

Ein 10-Fuß-Blech mit 14er Stärke gleitet in das Gesenk. Der Neue blinzelt auf die Tonnagentabelle, tritt härter auf das Pedal, als nötig wäre, und wartet darauf, dass der Stahl sich ergibt. Tut er auch.
Dann federt er um zwei Grad zurück und schrammt den Lack dort, wo der Stempel zu hart zugeschlagen hat.
Wenn dies nur ein Metallbieger im Wortsinn wäre – etwas, das “Metall biegt” – würde mehr Kraft mehr Sicherheit bedeuten. Aber das Erste, was man auf dem Werkstattboden lernt, ist: Das Metall gehorcht niemals einfach. Es verhandelt.

Stell dir eine 90‑Tonnen‑Presse vor, die dünnes, lackiertes Blech der Stärke 16 biegt. Laut Tonnagentabelle brauchst du nur einen Bruchteil dieser Kapazität. Trotzdem hat die Maschine sie in Reserve, und Neulinge fühlen sich sicherer, wenn sie sich auf die Leistung stützen.
Hier liegt die Falle: Das Metall will gerade genug Widerstand leisten, um Energie zu speichern, und sie dann als Rückfederung freizusetzen. Überschreitest du den optimalen Punkt, bekommst du keinen schärferen Bogen – du bekommst Gesenkmarken, gewölbte Teile und beschleunigten Werkzeugverschleiß. Die zusätzliche Kraft verbessert nicht die Geometrie; sie vergrößert jede kleine Fehljustierung im Aufbau.
Ich habe Bediener gesehen, die Winkelabweichungen durch mehr Tiefe zu korrigieren versuchten. Sie glauben, mit Stärke zu korrigieren. Tatsächlich verformen sie jedoch über die geplante neutrale Achse hinaus – die Schicht im Blech, die sich beim Biegen weder dehnt noch staucht – und laden damit Inkonsistenzen von Teil zu Teil ein.
Eine Abkantpresse wird in Tonnen bewertet, doch sie lebt oder stirbt im Tausendstel‑Zoll‑Bereich.
Überprüfe deine Einstellung: Wenn du glaubst, mehr Pedaldruck bedeute mehr Präzision, denkst du noch wie ein Hammerbediener, nicht wie ein Abkantpressenbediener.

Lass uns den Moment verlangsamen.
Wenn der Stempel in das V‑Gesenk hinabsteigt, dehnen sich die äußeren Fasern des Blechs. Die inneren Fasern werden gestaucht. Dazwischen liegt jene neutrale Achse, die sich je nach Material und Werkzeug leicht verschiebt. Das Metall will die Spannung entlang dieser Kurve verteilen, nicht darunter zusammenbrechen.
Wahres Biegen ist kontrollierte plastische Verformung: Du überschreitest die Streckgrenze gerade so weit, dass die Form nach dem Entlasten bestehen bleibt. Verformen, der nachlässige Verwandte, passiert, wenn du ignorierst, wie sich Spannung verteilt. Du zerdrückst das Korngefüge, beschädigst Oberflächen und verlierst Wiederholgenauigkeit.
Der Unterschied zeigt sich in Tiefenkontrolle, Hinteranschlag‑Genauigkeit und parallelem Lauf des Stößels – nicht in maximaler Tonnage. Zwei Grad Rückfederung bei Weichstahl könnten einen berechneten Überbiegewinkel von zweieinhalb Grad erfordern. Das ist Verhandlung, keine Dominanz.
Wenn Biegen bedeutet, die Streckgrenze mit Absicht zu überschreiten, was muss dann im Inneren der Maschine ebenso präzise arbeiten?
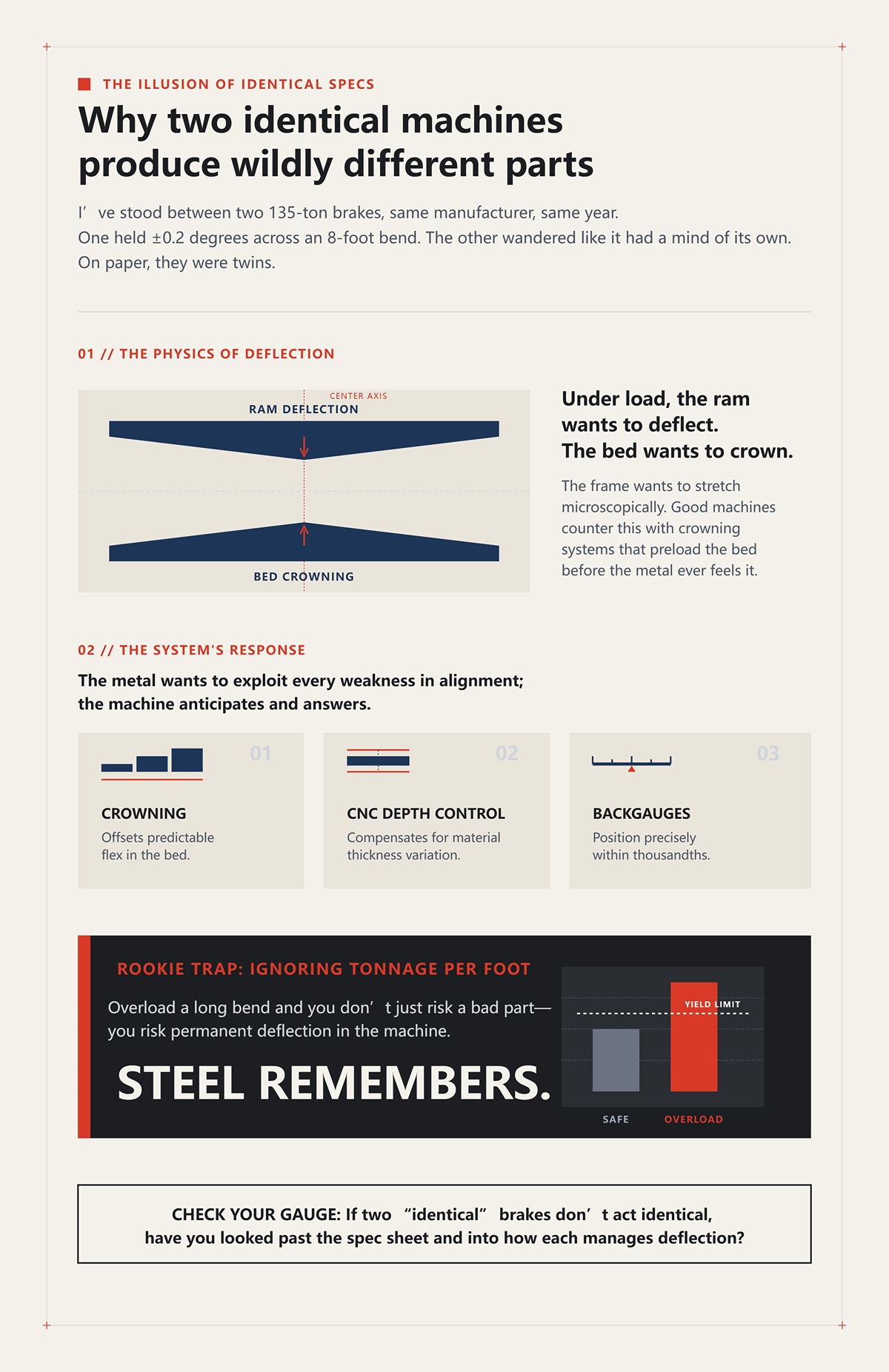
Ich stand zwischen zwei 135‑Tonnen‑Pressen, gleicher Hersteller, gleiches Baujahr. Die eine hielt ±0,2 Grad über eine Acht‑Fuß‑Biegung. Die andere driftete, als hätte sie ihren eigenen Willen.
Auf dem Papier waren sie Zwillinge.
Unter Last aber möchte der Stößel jeder Abkantpresse sich in der Mitte durchbiegen. Der Tisch möchte sich wölben. Der Rahmen möchte sich mikroskopisch dehnen. Gute Maschinen gleichen dies mit Bombiersystemen aus – mechanischen oder hydraulischen Einstellungen, die den Tisch vorspannen, um die Durchbiegung zu bekämpfen, bevor das Metall sie überhaupt spürt.
Da zeigt sich das System. Die CNC-Tiefensteuerung kompensiert Materialdickenabweichungen. Hinteranschläge positionieren sich im Tausendstelbereich. Bombierung gleicht vorhersehbare Biegung aus. Das Metall sucht jede Schwäche in der Ausrichtung auszunutzen; die Maschine ahnt sie voraus und reagiert.
Anfängerfalle: die Tonnage pro Fuß zu ignorieren. Überlaste einen langen Biegevorgang und du riskierst nicht nur ein schlechtes Teil – du riskierst eine dauerhafte Durchbiegung der Maschine. Stahl vergisst nicht.
Überprüfe deine Einstellung: Wenn zwei “identische” Pressen sich nicht identisch verhalten, hast du schon über das Datenblatt hinausgesehen und untersucht, wie jede einzelne mit Durchbiegung umgeht?
Nenn es eine Blechbiegemaschine, und du stellst dir ein Scharnier und einen Schub vor. Steh lange genug an den Bedienelementen, und du erkennst etwas anderes.
Die Abkantpresse koordiniert drei Gespräche gleichzeitig: die durch den Stößel aufgebrachte Kraft, die durch CNC-Achsen geführte Bewegung und das vom Kornverlauf, der Dickentoleranz und dem Rückfederungsverhalten geprägte Materialverhalten. Ändere eine Variable, reagieren die anderen. Das Metall will in den flachen Zustand zurück; die Maschine kontert mit berechnetem Überbiegen. Der Rahmen will sich verformen; das Bombiersystem wirkt dem entgegen. Der Bediener will Geschwindigkeit; die Physik verlangt Geduld.
Das ist keine rohe Gewalt. Das ist Kraftmanagement unter Einschränkungen – wie Schachspielen gegen einen Gegner, der sich an jeden Zug erinnert.
Und wenn das ganze Spiel davon handelt, wie das Metall Spannung speichert und freisetzt, was genau passiert im Inneren des Blechs in dem Moment, in dem der Stempel Kontakt aufnimmt?
Steh seitlich an der Presse und beobachte genau. Der Stempel hat sich noch nicht einmal in die V‑Matrize eingegraben – nur der erste Kontakt – und das Blech wölbt sich bereits unter der Spitze. Noch kein Winkel geformt. Kein dramatischer Falz. Nur eine flache Vertiefung, wo sich die Spannung zu konzentrieren beginnt.
Dieser Moment zählt.
Die äußere Oberfläche unter der Stempelspitze erfährt zuerst Zugspannung – sie möchte sich dehnen. Die innere Oberfläche, gegen die Schultern der Matrize gedrückt, möchte sich stauchen. Dazwischen liegt die neutrale Faser, die dünne innere Schicht, die sich weder dehnt noch staucht. Sie bleibt nicht brav in der Mitte; sie wandert mit zunehmender Belastung zum Innenradius hin. Das Metall will diese Achse verschieben, um sich zu schützen, und verteilt die Dehnung dorthin, wo das Korn sie am besten verkraftet.
In diesem Stadium ist alles elastisch. Elastisch bedeutet vorübergehend. Du könntest den Stößel vorzeitig stoppen, den Druck lösen, und das Blech würde sich glätten, als wäre nichts geschehen. Das ist das Gedächtnis des Metalls – sein inneres Gittergefüge, das einer dauerhaften Neuordnung widersteht.
Fahre weiter nach unten.
Die Spannung in den äußeren Fasern übersteigt schließlich die Streckgrenze – der Punkt, an dem das Material sich nicht mehr wie eine Feder verhält, sondern plastisch zu fließen beginnt. Jetzt veränderst du den Kornaufbau. Jetzt verbrauchst du das Gedächtnis des Metalls, statt es nur zu leihen. Dieser Übergang von elastisch zu plastisch ist keine Klippe; er ist ein schmaler Grat. Überschreitest du ihn sauber, erhältst du reproduzierbare Biegungen. Bleibst du zu flach, bekommst du unkontrollierbare Rückfederung. Biegst du zu tief, beschädigst du Werkzeuge und verschiebst die neutrale Faser unvorhersehbar.
Deshalb produziert eine Presse mit einer Stößelwiederholgenauigkeit von ±0,01 mm trotzdem Teile, die in der realen Welt fünfmal so stark variieren. Dickenabweichung, Kornrichtung, Werkzeugverschleiß – all das verändert, wo der elastisch-plastische Übergang tatsächlich stattfindet. Die Maschine kann bei jedem Zyklus dieselbe Tiefe erreichen, aber das Material reagiert nicht identisch.
Der erste Zug in diesem Schachspiel passiert, bevor der Winkel sichtbar wird.
Prüfe deinen Anschlag: Wenn der Stempel das Blech zum ersten Mal berührt, denkst du an den Winkel – oder daran, wo die Streckgrenze tatsächlich beginnt?
Biege ein Stück Baustahl unter Last auf gemessene 93 Grad. Lasse den Stößel los. Es öffnet sich auf 90 Grad.
Diese drei Grad Unterschied sind kein Fehler. Es ist gespeicherte elastische Energie, die entweicht.
Während der Stempel das Blech in die Matrize drückt, dehnen sich die äußeren Fasern über die Streckgrenze hinaus, aber tiefere Schichten näher an der neutralen Achse können elastisch bleiben. Wenn der Druck nachlässt, erholen sich diese elastischen Zonen und ziehen die Biegung leicht auf. Das Metall will sich wieder in Richtung flach zurückbewegen, weil ein Teil davon sich nie damit einverstanden erklärt hat, gebogen zu bleiben.
Luftbiegen – die häufigste Methode – beruht auf diesem Verhalten. Der Stempel läuft nie auf den Boden; der Winkel wird durch die Eindringtiefe kontrolliert. Das bedeutet, Rückfederung muss vorhergesagt und mit berechnetem Überbiegen kompensiert werden. Bei Baustahl vielleicht 1 – 3 Grad. Bei hochfestem Material mehr. Bei dünnem Blech oft proportional stärker als bei dicker Platte.
Hier kommt der Teil, der die Intuition von Anfängern auf den Kopf stellt: Dickere Materialien zeigen oft weniger prozentuale Rückfederung als dünnes Blech. Dünnes Material hat einen größeren Anteil seines Querschnitts, der sich elastisch verhält, im Verhältnis zur plastischen Zone. Deshalb kann das dünne 20‑Gauge‑Blech ein stärkeres Überbiegen erfordern als eine 10‑Gauge‑Platte. Das Metall will stärker zurückspringen, wenn es nur einen geringen Teil seiner Dicke plastisch verformt hat.
Es gibt einen anderen Weg: Bodenpressen oder Prägen. Drücke den Stempel tief genug, um das Material fest in den Matrizenwinkel zu pressen und einen Großteil der elastischen Erinnerung zu zerstören. Die Rückfederung sinkt nahezu auf null. Klingt perfekt – bis du die Presskraft berechnest. Bodenpressen kann ein Vielfaches der Kraft des Luftbiegens erfordern und häufig spezielle Werkzeugwinkel. Das ist nicht nur Energie; das bedeutet Rahmenbelastung, Werkzeugverschleiß und Rüstkosten. Präzision, die mit roher Kraft erkauft wird, ist teuer.
Deshalb überbiegen wir stattdessen – nicht weil es roh ist, sondern weil es effizient ist. Wir akzeptieren, dass das Metall ein paar Grad zurücknimmt, und planen diesen Schritt im Voraus ein.
Der Neuling kneift die Augen auf die Tonnagentabelle, tritt stärker aufs Pedal, als er müsste, und wartet, bis der Stahl aufgibt. Aber Aufgeben ist nicht das Ziel. Vorhersage ist es.
Wenn die Rückfederung das Gedächtnis des Metalls ist, das sich durchsetzt, warum verändert sich dieses Gedächtnis so stark zwischen verschiedenen Legierungen?
Nimm zwei Bleche mit gleicher Dicke: eines aus Baustahl, eines aus 304‑Edelstahl. Rüste identisches Werkzeug. Biege beide auf die gleiche programmierte Tiefe.
Der Edelstahl öffnet sich beim Loslassen weiter.
Edelstahl hat eine höhere Streckgrenze und eine größere Spanne zwischen Streckgrenze und Zugfestigkeit. Das bedeutet, er kann mehr elastische Energie speichern – vor und sogar während der plastischen Verformung. Das Metall neigt dazu, sich zu dehnen und trotzdem eine starke Rückstellkraft zu behalten, um wieder zu seiner ursprünglichen Kristallstruktur zurückzukehren. Daher nimmt die Rückfederung zu, und die benötigte Tonnage steigt entsprechend.
Aluminium spielt ein anderes Spiel. Geringerer Elastizitätsmodul als Stahl. Das bedeutet, bei gleicher Spannung biegt es sich elastischer durch. Es fühlt sich unter dem Stempel weich an, aber es federt im Verhältnis zu seiner Streckgrenze stark zurück. Das Metall bewegt sich leicht – und erholt sich dann stärker, als man erwartet.
Die Kornrichtung fügt eine weitere Ebene hinzu. Wird quer zur Walzrichtung gebogen, toleriert das Material typischerweise engere Innenradien. Wird parallel gebogen, steigt das Risiko von Rissen, weil du versuchst, längs ausgerichtete Körner entlang ihrer Länge zu öffnen. Das Metall neigt dazu, entlang seiner schwächsten Orientierung zu reißen.
Hier werden “Standard‑Tonnage‑pro‑Fuß”-Tabellen zu Ausgangspunkten, nicht zu Garantien. Sie gehen von nominaler Dicke, durchschnittlichen Eigenschaften und neuen Werkzeugen aus. Reale Coils variieren. Einige Tausendstel Zoll mehr über eine 10‑Fuß‑Biegung können den Kraftbedarf so verändern, dass sich der Winkel spürbar ändert. Deshalb passen erfahrene Bediener die Tiefe anhand von Testbiegen an – nicht aus blindem Vertrauen.
Prüfe dein Messblech: Wenn du von Baustahl auf Edelstahl wechselst, änderst du nur die Tonnage – oder auch deine Erwartung, wie das Material sich an die Biegung erinnern wird?
Stell dir einen Querschnitt der Biegung unter dem Mikroskop vor. Äußere Körner gedehnt. Innere Körner gestaucht und leicht gestaupert. Dazwischen eine Grenze, an der das elastische Verhalten in plastisches Fließen übergeht.
Deine Aufgabe ist es, diese Grenze bewusst zu setzen.
Zu flach, und der größte Teil der Dicke bleibt elastisch. Die Biegung sieht unter Belastung richtig aus, öffnet sich aber unvorhersehbar. Zu tief, und du erzwingst übermäßige plastische Verformung, verdünnst den äußeren Radius und riskierst Mikrorisse – besonders bei hochfestem oder falsch orientiertem Korn. Das Metall möchte seine innere Struktur schützen; drängst du rücksichtslos, antwortet es mit Bruch oder Unbeständigkeit.
Der ideale Bereich liegt dort, wo genug des Querschnitts nachgegeben hat, um die Form zu verankern, aber nicht so viel, dass du die Integrität beschädigst oder die Maschine überlastest. Dieses Gleichgewicht hängt von der Auswahl des Innenradius, der Öffnungsbreite der Matrize (oft etwa das Achtfache der Materialdicke beim Luftbiegen von Baustahl) und einer genauen Tiefenkontrolle ab.
Deshalb benötigt das Biegen viel weniger Energie als das Zerspanen. Wir entfernen kein Material; wir bringen es nur dazu, gerade über die Streckgrenze hinauszufließen. Effizient, ja. Aber diese Effizienz bringt Empfindlichkeit mit sich. Kleine Änderungen in Dicke oder Werkzeugverschleiß verschieben die elastisch-plastische Grenze, und dein Winkel driftet.
Die Abkantpresse zerdrückt den Stahl also nicht zur Unterwerfung. Sie positioniert Spannung mit Absicht, sodass sich das Material nach dem Druckablassen genau dort setzt, wo du es vorhergesehen hast.
Und wenn Gedächtnis und Kornstruktur des Metalls so viel vom Ergebnis bestimmen, welche Maschinenarchitektur ist erforderlich, um diese Kräfte zu beherrschen, ohne eigene Fehler einzubringen?
Zwei Abkantpressen stehen nebeneinander auf dem Werkstattboden. Beide auf 135 Tonnen ausgelegt. Gleiches Werkzeug. Gleicher Bediener. Gleicher 10-Fuß-Streifen aus 11-Gauge-Baustahl.
Die eine hält ±0,5° über die gesamte Länge nach einer einzigen Korrektur. Die andere driftet in der Mitte um ein Grad und muss nachgestellt werden. Gleiche Tonnage-Angabe. Unterschiedliches Ergebnis.
Das ist dein erster Hinweis darauf, dass Tragfähigkeit und Kraftsteuerung nicht dasselbe sind.
Doch das Erste, was du auf dem Werkstattboden lernst, ist, dass das Metall nie einfach gehorcht. Es verhandelt. Es drückt durch Rückfederung zurück, verschiebt die neutrale Achse, während es nachgibt, und verstärkt jede Unregelmäßigkeit darin, wie der Stößel unten ankommt. Wenn dein Antriebssystem nicht in der Lage ist, Kraft und Position durch diesen elastisch-plastischen Übergang zu dosieren, biegst du nicht – du spielst.
Die Architekturfrage lautet also nicht: “Wie viele Tonnen?” Sondern: “Wie bringt diese Maschine die Tonnen über den gesamten Hub hinweg ein?”
Prüfe dein Messsystem: Wenn zwei Pressen die gleiche Tonnage-Bewertung haben, welchen Teil des Hubs – Annäherung, Kontakt oder Unterpunkt – kontrollierst du tatsächlich bei deiner?
Stell dir eine alte mechanische Presse vor: Schwungrad dreht sich, Kupplung greift, Kurbelwelle wandelt die Rotationsenergie in vertikale Stößelbewegung um. Sobald du sie auslöst, beendet der Stößel den Zyklus. Kein Zögern. Kein Überdenken mitten im Hub.
Das ist Produktionskraft.
Mechanische Systeme glänzen bei Wiederholungen. Wenn du denselben flachen Biegevorgang tausendfach in dünnem Material ausführst, wird dieser feste Hub zu einem Vorteil. Der untere Totpunkt – der tiefste Punkt der Kurbelrotation – ist mechanisch definiert. Jeder Schlag trifft nahezu denselben physikalischen Punkt, weil die Geometrie der Kurbel dies bestimmt, nicht Fluiddruck oder Servorückmeldung.
Jetzt kommt die Falle.
Der Hub ist festgelegt. Die Energie wird im rotierenden Schwungrad gespeichert. Einmal eingekuppelt, kannst du die letzten paar Tausendstel Zoll nicht sanft abfangen, um eine Coil zu kompensieren, die 0,004″ dicker ist. Das Metall leistet heute etwas mehr Widerstand als gestern. Die mechanische Presse kümmert das nicht. Sie fährt mit der Energie, die das Schwungrad trägt, durch den unteren Totpunkt.
Wenn du Luftbiegen betreibst, wird dieser Mangel an variabler Hubsteuerung zum Nachteil. Du versuchst, an einer präzisen Tiefe anzuhalten, bei der die elastische Rückfederung dich auf das Ziel zurückbringt. Aber die Kurbel “pausiert und misst” nicht. Sie verpflichtet sich. Überbiegungsfehler führen zu Winkelschwankungen.
Und da ist die Falle für Anfänger: Sie jagen dem Winkel hinterher, indem sie die Tonnage an einer mechanischen Presse erhöhen, während das eigentliche Problem die Unflexibilität des Hubs ist. Der Neue kneift die Augen zusammen, starrt auf die Tonnagentabelle, tritt stärker aufs Pedal, als nötig wäre, und wartet darauf, dass der Stahl nachgibt. Bei einem mechanischen System kann das bedeuten, dass man mit mehr Energie in den Totpunkt schlägt, als es Rahmen oder Werkzeug schätzen.
Mechanische Bremsen belohnen Gleichförmigkeit. Sie bestrafen Variabilität.
Prüfen Sie Ihre Anzeige: Sind Ihre Aufträge so identisch, dass ein fester Hub zu Ihrem Vorteil funktioniert – oder verlangen Sie von einer Kurbelwelle, sich mit Rückfederung auseinanderzusetzen?
Stellen Sie sich bei einem Testbiegen vor eine hydraulische Bremse. Der Stößel fährt schnell herunter, verlangsamt sich in der Nähe des Kontakts und arbeitet sich dann unter steigendem Druck langsam ins Werkstück. Sie können ihn mitten im Hub anhalten. Umkehren. Um Tausendstel tiefer drücken.
Diese Steuerbarkeit hat die Branche verändert.
Hydraulikzylinder wandeln Fluiddruck in lineare Kraft um. Druck baut sich nur auf, wenn Widerstand entsteht. Das Metall will sich versteifen, sobald es die Elastizitätsgrenze überschreitet; das Hydrauliksystem reagiert, indem es den Druck erhöht, um die Bewegung aufrechtzuerhalten. Diese Rückkopplung – Widerstand, der durch Druck ausgeglichen wird – ist der Grund, warum Luftbiegen in großem Maßstab praktikabel ist.
Nun fügen wir die praktische Realität hinzu: Die meisten elektrischen Bremsen erreichen heute eine Obergrenze von etwa 300 Tonnen. Wenn Sie dicke Bleche oder lange Teile mit breiten Matrizen biegen, benötigen Sie rohe Kraft, die über diesem Limit liegt. Hydraulik lässt sich skalieren – größere Zylinder, höhere Drücke, längere Betten. Deshalb verlassen sich Schwerfertigungsbetriebe noch immer auf sie.
Doch die Hydraulik hat ihr eigenes Temperament.
Flüssigkeit ist leicht kompressibel. Dichtungen verschleißen. Temperatur verändert die Viskosität. Ein kleiner interner Leck kann während des Haltezyklus am unteren Punkt einen Druckdrift verursachen, was zu Winkelabweichungen führt. Ich habe Maschinen gesehen, die am Morgen perfekte Winkel hielten und am Nachmittag um ein halbes Grad aufgingen, weil die Öltemperatur die Reaktionszeit veränderte. Das Metall will Konstanz; das Fluidsystem verhandelt manchmal stündlich anders.
Die variable Hubsteuerung machte die Hydraulik dominant, weil Sie sich der elastisch‑plastischen Grenze gezielt nähern können. Doch diese Präzision hängt von einem gesunden, gut gewarteten Drucksystem ab. Ignorieren Sie das, und Ihre “Kontrolle” bleibt theoretisch.
Prüfen Sie Ihre Anzeige: Wenn Ihre Winkel abweichen, geben Sie dem Bediener die Schuld – oder haben Sie Ölzustand, Dichtungsverschleiß und thermische Stabilität überprüft?
Sehen Sie sich nun an, wie eine moderne elektrische Abkantpresse ein 14‑Gauge‑Edelstahlteil bearbeitet. Servomotoren treiben Kugelgewindespindeln direkt an, die mit dem Stößel verbunden sind. Kein Öl. Keine Ventile. Nur Drehmoment, das über Encoder‑Rückmeldung in lineare Bewegung umgewandelt wird, wobei die Position in Mikrometern gemessen wird.
Der Stößel bewegt sich nach unten. Hält genau an der befohlenen Position. Hält ohne Druckschwankung, weil keine Flüssigkeitssäule zu komprimieren ist.
Dieser Direktantrieb ist der Grund, warum Werkstätten von kürzeren Zykluszeiten und erheblichen Energieeinsparungen berichten – Strom wird hauptsächlich während der Bewegung aufgenommen, nicht kontinuierlich, um hydraulischen Druck aufrechtzuerhalten. Ein mir bekannter Hersteller ersetzte den Großteil seiner hydraulischen Maschinenflotte für leichte bis mittlere Arbeiten durch elektrische Maschinen, halbierte nahezu den Energieverbrauch und verbesserte die Wiederholgenauigkeit bei dünnen Edelstahlteilen. Doch eine hydraulische Presse blieb für Hochtonnagenplatten auf dem Werkstattboden.
Das ist die Realität hinter der “Revolution”.”
Elektrische Systeme glänzen dort, wo Tiefengenauigkeit gleich Winkeltreue ist – bei dünnen bis mittleren Materialien, kürzeren Betten, moderater Tonnage. Der Servo kann die Tiefe mikrogenau anpassen, um Rückfederungsvariationen von Blech zu Blech auszugleichen. Das Metall will sich bei jeder Charge anders zurückbiegen; der Servo kann in feinen Schritten reagieren, ohne zu überschwanken.
Aber Kraftgrenzen sind real. Tiefe Kastenbiegungen in dickem Material erfordern anhaltend hohe Tonnage über längere Hübe. Heute beherrscht die Hydraulik noch immer dieses Terrain. Elektrisch ersetzt Hydraulik nicht flächendeckend – es definiert neu, wie “Präzision zuerst”‑Arbeiten aussehen.
Hybridsysteme werden zunehmend üblich, weil Werkstätten etwas Unangenehmes erkennen: Der Maschinentyp bestimmt, welche Genauigkeit Sie Ihren Kunden zusichern können.
Überprüfen Sie Ihre Stärke: Wählen Sie eine Maschine nur nach maximaler Tonnage auf dem Papier – oder nach der Art der Kraftregelung, die Ihre anspruchsvollsten Teile tatsächlich erfordern?
Führen Sie eine lange 12‑Fuß‑Biegung in 10‑Gauge auf einer hydraulischen Abkantpresse ohne aktive Bombierungskompensation aus. Oft öffnen sich die Enden leicht im Vergleich zur Mitte, weil sich der Rahmen unter Last durchbiegt. Die Maschinenstruktur dehnt sich; das Bett wölbt sich. Das Metall strebt nach gleichmäßiger Spannung; der Rahmen bringt seine eigene ein.
Versuchen Sie nun dasselbe auf einer hochpräzisen elektrischen Abkantpresse, die für leichtere Arbeiten ausgelegt ist. Sie erhalten möglicherweise eine außergewöhnliche Tiefengenauigkeit — aber wenn der Auftrag außerhalb ihres Tonnage‑Komfortbereichs liegt, arbeiten Sie nahe der Kapazitätsgrenze, wo jedes Überlastungsrisiko zu konservativerer Programmierung zwingt.
Hier ist der Punkt, den die meisten Broschüren nicht erwähnen: Antriebssystem und Rahmendesign zusammen definieren Ihre praktische Genauigkeitsgrenze. Eine mechanische Abkantpresse kann den unteren Totpunkt den ganzen Tag wiederholen — aber nur bei Aufgaben, die feste Hubenergie tolerieren. Eine hydraulische Abkantpresse kann enorme Lasten bewältigen — aber nur so präzise, wie ihre Druckstabilität und Durchbiegungskompensation es zulassen. Eine elektrische Abkantpresse kann den Stößel mit chirurgischer Präzision positionieren — jedoch nur innerhalb ihres Tonnage‑Rahmens. Wenn Sie bewerten, wo diese Grenze für Ihren Auftragsmix liegen sollte, ist eine CNC‑Abkantpresse, die mit verifizierter Rahmensteifigkeit und vorhersehbarer Kraftregelung konstruiert wurde — wie jene von CN‑HAWE — der logische nächste Schritt; entdecken Sie, wie diese Fähigkeiten in einer modernen Abkantpresse zusammenkommen, die für wiederholbare Genauigkeit gebaut ist, ohne an der Belastungsgrenze zu arbeiten.
Genauigkeit ist nicht nur eine Frage der Encoderauflösung. Sie ist der Schnittpunkt aus Kraftübertragungsmethode, struktureller Steifigkeit und der Art, wie das System reagiert, wenn das Metall stärker zurückdrückt als erwartet.
In diesem Schachspiel ist Ihr Antriebssystem Ihre Eröffnungsstrategie. Wählen Sie schlecht, verbringen Sie den Rest des Spiels damit, die Unsicherheit einer Maschine auszugleichen, die ihrerseits dem Materialgedächtnis zusätzliche Variablen hinzufügt.
Wenn also die Antriebsarchitektur bestimmt, wie Kraft übertragen und begrenzt wird, was passiert, wenn wir vom Energiefluss zur Geometrie heranzoomen — zu der Frage, wie der Stößel parallel bleibt, wie der Hinteranschlag positioniert wird und wie der Rahmen seine eigene Durchbiegung unter Last ausgleicht?
Führen Sie einen 12‑Fuß‑Streifen in 10‑Gauge unter den Stempel, rufen Sie Ihr Programm auf und lassen Sie die Maschine 180 Tonnen drücken. Der Winkel zeigt an den Enden 90°. In der Mitte 90,7°. Gleiche Tiefe. Gleiche Kraft. Unterschiedliches Ergebnis.
Am Antriebssystem hat sich nichts geändert. Geändert hat sich die Form der Maschine unter Last.
Wenn Sie so viel Kraft durch den Stößel leiten, dehnen sich die Seitenrahmen mikroskopisch und das Bett wölbt sich in der Mitte nach oben. Stahl unter Spannung widerspricht nicht; er verlängert sich. Die Maschine macht dasselbe wie Ihr Werkstück. Das Metall will eine gleichmäßige Kompression entlang der Biegelinie. Der Rahmen bringt seine eigene Krümmung in die Gleichung ein.
Hier lassen sich Anfänger täuschen. Sie glauben, Präzision liege in der Tonnage und der Encoderauflösung. Doch das Erste, was man auf dem Werkstattboden lernt, ist, dass das Metall nie einfach gehorcht – und der Rahmen, der es hält, eben auch nicht. Wenn der Stößel nicht parallel steht, der Hinteranschlag nicht rechtwinklig und wiederholbar ist, und das Bett keine Durchbiegungskorrektur besitzt, verwandelt sich Ihre sorgfältig gesteuerte Kraft in ungleichmäßige Geometrie.
Die Kraftübertragung setzt die Grenze. Die Geometrie entscheidet, ob Sie sie überhaupt erreichen.
Überprüfen Sie Ihre Stärke: Wenn Ihre Winkel über die Länge variieren, passen Sie die Tiefe blind an – oder fragen Sie sich, ob sich die Maschine selbst biegt?
Stellen Sie sich vor eine moderne CNC‑Abkantpresse und sehen Sie auf das Display: Y1 am linken Zylinder, Y2 am rechten. Zwei Zahlen. Sie sollten sich innerhalb weniger Tausendstel Zoll entsprechen.
Ältere Maschinen verbanden beide Seiten mechanisch miteinander. Ein Hydraulikkreislauf, eine Positionsannahme. Doch unter Last kann die linke Seite einen etwas anderen Widerstand erfahren als die rechte – ungleichmäßige Materialdicke, außermittige Belastung, geringer Rahmenverschleiß. Wenn beide Seiten blind zugleich bewegt werden, verkantet sich der Stößel. Ein Ende erreicht zuerst den Boden. Das andere folgt verspätet. Nun variiert Ihr Biegewinkel von links nach rechts.
Die unabhängige Y1/Y2‑Steuerung verwendet Linearmaßstäbe auf jeder Seite des Stößels, die die Position in Echtzeit an die CNC zurückmelden. Wenn die linke Seite um 0.001 Zoll nachhinkt, korrigiert der Controller sie sofort. Er verhandelt ständig, hält den Stößel parallel zum Bett, selbst wenn 100 Tonnen versuchen, ihn aus dem rechten Winkel zu drehen.
Hier hört die Theorie auf. Stell dir vor, du biegst eine vierseitige Box mit Rückflanschen. Nach den ersten beiden Biegungen liegt das Teil nicht mehr flach. Die Last verschiebt sich auf eine Seite, weil die Geometrie asymmetrisch ist. Ohne unabhängige Korrektur folgt die Maschine dem Weg des geringsten Widerstands. Das Metall will kippen. Der Stößel muss sich weigern.
Anfängerfalle: anzunehmen, dass Parallelität eine einmalige Kalibrierung ist. Ist sie nicht. Führungsverschleiß, Zylinderdrift, sogar ungleichmäßiges Absinken des Bodens können mit der Zeit Schiefstellungen verursachen. Wenn Y1 und Y2 nicht unabhängig überwacht werden, siehst du den Fehler erst, wenn Teile die Prüfung nicht bestehen.
Prüfe deine Messung: Kennst du die zulässige Y1/Y2‑Abweichung deiner Maschine unter Last – oder vertraust du der Kalibrierung von gestern?
Bewege dich jetzt hinter die Biegelinie. Der Hinteranschlag ist nicht glamourös, aber er entscheidet, ob ein Teil montierbar ist oder im Ausschuss landet.
Die X‑Achse steuert die Tiefe – wie weit das Teil in das Werkzeug eingeführt wird. Die R‑Achse bewegt die Finger auf und ab. Füge Z1 und Z2 hinzu, und die Finger können sich unabhängig nach links und rechts verschieben.
Bei einer einfachen U‑förmigen Halterung genügen X und R. Tiefe einstellen, Höhe für die Flanschlänge anpassen, wiederholen. Ein Zwei‑Achs‑Anschlag bewältigt das den ganzen Tag.
Aber stell dir vor, du formst eine geschlossene Box, bei der die dritte Biegung gegen einen festen Finger stoßen würde. Mit nur X und R muss der Bediener das Teil herausnehmen, manuell neu positionieren, vielleicht wenden, vielleicht die Ausrichtung nach Augenmaß gegen einen Anschlag prüfen. Jeder Handgriff bringt Abweichung – besonders nach zwei oder drei Biegungen, wenn das Teil weich wird. Das Metall will unter seinem eigenen Gewicht absacken. Deine Hände üben Druck auf uneinheitliche Weise aus.
Ein Vier‑Achs‑System (X, R, Z1, Z2) lässt die Finger sich spreizen, um unregelmäßige Flansche zu stützen und sich zwischen den Biegungen automatisch neu zu positionieren. Die CNC bewegt die Unterstützung dorthin, wo die Geometrie es erfordert. Du eliminierst den menschlichen Schub.
Aber übertreibe es nicht. Die meisten Werkstätten bearbeiten einen hohen Anteil einfacher Teile. Ein 8‑Achs‑Hinteranschlag behebt keine verschlissenen Führungen oder lockeren Kupplungen. Genauigkeitsprobleme entstehen aus fünf häufigen Ursachen: mechanischer Verschleiß, lose Antriebskomponenten, Encoder‑Probleme, unzureichende Fingersteifigkeit und Wärmeausdehnung. Kalibrierung kommt zuerst. Mechanische Inspektion zweitens. Thermische Stabilität drittens. Wenn du Softwareparameter jagst, bevor du diese überprüfst, spielst du Schach, ohne die Hälfte des Brettes zu sehen.
Präzision ist nicht die Anzahl der Achsen. Sie ist kontrollierte, wiederholbare Positionierung unter echten Werkstattbedingungen.
Prüfe deine Messung: Fügst du Achsen hinzu, um ein Geometrieproblem zu lösen – oder ignorierst du mechanische Drift, die keine Software korrigieren kann?
Nimm dasselbe 12‑Fuß‑Biegen noch einmal. Die Durchbiegung in der Mitte unter hoher Last kann mehrere Tausendstel Zoll erreichen. Das klingt gering, bis man bedenkt, dass beim Luftbiegen der Winkel äußerst empfindlich auf die Tiefe reagiert. Eine Abweichung von 0.001 Zoll in der Eindringtiefe kann den Winkel deutlich verändern, besonders bei dünnerem Material.
Crowning‑Systeme wirken dem entgegen, indem sie vor dem Lastanstieg eine leichte Aufwärtskrümmung im Bett erzeugen. Mechanisches Crowning verwendet Keile entlang des Unterbalkens. Hydraulisches Crowning nutzt kleine Zylinder. Die Idee ist einfach: die Maschine entgegen ihrer natürlichen Durchbiegung vorbiegen.
Der Trick liegt in der Berechnung. Die erforderliche Kompensation hängt von Tonnage, Materialdicke, Werkzeugbreite und Biegelänge ab. Zu wenig Crowning, und die Mitte öffnet sich. Zu viel, und die Mitte überbiegt, während die Enden flach bleiben. Das Metall will gleichmäßige Spannung. Crowning ist die Verhandlung mit dem Maschinenrahmen, damit er dieses Spannungsfeld nicht verzerrt.
Anfängerfehler: Crowning einmal einstellen und dabei belassen. Wechsel von 14‑Gauge‑Weichstahl zu 10‑Gauge‑Edelstahl, und deine Tonnage pro Fuß steigt. Die Durchbiegungskurve ändert sich. Also muss sich auch die Kompensation ändern.
Prüfe deine Messung: Berechnest du Crowning neu, wenn du Material oder Längen wechselst – oder hoffst du, dass die Einstellungen von gestern noch gelten?
Füge nun die Zeit in die Gleichung ein.
Du beginnst einen Morgenlauf. Die Werkstatt ist kühl. Bis zum Nachmittag hat die Maschine hunderte Zyklen durchlaufen. Leitspindeln erwärmen sich. Hydrauliköl wird heiß. Stahlrahmen dehnen sich aus. Wenige Tausendstel eines thermischen Wachstums in einem Positioniersystem reichen aus, um die Flanschlänge außerhalb der Toleranz zu verschieben.
Hochwertige Systeme verwenden lineare Encoder, die direkt am Stößel montiert sind, und manchmal Temperatursensoren, die in Kompensationsalgorithmen eingebunden sind. Anstatt davon auszugehen, dass die Schraubenlänge der Position entspricht, messen sie die tatsächliche Lage des Querbalkens. Einige Steuerungen wenden thermische Wachstumsfaktoren an, sobald die Maschine die Betriebstemperatur erreicht.
Die meisten Werkstätten überspringen den Aufwärmzyklus. Sie kalibrieren kalt, arbeiten heiß und jagen wandernde Maße mit Programmänderungen. Das Metall verlangt nach Beständigkeit. Die Umgebung verändert die Regeln unbemerkt.
Und denk auch an das Teil selbst. Nach mehreren Biegungen, besonders bei dünnem Edelstahl, nimmt die Steifigkeit ab. Die dritte Biegung in einer Reihe kann variieren, nicht weil das Maß versagt hat, sondern weil sich das Teil anders gegen die Finger gestemmt hat. Stützarme, richtige Reihenfolge und gleichmäßiger Druck des Bedieners sind ebenso wichtig wie Servoauflösung.
Das ist der Teil, mit dem niemand in Broschüren prahlt: Präzision ist ein System aus Maschinengeometrie, Kompensationslogik, Umweltkontrolle und Bedienerdisziplin. Fehlt einer, können die anderen die Last nicht tragen.
Prüfe deinen Messanschlag: Bevor du die CNC beschuldigst, hast du der Maschine Zeit gegeben, die thermische Stabilität zu erreichen und überprüft, ob die Kompensation aktiv ist – oder korrigierst du Symptome statt Ursachen?
Nächste Frage, und sie ist strategisch: Nachdem Geometrie und Kompensation beherrscht sind, wie verändert die Biegetechnik selbst – Luftbiegen gegenüber Bodenbiegen – das Zusammenspiel von Kraft und Durchbiegung?
Du hast den Stößel ausgerichtet. Du hast die Durchbiegung kompensiert. Du hast die Maschine aufgewärmt und die Messanschläge überprüft.
Jetzt zeigt sich die eigentliche Entscheidung.
Wenn Geometrie und Kompensation unter Kontrolle sind, verändert die gewählte Biegetechnik die Beziehung zwischen Kraft, Durchbiegung und Winkeltreue. Luftbiegen und Bodenbiegen sind nicht nur zwei Wege, denselben Winkel zu erreichen – sie sind zwei Philosophien darüber, wie stark du den Stahl drückst und wie sehr du ihm Raum zum Atmen lässt.
Aber das Erste, was man auf dem Werkstattboden lernt, ist, dass das Metall sich nie einfach fügt.
Beim Luftbiegen hörst du auf, bevor du das Blech vollständig in die Matrize drückst. Der Stempel drückt das Material in eine V-Matrizenöffnung, und der Endwinkel wird durch Eindringtiefe bestimmt, nicht dadurch, dass die Stempelspitze exakt dem Matrizenwinkel entspricht. Das Metall spannt sich auf die Matrizen-Schultern wie eine Brücke. Es verhandelt. Du formst Spannung, nicht Geometrie.
Beim Bodenbiegen wird diese Logik umgekehrt. Du treibst den Stempel tiefer, bis das Material vollständig die Matrizenflächen berührt. Beim Prägen gehst du noch weiter – du übst genug Druck aus, um den inneren Biegeradius plastisch zu verformen und den Rückfederungseffekt durch schiere Kraft zu überwinden. Das Metall bekommt kaum Verhandlungsspielraum. Du diktierst ihm, was sein Gedächtnis sein wird.
Welche Strategie respektiert also die Physik, die du gerade mühsam beherrscht hast?
Prüfe deinen Messanschlag: Bevor du eine Methode wählst, fragst du dich, wie das Metall die Spannung trägt – oder nur, wie schnell du 90 Grad erreichst?
Luftbiegen ist Tiefenkontrolle, kein Formerzwingen.
Da der Stempel das Material nie vollständig in den Matrizenwinkel setzt, bleibt die erforderliche Presskraft deutlich geringer als beim Bodenbiegen. Weniger Kraft bedeutet weniger Rahmendurchbiegung, weniger Werkzeugbelastung und weniger Ermüdung im Teil selbst. Bei ermüdungsempfindlichen Anwendungen kann diese verringerte innere Spannung wichtiger sein als eine halbe Grad Perfektion.
Das Metall will zurückfedern. Beim Luftbiegen plant man das ein. Man überbiegt absichtlich – vielleicht auf 93 Grad, um nach dem Loslassen bei 90 Grad zu landen – und lässt die elastische Rückfederung die Bewegung beenden. Das bedeutet, dass die Winkelgenauigkeit von der genauen Position des Stößels und einer wiederholbaren Tiefensteuerung abhängt. Tausendstel zählen.
Der Vorteil ist die Flexibilität. Materialstärke ändern? Tiefe anpassen. Zielwinkel ändern? Tiefe anpassen. Ein Satz Stempel und Matrize kann eine Reihe von Winkeln herstellen, ohne die Werkzeuge zu wechseln. Deshalb verwendet die Mehrheit der modernen CNC-Werkstätten das Luftbiegen für den Großteil ihrer Arbeiten. Die Geschwindigkeit bleibt hoch. Der Werkzeugverschleiß bleibt im Rahmen. Die Maschine kämpft nicht in jedem Zyklus gegen sich selbst.
Doch Luftbiegen erfordert eine disziplinierte Maschine. Wiederholgenauigkeit des Stößels, Genauigkeit der Bombierung, Konsistenz des Hinteranschlags – wenn diese abweichen, driftet der Winkel mit ihnen. Es gibt keine Matrizenfläche, die Sie am unteren Ende des Hubs “korrigiert”.
Überprüfen Sie Ihre Steuerung: Ist Ihre Maschine präzise genug in der Tiefenregelung, um Luftbiegen für Sie arbeiten zu lassen – oder erwarten Sie, dass die Matrize das behebt, was der Stößel nicht wiederholen kann?
Bottoming ist Absicherung durch Druck.
Bei älteren mechanischen Pressen ohne fein abgestimmte Stößelsteuerung nutzten Bediener das Bottoming, um Positionsungenauigkeiten auszugleichen. Indem das Blech vollständig in den Matrizenwinkel gezwungen wurde, bestimmte die Werkzeuggeometrie das Ergebnis, selbst wenn die Hubtiefe leicht variierte. Der Stahl wurde in Form gepresst.
Coining geht noch weiter. Extrem hohe Presskraft verdichtet das Material entlang der Biegelinie, verdünnt es leicht und stellt den Winkel plastisch ein, sodass Rückfederung nahezu eliminiert wird. Man erhält eine sehr genaue Winkelwiederholbarkeit – manchmal innerhalb eines halben Grades – besonders bei dünnem Material, wo die Toleranzketten streng sind.
Aber nichts ist umsonst.
Hohe Presskraft bedeutet höhere Rahmendurchbiegung während des Hubs. Mehr Belastung der Lager. Mehr Stress für Stempel und Matrizen. Einige Werkzeughersteller warnen offen vor routinemäßigem Bottoming, weil die Haftung in gesprungenen Werkzeugen und überbeanspruchten Maschinen liegt. Der Neue blinzelt auf das Presskraftdiagramm, drückt das Pedal stärker als nötig und wartet, bis der Stahl nachgibt.
Das ist eine Falle für Anfänger.
Bottoming und Coining haben ihren Platz – präzisionskritische Dünnblecharbeiten, ältere Maschinen mit begrenzter Steuerung, Teile, bei denen minimale Rückfederung entscheidend ist. Aber Sie müssen die Nennpresskraft Ihrer Abkantpresse pro Fuß bestätigen und mit dem tatsächlichen Bedarf vergleichen. Wird sie überschritten, wird der Rahmen zum schwächsten Glied in Ihrer Präzisionskette.
Überprüfen Sie Ihre Steuerung: Wählen Sie Bottoming, weil das Teil es wirklich erfordert – oder weil Sie Ihrer Tiefensteuerung nicht trauen?
Luftbiegen und Bottoming können sich in der erforderlichen Presskraft um Vielfache unterscheiden, nicht um Prozentsätze.
Beim Luftbiegen hängt die Presskraft hauptsächlich von der Materialfestigkeit, der Dicke, der Matrizenöffnung und der Biegelänge ab. Vergrößern Sie die V-Matrizenweite, sinkt die benötigte Presskraft – aber Ihr Innenbiegeradius wächst. Es ist ein Kompromiss: weniger Kraft für mehr Radius.
Bottoming ignoriert diese Rücksicht. Da Sie vollständigen Kontakt mit dem Matrizenwinkel erzwingen, steigt die erforderliche Presskraft deutlich – oft um ein Mehrfaches im Vergleich zum Luftbiegen bei gleichem Material und gleicher Dicke. Coining verlangt noch mehr, manchmal bis an die oberen Grenzen der Maschinenkapazität bei langen Teilen.
Und höhere Presskraft bedeutet mehr Durchbiegung zum Ausgleichen.
Erinnern Sie sich an die Bombierungsdiskussion. Die Durchbiegung skaliert mit der Belastung. Wenn Sie bei einem langen Teil vom Luftbiegen zum Bottoming wechseln, sind Ihre bisherigen Kompensationswerte nicht mehr gültig. Der Rahmen bringt seine eigene Krümmung in die Berechnung ein. Sie müssen neu kalkulieren, sonst jagen Sie Winkelschwankungen über die gesamte Länge.
Die Methode betrifft also nicht nur die Winkelsteuerung. Es geht darum, wie stark Sie die Maschine arbeiten lassen – und wie viel geometrische Korrektur Sie anwenden müssen, um sie ehrlich zu halten.
Überprüfen Sie Ihre Messung: Wenn Sie die Methode ändern, berechnen Sie Tonnage und Kompensation neu – oder gehen Sie davon aus, dass die Einstellungen des Luftbiegens von gestern die Belastung des Bodenbiegens von heute überstehen?
Werkzeuge sind der Punkt, an dem Philosophie zu Stahl wird.
Beim Luftbiegen entsteht der Innenbiegeradius als Funktion der Matrizenöffnung – üblicherweise etwa einem Bruchteil dieser Breite. Das Metall möchte sich natürlich zwischen den Schultern der Matrize formen. Wählen Sie ein breiteres V, öffnet sich der Radius. Wählen Sie ein engeres V, wird der Radius kleiner, aber die Tonnage steigt.
Beim Bodenbiegen erfordert der Matrizenwinkel eine enge Übereinstimmung mit dem Stempel‑ und Zielwinkel. Wenn Sie einen 90‑Grad‑Stempel in eine 88‑Grad‑Matrize drücken, erzwingen Sie die Korrektur durch Druck. Dieser Druck geht irgendwohin – in das Werkzeug und den Rahmen.
Ein Matrizensatz kann nicht jede Blechdicke bewältigen, da jede Dicke unterschiedliche Streckgrenzen und Rückfederungsverhalten mit sich bringt. Eine Matrize, die für 16‑Gauge Baustahl hervorragend funktioniert, kann die Presse überlasten, wenn sie zum Bodenbiegen von 10‑Gauge Edelstahl verwendet wird. Das Metall möchte die Spannung entlang vorhersehbarer Linien verteilen; nicht passende Werkzeuge konzentrieren sie an den falschen Stellen.
Hier wird das Schachspiel komplexer. Sie wählen nicht nur Werkzeuge aus. Sie entscheiden, wie sich das Spannungsfeld im Werkstück bildet, wie stark sich der Rahmen durchbiegt und wie viel Kompensation Sie anwenden müssen, um innerhalb der Toleranz zu bleiben.
Wählen Sie Ihre Methodik, bevor Sie das Pedal treten.
Denn sobald der Stößel nach unten fährt, ist die Physik bereits in Bewegung.
Überprüfen Sie Ihre Messung: Stimmen Ihre Werkzeugwahl, Ihre Biegemethode und die Materialfestigkeit überein – oder verlangen Sie von einem einzigen Matrizensatz, Probleme zu lösen, für die er nie konzipiert war?
Sie beginnen nicht mit der Frage: “Welche Abkantpresse soll ich kaufen?”
Sie beginnen mit der Frage: “Was wird dieses Teil vom Stahl verlangen – und wie stark wird der Stahl zurückdrücken?”
Das klingt philosophisch, bis Sie eine zu kleine Maschine kalkulieren, eine Matrize brechen oder beobachten, wie ein langer Pressbalken in der Mitte durchhängt, weil Ihre Berechnung einen perfekt starren Rahmen voraussetzt, der außerhalb eines Lehrbuchs nicht existiert. Die Formeln setzen gleichmäßige Kraft, null Durchbiegung und perfekte Verteilung voraus. Reale Pressen verbiegen sich unter Last. Realer Stahl federt ungleichmäßig zurück. Das Metall erinnert sich.
Die Entscheidungsmatrix ist also keine Einkaufsliste. Sie ist eine Kraftkarte. Sie definieren zuerst die Teilgeometrie, Toleranz, Materialfestigkeit und Biegemethode. Erst dann erkennen Sie, welche Maschinenklasse diese Auseinandersetzung übersteht, ohne Ihnen Präzision vorzutäuschen.
Überprüfen Sie Ihre Messung: Definieren Sie die Maschine anhand von Katalogdaten – oder anhand der Kräfte, die Ihr Werkstück tatsächlich erzeugt?
Legen Sie die Zeichnung auf die Werkbank.
Betrachten Sie Flanschlängen, Innenradien, Rückbiegungen, Gesamtlänge. Eine vierseitige Box mit engen Rückflanschen ist nicht einfach “eine Box”. Sie erschwert den Zugang zur Matrize. Sie begrenzt die V‑Matrizendicke. Und diese eine Einschränkung kann Ihre Tonnage verdoppeln, bevor Sie überhaupt das Pedal betätigen.
Hier ist der Punkt, den die meisten Anfänger übersehen: Die Öffnung der V‑Matrize ist oft die dominierende Variable. Verkleinern Sie das V von dem Achtfachen der Materialdicke auf das Sechsfache, kann die erforderliche Kraft drastisch ansteigen. Das Metall möchte sich über eine breitere Schulter ausbreiten; verengen Sie diese Schulter, und es leistet größeren Widerstand. Dieser Widerstand überträgt sich direkt auf Ihren Stößel, Ihr Werkzeug, Ihren Rahmen.
Also bestimmt die Geometrie die Wahl der Matrize. Die Matrizenwahl bestimmt die Tonnage. Die Tonnage bestimmt die Maschinenklasse.
Nicht umgekehrt.
Wenn die Zeichnung einen engen Innenradius fordert, der kleiner ist als das, was das Luftbiegen mit einer vernünftigen V-Öffnung natürlicherweise erzeugt, hast du dich bereits in Richtung Bodenbiegen oder eine schmale Matrize gedrängt. Das bedeutet höhere Kraftmultiplikatoren. Das bedeutet mehr Durchbiegung, die kompensiert werden muss.
Bevor du eine Broschüre liest, beantworte dies: welche Matrizenöffnung erlaubt dieses Teil wirklich?
Jetzt berechnen wir – aber wir berechnen ehrlich.
Die meisten Luftbiegeformeln sehen auf dem Papier sauber aus. Dicke im Quadrat, multipliziert mit der Biegelänge, geteilt durch die Matrizenöffnung, mal eine Konstante. So sauber, dass ein Anfänger ihr blind vertraut.
Aber das Erste, was man auf dem Werkstattboden lernt, ist, dass das Metall sich nie einfach fügt.
Diese Grundformeln setzen Luftbiegen voraus. Wechselst du zum Bodenbiegen, kannst du die erforderliche Tonnage um ein Mehrfaches erhöhen. Münzbiegen? Noch höher. Ich habe Aufträge gesehen, die auf dem Papier in einem angenehmen Kapazitätsbereich lagen, aber auf wackeligen Beinen standen, sobald die Methode geändert wurde.
Und hier ist die zweite Falle: Rechner spucken eine Zahl aus – sagen wir 38 Tonnen – und der Neue denkt, eine 40‑Tonnen‑Maschine ist perfekt. Kein Spielraum für Durchbiegung. Kein Spielraum für Materialabweichungen. Kein Spielraum für wiederholte Zyklen, die Werkzeuge und Bett über die Zeit ermüden.
Die Maschine ist nicht unendlich steif. Bei langen, schweren Biegungen sackt die Mitte ab. Ohne ausreichende Bombierung – die absichtliche Aufwärtskompensation im Bett – öffnen sich deine Winkel in der Mitte, auch wenn deine Berechnung “stimmte”.”
Die Tonnageberechnung ist also Schritt eins. Durchbiegungskapazität und Kompensationssystem sind Schritt zwei. Ignorierst du Schritt zwei, verschwindet deine Präzision unter Last.
Überprüfe dein Messsystem: Hast du eine echte Sicherheitsmarge hinzugefügt und die Durchbiegung berücksichtigt – oder vertraust du darauf, dass ideale Mathematik realen Stahl überlebt?
Eine kleine Werkstatt, die kurze Halterungen aus Baustahl biegt, braucht nicht dieselbe Maschine wie eine Produktionshalle, die den ganzen Tag zwölf Fuß lange Edelstahlplatten bearbeitet.
Aber “minimal lebensfähig” bedeutet nicht “gerade so genug, um eine Biegung zu überstehen”.”
Werkstätten mit geringem Auftragsvolumen tappen in eine stille Falle: Sie kaufen Maschinen mit exakt passender Kapazität, weil der Auftrag technisch hineinpasst. Dann ändert der Kunde eines Tages das Material auf Edelstahl 304. Die Streckgrenze steigt. Der Rückfederungseffekt nimmt zu. Die erforderliche Tonnage steigt. Plötzlich arbeitet jede Biegung nahe der Maximalbelastung.
Am Limit zu laufen ist wie, mit einem LKW zu fahren, der dauerhaft im roten Drehzahlbereich bleibt. Der Rahmen biegt sich stärker. Die Hydraulik wird belastet. Die Präzision driftet, während sich Wärme aufbaut.
Produktionsumgebungen denken anders. Sie kaufen Reserven – nicht aus Ego, sondern aus Stabilität. Eine Maschine, die bei 60–70 % der Nennleistung arbeitet, verhält sich vorhersehbarer. Weniger Durchbiegung. Weniger Verschleiß. Konstantere Winkel über mehrere Schichten hinweg.
Die versteckten Kosten einer Unterdimensionierung sind nicht nur gebrochene Werkzeuge. Es ist Unbeständigkeit.
Frag dich also: Soll diese Abkantpresse gelegentliche Aufträge überstehen – oder unter täglicher Belastung reproduzierbare Geometrie liefern?
Hier ist die Perspektive, die Sie beibehalten sollen.
Nicht “Wie groß ist die Abkantpresse?” Nicht “Hydraulisch oder elektrisch?”
Stellen Sie diese drei Fragen:
1. Welche Biegemethode zwingt mich mein eng toleriertes Teil zu verwenden? Wenn Ihr anspruchsvollster Auftrag das Bodenbiegen oder schmale Matrizen erfordert, verschiebt sich Ihre Tonnagegrundlage sofort nach oben. Die Methode ist der Multiplikator.
2. Welche Matrizenöffnung lässt meine Geometrie realistisch zu? Wenn Zugänglichkeit oder Radiusanforderungen Sie auf kleine V-Öffnungen festlegen, berechnen Sie die erforderliche Kraft anhand dieser Einschränkung — nicht nach einem bequemen Lehrbuchverhältnis.
3. Wie wird die Maschine die Durchbiegung unter dieser Last steuern? Verfügt sie über ausreichenden Bombierungsbereich? Unabhängige Stößelsteuerung? Wiederholbare Tiefengenauigkeit, fein genug für Luftbiegen, wenn Sie sich dafür entscheiden? Denn Tonnage ohne geometrische Kontrolle ist rohe Gewalt — und rohe Gewalt ist der Grund, warum Gestelle ihre Form verlieren.
Das ist der nicht offensichtliche Teil: Die Abkantpresse wird nicht durch ihre maximale Kraft definiert. Sie wird dadurch definiert, wie intelligent sie die Kraft unter Ihren spezifischen Bedingungen verwaltet.
Sie kaufen keine Leistung. Sie kaufen eine kontrollierte Verhandlung mit Materialgedächtnis und Maschinendurchbiegung.
Und wenn Sie diese Verhandlung klar definieren, bevor Sie die Maschine definieren, hört der Stahl auf, Sie zu überraschen.
Die nächste Frage ist nicht, welche Maschine Sie wählen sollen.
Sondern ob Sie bereit sind, die Physik zu respektieren, bevor Sie das Pedal berühren.


















