

Lembaran setinggi 10 kaki dengan ketebalan 14 gauge masuk ke dalam cetakan. Karyawan baru itu melirik sempit ke bagan tonase, menekan pedal lebih keras dari yang diperlukan, dan menunggu baja menyerah. Akhirnya, baja itu menyerah.
Lalu baja itu kembali memantul dua derajat dan menggores cat di tempat pukulan menekan terlalu keras.
Jika ini hanya folder logam dalam arti kamus—sesuatu yang “melipat logam”—lebih banyak gaya akan berarti lebih banyak kepastian. Namun hal pertama yang kamu pelajari di lantai produksi adalah bahwa logam tidak pernah sekadar patuh. Ia bernegosiasi.

Bayangkan rem 90 ton menekuk lembaran tipis dengan lapisan cat 16 gauge. Bagan tonase mengatakan kamu hanya membutuhkan sebagian kecil dari kapasitas itu. Namun mesin tetap memiliki cadangan tenaga, dan pemula merasa lebih aman mengandalkan kekuatan.
Inilah jebakannya: logam ingin menahan hanya cukup untuk menyimpan energi, lalu melepaskannya sebagai pantulan pegas. Jika kamu melampaui titik idealnya, kamu tidak mendapatkan tekukan yang lebih tajam—melainkan bekas cetakan, bagian dengan penonjolan, dan keausan alat yang lebih cepat. Gaya ekstra tidak memperbaiki geometri; itu justru memperbesar setiap kesalahan penyetelan.
Aku pernah melihat operator mengejar kesalahan sudut dengan memutar lebih dalam. Mereka mengira memperbaiki dengan kekuatan. Padahal yang mereka lakukan sebenarnya adalah mendistorsi melampaui sumbu netral yang direncanakan—lapisan dalam lembaran yang tidak meregang atau tertekan saat ditekuk—dan mengundang ketidakkonsistenan antarbagian.
Sebuah press brake dinilai dalam satuan ton, tetapi keberhasilannya ditentukan dalam seperseribu inci.
Periksa Kalibrasimu: Jika kamu percaya semakin kuat menekan pedal berarti semakin presisi, kamu masih berpikir seperti operator palu, bukan operator press brake.

Mari perlambat momennya.
Saat pukulan turun ke dalam V-die, serat luar dari lembaran meregang. Serat dalam menekan. Di antara keduanya terdapat sumbu netral itu, yang bergeser sedikit tergantung pada material dan alat. Logam berusaha mendistribusikan tegangan di sepanjang kurva itu, bukan runtuh di bawahnya.
Tekukan sejati adalah deformasi plastis yang terkendali: kamu melampaui kekuatan luluh hanya sejauh yang diperlukan agar bentuknya bertahan setelah tekanan dilepaskan. Deformasi, versi cerobohnya, terjadi ketika kamu mengabaikan aliran tegangan. Kamu meratakan struktur butir, memar permukaan, dan kehilangan konsistensi.
Perbedaannya diukur dalam kendali kedalaman, akurasi pengukur belakang, dan kesejajaran ram—bukan dalam tonase maksimum. Dua derajat pantulan pada baja ringan mungkin memerlukan kelebihan tekukan yang dihitung sebesar dua setengah derajat. Itu adalah negosiasi, bukan dominasi.
Jika menekuk berkaitan dengan melampaui titik luluh dengan kesengajaan, apa lagi di dalam mesin yang harus berperilaku sama presisinya?
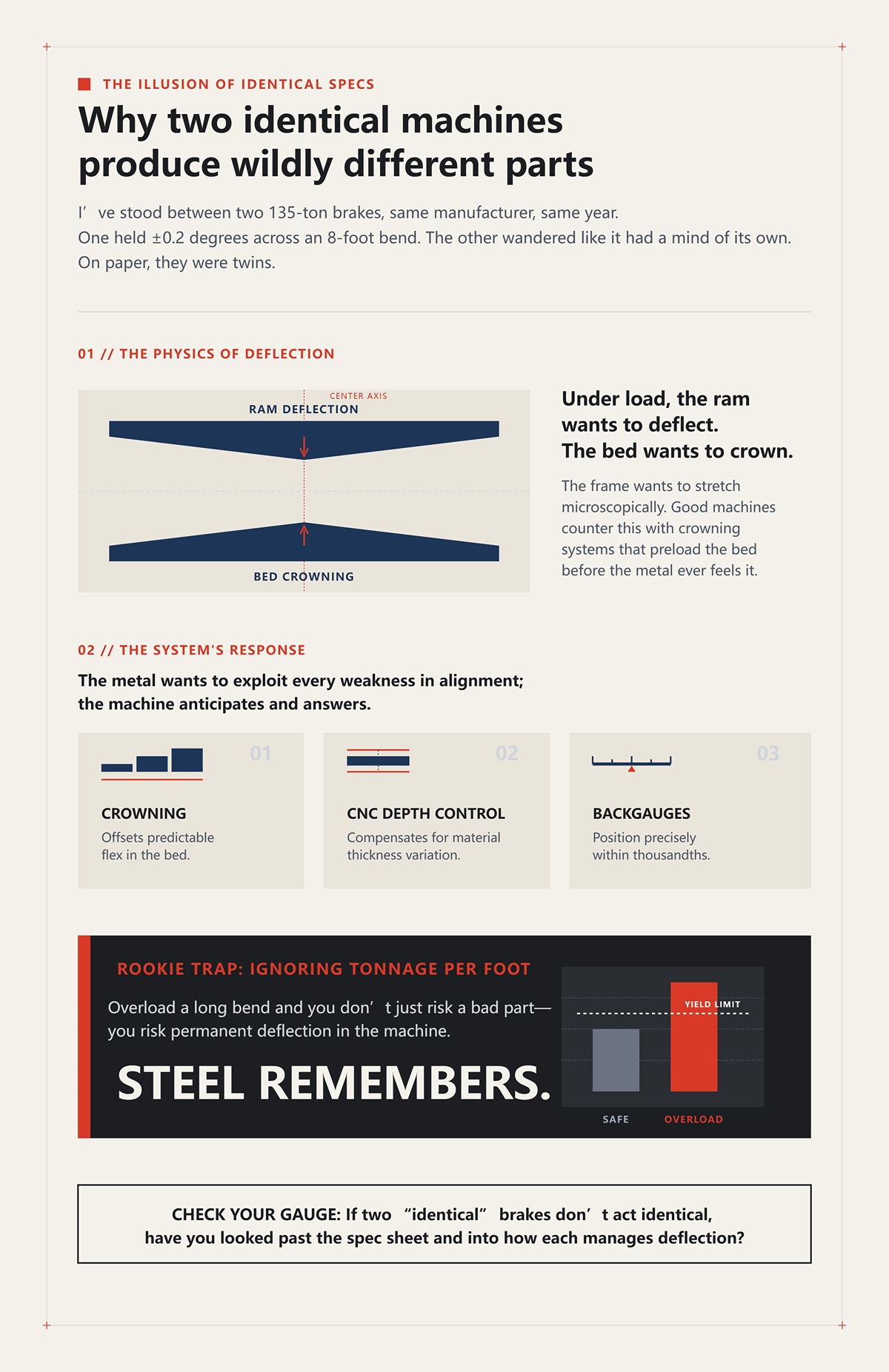
Aku pernah berdiri di antara dua press brake 135 ton, produsen dan tahun sama. Salah satunya mempertahankan toleransi ±0,2 derajat pada tekukan sepanjang 8 kaki. Yang satu lagi berbelok seolah memiliki pikirannya sendiri.
Di atas kertas, mereka adalah kembar.
Di bawah beban, ram dari setiap press brake cenderung melengkung di tengah. Meja cenderung membentuk mahkota. Rangka cenderung meregang secara mikroskopis. Mesin yang baik mengimbangi ini dengan sistem penyesuaian mahkota—penyesuaian mekanis atau hidraulik yang memberikan pra‑tegangan pada meja untuk melawan defleksi sebelum logam merasakannya.
Di situlah sistem menunjukkan dirinya. Kontrol kedalaman CNC mengompensasi variasi ketebalan material. Backgauge memposisikan dengan ketelitian hingga seperseribu milimeter. Penyesuaian mahkota menyeimbangkan kelengkungan yang sudah diperkirakan. Logam berusaha mengeksploitasi setiap kelemahan dalam penyelarasan; mesin mengantisipasi dan menjawabnya.
Jebakan pemula: mengabaikan tonase per kaki. Membebani tekukan panjang tidak hanya berisiko menghasilkan bagian yang buruk—tetapi juga berisiko menyebabkan defleksi permanen pada mesin. Baja memiliki ingatan.
Periksa Kalibrasimu: Jika dua press brake yang “identik” tidak berperilaku identik, sudahkah Anda melihat melampaui lembar spesifikasi dan memperhatikan bagaimana masing‑masing mengelola defleksi?
Sebut saja alat pelipat logam dan Anda akan membayangkan engsel dan dorongan. Berdiri di depan panel kendali cukup lama dan Anda akan melihat sesuatu yang lain.
Press brake mengoordinasikan tiga percakapan sekaligus: gaya yang diterapkan melalui ram, gerakan yang dipandu oleh sumbu CNC, dan perilaku material yang dibentuk oleh arah serat, toleransi ketebalan, serta springback. Ubah satu variabel dan yang lain akan merespons. Logam ingin kembali ke keadaan datar; mesin menyeimbangi dengan overbend yang dihitung. Rangka ingin melengkung; sistem penyesuaian mahkota memberikan pra‑tegangan untuk melawannya. Operator menginginkan kecepatan; hukum fisika menuntut kesabaran.
Itu bukan kekuatan kasar. Itu adalah pengelolaan gaya di bawah batasan—seperti bermain catur melawan lawan yang mengingat setiap langkah.
Dan jika seluruh permainan ini tentang bagaimana logam menyimpan dan melepaskan tegangan, apa yang sebenarnya terjadi di dalam lembaran logam pada saat pukulan mengenai die?
Berdirilah di samping press brake dan perhatikan dengan saksama. Punch bahkan belum masuk ke dalam V‑die—baru kontak awal—dan lembaran sudah mengerut di bawah ujungnya. Belum ada sudut yang terbentuk. Belum ada lipatan dramatis. Hanya lekukan dangkal di mana tegangan mulai terkonsentrasi.
Momen itu penting.
Permukaan luar di bawah ujung punch merasakan tegangan tarik terlebih dahulu—ia ingin meregang. Permukaan dalam, ditekan ke arah bahu die, ingin mengerut. Di antara keduanya terdapat sumbu netral, lapisan tipis internal yang tidak meregang maupun mengerut. Ia tidak tetap di tengah dengan sopan; ia bergeser ke radius bagian dalam seiring peningkatan beban. Logam ingin memindahkan sumbu itu untuk melindungi dirinya, mendistribusikan kembali regangan di tempat seratnya mampu menahannya.
Pada tahap ini, semuanya bersifat elastis. Elastis berarti sementara. Anda dapat menghentikan ram lebih awal, melepaskan tekanan, dan lembaran akan kembali rata seolah tak terjadi apa‑apa. Itulah ingatan logam—struktur kisi internalnya menolak perubahan permanen.
Teruslah menurunkan.
Tegangan pada serat luar akhirnya melebihi kekuatan luluh—titik di mana material berhenti berperilaku seperti pegas dan mulai mengalir secara plastis. Sekarang Anda sedang menata ulang struktur serat. Sekarang Anda sedang “menghabiskan” ingatan logam, bukan hanya meminjamnya. Transisi dari elastis ke plastis bukanlah tebing curam; melainkan punggungan sempit. Lewati dengan bersih dan Anda akan mendapatkan tekukan yang dapat diulang. Terlalu dangkal dan Anda mendapat springback liar. Terlalu dalam dan Anda merusak perkakas serta menggeser sumbu netral secara tidak terduga.
Inilah sebabnya mengapa press brake dengan pengulangan ram ±0,01 mm masih menghasilkan bagian yang bervariasi hingga lima kali lipat dalam dunia nyata. Variasi ketebalan, arah serat, keausan alat—semuanya mengubah di mana transisi elastis‑plastis benar‑benar terjadi. Mesin mungkin mencapai kedalaman yang sama setiap siklus, tetapi material tidak bereaksi secara identik.
Langkah pertama dalam pertandingan catur ini terjadi sebelum sudut terlihat.
Periksa Pengukur Anda: Saat punch pertama kali menyentuh lembaran, apakah Anda memikirkan sudut—atau titik di mana luluh sebenarnya dimulai?
Tekuk sepotong baja lunak hingga terukur 93 derajat saat diberi beban. Lepaskan ram. Sudutnya terbuka menjadi 90.
Perbedaan tiga derajat itu bukan kesalahan. Itu adalah energi elastis yang tersimpan dan kemudian dilepaskan.
Saat punch menekan lembaran ke dalam die, serat bagian luar meregang melewati batas luluh, tetapi lapisan yang lebih dalam di dekat sumbu netral mungkin tetap elastis. Ketika tekanan dilepaskan, zona elastis tersebut pulih, menarik tekukan sedikit terbuka. Logam ingin kembali mendekati bentuk rata karena sebagian di antaranya tidak sepenuhnya “setuju” untuk tetap bengkok.
Air bending—metode yang paling umum—mengandalkan perilaku ini. Punch tidak pernah menyentuh dasar; ia mengontrol sudut melalui kedalaman penetrasi. Itu berarti springback harus diprediksi dan dikompensasi dengan overbend yang dihitung. Pada baja lunak, mungkin 1–3 derajat. Pada material berkekuatan tinggi, lebih banyak. Pada lembaran tipis, seringkali secara proporsional lebih tinggi daripada pelat tebal.
Inilah bagian yang menentang intuisi pemula: material yang lebih tebal sering menunjukkan persentase springback lebih kecil daripada lembaran tipis. Material tipis memiliki bagian penampang yang lebih besar berperilaku elastis dibanding zona plastisnya. Jadi lembaran tipis 20‑gauge yang ringkih dapat membutuhkan overbend lebih agresif daripada pelat 10‑gauge. Logam ingin “memantul balik” lebih kuat ketika sebagian besar ketebalannya belum terlibat dalam aliran plastis.
Ada jalur lain: bottoming atau coining. Dorong punch cukup dalam hingga menekan material dengan kuat ke sudut die, menghancurkan sebagian besar memori elastis itu. Springback turun mendekati nol. Kedengarannya sempurna—sampai Anda menghitung tonase. Bottoming dapat memerlukan gaya beberapa kali lipat dari air bending dan sering kali membutuhkan sudut tooling khusus. Itu bukan hanya energi; itu tekanan pada rangka mesin, keausan alat, dan biaya setup. Ketelitian yang dibeli dengan beban brute adalah mahal.
Jadi kita melakukan overbend sebagai gantinya—bukan karena kasar, tetapi karena efisien. Kita menerima bahwa logam akan kembali beberapa derajat dan merencanakan langkah itu sebelumnya.
Pemula menatap tabel tonase dengan mata menyipit, menekan pedal lebih keras daripada yang diperlukan, dan menunggu baja “menyerah”. Tetapi menyerah bukanlah tujuan. Prediksi adalah tujuannya.
Jika springback adalah memori logam yang menegaskan dirinya, mengapa memori itu berubah begitu drastis antar paduan?
Ambil dua lembaran dengan ketebalan yang sama: satu baja lunak, satu 304 stainless. Pasang tooling identik. Tekuk keduanya pada kedalaman terprogram yang sama.
Baja tahan karat terbuka lebih banyak ketika dilepaskan.
Baja tahan karat memiliki kekuatan luluh lebih tinggi dan jarak yang lebih lebar antara kekuatan luluh dan kekuatan tarik maksimum. Itu berarti dapat menyimpan lebih banyak energi elastis sebelum dan bahkan selama deformasi plastis. Logam ingin meregang namun tetap menjaga tarikan kuat menuju penyelarasan kisi aslinya. Jadi springback meningkat, dan tonase yang dibutuhkan naik sebanding.
Aluminium bermain dengan cara berbeda. Modulus elastisitas lebih rendah daripada baja. Artinya, untuk tegangan yang sama, aluminium melentur lebih elastis. Terasa lembut di bawah punch, tetapi memantul kembali dengan agresif relatif terhadap titik luluhnya. Logam ini mudah bergerak—dan kemudian pulih lebih besar dari yang diperkirakan.
Arah butiran menambah lapisan lain. Jika tekukan dibuat tegak lurus terhadap arah rolling, material biasanya mampu menerima radius dalam yang lebih kecil. Bila sejajar, risiko retak meningkat karena Anda memaksa butiran memanjang untuk terbuka sepanjang seratnya. Logam cenderung terbelah di orientasi terlemahnya.
Inilah alasan mengapa diagram “standar tonase per kaki” menjadi titik awal, bukan jaminan. Diagram tersebut mengasumsikan ketebalan nominal, sifat rata-rata, dan tooling baru. Gulungan nyata bisa bervariasi. Beberapa ribuan inci lebih tebal di sepanjang tekukan 10 kaki dapat menggeser kebutuhan tonase hingga mengubah hasil sudut. Itulah sebabnya operator berpengalaman menyesuaikan kedalaman berdasarkan uji tekuk, bukan kepercayaan buta.
Periksa Gauge Anda: Saat Anda beralih dari baja lunak ke stainless, apakah Anda hanya mengubah tonase—atau juga ekspektasi tentang bagaimana material akan “mengingat” tekukannya?
Bayangkan penampang tekukan di bawah pembesaran. Butiran luar memanjang. Butiran bagian dalam tertekan dan sedikit berkerut. Di antara keduanya, ada batas di mana perilaku elastis memudar menjadi aliran plastis.
Pekerjaan Anda adalah memposisikan batas itu dengan sengaja.
Terlalu dangkal, dan sebagian besar ketebalan tetap elastis. Tekukan tampak benar saat dibebani tetapi terbuka secara tidak terduga. Terlalu dalam, dan Anda memaksakan deformasi plastis berlebihan, menipiskan radius luar serta berisiko menimbulkan retak mikro—terutama pada bahan berkekuatan tinggi atau butir yang tidak terorientasi dengan benar. Logam ingin melindungi struktur internalnya; dorong dengan ceroboh dan ia akan membalas dengan patahan atau inkonsistensi.
Titik ideal adalah ketika cukup banyak bagian penampang yang telah mengalami mulur untuk menahan bentuk, tetapi tidak sampai merusak integritas atau membebani mesin. Keseimbangan itu tergantung pada pemilihan radius dalam, lebar bukaan cetakan (sering sekitar 8 kali ketebalan material untuk pembengkokan udara pada baja lunak), dan kontrol kedalaman yang akurat.
Inilah mengapa proses pembengkokan menggunakan energi jauh lebih kecil dibandingkan permesinan. Kita tidak memotong material; kita membujuknya untuk mengalir sedikit melewati batas mulur. Efisien, memang. Namun efisiensi itu disertai dengan sensitivitas. Perubahan kecil pada ketebalan atau keausan alat dapat menggeser batas elastis‑plastis, dan sudut hasil pun melenceng.
Jadi, mesin press brake bukan sedang menghancurkan baja hingga menyerah. Mesin ini sedang menempatkan tegangan dengan niat, sehingga ketika tekanan dilepaskan, material menetap tepat sesuai prediksi Anda.
Dan jika ingatan serta arah serat logam menentukan begitu banyak hasil, seperti apa arsitektur mesin yang dibutuhkan untuk mengelola gaya‑gaya itu tanpa menimbulkan kesalahannya sendiri?
Dua mesin press brake berdiri berdampingan di lantai bengkel. Keduanya berkapasitas 135 ton. Perkakas sama. Operator sama. Lembaran baja lunak setebal 11 gauge sepanjang 10 kaki yang sama.
Yang satu mempertahankan ±0,5° sepanjang bagian setelah satu kali koreksi. Yang lain melenceng satu derajat di tengah dan perlu disesuaikan. Label tonase sama. Hasil berbeda.
Itu petunjuk pertama Anda bahwa kapasitas gaya dan kendali gaya bukanlah hal yang sama.
Namun hal pertama yang Anda pelajari di lantai produksi adalah bahwa logam tidak pernah sekadar menurut. Ia bernegosiasi. Ia melawan dengan efek pegas balik, menggeser sumbu netral saat mulur, dan memperbesar setiap ketidakkonsistenan dalam cara ram mencapai titik bawah. Jika sistem penggerak Anda tidak dapat mengatur gaya dan posisi melalui transisi elastis‑plastis itu, Anda bukan sedang membengkokkan—Anda sedang berjudi.
Jadi, pertanyaan mengenai arsitektur bukan “Berapa ton?” melainkan “Bagaimana mesin ini menyalurkan tonase tersebut sepanjang langkah geraknya?”
Periksa Pengukur Anda: Jika dua mesin press brake memiliki nilai tonase yang sama, bagian manakah dari langkahnya — pendekatan, kontak, atau titik bawah — yang benar‑benar Anda kendalikan di mesin Anda?
Bayangkan sebuah press brake mekanis lama: roda gila berputar, kopling terhubung, poros engkol mengubah energi rotasi itu menjadi gerakan vertikal ram. Begitu diaktifkan, ram menyelesaikan siklusnya. Tanpa ragu. Tanpa berpikir ulang di tengah jalan.
Itulah otot produksi.
Sistem mekanis unggul dalam pengulangan. Jika Anda menekan tekukan dangkal yang sama ribuan kali pada bahan tipis, langkah tetap itu justru menjadi keunggulan. Titik mati bawah — titik terendah dalam putaran engkol — didefinisikan secara mekanis. Setiap hentakan mendarat di hampir titik fisik yang sama karena geometri engkol yang menentukannya, bukan tekanan fluida atau umpan balik servo.
Sekarang inilah jebakannya.
Langkah gerakannya tetap. Energi tersimpan dalam roda gila yang berputar itu. Setelah terhubung, Anda tidak dapat mengatur perlahan beberapa ribu inci terakhir untuk mengompensasi gulungan bahan yang datang 0,004″ lebih tebal. Logam ingin sedikit lebih melawan hari ini dibanding kemarin. Press brake mekanis tidak peduli. Ia menekan melewati titik mati bawah dengan energi sebesar yang dibawa roda gila.
Jika Anda membengkokkan dengan udara, kurangnya kontrol langkah variabel menjadi kelemahan. Anda mencoba berhenti pada kedalaman tepat di mana memori elastis akan memantulkan Anda kembali ke target. Tetapi engkol tidak “berhenti dan mengukur.” Ia berkomitmen penuh. Kesalahan tekukan berlebih berubah menjadi penyebaran sudut.
Dan di situlah jebakan pemula: mengejar sudut dengan menambah tonase pada rem mekanis ketika masalah sebenarnya adalah kekakuan langkah. Orang baru itu menyipitkan mata ke bagan tonase, menekan pedal lebih keras dari yang diperlukan, dan menunggu baja menyerah. Pada sistem mekanis, itu bisa berarti menghantam titik mati dengan energi lebih banyak daripada yang bisa dihargai oleh rangka atau perkakasnya.
Rem mekanis menghargai keseragaman. Mereka menghukum variabilitas.
Periksa Pengukuranmu: Apakah pekerjaanmu cukup identik sehingga langkah tetap bekerja menguntungkanmu — atau apakah kamu meminta poros engkol untuk bernegosiasi dengan pegas balik?
Berdirilah di depan rem hidraulik selama uji tekuk. Ram turun cepat, melambat mendekati kontak, lalu merayap ke dalam benda kerja saat tekanan meningkat. Kamu bisa menghentikannya di tengah langkah. Membalikkannya. Mendorongnya lebih dalam hingga beberapa seperseribu.
Keterkendalian itu mengubah industri.
Silinder hidraulik mengubah tekanan fluida menjadi gaya linier. Tekanan meningkat hanya ketika resistansi meningkat. Logam ingin mengeras saat melewati batas luluh; sistem hidraulik merespons dengan meningkatkan tekanan untuk mempertahankan pergerakan. Umpan balik itu — resistansi yang diimbangi oleh tekanan — adalah hal yang membuat penekukan udara dapat diterapkan dalam skala besar.
Sekarang tambahkan detail dunia nyata: sebagian besar rem listrik saat ini mencapai batas sekitar 300 ton. Jika kamu menekuk pelat tebal atau bagian panjang dengan cetakan lebar, kamu membutuhkan gaya mentah di luar batas itu. Hidraulik dapat ditingkatkan — silinder lebih besar, tekanan lebih tinggi, tempat tidur lebih panjang. Itulah sebabnya bengkel fabrikasi berat masih mengandalkannya.
Namun hidraulik memiliki temperamennya sendiri.
Fluida sedikit terkompresi. Segel aus. Suhu mengubah viskositas. Kebocoran internal kecil dapat menyebabkan pergeseran tekanan selama penahanan di bawah, yang diterjemahkan menjadi ketidakkonsistenan sudut. Saya pernah melihat mesin mempertahankan sudut dengan sempurna di pagi hari dan terbuka setengah derajat di sore hari karena suhu oli mengubah waktu respons. Logam menginginkan konsistensi; sistem fluida terkadang bernegosiasi berbeda dari jam ke jam.
Kontrol langkah variabel membuat hidraulik menjadi dominan karena kamu dapat mendekati batas elastis‑plastik secara sengaja. Namun presisi itu bergantung pada sistem tekanan yang sehat dan terawat. Abaikan hal itu, dan “kendali” mu menjadi teoretis.
Periksa Pengukuranmu: Saat sudutmu menyimpang, apakah kamu menyalahkan operator — atau sudahkah kamu memeriksa kondisi oli, keausan segel, dan stabilitas termal?
Sekarang lihat rem tekan listrik modern menjalankan bagian stainless 14‑gauge. Motor servo menggerakkan ulir bola yang terhubung langsung ke ram. Tanpa oli. Tanpa katup. Hanya torsi yang diubah menjadi gerakan linier dengan umpan balik encoder yang mengukur posisi dalam mikron.
Ram bergerak turun. Berhenti tepat di tempat yang diperintahkan. Menahan tanpa fluktuasi tekanan karena tidak ada kolom fluida yang terkompresi.
Penggerak langsung itu adalah alasan mengapa bengkel melaporkan waktu siklus lebih cepat dan penghematan energi signifikan — daya digunakan terutama selama gerakan, bukan terus‑menerus untuk mempertahankan tekanan hidraulik. Seorang pembuat yang saya kenal mengganti sebagian besar armada hidrauliknya dengan mesin listrik untuk pekerjaan ringan hingga menengah, mengurangi konsumsi energi hampir setengahnya, dan meningkatkan pengulangan pada bagian stainless tipis. Namun mereka tetap menyimpan satu rem hidraulik di lantai untuk pelat ber-tonase tinggi.
Itulah kenyataan di balik “revolusi” itu.”
Sistem listrik unggul di mana presisi kedalaman sama dengan presisi sudut — bahan tipis hingga menengah, tempat tidur lebih pendek, tonase sedang. Servo dapat menyesuaikan kedalaman secara mikro untuk mengimbangi variasi pegas balik dari lembar ke lembar. Logam ingin memantul berbeda di setiap batch; servo dapat merespons dalam langkah kecil tanpa kelebihan gerakan.
Namun batas gaya adalah kenyataan. Tekukan kotak dalam pada bahan tebal membutuhkan tonase tinggi berkelanjutan di atas langkah yang lebih panjang. Saat ini, hidraulik masih menguasai wilayah itu. Listrik tidak menggantikan hidraulik sepenuhnya — ia mendefinisikan ulang seperti apa pekerjaan “presisi terlebih dahulu” itu.
Pengaturan hibrida menjadi umum karena bengkel menyadari sesuatu yang tidak nyaman: jenis mesin membentuk jenis akurasi yang dapat kamu janjikan kepada pelanggan.
Periksa Ukuran Anda: Apakah Anda memilih mesin demi tonase maksimum di atas kertas — atau demi jenis kontrol gaya yang benar-benar dibutuhkan oleh bagian paling menuntut dari pekerjaan Anda?
Jalankan tekukan panjang 12 kaki pada pelat 10‑gauge dengan rem hidrolik tanpa kompensasi crowning aktif. Anda sering akan melihat bagian tengah terbuka sedikit dibandingkan dengan ujung-ujungnya karena rangkanya melengkung di bawah beban. Struktur mesin meregang; meja bawah melengkung. Logam menginginkan tegangan yang seragam; rangka memperkenalkan tegangan dan bentuk sendiri.
Sekarang coba hal yang sama pada rem listrik berpresisi tinggi yang dirancang untuk pekerjaan ringan. Anda mungkin mendapatkan kontrol kedalaman yang luar biasa — tetapi jika pekerjaan tersebut melebihi zona nyaman tonasenya, Anda beroperasi mendekati kapasitas, di mana risiko kelebihan beban memaksa pemrograman yang lebih konservatif.
Inilah poin yang jarang disebut dalam brosur: sistem penggerak dan desain rangka bersama-sama menentukan batas praktis akurasi Anda. Rem mekanik dapat mengulangi posisi titik bawah mati sepanjang hari—tetapi hanya untuk pekerjaan yang mentoleransi energi dengan langkah tetap. Rem hidrolik dapat menangani beban besar—tetapi hanya seakurat stabilitas tekanannya dan kompensasi defleksinya mengizinkan. Rem listrik dapat menempatkan ram dengan presisi bedah—tetapi hanya dalam batas tonasenya. Jika Anda sedang mengevaluasi di mana batas itu seharusnya berada untuk variasi pekerjaan Anda, rem tekan CNC yang direkayasa dengan kekakuan rangka terverifikasi dan kontrol gaya yang dapat diprediksi—seperti yang dibuat oleh CN‑HAWE—menjadi langkah praktis berikutnya; jelajahi bagaimana kemampuan‑kemampuan ini berpadu dalam sebuah rem tekan yang dibangun untuk akurasi berulang tanpa harus bekerja di ambang batas.
Akurasi bukan hanya soal resolusi encoder. Itu adalah titik temu antara metode pengiriman gaya, kekakuan struktural, dan seberapa mulus sistem merespons ketika logam mendorong balik lebih keras dari yang diharapkan.
Dalam permainan catur ini, sistem penggerak Anda adalah strategi pembuka Anda. Jika memilih dengan buruk, Anda akan menghabiskan sisa permainan untuk mengimbangi mesin yang menambahkan ketidakpastiannya sendiri pada memori material.
Jadi jika arsitektur penggerak menentukan bagaimana gaya disalurkan dan dibatasi, apa yang terjadi ketika kita memperkecil fokus dari sumber tenaga ke geometri — bagaimana ram tetap sejajar, bagaimana backgauge diposisikan, dan bagaimana rangka menyeimbangkan defleksi dirinya sendiri di bawah beban?
Gulung strip 12 kaki pelat 10‑gauge di bawah punch, panggil program Anda, dan biarkan mesin bekerja pada 180 ton. Sudut terbaca 90° di ujung-ujungnya. Di bagian tengah, 90,7°. Kedalaman sama. Gaya sama. Hasil berbeda.
Tidak ada yang berubah dalam sistem penggerak. Yang berubah adalah bentuk mesin di bawah beban.
Ketika Anda menyalurkan gaya sebesar itu melalui ram, sisi rangka meregang secara mikroskopis dan meja bawah melengkung ke atas di bagian tengah. Baja di bawah tekanan tidak berdebat; ia memanjang. Mesin melakukan hal yang sama seperti yang dilakukan benda kerja Anda. Logam menginginkan tekanan seragam di sepanjang garis tekukan. Rangka memperkenalkan kelengkungannya sendiri dalam proses negosiasi.
Di sinilah para pemula sering tertipu. Mereka berpikir presisi terletak pada tonase dan resolusi encoder. Namun hal pertama yang Anda pelajari di lantai produksi adalah bahwa logam tidak pernah sekadar patuh — dan begitu pula rangka yang menahannya. Jika ram tidak sejajar, jika backgauge tidak tegak lurus dan repetitif, jika meja bawah tidak dikompensasi untuk defleksi, gaya yang Anda atur dengan hati-hati berubah menjadi geometri yang tidak merata.
Cara pengiriman gaya menetapkan batas atas. Geometri menentukan apakah Anda benar-benar dapat mencapainya.
Periksa Ukuran Anda: Ketika sudut Anda bervariasi di sepanjang panjangnya, apakah Anda menyesuaikan kedalaman secara membabi buta — atau menanyakan apakah mesinnya sendiri yang melengkung?
Berdirilah di depan rem CNC modern dan lihat tampilan bacaan: Y1 pada silinder kiri, Y2 pada silinder kanan. Dua angka. Mereka harus cocok dalam kisaran beberapa seperseribu inci.
Mesin lama menghubungkan kedua sisi secara mekanis. Satu sirkuit hidrolik, satu asumsi posisi. Tetapi di bawah beban, sisi kiri mungkin mengalami hambatan sedikit berbeda dari sisi kanan — perbedaan ketebalan material, beban yang tidak seimbang, keausan kecil pada rangka. Jika kedua sisi bergerak bersama secara buta, ram menjadi miring. Satu sisi menyentuh dasar lebih dulu. Sisi lainnya menyusul kemudian. Sekarang sudut tekukan Anda bervariasi dari kiri ke kanan.
Kontrol independen Y1/Y2 menggunakan skala linier di setiap sisi ram, mengirimkan posisi secara waktu nyata kembali ke CNC. Jika sisi kiri tertinggal 0,001 inci, pengontrol segera memperbaikinya. Sistem ini terus menyesuaikan, menjaga ram tetap sejajar dengan meja bahkan ketika 100 ton gaya berusaha memutarnya keluar dari kotak.
Di sinilah teori berhenti dan praktik dimulai. Bayangkan menekuk kotak empat sisi dengan flensa lipatan balik. Setelah dua tekukan pertama, bagian tersebut tidak lagi duduk rata. Beban bergeser ke satu sisi karena geometri yang tidak simetris. Tanpa koreksi independen, mesin akan mengikuti jalur dengan hambatan paling kecil. Logam cenderung miring. Ram harus menolak.
Kesalahan pemula: menganggap kesejajaran adalah kalibrasi satu kali. Bukan begitu. Keausan pemandu, penyimpangan silinder, bahkan penurunan lantai yang tidak merata dapat menyebabkan kemiringan seiring waktu. Jika Y1 dan Y2 tidak dipantau secara independen, kesalahan tidak akan terlihat sampai bagian mulai gagal inspeksi.
Periksa Pengukur Anda: Apakah Anda tahu deviasi Y1/Y2 yang diizinkan pada mesin Anda di bawah beban — atau Anda hanya mempercayai kalibrasi kemarin?
Sekarang pindah ke belakang garis tekukan. Backgauge mungkin tidak menarik perhatian, tetapi ia menentukan apakah sebuah bagian bisa dirakit atau malah dibuang.
Sumbu X mengontrol kedalaman — seberapa jauh bagian dimasukkan ke dalam cetakan. Sumbu R menggerakkan jari ke atas dan ke bawah. Tambahkan Z1 dan Z2, maka jari-jari dapat bergeser ke kiri dan kanan secara independen.
Pada braket berbentuk U sederhana, X dan R sudah cukup. Atur kedalaman, sesuaikan tinggi untuk panjang flensa, ulangi. Pengukur dua sumbu dapat menanganinya sepanjang hari.
Namun bayangkan Anda membentuk kotak tertutup di mana tekukan ketiga akan menabrak jari yang tetap. Dengan hanya X dan R, operator harus melepas bagian tersebut, memposisikan ulang secara manual, mungkin membaliknya, mungkin menyesuaikan sejajar dengan pemberhenti. Setiap sentuhan menambah variasi — terutama setelah dua atau tiga tekukan saat bagian menjadi lembek. Logam cenderung melendut oleh beratnya sendiri. Kedua tangan Anda menambah tekanan dengan cara yang tidak konsisten.
Sistem empat sumbu (X, R, Z1, Z2) memungkinkan jari-jari menyebar untuk menopang flensa yang tidak teratur dan memposisikan ulang secara otomatis antar tekukan. CNC memindahkan penopang ke tempat yang diminta oleh geometri. Anda menghilangkan dorongan manusia.
Tapi jangan berlebihan menjualnya. Kebanyakan bengkel menjalankan persentase tinggi bagian sederhana. Backgauge 8 sumbu tidak akan memperbaiki rel pemandu aus atau kopling longgar. Akurasi posisi gagal karena lima alasan umum: keausan mekanis, komponen penggerak longgar, masalah encoder, kekakuan jari yang tidak cukup, dan ekspansi termal. Kalibrasi harus dilakukan terlebih dahulu. Pemeriksaan mekanis kedua. Stabilitas termal ketiga. Jika Anda mengejar parameter perangkat lunak sebelum memeriksa hal-hal itu, Anda bermain catur tanpa melihat separuh papan.
Presisi bukanlah jumlah sumbu. Itu adalah posisi yang terkendali dan berulang di kondisi bengkel yang nyata.
Periksa Pengukur Anda: Apakah Anda menambah sumbu untuk menyelesaikan masalah geometri — atau mengabaikan pergeseran mekanis yang tidak bisa dikoreksi oleh perangkat lunak apa pun?
Ambil tekukan sepanjang 12 kaki yang sama itu. Lengkungan tengah pada beban berat dapat mencapai beberapa ribu bagian inci. Kedengarannya kecil sampai Anda ingat bahwa pada air bending, perubahan sudut sangat sensitif terhadap kedalaman. Variasi penetrasi 0,001 inci dapat menggeser sudut secara signifikan, terutama pada material yang lebih tipis.
Sistem crowning mengimbangi hal ini dengan memperkenalkan sedikit lengkungan ke atas pada meja sebelum beban mencapai puncaknya. Crowning mekanis menggunakan baji di sepanjang balok bawah. Crowning hidraulik menggunakan silinder kecil. Idemnya sederhana: pra-tekuk mesin berlawanan arah dengan kecenderungan defleksi alami.
Triknya ada pada perhitungan. Kompensasi yang diperlukan bergantung pada tonase, ketebalan material, lebar cetakan, dan panjang tekukan. Terlalu sedikit crowning, maka bagian tengah akan terbuka. Terlalu banyak, maka bagian tengah melengkung berlebihan sementara ujung tetap dangkal. Logam menginginkan tegangan yang seragam. Crowning adalah cara Anda bernegosiasi dengan rangka agar tidak mendistorsi bidang tegangan tersebut.
Kesalahan pemula: menyetel crowning sekali lalu dibiarkan. Beralih dari baja ringan 14-gauge ke baja tahan karat 10-gauge, tonase per kaki melonjak. Kurva defleksi berubah. Begitu juga kompensasinya.
Periksa Pengukur Anda: Saat mengganti material atau panjang, apakah Anda menghitung ulang crowning — atau hanya berharap pengaturan kemarin masih berlaku?
Sekarang tambahkan waktu ke dalam persamaan.
Kamu memulai lari pagi. Bengkel terasa sejuk. Menjelang sore, mesin telah beroperasi ratusan kali. Sekrup utama menghangat. Minyak hidrolik memanas. Rangka baja mengembang. Beberapa ribu inci pertumbuhan termal pada sistem posisi sudah cukup untuk menggeser panjang flange di luar toleransi.
Sistem kelas atas menggunakan encoder linier yang dipasang langsung pada ram dan kadang sensor suhu yang dihubungkan dengan algoritma kompensasi. Alih‑alih mengasumsikan panjang sekrup sama dengan posisi, mereka mengukur lokasi balok yang sebenarnya. Beberapa kontrol menerapkan faktor pertumbuhan termal setelah mesin mencapai suhu kerja.
Sebagian besar bengkel melewatkan siklus pemanasan. Mereka mengkalibrasi saat dingin, menjalankan mesin saat panas, dan mengejar dimensi yang melayang dengan mengedit program. Logam menginginkan konsistensi. Lingkungan diam‑diam mengubah aturan.
Dan ingat juga bagian itu sendiri. Setelah beberapa kali tekukan, terutama pada baja tahan karat tipis, kekakuan menurun. Tekukan ketiga dalam urutan mungkin berbeda bukan karena pengukur meleset, tetapi karena bagian tersebut menekuk terhadap jari‑jari secara berbeda. Lengan penopang, urutan yang tepat, dan tekanan operator yang konsisten sama pentingnya dengan resolusi servo.
Inilah bagian yang tidak dibanggakan siapa pun di brosur: presisi adalah sistem yang terdiri dari geometri mesin, logika kompensasi, kontrol lingkungan, dan disiplin operator. Hapus satu, dan yang lain tidak akan mampu menanggung beban.
Periksa Pengukur Anda: Sebelum menyalahkan CNC, apakah Anda sudah membiarkan mesin mencapai stabilitas termal dan memverifikasi kompensasi aktif — atau Anda hanya memperbaiki gejala, bukan penyebab?
Pertanyaan berikutnya, dan ini bersifat strategis: setelah geometri dan kompensasi dikendalikan, bagaimana metode penekukan itu sendiri — penekukan udara versus penekukan dasar — mengubah cara gaya dan defleksi saling berinteraksi?
Anda telah menyelaraskan ram. Anda telah mengompensasi defleksi. Anda telah memanaskan mesin dan memverifikasi pengukur.
Sekarang keputusan sebenarnya muncul.
Setelah geometri dan kompensasi berada di bawah kendali, metode penekukan yang Anda pilih menulis ulang hubungan antara gaya, defleksi, dan akurasi sudut. Penekukan udara dan penekukan dasar bukan hanya dua cara untuk mencapai sudut yang sama — tapi dua filosofi tentang seberapa kuat Anda menekan baja dan seberapa banyak Anda membiarkannya bernapas.
Namun hal pertama yang Anda pelajari di lantai produksi adalah bahwa logam tidak pernah patuh begitu saja.
Dalam penekukan udara, Anda berhenti sebelum menghancurkan lembaran ke dalam cetakan. Punch menekan material ke bukaan V‑die, dan sudut akhir dikendalikan oleh kedalaman penetrasi, bukan dengan memaksa ujung punch sepenuhnya menyesuaikan sudut die. Logam menjembatani bahu die seperti sebuah jembatan. Ia bernegosiasi. Anda sedang membentuk tegangan, bukan mengunci geometri.
Penekukan dasar membalik logika itu. Anda menekan punch lebih dalam hingga material sepenuhnya bersentuhan dengan permukaan die. Dalam proses coining, Anda melangkah lebih jauh — memberikan tekanan cukup untuk mendefORMasi radius tekuk bagian dalam secara plastis dan mengalahkan efek pegas balik dengan kekuatan penuh. Logam tidak banyak diberi kesempatan untuk bernegosiasi. Anda sedang menentukan seperti apa memorinya nanti.
Jadi strategi mana yang menghormati fisika yang baru saja Anda upayakan dengan keras untuk dikendalikan?
Periksa Pengukur Anda: Sebelum memilih metode, apakah Anda bertanya bagaimana logam akan menanggung tegangan — atau hanya seberapa cepat Anda bisa mencapai 90 derajat?
Penekukan udara adalah kontrol kedalaman, bukan pemaksaan bentuk.
Karena punch tidak pernah sepenuhnya menempatkan material ke dalam sudut die, tenaga yang diperlukan tetap jauh lebih rendah daripada penekukan dasar. Gaya yang lebih rendah berarti defleksi rangka lebih kecil, tegangan perkakas lebih sedikit, dan kelelahan pada bagian itu sendiri berkurang. Dalam aplikasi yang sensitif terhadap kelelahan, pengurangan tegangan internal tersebut dapat lebih penting daripada ketepatan setengah derajat.
Logam ingin kembali melenting. Dalam pembengkokan udara, Anda merencanakannya. Anda sengaja melakukan pembengkokan berlebih — mungkin sampai 93 derajat untuk mencapai 90 setelah dilepaskan — dan Anda membiarkan pemulihan elastis menyelesaikan gerakan. Itu berarti keakuratan sudut bergantung pada posisi ram yang presisi dan kontrol kedalaman yang konsisten. Perbedaan sekecil ribuan inci pun penting.
Keuntungannya adalah fleksibilitas. Mengubah ketebalan material? Sesuaikan kedalamannya. Mengubah sudut target? Sesuaikan kedalamannya. Satu set punch dan die dapat menghasilkan berbagai sudut tanpa mengganti alat. Itulah sebabnya sebagian besar bengkel CNC modern menggunakan pembengkokan udara untuk sebagian besar pekerjaan mereka. Kecepatan tetap tinggi. Keausan alat tetap wajar. Mesin tidak harus melawan dirinya sendiri di setiap siklus.
Namun pembengkokan udara menuntut mesin yang disiplin. Ketepatan pengulangan ram, akurasi crowning, konsistensi backgauge — jika semua itu melenceng, maka sudut pun akan melenceng bersamanya. Tidak ada permukaan die yang akan “mengoreksi” Anda di akhir tekanan.
Periksa Alat Ukur Anda: Apakah mesin Anda cukup presisi dalam kontrol kedalaman untuk membuat pembengkokan udara bekerja bagi Anda — atau apakah Anda berharap die memperbaiki apa yang tidak bisa diulang oleh ram?
Bottoming adalah asuransi melalui tekanan.
Pada rem mekanis lama tanpa kontrol ram yang halus, operator menggunakan bottoming untuk mengkompensasi ketidakakuratan posisi. Dengan memaksa lembaran menempel sepenuhnya pada sudut die, geometri alat menentukan hasilnya meskipun kedalaman langkah sedikit bervariasi. Baja ditekan agar sesuai dengan bentuk.
Coining melangkah lebih jauh. Tonnage yang sangat tinggi memampatkan material di garis tekukan, sedikit menipiskannya dan secara plastis menetapkan sudut sehingga pegas balik hampir dihilangkan. Anda mendapatkan pengulangan sudut yang sangat ketat — terkadang dalam setengah derajat — terutama pada material tipis di mana penumpukan toleransi sangat ketat.
Namun tidak ada yang gratis.
Tonnage tinggi berarti defleksi rangka lebih besar selama langkah berlangsung. Beban lebih besar pada bantalan. Tegangan lebih tinggi pada punch dan die. Beberapa pabrikan alat secara terbuka memperingatkan terhadap pembengkokan bottom secara rutin karena risiko ada pada alat yang retak dan mesin yang bekerja terlalu berat. Pekerja baru menyipitkan mata ke arah tabel tonnage, menekan pedal lebih keras dari yang diperlukan, dan menunggu baja menyerah.
Itu adalah jebakan bagi pemula.
Bottoming dan coining memiliki tempatnya — pekerjaan lembaran tipis dengan toleransi ketat, mesin lama dengan kontrol terbatas, bagian di mana pegas balik minimal sangat penting. Namun Anda harus memastikan tonnage terukur per kaki pada rem Anda dan membandingkannya dengan kebutuhan sebenarnya. Jika terlampaui, rangka akan menjadi titik lemah dalam rantai presisi Anda.
Periksa Alat Ukur Anda: Apakah Anda memilih bottoming karena bagian memang benar-benar membutuhkannya — atau karena Anda tidak mempercayai kontrol kedalaman Anda?
Pembengkokan udara dan bottoming dapat berbeda dalam kebutuhan tonnage hingga kelipatan, bukan persentase.
Dalam pembengkokan udara, tonnage terutama tergantung pada kekuatan material, ketebalan, pembukaan die, dan panjang tekukan. Perbesar lebar V‑die, maka tonnage yang diperlukan akan turun — tetapi radius tekukan bagian dalam Anda meningkat. Ini adalah pertukaran: gaya lebih rendah untuk radius lebih besar.
Bottoming mengabaikan kelonggaran itu. Karena Anda memaksa kontak penuh dengan sudut die, tonnage yang diperlukan meningkat secara signifikan — sering kali beberapa kali lebih tinggi daripada pembengkokan udara setara untuk material dan ketebalan yang sama. Coining membutuhkan lebih banyak lagi, terkadang mendekati batas atas kapasitas mesin pada bagian yang panjang.
Dan tonnage yang lebih tinggi berarti lebih banyak defleksi yang harus dikompensasi.
Ingat pembahasan tentang crowning. Defleksi berbanding lurus dengan beban. Jika Anda beralih dari pembengkokan udara ke bottoming pada bagian yang panjang, nilai kompensasi sebelumnya tidak lagi berlaku. Rangka memperkenalkan kurvanya sendiri ke dalam proses penyesuaian. Anda harus menghitung ulang atau Anda akan mengejar variasi sudut di sepanjang panjangnya.
Jadi metode bukan hanya tentang kontrol sudut. Ini tentang seberapa keras Anda meminta mesin bekerja — dan seberapa banyak koreksi geometris yang harus Anda terapkan untuk menjaga keakuratan.
Periksa Ukuran Anda: Saat Anda mengubah metode, apakah Anda menghitung ulang tonase dan kompensasi — atau menganggap pengaturan lengkungan udara kemarin masih bertahan untuk beban penekukan dasar hari ini?
Perkakas adalah tempat di mana filosofi menjadi baja.
Dalam penekukan udara, radius lengkungan bagian dalam terbentuk sebagai fungsi dari bukaan cetakan — biasanya sekitar sebagian dari lebar tersebut. Logam secara alami ingin melengkung di antara bahu cetakan. Pilih V yang lebih lebar, maka radius akan terbuka. Pilih V yang lebih sempit, maka radius akan mengencang tetapi tonase meningkat.
Penekukan dasar menuntut sudut cetakan yang sangat sesuai dengan sudut pukulan dan sudut target. Jika Anda menekan pukulan 90 derajat ke dalam cetakan 88 derajat, Anda memaksa koreksi melalui tekanan. Tekanan itu bergerak ke suatu tempat — ke dalam perkakas dan rangka mesin.
Satu set cetakan tidak dapat menangani setiap ketebalan karena setiap ketebalan memiliki kekuatan luluh dan perilaku springback yang berbeda. Sebuah cetakan yang bekerja dengan indah untuk baja lunak 16 gauge dapat membebani mesin ketika digunakan untuk menekan baja tahan karat 10 gauge. Logam ingin mendistribusikan tegangan sepanjang garis yang dapat diprediksi; perkakas yang tidak cocok akan memusatkan tegangan di tempat yang salah.
Di sinilah permainan catur menjadi tajam. Anda tidak hanya memilih alat. Anda memilih bagaimana medan tegangan akan terbentuk di dalam bagian, seberapa jauh rangka akan melengkung, dan seberapa banyak kompensasi yang harus Anda terapkan agar tetap dalam toleransi.
Pilih metodologi Anda sebelum Anda menginjak pedal.
Karena begitu peluncur mulai turun, fisika sudah bergerak.
Periksa Ukuran Anda: Apakah pilihan perkakas Anda selaras dengan metode penekukan dan kekuatan material — atau apakah Anda meminta satu set cetakan untuk memecahkan masalah yang tidak pernah dirancang untuk ditanggungnya?
Anda tidak mulai dengan bertanya, “Mesin press brake mana yang harus saya beli?”
Anda mulai dengan bertanya, “Apa yang akan diminta bagian ini dari baja — dan seberapa keras baja akan melawan?”
Itu terdengar filosofis sampai Anda membeli mesin yang terlalu kecil, memecahkan cetakan, atau melihat tempat tidur yang panjang melengkung di tengah karena perhitungan Anda mengasumsikan rangka yang sepenuhnya kaku — sesuatu yang tidak ada di luar buku teks. Rumus mengasumsikan gaya seragam, tanpa lendutan, distribusi sempurna. Mesin nyata akan melengkung di bawah beban. Baja nyata memantul kembali secara tidak merata. Logam itu mengingat.
Jadi matriks keputusan bukanlah daftar belanjaan. Itu adalah peta gaya. Anda menentukan geometri bagian, toleransi, kekuatan material, dan metode penekukan terlebih dahulu. Hanya setelah itu Anda akan melihat kelas mesin apa yang dapat bertahan dalam negosiasi tersebut tanpa berbohong kepada Anda tentang presisi.
Periksa Ukuran Anda: Apakah Anda mendefinisikan mesin berdasarkan spesifikasi katalog — atau berdasarkan gaya yang benar-benar akan dihasilkan oleh bagian Anda?
Letakkan gambar di meja kerja.
Perhatikan panjang flensa, radius bagian dalam, lengkungan balik, panjang keseluruhan. Kotak empat sisi dengan flensa balik yang rapat bukan hanya “sebuah kotak.” Ia membatasi akses cetakan. Ia membatasi lebar V-die. Dan satu batasan itu saja dapat menggandakan tonase Anda bahkan sebelum Anda menginjak pedal.
Inilah bagian yang sering dilewatkan oleh pemula: bukaan V-die sering kali menjadi variabel dominan. Mengecilkan V dari delapan kali ketebalan material menjadi enam dapat menyebabkan lonjakan gaya yang signifikan. Logam ingin mengalir di atas bahu yang lebih lebar; persempit bahu tersebut dan perlawanan meningkat. Perlawanan itu langsung mengalir ke peluncur Anda, perkakas Anda, dan rangka mesin Anda.
Jadi geometri menentukan pilihan cetakan. Pilihan cetakan menentukan tonase. Tonase menentukan kelas mesin.
Bukan sebaliknya.
Jika gambar mengharuskan radius dalam yang ketat dan lebih kecil dari apa yang secara alami dihasilkan oleh penekukan udara dengan bukaan V yang wajar, Anda sudah memojokkan diri sendiri ke arah bottoming atau cetakan sempit. Itu berarti pengali gaya yang lebih tinggi. Itu berarti lebih banyak defleksi yang harus dikompensasi.
Sebelum Anda membaca brosur, jawab ini: bukaan cetakan seperti apa yang sebenarnya diizinkan oleh bagian ini?
Sekarang kita menghitung — tapi kita menghitung dengan jujur.
Sebagian besar rumus penekukan udara tampak rapi di atas kertas. Ketebalan dikuadratkan, dikalikan dengan panjang tekukan, dibagi dengan bukaan cetakan, dikalikan dengan konstanta. Cukup rapi sehingga pemula mempercayainya tanpa ragu.
Namun hal pertama yang Anda pelajari di lantai produksi adalah bahwa logam tidak pernah patuh begitu saja.
Rumus dasar itu mengasumsikan penekukan udara. Beralih ke bottoming dan Anda bisa melipatgandakan tonase yang dibutuhkan beberapa kali. Coining? Lebih tinggi lagi. Saya pernah melihat pekerjaan yang tampak aman di atas kertas ternyata berjalan di ambang bahaya setelah metodenya berubah.
Dan inilah jebakan kedua: kalkulator mengeluarkan angka — katakanlah 38 ton — dan orang baru mengira mesin 40 ton itu sempurna. Tidak ada margin untuk defleksi. Tidak ada margin untuk variasi material. Tidak ada margin untuk siklus berulang yang melelahkan perkakas dan tempat tidur seiring waktu.
Mesin tidak sepenuhnya kaku. Di bawah tekukan panjang dan berat, bagian tengah melengkung. Tanpa crowning yang memadai — kompensasi ke atas yang sengaja dibangun ke dalam tempat tidur — sudut Anda terbuka di tengah meskipun perhitungan Anda “benar.”
Jadi perhitungan tonase adalah langkah pertama. Kapasitas defleksi dan sistem kompensasi adalah langkah kedua. Abaikan langkah kedua dan presisi Anda akan lenyap di bawah beban.
Periksa Pengukur Anda: Apakah Anda menambahkan margin keamanan yang nyata dan memperhitungkan defleksi — atau Anda mempercayai matematika ideal untuk bertahan menghadapi baja yang sebenarnya?
Sebuah bengkel kecil yang menekuk braket pendek dari baja lunak tidak membutuhkan mesin yang sama dengan lantai produksi yang menjalankan panel baja tahan karat setinggi dua belas kaki sepanjang hari.
Namun “layak minimum” tidak berarti “hanya cukup untuk bertahan satu tekukan.”
Bengkel dengan volume rendah sering terperangkap diam-diam: mereka membeli mesin dengan kapasitas pas karena pekerjaan secara teknis masuk. Lalu suatu hari pelanggan mengganti material ke 304 stainless. Kekuatan leleh melonjak. Springback meningkat. Tonase yang dibutuhkan naik. Tiba-tiba setiap tekukan berjalan di dekat beban maksimum.
Beroperasi di batas maksimum seperti mengemudi truk dengan mesin di garis merah. Rangka lebih banyak melentur. Hidrolik bekerja keras. Presisi melenceng seiring panas meningkat.
Lingkungan produksi berpikir secara berbeda. Mereka membeli ruang lebih — bukan untuk gengsi, tapi untuk stabilitas. Mesin yang beroperasi di 60–70% dari kapasitas terukur berperilaku lebih dapat diprediksi. Lebih sedikit defleksi. Lebih sedikit keausan. Sudut lebih konsisten dari satu shift ke shift berikutnya.
Biaya tersembunyi dari mesin yang kekecilan bukan hanya perkakas yang rusak. Tapi inkonsistensi.
Jadi tanyakan pada diri Anda: apakah press brake ini dimaksudkan untuk bertahan menghadapi pekerjaan sesekali — atau memberikan geometri yang konsisten di bawah tekanan harian?
Inilah sudut pandang yang ingin aku kamu bawa ke depan.
Bukan “Seberapa besar remnya?” Bukan “Hidraulik atau elektrik?”
Tanyakan tiga ini:
1. Metode pembengkokan apa yang memaksa saya gunakan untuk bagian dengan toleransi paling ketat? Jika pekerjaan paling menuntut Anda memerlukan metode bottoming atau cetakan sempit, dasar tonase Anda langsung meningkat. Metode adalah pengali.
2. Bukaan cetakan seperti apa yang secara realistis diizinkan oleh geometri saya? Jika persyaratan akses atau radius membuat Anda harus menggunakan bukaan V kecil, hitung gaya berdasarkan batasan itu — bukan dari rasio ideal di buku teks.
3. Bagaimana mesin akan mengontrol defleksi di bawah beban tersebut? Apakah ia memiliki jangkauan crowning yang cukup? Kontrol ram independen? Akurasi kedalaman yang dapat diulang cukup halus untuk pembengkokan udara jika Anda memilihnya? Sebab tonase tanpa kontrol geometris adalah kekuatan kasar, dan kekuatan kasar adalah cara rangka bisa melengkung keluar dari kebenaran.
Inilah bagian yang tidak terlihat jelas: press brake tidak ditentukan oleh gaya maksimum. Ia ditentukan oleh seberapa cerdas ia mengelola gaya di bawah batasan spesifik Anda.
Anda tidak sedang membeli tenaga. Anda sedang membeli negosiasi yang terkontrol dengan memori material dan defleksi mesin.
Dan jika Anda mendefinisikan negosiasi itu dengan jelas sebelum Anda mendefinisikan mesin, baja berhenti memberi Anda kejutan.
Pertanyaan selanjutnya bukanlah mesin apa yang harus dipilih.
Melainkan apakah Anda siap menghormati fisika sebelum menekan pedal.


















