

He visto a un nuevo empleado apoyarse en el pedal como si estuviera pisando uvas. Una lámina de acero dulce de un octavo de pulgada en la matriz en V, el ariete bajando con fuerza. La chapa alcanzó noventa grados bajo carga. El ariete se levantó. La pieza se relajó a noventa y cuatro.
Miró la máquina como si le hubiera mentido.
Esos cuatro grados son donde empieza la ilusión.
Para un principiante, el ariete baja, el metal se dobla, fin de la historia. Presión hidráulica entra, ángulo sale. Como aplastar una lata de refresco.
Pero el metal no es una esponja. Es una red de cristales que se estiran antes de rendirse. Cuando primero empujas esa chapa en la matriz, el acero todavía es elástico—es decir, se comporta como un resorte. Puedes descargarlo y volverá a quedar plano. Aún no ha pasado nada permanente.
El doblado solo se vuelve real en un umbral muy específico.

Imagina el ariete descendiendo sobre esa misma chapa de 1/8 de pulgada. Al principio, la resistencia aumenta suavemente. Solo la estás flexionando. Luego, a cierto esfuerzo—el punto de fluencia—la estructura interna empieza a deslizarse. Las dislocaciones se mueven. El metal deja de “recordar” lo plano.
Eso es deformación plástica. Cambio permanente.
Antes del punto de fluencia, solo estás estirando un resorte. Después del punto de fluencia, lo estás reformando.
Aquí está la parte que la mayoría de los principiantes pasan por alto: la máquina no anuncia ese momento. No hay clic, ni luz. Estás ajustando el tonelaje en función del espesor del material, la abertura de la matriz y la resistencia a la tracción para que justo cruces esa línea, sin pasarte demasiado.
La trampa del tonelaje es pensar que más presión significa mejores dobleces. Más allá del punto de fluencia, la fuerza adicional mayormente deforma la máquina y las herramientas en lugar de mejorar el ángulo.
Cicatriz: he visto operadores perseguir errores de ángulo con más presión y terminar combando el ariete unas milésimas—luego se preguntan por qué sus piezas largas salen onduladas.
Si la fluencia hace que el doblez sea permanente, ¿por qué ese doblez de noventa grados no se mantuvo en noventa?
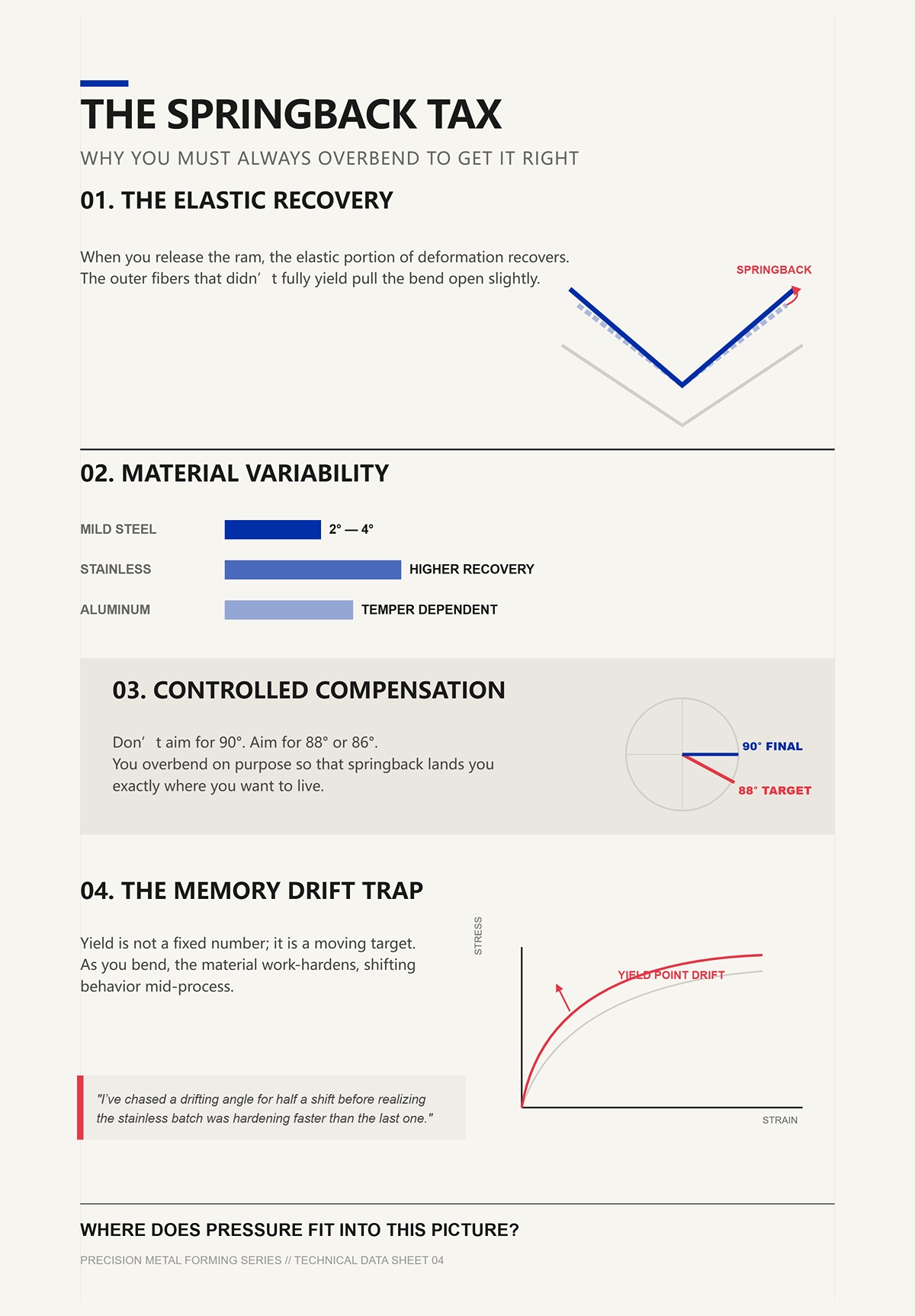
Cuando sueltas el ariete, la parte elástica de esa deformación se recupera. Las fibras exteriores que no fluyeron completamente tiran del doblez y lo abren un poco. Eso es el retroceso elástico.
En acero dulce, tal vez dos a cuatro grados en doblado al aire. En acero inoxidable, más. En aluminio, depende del temple.
Así que no apuntas a noventa. Apuntas a ochenta y ocho, tal vez a ochenta y seis, dependiendo del trabajo. Sobredoblas a propósito para que el retroceso elástico te deje justo donde quieres.
Eso no es adivinanza. Es compensación controlada.
Y aquí es donde se pone interesante: al doblar, el material se endurece por trabajo. Su punto de cedencia aumenta. El metal con el que terminas no es exactamente el metal con el que empezaste. Si trabajas demasiado rápido o esperas demasiado, cambias el comportamiento en medio del proceso.
La trampa del desplazamiento de memoria consiste en asumir que el límite elástico es un número fijo en lugar de un objetivo móvil durante el conformado.
Tejido cicatricial: he perseguido un ángulo que variaba durante media jornada antes de darme cuenta de que el lote de acero inoxidable se estaba endureciendo más rápido que el anterior.
Si el ángulo depende de qué tan profundo superas el límite elástico y de cuánto retroceso elástico predices, ¿dónde encaja realmente la presión en este escenario?
Toma dos configuraciones. Misma lámina. Misma máquina.
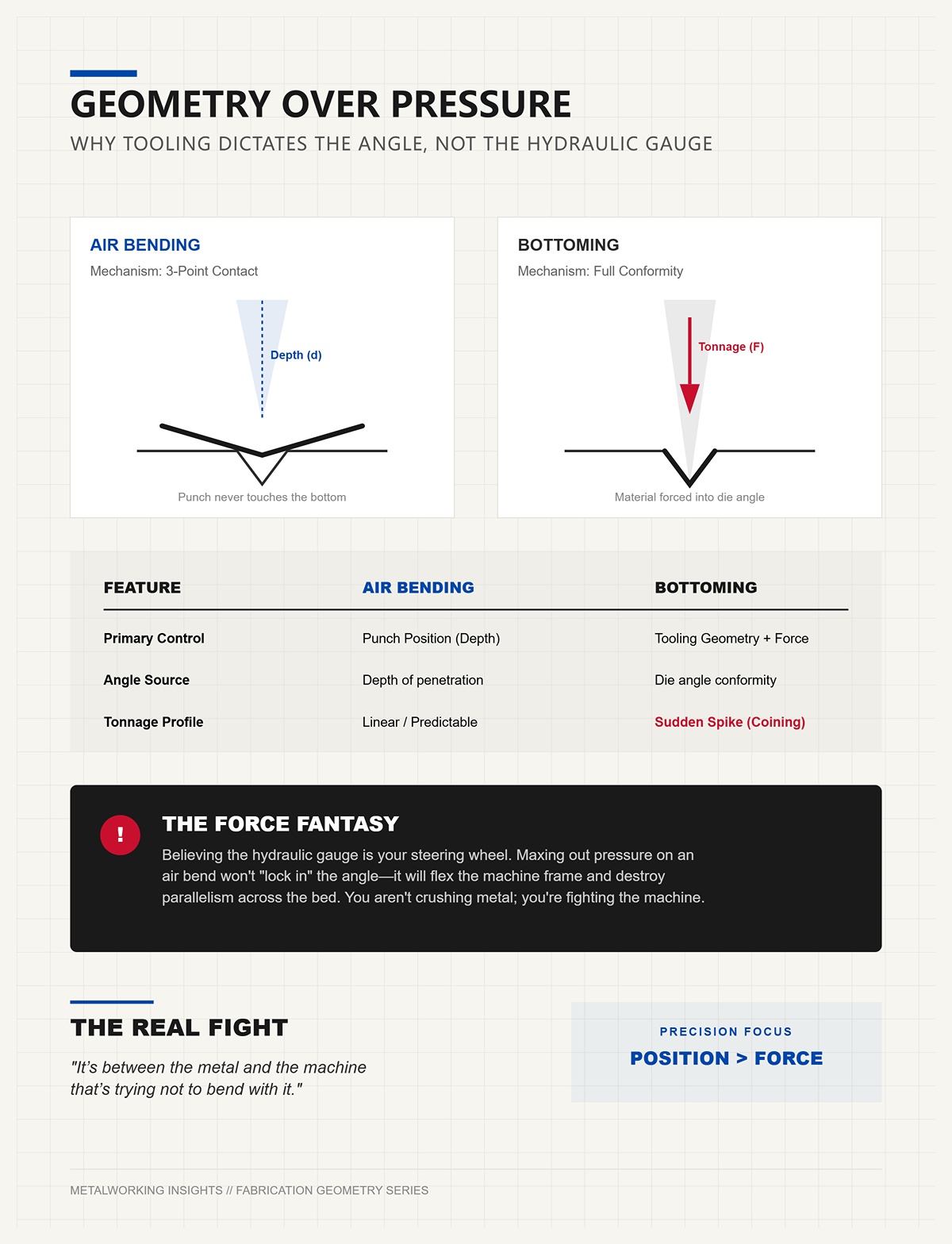
En el doblado al aire, el punzón nunca obliga al metal a llegar al fondo de la matriz en V. La lámina toca la punta del punzón y los hombros de la matriz, formando un doblado de tres puntos. El ángulo final depende de qué tan profundo penetre el punzón en la abertura de la matriz. Si cambias la profundidad por unas milésimas, cambias el ángulo.
La presión solo te lleva a la profundidad requerida. La geometría determina el resultado.
En el acuñado, empujas la lámina firmemente dentro del ángulo de la matriz. Ahora el ángulo de las herramientas domina, y el tonelaje se dispara porque estás acuñando el material—obligándolo a conformarse.
¿Ves el cambio?
El doblado al aire se basa en el control de posición. El acuñado depende más de la fuerza. Pero incluso ahí, sigues gestionando el límite elástico y el retroceso, no aplastando el metal hasta obedecer.
La fantasía de la fuerza es creer que el medidor hidráulico es tu volante. En realidad, lo son la profundidad del punzón y la geometría de la herramienta.
Tejido cicatricial: he visto operadores llevar la presión al máximo en un doblado al aire pensando que “fijarían” el ángulo, solo para flexionar el bastidor y perder el paralelismo en toda la cama.
Si el ángulo proviene de la geometría y del sobredoblado controlado—no del tonelaje bruto—entonces la verdadera batalla no está dentro del metal únicamente.
Está entre el metal y la máquina que intenta no doblarse con él.
| Aspecto | Doblado al Aire | Apoyo Total (Bottoming) |
|---|---|---|
| Configuración | Misma lámina y misma máquina como base de comparación | Misma lámina y misma máquina como base de comparación |
| Método de contacto | El punzón contacta la lámina en tres puntos (la punta del punzón y los hombros de la matriz) | La lámina se introduce firmemente en el ángulo del troquel |
| Cómo se determina el ángulo | Determinado por la profundidad de penetración del punzón en la apertura del troquel | Determinado principalmente por el ángulo de la herramienta (troquel) |
| Función de la presión | La presión solo alcanza la profundidad requerida; la geometría establece el ángulo | El tonelaje aumenta significativamente para forzar el material a adoptar la forma del troquel (efecto de acuñado) |
| Principio de control | Control de posición (gestión precisa de la profundidad) | Mayor dependencia de la fuerza, mientras se siguen gestionando el límite elástico y el retorno elástico |
| Sensibilidad | Pequeños cambios de profundidad (milésimas) afectan significativamente el ángulo | El ángulo está dominado por la geometría del troquel una vez completamente apoyado |
| Concepto erróneo común | Aumentar la presión “fijará” el ángulo | La fuerza por sí sola garantiza la precisión |
| Riesgo observado | La presión excesiva puede flexionar el bastidor de la máquina y afectar el paralelismo de la mesa | El alto tonelaje aumenta la tensión en la máquina |
| Idea principal | El ángulo proviene de la geometría y del sobrecurvado controlado, no del tonelaje bruto | Incluso con mayor fuerza, la geometría y el comportamiento del material siguen siendo decisivos |
| Tensión subyacente | Equilibrio entre la deformación del metal y la rigidez de la máquina | Equilibrio entre el límite elástico del material y los límites estructurales de la máquina |
En mi antigua plegadora de 10 pies, podía doblar un soporte de 3 pies con total precisión y fallar el mismo ángulo por un grado a los 9 pies sin tocar el programa. Mismo material. Mismo troquel. Misma profundidad de objetivo.
Si la geometría determina el ángulo, y la profundidad determina la geometría, ¿cómo se cuela la deformación de la máquina y roba precisión?
Porque la profundidad no es lo que dice la pantalla. Es donde el punzón realmente aterriza bajo carga, después de que el bastidor se estira, el ariete se comba y el sistema de accionamiento termina de entregar la fuerza. Dos máquinas pueden llevar la insignia de “100 toneladas”. Pero la que no puede controlar cómo llega, aumenta y se detiene esa fuerza, nunca mantendrá la misma profundidad del punzón a lo largo de la bancada. Y si la profundidad varía unas milésimas, el ángulo también varía.
Así que cuando preguntamos “¿Qué tan fuerte?”, en realidad estamos preguntando: ¿Cómo crea fuerza esta máquina y qué tan bien puede detenerse exactamente donde la geometría lo exige?
Los diferentes sistemas de accionamiento responden a esa pregunta de cinco maneras muy distintas.
Aprendí en una máquina con volante que sonaba como un tren de carga. Gran masa girando arriba, el embrague se acopla, el cigüeñal convierte la rotación en movimiento vertical del ariete. Una vez que ese embrague muerde, el ariete baja. Punto.
Aquí está el mecanismo. Una prensa mecánica almacena energía en un volante giratorio. Cuando se activa el embrague, esa energía cinética almacenada se descarga a través de un sistema de biela y manivela. La fuerza alcanza su pico cerca del punto muerto inferior, esa última parte de la carrera. Antes de eso, el tonelaje está aumentando pero aún no llega al máximo.
La forma de esa curva de fuerza importa.
En el doblado al aire, lo que nos importa es la posición. Pero una prensa mecánica se rige por la geometría del cigüeñal, no por un flujo hidráulico cuidadosamente medido. No se puede modular fácilmente la última milésima. El ariete quiere pasar por el punto muerto inferior porque el mecanismo sigue en movimiento. Así que estás sincronizando el acoplamiento del embrague, el freno, y esperando que la inercia no te lleve más profundo de lo planeado.
Por eso son rápidas. La velocidad de carrera puede ser alta porque no esperas a que se mueva el aceite. Pero esa misma inercia es la trampa del desvío de precisión. Una vez que la energía está en el sistema, no se disipa delicadamente: se detiene bruscamente.
Cicatriz: he visto una pieza larga salir arqueada porque el centro del ariete alcanzó el tonelaje máximo un poco antes en la carrera que los extremos, y no había microajuste para corregirlo en medio del golpe.
Las prensas mecánicas recompensan la repetición en producciones cortas con configuraciones fijas. Pero cuando el espesor de la lámina varía unos pocos milésimos, o cuando se persiguen tolerancias de medio grado a lo largo de ocho pies, la pregunta se vuelve incómoda:
¿Cómo se “calza” la profundidad cuando el movimiento de la máquina está bloqueado a una rueda giratoria?
La primera vez que doblé una plancha de media pulgada en una moderna prensa plegadora hidráulica, observé cómo el manómetro de presión subía suavemente mientras el ariete descendía. Sin drama. Solo empuje controlado.
Los sistemas hidráulicos generan fuerza al presurizar aceite en cilindros. Presión por área del pistón igual a fuerza. Matemática simple. La belleza está en el control: las válvulas proporcionales dosifican el flujo, las válvulas servocontroladas lo ajustan con precisión, y se puede ralentizar el ariete hasta un movimiento casi imperceptible en los últimos milímetros. Eso significa que se puede ajustar la profundidad con verdadera autoridad.
Y bajo carga sostenida, la hidráulica brilla. El trabajo continuo de alta tonelada sobre placas gruesas es su terreno natural, porque la presión puede mantenerse estable sin depender de energía cinética almacenada. El bastidor aún se deflecta, sí — pero el sistema puede mantener, sostener y compensar.
Aquí está la lucha silenciosa.
El aceite se comprime ligeramente. Las mangueras se expanden. Los sellos se flexionan. Bajo carga pesada, especialmente en bancadas largas, los dos cilindros deben permanecer sincronizados. Si Y1 y Y2 (cilindros izquierdo y derecho) se desvían incluso unos pocos milésimos, el ariete se inclina. Ahora tu profundidad de punzonado no es paralela.
Los sistemas CNC electrohidráulicos cierran ese lazo con escalas lineales que miden cada lado de forma independiente. Los sistemas antiguos con barra de torsión conectan ambos lados mecánicamente; si un lado se retrasa bajo carga, la barra se tuerce e intenta promediar el desajuste.
Esa es la Ilusión del Paralelismo: asumir que igual presión significa igual posición. La presión es fuerza. La posición es geometría. No son lo mismo.
Cicatriz: he perseguido una conicidad en un panel de acero inoxidable de 10 pies, solo para descubrir que un cilindro estaba adelantado tres milésimas bajo carga máxima — invisible en el manómetro, obvio en el ángulo.
La hidráulica sigue siendo dominante porque puede generar y modular una fuerza considerable. Pero su precisión depende de qué tan bien la máquina mida y corrija la deflexión en tiempo real.
Entonces, si el aceite nos da músculo con movimiento controlable, ¿qué sucede cuando eliminamos completamente el aceite?
Visité un taller que operaba una pequeña plegadora servo-eléctrica de 22 toneladas — husillos de bolas impulsados por servomotores, sin unidad hidráulica zumbando en el fondo. Estaban doblando carcasas delgadas de acero inoxidable de menos de un metro. Afirmaban repetibilidad en el rango de micrones.
Mecánicamente, es limpio. Un servomotor gira un husillo de bolas — un eje roscado con rodamientos de bolas recirculantes que convierte el movimiento rotatorio en desplazamiento lineal con muy alta eficiencia. La posición se rastrea mediante codificadores directamente en el motor o en el husillo. Cuando el controlador dice detener, el motor se detiene. Sin compresión de aceite. Sin retraso de válvulas.
Para piezas cortas y calibres livianos, ese control de posición de accionamiento directo es quirúrgico. Se pueden programar la velocidad de aproximación, la velocidad de plegado y el retorno de manera independiente. El consumo de energía baja porque el motor solo usa potencia cuando se mueve.
Pero aquí es donde los carteles de marketing se quedan cortos.
Los husillos de bolas tienen límites de carga. Bajo tonelaje pesado, se estiran microscópicamente. El bastidor aún se deflecta. Y la respuesta dinámica bajo material grueso puede rezagarse comparada con la hidráulica diseñada para alta presión sostenida. Algunas comparaciones han mostrado sistemas eléctricos perdiendo terreno en trabajos gruesos y de alto tonelaje donde la estabilidad de presión bajo carga importa más que la eficiencia en reposo.
La trampa del Halo de Eficiencia es pensar que más silencioso y más limpio automáticamente significa más preciso en cada escenario. La precisión bajo carga depende de la rigidez y de la retroalimentación, no solo del tipo de motor.
Tejido cicatricial: he visto un taller comprar un freno eléctrico para ahorrar energía, y luego subcontratar sus trabajos más gruesos porque la máquina simplemente no fue construida para mantener la profundidad bajo ese tipo de esfuerzo.
Los sistemas servoeléctricos son bisturís brillantes. Los hidráulicos son martillos controlados. La herramienta que elijas cambia cómo enfrentas la deflexión — y cuánto de ella puedes neutralizar realmente.
Entonces, ¿dónde encaja el aire comprimido en esta orquesta?
Solo he confiado en frenos neumáticos para paneles de aluminio delgados y soportes ligeros. Son rápidos. Son silenciosos. Y se quedan sin aliento rápido.
El aire comprimido impulsa los cilindros de manera similar a los hidráulicos, pero el aire es altamente compresible. Eso significa que bajo carga, el sistema se comporta como un resorte. A medida que aumenta la resistencia, el aire se comprime más antes de transmitir la fuerza completa al pistón.
Para trabajos ligeros, esa elasticidad no es fatal. De hecho, los tiempos de ciclo pueden ser rápidos porque el sistema es simple y de movimiento rápido. Para chapa delgada, donde el tonelaje requerido es bajo, los sistemas neumáticos pueden superar a los hidráulicos más pesados en pura velocidad.
Ahora coloca acero de un cuarto de pulgada bajo él.
El tonelaje requerido aumenta bruscamente con el espesor y el ancho del troquel en V. El aire se comprime aún más. El control se vuelve esponjoso. La profundidad se hace más difícil de detener con precisión porque el medio mismo es elástico.
Pero el metal no es una esponja. El aire sí lo es.
Ese desajuste es la Cascada de Cumplimiento: sistema motriz elástico alimentando material elástico mientras el marco se flexiona entre ambos. Estás apilando resortes y esperando precisión.
Tejido cicatricial: vi una unidad neumática quedarse a mitad de camino en una doblez más gruesa, con la presión al máximo y el pistón sin alcanzar la profundidad objetivo — la máquina simplemente no podía ofrecer la fuerza que la geometría exigía.
Los sistemas neumáticos tienen su propio ámbito. Si te sales de él, la deflexión gana antes incluso de llegar al límite elástico.
Así que, incluso si elegimos el “músculo” correcto, todavía hay un cerebro detrás — o a veces, no mucho de uno.
Una vez manejé un freno NC con barra de torsión donde programabas una sola profundidad Y. Ambos cilindros seguían juntos, mecánicamente enlazados. Si el marco se arqueaba bajo una doblez larga y pesada, compensabas ajustando la profundidad y tal vez agregando coronación manualmente.
Estabas controlando el movimiento.
Los sistemas modernos CNC electrohidráulicos miden Y1 y Y2 independientemente con escalas lineales montadas cerca del pistón. El controlador compara la posición ordenada con la posición real miles de veces por segundo, ajustando las válvulas para mantener ambos lados sincronizados bajo carga.
Eso es programar un resultado.
La diferencia se nota en piezas largas. Con sistemas NC de torsión, si un lado se retrasa debido a carga desigual o torsión del marco, la barra de torsión promedia el error. Con CNC completo, cada lado se corrige en tiempo real. La programación angular puede enmascarar pequeñas discrepancias en NC, pero es una solución temporal — no un control paralelo verdadero.
La trampa de la estación intermedia consiste en creer que los topes traseros accionados por servomotor y las pantallas digitales significan automáticamente sincronización completa de ejes. Sin una retroalimentación independiente de Y1/Y2, aún estás confiando en el bastidor más de lo que deberías.
Tejido cicatricial: he visto talleres perseguir la consistencia del ángulo ajustando las posiciones del tope trasero cuando el verdadero culpable era un desplazamiento no sincronizado del carro bajo carga.
Dos máquinas pueden afirmar ambas tener 100 toneladas. Una las entrega con un volante giratorio, otra con aceite presurizado, otra con husillos de bolas, y otra con aire comprimido. Una mide ambos lados del carro y corrige a mitad del plegado; otra asume simetría y confía en la suerte.
Si el ángulo proviene de la geometría y del sobreplegado controlado —no de la fuerza bruta— entonces el sistema de accionamiento no trata solo de “cuán fuerte”.”
Se trata de cuán precisamente puedes detener, mantener y conservar esa fuerza perfectamente paralela cuando la música se hace intensa.
Y aun con el mejor sistema de accionamiento del mundo, el propio bastidor sigue intentando doblarse.
Imagina una tira de 10 pies de A36 de 1/4 de pulgada colocada sobre la cama. Tienes la tabla de tonelaje perfectamente ajustada. Los cilindros están sincronizados. El controlador indica que ambos lados están perfectamente nivelados dentro de unos pocos micrones. Presionas el pedal y la chapa alcanza noventa grados bajo carga.
Luego la revisas.
Noventa en el centro. Ochenta y ocho y algo en ambos extremos.
Nada “perdió presión”. Nada se deslizó. Lo que se movió fue la propia máquina. Bajo carga completa, el carro y la cama se deformaron—se arqueó microscópicamente—de modo que el punzón penetró más en el centro que en los extremos. El sistema de accionamiento hizo exactamente lo que se le ordenó. La estructura transmitió esa fuerza de manera desigual a lo largo de su longitud. Si el ángulo proviene de la geometría y del sobreplegado controlado—no de la fuerza bruta—entonces la verdadera lucha no está solo dentro del metal.
Está sobre diez pies de acero intentando comportarse como un diapasón bajo tensión.
Duplicar el espesor del material no solo duplica la tonelada; en el plegado al aire la cuadruplica aproximadamente porque la fuerza requerida se escala con el cuadrado del espesor. Trabaja con acero dulce de 1/8 de pulgada y estarás cómodo. Pasa a 1/4 de pulgada en el mismo troquel en V y tu carga aumenta rápidamente. Esa carga mayor empuja con más fuerza contra la garganta del bastidor y el centro de la cama, donde el vano es más largo. La deflexión aumenta de forma no lineal, pero tus “200 toneladas” anunciadas no han cambiado. La clasificación es un límite. El paralelismo es un objetivo móvil.
Tejido cicatricial: he visto un taller culpar a la variación del material por una inclinación de 2 grados que no era más que una deflexión en la mitad del vano que nunca midieron.
Así que, incluso si tu fuerza es precisa y tu profundidad exacta, ¿cómo mantienes ese carro realmente nivelado cuando la carga misma se desplaza a lo largo de la cama?
Ejecuta un soporte corto solo en el lado izquierdo. Ahora la carga es excéntrica—descentrada. El cilindro izquierdo ve mayor resistencia; el lado derecho está casi libre. En una máquina antigua con barra de torsión, el enlace mecánico obliga a ambos lados a moverse juntos, promediando el error. El lado pesado tiende a retrasarse; el lado ligero quiere adelantarse. La barra divide la diferencia.
Obtienes movimiento paralelo. No obtienes fuerza igual.
Las prensas CNC modernas leen Y1 y Y2 de manera independiente con escalas lineales montadas cerca del carro. El controlador compara la posición ordenada y la real miles de veces por segundo y ajusta cada válvula por separado. Si el lado izquierdo baja bajo carga mayor, el sistema le suministra más presión para mantener las posiciones igualadas.
Suena como una victoria.
Pero aquí está el truco: cuando el espesor aumenta o el ancho de la matriz se reduce, el tonelaje se dispara bruscamente. Si bajas de aproximadamente seis veces el espesor del material para la abertura en V, la fuerza requerida aumenta rápidamente, junto con las marcas en la superficie y una distribución de tensiones impredecible. Ahora el sistema de corrección está trabajando más duro, amplificando la presión en un lado para perseguir el paralelismo. Has creado una lucha de fuerzas entre sincronización y rigidez estructural.
La Trampa de Sincronización consiste en creer que igualdad de posición siempre significa igualdad de ángulo. Si el bastidor se tuerce ligeramente bajo una carga asimétrica, el ariete puede estar numéricamente paralelo mientras la cama en sí no presenta una superficie de reacción uniforme.
Cicatriz: he visto operadores ajustar las compensaciones Y1/Y2 durante una hora cuando el verdadero culpable era una matriz estrecha que sobrecargaba silenciosamente un lado del bastidor.
Así que incluso si mantenemos el ariete nivelado de lado a lado, ¿por qué una cama perfectamente recta sigue produciendo una curva en piezas largas?
Toma esa misma flexión de 10 pies, centrada esta vez. Ambos cilindros equilibrados. Sin carga excéntrica. Antes de tocar el pedal, la cama está recta dentro de la tolerancia de mecanizado.
Bajo carga, no permanecerá así.
El punzón desciende en el centro del tramo, y la cama se comba hacia abajo allí mientras los bastidores laterales resisten. El ariete, que abarca el mismo ancho, se arquea ligeramente hacia arriba en sus extremos. Juntos, crean un patrón de brecha: penetración más profunda en el medio del tramo, más superficial en los extremos. El resultado es un ángulo más cerrado en el centro, más abierto en los extremos.
Irónicamente, cuanto más recta es tu cama en reposo, más predecible se vuelve la deformación bajo carga, y más debes contrarrestarla intencionalmente.
Ahí es donde entra en juego el abombamiento. Los sistemas de abombamiento mecánico o hidráulico introducen un arco ascendente controlado en la cama antes de que llegue la carga. Estás pre‑flexionando la máquina contra la curva de deflexión esperada. Si lo ajustas correctamente, cuando llega el tonelaje total, la cama se aplana bajo la presión, distribuyendo la fuerza de manera uniforme a lo largo de la longitud.
Estás calzando el instrumento antes de que empiece la música.
Si lo haces mal —con muy poco abombamiento— el centro sigue cerrándose demasiado. Si es excesivo, los extremos se doblan de más. Como el tonelaje escala con el cuadrado del espesor, un cambio de material de 3 mm a 6 mm no solo requiere más fuerza; exige una curva de compensación diferente. El abombamiento no es un ajuste único. Es una corrección activa ligada a la geometría, el ancho de la matriz y el límite elástico del material.
Cicatriz: he visto un equipo obtener ángulos perfectos toda la mañana, cambiar a material más grueso después del almuerzo y pasar la tarde culpando al operador cuando lo único que cambió fue la curva de deflexión.
Lo que nos lleva a la incómoda verdad: durante décadas, los operadores compensaron por experiencia y pruebas de doblado. Ahora las máquinas prometen pensar por ti.
Los sistemas modernos miden la posición del ariete con codificadores lineales y, en algunos casos, estiman la carga mediante sensores de presión. El controlador consulta una biblioteca de materiales —espesor, resistencia a la tracción, abertura de matriz— y calcula la deflexión esperada. Luego ajusta automáticamente el abombamiento y la profundidad del ariete durante el recorrido.
No solo estás comandando una profundidad. Estás programando un evento elástico previsto.
En los diseños electrohidráulicos de carrera descendente, la sincronización ocurre continuamente a medida que el ariete se acerca al punto muerto inferior. La máquina puede desacelerar, corregir la desviación Y1/Y2 y aplicar un abombamiento dinámico basado en retroalimentación en tiempo real. Si se hace bien, la variación de ángulo a lo largo de una flexión larga se reduce drásticamente en comparación con las máquinas manuales.
Pero los sensores no vuelven el acero más rígido.
Si el bastidor carece de rigidez, la corrección electrónica aumenta la presión localizada para mantener la posición, lo que puede profundizar la tensión estructural en otras áreas. Los sistemas de carrera descendente tipo JEELIX mejoran el paralelismo, sí, pero también requieren un monitoreo preciso del tonelaje porque la compensación en sí redistribuye la fuerza. Estás resolviendo un vector de error mientras cargas otro.
La trampa del Halo de Automatización asume que el software cancela la física. Solo la modela —y solo tan bien como los datos de entrada se ajusten a la realidad.
Tejido cicatricial: he visto sensores de ángulo enmascarar un problema de fatiga progresiva del bastidor durante meses, hasta que un día la compensación llegó al límite de su recorrido y el estrechamiento volvió con fuerza.
Así que neutralizamos la deriva del ariete, precurvamos la cama contra su propia caída y dejamos que la electrónica recorte los últimos micrones. Lo que queda es el oficio diario: elegir relaciones de herramientas que no disparen el tonelaje, ajustar los topes traseros que no tuerzan las piezas bajo carga asimétrica y controlar el recorrido para que el sobrecurvado coincida con el real rebote elástico —no con los valores de catálogo.
Ahí es donde la teoría de deflexión o sobrevive al contacto con el taller o se derrumba bajo sus propias suposiciones.
Imagina una tira de acero dulce de 10 pies y 1/8 de pulgada sobre la mesa. Has compensado la máquina para la carga. La biblioteca de materiales está configurada. La pantalla indica 92 toneladas.
Pisas el pedal.
La lámina alcanzó noventa grados bajo carga.
Y cuando el ariete sube, se relaja a noventa y cuatro.
Esos cuatro grados no son un error. Es rebote —recuperación elástica después de que la carga se retira. Pero el metal no es una esponja. No se recupera aleatoriamente. Libera la deformación elástica almacenada según el espesor, la anchura de la matriz y el límite elástico. Si el ángulo proviene de la geometría y del sobrecurvado controlado —no del tonelaje bruto— entonces la verdadera batalla no está solo dentro del metal, sino en cómo secuencias la preparación para que la máquina, las herramientas y el material lleguen al mismo número al mismo tiempo.
Así es como realmente se hace.
Empieza con la matriz, no con la tabla de tonelaje.
Toma ese mismo acero dulce de 1/8 de pulgada —0.125 pulgadas de espesor. Una regla general común es una abertura en V de unas 8 veces el espesor. Eso es una matriz de 1 pulgada. Insértalo en la fórmula estándar de curvado al aire y obtendrás alrededor de 14–15 toneladas por pie. Extiende eso a 10 pies y estarás cerca de 150 toneladas.
Ahora reduce a la mitad la abertura de la matriz a 0.5 pulgadas. Mismo material. Misma longitud. La fuerza requerida casi se duplica porque el tonelaje es inversamente proporcional al ancho de la matriz. No cambiaste la pieza. Cambiaste la geometría. Y el bastidor ahora se deflecta más bajo el mismo trabajo.
La trampa de la geometría consiste en pensar que matrices más estrechas significan mayor precisión. En realidad lo que significan es mayor carga y más deflexión que neutralizar.
Tejido cicatricial: he visto operadores perseguir una conicidad de dos grados que nació en el momento en que cambiaron a una matriz estrecha “por precisión”.”
La matriz controla el radio interior —aproximadamente el 16 por ciento de la abertura en V en el curvado al aire. Ese radio determina cuánto se estiran las fibras externas y cuánta deformación elástica almacenas. Radio más pequeño, más energía almacenada, más rebote que compensar. No “fuerzas” un 90. Sobrecorvas a 86 o 88 bajo carga para que se relaje de nuevo a 90 después de la liberación.
Ese sobrecurvado está impulsado por la geometría. No por el ego.
El acuñado parece un atajo. Hace que el punzón llegue fuerte al fondo de la matriz, supera el límite elástico a través del espesor y el rebote casi desaparece porque has aplastado plásticamente el material para igualarlo con las herramientas. Pero el acuñado multiplica el tonelaje de tres a cinco veces sobre el curvado al aire. El bastidor de la máquina, el ariete, los pasadores —todo recibe esa sobrecarga. Aparecen vibraciones. Los sistemas de emergencia se disparan.
Intercambiaste la incertidumbre elástica por tensión estructural.
Así que la primera cuña en esta discusión de tres vías es la geometría de las herramientas. Elige una matriz lo suficientemente ancha para mantener el tonelaje — y por tanto la deflexión — dentro de un rango controlable. Escoge un radio de punzón que coincida con el radio interior objetivo sin sobreestirar las fibras exteriores. Mapea el flujo del metal antes de siquiera tocar el pedal.
Entonces preguntas: si la geometría define la línea de doblez, ¿cómo te aseguras de que cada pieza realmente caiga sobre esa misma línea?
Una vez vi a un nuevo empleado ejecutar un lote de soportes. Los ángulos eran perfectamente consistentes. Las longitudes no. Algunos rebordes tenían una desviación de 0.020 pulgadas. Seguía ajustando la profundidad, convencido de que el ariete se desviaba.
No fue así.
Los dedos del tope trasero estaban ligeramente fuera de paralelo — unas pocas milésimas a lo largo de la extensión. Cuando la lámina se apoyaba contra ellos, se torcía microscópicamente antes de que el punzón la tocara. La máquina doblaba exactamente donde se le indicaba. La pieza simplemente no estaba colocada en escuadra.
Los topes traseros son sistemas de posicionamiento lineal — normalmente husillos de bolas o correas impulsadas por servomotores, con resolución de hasta unos pocos micrones. No solo ajustan la longitud del reborde. Definen dónde comienza el eje neutro del doblez en relación con la línea central de la herramienta. Si un dedo está adelantado respecto al otro en 0.003 pulgadas en una pieza de 10 pies, has incorporado una diagonal en el ajuste.
La máquina doblará fielmente esa diagonal.
La Trampa de la Alineación consiste en suponer que la lectura digital equivale a la verdad física. Los codificadores informan la posición del husillo, no si los dedos están coplanares bajo carga.
Cicatriz: He visto una sincronización Y1/Y2 perfecta culpada por piezas en forma de cono cuando el verdadero villano era un riel de tope trasero lleno de virutas.
En piezas largas, se sostiene la lámina para que la gravedad no la haga colgar de los dedos. En piezas asimétricas, se reposicionan los topes para evitar empujar el material lateralmente a medida que desciende el ariete. Cada punto de contacto es un brazo de palanca que puede torcer la pieza antes de que comience el formado.
El paralelismo no se trata solo del ariete y la bancada. Se trata de cómo la pieza entra en la lucha.
Entonces, la geometría está mapeada y la pieza está asentada en escuadra. Ahora llega el momento que separa los frenos mecánicos de los sistemas controlados: cómo la carrera decide cuándo es suficiente.
En un freno electrohidráulico moderno, los codificadores lineales se ubican en cada marco lateral midiendo la posición real del ariete, no solo el recorrido del cilindro. Los transductores de presión leen la carga hidráulica. El controlador compara la profundidad objetivo con la retroalimentación en tiempo real miles de veces durante el golpe descendente.
No está adivinando. Está corrigiendo.
A medida que el punzón toca la lámina, la carga aumenta bruscamente. El marco comienza a estirarse — sí, estirarse — unas pocas milésimas. Ese estiramiento significa que el ariete puede estar a la profundidad programada en relación con los cilindros, pero aún no en relación con la bancada. El controlador sigue alimentando presión hasta que la retroalimentación del codificador indique que la posición bajo carga comandada ha sido alcanzada.
Por eso un doblez puede requerir una penetración 0.010 pulgadas más profunda bajo carga total que la aproximación sin carga sugería.
Cicatriz: He medido máquinas que eran 0.006 pulgadas más altas en reposo que bajo un golpe de 120 toneladas. El acero se mueve. Siempre.
Los frenos de prensa mecánicos no “sienten” esto. Un cigüeñal impulsa el ariete hasta un punto muerto inferior fijo. Si la deflexión cambia con el material o la longitud, la única corrección es el ajuste manual después del hecho. Los sistemas hidráulicos y servoeléctricos corrigen la profundidad dinámicamente, pero aún viven dentro de la rigidez del marco. Si la fuerza requerida se duplica porque duplicaste la longitud del doblez, la deflexión se duplica con ella. El controlador compensa dentro de sus límites de carrera — no hace el marco en C más grueso.
La trampa de la sobreconfianza consiste en creer que, porque la mayoría de las curvaturas salen bien, el drama ha desaparecido. Los sistemas modernos de retroalimentación han hecho que el acto de equilibrio sea rutinario, no irrelevante. El ochenta por ciento de las piezas de producción tienen éxito porque el operador alimentó la máquina con geometría honesta, datos realistas del material y una elección de matriz que mantuvo el tonelaje dentro de la zona elástica de comodidad de la máquina.
Cuando los tres coinciden —la geometría de la herramienta, el comportamiento del material y la posición del ariete—, el ángulo cae dentro de unas pocas milésimas a lo largo del tramo.
No la aplastaste hasta someterla.
Sintonizaste un instrumento largo y pesado de acero bajo tensión hasta que la nota resonó con claridad.
Lo que plantea una pregunta diferente: si manejar una prensa plegadora realmente trata de ajuste y retroalimentación, ¿por qué seguimos hablando de ellas como si solo fueran grandes números de fuerza en una hoja de especificaciones?
Camina por cualquier sala de exposición de equipos y el primer número que te pondrán delante de la nariz será el tonelaje. Doscientas toneladas. Trescientas. Más grande debe ser mejor.
Eso se debe a que el tonelaje es fácil de imprimir en una etiqueta y fácil de comparar entre marcas. Ancho de banda de control, resolución del codificador, precisión de sincronización Y1/Y2 bajo carga asimétrica: eso no cabe en un cartel de ventas. La fuerza es visible. El paralelismo bajo carga no lo es.
Si el ángulo proviene de la geometría y de una sobrecurvatura controlada —no del tonelaje bruto—, entonces la verdadera lucha no está solo dentro del metal. Está dentro de un marco largo y flexible que se estira, tuerce y recupera cada vez que pisas el pedal. La lámina alcanzó noventa grados bajo carga, y la máquina era parte de esa trayectoria de carga. La prensa es una estructura elástica controlada, no una pared de concreto.
Pero el metal no es una esponja.
No puedes simplemente empaparlo con más presión y esperar que la precisión gotee. Pasado cierto punto, el tonelaje adicional no afina el control; magnifica la deflexión. El error del principiante —la trampa del triturador— es pensar que la capacidad excesiva equivale a una precisión excesiva. En realidad, sobredimensionar sin control es como poner un motor más grande en un camión con dirección floja. Moverás más fuerza, pero no avanzarás más recto.
Entonces, si el tonelaje no es la estrella guía, ¿cuál es?
Empieza a tratar el tonelaje como un límite, no como una meta.
Calculas la fuerza requerida a partir del espesor del material, el ancho de la matriz y la longitud del pliegue. Esa es matemática básica de taller. El espesor se duplica, la fuerza aumenta aproximadamente cuatro veces. Bien. Pero una vez que estás cómodamente por debajo de la calificación máxima de la máquina, la pregunta cambia de “¿puede empujar lo suficientemente fuerte?” a “¿puede detenerse con la precisión suficiente bajo carga?”
Eso es control de carrera.
En papel, dos máquinas pueden ofrecer ambas una carrera de 10 pulgadas y 200 toneladas. Una utiliza sincronización hidráulica básica mediante una barra de torsión —un enlace mecánico que une ambos cilindros hasta el punto muerto inferior—. La otra opera cilindros independientes con escalas lineales en cada lado, corrigiendo la posición Y1 y Y2 en tiempo real.
Sin carga, parecen idénticas.
Bajo una curvatura asimétrica de 10 pies, no lo son.
Cuando el lado izquierdo encuentra más material que el derecho, la distribución de fuerza cambia. Una barra de torsión resiste la torsión mecánicamente, pero no puede ajustar finamente la penetración lateral una vez que se acumula la carga. Los cilindros independientes pueden ajustar cada lado —si el bucle de control es rápido y está calibrado—. Ese “si” lo es todo. La trampa del cilindro independiente consiste en asumir que la flexibilidad significa automáticamente precisión; sin una retroalimentación ajustada, solo has creado dos maneras de equivocarte.
Tejido cicatricial: He visto un sistema de doble eje mal calibrado doblar un sutil sacacorchos en acero inoxidable que un mecanismo más simple y rígido habría evitado.
Así que cuando leas una hoja de especificaciones, haz tres preguntas: ¿Cómo mide la posición del ariete bajo carga? ¿Cómo sincroniza izquierda y derecha? ¿Y cómo compensa la deflexión de la cama a lo largo del tramo? Si esas respuestas son vagas, el número de tonelaje es una distracción.
Lo que nos lleva a los propios sistemas de accionamiento.
Los frenos mecánicos funcionan con un cigüeñal. El ariete baja a un punto muerto inferior fijo en cada ciclo. Repetible, sí. Adaptable, no. Si cambia el grosor del material o la longitud del pliegue, se ajusta manualmente. No hay escucha, solo golpear la misma nota cada vez, esté o no afinado el instrumento.
Los sistemas hidráulicos trajeron modulación. La presión se acumula progresivamente. Con válvulas proporcionales y codificadores, el control puede “sentir” la resistencia aumentando y detenerse en la profundidad programada bajo carga. Las velocidades de la viga superior suelen disminuir a unos pocos milímetros por segundo cerca del contacto por una razón: el control vive en esa ventana estrecha donde la fuerza y la posición cambian simultáneamente. Más rápido no es mejor si superas tu bucle de retroalimentación.
Las máquinas servoeléctricas reemplazan el aceite con husillos de bolas y motores. Más limpias. A menudo más rápidas entre pliegues. Extremadamente precisas en el control de posición porque la rotación del motor se traduce directamente en el desplazamiento del ariete. Pero los límites de torque reemplazan los límites de presión hidráulica; una vez que te acercas a la capacidad, se aplican las mismas verdades elásticas. Los bastidores aún se estiran. Las camas aún se doblan. La física sigue trabajando, pagues hidráulicos o servos.
La trampa del tipo de accionamiento es pensar que la fuente de potencia determina la precisión. No lo hace. La calidad de la medición, la sincronización y la compensación sí.
Tejido cicatricial: He visto un freno servo bellamente mecanizado luchar con piezas largas y descentradas porque su sistema de compensación era una idea secundaria.
Así que el marco para principiantes se vuelve simple: elige suficiente tonelaje para evitar la sobrecarga, luego juzga la máquina por lo inteligentemente que mide y se corrige mientras dobla.
¿Qué te aporta eso en el taller?
La confianza no proviene de saber que tu máquina puede alcanzar 300 toneladas. Proviene de entender por qué el lote de 1/8 de pulgada de hoy se dobló diferente al de ayer.
Cuando ves el freno como un sistema de control de fuerza, dejas de reaccionar emocionalmente ante la variación. ¿El ángulo se abrió dos grados? Preguntas: ¿cambió el límite elástico del material, el ancho de la matriz alteró el tonelaje efectivo, la temperatura modificó la respuesta hidráulica, o Y1/Y2 se desviaron una milésima? Estás diagnosticando un sistema, no culpando a un número.
También dejas de impresionarte por la pura capacidad. Una máquina más pequeña con escalas lineales de alta resolución, válvulas o accionamientos sensibles y un buen sistema de compensación puede mantener un paralelismo más preciso en trabajos reales que un bastidor más grande y menos inteligente. Eso no es obvio porque la fuerza se siente poderosa y el control se siente invisible.
La industria vende tonelaje porque es fácil de comparar. Los compradores lo eligen porque se siente seguro. Pero la seguridad al doblar no se trata de cuán fuerte puedas empujar. Se trata de cuán precisamente puedes detenerte, y de cuán uniformemente puedes distribuir esa detención a lo largo de tres metros de acero que se resiste.
Una vez que ves eso, la hoja de especificaciones cambia en tus manos. El número grande se desvanece. Tus ojos comienzan a buscar bucles de retroalimentación, estrategias de sincronización y diseños de compensación.
Y la próxima vez que alguien presuma de su poder de aplastamiento, harás una pregunta más silenciosa y aguda: ¿cómo mantiene el paralelismo cuando la música se vuelve intensa?


















