и шириной V‑матрицы. Воздух дополнительно сжимается. Управление становится «мягким». Глубину все труднее остановить точно, потому что сама среда упругая.
Но металл — не губка. Губка — воздух.
Этот дисбаланс называется «каскадом соответствия»: упругая приводная система передает усилие упругому материалу, пока рама между ними изгибается. Вы складываете пружины одну на другую и надеетесь на точность.
Рубцовая ткань: я видел, как пневматический агрегат остановился на полпути при гибке толстой детали, давление было на максимуме, ползун не достиг заданной глубины — машина просто не могла выдать усилие, требуемое геометрией.
У пневматики есть свой диапазон применения. Выйдите за его пределы — и прогиб победит, ещё до того как материал достигнет текучести.
Так что даже если мы выбрали “правильные” мускулы, за ними всё равно стоит мозг — а иногда его почти нет.
Я когда-то работал на пресс‑тормозе с торсионным валом и NC‑управлением, где задавалась одна глубина Y. Оба цилиндра шли вместе, механически соединённые. Если рама прогибалась при длинной и тяжёлой гибке, ты компенсировал, подстраивая глубину и, возможно, вручную добавляя выгиб (crowing).
Ты управлял движением.
Современные CNC‑электрогидравлические системы измеряют Y1 и Y2 независимо с помощью линейных шкал, установленных рядом с ползуном. Контроллер сравнивает заданное положение с фактическим тысячи раз в секунду, подправляя клапаны, чтобы обе стороны оставались синхронизированными под нагрузкой.
Это — программирование результата.
Разница проявляется на длинных деталях. В системах с NC-крутильной балкой, если одна сторона отстаёт из-за неравномерной нагрузки или перекоса рамы, торсионная балка усредняет ошибку. При полном CNC каждая сторона корректируется в реальном времени. Угловое программирование может скрыть небольшие расхождения на NC, но это обходное решение — не истинное параллельное управление.
Ловушка «Полпути» — это вера в то, что сервоприводные задние упоры и цифровые экраны автоматически означают полноценную синхронизацию осей. Без независимой обратной связи Y1/Y2 вы всё ещё доверяете раме больше, чем следовало бы.
Рубцовая ткань: я видел, как цеха гоняются за стабильным углом, регулируя позиции заднего упора, тогда как настоящей причиной была несинхронизированная работа ползуна под нагрузкой.
Две машины могут заявлять одинаковую силу — 100 тонн. Одна выдаёт её вращающимся маховиком, другая — под давлением масла, третья — с шариковыми винтами, четвёртая — сжатым воздухом. Одна измеряет обе стороны ползуна и корректирует их в процессе гибки; другая предполагает симметрию и надеется на лучшее.
Если угол задаётся геометрией и контролируемой перекруткой, а не чистой мощностью, то система привода — это не только “насколько сильно”.”
Это о том, насколько точно можно остановиться, удержать и сохранить усилие идеально параллельным, когда «музыка становится громкой».
И даже с лучшей приводной системой в мире сама рама всё равно пытается изгибаться.
Представьте десятифутовую полосу стали A36 толщиной 1/4 дюйма, уложенную на стол. У вас выставлена таблица тоннажей. Цилиндры синхронизированы. Контроллер показывает, что обе стороны выровнены до нескольких микрон. Вы нажимаете педаль, и лист под нагрузкой сгибается на девяносто градусов.
Затем вы проверяете.
Девяносто в центре. Восемьдесят восемь с небольшим — на обоих концах.
Ничего не “потеряло давление”. Ничего не проскользнуло. Двигалась сама машина. Под полной нагрузкой ползун и стол прогнулись — микроскопически изогнулись — так, что пуансон проник глубже в центре, чем на концах. Приводная система сделала ровно то, что ей велено. Конструкция передала усилие неравномерно вдоль всей длины. Если угол зависит от геометрии и контролируемой перекрутки, а не от сырой мощности, то настоящая борьба происходит не только внутри металла.
Она разворачивается вдоль десяти футов стали, пытающейся вести себя как камертон под напряжением.
Удвоение толщины материала не просто удваивает тоннаж; при воздушной гибке он примерно увеличивается вчетверо, потому что требуемое усилие растёт пропорционально квадрату толщины. Гните сталь 1/8 дюйма — всё комфортно. Перейдите на 1/4 дюйма в той же V-матрице — и нагрузка быстро возрастает. Более высокая нагрузка сильнее давит на горло рамы и центр стола, где пролёт самый длинный. Прогиб увеличивается нелинейно, но ваш заявленный “200 тонн” не изменился. Рейтинг — это потолок. Параллельность — движущаяся цель.
Рубцовая ткань: я видел, как цех обвинял изменение материала в двухградусной конусности, которая была просто прогибом в середине, который никто не измерил.
Так что даже если усилие точно рассчитано и глубина верна, как удержать ползун действительно горизонтальным, когда сама нагрузка перемещается вдоль стола?
Выполните короткую гибку только с левой стороны. Теперь нагрузка эксцентрична — вне центра. Левый цилиндр сталкивается с большим сопротивлением; правая сторона в основном движется свободно. На старой машине с торсионным валом механическая связь заставляет обе стороны двигаться вместе, усредняя ошибку. Нагруженная сторона хочет отставать; лёгкая — опережать. Вал делит разницу.
Вы получаете параллельное движение. Но не равное усилие.
Современные пресс-гибы CNC считывают Y1 и Y2 независимо, используя линейные шкалы, установленные рядом с ползуном. Контроллер сравнивает заданное и фактическое положение тысячи раз в секунду и регулирует каждый клапан отдельно. Если левая сторона проседает под большей нагрузкой, система подаёт ей больше давления, чтобы сохранить совпадение позиций.
Звучит как победа.
Но вот в чём загвоздка: когда толщина резко увеличивается или ширина матрицы уменьшается, тоннаж резко возрастает. Если опуститься ниже примерно шести толщин материала для вашего V-отверстия, требуемое усилие быстро растёт — вместе с поверхностными следами и непредсказуемым распределением напряжений. Система коррекции начинает работать напряжённее, увеличивая давление с одной стороны, чтобы добиться параллельности. Вы создали перетягивание каната между синхронизацией и жёсткостью конструкции.
Ловушка синхронизации — это вера в то, что равное положение всегда означает равный угол. Если рама слегка изгибается под асимметричной нагрузкой, ползун может быть численно параллелен, в то время как сама станина не создаёт равномерную реакционную поверхность.
Рубцовая ткань: я видел, как операторы часами подбирали смещения Y1/Y2, тогда как настоящей причиной был узкий штамп, незаметно перегружающий одну сторону рамы.
Так даже если мы удерживаем ползун выровненным слева направо, почему совершенно ровная станина всё равно создаёт изогнутый сгиб на длинных деталях?
Возьмём тот же десятифутовый сгиб, теперь по центру. Оба цилиндра сбалансированы. Нет эксцентричной нагрузки. До нажатия педали станина прямая, в пределах допуска обработки.
Под нагрузкой такой она не останется.
Пуансон давит вниз в центре пролёта, и станина прогибается там вниз, в то время как боковые рамы сопротивляются. Ползун, растянутый на ту же ширину, немного изгибается вверх по краям. Вместе они создают картину зазора: наибольшее проникновение в середине, меньшее на концах. В результате угол получается более острым в центре и более открытым на краях.
Ирония в том, что чем ровнее ваша станина в состоянии покоя, тем предсказуемее становится прогиб под нагрузкой — и тем активнее его приходится компенсировать.
Вот тут появляется система компенсации прогиба. Механические или гидравлические системы создают контролируемую выпуклость станины до удара нагрузки. Вы предварительно изгибаете машину в противоположном направлении ожидаемой кривой прогиба. Если настроить правильно, при полном тоннаже станина выравнивается под давлением, распределяя усилие равномерно по длине.
Вы подгоняете инструмент перед тем, как начнётся музыка.
Ошибитесь — слишком малая компенсация, и центр всё равно замкнется слишком сильно. Слишком большая — и края переизгибаются. Поскольку тоннаж растёт пропорционально квадрату толщины, изменение материала с 3 мм на 6 мм требует не просто увеличения силы — оно требует другой кривой компенсации. Компенсация прогиба — это не разовая настройка. Это живая регулировка, связанная с геометрией, шириной матрицы и пределом текучести материала.
Рубцовая ткань: я видел, как бригада весь день утром гнула идеальные углы, а после обеда перешла на более толстый материал и весь остаток дня винила оператора, хотя единственное, что изменилось, — это кривая прогиба.
Что приводит нас к неудобной истине: десятилетиями операторы компенсировали по ощущениям и пробным сгибам. Теперь машины обещают думать за вас.
Современные системы измеряют положение ползуна с помощью линейных энкодеров и, в некоторых случаях, оценивают нагрузку через датчики давления. Контроллер обращается к библиотеке материалов — толщина, прочность на растяжение, ширина матрицы — и вычисляет ожидаемый прогиб. Затем он автоматически регулирует компенсацию прогиба и глубину ползуна во время хода.
Вы задаёте не просто глубину. Вы программируете прогнозируемое упругое событие.
В электро-гидравлических системах внизходящего хода синхронизация происходит постоянно, когда ползун приближается к нижнему мёртвому положению. Машина может замедляться, корректировать отклонение Y1/Y2 и применять динамическую компенсацию прогиба на основе обратной связи в реальном времени. При правильной настройке разброс угла вдоль длинного сгиба значительно уменьшается по сравнению с ручными станками.
Но датчики не делают сталь жёстче.
Если рама лишена жёсткости, электронная коррекция увеличивает локальное давление для удержания позиции, что может усилить конструктивное напряжение в других местах. Системы типа JEELIX с нисходящим ходом действительно улучшают параллельность, да — но они также требуют точного контроля тоннажа, потому что сама компенсация перераспределяет усилие. Вы исправляете один вектор ошибки, одновременно нагружая другой.
Ловушка «Автоматизационный ореол» исходит из предположения, что программное обеспечение отменяет законы физики. Оно лишь моделирует их — и только настолько точно, насколько входные данные соответствуют реальности.
Рубцовая ткань: я видел, как датчики угла маскировали нарастающую усталость рамы в течение месяцев, пока в один день компенсация не достигла конца хода — и конусность вернулась с острыми зубами.
Мы нейтрализовали дрейф ползуна, предварительно изогнули стол против собственного провиса и позволили электронике подрезать последние несколько микрон. Остаётся ежедневное ремесло: выбирать соотношения оснастки, которые не поднимают тоннаж, настраивать задние упоры так, чтобы детали не коробились при несимметричной нагрузке, и контролировать ход, чтобы перегиб соответствовал реальному упругому возврату — а не справочным значениям.
Вот где теория прогиба либо выдерживает столкновение с цеховой практикой, либо рушится под тяжестью собственных предположений.
Представьте себе десятифутовую полосу мягкой стали толщиной 1/8 дюйма на станине. Машина откронирована под нагрузку. Библиотека материалов настроена. На экране — 92 тонны.
Вы нажимаете на педаль.
Лист согнулся под нагрузкой до девяноста градусов.
Когда ползун поднимается, угол расслабляется до девяноста четырёх.
Эти четыре градуса — не ошибка. Это упругий возврат — эластическое восстановление после снятия нагрузки. Но металл — не губка. Он не отскакивает случайно. Он высвобождает накопленное упругое напряжение в зависимости от толщины, ширины матрицы и предела текучести. Если угол определяется геометрией и контролируемым перегибом — а не просто тоннажем — тогда настоящая задача лежит не только внутри металла, а в том, как вы организуете настройку, чтобы машина, оснастка и материал одновременно пришли к одному результату.
Вот как это делается на практике.
Начните с матрицы, а не с таблицы тоннажа.
Возьмём ту же мягкую сталь толщиной 1/8 дюйма — 0,125 дюйма. Распространённое эмпирическое правило: V-открытие около восьми толщин. Это матрица на 1 дюйм. Подставляем в стандартную формулу воздушного гиба — получаем примерно 14–15 тонн на фут. Растягиваем на 10 футов — и имеем около 150 тонн.
Теперь уменьшаем V-открытие наполовину — до 0,5 дюйма. Тот же материал. Та же длина. Требуемое усилие почти удваивается, потому что тоннаж обратно пропорционален ширине матрицы. Вы не изменили деталь. Вы изменили геометрию. И теперь рама прогибается сильнее при той же работе.
Геометрическая ловушка — это мысль, что более узкие матрицы дают более точные углы. На деле они означают более высокую нагрузку и больший прогиб, который нужно компенсировать.
Рубцовая ткань: я видел, как операторы гонялись за конусностью в два градуса, появившейся в тот момент, когда они сменили матрицу на более узкую “ради точности”.”
Матрица определяет внутренний радиус — примерно 16 процентов от открытия V при воздушном гибе. Этот радиус задаёт, насколько растягиваются наружные волокна и сколько упругой энергии вы накопите. Меньше радиус — больше накопленной энергии, больше упругого возврата для компенсации. Вы не “заставляете” угол 90. Вы перегибаете до 86 или 88 под нагрузкой, чтобы после разгрузки он вернулся к 90.
Этот перегиб определяется геометрией, а не самоуверенностью.
Чеканка кажется обходным путем. Ударить пуансоном сильно в матрицу, превысить предел текучести по всей толщине — и упругая отдача почти исчезает, потому что материал пластически раздавлен, чтобы соответствовать инструменту. Но при чеканке усилие возрастает в три-пять раз по сравнению с воздушной гибкой. Рама машины, ползун, штифты — всё испытывает этот всплеск. Появляются вибрации. Срабатывают аварийные перегрузки.
Вы обменяли упругую неопределенность на структурное напряжение.
Так что первый компенсатор в этом трехстороннем споре — это геометрия инструмента. Выберите матрицу достаточно широкую, чтобы держать усилие, а значит и прогиб, в контролируемом диапазоне. Подберите радиус пуансона, соответствующий целевому внутреннему радиусу, но не перерастягивающий внешние волокна. Составьте карту потока металла, прежде чем вообще нажимать на педаль.
Затем вы спрашиваете: если геометрия определяет линию гиба, как убедиться, что каждая деталь действительно попадает на одну и ту же линию?
Однажды я наблюдал, как новый сотрудник сгибал партию кронштейнов. Углы были идеально одинаковы. Длины — нет. Некоторые отбортовки расходились на 0,020 дюйма. Он всё время подстраивал глубину, уверенный, что ползун “гуляет”.
Это было не так.
Пальцы заднего упора были слегка непараллельны — на несколько тысячных по всей длине. Когда лист касался их, он микроскопически скручивался, ещё до того как пуансон его задевал. Машина гнула именно там, где ей было велено. Просто деталь сидела не ровно.
Задние упоры — это линейные системы позиционирования — обычно шариковинтовые пары или ремни, приводимые сервоприводами, с разрешением до нескольких микрон. Они задают не только длину отбортовки. Они определяют, где начинается нейтральная ось гиба относительно центральной линии инструмента. Если один палец выдвинут вперёд на 0,003 дюйма на детали длиной 10 футов, вы уже внесли диагональ в настройку.
Машина добросовестно изогнёт эту диагональ.
Ловушка выравнивания — предполагать, что цифровая индикация равна физической истине. Энкодеры показывают положение винта, а не то, находятся ли пальцы в одной плоскости под нагрузкой.
Шрамы опыта: я видел, как идеальная синхронизация Y1/Y2 обвинялась в конусности деталей, когда настоящим виновником был рельс заднего упора, забитый стружкой.
На длинных деталях нужно поддерживать лист, чтобы сила тяжести не стягивала его с пальцев. На асимметричных заготовках следует переставлять упоры, чтобы избежать бокового смещения материала при опускании ползуна. Каждая точка контакта — это рычаг, способный скрутить заготовку до начала формовки.
Параллельность — это не только взаимоотношение ползуна и стола. Это то, как деталь входит в процесс.
Итак, геометрия выверена, заготовка установлена ровно. Теперь наступает момент, разделяющий механические прессы и системы с управлением: как ход определяет, когда «достаточно» — это действительно достаточно.
На современном электро-гидравлическом прессе по боковым стойкам установлены линейные энкодеры, измеряющие фактическое положение ползуна, а не просто ход цилиндра. Датчики давления считывают гидравлическую нагрузку. Контроллер сравнивает заданную глубину с обратной связью в реальном времени тысячи раз за весь рабочий ход вниз.
Он не угадывает. Он корректирует.
Когда пуансон касается листа, нагрузка резко возрастает. Рама начинает растягиваться — да, растягиваться — на несколько тысячных. Этот растяг означает, что ползун может находиться на запрограммированной глубине относительно цилиндров, но ещё не относительно стола. Контроллер продолжает подавать давление, пока обратная связь энкодера не покажет, что требуемое положение под нагрузкой достигнуто.
Вот почему гиб может требовать проникновения на 0,010 дюйма глубже при полной нагрузке, чем предполагал подход без нагрузки.
Шрамы опыта: я измерял машины, которые в состоянии покоя были выше на 0,006 дюйма, чем под ударом в 120 тонн. Сталь двигается. Всегда.
Механические листогибочные прессы этого “не чувствуют”. Коленчатый вал приводит ползун в фиксированную нижнюю мёртвую точку. Если прогиб меняется в зависимости от материала или длины, единственная коррекция — ручная настройка постфактум. Гидравлические и сервоэлектрические системы корректируют глубину динамически, но они всё равно действуют внутри жёсткости рамы. Если требуемое усилие удвоилось, потому что вы удвоили длину гиба, прогиб удваивается вместе с ним. Контроллер компенсирует в пределах своего хода — он не делает С-раму толще.
Ловушка излишней уверенности — это вера в то, что раз большинство гибов получаются правильно, то вся драма исчезла. Современные системы обратной связи сделали процесс балансировки рутинным, но не бессмысленным. Восьмидесяти процентам производственных деталей удаётся, потому что оператор ввёл в машину честную геометрию, реальные данные о материале и подобрал инструмент, который удерживает тоннаж в пределах упругой зоны комфорта станка.
Когда все три согласуются — геометрия инструмента, поведение материала и положение ползуна — угол получается с точностью до нескольких тысячных по всей длине.
Вы не подавили металл силой.
Вы настроили длинный, тяжёлый стальной инструмент в натяжении, пока нота не зазвучала чисто.
Это вызывает другой вопрос: если работа на листогибе на самом деле связана с настройкой и обратной связью, почему мы продолжаем говорить о них так, будто это просто большие цифры усилия в технических характеристиках?
Пройдитесь по любому выставочному залу оборудования — первое число, которое вам сунут под нос, это тоннаж. Двести тонн. Триста. Больше значит лучше.
Потому что тоннаж легко напечатать на наклейке и легко сравнивать между брендами. Ширина диапазона управления, разрешение энкодера, точность синхронизации Y1/Y2 при асимметричной нагрузке — всё это не поместится на рекламной табличке. Усилие видно. Параллельность под нагрузкой — нет.
Если угол определяется геометрией и контролируемым перегибом, а не чистым тоннажем, то настоящая борьба происходит не только внутри металла. Она внутри длинной гибкой рамы, которая растягивается, скручивается и восстанавливается каждый раз, когда вы нажимаете на педаль. Лист достиг девяноста градусов под нагрузкой, и станок был частью этого пути усилия. Пресс — управляемая упругая конструкция, а не бетонная стена.
Но металл — не губка.
Невозможно просто залить его давлением и ждать, что точность начнёт капать. После определённого уровня дополнительный тоннаж не повышает контроль — он усиливает прогиб. Ошибка новичка — ловушка «дробилки» — это мысль, что избыточная мощность равна избыточной точности. На деле, переизбыточная мощность без управления — как ставить больший двигатель в грузовик с расхляпанным рулём. Усилие вырастет, но направление не станет ровнее.
Так если тоннаж — не путеводная звезда, то что же ей является?
Начните относиться к тоннажу как к потолку, а не к цели.
Вы вычисляете требуемое усилие исходя из толщины материала, ширины матрицы и длины гиба. Это базовая цеховая математика. Толщина удваивается — сила возрастает примерно в четыре раза. Хорошо. Но как только вы находитесь значительно ниже максимального рейтинга станка, вопрос меняется с “Может ли он достаточно сильно давить?” на “Может ли он достаточно точно останавливаться под нагрузкой?”
Это и есть контроль хода.
На бумаге два станка могут предлагать одинаковый ход в 10 дюймов и усилие 200 тонн. Один использует базовую гидравлическую синхронизацию через торсионный вал — механическую связь, объединяющую оба цилиндра до нижней мёртвой точки. Другой работает с независимыми цилиндрами и линейными шкалами с каждой стороны, корректируя положение Y1 и Y2 в реальном времени.
Без нагрузки они выглядят идентично.
При асимметричном гибе длиной в 10 футов — нет.
Когда левая сторона видит больше материала, чем правая, распределение силы изменяется. Торсионный вал механически сопротивляется скручиванию, но не может точно регулировать боковое проникновение, когда нагрузка растёт. Независимые цилиндры могут корректировать каждую сторону — если контур управления быстрый и откалиброванный. Это “если” решает всё. Ловушка независимых цилиндров — считать, что гибкость автоматически означает точность; без строгой обратной связи вы просто создали два способа ошибиться.
Рубцовая ткань: я видел, как плохо настроенная система с двумя осями выгибала едва заметный виток в нержавейке, чего более простая и жёсткая механика легко бы избежала.
Так что, когда вы читаете техническое описание, задайте три вопроса: как оно измеряет положение ползуна под нагрузкой? как синхронизирует левую и правую стороны? и как компенсирует прогиб стола по всей длине? Если на эти вопросы отвечают расплывчато, цифра тоннажа — просто отвлекающий манёвр.
Что подводит к самим приводным системам.
Механические прессы работают на кривошипе. Ползун опускается в фиксированную нижнюю мёртвую точку каждый цикл. Повторяемость — да. Адаптивность — нет. Если толщина материала меняется или длина гиба другая, корректировка только вручную. Тут нет «слушания» — лишь одно и то же усилие каждый раз, независимо от того, настроен ли инструмент.
Гидравлические системы принесли модуляцию. Давление растёт постепенно. С пропорциональными клапанами и энкодерами управление может “ощущать” увеличение сопротивления и останавливаться на заданной глубине под нагрузкой. Скорость верхней балки часто падает до нескольких миллиметров в секунду при контакте — не случайно: контроль происходит именно в этом узком диапазоне, где сила и положение меняются одновременно. Быстрее — не лучше, если вы опережаете систему обратной связи.
Сервоэлектрические машины заменяют масло на ходовые винты и двигатели. Чище. Часто быстрее между гибами. Исключительно точны по положению, потому что вращение двигателя напрямую превращается в ход ползуна. Но ограничение по крутящему моменту заменяет гидравлический предел давления; когда вы приближаетесь к пределу, действуют те же упругие истины. Рамы всё равно растягиваются. Столы всё равно прогибаются. Физика вступает в игру, будь то гидравлика или серво.
Ловушка выбора привода — думать, что источник энергии определяет точность. Нет. Её определяет качество измерения, синхронизации и компенсации.
Рубцовая ткань: я видел прекрасно изготовленный серво-пресс, который страдал на длинных, несимметричных деталях, потому что система компенсации прогиба была добавлена потом.
Так что базовая схема для новичка проста: выберите достаточный тоннаж, чтобы избежать перегрузки, и оценивайте машину по тому, насколько разумно она измеряет и корректирует себя во время гибки.
Что это даёт вам на производстве?
Уверенность приходит не от знания, что машина может развить 300 тонн. Она приходит от понимания, почему сегодняшняя партия толщиной 1/8 дюйма согнулась иначе, чем вчерашняя.
Когда вы видите пресс как систему управления силой, вы перестаёте эмоционально реагировать на отклонения. Угол открылся на два градуса? Вы спрашиваете: изменилась прочность материала, изменила ли ширина матрицы эффективный тоннаж, изменилась ли температура и скорость реакции гидравлики, было ли смещение Y1/Y2 на тысячную? Вы диагностируете систему, а не обвиняете число.
Вы также перестаёте впечатляться только грубой мощью. Меньшая машина с высокоточным линейным измерением, отзывчивыми клапанами или приводами и хорошо разработанной системой компенсации прогиба может удерживать параллельность лучше на реальных деталях, чем большая, но менее умная рама. Это неочевидно, потому что сила ощущается как мощь, а контроль — как нечто невидимое.
Отрасль продаёт тоннаж, потому что его легко сравнивать. Покупатели выбирают его, потому что это кажется безопасным. Но безопасность при гибке — не в том, насколько сильно вы можете давить. А в том, насколько точно вы можете остановиться — и насколько равномерно распределяете эту остановку по десяти футам стали, которая сопротивляется.
Когда вы это понимаете, технический лист меняется в руках. Большая цифра теряет значение. Ваш взгляд начинает искать контуры обратной связи, стратегию синхронизации и конструкцию компенсации.
И в следующий раз, когда кто-то похвалится сокрушительной мощью, вы зададите более тихий, но острый вопрос: как машина остаётся параллельной, когда работа становится «громкой»?


















