

Una lámina de 10 pies de calibre 14 se desliza en la matriz. El novato entrecierra los ojos ante la tabla de tonelaje, pisa el pedal con más fuerza de la necesaria y espera a que el acero se rinda. Lo hace.
Luego retrocede dos grados y araña la pintura donde el punzón presionó demasiado fuerte.
Si esto fuera solo una plegadora metálica en el sentido del diccionario—algo que “dobla metal”—más fuerza significaría más certeza. Pero lo primero que aprendes en el taller es que el metal nunca obedece simplemente. Negocia.

Imagina una plegadora de 90 toneladas doblando chapa pintada fina de calibre 16. La tabla de tonelaje dice que solo necesitas una fracción de esa capacidad. Aun así, la máquina la tiene en reserva, y los principiantes se sienten más seguros confiando en la potencia.
Aquí está la trampa: el metal quiere resistir lo suficiente para almacenar energía y luego liberarla como retroceso elástico. Si sobrepasas el punto óptimo, no obtienes un pliegue más nítido, sino marcas de matriz, piezas abombadas y desgaste acelerado de las herramientas. La fuerza adicional no mejora la geometría; magnifica cada desalineación en el montaje.
He visto operadores perseguir errores de ángulo ajustando más profundidad. Creen que corrigen con fuerza. En realidad, lo que hacen es deformar más allá del eje neutro planificado—la capa en la chapa que no se estira ni se comprime durante el doblado—y provocar inconsistencias de pieza en pieza.
Una plegadora se mide en toneladas, pero vive o muere en milésimas de pulgada.
Revisa tu calibre: Si crees que más pedal equivale a más precisión, sigues pensando como un operador de martillo, no como un operador de plegadora.

Vamos a ralentizar el momento.
A medida que el punzón desciende hacia la matriz en V, las fibras externas de la chapa se estiran. Las fibras internas se comprimen. Entre ellas se encuentra ese eje neutro, que se desplaza ligeramente según el material y las herramientas. El metal quiere distribuir el esfuerzo a lo largo de esa curva, no colapsar bajo ella.
El verdadero doblado es una deformación plástica controlada: excedes el límite elástico solo lo suficiente para que la forma permanezca una vez que liberas la presión. Deformar, su pariente torpe, es lo que ocurre cuando ignoras cómo fluye el esfuerzo. Aplanas la estructura del grano, magullas las superficies y pierdes repetibilidad.
La diferencia se mide en control de profundidad, precisión del tope trasero y paralelismo del ariete—no en tonelaje máximo. Dos grados de retroceso elástico en acero dulce pueden requerir un sobrepliegue calculado de dos grados y medio. Eso es negociación, no dominación.
Si doblar consiste en exceder el límite elástico con intención, ¿qué más dentro de la máquina debe comportarse con la misma precisión?
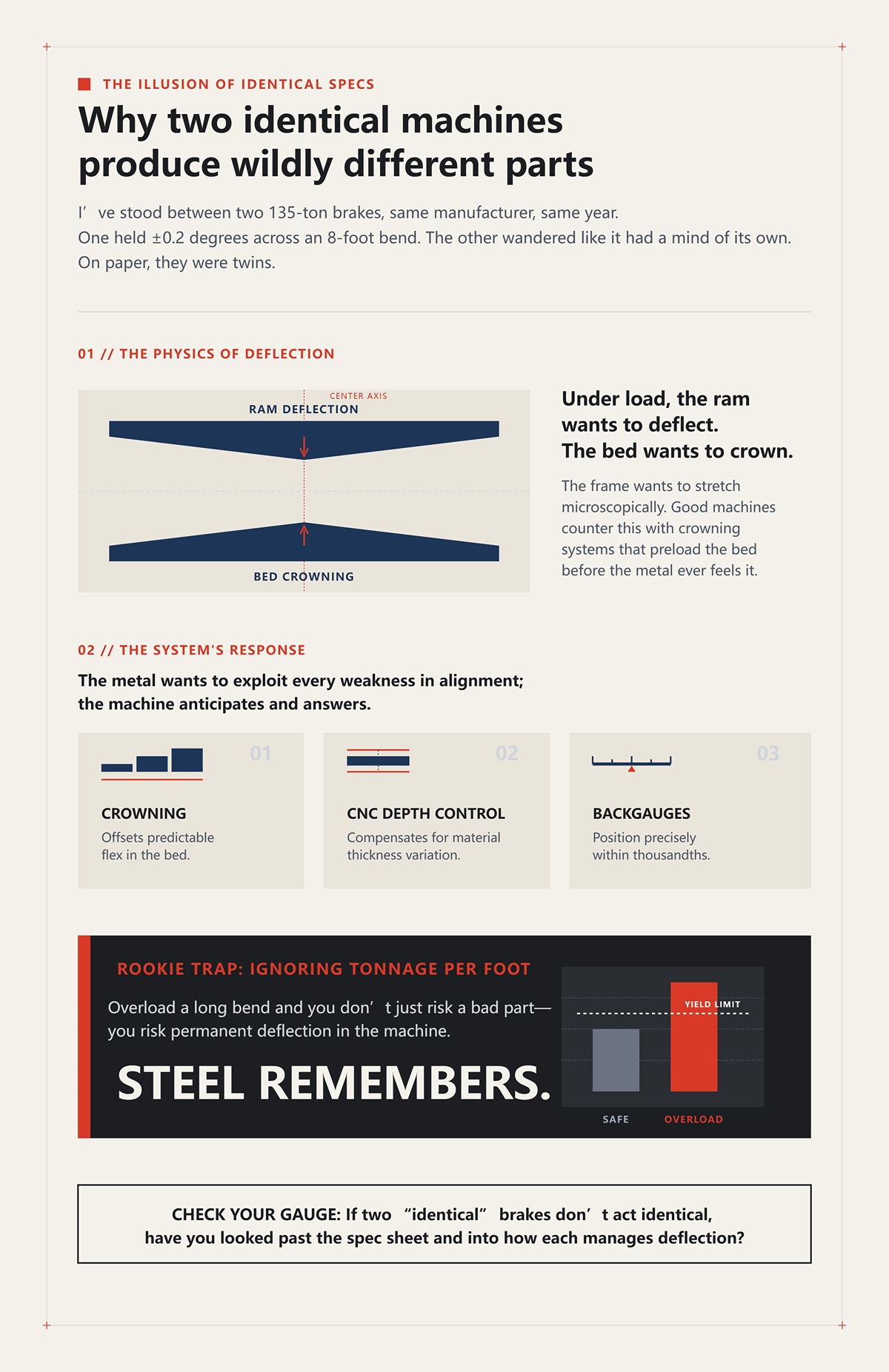
He estado entre dos plegadoras de 135 toneladas, del mismo fabricante, del mismo año. Una mantenía ±0.2 grados en un pliegue de 8 pies. La otra se desviaba como si tuviera mente propia.
En el papel, eran gemelas.
Bajo carga, sin embargo, el ariete de cualquier prensa tiende a desviarse en el centro. La bancada tiende a arquease. El bastidor quiere estirarse microscópicamente. Las buenas máquinas contrarrestan esto con sistemas de coronado—ajustes mecánicos o hidráulicos que precargan la bancada para combatir la deflexión antes de que el metal siquiera la sienta.
Ahí es donde el sistema se revela. El control de profundidad CNC compensa la variación de espesor del material. Los topes traseros se posicionan con precisión de milésimas. El coronado compensa la flexión predecible. El metal quiere aprovechar cada debilidad en la alineación; la máquina anticipa y responde.
Error de principiante: ignorar la tonelada por pie. Sobrecargar una plegada larga y no solo arriesgas una pieza defectuosa—arriesgas una deflexión permanente en la máquina. El acero recuerda.
Revisa tu calibre: Si dos prensas “idénticas” no actúan igual, ¿has mirado más allá de la hoja de especificaciones para ver cómo cada una maneja la deflexión?
Llámala una plegadora de metal y te imaginas una bisagra y un empuje. Pasa suficiente tiempo frente a los controles y verás otra cosa.
La prensa coordina tres conversaciones a la vez: fuerza aplicada a través del ariete, movimiento guiado por los ejes CNC y comportamiento del material determinado por la dirección del grano, la tolerancia de espesor y el rebote elástico. Cambia una variable y las demás responden. El metal quiere volver a plano; la máquina lo contrarresta con una sobreflexión calculada. El bastidor quiere flexionarse; el sistema de coronado lo precarga para oponerse. El operador quiere velocidad; la física exige paciencia.
Eso no es fuerza bruta. Es gestión de la fuerza bajo restricción—como jugar ajedrez contra un oponente que recuerda cada movimiento.
Y si todo el juego trata de cómo el metal almacena y libera tensión, ¿qué sucede exactamente dentro de la lámina en el instante en que el punzón hace contacto?
Ponte al lado de la prensa y observa atentamente. El punzón ni siquiera se ha hundido en la matriz en V todavía—solo primer contacto—y la chapa ya se abolla bajo la punta. No se ha formado ángulo. No hay pliegue dramático. Solo una leve hendidura donde la tensión comienza a concentrarse.
Ese instante importa.
La superficie exterior bajo la punta del punzón siente primero la tensión de tracción—quiere estirarse. La superficie interior, presionada hacia los hombros de la matriz, quiere comprimirse. Entre ellas se encuentra el eje neutro, la fina capa interna que ni se estira ni se comprime. No permanece amablemente centrado; se desplaza hacia el radio interior a medida que aumenta la carga. El metal quiere mover ese eje para protegerse, redistribuyendo la deformación donde el grano puede tolerarla.
En esta fase, todo es elástico. Elástico significa temporal. Podrías detener el ariete antes, liberar la presión, y la chapa se aplanaría como si nada hubiera ocurrido. Esa es la memoria del metal—su estructura interna de entramado resistiendo una reorganización permanente.
Sigue descendiendo.
La tensión en las fibras exteriores finalmente supera el límite elástico—el punto en el cual el material deja de comportarse como un resorte y comienza a fluir plásticamente. Ahora estás reorganizando la estructura del grano. Ahora estás gastando la memoria del metal, no solo pidiéndosela prestada. Esta transición de elástico a plástico no es un precipicio; es una estrecha cresta. Si la cruzas limpiamente obtienes dobleces repetibles. Si te quedas demasiado superficial obtienes rebote impredecible. Si profundizas demasiado, dañás el utillaje y desplazas el eje neutro de manera impredecible.
Por eso una prensa con repetibilidad del ariete de ±0.01 mm aún produce piezas con variaciones cinco veces mayores en el mundo real. La variación de espesor, la dirección del grano, el desgaste de las herramientas—todos alteran el punto donde realmente ocurre esa transición elástica‑plástica. La máquina puede alcanzar la misma profundidad en cada ciclo, pero el material no responde de manera idéntica.
La primera jugada en esta partida de ajedrez ocurre antes de que el ángulo sea visible.
Comprueba tu calibre: cuando el punzón toca por primera vez la chapa, ¿piensas en el ángulo o en el punto donde realmente comienza el límite elástico?
Dobla una pieza de acero dulce hasta un medido de 93 grados bajo carga. Suelta el pistón. Se abre a 90.
Esa diferencia de tres grados no es un error. Es energía elástica almacenada que se libera.
A medida que el punzón fuerza la lámina dentro de la matriz, las fibras exteriores se estiran más allá del límite de fluencia, pero las capas más profundas, más cerca del eje neutro, pueden permanecer elásticas. Cuando se libera la presión, esas zonas elásticas se recuperan, abriendo ligeramente el pliegue. El metal quiere volver a plano porque parte de él nunca aceptó quedarse doblado.
El doblado por aire—el método más común—se basa en este comportamiento. El punzón nunca toca fondo; controla el ángulo mediante la profundidad de penetración. Eso significa que la recuperación elástica debe predecirse y compensarse con un sobre-doblado calculado. En acero dulce, tal vez 1–3 grados. En materiales de alta resistencia, más. En chapa delgada, a menudo proporcionalmente mayor que en placa gruesa.
Aquí está la parte que contradice la intuición del principiante: el material más grueso normalmente muestra menos porcentaje de recuperación elástica que la chapa delgada. El material delgado tiene una porción mayor de su sección transversal comportándose elásticamente en relación con la zona plástica. Así que esa endeble lámina calibre 20 puede requerir un sobre-doblado más agresivo que una placa calibre 10. El metal tiende a volver con más fuerza cuando no ha comprometido mucha de su espesor al flujo plástico.
Hay otro camino: el “bottoming” o acuñado. Se introduce el punzón lo suficiente como para presionar el material firmemente en el ángulo de la matriz, aplastando gran parte de esa memoria elástica. La recuperación se reduce casi a cero. Suena perfecto—hasta que calculas la tonelada requerida. El acuñado puede requerir varias veces la fuerza del doblado por aire y a menudo ángulos de herramientas dedicadas. Eso no es solo energía; son esfuerzos en el bastidor, desgaste de la herramienta y costo de preparación. La precisión comprada con carga bruta es costosa.
Así que sobre-doblamos en su lugar—no porque sea tosco, sino porque es eficiente. Aceptamos que el metal recuperará unos grados y planificamos el movimiento con antelación.
El novato entrecierra los ojos mirando la tabla de tonelaje, pisa el pedal más fuerte de lo necesario y espera que el acero se rinda. Pero la rendición no es el objetivo. La predicción lo es.
Si la recuperación elástica es la memoria del metal manifestándose, ¿por qué esa memoria cambia tan drásticamente entre aleaciones?
Toma dos láminas, de igual espesor: una de acero dulce y otra de acero inoxidable 304. Configura herramientas idénticas. Dobla ambas a la misma profundidad programada.
El inoxidable se abre más al soltarlo.
El acero inoxidable tiene una mayor resistencia al límite de fluencia y una brecha más amplia entre la fluencia y la resistencia a la tracción máxima. Eso significa que puede almacenar más energía elástica antes e incluso durante la deformación plástica. El metal tiende a estirarse y aún mantener un fuerte tirón hacia su alineación de red original. Así que la recuperación se incrementa y el tonelaje requerido aumenta en consecuencia.
El aluminio juega un juego diferente. Módulo de elasticidad menor que el del acero. Eso significa que, para el mismo esfuerzo, se deforma más elásticamente. Se siente blando bajo el punzón, pero recupera de forma agresiva en relación con su límite de fluencia. El metal tiende a moverse fácilmente—y luego recuperarse más de lo esperado.
La dirección del grano añade otra capa. Doblar perpendicularmente a la dirección de laminado y el material normalmente tolera radios interiores más ajustados. Doblar paralelo, y el riesgo de agrietamiento aumenta porque se le pide a los granos alargados que se abran a lo largo de su longitud. El metal tiende a dividirse a lo largo de su orientación más débil.
Aquí es donde las tablas “estándar de tonelaje por pie” se convierten en puntos de partida, no en garantías. Suponen espesor nominal, propiedades promedio y herramientas recién afiladas. Los rollos reales varían. Unos milésimos más gruesos a lo largo de un doblez de 10 pies pueden cambiar los requisitos de tonelaje lo suficiente como para alterar el ángulo final. Por eso los operadores experimentados ajustan la profundidad en función de pruebas de doblado, no por fe ciega.
Verifica tu calibre: cuando pasas de acero dulce a inoxidable, ¿cambias solo el tonelaje—o también tu expectativa de cómo el material recordará el doblez?
Imagina una sección transversal del doblez bajo magnificación. Granos exteriores alargados. Granos interiores comprimidos y ligeramente abollados. En algún punto entre ellos, un límite donde el comportamiento elástico se desvanece en flujo plástico.
Tu trabajo es posicionar ese límite de manera deliberada.
Demasiado superficial, y gran parte del espesor sigue siendo elástico. La curva parece correcta bajo carga, pero se abre de manera impredecible. Demasiado profunda, y fuerzas una deformación plástica excesiva, adelgazando el radio exterior y arriesgando microgrietas, especialmente en materiales de alta resistencia o granos mal orientados. El metal busca proteger su estructura interna; si empujas sin cuidado, responde con fracturas o inconsistencias.
El punto óptimo es aquel en el que suficiente parte de la sección transversal ha cedido para anclar la forma, pero no tanto como para dañar la integridad o sobrecargar la máquina. Ese equilibrio depende de la selección del radio interior, del ancho de apertura de la matriz (a menudo unas 8 veces el espesor del material para el doblado al aire en acero dulce) y del control preciso de la profundidad.
Por eso el doblado consume mucha menos energía que el mecanizado. No estamos eliminando material; estamos persuadiéndolo para que fluya justo por encima del límite elástico. Eficiente, sí. Pero esa eficiencia viene con sensibilidad. Pequeñas variaciones en el espesor o el desgaste de la herramienta desplazan el límite elástico-plástico, y tu ángulo se desvía.
Entonces, la prensa plegadora no está aplastando el acero hasta su rendición. Está posicionando las tensiones con intención, de modo que cuando la presión se libera, el material se asienta exactamente donde lo habías previsto.
Y si la memoria y el grano del metal dictan gran parte del resultado, ¿qué tipo de arquitectura de máquina se necesita para manejar esas fuerzas sin introducir sus propios errores?
Dos prensas plegadoras están una al lado de la otra en el taller. Ambas con capacidad nominal de 135 toneladas. El mismo utillaje. El mismo operario. La misma tira de 10 pies de acero dulce calibre 11.
Una mantiene ±0,5° a lo largo de toda la pieza después de una sola corrección. La otra se desvía un grado en el centro y necesita ajustes constantes. La misma etiqueta de tonelaje. Resultado diferente.
Esa es tu primera pista de que la capacidad de fuerza y el control de fuerza no son el mismo animal.
Pero lo primero que aprendes en el taller es que el metal nunca simplemente obedece. Negocia. Se resiste mediante el retorno elástico, desplaza el eje neutro a medida que fluye, y amplifica cualquier inconsistencia en la forma en que el ariete llega al fondo. Si tu sistema de accionamiento no puede dosificar fuerza y posición a través de esa transición elástico-plástica, no estás doblando: estás apostando.
Así que la pregunta arquitectónica no es “¿Cuántas toneladas?”, sino “¿Cómo entrega esta máquina esas toneladas a lo largo del recorrido?”.”
Verifica tu calibre: si dos prensas comparten la misma capacidad de tonelaje, ¿qué parte del recorrido —aproximación, contacto o fondo— controlas realmente en la tuya?
Imagina una vieja prensa mecánica: un volante girando, el embrague conectado, el cigüeñal transformando esa energía rotacional en movimiento vertical del ariete. Una vez que la activas, el ariete completa el ciclo. Sin vacilaciones. Sin reconsideraciones a mitad del recorrido.
Eso es músculo de producción.
Los sistemas mecánicos destacan en la repetición. Si estás estampando la misma curva superficial miles de veces en material delgado, ese recorrido fijo se convierte en una ventaja. El punto muerto inferior —el punto más bajo en la rotación del cigüeñal— está definido mecánicamente. Cada golpe cae casi en el mismo lugar físico porque la geometría del cigüeñal lo determina, no la presión hidráulica ni la retroalimentación de un servomotor.
Ahora viene la trampa.
El recorrido es fijo. La energía está almacenada en ese volante giratorio. Una vez activado, no puedes modular las últimas milésimas de pulgada para compensar un rollo que llegó 0,004″ más grueso. El metal quiere resistir un poco más hoy que ayer. A la prensa mecánica no le importa. Atraviesa el punto muerto inferior con la energía que el volante llevaba.
Si estás doblando al aire, esa falta de control variable del recorrido se convierte en una desventaja. Intentas detenerte en una profundidad precisa donde la memoria elástica te devolverá al ángulo deseado. Pero el cigüeñal no “pausa y mide”. Se compromete. Los errores de sobre-doblado se convierten en dispersión de ángulo.
Y ahí está la trampa del novato: perseguir el ángulo aumentando la tonelada en una prensa mecánica cuando el verdadero problema es la inflexibilidad del recorrido. El chico nuevo entrecierra los ojos frente a la tabla de toneladas, pisa el pedal con más fuerza de la necesaria y espera a que el acero se rinda. En un sistema mecánico, eso puede significar golpear el punto muerto con más energía de la que el bastidor o las herramientas agradecen.
Las prensas mecánicas recompensan la uniformidad. Castigan la variabilidad.
Verifique su calibración: ¿Sus trabajos son lo suficientemente idénticos como para que un recorrido fijo funcione a su favor, o le está pidiendo a un cigüeñal que negocie con el retroceso elástico?
Párese frente a una prensa hidráulica durante una prueba de plegado. El ariete desciende rápido, se desacelera cerca del contacto y luego avanza lentamente sobre la pieza conforme aumenta la presión. Puede detenerla a mitad del recorrido. Invertirla. Empujarla más profundo por milésimas.
Esa capacidad de control cambió la industria.
Los cilindros hidráulicos convierten la presión del fluido en fuerza lineal. La presión se acumula solo a medida que aumenta la resistencia. El metal tiende a endurecerse al cruzar el límite elástico; el sistema hidráulico responde aumentando la presión para mantener el movimiento. Ese bucle de retroalimentación —resistencia igualada por presión— es lo que hace que el doblado al aire sea práctico a gran escala.
Ahora agregue el detalle real: la mayoría de las prensas eléctricas actuales alcanzan un máximo de aproximadamente 300 toneladas. Si está doblando planchas gruesas o piezas largas con matrices anchas, necesita fuerza bruta más allá de ese límite. Los sistemas hidráulicos pueden escalar —cilindros más grandes, presiones más altas, camas más largas—. Por eso los talleres de fabricación pesada aún dependen de ellos.
Pero los sistemas hidráulicos tienen su propio temperamento.
El fluido se comprime ligeramente. Las juntas se desgastan. La temperatura cambia la viscosidad. Una pequeña fuga interna puede causar deriva de presión durante la pausa en el fondo, lo cual se traduce en inconsistencia de ángulo. He visto una máquina mantener el ángulo perfectamente en la mañana y abrirlo medio grado por la tarde porque la temperatura del aceite cambió el tiempo de respuesta. El metal busca consistencia; el sistema fluido a veces negocia de manera diferente hora tras hora.
El control de recorrido variable hizo dominantes a los sistemas hidráulicos porque permite acercarse al límite elástico‑plástico de forma deliberada. Sin embargo, esa precisión depende de un sistema de presión sano y bien mantenido. Si se ignora, su “control” se vuelve teórico.
Verifique su calibración: Cuando sus ángulos varían, ¿culpa al operador o ha revisado el estado del aceite, el desgaste de las juntas y la estabilidad térmica?
Ahora observe una prensa plegadora eléctrica moderna trabajando una pieza de acero inoxidable calibre 14. Los servomotores accionan husillos de bolas conectados directamente al ariete. Sin aceite. Sin válvulas. Solo par convertido en movimiento lineal con retroalimentación de codificador que mide la posición en micras.
El ariete baja. Se detiene exactamente donde se le ordena. Mantiene la posición sin fluctuación de presión porque no hay columna de fluido que comprimir.
Ese accionamiento directo es la razón por la que los talleres reportan tiempos de ciclo más rápidos y ahorros energéticos significativos — la energía se consume principalmente durante el movimiento, no continuamente para mantener la presión hidráulica. Un fabricante que conozco reemplazó la mayor parte de su flota hidráulica por máquinas eléctricas para trabajos livianos a medianos, redujo el consumo energético casi a la mitad y mejoró la repetibilidad en piezas delgadas de acero inoxidable. Pero mantuvieron una prensa hidráulica en el taller para las planchas de alta tonelada.
Esa es la realidad detrás de la “revolución”.”
Los sistemas eléctricos destacan donde la precisión de la profundidad equivale a la precisión del ángulo — materiales delgados a medianos, camas más cortas, tonelaje moderado. El servo puede ajustar la profundidad micrométricamente para compensar la variación del retroceso elástico entre hojas. El metal tiende a rebotar de forma diferente en cada lote; el servo puede responder en incrementos finos sin sobrepasarse.
Pero los límites de fuerza son reales. Los doblados de cajas profundas en material grueso exigen alta tonelada sostenida durante recorridos más largos. Hoy en día, los sistemas hidráulicos siguen dominando ese territorio. Lo eléctrico no está reemplazando lo hidráulico completamente — está redefiniendo cómo se ve el trabajo “de precisión ante todo”.
Los sistemas híbridos se están volviendo comunes porque los talleres están comprendiendo algo incómodo: el tipo de máquina determina el tipo de precisión que pueden prometer a sus clientes.
Verifica tu calibre: ¿Estás eligiendo una máquina por la máxima tonelaje en papel, o por el tipo de control de fuerza que realmente requieren tus piezas más exigentes?
Haz una larga doblez de 12 pies en calibre 10 en una prensa hidráulica sin compensación activa de coronado. A menudo verás que el centro se abre ligeramente en comparación con los extremos porque el bastidor se flexiona bajo carga. La estructura de la máquina se estira; la cama se arquea. El metal busca un esfuerzo uniforme; el bastidor introduce el suyo propio.
Ahora intenta lo mismo en una prensa eléctrica de alta precisión diseñada para trabajos más ligeros. Puedes obtener un control de profundidad excepcional, pero si el trabajo excede su zona de confort en tonelaje, estarás operando cerca de su capacidad, donde cualquier riesgo de sobrecarga obliga a una programación conservadora.
Aquí está el punto que la mayoría de los folletos no mencionan: el sistema de accionamiento y el diseño del bastidor juntos definen tu límite práctico de precisión. Una prensa mecánica puede repetir el punto muerto inferior todo el día, pero solo para trabajos que toleren una energía de carrera fija. Una prensa hidráulica puede manejar cargas masivas, pero solo tan precisa como lo permitan su estabilidad de presión y compensación de deflexión. Una prensa eléctrica puede posicionar el ariete con precisión quirúrgica, pero solo dentro de su rango de tonelaje. Si estás evaluando dónde debe situarse ese límite para tu mezcla de trabajos, una prensa plegadora CNC diseñada con rigidez de bastidor verificada y control de fuerza predecible —como las de CN-HAWE— se convierte en el siguiente paso práctico; explora cómo estas capacidades se integran en una moderna prensa plegadora construida para una precisión repetible sin operar al límite.
La precisión no es solo una cuestión de resolución del codificador. Es la intersección entre el método de entrega de fuerza, la rigidez estructural y la respuesta del sistema cuando el metal quiere resistir más de lo esperado.
En esta partida de ajedrez, tu sistema de accionamiento es tu estrategia de apertura. Si eliges mal, pasarás el resto del juego compensando por una máquina que añade su propia incertidumbre a la memoria del material.
Así que, si la arquitectura de accionamiento determina cómo se entrega y se limita la fuerza, ¿qué ocurre cuando ampliamos el enfoque desde la fuente de potencia hasta la geometría —hasta cómo el ariete se mantiene paralelo, cómo se posiciona el tope posterior y cómo el bastidor contrarresta su propia deflexión bajo carga?
Desliza una tira de 12 pies de calibre 10 bajo el punzón, llama tu programa y deja que la máquina golpee con 180 toneladas. El ángulo marca 90° en los extremos. En el centro, es 90,7°. Misma profundidad. Misma fuerza. Diferente resultado.
Nada cambió en el sistema de accionamiento. Lo que cambió fue la forma de la máquina bajo carga.
Cuando aplicas tanta fuerza a través del ariete, los bastidores laterales se estiran microscópicamente y la cama se arquea hacia arriba en el medio. El acero bajo tensión no discute; se alarga. La máquina está haciendo lo mismo que tu pieza de trabajo. El metal busca compresión uniforme a lo largo de la línea de doblez. El bastidor introduce su propia curvatura en la negociación.
Aquí es donde los principiantes se engañan. Piensan que la precisión reside en el tonelaje y la resolución del codificador. Pero la primera lección en el taller es que el metal nunca simplemente obedece, y tampoco lo hace el bastidor que lo sostiene. Si el ariete no está paralelo, si el tope posterior no está perpendicular y repetible, si la cama no está compensada por deflexión, tu fuerza cuidadosamente gestionada se convierte en geometría desigual.
La entrega de fuerza establece el límite. La geometría decide si alguna vez lo alcanzas.
Verifica tu calibre: cuando tus ángulos varían a lo largo de la pieza, ¿estás ajustando la profundidad a ciegas o preguntándote si la máquina misma se está doblando?
Ponte al frente de una moderna prensa CNC y observa la lectura: Y1 en el cilindro izquierdo, Y2 en el derecho. Dos números. Deberían coincidir dentro de unas milésimas de pulgada.
Las máquinas antiguas conectaban ambos lados mecánicamente. Un solo circuito hidráulico, una sola suposición de posición. Pero bajo carga, el lado izquierdo podría experimentar una resistencia ligeramente diferente que el derecho —espesor desigual del material, carga descentrada, desgaste menor del bastidor. Si ambos lados se mueven ciegamente juntos, el ariete se torsiona. Un extremo llega al fondo primero. El otro lo hace tarde. Entonces tu ángulo de doblez varía de izquierda a derecha.
El control independiente Y1/Y2 utiliza escalas lineales en cada lado del ariete, enviando la posición en tiempo real al CNC. Si el lado izquierdo se retrasa 0,001 pulgadas, el controlador lo corrige inmediatamente. Negocia constantemente, manteniendo el ariete paralelo a la cama incluso mientras 100 toneladas intentan torcerlo fuera de escuadra.
Aquí es donde esto deja de ser teoría. Imagina doblar una caja de cuatro lados con pestañas de retorno. Después de los dos primeros dobleces, la pieza ya no se apoya plana. La carga se desplaza hacia un lado porque la geometría es asimétrica. Sin corrección independiente, la máquina seguirá el camino de menor resistencia. El metal quiere volcarse. El ariete debe negarse.
Trampa de principiante: asumir que el paralelismo es una calibración única. No lo es. El desgaste de las guías, el desplazamiento de los cilindros, e incluso el asentamiento desigual del piso pueden introducir desviaciones con el tiempo. Si Y1 y Y2 no se supervisan de manera independiente, no verás el error hasta que las piezas empiecen a fallar en la inspección.
Revisa tu calibrador: ¿Conoces la desviación Y1/Y2 permitida de tu máquina bajo carga, o confías en la calibración de ayer?
Ahora muévete detrás de la línea de plegado. El tope trasero no es glamuroso, pero marca la diferencia entre una pieza que se ensambla y una que termina siendo desechada.
El eje X controla la profundidad —qué tan lejos se introduce la pieza en la matriz—. El eje R mueve los dedos hacia arriba y hacia abajo. Agrega Z1 y Z2, y los dedos pueden desplazarse hacia la izquierda y hacia la derecha de manera independiente.
En un soporte con forma de U simple, X y R son suficientes. Ajusta la profundidad, ajusta la altura para la longitud de la pestaña y repite. Un calibrador de dos ejes maneja eso todo el día.
Pero supón que estás formando una caja cerrada donde el tercer doblez chocaría con un dedo fijo. Con solo X y R, el operador debe retirar la pieza, reposicionarla manualmente, tal vez girarla, tal vez alinear a ojo contra un tope. Cada manipulación introduce variaciones, especialmente después de dos o tres dobleces cuando la pieza se vuelve flexible. El metal tiende a hundirse por su propio peso. Tus manos añaden presión de manera inconsistente.
Un sistema de cuatro ejes (X, R, Z1, Z2) permite que los dedos se separen para soportar pestañas irregulares y se reposicionen automáticamente entre dobleces. El CNC mueve el soporte donde la geometría lo exige. Eliminas el empujón humano.
Pero no lo sobrevalores. La mayoría de los talleres fabrican un alto porcentaje de piezas simples. Un tope trasero de 8 ejes no solucionará rieles guía desgastados ni acoplamientos flojos. La precisión de posicionamiento falla por cinco razones comunes: desgaste mecánico, componentes de accionamiento sueltos, problemas de codificador, rigidez insuficiente de los dedos y expansión térmica. La calibración va primero. La inspección mecánica, segunda. La estabilidad térmica, tercera. Si persigues parámetros de software antes de verificar eso, estás jugando ajedrez sin mirar la mitad del tablero.
La precisión no es el número de ejes. Es el posicionamiento controlado y repetible bajo condiciones reales de taller.
Revisa tu calibrador: ¿Estás agregando ejes para resolver un problema de geometría o ignorando una deriva mecánica que ningún software puede corregir?
Toma nuevamente ese doblez de 12 pies. La deflexión en el centro bajo una carga pesada puede alcanzar varios milésimos de pulgada. Eso suena pequeño hasta que recuerdas que, en el doblado en el aire, el ángulo es extremadamente sensible a la profundidad. Una variación de 0,001 pulgadas en la penetración puede cambiar el ángulo notablemente, especialmente en material delgado.
Los sistemas de coronación contrarrestan esto introduciendo una ligera curva ascendente en la cama antes de que alcance la carga máxima. La coronación mecánica usa cuñas a lo largo de la viga inferior. La coronación hidráulica usa pequeños cilindros. La idea es simple: pre‑doblar la máquina en dirección opuesta a la que tiende a deformarse.
El truco está en el cálculo. La compensación requerida depende del tonelaje, el espesor del material, el ancho de la matriz y la longitud del doblez. Muy poca coronación y el centro se abre. Demasiada, y el centro se sobredobla mientras los extremos quedan más planos. El metal busca un esfuerzo uniforme. La coronación es la manera de negociar con el bastidor para que no distorsione ese campo de esfuerzos.
Error de principiante: ajustar la coronación una vez y dejarla así. Cambia de acero dulce calibre 14 a acero inoxidable calibre 10, y tu tonelaje por pie se dispara. La curva de deflexión cambia. La compensación también debe hacerlo.
Revisa tu calibrador: al cambiar de materiales o longitudes, ¿recalculas la coronación o esperas que los ajustes de ayer sigan sirviendo?
Ahora añade el tiempo a la ecuación.
Empiezas una carrera matutina. El taller está fresco. A media tarde, la máquina ha ciclado cientos de veces. Los husillos de avance se calientan. El aceite hidráulico se eleva de temperatura. Los marcos de acero se expanden. Unos pocos milésimos de crecimiento térmico en un sistema de posicionamiento son suficientes para desplazar la longitud de la brida fuera de tolerancia.
Los sistemas de alta gama utilizan codificadores lineales montados directamente en el ariete y, a veces, sensores de temperatura conectados a algoritmos de compensación. En lugar de suponer que la longitud del husillo equivale a la posición, miden la ubicación real de la viga. Algunos controles aplican factores de crecimiento térmico una vez que la máquina alcanza la temperatura de operación.
La mayoría de los talleres omiten el ciclo de calentamiento. Calibran en frío, operan en caliente y persiguen dimensiones cambiantes con ediciones del programa. El metal busca consistencia. El entorno cambia las reglas en silencio.
Y recuerda la pieza en sí. Después de múltiples dobleces, especialmente en acero inoxidable delgado, la rigidez disminuye. El tercer doblez de una secuencia puede variar no porque fallara el tope, sino porque la pieza se flexionó de manera diferente contra los dedos. Los brazos de soporte, la secuencia adecuada y la presión constante del operador importan tanto como la resolución del servomotor.
Esta es la parte de la que nadie presume en los folletos: la precisión es un sistema de geometría de máquina, lógica de compensación, control ambiental y disciplina del operador. Quita uno, y los demás no pueden soportar la carga.
Verifica tu tope: Antes de culpar al CNC, ¿has permitido que la máquina alcance la estabilidad térmica y confirmado que la compensación esté activa, o estás corrigiendo los síntomas en lugar de las causas?
Siguiente pregunta, y es una estratégica: una vez que la geometría y la compensación están controladas, ¿cómo cambia el propio método de doblado —doblado al aire frente a acuñado— la forma en que la fuerza y la deflexión interactúan?
Has cuadrado el ariete. Has compensado la deflexión. Has calentado la máquina y verificado los topes.
Ahora aparece la verdadera decisión.
Una vez que la geometría y la compensación están bajo control, el método de doblado que elijas reescribe la relación entre fuerza, deflexión y precisión angular. El doblado al aire y el acuñado no son solo dos formas de alcanzar el mismo ángulo: son dos filosofías sobre cuán fuerte empujas el acero y cuánto le permites respirar.
Pero lo primero que aprendes en el taller es que el metal nunca obedece simplemente.
En el doblado al aire, te detienes antes de aplastar la lámina dentro de la matriz. El punzón presiona el material dentro de una abertura en V, y el ángulo final se controla por la profundidad de penetración, no forzando la punta del punzón a coincidir completamente con el ángulo de la matriz. El metal se apoya sobre los hombros de la matriz como un puente. Negocia. Estás moldeando el esfuerzo, no bloqueando la geometría.
El acuñado invierte esa lógica. Empujas el punzón más profundo hasta que el material contacta completamente las caras de la matriz. En el acuñado completo, vas aún más lejos —aplicando suficiente presión para deformar plásticamente el radio interior del doblez y anular el retroceso elástico por pura fuerza. El metal no tiene mucho margen para negociar. Le estás diciendo cuál será su memoria.
Entonces, ¿qué estrategia respeta la física que tanto te esforzaste por controlar?
Verifica tu tope: Antes de elegir un método, ¿estás preguntando cómo el metal soportará el esfuerzo o solo qué tan rápido puedes alcanzar los 90 grados?
El doblado al aire se basa en el control de la profundidad, no en forzar la forma.
Como el punzón nunca asienta completamente el material en el ángulo de la matriz, la tonelada requerida sigue siendo dramáticamente inferior al acuñado. Menor fuerza significa menos deflexión del marco, menos esfuerzo en las herramientas y menor fatiga en la pieza misma. En aplicaciones sensibles a la fatiga, esa reducción del esfuerzo interno puede importar más que una perfección de medio grado.
El metal quiere volver a su forma. En el doblado al aire, se planifica eso. Se sobredobla intencionalmente — tal vez a 93 grados para quedar en 90 después de soltar — y se deja que la recuperación elástica termine el movimiento. Eso significa que la precisión del ángulo depende de la posición exacta del ariete y del control repetible de la profundidad. Las milésimas importan.
La ventaja es la flexibilidad. ¿Cambias el espesor del material? Ajusta la profundidad. ¿Cambias el ángulo objetivo? Ajusta la profundidad. Un solo juego de punzón y matriz puede producir una variedad de ángulos sin cambiar las herramientas. Por eso la mayoría de los talleres CNC modernos trabajan principalmente con doblado al aire. La velocidad se mantiene alta. El desgaste de la herramienta sigue siendo razonable. La máquina no se pelea consigo misma en cada ciclo.
Pero el doblado al aire exige una máquina disciplinada. Repetibilidad del ariete, precisión del abombado, consistencia del tope trasero — si esos factores se desvían, el ángulo también lo hace. No hay una cara de matriz que te “corrija” al fondo del recorrido.
Verifica tu calibre: ¿Tu máquina es lo suficientemente precisa en el control de profundidad para permitir que el doblado al aire funcione para ti, o estás esperando que la matriz arregle lo que el ariete no puede repetir?
El embutido es seguro mediante presión.
En frenos mecánicos más antiguos sin un control refinado del ariete, los operadores usaban el embutido para compensar la falta de precisión posicional. Al forzar completamente la lámina dentro del ángulo de la matriz, la geometría del herramental dictaba el resultado incluso si la profundidad del recorrido variaba ligeramente. El acero se prensaba hasta ajustarse a la forma.
El acuñado va más allá. Un tonelaje extremadamente alto comprime el material en la línea de doblado, lo adelgaza ligeramente y fija plásticamente el ángulo para que el retroceso elástico casi se elimine. Se obtiene una repetibilidad de ángulo muy precisa — a veces dentro de medio grado — especialmente en material delgado donde las tolerancias acumuladas son severas.
Pero nada es gratis.
Un tonelaje alto implica mayor deflexión del bastidor durante el recorrido. Más carga en los cojinetes. Más esfuerzo en los punzones y matrices. Algunos fabricantes de herramientas advierten abiertamente contra el doblado por embutido de rutina porque el riesgo está en herramientas agrietadas y máquinas sobreexigidas. El operador nuevo entrecierra los ojos ante la tabla de tonelaje, pisa el pedal más duro de lo necesario y espera que el acero se rinda.
Eso es una trampa para principiantes.
El embutido y el acuñado tienen su lugar — trabajos de calibre delgado con tolerancias ajustadas, máquinas antiguas con control limitado, piezas donde el mínimo retroceso elástico es crítico para la misión. Pero debes confirmar el tonelaje nominal de tu freno por pie y compararlo con el requisito real. Si lo excede, el bastidor se convierte en el eslabón débil de tu cadena de precisión.
Verifica tu calibre: ¿Estás eligiendo el embutido porque la pieza realmente lo exige — o porque no confías en tu control de profundidad?
El doblado al aire y el embutido pueden diferir en el tonelaje requerido por múltiplos, no por porcentajes.
En el doblado al aire, el tonelaje depende principalmente de la resistencia del material, el espesor, la abertura de la matriz y la longitud del doblado. Aumenta el ancho de la matriz en V y el tonelaje requerido disminuye — pero el radio interior del doblado crece. Es una compensación: menos fuerza para más radio.
El embutido ignora esa cortesía. Como se fuerza el contacto total con el ángulo de la matriz, el tonelaje requerido aumenta significativamente — a menudo varias veces más que el equivalente en doblado al aire para el mismo material y espesor. El acuñado exige aún más, a veces acercándose a los límites superiores de la capacidad de la máquina en piezas largas.
Y un tonelaje más alto significa más deflexión que compensar.
Recuerda la discusión sobre abombado. La deflexión aumenta con la carga. Si pasas de doblado al aire a embutido en una pieza larga, tus valores de compensación anteriores dejan de ser válidos. El bastidor introduce su propia curvatura en la negociación. Debes recalcular o perseguirás variaciones de ángulo a lo largo de la pieza.
Así que el método no se trata solo de control del ángulo. Se trata de cuánto esfuerzo pides a la máquina — y de cuánta corrección geométrica debes aplicar para mantenerla precisa.
Verifique su calibre: Cuando cambia de método, ¿recalcula el tonelaje y la compensación, o asume que los ajustes de doblado al aire de ayer sobrevivirán a la carga de aplastamiento de hoy?
La herramienta es donde la filosofía se convierte en acero.
En el doblado al aire, el radio interior se forma como una función de la abertura de la matriz, comúnmente alrededor de una fracción de esa anchura. El metal tiende a envolverse naturalmente entre los hombros de la matriz. Elija una V más ancha y el radio se abre. Elija una V más estrecha y el radio se ajusta, pero el tonelaje aumenta.
El aplastamiento exige un ángulo de matriz que coincida estrechamente con el punzón y el ángulo objetivo. Si aplasta un punzón de 90 grados en una matriz de 88 grados, está forzando la corrección mediante presión. Esa presión va a algún lado: hacia las herramientas y el bastidor.
Un solo juego de matrices no puede manejar todos los espesores porque cada espesor tiene distinta resistencia al rendimiento y comportamiento de recuperación elástica. Una matriz que funciona perfectamente para acero dulce calibre 16 puede sobrecargar la prensa cuando se usa para aplastar acero inoxidable calibre 10. El metal busca distribuir el esfuerzo a lo largo de líneas predecibles; unas herramientas mal emparejadas lo concentran en los lugares equivocados.
Aquí es donde se intensifica la partida de ajedrez. No sólo está eligiendo herramientas. Está decidiendo cómo se formará el campo de esfuerzo dentro de la pieza, cuánto se desviará el bastidor y cuánta compensación debe aplicar para mantenerse dentro de la tolerancia.
Elija su metodología antes de presionar el pedal.
Porque una vez que el ariete empieza a bajar, la física ya está en movimiento.
Verifique su calibre: ¿Sus elecciones de herramientas están alineadas con su método de doblado y la resistencia del material, o está pidiendo que un solo juego de matrices resuelva problemas para los que nunca fue diseñado?
No empieza preguntando: “¿Qué prensa dobladora debo comprar?”
Empieza preguntando: “¿Qué exigirá esta pieza al acero y cuánta resistencia ejercerá el acero?”
Eso suena filosófico hasta que compra una máquina demasiado pequeña, rompe una matriz o ve una bancada larga combada en el medio porque su cálculo asumió un bastidor perfectamente rígido que no existe fuera de un libro de texto. Las fórmulas asumen fuerza uniforme, cero deflexión, distribución perfecta. Las prensas reales se doblan bajo carga. El acero real se recupera de manera desigual. El metal tiene memoria.
Así que la matriz de decisiones no es una lista de compras. Es un mapa de fuerzas. Primero define la geometría de la pieza, la tolerancia, la resistencia del material y el método de doblado. Solo entonces verá qué clase de máquina puede soportar esa negociación sin mentirle sobre la precisión.
Verifique su calibre: ¿Está definiendo la máquina por las especificaciones del catálogo o por las fuerzas que su pieza realmente generará?
Coloque el dibujo en el banco.
Observe las longitudes de las pestañas, los radios interiores, los dobleces de retorno y la longitud total. Una caja de cuatro lados con pestañas de retorno cerradas no es solo “una caja”. Restringe el acceso a la matriz. Limita la anchura de la matriz en V. Y esa sola restricción puede duplicar su tonelaje antes de siquiera presionar el pedal.
Aquí está la parte que la mayoría de los principiantes pasa por alto: La abertura de la matriz en V suele ser la variable dominante. Reduzca la V de ocho veces el espesor del material a seis, y la fuerza requerida puede dispararse drásticamente. El metal busca fluir sobre un hombro más ancho; si estrecha ese hombro, se resiste más. Esa resistencia viaja directamente hacia su ariete, sus herramientas y su bastidor.
Así que la geometría determina la elección de la matriz. La elección de la matriz determina el tonelaje. El tonelaje determina la clase de la máquina.
No al revés.
Si el plano exige un radio interior ajustado, menor que el que el doblado al aire produce naturalmente con una abertura de V razonable, ya te has acorralado hacia el conformado en fondo o una matriz estrecha. Eso significa multiplicadores de fuerza más altos. Eso significa más deflexión que compensar.
Antes de leer un folleto, responde esto: ¿qué abertura de matriz permite realmente esta pieza?
Ahora calculamos — pero calculamos con honestidad.
La mayoría de las fórmulas de doblado al aire se ven limpias en el papel. Espesor al cuadrado, multiplicado por la longitud del doblez, dividido por la abertura de la matriz, por una constante. Lo bastante claro como para que un principiante lo acepte ciegamente.
Pero lo primero que aprendes en el taller es que el metal nunca obedece simplemente.
Esas fórmulas básicas suponen doblado al aire. Cambia a conformado en fondo y puedes multiplicar el tonelaje requerido varias veces. ¿Conformado por acuñamiento? Aún más. He visto trabajos estimados en una capacidad “cómoda” sobre el papel que en realidad estaban viviendo de prestado una vez que cambió el método.
Y aquí está la segunda trampa: las calculadoras arrojan un número — digamos 38 toneladas — y el novato piensa que una máquina de 40 toneladas es perfecta. Sin margen para deflexión. Sin margen para variación del material. Sin margen para ciclos repetidos que fatigan la herramienta y la bancada con el tiempo.
La máquina no es infinitamente rígida. Bajo dobleces largos y pesados, el centro se hunde. Sin una coronación adecuada — la compensación ascendente intencionada incorporada en la bancada — tus ángulos se abren en el centro incluso si tus cálculos eran “correctos”.”
Así que el cálculo de tonelaje es el paso uno. La capacidad de deflexión y el sistema de compensación son el paso dos. Ignora el paso dos y tu precisión se evapora bajo carga.
Revisa tu galga: ¿agregaste un margen de seguridad real y consideraste la deflexión — o estás confiando en una matemática ideal para sobrevivir al acero real?
Un pequeño taller que dobla soportes cortos en acero dulce no necesita la misma máquina que una planta de producción que opera paneles de acero inoxidable de doce pies todo el día.
Pero “mínimo viable” no significa “apenas suficiente para sobrevivir a un doblez”.”
Los talleres de bajo volumen caen en una trampa silenciosa: compran máquinas de capacidad exacta porque el trabajo encaja técnicamente. Luego, un día, el cliente cambia el material a acero inoxidable 304. La resistencia a la fluencia aumenta. El resorteo crece. El tonelaje requerido sube. De repente, cada doblez trabaja cerca de la carga máxima.
Trabajar al límite es como conducir un camión con el motor clavado en la línea roja. El bastidor se flexiona más. El sistema hidráulico se esfuerza. La precisión deriva a medida que el calor aumenta.
Los entornos de producción piensan de forma diferente. Compran margen — no por ego, sino por estabilidad. Una máquina que opera al 60–70 % de su capacidad nominal se comporta de manera más predecible. Menos deflexión. Menos desgaste. Ángulos más repetibles entre turnos.
El costo oculto de subdimensionar no es solo la herramienta rota. Es la inconsistencia.
Así que pregúntate: ¿esta plegadora está pensada para sobrevivir trabajos ocasionales — o para entregar geometría repetible bajo estrés diario?
Aquí está el enfoque que quiero que adoptes.
No “¿Qué tan grande es la prensa?” No “¿Hidráulica o eléctrica?”
Hazte estas tres preguntas:
1. ¿Qué método de doblado me obliga a usar la pieza con la tolerancia más estricta? Si tu trabajo más exigente requiere fondo o matrices estrechas, tu referencia de tonelaje aumenta inmediatamente. El método es el multiplicador.
2. ¿Qué apertura de matriz permite realmente mi geometría? Si los requisitos de acceso o radio te obligan a usar aberturas en V pequeñas, calcula la fuerza a partir de esa limitación, no de una proporción cómoda de libro de texto.
3. ¿Cómo controlará la máquina la desviación bajo esa carga? ¿Tiene suficiente rango de compensación? ¿Control independiente del ariete? ¿Precisión repetible de profundidad lo bastante fina para el doblado al aire si eliges ese método? Porque el tonelaje sin control geométrico es fuerza bruta, y la fuerza bruta es cómo los bastidores se deforman fuera de su alineación.
Esta es la parte no obvia: la prensa plegadora no se define por la fuerza máxima. Se define por cómo gestiona inteligentemente la fuerza bajo tus limitaciones específicas.
No estás comprando potencia. Estás comprando una negociación controlada con la memoria del material y la desviación de la máquina.
Y si defines esa negociación claramente antes de definir la máquina, el acero dejará de sorprenderte.
La siguiente pregunta no es qué máquina elegir.
Es si estás listo para respetar la física antes de tocar el pedal.


















