

新入りがペダルにぶどうを踏みつけるように体重をかけているのを見たことがある。Vダイにセットした1/8インチの軟鋼にラムが勢いよく降りてくる。シートは負荷の下で90度に曲がった。ラムが上昇すると、部品は94度まで戻った。.
彼はまるで機械が嘘をついたかのようにそれを見つめた。.
その4度こそが、錯覚の始まりだ。.
初心者にとっては、ラムが降りて金属が曲がり、それで終わり。油圧を加えれば角度ができる。まるでソーダ缶を押しつぶすような感覚だ。.
だが金属はスポンジではない。それは降伏するまで伸びる結晶の格子構造だ。シートをダイに押し込む最初の瞬間、鋼はまだ弾性的、つまりバネのように振る舞っている。荷重を取り除けば平らに戻る。まだ何も永久的には変化していない。.
曲げが「本物」になるのは、非常に特定の閾値を超えた瞬間だ。.

同じ1/8インチのシートにラムが降りていく様子を思い浮かべてほしい。最初は抵抗が滑らかに増していく。単にたわませているだけだ。だが、ある応力—降伏点—に達すると、内部構造が滑り始める。転位が動き、金属は「平らな記憶」を失う。.
それが塑性変形、すなわち永久的な変化だ。.
降伏前はただバネを伸ばしているだけ。降伏後はバネそのものを作り替えている。.
ここで多くの初心者が見落とす点がある。機械はその瞬間を知らせてくれない。クリック音も、ランプの点灯もない。材料の厚み、ダイの開口幅、引張強度に基づいてトン数を調整し、あなたが ちょうど その境界線を越えるようにする—行き過ぎないように。.
「トン数の罠」とは、圧力を増せばより良い曲げができると考えること。降伏点を過ぎると、余分な力は角度を改善する代わりに、機械や工具をたわませてしまうだけだ。.
傷跡のような例:角度の誤差を圧力で追いかけた結果、ラムが数千分の数インチ反ってしまい、長い部品が波打った形で仕上がるのを不思議がる作業者を見たことがある。.
降伏によって曲げが永久的になるなら、なぜ90度の曲げは90度のままではなかったのか?
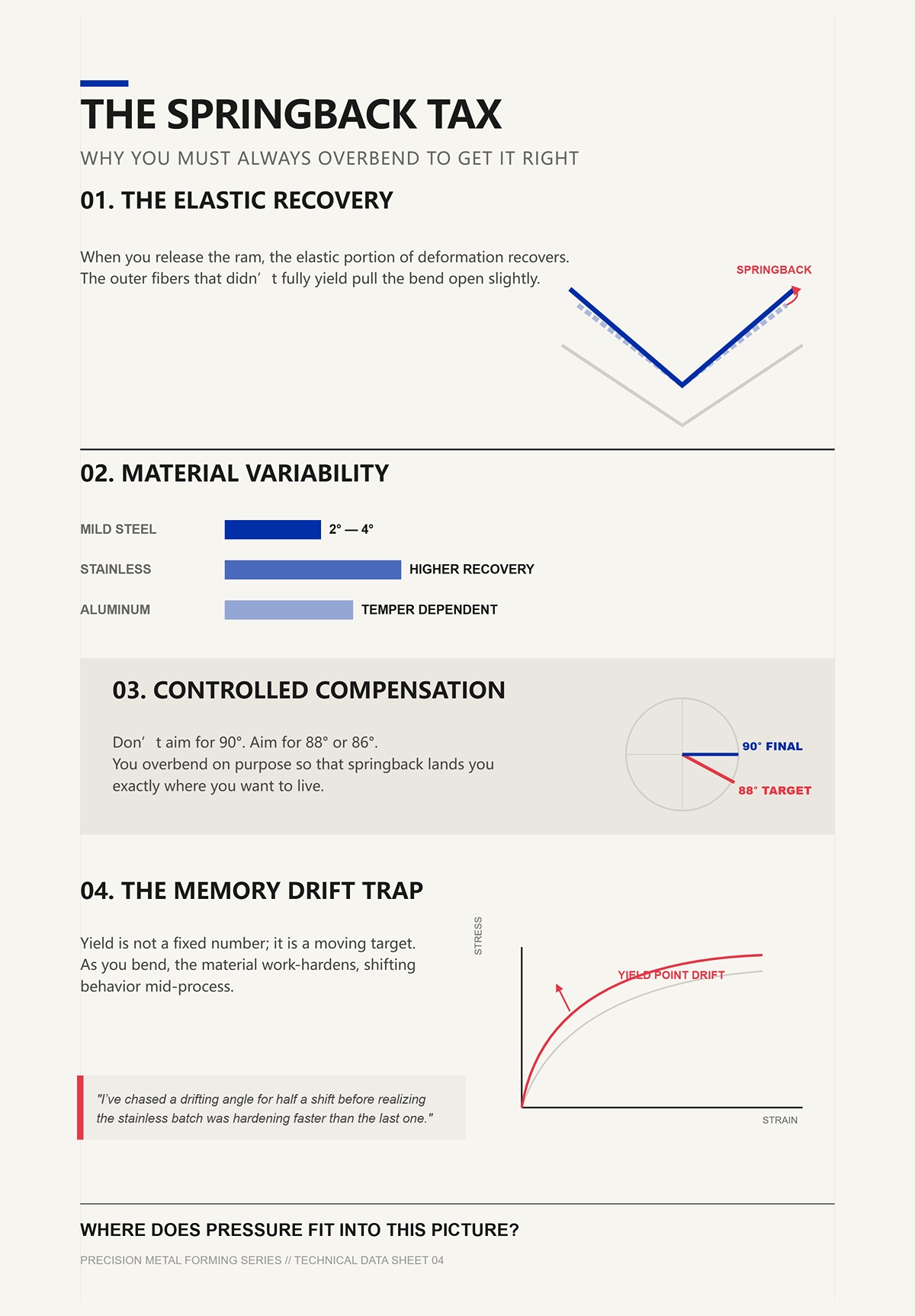
ラムを離すと、変形の弾性的な部分が回復する。完全に降伏しなかった外層が、曲げをわずかに開こうとする。それがスプリングバックだ。.
軟鋼の場合、エアベンディングではおよそ2〜4度ほど。ステンレスではもっと大きく、アルミでは焼きなまし状態によって異なる。.
だから九十度を狙うわけではない。八十八度、場合によっては八十六度を狙う。仕事次第だ。意図的に曲げすぎることで、スプリングバックの結果ちょうど望む角度になるようにするのだ。.
それは当てずっぽうではない。制御された補正だ。.
そしてここからが面白いところだ。曲げている間に、素材は加工硬化する。降伏点が少しずつ上がっていく。仕上げている金属は、最初に始めた金属とは少し違うものになっている。スピードが速すぎたり、押しつけ時間が長すぎたりすると、プロセスの途中で挙動が変わってしまう。.
メモリードリフトトラップとは、成形中に変化するはずの降伏点を固定値だと仮定してしまうことだ。.
傷跡:ステンレスのバッチが前回より早く硬化していることに気づくまで、半分のシフトの間ずっと角度のズレを追いかけたことがある。.
もし角度が降伏点をどれだけ超えて押し込むか、そしてどれほどのスプリングバックを予測するかに依存するのなら、この図において圧力はどこに位置づけられるのだろう?
二つのセットアップを考えてみよう。同じ板。同じ機械。.
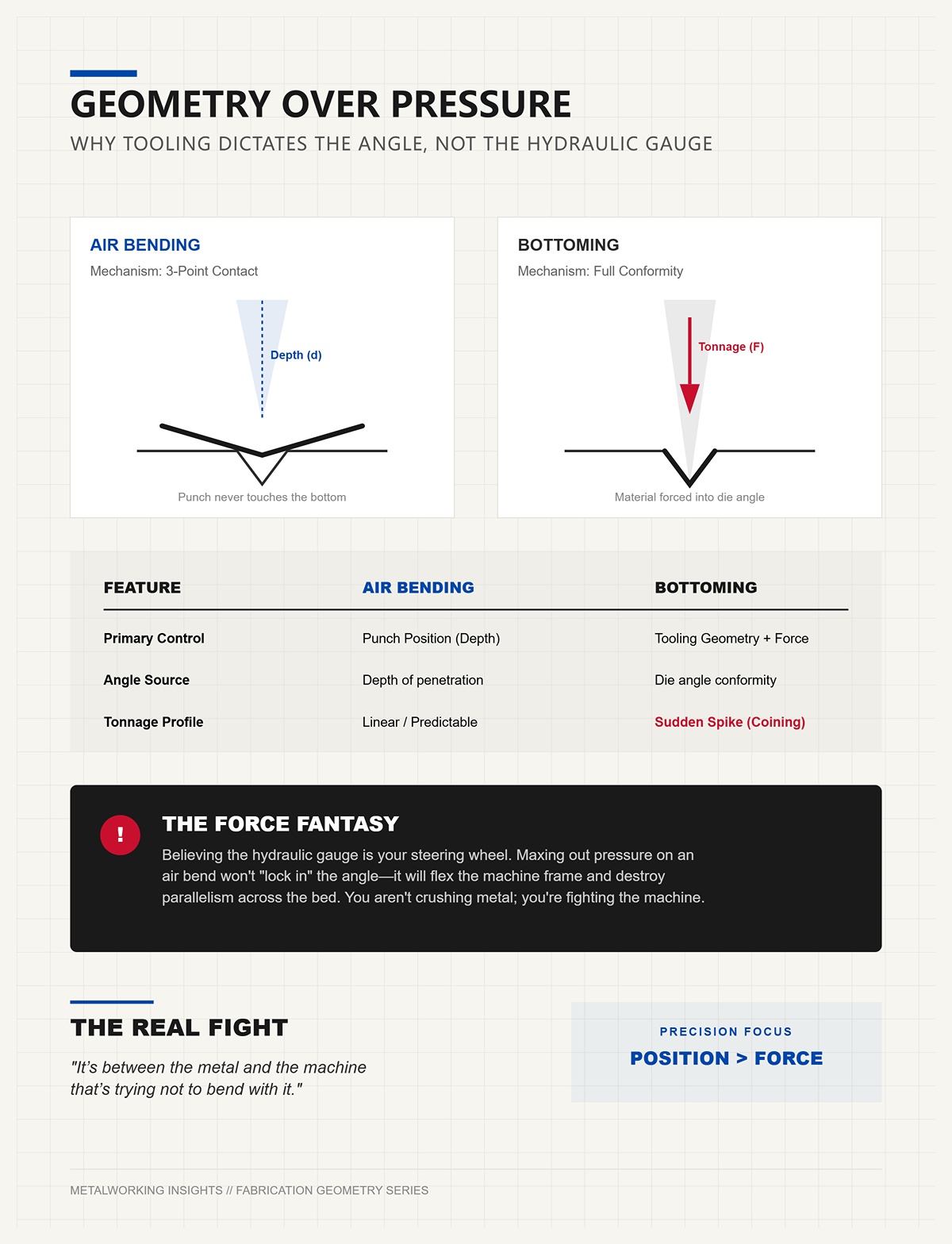
エアーベンディングでは、パンチが金属をVダイの底まで押し込むことはない。板はパンチ先端とダイの両肩で接触し、三点曲げを形成する。最終的な角度は、パンチがダイ開口部にどれだけ深く入るかで決まる。深さを数千分の数インチ変えるだけで、角度も変わる。.
圧力は必要な深さまで到達させるためのものにすぎない。結果を決めるのは形状だ。.
ボトミングでは、板をダイの角度そのものにしっかりと押し付ける。すると工具の角度が支配的になり、トン数が急増する。なぜなら、素材を「コイニング」して形を強制的に合わせているからだ。.
違いが分かっただろうか?
エアーベンディングは位置制御が中心だ。ボトミングはより強い力に依存する。しかし、そこでさえも、降伏点とスプリングバックを管理しているのであって、金属を力づくで従わせているわけではない。.
フォース・ファンタジーとは、油圧ゲージが操縦輪だと信じることだ。実際には、パンチの深さと工具の形状こそがそれに当たる。.
傷跡:エアーベンドで圧力を最大にすれば角度を「固定」できると思い込んで、フレームをたわませ、ベッド全体の平行を失わせてしまうオペレーターを何度も見てきた。.
もし角度が形状と制御されたオーバーベンドから生まれるのであって、生のトン数ではないのなら、本当の戦いは金属の内部だけではない。.
それは、金属と、それに合わせて曲がらないようにしている機械との間にあるのだ。.
| 側面 | エアーベンディング | ボトミング |
|---|---|---|
| セットアップ | 比較の基準として同じ板と同じ機械 | 比較の基準として同じ板と同じ機械 |
| 接触方法 | パンチは三点(パンチ先端とダイの両肩)で板と接触する | シートが金型角度にしっかりと押し込まれる |
| 角度の決定方法 | パンチが金型開口部にどれだけ侵入するかの深さによって決まる | 主に工具(金型)の角度によって決まる |
| 圧力の役割 | 圧力は必要な深さを達成するだけであり、角度は形状によって決まる | 材料を金型形状に押し込むためにトン数が大幅に増加する(コイニング効果) |
| 制御の原理 | 位置の制御(正確な深さの管理) | 降伏やスプリングバックを管理しつつ、より大きく力に依存する |
| 感度 | わずかな深さの変化(千分の単位)が角度に大きく影響する | 完全に底付きすると角度は金型形状に支配される |
| 一般的な誤解 | 圧力を増やせば角度が「固定される」と思われている | 力だけで精度が保証される |
| 観察されるリスク | 過剰な圧力が機械のフレームをたわませ、ベッドの平行度に影響を与える可能性がある | 高トン数は機械へのストレスを増大させる |
| 核心の洞察 | 角度は、ジオメトリと制御されたオーバーベンドによって決まり、単なるトン数によるものではない | 力が大きくても、ジオメトリと材料の挙動が依然として決定的な要素である |
| 基礎にある緊張 | 金属の変形と機械の剛性とのバランス | 材料の降伏と機械構造の限界とのバランス |
古い10フィートのブレーキでは、3フィートのブラケットは正確に曲げられたのに、同じ角度を9フィートで曲げると、プログラムを触らなくても1度ずれてしまった。同じ材料。同じダイ。同じ目標深さ。.
角度をジオメトリが決め、ジオメトリを深さが決めるなら、機械のたわみはどのようにして入り込み、精度を奪うのだろうか?
それは、深さが画面に表示されている値ではないからだ。実際の深さは、フレームが伸び、ラムがたわみ、駆動システムが力の伝達を完了した後に、パンチが負荷のもとで実際に着地する場所で決まる。2台の機械がどちらも「100トン」のバッジを付けていても、その力がどのように発生し、立ち上がり、止まるかを制御できない方の機械は、ベッド全体で同じパンチ深さを維持することはできない。そして、深さが数千分の数ずれれば、角度もそれに伴ってずれる。.
だから私たちが「どのくらいの力か?」と尋ねるとき、実際に問うているのは: この機械はどのように力を生み出し、ジオメトリが要求する位置でどれほど正確に止められるか?
異なる駆動システムは、この問いに5つの全く異なる方法で答える。.
私は貨物列車のような音を立てるフライホイール式の機械で学んだ。上部で大きな質量が回転し、クラッチがつながると、クランクシャフトが回転運動をラムの垂直運動に変換する。ひとたびクラッチが噛めば、ラムは下がる。それが全てだ。.
仕組みはこうだ。メカニカルプレスは、回転するフライホイールにエネルギーを蓄える。クラッチをつなぐと、その蓄えられた運動エネルギーがクランクリンクを通って放出される。力は下死点付近、つまりストロークの最後でピークに達する。それ以前はトン数が増えているものの、まだ最大ではない。.
その力曲線の形状が重要なのだ。.
エアーベンディングでは、私たちが気にするのは 位置. である。しかしメカニカルプレスは、精密に制御された油圧流ではなく、クランクのジオメトリによって動作する。最後の千分の一を微調整するのは容易ではない。リンク機構が動き続けているので、ラムは下死点を通過しようとする。だからクラッチの噛み具合、ブレーキの解除のタイミングを合わせ、慣性が計画より深く入り込まないことを祈るしかない。.
それが高速である理由だ。油の移動を待たなくてもよいのでストローク速度は高くできる。しかしその同じ慣性こそが「精度ドリフトの罠」だ。一度エネルギーがシステムに入ると、それを繊細に逃がすことはできない──ただ止めるしかないのだ。.
傷跡:ラムの中央部がストロークの端よりもほんの少し早くピークトン数に達したため、長い部品が中央で「王冠状」に仕上がってしまったことがある。途中で修正するためのマイクロ調整がなかったのだ。.
機械式プレスは、固定セットアップの短いロット作業において繰り返し精度を発揮する。しかし、板厚が数千分の数インチ変化したり、8フィートにわたって0.5度の公差を追いかけている場合、その問題は不快なものとなる。
ホイールの回転運動にロックされた機械で、どうやって深さを「シム調整」するのか?
初めて最新の油圧式ブレーキで1/2インチ厚の鋼板を曲げたとき、ラムが下降するにつれ圧力計の針が滑らかに上がっていくのを見た。ドラマも何もない。ただ制御された押し込みだった。.
油圧は、シリンダー内のオイルを加圧することで力を発生させる。圧力×ピストン面積=力。単純な算数だ。その美しさは制御性にある。比例弁で流量を調整し、サーボ弁で微調整し、最後の数ミリでラムをゆっくり動かすことができる。つまり、深さをしっかりと制御できるということだ。.
そして、持続的な荷重下では油圧が真価を発揮する。厚板での連続高トン数作業は本領発揮の場であり、蓄えられた運動エネルギーに頼らず、圧力を安定的に維持できる。フレームはそれでもたわむが、システムは保持し、補正できる。.
ここに、静かな苦闘がある。.
オイルはわずかに圧縮される。ホースは膨張し、シールはたわむ。大きな荷重下、特に長いベッド全体においては、2つのシリンダーの同期が重要だ。Y1とY2(左と右のシリンダー)が数千分の数インチでもずれると、ラムが傾き、パンチの深さが平行でなくなる。.
電気油圧式CNCシステムは、各側を独立して測定するリニアスケールでそのループを閉じる。旧式のトーションバー式では両側を機械的に連結しており、一方が荷重下で遅れるとバーがねじれ、平均化されることを期待する構造になっている。.
これが「平行性の錯覚」だ。圧力が等しい=位置が等しいと仮定してしまうこと。圧力は力であり、位置は幾何学だ。両者は同じではない。.
傷跡:10フィートのステンレスパネルでテーパーを追っていたところ、ピーク荷重時に片側のシリンダーが3千分の1インチ先行していたことが判明した。圧力計では見えないが、角度では歴然だった。.
油圧は今でも主流だ。それは大きな力を発生・制御の両面でこなせるからだ。しかし、その精度は、機械がリアルタイムでたわみを測定し補正する能力にかかっている。.
では、油が制御可能な筋力を与えてくれるとして、それを完全に捨てたらどうなるだろう?
私は、22トンの小型サーボ電動プレスブレーキを運用する工場を訪れた。ボールねじをサーボモーターで駆動し、背景で油圧ユニットが唸ることもない。3フィート未満の薄いステンレス製筐体を曲げており、ミクロン単位の再現性を謳っていた。.
機構的には極めてクリーンだ。サーボモーターがボールねじ(回転運動を高効率で直線運動に変換する、循環式ボールベアリング付きねじ軸)を回転させる。位置はモーターまたはねじに直接取り付けられたエンコーダーで追跡される。コントローラーが「停止」と指示すると、モーターはただちに止まる。油の圧縮もなく、バルブ遅れもない。.
短尺部品や薄板では、このダイレクトドライブによる位置制御はまさに外科的精度だ。接近速度、曲げ速度、戻り速度を個別にプログラムできる。モーターは動作中のみ電力を消費するため、エネルギー使用量も減る。.
だが、宣伝ポスターが触れない現実もある。.
ボールねじには荷重限界がある。大きなトン数では微視的に伸びる。フレームも依然としてたわむ。そして厚板材に対する動的応答は、持続的高圧用に設計された油圧式に比べて遅れることがある。比較によると、厚く高トン数の作業においては、電動システムは効率よりも荷重下での圧力安定性が重要となる場面で劣勢になることが示されている。.
効率の「ハロートラップ」は、「静かでクリーンになれば自動的にどんな状況でもより正確になる」と思い込んでいる。負荷がかかったときの精度は、モーターの種類だけでなく、剛性とフィードバックに依存する。.
傷痕:ある工場が電動ブレーキを省エネ目的で購入し、厚物の作業を外注に出していたのを見たことがある。機械自体がそのようなストレスの下で深さを維持できるように設計されていなかったのだ。.
サーボ電動システムは優れたメスであり、油圧は制御されたハンマーだ。どのツールを選ぶかで、変形への対処方法と現実的にどれだけ相殺できるかが変わる。.
では、このオーケストラの中で圧縮空気はどこに位置するのだろう?
私は、薄いアルミパネルや軽いブラケットにしか空気圧ブレーキを信頼していない。それらは速く、静かで、しかしすぐ息切れする。.
圧縮空気は油圧と同様にシリンダーを動かすが、空気は非常に圧縮性が高い。つまり、負荷がかかるとシステムはバネのように振る舞う。抵抗が増すにつれ、ラムに力を完全に伝達する前に空気がさらに圧縮される。.
軽作業では、そのバネ性は致命的ではない。むしろ、システムがシンプルで動作が速いので、サイクルタイムが短くなることもある。必要なトン数が低い薄板では、空気圧式が速度面で重い油圧システムを上回ることがある。.
では、1/4インチの鋼板をその下に置いてみよう。.
必要なトン数は板厚とVダイの幅に伴って急上昇する。空気はさらに圧縮される。制御はスポンジのようになる。媒体自体が弾性体であるため、深さを正確に止めるのが難しくなる。.
しかし、金属はスポンジではない。空気がスポンジだ。.
その不一致を「コンプライアンス・カスケード」と呼ぶ。弾性的な駆動システムが弾性的な材料を押し出し、その間でフレームがたわむ。バネを積み重ねて精度を期待しているようなものだ。.
傷痕:私は、一度空気圧ユニットが厚物の曲げの途中で停止するのを目撃した。圧力は最大、ラムは目標深さに届かず――その機械は単に力学的要求に応えられなかったのだ。.
空気圧システムには守るべき領域がある。それを越えれば、降伏に達する前に変形が勝ってしまう。.
だから、「正しい筋肉」を選んだとしても、その背後には頭脳がある――あるいは、ほとんどない場合もある。.
私はかつて、トーションバーNCブレーキを操作していたことがある。単一のY深さをプログラムし、両方のシリンダーが機械的にリンクされて一緒に動く仕組みだった。長く重い曲げでフレームがたわんだ場合、深さを微調整し、必要に応じてクラウニングを手動で追加して補正していた。.
それは「動きを制御していた」状態だった。.
現代のCNC電気油圧システムでは、Y1とY2をラム付近に取り付けたリニアスケールで個別に測定する。コントローラは、指令位置と実際の位置を1秒間に何千回も比較し、負荷下でも両側を同期させるようバルブを微調整する。.
それは「結果をプログラムしている」状態だ。.
長尺の部品では違いがはっきり現れます。NCのねじりシステムでは、負荷の偏りやフレームのねじれによって片側が遅れると、ねじりバーがその誤差を平均化します。フルCNCでは、両側をリアルタイムで補正します。NCでは角度プログラムによって小さな誤差を隠すこともできますが、それはあくまで回避策であり、真の並列制御ではありません。.
「ハーフウェイハウストラップ」とは、サーボ駆動のバックゲージやデジタル画面があるだけで、軸の完全同期を自動的に保証すると信じてしまうことです。独立したY1/Y2のフィードバックがなければ、まだフレームを過信しているということになります。.
瘢痕組織:角度の一貫性を追い求め、バックゲージ位置をあれこれ調整していたのに、実際の原因は負荷下で同期していないラムの動きだった、という現場を見てきました。.
二つの機械がともに「100トン」を謳うことができます。一方は回転するフライホイールで、一方は加圧された油、もう一方はボールねじ、さらに別のものは圧縮空気で力を発生させます。ある機械はラムの両側を測定して曲げ途中に補正し、別のものは対称であることを仮定して祈るだけです。.
角度が幾何学的関係と制御されたオーバーベンドから得られるものであり、生のトン数からではないなら、駆動システムは単なる「力の強さ」だけではありません。“
それは、どれだけ正確に停止・保持し、その力を完全に平行に保てるかということです。負荷が高まった時でも。.
そして世界最高の駆動システムを備えていても、フレーム自体は依然として曲がろうとしています。.
厚さ1/4インチ、長さ10フィートのA36鋼板をベッドの上に置く様子を想像してみてください。トン数チャートは設定済み、シリンダーは同期し、コントローラは両側が数ミクロン以内に完全水平だと表示しています。ペダルを踏むと、シートは負荷下でぴったり90度に曲がりました。.
その後、測定してみます。.
中央は90度。両端はおよそ88度です。.
「圧力が抜けた」わけでもなく、「滑った」わけでもありません。動いたのは機械そのものです。全負荷のもとで、ラムとベッドが微細にたわみ、中央のポンチが両端より深く貫入しました。駆動システムは指示通りに動きましたが、構造がその力を長手方向に不均一に伝達したのです。角度が幾何学的条件と制御されたオーバーベンドから生じるものであって、生のトン数に起因しないなら、本当の戦いは金属内部だけではありません。.
それは、張力に耐える「チューニングフォーク」のように振る舞おうとする10フィートの鋼材全体に及びます。.
材料の厚さを2倍にすると、トン数が単に2倍になるわけではありません。エアベンディングではおおよそ4倍になります。必要な力が厚さの二乗に比例して増えるからです。1/8インチの軟鋼なら余裕ですが、同じVダイで1/4インチに跳ね上げると、負荷は急上昇します。この高い負荷が、フレームの喉部とベッド中央、つまりスパンが最長の部分を強く押します。たわみは非線形に増加しますが、宣伝されている「200トン」の値は変わりません。その定格はあくまで上限です。並行性は動く的です。.
瘢痕組織:材料のばらつきが原因だと決めつけていた工場が、実際には測定したことのない中間スパンのたわみによる2度のテーパーだった、というのも見たことがあります。.
力が正確で深さも正しいとしても、負荷がベッド上で移動するとき、どうすればラムを真に水平に保てるでしょうか?
左側だけで短いブラケットを加工すると、負荷は偏心します—中心から外れます。左側のシリンダーはより高い抵抗を受け、右側はほぼ空走状態です。古いトーションバー式機械では、機械的リンクが両側を連動させ、誤差を平均化します。重い側は遅れようとし、軽い側は先行しようとします。バーがその差を分けます。.
並行な動きは得られますが、力の分配は等しくありません。.
最新のCNCプレスブレーキは、ラム近くに取り付けられたリニアスケールでY1とY2をそれぞれ独立して読み取ります。コントローラは命令値と実際の位置を毎秒数千回比較し、それぞれのバルブを個別に調整します。左側が高負荷で沈み込めば、システムは位置を一致させるために左側へより多くの圧力を与えます。.
勝利のように聞こえる。.
しかし問題はここからだ。板厚が急に増したり、ダイの幅が狭くなると、必要なトン数が急激に跳ね上がる。V開口が素材厚の6倍程度を下回ると、必要な力が一気に増えるだけでなく、表面に痕がつきやすくなり、応力分布も不均一になる。補正システムはより激しく動作し、平行度を維持しようとして片側の圧力を増幅させる。これにより、同期と構造剛性の間で綱引きが生まれる。.
「同期の罠」とは、位置が同じであれば角度も同じだと信じてしまうことだ。もしフレームが非対称荷重でわずかにねじれれば、ラムの数値上の平行は保たれていても、ベッド自体は均一な反応面を示さない。.
癒えた傷跡:オペレーターがY1/Y2のオフセットを1時間も調整していたが、実際の原因はフレームの片側を静かに過負荷にしていた狭いダイだったという例を見たことがある。.
では、ラムを左右で水平に保っているのに、なぜ完全にまっすぐなベッドで長尺部品に曲がったベンドが生じるのか?
同じ10フィートのベンドを今度は中央に配置してみよう。両シリンダーのバランスは取れており、偏荷重もない。ペダルを踏む前の状態では、ベッドは加工公差内でまっすぐだ。.
しかし荷重がかかると、その状態は維持されない。.
パンチが中央部を押し下げると、ベッドはその部分で下方向にたわみ、側枠はそれに抗う。ラムは同じ幅を跨ぐため、両端がわずかに上方向に反る。結果としてギャップパターンが生じる。中央では押し込みが最も深く、両端では浅い。中央の角度がきつくなり、端では開き気味になる。.
皮肉なことに、静止状態でベッドがまっすぐであるほど、荷重時のたわみは予測しやすくなる――そしてそれを意図的に打ち消す必要が生じる。.
そこで登場するのがクラウニングだ。機械式や油圧式のクラウニングシステムは、荷重がかかる前に制御された上向きのアーチをベッドに与える。想定されるたわみ曲線に対して、あらかじめ機械を逆方向に曲げるのだ。調整が適切なら、全トン数がかかったときにベッドは圧力下で平坦化し、長さ全体にわたって力が均等に分布する。.
音楽が始まる前に楽器を shim(調整)しているようなものだ。.
調整を誤れば――クラウンが足りなければ中央が依然として締まりすぎる。多すぎれば端が過剰に曲がる。トン数は板厚の二乗に比例するため、素材が3 mmから6 mmに変わるだけで、必要な力が増えるだけでなく、補正曲線自体も変わる。クラウニングは一度設定すれば終わりではない。形状、ダイ幅、材料降伏強度に応じた動的な調整が必要だ。.
癒えた傷跡:午前中は完璧な角度を出していた作業班が、昼食後に厚板に切り替えた途端、午後ずっとオペレーターのせいだと議論していた。しかし実際に変わったのは、たわみ曲線だけだった。.
そして不都合な真実にたどり着く。何十年もの間、オペレーターは感覚と試し曲げで補正を行ってきた。今では機械が代わりに考えると約束している。.
現代のシステムは、リニアエンコーダーでラム位置を測定し、場合によっては圧力センサーで荷重を推定する。コントローラーは素材ライブラリ――板厚、引張強度、ダイ開口――を参照して予測されるたわみを計算する。そしてストローク中に自動でクラウニングやラム深さを調整する。.
あなたは単に深さを指示しているのではない。予測される弾性現象をプログラムしているのだ。.
下降行程の電動油圧設計では、ラムが下死点に近づくに連れて同期制御が継続的に行われる。機械は速度を落とし、Y1/Y2偏差を修正し、リアルタイムのフィードバックに基づく動的クラウニングを適用できる。正しく行えば、長尺ベンド全体における角度のばらつきは、手動機に比べて劇的に減少する。.
だが、センサーが鋼を強くするわけではない。.
もしフレームに剛性が欠けている場合、電子補正は位置を維持するために局所的な圧力を増大させ、それによって他の部分で構造的なひずみを深める可能性があります。JEELIX式のダウンストロークシステムは平行度を改善しますが、補正自体が力を再配分するため、正確な加圧モニタリングも要求されます。つまり、ひとつの誤差ベクトルを解決しながら、別のベクトルを負荷しているのです。.
オートメーション・ヘイロートラップは、ソフトウェアが物理法則を打ち消すと想定しています。実際には物理を「モデル化する」だけであり、その精度は入力データが現実にどれだけ一致しているかに依存します。.
古傷のような話ですが、角度センサーがフレームの漸進的な疲労を数か月間覆い隠していたのを見たことがあります。ある日、補正のストロークが限界に達し、テーパー(傾き)が牙をむいて戻ってきました。.
ラムのドリフトを中和し、ベッドのたわみに先回りして予曲げし、電子制御で数ミクロンを整える。残るのは日々の職人技です。加圧が跳ね上がらない工具比の選定、非対称荷重で部品がねじれないようにバックゲージを設定し、カタログ値ではなく実際のスプリングバックに合うようにストロークを制御すること。.
そこでは、たわみ理論が現場の現実に耐えるのか、それとも自らの仮定の重みに押し潰されるのかが試されます。.
ベッド上に長さ10フィート、厚さ1/8インチの軟鋼ストリップを思い浮かべてください。負荷用にクラウニングを済ませ、材料ライブラリも設定済み。画面には92トンと表示されています。.
あなたはペダルを踏みます。.
シートは加圧下で90度に達しました。.
ラムが上昇すると、それは94度に戻ります。.
その4度の違いはミスではありません。これはスプリングバック、すなわち荷重解除後の弾性回復です。しかし金属はスポンジではありません。無作為に跳ね返るのではなく、厚み、金型幅、降伏強さに基づいて蓄えた弾性ひずみを放出します。角度が単なる加圧トン数ではなく、幾何と制御されたオーバーベンドから導かれるなら、真の戦いは金属そのものの中ではなく、機械・工具・材料が同時に同じ値にたどり着くようにセットアップをどう組み立てるかにあります。.
その実際のやり方を説明しましょう。.
トン数表ではなく、まずダイから始めましょう。.
同じ1/8インチ(0.125インチ厚)の軟鋼を使います。一般的な目安として、V溝幅は板厚の約8倍、つまり1インチのダイです。標準的なエアーベンドの公式に当てはめると、おおよそ1フィートあたり14~15トン。これを10フィートに伸ばすと、おおよそ150トンに達します。.
次にダイ幅を半分の0.5インチにします。同じ材料、同じ長さ。トン数はほぼ倍増します。なぜなら、必要な加圧力はダイ幅に反比例するからです。部品を変えたわけではありません。変えたのは幾何条件です。そしてフレームは同じ作業でより大きくたわみます。.
ジオメトリートラップとは、「狭いダイほど精度が高い」と考えることです。実際は、より高い荷重と、その結果生じるたわみ補正が必要になるという意味です。.
古傷の話ですが、私は「精密さのため」と言って狭いダイに替えた瞬間に二度のテーパーを生み出してしまったオペレーターを見たことがあります。“
ダイは内側半径を支配します ― エアーベンドの場合、V溝幅のおよそ16%です。その半径が外側繊維の伸び量と、どれだけの弾性ひずみを蓄えるかを決定します。半径が小さいほど蓄えられるエネルギーが増え、補正すべきスプリングバックも大きくなります。90度を「強制」するのではありません。荷重下で86度または88度まで曲げ、戻りで90度になるようにします。.
そのオーバーベンドは幾何に基づくものです。自尊心ではありません。.
コイニングは近道のように見える。パンチをダイに強く打ち込み、板厚方向に降伏点を超えることで、スプリングバックはほとんど消失する。工具形状に合わせて素材を塑性的につぶしてしまうからだ。しかし、コイニングではトンナージがエアベンディングの3~5倍に跳ね上がる。機械フレーム、ラム、ピン — すべてがその衝撃を受ける。振動が発生し、緊急過負荷が作動する。.
弾性の不確かさを構造的ひずみと引き換えにした。.
この三方向の議論における最初のシムは工具形状である。トンナージ、ひいてはたわみを制御可能な範囲に保てるだけ十分に広いダイを選ぶ。外側の繊維を過度に伸ばさず、目標内側半径に合ったパンチ半径を選ぶ。ペダルを踏む前に金属の流れをマップしておく。.
次に問う。もし形状が曲げ線を定義するなら、どうすれば全ての部品が実際にその同じ線上に着地するのか?
かつて新人が一連のブラケットを加工するのを見たことがある。角度は完璧に一致していた。しかし長さが違った。いくつかのフランジが0.020インチずれていた。彼はラムが揺れていると思い込み、深さばかり調整していた。.
違った。.
バックゲージのフィンガーがわずかに平行が出ていなかった — スパン全体で数千分の数インチの誤差だ。シートがそれらに当たったとき、パンチに触れる前に微細にねじれていた。機械は指示された場所を正確に曲げた。部品が正しく座っていなかっただけだ。.
バックゲージは線形位置決めシステムであり、通常はサーボ駆動のボールねじやベルトで、数ミクロン単位まで分解する。フランジ長を決めるだけでなく、曲げの中立軸が工具センターラインに対してどこから始まるかを定義する。10フィートの部品で片方のフィンガーがもう一方より0.003インチ前に出ているなら、そのセットアップには斜めが組み込まれている。.
機械はその斜め通りに忠実に曲げる。.
アライメントの罠とは、デジタル表示が物理的真実を意味すると信じ込むことだ。エンコーダはねじの位置を報告するだけで、負荷下でフィンガーが同一平面にあるかどうかまでは示さない。.
古傷:完全なY1/Y2同期がテーパー部品の原因とされていたが、実際の犯人は切りくずで詰まったバックゲージレールだった、というのを見たことがある。.
長い部品では、重力で板がフィンガーから垂れ下がらないように支える。非対称部品では、ラムの下降中に素材を横方向へ押さないようゲージを再配置する。すべての接触点が、成形開始前にブランクをねじる可能性のあるてこの腕になる。.
平行度はラムとベッドだけの問題ではない。ワークピースがどのように戦いへ入ってくるかも関わっている。.
こうして形状がマッピングされ、ブランクが正しく座った。次に来るのは、機械式ブレーキと制御システムを分ける瞬間 — ストロークが「もう十分だ」と判断する仕組みだ。.
現代の電気油圧式ブレーキでは、各サイドフレームにリニアエンコーダが配置され、シリンダーの移動ではなく実際のラム位置を測定する。圧力トランスデューサが油圧負荷を読み取り、コントローラーは下降中に目標深さをリアルタイムのフィードバックと何千回も比較する。.
推測ではない。補正しているのだ。.
パンチが板に接触すると、負荷が急上昇する。フレームが伸び始める — そう、数千分の数インチだけ伸びる。その伸びは、ラムがシリンダーに対してはプログラムされた深さに達していても、ベッドに対してはまだ届いていないことを意味する。コントローラーは、エンコーダのフィードバックが負荷下で指令された位置に達したと示すまで圧力を送り続ける。.
だからこそ、曲げは無負荷での試し位置よりもフルトンナージ下では0.010インチ深い押し込みを要することがある。.
傷跡:私は、静止時よりも120トンの打撃を受けたときの方が0.006インチ低かった機械を測定したことがある。鋼は動く。常に。.
メカニカルプレスブレーキはそれを「感じる」ことができない。クランクシャフトがラムを固定された下死点まで駆動する。材料や長さによってたわみが変化する場合、修正は事後の手動調整でしか行えない。油圧式およびサーボ電動式システムは深さを動的に調整するが、それでもフレームの剛性の範囲内に生きている。曲げ長さを2倍にして必要な力が2倍になれば、たわみもそれに比例して2倍になる。コントローラーはストロークの範囲内で補正を行うが、Cフレームを厚くするわけではない。.
「過信の罠」とは、ほとんどの曲げ加工がうまくいくからといって、もう問題はないと思い込むことだ。現代のフィードバックシステムは、このバランス調整を日常的な作業にはしたが、無意味にしたわけではない。生産部品の8割が成功するのは、オペレーターが正確な形状データ、現実的な材料データ、そして機械の弾性限界範囲内にトン数を収めるダイの選択を提供したからである。.
工具形状、材料特性、ラムの位置の三者が一致すると、角度はスパン全体で数千分の数インチ以内に収まる。.
それを無理やり押し込んだわけではない。.
引張状態の長く重い鋼の楽器を、音が正しく響くまで調律したのだ。.
ここで別の疑問が湧く。プレスブレーキの運転が本質的に調整とフィードバックの問題であるなら、なぜ今でもそれをスペックシート上の「大きな力の数値」としてしか語らないのだろうか?
どんな設備ショールームを歩いても、最初に目の前に突き出されるのはトン数の数値だ。200トン、300トン。大きいほうが良いに違いない。.
それは、トン数がステッカーに印刷しやすく、ブランド間で比較しやすいからだ。制御帯域幅、エンコーダの解像度、非対称負荷下でのY1/Y2同期精度――これらはセールスプレートには書けない。力は目に見えるが、負荷下での平行度は見えないのだ。.
もし角度が形状と制御されたオーバーベンドによって決まるものであり、生のトン数ではないのなら、本当の戦いは金属内部だけにあるのではない。それは、ペダルを踏むたびに伸び、ねじれ、復元する長く柔軟なフレームの内部で起きている。シートは負荷下で90度に達し、その荷重経路の一部に機械が含まれている。ブレーキは制御された弾性構造であって、コンクリートの壁ではない。.
しかし金属はスポンジではない。.
ただ圧力をかければ精度が「にじみ出る」とは思えない。ある点を超えると、トン数を増やしても制御性は向上せず、むしろたわみを増幅させる。初心者が陥る「クラッシャーの罠」とは、余裕のある能力が余分な精度を意味すると誤解することだ。実際には、制御なしで大型化するのは、ハンドルがガタガタのトラックにより大きなエンジンを積むようなものだ。力は増すが、直進性は良くならない。.
では、トン数が北極星ではないとしたら、何がそうなのか?
トン数を「目標」ではなく「上限」として扱い始めよう。.
必要な力は、材料の厚さ、ダイ幅、曲げ長さから計算する。これは基本的な作業場の数学だ。厚さが2倍になれば、力はおおよそ4倍に増える。それはいい。しかし、機械の最大定格に十分余裕があるなら、焦点は「十分な力を出せるか?」から「負荷下でどれだけ正確に止まれるか?」に移る。“
それがストローク制御だ。.
スペック上では、2台の機械がどちらもストローク10インチ、200トンと記載されているかもしれない。一方はトーションバーを通じて両シリンダーを結ぶ基本的な油圧同期を採用し、下死点まで機械的にリンクさせている。もう一方は各側にリニアスケールを持つ独立シリンダーを稼働させ、リアルタイムでY1とY2の位置を補正する。.
無負荷状態では、両者は同一に見える。.
10フィートの非対称曲げの下では、そうではない。.
左側が右側よりも多くの材料を見ていると、力の分布が変わる。トーションバーは機械的にねじれに抵抗するが、荷重がかかると左右の食い込みを微調整することはできない。独立したシリンダーなら各側を調整できる ― ただし制御ループが高速で正確に校正されている場合に限る。その「もし」がすべてだ。独立シリンダートラップとは、柔軟性があるというだけで自動的に精度が高いと考えてしまうことだ。厳密なフィードバックがなければ、間違う方法が二つ増えるだけである。.
瘢痕組織:調整の甘い二軸システムが、単純で剛性の高いリンク機構なら避けられたはずの微妙なコルクスクリュー状のねじれをステンレスに生じさせるのを目にしたことがある。.
だから仕様書を読むときは次の三つを尋ねるべきだ。荷重下でラムの位置をどう測定しているか?左右の同期をどう取っているか?スパンにわたるベッドのたわみをどう補正しているか?その答えが曖昧なら、トン数の数字は単なる目くらましだ。.
それが駆動システムそのものへと話を導く。.
機械式ブレーキはクランクシャフトで動作する。ラムは毎サイクルごとに固定された下死点まで降りる。再現性はあるが、適応性はない。材料の厚みが変化したり曲げ長さが変わったりすれば、手動で調整しなければならない。聞くことはなく、調律されていようがいまいが常に同じ音を打ち続けるだけだ。.
油圧システムは調整能力をもたらした。圧力は段階的に上昇する。比例弁やエンコーダを使えば、制御は抵抗の増加を「感じ取り」、荷重下で設定された深さまで到達したところで停止できる。上部ビームが接触直前に数ミリ毎秒という低速で動く理由がある。それは力と位置が同時に変化する狭い領域でこそ制御が生きるからだ。フィードバックループを追い越してしまえば、速さは良さにはならない。.
サーボ電動機は油をボールねじとモーターに置き換える。よりクリーンで、曲げ間の移動も速いことが多い。モーターの回転が直接ラムの移動に変換されるため、位置制御の精度は非常に高い。ただしトルク制限が油圧の圧力制限に置き換わるだけで、容量に近づけば同じ弾性の法則が働く。フレームは依然として伸び、ベッドは依然としてたわむ。物理法則は油圧だろうとサーボだろうと関係なく、必ず仕事をする。.
駆動タイプトラップとは、電源の種類が精度を決めると思い込むことだ。そうではない。精度を決めるのは測定、同期、補正の品質である。.
瘢痕組織:見事に加工されたサーボブレーキが、クラウニングシステムの設計が後回しだったために長尺で偏った部品で苦戦するのを見たことがある。.
だから初心者のフレームワークは簡単になる。過負荷にならない十分なトン数を選び、そのうえで曲げ中にいかに賢く自ら測定し補正するかで機械を評価するということだ。.
それが現場で何をもたらすのか?
自信は、機械が300トンを出せることを知ることから来るのではない。今日の1/8インチ材のバッチが昨日と違う曲がり方をした理由を理解していることから来る。.
ブレーキを力制御システムとして見るようになると、変動に感情的に反応しなくなる。角度が2度開いた?次のように問うようになる。材料の降伏が変化したか、ダイ幅が有効トン数を変えたか、温度が油圧応答を変えたか、Y1/Y2が千分の一ずれたか?あなたは数字を責めるのではなく、システムを診断しているのだ。.
また単に大きな能力に感心することもなくなる。高分解能リニアスケール、応答の良いバルブまたは駆動装置、そしてよく設計されたクラウニングシステムを備えた小型機の方が、現実の仕事において大型で鈍重なフレームよりも平行精度を高く維持できる。これは直感的ではない。なぜなら力は目に見えて強く感じられ、制御は目に見えにくいからだ。.
業界は比較が簡単なのでトン数を売りにする。購買者は安全に感じるためにそれを選ぶ。しかし曲げ加工における安全性とは、どれだけ強く押せるかではなく、どれだけ正確に止められるか、そして反発する10フィートの鋼材に対してどれだけ均等にその停止を分配できるかにかかっている。.
それがわかると、仕様書は手の中で変わる。大きな数字は薄れ、目はフィードバックループ、同期戦略、そして補正設計を探すようになる。.
そして次に誰かが「圧倒的なパワー」を誇るとき、あなたは静かで鋭い質問を投げかけるだろう。「音楽が激しくなったとき、それはどうやって平行を保つのか?」


















