

Yeni işe alınan birinin pedala üzüm ezermiş gibi yaslandığını izledim. V-die'de bir sekiz inç yumuşak çelik, ram sert bir şekilde aşağı iniyor. Levha yük altında doksan dereceye ulaştı. Ram yükseldi. Parça doksan dörde gevşedi.
Makineye, ona yalan söylemiş gibi baktı.
O dört derece, illüzyonun başladığı yerdir.
Bir acemi için, ram aşağı iniyor, metal bükülüyor, hikaye sona eriyor. Hidrolik basınç içeri, açı dışarı. Bir soda kutusunu ezmek gibi.
Ama metal bir sünger değildir. Metal, teslim olmadan önce uzayan kristallerin bir kafesidir. O levhayı kalıba ilk itmeye başladığınızda, çelik hala elastiktir—yani bir yay gibi davranmaktadır. Onu boşaltabilirsiniz ve düz hale dönecektir. Henüz kalıcı bir şey olmamıştır.
Bükülme, yalnızca çok belirli bir eşiğe ulaşıldığında gerçek hale gelir.

Ramın o aynı 1/8 inç levhanın üzerine indiğini hayal edin. Başlangıçta, direnç yavaşça artar. Sadece onu esnetiyorsunuz. Sonra, belirli bir stres seviyesinde—akma noktası—iç yapılar kaymaya başlar. Yer değiştirmeler hareket eder. Metal “düz” olmayı unutmaya başlar.
Bu plastik deformasyondur. Kalıcı değişim.
Akma öncesinde, sadece bir yayı geriyorsunuz. Akma sonrasında, onu yeniden şekillendiriyorsunuz.
Çoğu aceminin atladığı kısım burada: makine o anı duyurmaz. Hiçbir tıklama, hiçbir ışık yoktur. Malzeme kalınlığı, kalıp açıklığı ve çekme dayanımına dayalı olarak tonajı ayarlıyorsunuz ki sadece o çizgiyi geçin—aşırıya kaçmadan.
Tonnaj Tuzağı, daha fazla basıncın daha iyi bükülmeler anlamına geldiğini düşünmektir. Akma noktasının ötesinde, ek kuvvet çoğunlukla makineyi ve aletleri saptırır, açıyı iyileştirmek yerine.
Yara izi: Operatörlerin basınçla açı hatalarını takip ettiğini ve ramı birkaç binlik bükerek, uzun parçalarının neden dalgalı çıktığını merak ettiğini gördüm.
Eğer akma bükülmeyi kalıcı hale getiriyorsa, o doksan derece bükülme neden doksan derecede kalmadı?
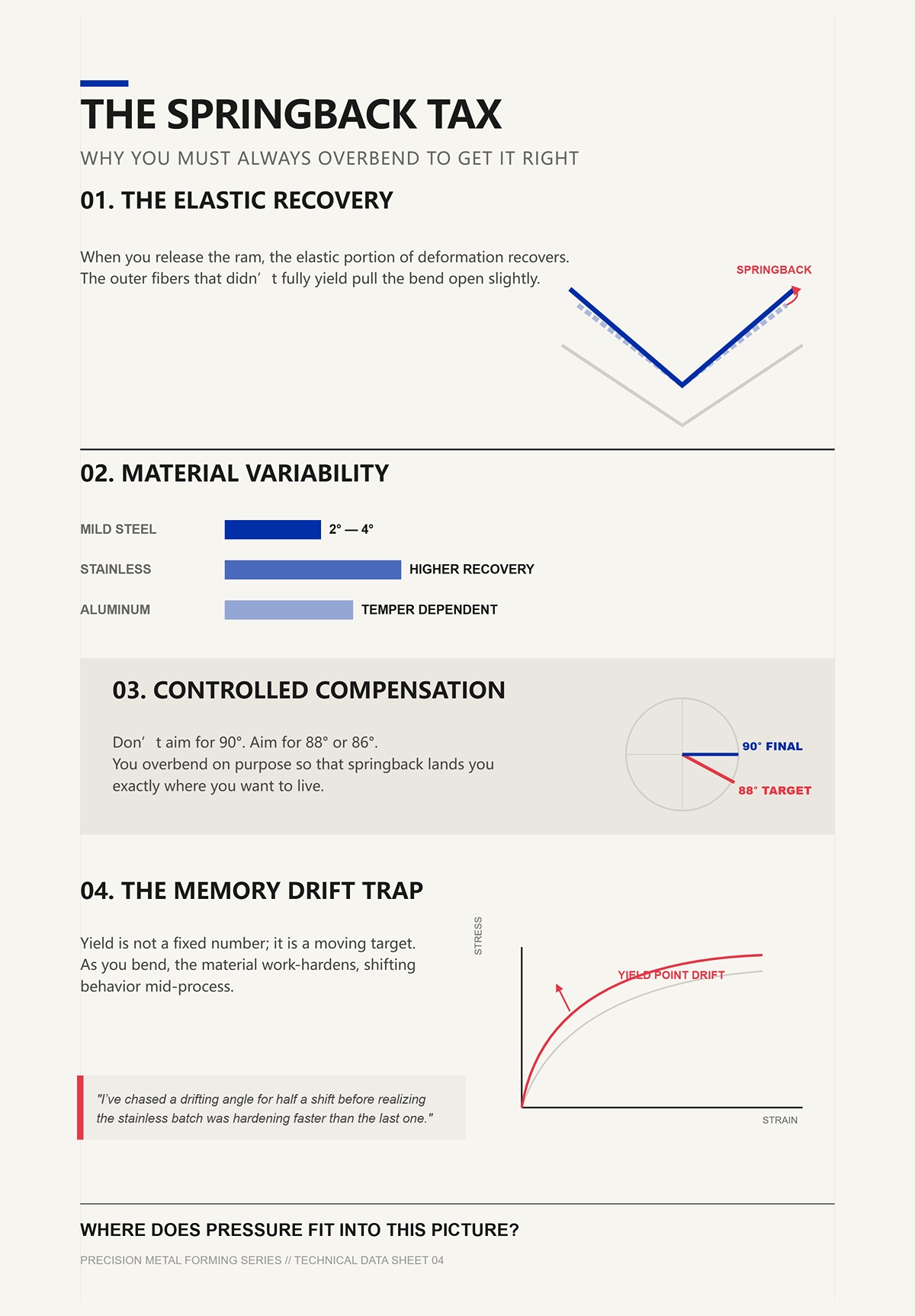
Ramı serbest bıraktığınızda, o deformasyonun elastik kısmı geri kazanılır. Tamamen akmayan dış lifler, bükülmeyi hafifçe açar. Bu yay geri dönüşüdür.
Yumuşak çelikte, hava bükülmesinde belki iki ila dört derece. Paslanmaz çelikte, daha fazla. Alüminyumda, durum sertliğine bağlıdır.
Yani doksanı hedeflemiyorsun. Seksen sekizi, belki sekseni altıyı hedefliyorsun, işe bağlı olarak. İstediğin yere ulaşmak için kasıtlı olarak fazla büküyorsun, böylece geri yayılma seni yaşamak istediğin yere getiriyor.
Bu bir tahmin değil. Bu kontrollü bir telafi.
Ve burada işler ilginçleşiyor: bükme işlemi sırasında malzeme iş sertleşiyor. Akma noktası yukarı doğru kayıyor. Bitirdiğin metal, başladığın metalle tam olarak aynı değil. Çok hızlı gidersen veya çok uzun süre kalırsan, süreç ortasında davranışı değiştirirsin.
Hafıza Kayması Tuzağı, akmanın sabit bir sayı olduğunu varsayıyor, oysa şekillendirme sırasında hareketli bir hedef.
Yara izi: Paslanmaz çeliğin son partinin daha hızlı sertleştiğini fark etmeden önce yarım bir vardiya boyunca kayan bir açıyı takip ettim.
Açı, akma noktasını ne kadar derin itip itmediğine ve ne kadar geri yayılma tahmin ettiğine bağlıysa, basınç bu resmin neresine oturuyor?
İki kurulum al. Aynı levha. Aynı makine.
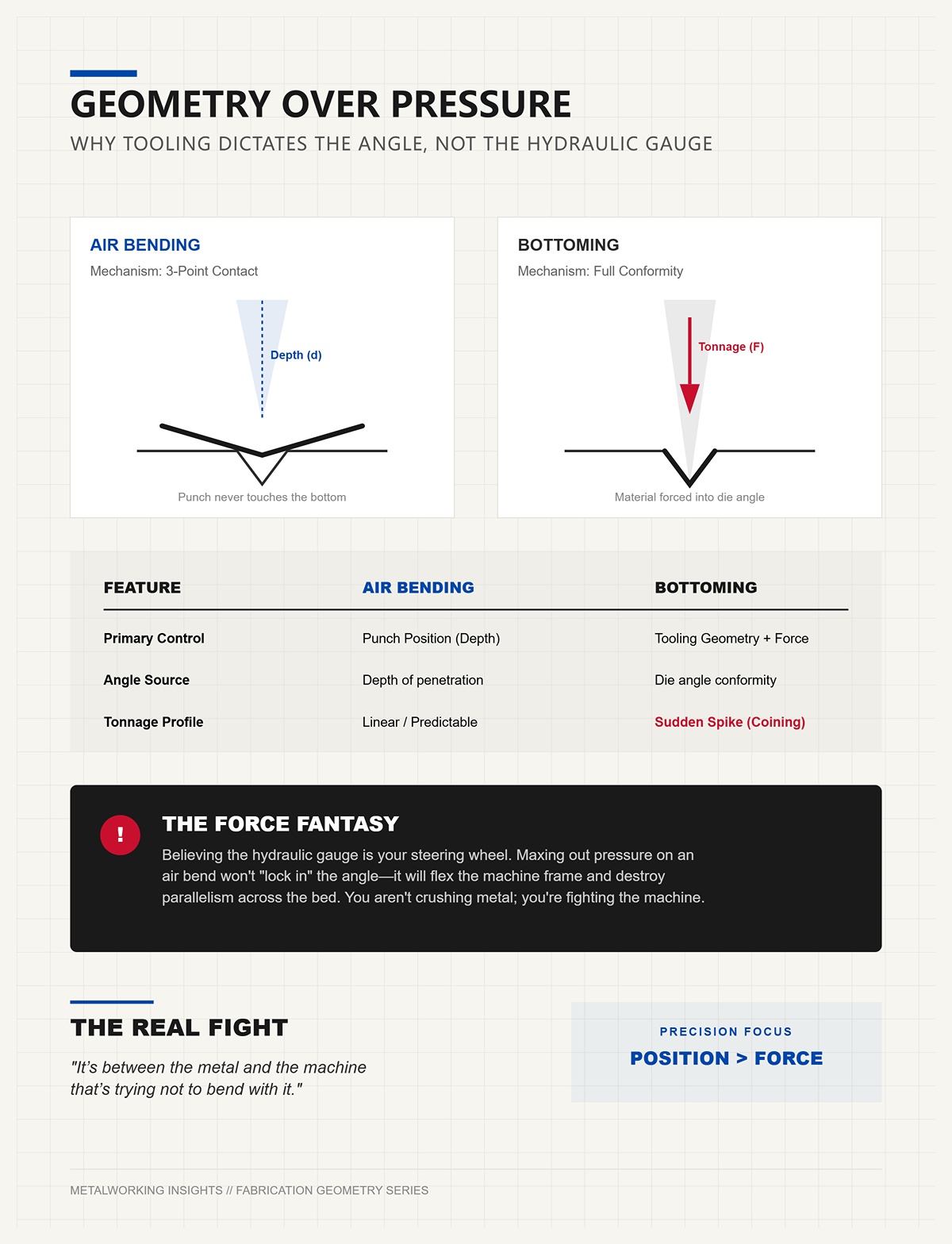
Hava bükmede, tokmak metalin V kalıbının tabanına zorlamaz. Levha, tokmak ucuna ve kalıp omuzlarına dokunarak üç noktalı bir büküm oluşturur. Son açı, tokmağın kalıp açığına ne kadar derin girdiğine bağlıdır. Derinliği birkaç binlik değiştirirsen, açıyı değiştirirsin.
Basınç seni gereken derinliğe getirir. Geometri sonucu belirler.
Alt bükmede, levhayı kalıp açısının kendisine sıkıca itersin. Artık alet açısı baskın hale gelir ve tonaj artar çünkü malzemeyi madeni para gibi şekillendiriyorsun—ona uyması için zorlayarak.
Değişimi görüyor musun?
Hava bükme, pozisyon kontrolü ile ilgilidir. Alt bükme, kuvvete daha fazla dayanır. Ama orada bile, hala akma ve geri yayılmayı yönetiyorsun, metali itaate zorlamıyorsun.
Kuvvet Hayali, hidrolik göstergenin direksiyonun olduğunu inanmaktır. Gerçekte, tokmak derinliği ve alet geometriyasıdır.
Yara izi: Operatörlerin hava bükmede basıncı maksimuma çıkardığını, açıyı “kilitleyeceklerini” düşünerek çerçeveyi esnetip yataylığı kaybettiklerini izledim.
Eğer açı geometri ve kontrollü aşırı bükmeden geliyorsa—ham tonajdan değil—o zaman gerçek mücadele sadece metalin içinde değil.
Metal ile onunla bükülmemeye çalışan makine arasındadır.
| Boyut | Hava Bükme | Alt Bükme |
|---|---|---|
| Kurulum | Karşılaştırma temel olarak aynı levha ve aynı makine | Karşılaştırma temel olarak aynı levha ve aynı makine |
| Temas Yöntemi | Tokmak, levhaya üç noktada (tokmak ucu ve kalıp omuzları) temas eder. | Levha, kalıp açısına sıkıca yerleştirilmiştir |
| Açının Nasıl Belirlendiği | Açık kalıp içine vurucu derinliği ile belirlenir | Başlıca olarak alet (kalıp) açısı ile belirlenir |
| Basıncın Rolü | Basınç yalnızca gereken derinliği sağlar; geometri açıyı belirler | Malzemeyi kalıp şekline zorlamak için tonaj önemli ölçüde artar (madeni para etkisi) |
| Kontrol Prensibi | Pozisyon kontrolü (kesin derinlik yönetimi) | Verim ve geri yayılmayı yönetirken daha fazla kuvvete güvenme |
| Hassasiyet | Küçük derinlik değişiklikleri (binde bir) açıyı önemli ölçüde etkiler | Açı tamamen altına geldiğinde kalıp geometrisi tarafından belirlenir |
| Yaygın Yanılgı | Basıncı artırmak açıyı “kilitleyecektir” | Sadece kuvvet kesinliği garanti eder |
| Gözlemlenen Risk | Aşırı basınç makine çerçevesini esnetebilir ve yatak paralelliğini etkileyebilir | Yüksek tonaj makine stresini artırır |
| Temel Fikir | Açı, geometri ve kontrol edilen aşırı bükülmeden gelir—ham tonajdan değil | Daha yüksek kuvvetle bile, geometri ve malzeme davranışı belirleyici olmaya devam ediyor |
| Temel Gerilim | Metal deformasyonu ile makine rijitliği arasındaki denge | Malzeme akma noktası ile makine yapısal sınırları arasındaki denge |
Eski 10 ayaklık frenimde, 3 ayaklık bir braketin tam olarak bükülebileceğini ve 9 ayakta aynı açıyı bir derece kaçırabileceğimi, programı dokunmadan yapabiliyordum. Aynı malzeme. Aynı kalıp. Aynı hedef derinlik.
Eğer geometri açıyı belirliyorsa ve derinlik geometriyi belirliyorsa, makine sapması nasıl içeri sızıp doğruluğu çalıyor?
Çünkü derinlik ekranın söylediği şey değildir. Yük altında, darbenin gerçekten nerede düştüğüdür — çerçeve uzadıktan, ram eğildikten ve tahrik sistemi kuvveti ilettikten sonra. İki makine de “100 ton” rozetine sahip olabilir. Ama o kuvvetin nasıl geldiğini, rampalandığını ve durduğunu kontrol edemeyen makine, yatağın üzerinde aynı darbe derinliğini asla tutamaz. Ve eğer derinlik birkaç binlik kayarsa, açı da onunla kayar.
Bu yüzden “Ne kadar sert?” diye sorduğumuzda, aslında şunu soruyoruz: Bu makine kuvveti nasıl yaratıyor ve geometri tam olarak nerede durmasını gerektiriyorsa orada ne kadar iyi durabiliyor?
Farklı tahrik sistemleri bu soruya beş çok farklı şekilde cevap veriyor.
Bir yükleme makinesinde, bir yük treni gibi ses çıkaran bir makinede öğrendim. Üstte büyük bir dönen kütle, debriyaj devreye giriyor, krank mili dönüşü dik ram hareketine çeviriyor. O debriyaj ısırdığında, ram aşağı iniyor. Nokta.
İşte mekanizma. Mekanik bir pres, enerjiyi dönen bir flywheel'da depolar. Debriyajı devreye aldığınızda, o depolanan kinetik enerji bir krank bağlantısı aracılığıyla boşalır. Kuvvet, alt ölü merkezde zirve yapar — o son stroke. Ondan önce, tonaj artıyor ama henüz maksimumda değil.
Kuvvet eğrisinin şekli önemlidir.
Hava bükme işlemlerinde, pozisyona. önem veriyoruz. Ama mekanik bir pres, ince ayarlı bir hidrolik akış değil, krankın geometrisi tarafından yönetilir. Son binliği kolayca ayarlayamazsınız. Ram, alt ölü merkezden geçmek ister çünkü bağlantı hala hareket ediyor. Bu yüzden debriyajın devreye girmesi, frenin serbest bırakılması ve ataletin planlandığı kadar derine gitmemesi için zamanlama yapıyorsunuz.
Bu yüzden hızlılar. Stroke oranları yüksek olabilir çünkü yağın hareket etmesini beklemiyorsunuz. Ama o aynı atalet, Hassasiyet Kayması Tuzağıdır. Enerji sisteme girdiğinde, onu nazikçe boşaltamazsınız — onu durdurursunuz.
Yara izi: Bir uzun parçanın, ramın merkezinin stroke'da uçlarınkinden bir tık daha erken zirve tonajına ulaştığı için taçlanmış olarak çıktığını gördüm ve vuruş ortasında düzeltmek için mikro ayar yoktu.
Mekanik presler, sabit kurulumlarla kısa üretimlerde tekrarı ödüllendirir. Ancak sac kalınlığı birkaç binlik değişiklik gösterdiğinde veya sekiz ayak boyunca yarım derece toleransları yakalamaya çalıştığınızda, soru rahatsız edici hale gelir:
Makinenin hareketi dönen bir tekerleğe kilitlenmişken derinliği nasıl “shim” yaparsınız?
Modern bir hidrolik frenle yarım inçlik plaka bükmeye ilk kez başladığımda, ram aşağı inerken basınç göstergesinin yavaşça yükseldiğini izledim. Drama yok. Sadece kontrollü itme.
Hidrolikler, silindirlerde yağı basınçlandırarak kuvvet üretir. Basınç çarpı piston alanı eşittir kuvvet. Basit matematik. Güzellik ise kontrol: orantılı valfler akışı ölçer, servo valfler ince ayar yapar ve son birkaç milimetrede ram'i yavaşlatabilirsiniz. Bu, derinliği gerçek bir otoriteyle ayarlayabileceğiniz anlamına gelir.
Ve sürekli yük altında, hidrolikler parlayarak öne çıkar. Kalın plaka üzerindeki sürekli yüksek tonaj, depolanmış kinetik enerjiye güvenmeden basıncı sabit bir şekilde koruyabildiği için onların ana sahasıdır. Evet, çerçeve hala sapar — ama sistem bekleyebilir, tutabilir ve telafi edebilir.
İşte sessiz mücadele burada.
Yağ hafifçe sıkışır. Hortumlar genişler. Contalar esner. Ağır yük altında, özellikle uzun yataklar boyunca, iki silindirin senkronize kalması gerekir. Y1 ve Y2 (sol ve sağ silindirler) birkaç binlik kayarsa, ram eğilir. Artık delik derinliğiniz paralel değil.
Elektro-hidrolik CNC sistemleri, her iki tarafı bağımsız olarak ölçen lineer ölçeklerle bu döngüyü kapatır. Eski tork çubuğu sistemleri her iki tarafı mekanik olarak bağlar; eğer bir taraf yük altında geri kalırsa, çubuk bükülür ve ortalamayı umar.
Bu Paralellik İllüzyonu: eşit basıncın eşit pozisyon anlamına geldiğini varsaymak. Basınç kuvvettir. Pozisyon geometridir. Bunlar aynı şey değildir.
Yara izi: 10 fitlik paslanmaz bir panelde bir taper peşinden koştum ve zirve yük altında bir silindirin üç binlik önde olduğunu buldum — basınç göstergesinde görünmez, açıda belirgin.
Hidrolikler, hem ciddi kuvvet üretebildikleri hem de modüle edebildikleri için baskın kalmaya devam ediyor. Ama hassasiyetleri, makinenin sapmayı gerçek zamanlı olarak ne kadar iyi ölçüp düzelttiğine bağlıdır.
Yani eğer yağ bize kontrollü hareketle kas gücü veriyorsa, tamamen yağı dışarı attığımızda ne olur?
Küçük 22 tonluk bir servo-elektrik frenle çalışan bir atölyeyi ziyaret ettim — servo motorlar tarafından hareket ettirilen bilyalı vidalar, arka planda vızıldayan bir hidrolik ünitesi yok. Üç fit uzunluğundaki ince paslanmaz muhafazaları büküyorlardı. Mikron aralığında tekrarlanabilirlik iddiasında bulundular.
Mekanik olarak temiz. Bir servo motor, bir bilyalı vida döndürür — döner hareketi çok yüksek verimlilikle lineer harekete dönüştüren döşeli bir mil. Pozisyon, motor veya vidanın üzerinde doğrudan kodlayıcılar tarafından izlenir. Kontrol cihazı dur dediğinde, motor durur. Yağ sıkışmaz. Valf gecikmesi yok.
Kısa parçalar ve hafif ölçüler için, bu doğrudan sürüş pozisyon kontrolü cerrahidir. Yaklaşım hızı, bükme hızı ve geri dönüşü bağımsız olarak programlayabilirsiniz. Enerji kullanımı düşer çünkü motor yalnızca hareket ederken güç çeker.
Ama işte burada pazarlama posterleri inceleşiyor.
Bilyalı vidaların yük limitleri vardır. Ağır tonaj altında, mikroskobik olarak uzarlar. Çerçeve hala sapar. Ve kalın malzeme altında dinamik yanıt, sürekli yüksek basınç için tasarlanmış hidroliklere kıyasla gecikebilir. Bazı karşılaştırmalar, elektrikli sistemlerin, yük altında basınç stabilitesinin önemli olduğu kalın, yüksek tonajlı işlerde geri kaldığını göstermiştir.
Verimlilik Halo Tuzağı, daha sessiz ve daha temiz olmanın otomatik olarak her senaryoda daha doğru olduğu düşüncesidir. Yük altında doğruluk, sadece motor tipine değil, sertlik ve geri bildirimle ilgilidir.
Yara izi: Bir dükkanın enerji tasarrufu için elektrikli bir fren aldığını gördüm, sonra makine bu tür bir stres altında derinlik tutacak şekilde inşa edilmediği için daha kalın işlerini dışarıya verdi.
Servo-elektrik sistemler harika cerrahlar. Hidrolikler kontrollü çekiçlerdir. Hangi aracı seçtiğiniz, sapmayı nasıl mücadele edeceğinizi ve ne kadarını gerçekçi bir şekilde nötralize edebileceğinizi değiştirir.
Sıkıştırılmış hava bu orkestrada nereye oturuyor?
Ben sadece ince alüminyum paneller ve hafif braketler için pnömatik frenlere güvendim. Hızlılar. Sessizler. Ve çabuk nefesleri tükeniyor.
Sıkıştırılmış hava silindirleri, hidrolikler gibi çalıştırır, ancak hava oldukça sıkıştırılabilir. Bu, yük altında sistemin bir yay gibi davrandığı anlamına gelir. Direnç arttıkça, hava daha fazla sıkışır ve tam gücü ram'e iletmeden önce.
Hafif işlerde, bu yaylanma ölümcül değildir. Aslında, döngü süreleri hızlı olabilir çünkü sistem basit ve hızlı hareket eder. Gerekli tonajın düşük olduğu ince levhalar için, pnömatik sistemler saf hızda daha ağır hidrolik sistemleri geride bırakabilir.
Şimdi çeyrek inç çeliği altına koyun.
Gerekli tonaj kalınlık ve V-die genişliği ile keskin bir şekilde artar. Hava daha da sıkışır. Kontrol yumuşak hale gelir. Derinliği tam olarak durdurmak daha zor hale gelir çünkü ortamın kendisi elastiktir.
Ama metal bir sünger değildir. Hava bir süngerdir.
Bu uyumsuzluk Uyumluluk Kaskadı'dır: elastik bir sürüş sistemi elastik malzemeyi beslerken çerçeve arasında esner. Yayları üst üste koyuyorsunuz ve hassasiyet umuyorsunuz.
Yara izi: Bir pnömatik ünitenin daha kalın bir bükümün ortasında durduğunu izledim, basınç maksimumda, ram hedef derinliğin altında — makine talep edilen kuvvet geometrisini sağlayamadı.
Pnömatiklerin kendi alanı var. O alandan çıkarsanız, sapma kazanır, daha yükseğe ulaşmadan önce.
Yani “doğru” kas gücünü seçsek bile, arkasında hala bir beyin var — ya da bazen, pek de fazla değil.
Bir zamanlar, tek bir Y-derinliği programladığınız bir torsiyon çubuğu NC freni çalıştırdım. Her iki silindir birlikte hareket etti, mekanik olarak bağlıydı. Çerçeve uzun, ağır bir büküm altında eğildiğinde, derinliği ayarlayarak ve belki de manuel olarak taç ekleyerek telafi ettiniz.
Hareketi kontrol ediyordunuz.
Modern CNC elektro-hidrolik sistemler Y1 ve Y2'yi ram'in yakınında monte edilmiş lineer ölçeklerle bağımsız olarak ölçer. Kontrol cihazı, komut verilen konumu gerçek konumla saniyede binlerce kez karşılaştırır, her iki tarafı yük altında senkronize tutmak için valfleri hafifçe hareket ettirir.
Bu, bir sonucu programlamak demektir.
Fark uzun parçalarda ortaya çıkar. NC torsiyon sistemlerinde, eğer bir taraf dengesiz yük veya çerçeve burkulması nedeniyle geride kalırsa, torsiyon çubuğu hatayı ortalama alır. Tam CNC ile, her iki taraf gerçek zamanlı olarak düzeltilir. Açısal programlama, NC'de küçük farklılıkları maskeleyebilir, ancak bu bir geçici çözümdür — gerçek paralel kontrol değildir.
Yarı Yolda Kapanma: Servo kontrollü arka ölçüm cihazları ve dijital ekranların otomatik olarak tam eksen senkronizasyonu anlamına geldiğine inanmak. Bağımsız Y1/Y2 geri bildirim olmadan, hala çerçeveye gereğinden fazla güveniyorsunuz.
Keloid doku: Gerçek suçlunun yük altında senkronize olmayan ram hareketi olduğu durumlarda, dükkanların açı tutarlılığını arka ölçüm pozisyonlarını ayarlayarak sağlamaya çalıştığını gördüm.
İki makine de 100 ton iddia edebilir. Biri bunu dönen bir flywheel ile, diğeri basınçlı yağ ile, biri bilyalı vidalarla, diğeri sıkıştırılmış hava ile sağlar. Biri ramın her iki tarafını ölçer ve büküm ortasında düzeltir; diğeri simetri varsayar ve umar.
Eğer açı geometri ve kontrol edilen aşırı bükümden geliyorsa — ham tonajdan değil — o zaman sürüş sistemi sadece “ne kadar sert” ile ilgili değildir.”
Bu, müzik yükseldiğinde o kuvveti ne kadar hassas bir şekilde durdurabileceğiniz, tutabileceğiniz ve mükemmel paralel tutabileceğiniz ile ilgilidir.
Ve dünyanın en iyi sürüş sistemi ile bile, çerçeve hala bükülmeye çalışıyor.
10 fit uzunluğunda 1/4 inç A36 çeliğinden bir şeridi yatağın üzerine serdiğinizi hayal edin. Tonaj tablosunu ayarladınız. Silindirler senkronize. Kontrol cihazı her iki tarafın birkaç mikron içinde düz seviyede olduğunu söylüyor. Pedala bastığınızda, levha yük altında doksan dereceye ulaşıyor.
Sonra kontrol ediyorsunuz.
Ortada doksan. Her iki uçta seksen sekiz ve değişim.
Hiçbir şey “basıncı kaybetmedi.” Hiçbir şey kaymadı. Hareket eden makineydi. Tam yük altında, ram ve yatak mikroskobik olarak büküldü — ortada uçlardan daha derin delik açtı. Sürüş sistemi tam olarak ne denildiyse onu yaptı. Yapı, o kuvveti uzunluğu boyunca eşit olmayan bir şekilde iletti. Eğer açı geometri ve kontrol edilen aşırı bükümden geliyorsa — ham tonajdan değil — o zaman gerçek mücadele sadece metalin içinde değildir.
On ayak çelik boyunca, gerilim altında bir akort sesi gibi davranmaya çalışan bir çelik parçası üzerinde.
Malzeme kalınlığını iki katına çıkarmak sadece tonajı iki katına çıkarmaz; hava bükümünde, gerekli kuvvet kalınlığın karesi ile ölçeklendiği için yaklaşık dört katına çıkar. 1/8 inç yumuşak çelik kullanın ve rahat hissedersiniz. Aynı V-die'de 1/4 inç'e geçin ve yükünüz hızla artar. O daha yüksek yük, çerçevenin boğazına ve yatağın ortasına daha fazla baskı yapar, burada açıklık en uzundur. Değişim doğrusal olmayan bir şekilde artar, ancak reklamını yaptığınız “200 ton” değişmemiştir. Derecelendirme bir tavan. Paralellik hareketli bir hedeftir.
Keloid doku: Bir dükkanın, ölçmediği ortadaki bükülmeden başka bir şey olmayan 2 derecelik bir koni için malzeme varyasyonunu suçladığını izledim.
Bu nedenle, kuvvetiniz hassas ve derinliğiniz doğru olsa bile, yük kendisi yatak boyunca kayarken o ramı gerçekten düz tutmayı nasıl sağlarsınız?
Sadece sol tarafta kısa bir braket çalıştırın. Şimdi yük eksantrik — merkezden uzak. Sol silindir daha yüksek direnç görüyor; sağ taraf çoğunlukla boşta. Eski bir torsiyon çubuğu makinesinde, mekanik bağlantı her iki tarafın birlikte hareket etmesini zorlar, hatayı ortalama alır. Ağır taraf geride kalmak ister; hafif taraf öne geçmek ister. Çubuk farkı ortalar.
Paralel hareket elde edersiniz. Eşit kuvvet elde edemezsiniz.
Modern CNC frenleri, ramın yakınında monte edilmiş lineer ölçeklerle Y1 ve Y2'yi bağımsız olarak okur. Kontrol cihazı, komut verilen ve gerçek pozisyonu saniyede binlerce kez karşılaştırır ve her vanayı ayrı ayrı hareket ettirir. Sol taraf daha yüksek yük altında düşerse, sistem pozisyonları eşleştirmek için ona daha fazla basınç verir.
Zafer gibi görünüyor.
Ama burada bir tuzak var: kalınlık sıçradığında veya kalıp genişliği daraldığında, tonaj keskin bir şekilde artar. V-açıklığınız için malzeme kalınlığının yaklaşık altına, yani altı katına düştüğünüzde, gereken kuvvet hızla artar; bununla birlikte yüzey işaretlenmesi ve öngörülemeyen stres dağılımı da artar. Şimdi düzeltme sistemi daha fazla mücadele ediyor, paralellik sağlamak için bir tarafta baskıyı artırıyor. Sen senkronizasyon ile yapısal sertlik arasında bir çekişme yarattın.
Senkronizasyon Tuzağı, eşit pozisyonun her zaman eşit açı anlamına geldiğine inanmaktır. Çerçeve asimetrik yük altında hafifçe bükülürse, ram sayısal olarak paralel olabilirken, yatak kendisi düzgün bir tepki yüzeyi sunmuyor.
Yara izi: Gerçek suçlu bir tarafı sessizce aşırı yükleyen dar bir kalıp olduğunda, operatörlerin Y1/Y2 offsetlerini bir saat boyunca takip ettiğini gördüm.
Yani, ramı yan yana düz tutarsak, neden mükemmel düz bir yatak hala uzun parçalarda eğik bir büküm üretiyor?
Aynı 10 fit bükümü al, bu sefer ortalanmış. İki silindir dengede. Eşit dış yük yok. Pedala basmadan önce, yatak işleme toleransı içinde düz.
Yük altında, öyle kalmayacak.
Vuruş, açıklığın ortasında aşağı doğru iner ve yatak orada aşağı doğru sapar, yan çerçeveler ise direnç gösterir. Ram, aynı genişliği kapsayarak, uçlarında hafifçe yukarı doğru eğilir. Birlikte, bir boşluk deseni oluştururlar: ortada en derin penetrasyon, uçlarda daha sığ. Sonuç, ortada daha sıkı bir açı, uçlarda ise daha açık bir açıdır.
Ironik bir şekilde, yatak dinlenirken ne kadar düzse, yük altında eğilme o kadar öngörülebilir hale gelir ve bunu kasıtlı olarak dengelemek zorunda kalırsınız.
İşte burada taçlandırma devreye giriyor. Mekanik veya hidrolik taçlandırma sistemleri, yük gelmeden önce yatakta kontrollü bir yukarı doğru yay oluşturur. Beklenen sapma eğrisine karşı makineyi önceden büküyorsunuz. Doğru ayarlarsanız, tam tonaj geldiğinde, yatak baskı altında düzleşir ve kuvveti uzunluk boyunca eşit olarak dağıtır.
Müziğin başlamasından önce aleti ayarlıyorsunuz.
Yanlış yaparsanız—çok az taçlandırma—ve ortası hala sıkı kapanır. Çok fazla olursa, uçlar aşırı bükülür. Çünkü tonaj kalınlık karesi ile ölçeklenir, malzeme değişikliği 3 mm'den 6 mm'ye geçişte sadece daha fazla kuvvet gerektirmekle kalmaz; farklı bir telafi eğrisi talep eder. Taçlandırma tek seferlik bir ayar değildir. Geometri, kalıp genişliği ve malzeme akma ile bağlantılı canlı bir ayarlamadır.
Yara izi: Bir ekibin sabah boyunca mükemmel açıları çalıştığını, öğle yemeğinden sonra daha kalın malzemeye geçtiğini ve öğleden sonra operatörü suçladığını izledim; tek değişen şey sapma eğrisiydi.
Bu da bizi rahatsız edici bir gerçeğe getiriyor: On yıllardır, operatörler his ve test bükümleri ile telafi ettiler. Şimdi makineler sizin için düşünmeyi vaat ediyor.
Modern sistemler, ram pozisyonunu lineer kodlayıcılarla ölçer ve bazı durumlarda yükü basınç sensörleri aracılığıyla tahmin eder. Kontrolör, bir malzeme kütüphanesine—kalınlık, çekme dayanımı, kalıp açıklığı—atıfta bulunur ve beklenen sapmayı hesaplar. Ardından, vuruş sırasında taçlandırmayı ve ram derinliğini otomatik olarak ayarlar.
Sadece derinliği komut vermiyorsunuz. Beklenen elastik bir olayı programlıyorsunuz.
Aşağı vuruş elektro-hidrolik tasarımlarda, ram alt ölü merkezine yaklaşırken senkronizasyon sürekli gerçekleşir. Makine yavaşlayabilir, Y1/Y2 sapmasını düzeltebilir ve gerçek zamanlı geri bildirim temelinde dinamik taçlandırma uygulayabilir. Doğru yapıldığında, uzun bir bükümdeki açı değişimi, manuel makinelerle karşılaştırıldığında dramatik şekilde küçülür.
Ama sensörler çeliği sertleştirmez.
Eğer çerçeve sertlikten yoksunsa, elektronik düzeltme, pozisyonu korumak için yerel baskıyı artırır; bu da başka yerlerde yapısal gerilimi derinleştirebilir. JEELIX tarzı aşağı vuruş sistemleri paralelliği artırır, evet—ama aynı zamanda telafi kendisi kuvveti yeniden dağıttığı için doğru tonaj izlemeyi de gerektirir. Bir hata vektörünü çözümlerken, diğerini yüklemiş oluyorsunuz.
Otomasyon Halo Tuzağı, yazılımın fiziği iptal ettiğini varsayıyor. Sadece bunu model alıyor - ve yalnızca girdi verileriniz gerçeği ne kadar iyi yansıtıyorsa o kadar iyi.
Yara izi: Açı sensörlerinin, bir gün telafi hareketi sona erip taper geri dişlerle geldiğinde, aylarca yavaşça gelişen bir çerçeve yorgunluğunu maskelediğini gördüm.
Bu yüzden ram kaymasını nötralize ettik, yatağı kendi sarkmasına karşı önceden bükerek ayarladık ve elektroniğin son birkaç mikronu kesmesine izin verdik. Geride kalan günlük zanaat: tonajı artırmayan alet oranlarını seçmek, asimetrik yük altında parçaları bükmeyen geri ölçümleri ayarlamak ve aşırı bükümün gerçek yay geri dönüşü ile eşleşmesini sağlamak için hareketi kontrol etmek.
İşte burada sapma teorisi ya atölye zemininde hayatta kalır ya da kendi varsayımları altında ezilir.
Yatakta 10 fit uzunluğunda 1/8 inç kalınlığında yumuşak çelik bir şerit hayal edin. Yük için makineyi taçlandırdınız. Malzeme kütüphanesi ayarlandı. Ekranda 92 ton yazıyor.
Pedala basıyorsunuz.
Levha yük altında doksan dereceye ulaştı.
Ve ram yukarı geldiğinde, doksan dörde gevşiyor.
O dört derece bir hata değil. Bu yay geri dönüşü - yük kalktıktan sonraki elastik geri kazanım. Ama metal bir sünger değil. Rastgele geri dönmez. Kalınlık, kalıp genişliği ve akma dayanımına bağlı olarak depolanan elastik gerilimi serbest bırakır. Açı geometri ve kontrollü aşırı bükümden geliyorsa - ham tonajdan değil - o zaman gerçek mücadele yalnızca metalin içinde değil, makinenin, aletin ve malzemenin aynı anda aynı sayıya ulaşması için kurulumun nasıl sıralandığıdır.
İşte bunu nasıl yapacağınız.
Tonnaj tablosu yerine kalıpla başlayın.
O aynı 1/8 inç yumuşak çeliği alın - 0.125 inç kalınlığında. Yaygın bir kural, V-açıklığının kalınlığın yaklaşık 8 katı olmasıdır. Bu 1 inçlik bir kalıptır. Standart hava bükme formülüne takın ve ayak başına yaklaşık 14-15 ton civarındasınız. Bunu 10 fit uzatın ve 150 tonla flört ediyorsunuz.
Şimdi kalıp açılımını 0.5 inç'e yarıya indirin. Aynı malzeme. Aynı uzunluk. Gerekli kuvvet neredeyse iki katına çıkıyor çünkü tonaj kalıp genişliği ile ters orantılıdır. Parçayı değiştirmediniz. Geometrisini değiştirdiniz. Ve çerçeve şimdi aynı işte daha fazla sapma gösteriyor.
Geometri Tuzağı, daha sıkı kalıpların daha sıkı doğruluk anlamına geldiğini düşünmektir. Gerçekte, daha yüksek yük ve nötralize etmek için daha fazla sapma anlamına gelir.
Yara izi: Operatörlerin “hassasiyet” için dar bir kalıba geçtikleri anda doğan iki derecelik taperi takip ettiklerini izledim.”
Kalıp iç yarıçapı kontrol eder - hava bükme işlemi sırasında V-açıklığının yaklaşık “sı. O yarıçap, dış liflerin ne kadar uzayacağını ve ne kadar elastik gerilim depolayacağınızı belirler. Daha küçük yarıçap, daha fazla depolanan enerji, telafi edilecek daha fazla yay geri dönüşü demektir. 90”ı "zorlamazsınız". Yük altında 86 veya 88'e aşırı bükersiniz ki, serbest bırakıldıktan sonra 90'a geri gevşesin.
O aşırı büküm geometriye dayalıdır. Ego ile değil.
Kalıplama bir kısayol gibi görünüyor. Darbe kalıbı kalıba sert bir şekilde bastırın, kalınlık boyunca akma dayanımını aşın ve yay geri dönüşü neredeyse kaybolur çünkü malzemeyi aletle eşleşecek şekilde plastik olarak ezmişsinizdir. Ama kalıplama, hava bükme işlemi üzerinde tonajı üç ila beş kat artırır. Makine çerçevesi, ram, pimler - her şey o dalgalanmayı hisseder. Titreşim içeri sızar. Acil aşırı yükler devreye girer.
Esnek belirsizliği yapısal gerilime değiştirdiniz.
Bu üçlü tartışmadaki ilk shim, alet geometrisidir. Tonajı koruyacak kadar geniş bir kalıp seçin — ve dolayısıyla sapmayı — kontrol edilebilir bir aralıkta tutun. Dış lifleri aşırı germeden hedef iç yarıçapa uyan bir delik yarıçapı seçin. Pedala hiç basmadan önce metal akışını haritalayın.
Sonra sorarsınız: Eğer geometri büküm hattını tanımlıyorsa, her parçanın gerçekten o aynı hatta oturduğundan nasıl emin olursunuz?
Bir zamanlar yeni bir çalışanın bir grup braket çalıştırdığını izledim. Açılar tamamen tutarlıydı. Uzunluklar ise değildi. Bazı flanşlar 0.020 inç kadar yanlıştı. Ramın kaydığına inanarak derinliği sürekli ayarladı.
Öyle değildi.
Arka ölçüm parmakları hafifçe paralel dışındaydı — birkaç binlik bir farkla. Levha onlara oturduğunda, delik ona dokunmadan önce mikroskobik olarak büküldü. Makine tam olarak söylendiği yerden büküyordu. Parça sadece kare oturmuyordu.
Arka ölçümler, genellikle servolar tarafından tahrik edilen vida vidaları veya kayışlar olan lineer konumlandırma sistemleridir ve birkaç mikrona kadar çözümleme yaparlar. Sadece flanş uzunluğunu ayarlamazlar. Bükümün nötr ekseninin alet merkez hattına göre nerede başladığını tanımlarlar. Eğer bir parmak diğerinden 0.003 inç öndeyse, 10 fitlik bir parçada, kurulumda bir çaprazlık oluşturmuşsunuzdur.
Makine o çaprazlığı sadakatle bükmeye devam edecektir.
Hizalama Tuzağı, dijital okumanın fiziksel gerçeği eşit olduğunu varsaymaktır. Kodlayıcılar vida pozisyonunu rapor eder, parmakların yük altında aynı düzlemde olup olmadığını değil.
Yara izi: Tapered parçalar için mükemmel Y1/Y2 senkronizasyonunun suçlandığını gördüm, gerçek suçlu ise yonga dolu bir arka ölçüm rayıydı.
Uzun parçalarda, levhayı desteklersiniz, böylece yerçekimi onu parmaklardan sarkıtmaz. Asimetrik parçalarda, ram aşağı inerken malzemeyi yanlara itmemek için ölçümleri yeniden konumlandırırsınız. Her temas noktası, şekillendirme başlamadan önce boşluğu döndürebilecek bir kol kuvvetidir.
Paralellik sadece ram ve yatakla ilgili değildir. İş parçasının savaşa nasıl girdiği ile ilgilidir.
Yani geometri haritalandı, boşluk kare oturdu. Şimdi mekanik frenleri kontrol sistemlerinden ayıran an geliyor: vuruşun ne zaman yeterli olduğuna nasıl karar verdiği.
Modern bir elektro-hidrolik fren üzerinde, lineer kodlayıcılar her yan çerçevede gerçek ram pozisyonunu ölçer, sadece silindir hareketini değil. Basınç transdüktörleri hidrolik yükü okur. Kontrolör, hedef derinliği gerçek zamanlı geri bildirimle, aşağı inme sırasında binlerce kez karşılaştırır.
Tahmin etmiyor. Düzeltme yapıyor.
Delik levhaya temas ettiğinde, yük hızla artar. Çerçeve birkaç binlik kadar uzamaya başlar — evet, uzar. O uzama, ramın silindirlere göre programlı derinlikte olabileceği ama yatakla henüz olmayabileceği anlamına gelir. Kontrolör, kodlayıcı geri bildirimi yük altında komutlanan pozisyona ulaşıldığını söyleyene kadar basıncı beslemeye devam eder.
Bu yüzden bir büküm, tam tonaj altında önerilen yük olmadan yaklaşımından 0.010 inç daha derin bir penetrasyon gerektirebilir.
Yara izi: 120 tonluk bir darbe altında dinlenirken 0.006 inç daha yüksek olan makineleri ölçtüm. Çelik hareket eder. Her zaman.
Mekanik pres frenleri bunu “hissetmez”. Bir krank mili ramı sabit bir alt ölü merkezine iter. Malzeme veya uzunlukla sapma değişirse, tek düzeltme, sonradan manuel ayarlamadır. Hidrolik ve servo-elektrik sistemler derinliği dinamik olarak ayarlar, ancak hala çerçevenin sertliği içinde yaşarlar. Gerekli kuvvet iki katına çıkarsa çünkü büküm uzunluğunu iki katına çıkardınız, sapma da iki katına çıkar. Kontrolör, vuruş sınırları içinde telafi eder — C çerçevesini kalınlaştırmaz.
Aşırı güven tuzağı, çoğu bükümün doğru çıktığını düşündüğünüzde dramın bittiğine inanmaktır. Modern geri bildirim sistemleri dengeyi sağlama eylemini rutin hale getirmiştir, önemsiz değil. Üretim parçalarının yüzde sekseni, operatörün makineye dürüst geometri, gerçekçi malzeme verileri ve tonajı makinenin elastik konfor bölgesinde tutan bir kalıp seçimi sağlaması nedeniyle başarılı olur.
Üçü bir araya geldiğinde — alet geometrisi, malzeme davranışı ve ram pozisyonu — açı, birkaç binlik bir farkla belirli bir aralıkta kalır.
Onu teslim almak için ezmedin.
Uzun, ağır bir çelik enstrümanı gerilim altında ayarladın, ta ki nota doğru çalınana kadar.
Bu farklı bir soruyu gündeme getiriyor: Eğer bir pres fren çalıştırmak gerçekten ayarlama ve geri bildirimle ilgiliyse, neden hala onları sadece bir spesifikasyon sayfasındaki büyük kuvvet sayıları gibi konuşuyoruz?
Herhangi bir ekipman sergisinden geçerken, burunlarının altına sokacakları ilk sayı tonajdır. İki yüz ton. Üç yüz. Daha büyük olmalı, daha iyi.
Bu, tonajın bir etikete basmanın kolay olması ve markalar arasında karşılaştırmanın kolay olmasındandır. Kontrol bant genişliği, kodlayıcı çözünürlüğü, asimetrik yük altında Y1/Y2 senkronizasyon doğruluğu — bunlar bir satış ilanına sığmaz. Kuvvet görünür. Yük altında paralellik görünmez.
Eğer açı geometri ve kontrol edilen aşırı bükülmeden geliyorsa — ham tonajdan değil — o zaman gerçek savaş yalnızca metalin içinde değil. Her pedal bastığınızda uzanan, bükülen ve geri dönen uzun, esnek bir çerçevenin içindedir. Levha yük altında doksan dereceye ulaştı ve makine o yük yolunun bir parçasıydı. Fren, kontrol edilen elastik bir yapıdır, beton bir duvar değil.
Ama metal bir sünger değildir.
Onu daha fazla basınçla ıslatamazsınız ve doğruluğun damlamasını bekleyemezsiniz. Belirli bir noktadan sonra, ekstra tonaj kontrolü keskinleştirmez; sapmayı büyütür. Acemi hatası — Ezici Tuzağı — aşırı kapasitenin aşırı hassasiyetle eşit olduğunu düşünmektir. Gerçekte, kontrol olmadan aşırı boyutlandırmak, gevşek direksiyonlu bir araca daha büyük bir motor koymak gibidir. Daha fazla kuvvet hareket ettirirsiniz, ama daha düz bir şekilde ilerleyemezsiniz.
Eğer tonaj kuzey yıldızı değilse, o zaman nedir?
Tonajı bir tavan olarak değerlendirmeye başlayın, bir hedef olarak değil.
Gerekli kuvveti malzeme kalınlığından, kalıp genişliğinden ve büküm uzunluğundan hesaplayın. Bu temel atölye matematiğidir. Kalınlık iki katına çıkarsa, kuvvet yaklaşık dört katına çıkar. Tamam. Ama makinenin maksimum değerinin altında rahatça olduğunuzda, soru “Yeterince sert itebilir mi?” den “Yük altında yeterince hassas durabilir mi?” ya kayar.”
Bu, stroke kontrolüdür.
Kağıt üzerinde, iki makine de hem 10 inç stroke hem de 200 ton sunabilir. Biri, alt ölü merkezde iki silindiri birbirine bağlayan bir tork çubuğu aracılığıyla temel hidrolik senkronizasyon kullanır. Diğeri, her iki tarafta bağımsız silindirler ile çalışır ve Y1 ve Y2 pozisyonunu gerçek zamanlı olarak düzeltir.
Yük altında, birbirlerine benziyorlar.
10 fit asimetrik bir büküm altında, birbirlerine benzemezler.
Sol taraf sağ taraftan daha fazla malzeme gördüğünde, kuvvet dağılımı değişir. Bir tork çubuğu mekanik olarak burkulmaya karşı direnç gösterir ama yük arttıkça yan yana penetrasyonu ince ayar yapamaz. Bağımsız silindirler her iki tarafı ayarlayabilir — eğer kontrol döngüsü hızlı ve kalibre edilmişse. O “eğer” her şeydir. Bağımsız Silindir Tuzağı, esnekliğin otomatik olarak doğruluk anlamına geldiğini varsaymaktır; sıkı geri bildirim olmadan, yanlış olmanın iki yolunu yaratmış olursunuz.
Scar doku: Kötü ayarlanmış bir çift eksenli sistemin, daha basit ve sert bir bağlantının önleyebileceği, paslanmaz çeliğe ince bir vida şekli vermesini izledim.
Bu yüzden bir teknik veri sayfasını okuduğunuzda, üç şey sorun: Yük altında ram pozisyonunu nasıl ölçüyor? Soldan sağa nasıl senkronize ediyor? Ve yatak deformasyonunu span boyunca nasıl telafi ediyor? Eğer bu soruların cevapları belirsizse, tonaj sayısı dikkatinizi dağıtır.
Bu da sürücü sistemlerine götürüyor.
Mekanik frenler bir krank milinde çalışır. Ram her döngüde sabit bir alt ölü noktaya gider. Tekrar edilebilir, evet. Uyarlanabilir, hayır. Malzeme kalınlığı değişirse veya bükme uzunluğu değişirse, manuel olarak ayarlarsınız. Dinleme yok — sadece alet akortlu olsun ya da olmasın her seferinde aynı notayı çalarsınız.
Hidrolik sistemler modülasyon getirdi. Basınç kademeli olarak artar. Orantılı valfler ve kodlayıcılar ile kontrol, direncin arttığını “hisseder” ve yük altında programlanmış derinlikte durur. Üst kiriş hızları, temas noktasına yakın tek haneli milimetreler ile genellikle yavaşlar; bunun bir nedeni var: kontrol, kuvvet ve pozisyonun her ikisinin de değiştiği dar pencerede yaşar. Daha hızlı olmak, geri bildirim döngünüzü aşarsanız daha iyi değildir.
Servo-elektrik makineleri yağı, vida somunları ve motorlarla değiştirir. Daha temiz. Genellikle bükme işlemleri arasında daha hızlı. Motorun döngüsü doğrudan ram hareketine çevrildiği için pozisyon kontrolünde son derece hassas. Ancak tork limitleri hidrolik basınç limitlerini değiştirir; kapasiteye yaklaştığınızda, aynı elastik gerçekler geçerlidir. Çerçeveler hala gerilir. Yataklar hala eğilir. Fizik, hidrolik veya servo ödemesi yapıp yapmadığınıza bakmaksızın geçerlidir.
Sürücü Tipi Tuzağı, güç kaynağının doğruluğu belirlediğini düşünmektir. Belirlemez. Ölçüm kalitesi, senkronizasyon ve telafi eder.
Scar doku: Güzel işlenmiş bir servo frenin, taçlama sisteminin bir düşünce sonrası olduğu için uzun, merkezden sapmış parçalarda zorlandığını gördüm.
Bu yüzden başlangıç çerçevesi basit hale geliyor: aşırı yükten kaçınmak için yeterli tonajı seçin, ardından makineyi bükme işlemi sırasında kendini ne kadar akıllıca ölçtüğü ve düzelttiği ile değerlendirin.
Bu size yerde ne kazandırır?
Güven, makinenizin 300 ton basabileceğini bilmekten gelmez. Bugünün 1/8 inçlik partisi neden dünden farklı büküldüğünü bilmekten gelir.
Freni bir kuvvet kontrol sistemi olarak gördüğünüzde, değişime duygusal olarak tepki vermeyi bırakırsınız. Açı iki derece açıldı mı? Sorarsınız: Malzeme verimi kaydı mı, kalıp genişliği etkili tonajı mı değiştirdi, sıcaklık hidrolik tepkisini mi değiştirdi, Y1/Y2 bir binlik kaydı mı? Bir sistemi teşhis ediyorsunuz, bir sayıya suçlamıyorsunuz.
Ayrıca sadece kaba kapasite ile etkilenmeyi de bırakırsınız. Yüksek çözünürlüklü lineer ölçeklere, duyarlı valflere veya sürücülere ve iyi tasarlanmış bir taçlama sistemine sahip daha küçük bir makine, daha büyük ve daha aptal bir çerçeveden daha sıkı paralellik tutabilir. Bu, kuvvetin güçlü hissettirmesi ve kontrolün görünmez hissettirmesi nedeniyle belirgin değildir.
Sanayi, tonajı satıyor çünkü karşılaştırması basit. Alıcılar bunu seçiyor çünkü güvenli hissettiriyor. Ancak bükme işlemlerinde güvenlik, ne kadar sert itebileceğinizle ilgili değildir. Ne kadar hassas durabileceğinizle ve o duruşu geri dönen on fit çelik boyunca ne kadar eşit dağıtabileceğinizle ilgilidir.
Bunu gördüğünüzde, teknik veri sayfası ellerinizde değişir. Büyük sayı soluklaşır. Gözleriniz geri bildirim döngüleri, senkronizasyon stratejisi ve telafi tasarımı arar.
Ve bir sonraki sefer birisi ezici güçten bahsettiğinde, daha sessiz, daha keskin bir soru soracaksınız: Müzik yükseldiğinde nasıl paralel kalıyor?


















