

14ゲージの10フィートの鋼板がダイに滑り込む。新人はトン数チャートを細目で見つめ、必要以上に強くペダルを踏み込み、鋼材が屈するのを待つ。鋼材は屈する。.
すると鋼材は2度スプリングバックし、パンチが強く当たりすぎた箇所で塗装を擦ってしまう。.
もしこれが辞書的な意味での「メタルフォルダー(金属を折るもの)」に過ぎないのであれば、力が強ければ強いほど確実性が増すはずだ。しかし、現場で最初に学ぶことは、金属は決して単純に従うわけではないということだ。金属は交渉してくる。.

90トンのブレーキで薄い塗装済みの16ゲージを曲げる場面を想像してほしい。トン数チャートによれば、その能力のほんの一部で十分なはずだ。しかし、機械には予備の力があり、新人はそのパワーに頼る方が安心だと感じる。.
ここに罠がある。金属はエネルギーを蓄えるのに十分なだけ抵抗し、それをスプリングバックとして放出したがるのだ。スイートスポットを超えて押し込めば、より鋭い曲げが得られるわけではない。ダイの跡やクラウニング(たわみ)、工具の摩耗が加速するだけだ。過剰な力は形状を改善するのではなく、セットアップのあらゆる不整合を増幅させる。.
オペレーターが深さを調整することで角度誤差を追いかけようとするのを見たことがある。彼らは力で修正しているつもりなのだ。しかし実際に行っているのは、計画された中立軸(曲げ加工中に伸びも縮みもしない鋼板内の層)を超えて変形させており、部品ごとに不整合が生じる原因を作っているに過ぎない。.
プレスブレーキはトン数で評価されるが、その真価は1000分の1インチ単位で決まる。.
ゲージを確認せよ: ペダルを踏めば踏むほど精度が上がると信じているなら、あなたはまだブレーキオペレーターではなく、ハンマーオペレーターのような考え方をしている。.

その瞬間をスローモーションで見てみよう。.
パンチがVダイに下降するにつれ、鋼板の外側の繊維は伸び、内側の繊維は圧縮される。その間には中立軸が存在し、材料や工具に応じてわずかに移動する。金属は、その圧力の下で崩壊するのではなく、その曲線に沿って応力を分散させようとする。.
真の曲げ加工とは、制御された塑性変形である。圧力を解放した後も形状が維持されるよう、降伏強度をわずかに超えるのだ。その粗野な親戚である「変形」は、応力の流れを無視したときに起こる。結晶構造を押し潰し、表面を傷つけ、再現性を失う。.
その違いは、最大トン数ではなく、深さ制御、バックゲージの精度、ラムの平行度によって測定される。軟鋼における2度のスプリングバックには、計算された2.5度のオーバーベンドが必要になるかもしれない。それは支配ではなく、交渉なのだ。.
もし曲げ加工が意図を持って降伏強度を超えることであるならば、機械内部の他の何が同じくらい正確に機能しなければならないだろうか?
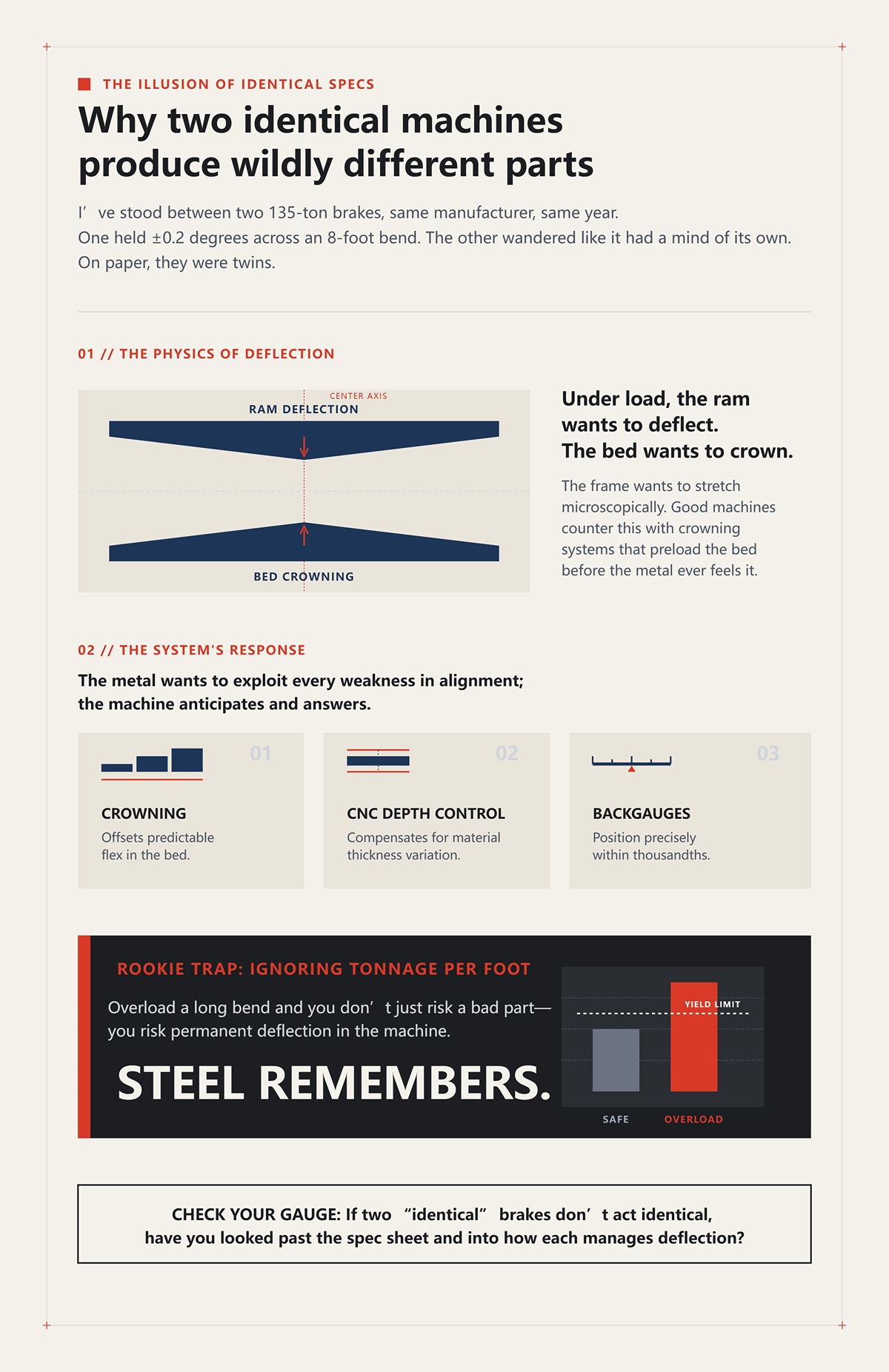
私は同じメーカー、同じ製造年の135トンブレーキ2台の間に立ったことがある。片方は8フィートの曲げ加工で±0.2度を維持した。もう片方はまるで自分の意志があるかのようにふらついていた。.
書類上は、それらは双子だった。.
しかし、負荷がかかると、どのブレーキプレスのラムも中央でたわもうとします。ベッドはクラウニング(中央が盛り上がる現象)を起こそうとし、フレームは微視的に伸びようとします。優れた機械は、クラウニングシステム(機械的または油圧的な調整機能)によってこれに対抗します。これは、金属に負荷がかかる前に、あらかじめベッドに予圧をかけてたわみを打ち消す仕組みです。.
そこでシステムの真価が問われます。CNC深さ制御は材料の厚みのばらつきを補正し、バックゲージは1000分の1インチ単位で位置決めを行い、クラウニングは予測可能なたわみを相殺します。金属はアライメントのあらゆる弱点を突こうとしますが、機械はそれを予測し、対応するのです。.
初心者が陥る罠は、フィートあたりのトン数を無視することです。長い曲げ加工で過負荷をかけると、不良品のリスクだけでなく、機械に永久的なたわみを生じさせるリスクがあります。鋼材は記憶するのです。.
ゲージを確認せよ: もし2台の「同一の」ブレーキプレスが同じように動作しないなら、スペックシートだけでなく、それぞれの機械がどのようにたわみを管理しているかを確認しましたか?
単なる金属折り曲げ機と呼べば、蝶番と押し込みを想像するでしょう。しかし、操作盤の前に長く立てば、別のものが見えてきます。.
プレスブレーキは、ラムを通じて加えられる「力」、CNC軸によってガイドされる「動き」、そして木目方向、厚みの公差、スプリングバックによって形作られる「材料の挙動」という3つの対話を同時に調整しています。1つの変数を変えれば、他も反応します。金属は平らに戻ろうとし、機械は計算されたオーバーベンドで対抗します。フレームはたわもうとし、クラウニングシステムがそれに対して予圧をかけます。オペレーターはスピードを求めますが、物理法則は忍耐を要求します。.
これは力任せの作業ではありません。制約下での力の管理であり、すべての動きを記憶している対戦相手とチェスをするようなものです。.
そして、ゲーム全体が金属がいかに応力を蓄え、解放するかという点にあるのなら、パンチが接触した瞬間に板材の内部では正確に何が起きているのでしょうか?
ブレーキプレスの横に立って注意深く観察してください。パンチがまだVダイに深く入り込んでいない、最初の接触の段階で、すでにシートは先端の下でくぼんでいます。角度は形成されておらず、劇的な折り曲げもありません。ただ、応力が集中し始める浅いへこみがあるだけです。.
その瞬間が重要なのです。.
パンチ先端下の外面は、最初に引張応力を感じ、伸びようとします。ダイの肩に向かって押し付けられる内面は、圧縮されようとします。その間には中立軸があり、これは伸びも縮みもしない薄い内部層です。この軸は、負荷が増大するにつれて、おとなしく中心にとどまることはなく、内側の半径方向へ移動します。金属は自らを守るためにその軸を移動させ、木目が許容できる範囲に応力を再分配しようとするのです。.
この段階では、すべてが弾性的です。弾性的とは一時的であることを意味します。ラムを早期に停止させて圧力を解放すれば、何事もなかったかのようにシートは平らに戻ります。これが金属の記憶であり、永久的な変形に抵抗する内部格子構造の働きです。.
さらに下降させます。.
外面の繊維にかかる応力はやがて降伏強度を超えます。これは、材料がバネのように振る舞うのをやめ、塑性的に流れ始める点です。今やあなたは金属の記憶を借りるだけでなく、消費しています。この弾性から塑性への移行は崖のようなものではなく、狭い尾根のようなものです。きれいに越えれば再現性の高い曲げが得られます。浅すぎれば激しいスプリングバックが発生し、深すぎれば金型を傷め、中立軸を予測不能にずらしてしまいます。.
±0.01mmのラム再現性を持つブレーキプレスであっても、現実世界ではその5倍のばらつきが生じる部品が生産されるのはこのためです。厚みのばらつき、木目方向、工具の摩耗、これらすべてが弾性から塑性への移行が実際にどこで起こるかを変化させます。機械はサイクルごとに同じ深さに到達するかもしれませんが、材料は同じようには反応しないのです。.
このチェス対決の最初の動きは、角度が見える前に起こります。.
ゲージを確認してください:パンチが最初にシートに触れたとき、あなたは角度のことを考えていますか、それとも実際に降伏がどこで始まるかを考えていますか?
軟鋼を荷重下で93度になるように曲げる。ラムを解放すると、90度まで戻る。.
その3度の差は誤差ではない。蓄積された弾性エネルギーが解放された結果である。.
パンチが板材をダイに押し込む際、外側の繊維は降伏点を超えて引き伸ばされるが、中立軸に近い深層部は弾性を保ったままになる可能性がある。圧力を解放すると、それらの弾性領域が回復し、曲げをわずかに押し戻す。金属の一部は曲がったままでいることに同意していないため、元の平らな状態に戻ろうとするのである。.
最も一般的な方法であるエアベンディングは、この挙動に依存している。パンチは底突きせず、貫通深さによって角度を制御する。つまり、スプリングバックを予測し、計算されたオーバーベンドで補正しなければならない。軟鋼であれば1〜3度程度、高張力材料であればそれ以上、薄板であれば厚板よりも比例して大きくなることが多い。.
ここで初心者の直感とは逆のことが起こる。厚い材料の方が、薄い板よりもスプリングバックの割合が小さくなることが多いのだ。薄い材料は、塑性領域に対して弾性的に振る舞う断面の割合が大きい。そのため、薄い20ゲージの板は、10ゲージの板よりも大きなオーバーベンドを必要とすることがある。金属は、厚みの大部分が塑性変形していない場合、より強く元の形に戻ろうとするのである。.
別の方法として、ボトミングやコイニングがある。パンチを十分に深く押し込み、材料をダイの角度にしっかりと押し付けることで、弾性記憶の大部分を潰してしまう。スプリングバックはほぼゼロになる。完璧に聞こえるが、トン数を計算するまではそう思えるだけだ。ボトミングはエアベンディングの数倍の力を必要とすることがあり、専用の金型角度が必要になることも多い。それは単なるエネルギーの問題ではなく、フレームへの負荷、金型の摩耗、セットアップコストの問題でもある。力任せの荷重で得られる精度は高くつく。.
だからこそ、私たちはオーバーベンドを行う。それは粗雑なやり方だからではなく、効率的だからである。金属が数度戻ることを前提として、あらかじめその分を見越して曲げるのである。.
新人はトン数チャートを凝視し、必要以上にペダルを踏み込み、鋼材が降伏するのを待つ。しかし、目標は降伏させることではない。予測することである。.
もしスプリングバックが金属の記憶の主張であるならば、なぜその記憶は合金によってこれほど劇的に変化するのだろうか?
同じ厚さの2枚の板、片方は軟鋼、もう片方は304ステンレスを用意する。同じ金型をセットし、両方を同じプログラム深さまで曲げる。.
ステンレスの方が、解放したときにより大きく開く。.
ステンレス鋼は降伏強度が高く、降伏点と引張強さの間の幅が広い。つまり、塑性変形の前、あるいは変形中であっても、より多くの弾性エネルギーを蓄えることができる。金属は引き伸ばされても、元の格子配列に戻ろうとする強い力を維持しようとする。そのためスプリングバックが増大し、必要なトン数もそれに応じて上昇する。.
アルミニウムは異なる挙動を示す。鋼よりも弾性係数が低いため、同じ応力に対して弾性的に大きくたわむ。パンチの下では柔らかく感じるが、降伏点に対しては激しくスプリングバックする。金属は容易に動こうとするが、その後、予想以上に回復してしまうのである。.
圧延方向もさらなる要因となる。圧延方向に対して垂直に曲げれば、材料は通常よりきつい内側半径に耐えられる。平行に曲げると、引き伸ばされた結晶粒をその長手方向に沿って開くことになるため、割れるリスクが高まる。金属は最も弱い方向に沿って割れようとするからである。.
これこそが、「1フィートあたりの標準トン数」チャートが保証ではなく出発点となる理由である。それらは公称厚さ、平均的な特性、そして新品の金型を前提としている。実際のコイルはばらつく。10フィートの曲げ加工において数千分の数インチ厚いだけで、トン数の要件が変わり、角度の結果が変わってしまう可能性がある。経験豊富なオペレーターが盲目的に信じるのではなく、試し曲げに基づいて深さを調整するのはそのためである。.
ゲージを確認せよ:軟鋼からステンレスに切り替えるとき、トン数だけを変えるのか、それとも材料がどのように曲げを記憶するかという期待値も変えているだろうか?
拡大鏡で曲げの断面を想像してみよう。外側の結晶粒は引き伸ばされ、内側の結晶粒は圧縮されてわずかに座屈している。その中間のどこかに、弾性的な挙動が塑性流動へと消えていく境界線がある。.
その境界を意図的に配置するのがあなたの仕事です。.
浅すぎると、厚みの大部分が弾性のまま残ります。曲げは荷重下では正しく見えますが、予測不能な形で開いてしまいます。深すぎると、過度な塑性変形を強いることになり、外側の半径が薄くなって微細な亀裂のリスクが生じます。特に高張力鋼や、結晶粒の方向が適切でない場合には顕著です。金属は自らの内部構造を守ろうとします。無謀に押し込めば、破断や不均一さという形で反撃してくるのです。.
スイートスポットとは、形状を固定するのに十分な断面が降伏しつつも、完全性を損なったり機械に過負荷をかけたりしない程度の領域です。そのバランスは、内側の半径の選択、ダイ開口幅(軟鋼のエアベンディングでは通常、材料厚の約8倍)、そして正確な深さ制御に依存します。.
これが、曲げ加工が機械加工よりもはるかに少ないエネルギーで済む理由です。私たちは材料を削り取っているのではなく、降伏点を超えたところで流れるように促しているのです。確かに効率的ですが、その効率には繊細さが伴います。厚みのわずかな変化や工具の摩耗が弾塑性境界を移動させ、角度がずれてしまうのです。.
つまり、プレスブレーキは鋼材を力ずくで屈服させるものではありません。圧力を解放したときに材料が予測通りの位置に正確に収まるよう、意図を持って応力を配置するものなのです。.
もし金属の記憶や結晶粒が結果の大部分を左右するのであれば、それら自身の誤差を持ち込まずに力を制御するには、どのような機械構造が必要なのでしょうか?
工場の床に2台のプレスブレーキが並んでいます。どちらも135トンの定格。同じ金型。同じオペレーター。同じ10フィートの11ゲージ軟鋼板。.
一方は一度の補正で全長にわたり±0.5°を維持します。もう一方は中央で1度ずれ、追い込み調整が必要です。トン数のラベルは同じなのに、結果は異なります。.
これが、力(トン数)の容量と力の制御が別物であるという最初のヒントです。.
しかし、現場で最初に学ぶのは、金属は決して単純には従わないということです。金属は交渉してきます。スプリングバックによって押し返し、降伏とともに中立軸を移動させ、ラムが下死点に到達する際のあらゆる不均一さを増幅させます。もし駆動システムが弾塑性遷移を通じて力と位置を計測できなければ、それは曲げ加工ではなく、ギャンブルをしているのと同じです。.
つまり、構造に関する問いは「何トンか?」ではなく、「この機械はストロークを通じてどのようにそのトン数を伝達するか?」なのです。“
ゲージを確認してください:もし2台のブレーキが同じトン数定格を共有している場合、ストロークのどの部分(アプローチ、接触、またはボトム)をあなたは実際に制御していますか?
古い機械式ブレーキを想像してください。フライホイールが回転し、クラッチがつながり、クランクシャフトがその回転エネルギーをラムの垂直運動に変換します。一度作動させると、ラムはサイクルを完了します。躊躇はありません。ストローク途中での再考もできません。.
それが生産の力です。.
機械式システムは反復作業で真価を発揮します。薄板で同じ浅い曲げを何千回も打ち抜く場合、その固定されたストロークが利点となります。下死点(クランク回転の最も低い点)は機械的に定義されています。流体圧力やサーボフィードバックではなく、クランクの幾何学形状によって決定されるため、各打撃はほぼ同じ物理的位置に着地します。.
さて、ここに落とし穴があります。.
ストロークは固定されています。エネルギーは回転するフライホイールに蓄えられています。一度作動させると、0.004インチ厚いコイルが入ってきたからといって、最後の数千分の1インチを微調整することはできません。金属は昨日よりも少し強く抵抗しようとします。機械式ブレーキはそれを気にしません。フライホイールが運ぶエネルギーで、下死点を突き抜けてしまうのです。.
エアベンディングを行っている場合、この可変ストローク制御の欠如は負債となります。弾性記憶によってターゲットまで戻ることを計算し、正確な深さで停止させようとしているのに、クランクは「一時停止して測定」してくれません。そのまま実行してしまうのです。オーバーベンドの誤差は、角度のばらつきへと変わります。.
そして、そこに新人の罠があります。機械式プレスブレーキで真の問題がストロークの柔軟性の欠如にあるにもかかわらず、トン数を増やすことで角度を追い求めてしまうことです。新人はトン数表を細めに見つめ、必要以上にペダルを強く踏み込み、鋼材が屈服するのを待ちます。機械式システムでは、それはフレームや金型が許容できる以上のエネルギーで下死点に叩きつけることを意味する可能性があります。.
機械式ブレーキは「同一性」を好みます。そして「変動」を嫌います。.
ゲージを確認してください:あなたの仕事は固定ストロークが有利に働くほど同一のものですか?それとも、クランクシャフトにスプリングバック(跳ね返り)との交渉を強いていますか?
テスト曲げの際、油圧ブレーキの前に立ってみてください。ラムは高速で下降し、接触付近で減速し、圧力がかかるにつれてゆっくりと加工材に食い込んでいきます。ストロークの途中で止めることも、逆転させることも、1000分の1インチ単位で深く押し込むことも可能です。.
その制御性が業界を変えました。.
油圧シリンダーは流体圧力を直線的な力に変換します。圧力は抵抗が高まるにつれてのみ上昇します。金属は降伏点を超えると硬化しようとしますが、油圧システムは圧力を高めることで動きを維持しようと反応します。この「抵抗と圧力が釣り合う」というフィードバックループこそが、エアベンディングを大規模に実用的なものにしているのです。.
ここで現実的な詳細を付け加えましょう。今日のほとんどの電動ブレーキは、およそ300トン以下が限界です。厚板や幅広の金型を使った長い部品を曲げる場合、その上限を超える生の力が必要です。油圧なら、より大きなシリンダー、より高い圧力、より長いベッドへとスケールアップできます。これが、重量物加工の現場がいまだに油圧に頼っている理由です。.
しかし、油圧には油圧の気難しさがあります。.
流体はわずかに圧縮されます。シールは摩耗します。温度変化は粘度を変えます。わずかな内部漏れがボトムでの加圧中に圧力変動を引き起こし、それが角度の不一致につながります。午前中には完璧に角度を保持していた機械が、油温の変化による応答時間の違いで、夕方には0.5度も狂ってしまうのを私は見てきました。金属は一貫性を求めますが、流体システムは時として時間ごとに異なる交渉をしてくるのです。.
可変ストローク制御が油圧を支配的にしたのは、弾塑性境界に意図的にアプローチできるからです。しかし、その精度は健全で適切にメンテナンスされた圧力システムに依存しています。それを無視すれば、あなたの「制御」は理論上のものに過ぎなくなります。.
ゲージを確認してください:角度がずれたとき、オペレーターのせいにしていませんか?それとも、オイルの状態、シールの摩耗、熱安定性を確認しましたか?
現代の電動プレスブレーキで14ゲージのステンレス部品を加工する様子を見てください。サーボモーターがラムに直結されたボールねじを駆動します。オイルもバルブもありません。あるのは、ミクロン単位で位置を測定するエンコーダーフィードバックを備え、トルクを直線運動に変換する仕組みだけです。.
ラムは下降し、指令通り正確な位置で停止します。圧縮される流体の柱がないため、圧力変動なしに保持されます。.
このダイレクトドライブこそが、サイクルタイムの短縮と大幅な省エネを実現している理由です。動力は主に動作中に消費され、油圧を維持するために継続的に消費されることはありません。私の知るある加工業者は、軽〜中程度の作業用の油圧機の大半を電動機に置き換え、エネルギー消費をほぼ半分に減らし、薄いステンレス部品の再現性を向上させました。しかし、高トン数の板金加工用に油圧ブレーキを1台だけ残しています。.
それが「革命」の背後にある現実です。“
電動システムは、深さの精度が角度の精度に直結する分野(薄板から中厚板、短いベッド、中程度のトン数)で真価を発揮します。サーボは、シートごとのスプリングバックの変動を補正するために、深さを微調整できます。金属はバッチごとに異なる戻り方をしますが、サーボはオーバーシュートすることなく微細な単位で対応できるのです。.
しかし、力の限界は現実です。厚い材料での深い箱曲げには、より長いストロークにわたって持続的な高トン数が必要です。今日、その領域は依然として油圧が支配しています。電動が油圧を全面的に置き換えるわけではありません。「精度第一」の作業がどのようなものかを再定義しているのです。.
ハイブリッド構成が一般的になりつつあるのは、現場が「機械の種類が、顧客に約束できる精度の質を決定する」という、受け入れがたい事実に気づき始めているからです。.
ゲージを確認しましょう:あなたは紙の上の最大トン数で機械を選んでいますか、それとも最も要求の厳しい部品が実際に必要とする力制御の種類で選んでいますか?
アクティブなクラウニング補正機能のない油圧ブレーキで、10ゲージの12フィートの長い曲げ加工を行ってみてください。荷重がかかるとフレームがたわむため、両端に比べて中央がわずかに開くことがよくあります。機械の構造が伸び、ベッドが弓なりに反るのです。金属は均一な応力を求めますが、フレームはそれ自身の応力を加えてしまいます。.
次に、軽作業用に設計された高精度電動ブレーキで同じことを試してみてください。卓越した深さ制御が得られるかもしれませんが、作業がそのトン数の快適な範囲を超えると、容量ギリギリで運転することになり、過負荷のリスクがあるため保守的なプログラミングを強いられます。.
ほとんどのパンフレットには書かれていない重要な点をお伝えします。駆動システムとフレーム設計が組み合わさることで、実用的な精度の限界が決まるのです。機械式ブレーキは下死点を一日中繰り返すことができますが、それは固定されたストロークエネルギーを許容する作業に限られます。油圧ブレーキは巨大な荷重を扱えますが、その圧力安定性とたわみ補正が許容する範囲の精度でしかありません。電動ブレーキはラムを外科手術のような精度で配置できますが、それはトン数の範囲内に限られます。もしあなたが、自分の作業内容においてその限界をどこに置くべきかを評価しているなら、CN-HAWEのような検証済みのフレーム剛性と予測可能な力制御を備えたCNCプレスブレーキが、実用的な次のステップとなります。これらの機能が現代のプレスブレーキでどのように統合されているかをご覧ください。 プレスブレーキ 限界ギリギリで運転することなく、再現性のある精度を実現するために構築されています。.
精度とは、エンコーダーの解像度だけの問題ではありません。それは、力の伝達方法、構造の剛性、そして金属が予想以上に強く押し返そうとしたときにシステムがどれだけしなやかに反応するかの交差点なのです。.
このチェスの試合において、駆動システムはオープニング戦略です。選択を誤れば、材料のメモリに独自の不確実性を加える機械の補正に、ゲームの残りの時間を費やすことになります。.
では、駆動アーキテクチャが力の伝達と制限を決定するのであれば、動力源から形状へ、つまりラムがどのように平行を保ち、バックゲージがどのように位置決めされ、フレームが荷重下での自身のたわみにどのように対処するかという点に焦点を当てると何が起こるのでしょうか?
12フィートの10ゲージのストリップをパンチの下に送り込み、プログラムを呼び出し、機械を180トンで動作させてみてください。両端の角度は90°と読み取れます。しかし中央では90.7°です。深さは同じ。力も同じ。結果は異なります。.
駆動システムには何も変更はありません。変わったのは、荷重がかかった状態での機械の形状です。.
ラムにそれほどの力を加えると、サイドフレームが微視的に伸び、ベッドが中央で上向きに反ります。応力下の鋼材は反論しません。伸びるだけです。機械はワークピースと同じことをしているのです。金属は曲げ線に沿って均一な圧縮を求めますが、フレームはその交渉の中に独自の曲線を持ち込んでしまいます。.
初心者はここで騙されます。彼らは精度がトン数とエンコーダーの解像度にあると考えます。しかし、現場で最初に学ぶことは、金属は決して単純には従わないということであり、それを保持するフレームも同様だということです。ラムが平行でなく、バックゲージが直角でなく再現性がなく、ベッドがたわみに対して補正されていない場合、慎重に管理された力は不均一な形状へと変わってしまいます。.
力の伝達が限界を設定します。幾何学が、その限界に到達できるかどうかを決定します。.
ゲージを確認しましょう:長さ全体で角度が変化する場合、あなたは盲目的に深さを調整していますか、それとも機械自体が曲がっているのではないかと疑っていますか?
最新のCNCブレーキの正面に立ち、読み取り値を見てください。左シリンダーのY1と右シリンダーのY2。2つの数値です。これらは数千分の1インチ以内で一致している必要があります。.
古い機械は両側を機械的に連結していました。1つの油圧回路、1つの位置想定です。しかし荷重がかかると、左側は右側とはわずかに異なる抵抗を受ける可能性があります。材料の厚みの不均一、中心から外れた荷重、わずかなフレームの摩耗などが原因です。もし両側が盲目的に一緒に動けば、ラムは歪みます。片側が先に底に当たり、もう片側が遅れて続きます。こうして、曲げ角度が左右で変化してしまうのです。.
独立したY1/Y2制御は、ラムの両側にリニアスケールを使用し、リアルタイムの位置情報をCNCにフィードバックします。左側が0.001インチ遅れると、コントローラーは即座に補正を行います。100トンの荷重がラムを歪ませようとしても、常に調整を行い、ラムをベッドと平行に保ちます。.
ここからが理論を超えた話です。戻りフランジのある4辺の箱を曲げることを想像してください。最初の2回の曲げの後、ワークは平らではなくなります。形状が非対称であるため、荷重が片側に偏るからです。独立した補正がなければ、機械は抵抗の少ない経路をたどります。金属は傾こうとしますが、ラムはそれを拒否しなければなりません。.
初心者の罠:平行度は一度の校正で済むと思い込むこと。それは違います。ガイドの摩耗、シリンダーのドリフト、さらには床の不均一な沈下さえも、時間の経過とともに歪みを生じさせます。Y1とY2が個別に監視されていなければ、部品が検査で不合格になるまでエラーに気づくことはありません。.
ゲージの確認:荷重下における自社の機械の許容Y1/Y2偏差を把握していますか?それとも、昨日の校正をそのまま信じていますか?
次に、曲げ線の後ろに移動しましょう。バックゲージは地味な存在ですが、組み立て可能な部品とスクラップになる部品を分ける決定的な要素です。.
X軸は深さ(部品がダイにどれだけ送り込まれるか)を制御します。R軸はフィンガーを上下に動かします。Z1とZ2を追加すれば、フィンガーは左右に独立して移動できます。.
単純なU字型ブラケットなら、XとRだけで十分です。深さを設定し、フランジ長に合わせて高さを調整する。2軸ゲージで十分対応可能です。.
しかし、3回目の曲げで固定フィンガーに衝突してしまうような閉じた箱を成形する場合を考えてみてください。XとRしかない場合、オペレーターは部品を取り外し、手動で位置を調整し、裏返したり、ストッパーに対して目視で合わせたりしなければなりません。特に2〜3回曲げた後で部品が不安定になると、触れるたびに誤差が生じます。金属は自重でたわもうとします。人の手による加圧は一貫性を欠く原因となります。.
4軸システム(X、R、Z1、Z2)があれば、フィンガーを広げて不規則なフランジを支え、曲げの間に自動的に位置を再調整できます。CNCが形状の要求に合わせてサポートを移動させるため、人の手による押し込みは不要になります。.
ただし、過信は禁物です。多くの工場では単純な部品の割合が高いのが現状です。8軸バックゲージがあっても、摩耗したガイドレールや緩んだカップリングは直せません。位置決め精度が低下する一般的な理由は、機械的摩耗、駆動部品の緩み、エンコーダーの問題、フィンガーの剛性不足、熱膨張の5つです。まずは校正、次に機械点検、そして熱安定性の順です。これらを確認せずにソフトウェアのパラメーターばかりを追いかけていては、盤面の半分も見ずにチェスをしているようなものです。.
精度とは軸の数ではありません。実際の現場環境下における、制御された再現性の高い位置決めです。.
ゲージの確認:形状の問題を解決するために軸を追加していますか?それとも、ソフトウェアでは修正できない機械的なドリフトを無視していますか?
先ほどの12フィートの曲げをもう一度考えてみましょう。高荷重下での中央部のたわみは、数千分の1インチに達することがあります。わずかな数値に聞こえるかもしれませんが、エアベンディングにおいて角度の変化は深さに極めて敏感であることを忘れてはなりません。0.001インチの貫入量の違いが、特に薄い材料では角度を顕著に変化させます。.
クラウニングシステムは、荷重がピークに達する前にベッドにわずかな上向きのカーブを与えることで、これに対抗します。機械式クラウニングは下部ビームに沿ったウェッジを使用し、油圧式クラウニングは小型シリンダーを使用します。考え方は単純で、機械がたわもうとする方向とは逆に、あらかじめ機械を曲げておくのです。.
コツは計算です。必要な補正量は、トン数、材料の厚さ、ダイ幅、曲げ長さに依存します。クラウニングが少なすぎれば中央が開き、多すぎれば中央が過剰に曲がり、両端が浅くなります。金属は均一な応力を求めます。クラウニングとは、応力場が歪まないようにフレームと交渉する手段なのです。.
初心者のミス:クラウニングを一度設定して放置すること。14ゲージの軟鋼から10ゲージのステンレスに変更すれば、フィートあたりのトン数は跳ね上がります。たわみ曲線も変化するため、補正量も変更しなければなりません。.
ゲージの確認:材料や長さを変更する際、クラウニングを再計算していますか?それとも、昨日の設定がそのまま通用すると期待していますか?
ここで方程式に時間を加えてみましょう。.
朝の稼働を開始します。工場内は涼しい状態です。午後の半ばまでには、機械は何百回もサイクルを繰り返しています。リードスクリューは温まり、作動油は熱を持ち、スチールフレームは膨張します。位置決めシステムにおける数千分の数インチの熱膨張は、フランジの長さを公差外にずらすのに十分な量です。.
ハイエンドのシステムでは、ラムに直接取り付けられたリニアエンコーダーや、補正アルゴリズムに組み込まれた温度センサーを使用するものもあります。スクリューの長さが位置と等しいと仮定するのではなく、ビームの実際の場所を測定するのです。一部の制御装置では、機械が動作温度に達すると熱膨張係数を適用します。.
多くの工場ではウォームアップサイクルを省略しています。冷えた状態で校正し、熱い状態で稼働させ、プログラムの編集で寸法のずれを追いかけています。金属は一貫性を求めていますが、環境が静かにルールを変えてしまうのです。.
そして、ワークそのものについても忘れてはなりません。特に薄いステンレス鋼の場合、何度も曲げ加工を行うと剛性が低下します。シーケンスの3回目の曲げで誤差が生じるのは、ゲージがずれたからではなく、ワークがフィンガーに対して異なるたわみ方をしたからかもしれません。サポートアーム、適切なシーケンス、そしてオペレーターによる一貫した圧力は、サーボの分解能と同じくらい重要です。.
これはカタログでは誰も自慢しない部分ですが、精度とは機械の幾何学的構造、補正ロジック、環境制御、そしてオペレーターの規律というシステムによって成り立っています。どれか一つでも欠ければ、他の要素がその負荷を支えきれなくなるのです。.
ゲージを確認してください:CNCを責める前に、機械が熱的に安定するまで待ったか、補正が有効になっているかを確認しましたか?それとも、原因ではなく症状を修正しているだけではありませんか?
次の質問は戦略的なものです。幾何学的構造と補正が制御されたら、曲げ加工の方法そのもの(エアベンディングかボトミングか)は、力とたわみの相互作用にどのような変化をもたらすのでしょうか?
ラムの直角度を出し、たわみを補正し、機械を暖機し、ゲージを確認しました。.
ここで真の決断が求められます。.
幾何学的構造と補正が制御下にあるとき、選択する曲げ加工の方法によって、力、たわみ、角度精度の関係が書き換えられます。エアベンディングとボトミングは、単に同じ角度を出すための2つの方法ではありません。これらは、どれだけ強くスチールを押し、どれだけ金属に「呼吸」させるかという、2つの哲学なのです。.
しかし、現場で最初に学ぶことは、金属は決して単純には従わないということです。.
エアベンディングでは、シートをダイに押しつぶす手前で止めます。パンチが材料をVダイの開口部に押し込み、最終的な角度はパンチの先端をダイの角度に完全に一致させるのではなく、貫入深さによって制御されます。金属は橋のようにダイの肩にまたがります。金属と「交渉」するのです。あなたは形状を固定するのではなく、応力を形作っているのです。.
ボトミングはその論理を覆します。材料がダイの面に完全に接触するまでパンチを深く押し込みます。コイニングではさらに深く押し込み、十分な圧力をかけて内側の曲げ半径を塑性変形させ、力ずくでスプリングバックを打ち消します。金属に交渉の余地はほとんどありません。あなたがその金属の「記憶」を決定づけるのです。.
では、あなたが苦労して制御してきた物理法則を尊重する戦略はどちらでしょうか?
ゲージを確認してください:手法を選択する前に、金属がどのように応力を受け止めるかを考えていますか?それとも、いかに速く90度に到達できるかだけを考えていますか?
エアベンディングは深さ制御であり、形状の強制ではありません。.
パンチが材料をダイの角度まで完全に押し込まないため、必要なトン数はボトミングよりも劇的に低く抑えられます。力が小さければフレームのたわみも少なく、工具への負荷も減り、ワーク自体の疲労も軽減されます。疲労に敏感な用途では、その内部応力の低減が、0.5度の完璧さよりも重要になることがあります。.
金属にはスプリングバック(跳ね返り)という性質があります。エアベンディングでは、その性質をあらかじめ計算に入れます。意図的にオーバーベンド(例えば90度に仕上げるために93度まで曲げるなど)を行い、弾性回復によって最終的な角度に収まるようにします。つまり、角度の精度はラムの正確な位置決めと、再現性の高い深さ制御にかかっているのです。千分の一ミリ単位の精度が重要になります。.
利点は柔軟性にあります。材料の厚みが変われば深さを調整し、目標角度が変わればまた深さを調整します。1組のパンチとダイがあれば、工具を交換することなく様々な角度を加工できます。これが、現代のCNC加工工場の多くが、作業の大半でエアベンディングを採用している理由です。作業速度は高く維持され、工具の摩耗も抑えられます。機械はサイクルごとに無理な負荷をかける必要がありません。.
しかし、エアベンディングには精密な機械が必要です。ラムの再現性、クラウニングの精度、バックゲージの一貫性などが狂えば、角度もそれに伴って狂ってしまいます。ストロークの最下点において、ダイの面が「修正」してくれることはないからです。.
ゲージを確認してください:あなたの機械は、エアベンディングを機能させるのに十分な深さ制御精度を備えていますか?それとも、ラムが再現できない精度をダイが補ってくれることを期待していませんか?
ボトミングは圧力による保険です。.
精細なラム制御ができない旧式の機械式プレスブレーキでは、オペレーターは位置決めの不正確さを補うためにボトミングを使用していました。板材をダイの角度まで完全に押し込むことで、ストロークの深さが多少変動しても、工具の形状が結果を決定づけるようにしたのです。鋼材は強制的に形状を合わせさせられます。.
コイニングはさらにその先を行きます。極めて高いトン数で曲げ線上の材料を圧縮し、わずかに薄くすることで塑性変形させ、スプリングバックをほぼゼロにします。これにより、特に公差の積み重ねが厳しい薄板において、時には0.5度以内の高い角度再現性が得られます。.
しかし、代償は伴います。.
高トン数は、ストローク中のフレームのたわみを増大させます。ベアリングへの負荷が増し、パンチやダイへのストレスも大きくなります。一部の工具メーカーは、工具の破損や機械への過負荷というリスクがあるため、日常的なボトミング加工を控えるよう公然と警告しています。経験の浅い作業者がトン数表を横目に、必要以上にペダルを強く踏み込み、鋼材が屈するのを待つような状況は避けるべきです。.
それは初心者の陥る罠です。.
ボトミングやコイニングには、厳しい公差が求められる薄板加工、制御能力が限られた旧式機械、スプリングバックを最小限に抑えることが不可欠な部品など、適した場面があります。しかし、必ずプレスブレーキの1フィートあたりの定格トン数を確認し、実際の必要トン数と比較しなければなりません。定格を超えれば、フレームが精度チェーンにおける弱点となってしまいます。.
ゲージを確認してください:あなたはボトミングを選択していますか?それは部品が本当にそれを必要としているからですか、それとも自分の深さ制御を信頼していないからですか?
エアベンディングとボトミングでは、必要となるトン数がパーセンテージではなく、倍率で異なる場合があります。.
エアベンディングにおいて、トン数は主に材料の強度、厚み、ダイの開口幅、曲げ長さに依存します。Vダイの幅を広げれば必要トン数は下がりますが、内側の曲げ半径は大きくなります。これは「力は小さくなるが半径は大きくなる」というトレードオフです。.
ボトミングはそうした配慮を無視します。ダイの角度に完全に密着させる必要があるため、必要トン数は大幅に跳ね上がり、同じ材料・厚みであってもエアベンディングの数倍に達することがよくあります。コイニングはさらに大きな力を必要とし、長い部品では機械の能力上限に達することさえあります。.
そして、高トン数は補正すべき「たわみ」を増大させます。.
クラウニングの話を思い出してください。たわみは負荷に比例します。長い部品でエアベンディングからボトミングに切り替えた場合、以前の補正値はもはや無効です。フレーム自体が独自のカーブを曲げに持ち込んでしまいます。再計算を行わなければ、曲げ長全体にわたって角度のバラつきを追いかける羽目になります。.
つまり、加工方法の選択は単なる角度制御の問題ではありません。機械にどれだけの負荷をかけるか、そして精度を維持するためにどれだけの幾何学的補正を適用しなければならないかという問題なのです。.
ゲージを確認する:加工方法を変更する際、トン数と補正値を再計算していますか?それとも、昨日のエアベンダの設定が今日のボトミング加工にもそのまま通用すると思い込んでいませんか?
金型とは、哲学が鋼鉄へと姿を変える場所である。.
エアベンダでは、内側の曲げ半径はダイの開口幅の関数として形成され、一般的にその幅の数分の一程度になる。金属はダイの肩の間で自然に巻き付こうとする。より広いV溝を選択すれば半径は大きくなり、狭いV溝を選択すれば半径は小さくなるが、必要なトン数は上昇する。.
ボトミング加工では、パンチと目標角度に厳密に一致するダイ角度が求められる。90度のパンチを88度のダイに押し込めば、圧力によって強制的に修正することになる。その圧力はどこかへ逃げなければならず、金型やフレームにかかることになる。.
1組のダイで全ての板厚に対応できないのは、板厚ごとに降伏強度とスプリングバックの挙動が異なるからである。16ゲージの軟鋼には完璧に機能するダイでも、10ゲージのステンレスをボトミングしようとすればブレーキ(プレス機)に過負荷がかかる可能性がある。金属は予測可能な線に沿って応力を分散させようとするが、不適切な金型は応力を誤った場所に集中させてしまう。.
ここからがチェスの対局のように鋭い判断が求められる。単に工具を選ぶだけではない。部品内部にどのような応力場を形成するか、フレームがどれだけたわむか、そして公差内に収めるためにどれだけの補正を適用すべきかを選択しているのである。.
ペダルを踏む前に、加工方法を選択せよ。.
ラムが下降を始めた瞬間、物理法則はすでに動き出しているからだ。.
ゲージを確認する:金型の選択は曲げ方法や材料強度と一致しているか?それとも、本来設計されていない問題を1組のダイで解決しようとしていないか?
「どのプレスブレーキを買うべきか?」という問いから始めてはならない。“
「この部品は鋼材に何を要求し、鋼材はどれほどの力で押し返してくるのか?」という問いから始めるべきである。“
これは哲学的な話に聞こえるかもしれないが、機械の能力不足で金型を割ったり、教科書の外には存在しない「完全に剛直なフレーム」を前提とした計算のせいで長いベッドの中央がたわんだりした時に、その意味を理解することになる。計算式は均一な力、ゼロのたわみ、完璧な分布を前提としている。しかし、実際のブレーキは負荷の下でたわみ、実際の鋼材は不均一にスプリングバックする。金属は(加工の記憶を)覚えているのだ。.
つまり、意思決定マトリックスとは買い物リストではない。それは「力の地図」である。まず部品の形状、公差、材料強度、曲げ方法を定義せよ。その上で初めて、精度について嘘をつくことなく、その交渉(加工)に耐えうる機械のクラスが見えてくる。.
ゲージを確認する:機械をカタログのスペックで定義しているか、それとも部品が実際に発生させる力で定義しているか?
図面をベンチの上に広げよ。.
フランジの長さ、内側の半径、戻り曲げ、全長に注目する。タイトな戻りフランジを持つ四角い箱は、単なる「箱」ではない。それはダイへのアクセスを制限し、Vダイの幅を制限する。そして、その一つの制限が、ペダルに触れる前であってもトン数を倍増させる可能性がある。.
初心者が最も見落としがちな点はこれだ。Vダイの開口幅は、多くの場合、支配的な変数である。V幅を板厚の8倍から6倍に縮めれば、必要な力は劇的に跳ね上がる可能性がある。金属はより広い肩の上を流れようとするため、その肩を狭くすれば抵抗はより強くなる。その抵抗は、ラム、金型、そしてフレームへと直接伝わるのである。.
つまり、形状がダイの選択を決定し、ダイの選択がトン数を決定し、トン数が機械のクラスを決定するのです。.
その逆ではありません。.
図面に、適切なV幅のエアベンディングで自然に得られるものよりも小さい、きつい内側半径が指定されている場合、すでにボトミング(ボトムベンディング)か狭いダイを選択せざるを得ない状況に追い込まれています。それは、より高い荷重倍率を意味します。つまり、補正すべきたわみが増えるということです。.
カタログを読む前に、次の問いに答えてください。「この部品は、実際にはどのダイ幅を許容できるのか?」
さあ、計算しましょう。ただし、正直に計算するのです。.
ほとんどのエアベンディングの公式は、紙の上ではきれいに見えます。「板厚の2乗 × 曲げ長さ ÷ ダイ幅 × 定数」。あまりにきれいなため、初心者はそれを盲信してしまいます。.
しかし、現場で最初に学ぶことは、金属は決して単純には従わないということです。.
それらの基本公式はエアベンディングを前提としています。ボトミングに切り替えれば、必要なトン数は数倍に跳ね上がります。コインングなら、さらに高くなります。紙の上では余裕のある能力と見積もられていた仕事が、加工方法が変わった途端に限界ギリギリで動いている現場を何度も見てきました。.
そして、ここに2つ目の落とし穴があります。計算機が「38トン」という数値をはじき出すと、新人は40トンの機械で完璧だと考えます。たわみに対する余裕も、材料のばらつきに対する余裕も、金型やベッドを疲労させる繰り返しのサイクルに対する余裕も考慮されていません。.
機械は無限に剛性が高いわけではありません。長く重い曲げ加工では、中央がたわみます。適切なクラウニング(ベッドにあらかじめ組み込まれた意図的な上向きの補正)がなければ、計算が「正しく」ても、中央の角度は開いてしまいます。“
つまり、トン数計算はステップ1です。たわみ許容能力と補正システムがステップ2です。ステップ2を無視すれば、負荷がかかった瞬間に精度は失われます。.
ゲージを確認してください:実際の安全マージンを加え、たわみを考慮しましたか? それとも、理想的な計算式を信じて、現実の鋼材に立ち向かおうとしていますか?
軟鋼の短いブラケットを曲げる小規模工場は、12フィートのステンレスパネルを一日中流す生産現場と同じ機械を必要とはしません。.
しかし、「最小限」とは「1回の曲げに耐えられるギリギリ」という意味ではありません。“
少量生産の工場は、静かな罠に陥ります。仕事が技術的に適合するという理由だけで、能力ギリギリの機械を購入してしまうのです。ある日、顧客が材料を304ステンレスに変更すると、降伏強度が跳ね上がり、スプリングバックが増加し、必要なトン数も上昇します。突然、すべての曲げ加工が最大負荷近くで行われることになります。.
上限いっぱいで稼働させることは、レッドラインに張り付いたままトラックを運転するようなものです。フレームはより大きくたわみ、油圧系には負荷がかかり、熱が蓄積するにつれて精度は低下していきます。.
生産環境の考え方は異なります。彼らは余裕を買います。それは見栄のためではなく、安定のためです。定格能力の60〜70%で稼働する機械は、より予測可能な挙動を示します。たわみは少なく、摩耗も少なく、シフト全体を通して角度の再現性が高まります。.
サイズ不足の隠れたコストは、単に金型が壊れることだけではありません。それは「不整合」です。.
自分自身に問いかけてみてください。このブレーキは時折の仕事に耐えるためのものですか、それとも日々のストレスの下で再現性のある形状を提供するためのものですか?
これから先、この視点を持っていただきたいと思います。.
「ブレーキのサイズはどれくらいか?」や「油圧式か電動式か?」ではありません。“
以下の3つを問いかけてください:
1. 最も厳しい公差が求められる部品を加工するために、どの曲げ方法を採用すべきか? 最も要求の厳しい作業でボトミング(底突き)や狭いダイが必要な場合、必要なトン数の基準値は即座に引き上げられます。加工方法こそが、トン数を左右する乗数となります。.
2. 形状から現実的に許容されるダイ開口幅はどれくらいか? アクセス性や半径の要件により小さなV開口幅に限定される場合は、教科書的な余裕のある比率ではなく、その制約条件から必要な力を計算してください。.
3. その負荷の下で、機械はどのようにたわみを制御するのか? 十分なクラウニング範囲を備えているか?ラムの独立制御は可能か?エアベンディングを選択した場合に十分な繰返し深さ精度が得られるか?なぜなら、幾何学的な制御を伴わないトン数は単なる「力任せ」であり、力任せの作業こそがフレームの歪みを引き起こす原因となるからです。.
ここが意外なポイントです。プレスブレーキの性能は最大荷重で決まるのではありません。特定の制約条件下で、いかにインテリジェントに力を管理できるかで決まるのです。.
あなたが購入するのはパワーではありません。材料の復元力と機械のたわみとの間で、いかに制御された駆け引きを行うかを購入するのです。.
そして、機械を決定する前にその駆け引きを明確に定義できれば、鋼材が予期せぬ挙動を示すことはなくなるでしょう。.
次の質問は、どの機械を選ぶかではありません。.
ペダルを踏む前に、物理法則を尊重する準備ができているかどうかです。.


















