

Uma chapa de 10 pés de espessura 14 desliza para dentro da matriz. O novato aperta os olhos para o gráfico de tonelagem, empurra o pedal com mais força do que precisa e espera que o aço se renda. E rende-se.
Depois, recupera dois graus e risca a tinta onde o punção bateu com demasiada força.
Se isto fosse apenas uma dobradora de metal no sentido do dicionário — algo que “dobra metal” — mais força significaria mais certeza. Mas a primeira coisa que se aprende na oficina é que o metal nunca simplesmente obedece. Ele negocia.

Imagina uma prensa de 90 toneladas a dobrar aço pintado fino de espessura 16. O gráfico de tonelagem diz que precisas apenas de uma fração dessa capacidade. Ainda assim, a máquina tem força de reserva, e os novatos sentem-se mais seguros apoiando-se na potência.
Aqui está a armadilha: o metal quer resistir apenas o suficiente para armazenar energia, e depois libertá-la como recuperação elástica. Se passares do ponto ideal, não obténs uma dobra mais acentuada — obténs marcas de matriz, peças encurvadas e desgaste acelerado das ferramentas. A força extra não melhora a geometria; amplifica cada desalinhamento na configuração.
Já vi operadores perseguirem erros de ângulo ajustando mais profundidade. Acham que estão a corrigir com força. O que estão realmente a fazer é deformar além do eixo neutro planeado — a camada na chapa que não se estica nem se comprime durante a dobra — e convidar à inconsistência de peça para peça.
Uma prensa dobradeira é classificada em toneladas, mas vive ou morre em milésimos de polegada.
Verifica a Tua Medida: Se acreditas que mais pedal equivale a mais precisão, ainda estás a pensar como um operador de martelo, não como um operador de prensa.

Vamos abrandar o momento.
À medida que o punção desce na matriz em V, as fibras exteriores da chapa esticam. As fibras interiores comprimem-se. Entre elas fica o eixo neutro, deslocando-se ligeiramente dependendo do material e das ferramentas. O metal quer distribuir a tensão ao longo dessa curva, não colapsar sob ela.
A verdadeira dobra é deformação plástica controlada: ultrapassas o limite de elasticidade apenas o suficiente para que a forma permaneça depois de libertares a pressão. Deformar, o primo desleixado, é o que acontece quando ignoras como a tensão flui. Achatas a estrutura do grão, magoas as superfícies e perdes repetibilidade.
A diferença mede-se no controlo da profundidade, na precisão do batente traseiro e no paralelismo do êmbolo — não na tonelagem máxima. Dois graus de recuperação elástica em aço macio podem exigir uma dobra calculada de dois e meio graus. Isso é negociação, não dominação.
Se dobrar é ultrapassar o limite de elasticidade com intenção, o que mais dentro da máquina deve comportar-se com a mesma precisão?
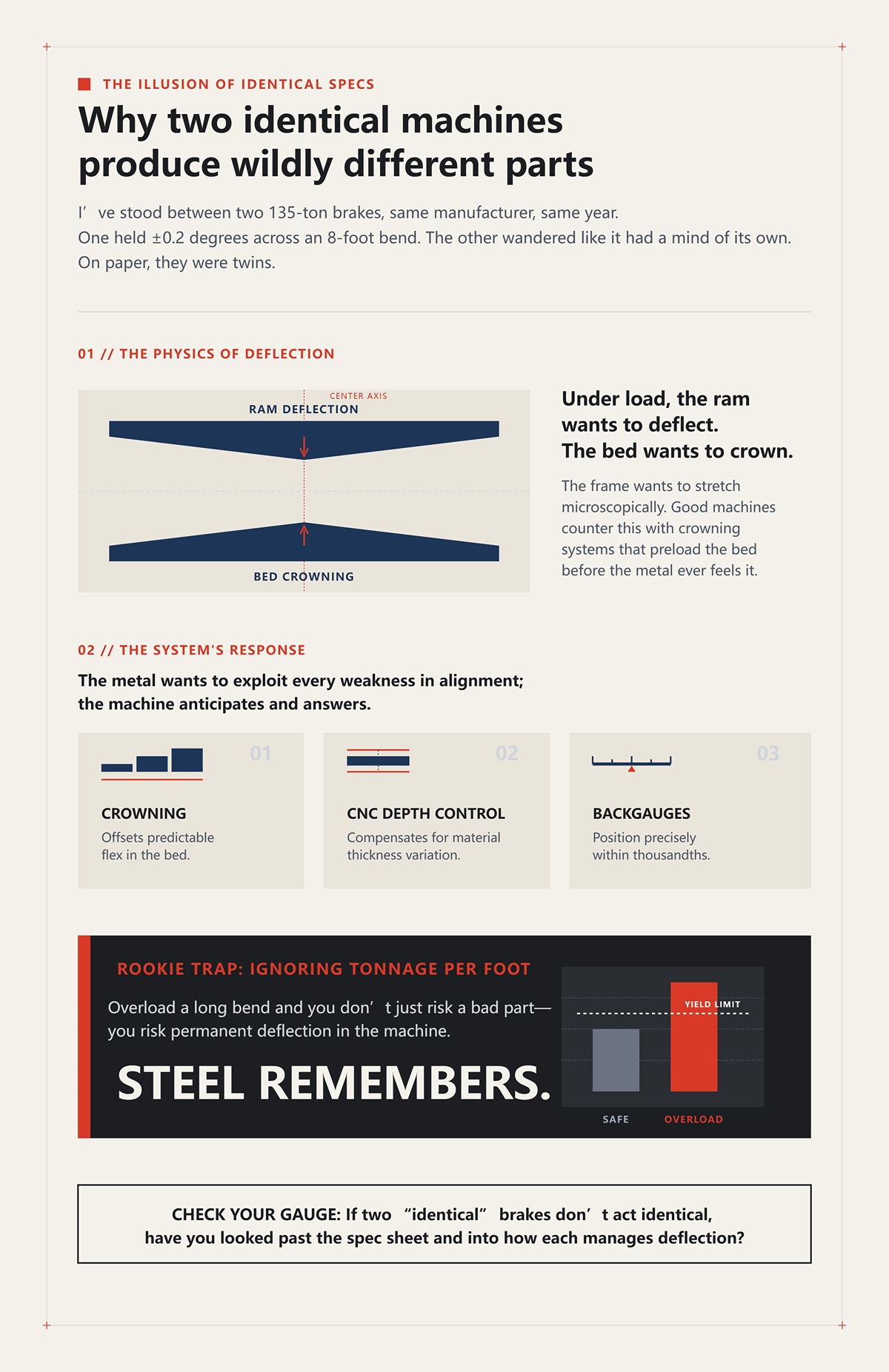
Já estive entre duas prensas de 135 toneladas, do mesmo fabricante, do mesmo ano. Uma manteve ±0,2 graus numa dobra de 8 pés. A outra desviava-se como se tivesse vontade própria.
No papel, eram gémeas.
Sob carga, no entanto, o êmbolo de qualquer prensa tende a fletir no meio. A mesa tende a arquear. A estrutura quer alongar-se microscopicamente. As boas máquinas contrariam isso com sistemas de compensação — ajustes mecânicos ou hidráulicos que pré-carregam a mesa para combater a deflexão antes que o metal sequer a sinta.
É aí que o sistema se revela. O controlo de profundidade CNC compensa variações na espessura do material. Os batentes posicionam-se com precisão de milésimos. A compensação neutraliza a flexão previsível. O metal procura explorar qualquer fraqueza no alinhamento; a máquina antecipa e responde.
Armadilha de principiante: ignorar a força por pé linear. Sobrecarregar uma dobra longa e não arriscas apenas uma peça defeituosa — arriscas uma deflexão permanente na máquina. O aço tem memória.
Verifica a Tua Medida: Se duas prensas “idênticas” não se comportam da mesma forma, já olhaste para além da ficha técnica e observaste como cada uma gere a deflexão?
Chama‑lhe uma dobradora de metal e imaginas uma dobradiça e um empurrão. Fica tempo suficiente nos comandos e verás outra coisa.
A prensa coordena três conversas ao mesmo tempo: força aplicada através do êmbolo, movimento guiado pelos eixos CNC e comportamento do material moldado pela direção do grão, tolerância de espessura e recuperação elástica. Muda uma variável e as outras reagem. O metal quer voltar a ser plano; a máquina contrapõe‑se com uma sobre‑dobra calculada. A estrutura quer fletir; o sistema de compensação pré‑carrega contra isso. O operador quer velocidade; a física exige paciência.
Isso não é força bruta. É gestão de força sob restrição — como jogar xadrez contra um adversário que se lembra de cada jogada.
E se todo o jogo consiste em como o metal armazena e liberta tensões, o que exatamente acontece dentro da chapa no instante em que o punção faz contacto?
Fica ao lado da prensa e observa atentamente. O punção ainda nem se enterrou na matriz em V — apenas primeiro contacto — e a chapa já se deprime sob a ponta. Nenhum ângulo formado. Nenhuma dobra dramática. Só uma ligeira marca onde a tensão começa a concentrar‑se.
Esse instante importa.
A superfície exterior sob a ponta do punção sente primeiro a tensão de tração — quer esticar. A superfície interior, pressionada contra os ombros da matriz, quer comprimir. Entre ambas encontra‑se o eixo neutro, a fina camada interna que nem se estica nem se comprime. Não permanece educadamente centrada; desloca‑se para o raio interior à medida que a carga aumenta. O metal procura mover esse eixo para se proteger, redistribuindo a deformação onde o grão a consegue tolerar.
Nesta fase, tudo é elástico. Elástico significa temporário. Podias parar o êmbolo mais cedo, aliviar a pressão, e a chapa voltaria a ficar plana como se nada tivesse acontecido. Essa é a memória do metal — a sua estrutura interna de rede a resistir à reorganização permanente.
Continua a descer.
A tensão nas fibras exteriores acaba por ultrapassar o limite de cedência — o ponto em que o material deixa de se comportar como uma mola e passa a fluir plasticamente. Agora estás a reorganizar a estrutura do grão. Agora estás a gastar a memória do metal, não apenas a emprestá‑la. Esta transição de elástico para plástico não é um precipício; é uma estreita crista. Atravessa‑a com precisão e obterás dobras repetíveis. Fica demasiado superficial e terás recuperação elástica excessiva. Força demasiado e magoas as ferramentas e deslocas o eixo neutro de forma imprevisível.
É por isso que uma prensa com repetibilidade do êmbolo de ±0,01 mm ainda produz peças que variam cinco vezes mais na prática. Variações de espessura, direção do grão, desgaste das ferramentas — tudo isso altera onde ocorre realmente a transição elástico‑plástica. A máquina pode atingir a mesma profundidade em cada ciclo, mas o material não reage de forma idêntica.
A primeira jogada deste jogo de xadrez acontece antes de o ângulo ser visível.
Verifica a tua referência: quando o punção toca pela primeira vez na chapa, estás a pensar no ângulo — ou em onde começa realmente o limite de cedência?
Dobre uma peça de aço macio até uma medição de 93 graus sob carga. Libere o êmbolo. Ela abre-se para 90.
Essa diferença de três graus não é um erro. É energia elástica armazenada a escapar.
À medida que o punção força a chapa dentro da matriz, as fibras exteriores esticam-se além do limite de escoamento, mas as camadas mais profundas, próximas do eixo neutro, podem permanecer elásticas. Quando se liberta a pressão, essas zonas elásticas recuperam, puxando ligeiramente a dobra para abrir. O metal quer voltar à forma plana porque parte dele nunca aceitou ficar dobrado.
O dobramento em ar — o método mais comum — baseia-se neste comportamento. O punção nunca percorre todo o curso até ao fundo; controla o ângulo pela profundidade de penetração. Isso significa que o retorno elástico deve ser previsto e compensado com uma dobra calculada para além do ângulo pretendido. No aço macio, talvez 1–3 graus. Em material de alta resistência, mais. Em chapa fina, muitas vezes proporcionalmente mais do que em chapa grossa.
Aqui está a parte que confunde a intuição dos principiantes: o material mais espesso mostra frequentemente uma percentagem de retorno elástico menor do que a chapa fina. O material fino tem uma maior parte da sua secção transversal a comportar-se elasticamente em relação à zona plástica. Assim, aquela chapa leve de 20 gauge pode exigir uma dobra mais acentuada do que uma chapa de 10 gauge. O metal quer voltar mais depressa quando não comprometeu muita espessura ao fluxo plástico.
Há outro caminho: o encunhamento ou cunhagem (“coining”). Introduza o punção suficientemente fundo para pressionar firmemente o material no ângulo da matriz, esmagando grande parte dessa memória elástica. O retorno elástico desce quase a zero. Parece perfeito — até calcular a tonelagem. O encunhamento pode exigir várias vezes a força do dobramento em ar e, muitas vezes, ferramentas com ângulos dedicados. Isso não é apenas energia; é tensão na estrutura, desgaste das ferramentas e custo de afinação. Precisão comprada à custa de força bruta sai cara.
Por isso, fazemos a dobra para além do ângulo — não por ser um método grosseiro, mas por ser eficiente. Aceitamos que o metal vá recuperar alguns graus e planeamos o movimento com antecedência.
O novato olha para o gráfico de tonelagem, carrega mais no pedal do que precisa e espera que o aço se renda. Mas a rendição não é o objetivo. A previsão é.
Se o retorno elástico é a memória do metal a afirmar-se, porque é que essa memória muda tão drasticamente entre ligas?
Pegue em duas chapas, da mesma espessura: uma de aço macio, outra de aço inoxidável 304. Monte ferramentas idênticas. Dobre ambas até à mesma profundidade programada.
O aço inoxidável abre-se mais quando libertado.
O aço inoxidável tem maior limite de escoamento e uma diferença mais ampla entre o limite de escoamento e a resistência à tração última. Isso significa que pode armazenar mais energia elástica antes e mesmo durante a deformação plástica. O metal quer esticar-se e ainda manter uma forte tendência para regressar ao alinhamento original da rede cristalina. Assim, o retorno elástico aumenta e a tonelagem necessária sobe em conformidade.
O alumínio joga de forma diferente. Tem um módulo de elasticidade mais baixo do que o aço. Isso significa que, para a mesma tensão, deflete mais elasticamente. Parece macio sob o punção, mas recupera de forma agressiva em relação ao seu limite de escoamento. O metal tende a mover-se facilmente — e depois recuperar mais do que se esperava.
A direção do grão adiciona outra camada. Ao dobrar perpendicularmente à direção de laminação, o material geralmente tolera raios internos mais apertados. Ao dobrar paralelamente, o risco de fissuração aumenta porque se está a pedir aos grãos alongados que se abram ao longo do seu comprimento. O metal tende a rachar na sua orientação mais fraca.
É por isso que os gráficos “standard” de tonelagem por pé devem ser pontos de partida, não garantias. Assumem uma espessura nominal, propriedades médias e ferramentas novas. As bobines reais variam. Uns milésimos a mais de espessura ao longo de uma dobra de 10 pés podem alterar os requisitos de tonelagem o suficiente para mudar o ângulo obtido. É por isso que operadores experientes ajustam a profundidade com base em dobras de teste, não em fé cega.
Verifique a sua bitola: quando muda de aço macio para aço inoxidável, altera apenas a tonelagem — ou também a sua expectativa de como o material “lembrará” a dobra?
Imagine uma secção transversal da dobra sob ampliação. Grãos exteriores alongados. Grãos interiores comprimidos e ligeiramente encurvados. Algures entre eles, uma fronteira onde o comportamento elástico se transforma em fluxo plástico.
O teu trabalho é posicionar deliberadamente esse limite.
Demasiado superficial, e a maior parte da espessura mantém-se elástica. A curvatura parece correta sob carga, mas abre-se de forma imprevisível. Demasiado profunda, e forças uma deformação plástica excessiva, afinando o raio exterior e arriscando microfissuras — especialmente em aço de alta resistência ou com orientação de grão inadequada. O metal quer proteger a sua estrutura interna; força-o imprudentemente e ele responde com fratura ou inconsistência.
O ponto ideal é onde uma parte suficiente da secção transversal cedeu para ancorar a forma, mas não tanto que danifiques a integridade ou sobrecarregues a máquina. Esse equilíbrio depende da seleção do raio interno, da largura de abertura da matriz (frequentemente cerca de 8 vezes a espessura do material no dobramento por ar em aço macio) e de um controlo preciso da profundidade.
É por isso que o dobramento consome muito menos energia do que a maquinação. Não estamos a remover material; estamos a persuadi-lo a fluir ligeiramente além do limite elástico. Eficiente, sim. Mas essa eficiência vem acompanhada de sensibilidade. Pequenas variações na espessura ou no desgaste das ferramentas movem o limite entre o elástico e o plástico, e o teu ângulo deriva.
A prensa dobradora, portanto, não está a esmagar o aço até à submissão. Está a posicionar a tensão com intenção, para que, quando a pressão se liberte, o material se estabilize exatamente onde prevês.
E se a memória e o grão do metal ditam tanto do resultado, que tipo de arquitetura de máquina é necessária para gerir essas forças sem introduzir os seus próprios erros?
Duas prensas dobradoras lado a lado no chão da fábrica. Ambas classificadas para 135 toneladas. Mesmas ferramentas. Mesmo operador. A mesma tira de 10 pés de aço macio de calibre 11.
Uma mantém ±0,5° ao longo do comprimento após uma única correção. A outra desvia um grau no centro e precisa de ajustes. Mesma etiqueta de tonelagem. Resultado diferente.
Eis a tua primeira pista de que capacidade de força e controlo de força não são o mesmo animal.
Mas a primeira coisa que aprendes na fábrica é que o metal nunca obedece simplesmente. Ele negocia. Reage através do retorno elástico, desloca o eixo neutro à medida que cede e amplifica qualquer inconsistência na forma como o êmbolo chega ao fundo. Se o teu sistema de acionamento não consegue medir força e posição através dessa transição elástico‑plástica, não estás a dobrar — estás a jogar.
Portanto, a questão de arquitetura não é “Quantas toneladas?” É “Como é que esta máquina entrega essas toneladas ao longo do curso?”
Verifica o teu calibre: se duas prensas têm a mesma classificação de tonelagem, que parte do curso — aproximação, contacto ou fundo — controlas realmente na tua?
Imagina uma velha prensa mecânica: volante a girar, embraiagem engatada, veio de manivela a transformar essa energia rotacional em movimento vertical do êmbolo. Uma vez acionada, o êmbolo completa o ciclo. Sem hesitação. Sem repensar a meio do curso.
Isso é músculo de produção.
Os sistemas mecânicos brilham na repetição. Se estás a prensar a mesma curvatura superficial milhares de vezes em chapa fina, esse curso fixo torna-se uma vantagem. O ponto morto inferior — o ponto mais baixo na rotação da manivela — é definido mecanicamente. Cada batida ocorre praticamente no mesmo ponto físico porque a geometria da manivela o determina, não a pressão de fluido ou o feedback do servo.
Agora eis a armadilha.
O curso é fixo. A energia está armazenada nesse volante giratório. Uma vez engatado, não podes afinar os últimos centésimos de polegada para compensar uma bobina que chegou 0,004″ mais espessa. O metal quer resistir um pouco mais hoje do que o fez ontem. A prensa mecânica não se importa. Avança pelo ponto morto inferior com toda a energia que o volante transporta.
Se estás a dobrar por ar, essa falta de controlo variável do curso torna-se uma desvantagem. Estás a tentar parar a uma profundidade precisa onde a memória elástica te fará regressar ao alvo. Mas a manivela não “pausa e mede”. Ela compromete-se. Os erros de sobrecurvatura transformam-se em dispersão de ângulo.
E aí está a armadilha do principiante: perseguir o ângulo aumentando a tonelagem num travão mecânico quando o verdadeiro problema é a falta de flexibilidade do curso. O novato semicerrra os olhos para a tabela de tonelagem, carrega no pedal mais do que precisa e espera que o aço ceda. Num sistema mecânico, isso pode significar embater no ponto morto com mais energia do que o quadro ou as ferramentas conseguem suportar.
Os travões mecânicos recompensam a uniformidade. Penalizam a variabilidade.
Verifica o teu medidor: os teus trabalhos são suficientemente idênticos para que um curso fixo te favoreça — ou estás a pedir a uma cambota que negocie com o retorno elástico?
Fica à frente de um travão hidráulico durante uma dobra de teste. O êmbolo desce rapidamente, abranda perto do contacto e depois avança lentamente no trabalho à medida que a pressão aumenta. Podes pará-lo a meio curso. Invertê-lo. Empurrá-lo mais fundo por milésimos.
Essa capacidade de controlo mudou a indústria.
Os cilindros hidráulicos convertem a pressão do fluido em força linear. A pressão aumenta apenas à medida que a resistência aumenta. O metal tende a enrijecer ao ultrapassar o limite de elasticidade; o sistema hidráulico responde aumentando a pressão para manter o movimento. Esse ciclo de retroalimentação — resistência equilibrada por pressão — é o que torna a dobra a ar viável em grande escala.
Agora acrescenta o detalhe do mundo real: a maioria dos travões elétricos atuais atinge um máximo de cerca de 300 toneladas. Se estiveres a dobrar chapa grossa ou peças longas com matrizes largas, precisas de força bruta para além desse limite. Os sistemas hidráulicos podem ser dimensionados — cilindros maiores, pressões mais altas, bancadas mais longas. É por isso que as oficinas de fabrico pesado ainda dependem deles.
Mas os sistemas hidráulicos têm o seu próprio temperamento.
O fluido comprime-se ligeiramente. As vedações desgastam-se. A temperatura altera a viscosidade. Uma pequena fuga interna pode causar deriva de pressão durante o tempo de espera em baixo, o que se traduz em inconsistência no ângulo. Já vi uma máquina manter o ângulo perfeitamente de manhã e abrir meio grau ao final da tarde porque a temperatura do óleo alterou o tempo de resposta. O metal quer consistência; o sistema de fluido por vezes negocia de forma diferente de hora a hora.
O controlo de curso variável tornou os sistemas hidráulicos dominantes porque permite aproximar-se deliberadamente do limite elástico‑plástico. No entanto, essa precisão depende de um sistema de pressão saudável e bem mantido. Ignora isso e o teu “controlo” torna-se teórico.
Verifica o teu medidor: quando os teus ângulos se desviam, culpas o operador — ou já verificaste o estado do óleo, o desgaste das vedações e a estabilidade térmica?
Agora observa um travão de prensa elétrico moderno a dobrar uma peça de inox de 14‑gauge. Motores servo acionam fusos de esferas diretamente ligados ao êmbolo. Sem óleo. Sem válvulas. Apenas binário convertido em movimento linear com feedback de codificador a medir a posição em micrómetros.
O êmbolo desce. Pára exatamente onde foi comandado. Mantém‑se no ponto sem flutuação de pressão porque não há coluna de fluido para comprimir.
Essa transmissão direta é a razão pela qual as oficinas reportam tempos de ciclo mais rápidos e poupanças energéticas significativas — a energia é consumida principalmente durante o movimento, não continuamente para manter a pressão hidráulica. Um fabricante que conheço substituiu a maior parte da sua frota hidráulica por máquinas elétricas para trabalhos leves a médios, reduziu o consumo de energia quase para metade e melhorou a repetibilidade em peças finas de inox. Mas manteve um travão hidráulico na oficina para chapas de alta tonelagem.
Essa é a realidade por detrás da “revolução”.”
Os sistemas elétricos destacam‑se onde a precisão de profundidade equivale à precisão de ângulo — materiais de espessura fina a média, bancadas mais curtas, tonelagem moderada. O servo pode micro‑ajustar a profundidade para compensar variações de retorno elástico de folha para folha. O metal tende a recuperar de forma diferente em cada lote; o servo pode responder em incrementos finos sem ultrapassar o ponto.
Mas os limites de força são reais. Dobras profundas em caixas de material espesso exigem alta tonelagem sustentada ao longo de cursos mais longos. Hoje em dia, os sistemas hidráulicos ainda dominam esse território. O elétrico não está a substituir o hidráulico em toda a linha — está a redefinir o que significa um trabalho “com precisão em primeiro lugar”.
As configurações híbridas estão a tornar‑se comuns porque as oficinas estão a perceber algo desconfortável: o tipo de máquina molda o tipo de precisão que podes prometer aos clientes.
Verifique o seu calibre: Está a escolher uma máquina pela tonelagem máxima no papel — ou pelo tipo de controlo de força que as suas peças mais exigentes realmente necessitam?
Execute uma dobra longa de 12 pés em chapa de 10‑gauge numa prensa hidráulica sem compensação ativa de arqueamento. Verá frequentemente o centro abrir ligeiramente em comparação com as extremidades, porque a estrutura se deflete sob carga. A estrutura da máquina estica; a mesa curva-se. O metal procura tensão uniforme; a estrutura introduz a sua própria.
Agora tente o mesmo numa prensa elétrica de alta precisão concebida para trabalhos mais leves. Poderá obter um controlo excecional da profundidade — mas se o trabalho exceder a sua zona de conforto em tonelagem, estará a operar próximo da capacidade, onde qualquer risco de sobrecarga obriga a uma programação conservadora.
Aqui está o ponto que a maioria dos folhetos não menciona: o sistema de acionamento e o design da estrutura definem, em conjunto, o seu limite prático de precisão. Uma prensa mecânica pode repetir o ponto morto inferior o dia todo — mas apenas para trabalhos que tolerem energia de curso fixo. Uma prensa hidráulica pode lidar com cargas maciças — mas apenas com a precisão que a estabilidade da pressão e a compensação de deflexão permitem. Uma prensa elétrica pode posicionar o êmbolo com precisão cirúrgica — mas apenas dentro do seu envelope de tonelagem. Se está a avaliar onde esse limite deve situar-se para o seu conjunto de trabalhos, uma prensa CNC concebida com rigidez de estrutura verificada e controlo de força previsível — como as da CN-HAWE — torna-se o passo prático seguinte; explore como estas capacidades se unem numa moderna prensa CNC concebida para precisão repetível sem operar no limite.
A precisão não é apenas uma questão de resolução do codificador. É a interseção entre o método de entrega de força, a rigidez estrutural e a forma como o sistema reage quando o metal quer resistir mais do que o esperado.
Neste jogo de xadrez, o seu sistema de acionamento é a sua jogada de abertura. Escolha mal e passará o resto do jogo a compensar uma máquina que acrescenta a sua própria incerteza à memória do material.
Portanto, se a arquitetura do acionamento determina como a força é transmitida e limitada, o que acontece quando ampliamos a visão desde a fonte de energia até à geometria — a forma como o êmbolo se mantém paralelo, como o apoio traseiro se posiciona e como a estrutura compensa a sua própria deflexão sob carga?
Passe uma tira de 12 pés de chapa de 10‑gauge sob o punção, chame o seu programa e deixe a máquina aplicar 180 toneladas. O ângulo lê 90° nas extremidades. No centro, é 90,7°. Mesma profundidade. Mesma força. Resultado diferente.
Nada mudou no sistema de acionamento. O que mudou foi a forma da máquina sob carga.
Quando exerce tanta força através do êmbolo, as colunas laterais esticam-se microscopicamente e a mesa curva-se para cima no meio. O aço sob tensão não discute; alonga-se. A máquina está a fazer o mesmo que a sua peça de trabalho. O metal procura compressão uniforme ao longo da linha de dobra. A estrutura introduz a sua própria curva na negociação.
É aqui que os principiantes se enganam. Pensam que a precisão reside na tonelagem e na resolução do codificador. Mas a primeira coisa que se aprende na fábrica é que o metal nunca obedece simplesmente — e o mesmo acontece com a estrutura que o segura. Se o êmbolo não está paralelo, se o apoio traseiro não está perpendicular e repetível, se a mesa não é compensada pela deflexão, a força cuidadosamente controlada transforma-se em geometria irregular.
A entrega de força define o limite. A geometria decide se alguma vez o alcança.
Verifique o seu calibre: Quando os seus ângulos variam ao longo do comprimento, está a ajustar a profundidade às cegas — ou a perguntar se a própria máquina está a dobrar?
Coloque-se à frente de uma prensa CNC moderna e olhe para o ecrã: Y1 no cilindro esquerdo, Y2 no direito. Dois números. É bom que coincidam dentro de alguns milésimos de polegada.
Máquinas mais antigas ligavam ambos os lados mecanicamente. Um circuito hidráulico, uma única suposição de posição. Mas sob carga, o lado esquerdo pode encontrar uma resistência ligeiramente diferente do direito — espessura desigual do material, carga fora do centro, pequeno desgaste da estrutura. Se ambos os lados se moverem às cegas em conjunto, o êmbolo inclina-se. Uma extremidade atinge o fundo primeiro. A outra segue depois. Agora o seu ângulo de dobra varia da esquerda para a direita.
O controlo independente Y1/Y2 utiliza escalas lineares em cada lado do êmbolo, transmitindo em tempo real a posição de volta ao CNC. Se o lado esquerdo atrasar 0,001 polegada, o controlador corrige imediatamente. Faz um ajuste contínuo, mantendo o êmbolo paralelo à mesa mesmo quando 100 toneladas tentam torcê-lo fora do esquadro.
É aqui que isto deixa de ser teoria. Imagina dobrar uma caixa de quatro lados com abas de retorno. Após as duas primeiras dobras, a peça já não assenta plana. A carga desloca-se para um lado devido à geometria assimétrica. Sem correção independente, a máquina seguirá o caminho de menor resistência. O metal tende a inclinar-se. O êmbolo deve recusar.
Armadilha de principiante: assumir que o paralelismo é uma calibração única. Não é. O desgaste das guias, o desvio dos cilindros ou até o assentamento irregular do piso podem introduzir desalinhamentos ao longo do tempo. Se Y1 e Y2 não forem monitorizados de forma independente, não verás o erro até as peças começarem a falhar na inspeção.
Verifica o teu calibrador: Sabes qual é a tolerância permitida de desvio Y1/Y2 da tua máquina sob carga — ou estás a confiar na calibração de ontem?
Agora passa para trás da linha de dobra. O batente traseiro não é glamoroso, mas é o que faz a diferença entre uma peça que se monta e uma que vai para o lixo.
O eixo X controla a profundidade — o quão longe a peça é alimentada no molde. O eixo R move os dedos para cima e para baixo. Acrescenta Z1 e Z2, e os dedos podem mover-se para a esquerda e direita de forma independente.
Num suporte simples em forma de U, X e R são suficientes. Define a profundidade, ajusta a altura em função do comprimento da aba, repete. Um calibrador de dois eixos lida com isso o dia inteiro.
Mas imagina que estás a formar uma caixa fechada em que a terceira dobra colidiria com um dedo fixo. Com apenas X e R, o operador deve retirar a peça, reposicioná-la manualmente, talvez virá-la, talvez alinhar “a olho” contra uma batente. Cada toque introduz variação — especialmente após duas ou três dobras, quando a peça fica mole. O metal tende a afundar sob o seu próprio peso. As tuas mãos aplicam pressão de formas inconsistentes.
Um sistema de quatro eixos (X, R, Z1, Z2) permite que os dedos se abram para suportar abas irregulares e se reposicionem automaticamente entre dobras. O CNC move o suporte para onde a geometria o exige. Elimina-se o empurrão humano.
Mas não exageres. A maioria das oficinas trabalha com uma elevada percentagem de peças simples. Um batente de 8 eixos não corrige guias gastas nem acoplamentos soltos. A precisão de posicionamento falha por cinco motivos comuns: desgaste mecânico, componentes de acionamento soltos, problemas nos codificadores, rigidez insuficiente dos dedos e expansão térmica. Primeiro vem a calibração. Em segundo, a inspeção mecânica. Em terceiro, a estabilidade térmica. Se tentares ajustar parâmetros de software antes de verificar estes fatores, estarás a jogar xadrez sem ver metade do tabuleiro.
Precisão não é número de eixos. É posicionamento controlado e repetível sob condições reais de oficina.
Verifica o teu calibrador: Estás a acrescentar eixos para resolver um problema de geometria — ou a ignorar um desvio mecânico que nenhum software pode corrigir?
Repete essa mesma dobra de 12 pés. A deflexão a meio do vão sob carga pesada pode atingir vários milésimos de polegada. Parece pouco até lembrares que no air bending, a variação do ângulo é extremamente sensível à profundidade. Uma variação de 0,001 polegada na penetração pode alterar visivelmente o ângulo, especialmente em material mais fino.
Os sistemas de contracurvamento compensam isto introduzindo uma ligeira curvatura ascendente na mesa antes do pico de carga. O contracurvamento mecânico usa cunhas ao longo da viga inferior. O hidráulico usa pequenos cilindros. A ideia é simples: pré-dobrar a máquina no sentido oposto ao da deflexão esperada.
O truque está no cálculo. A compensação necessária depende da tonagem, espessura do material, largura da matriz e comprimento da dobra. Pouco contracurvamento e o centro abre-se. Demasiado, e o centro dobra em excesso enquanto as extremidades ficam rasas. O metal procura tensão uniforme. O contracurvamento é a forma de negociar com a estrutura para que esta não distorça esse campo de tensões.
Erro de principiante: definir o contracurvamento uma vez e deixá-lo assim. Ao passar de aço macio calibre 14 para inox calibre 10, a tua tonagem por pé dispara. A curva de deflexão muda. E a compensação também deve mudar.
Verifica o teu calibrador: Ao mudares de materiais ou comprimentos, recalculas o contracurvamento — ou esperas que as definições de ontem ainda sirvam?
Agora adiciona tempo à equação.
Começas uma corrida matinal. A oficina está fresca. Ao meio da tarde, a máquina já ciclou centenas de vezes. Os fusos‑mãe aquecem. O óleo hidráulico aquece. As estruturas de aço expandem. Alguns milésimos de crescimento térmico num sistema de posicionamento são suficientes para deslocar o comprimento da flange fora da tolerância.
Os sistemas de gama alta utilizam codificadores lineares montados diretamente no êmbolo e, por vezes, sensores de temperatura ligados a algoritmos de compensação. Em vez de assumirem que o comprimento do fuso equivale à posição, medem a localização real da viga. Alguns controlos aplicam fatores de crescimento térmico quando a máquina atinge a temperatura de funcionamento.
A maioria das oficinas salta o ciclo de aquecimento. Calibram a frio, trabalham a quente e tentam corrigir dimensões variáveis com edições no programa. O metal procura consistência. O ambiente muda as regras silenciosamente.
E lembra‑te da própria peça. Após múltiplas curvaturas, especialmente em aço inoxidável fino, a rigidez diminui. A terceira dobra numa sequência pode variar não porque o calibrador falhou, mas porque a peça fletiu de forma diferente contra os dedos. Braços de suporte, sequenciamento correto e pressão consistente do operador são tão importantes como a resolução do servo.
Esta é a parte de que ninguém se gaba nas brochuras: a precisão é um sistema composto por geometria da máquina, lógica de compensação, controlo ambiental e disciplina do operador. Remove uma dessas peças e as restantes não conseguem aguentar a carga.
Verifica o teu calibrador: antes de culpares o CNC, deixaste a máquina atingir a estabilidade térmica e confirmaste que a compensação está ativa — ou estás a corrigir sintomas em vez das causas?
Próxima questão, e é estratégica: uma vez controladas a geometria e a compensação, como é que o próprio método de dobragem — dobragem ao ar versus estampagem — altera a forma como a força e a deflexão interagem?
Alinhaste o êmbolo. Compensaste a deflexão. Aqueceste a máquina e verificaste os calibradores.
Agora aparece a verdadeira decisão.
Uma vez sob controlo a geometria e a compensação, o método de dobragem que escolhes reescreve a relação entre força, deflexão e precisão do ângulo. A dobragem ao ar e a estampagem não são apenas duas formas de atingir o mesmo ângulo — são duas filosofias sobre quão forte empurras o aço e quanto o deixas respirar.
Mas a primeira coisa que aprendes na oficina é que o metal nunca obedece simplesmente.
Na dobragem ao ar, paras antes de esmagar a chapa contra a matriz. O punção pressiona o material na abertura de uma matriz em V, e o ângulo final é controlado pela profundidade de penetração, não pela força que faz o punção corresponder totalmente ao ângulo da matriz. O metal assenta nos ombros da matriz como uma ponte. Ele negocia. Estás a moldar tensões, não a bloquear geometria.
A estampagem inverte essa lógica. Empurras o punção mais fundo até que o material contacte totalmente as faces da matriz. No cunhamento, vais ainda mais longe — aplicas pressão suficiente para deformar plasticamente o raio interno da dobra e eliminar o efeito de recuperação por força bruta. O metal não pode negociar muito. Estás a dizer‑lhe qual será a sua memória.
Então, que estratégia respeita a física que acabaste de trabalhar arduamente para controlar?
Verifica o teu calibrador: antes de escolheres um método, estás a perguntar como o metal irá suportar a tensão — ou apenas quão depressa podes atingir os 90 graus?
A dobragem ao ar é controlo de profundidade, não imposição de forma.
Como o punção nunca encaixa completamente o material no ângulo da matriz, a tonelagem necessária permanece drasticamente inferior à da estampagem. Menor força significa menos deflexão da estrutura, menos tensão nas ferramentas e menor fadiga na própria peça. Em aplicações sensíveis à fadiga, essa redução da tensão interna pode ser mais importante do que a perfeição de meio grau.
O metal quer voltar à sua forma original. No encurvamento por ar, isso é previsto. Faz-se intencionalmente uma sobrecurvatura — talvez para 93 graus, para chegar a 90 após a libertação — e deixa-se a recuperação elástica concluir o movimento. Isso significa que a precisão do ângulo depende da posição exata do êmbolo e do controlo repetível da profundidade. Milésimos fazem diferença.
A vantagem é a flexibilidade. Alterar a espessura do material? Ajustar a profundidade. Alterar o ângulo desejado? Ajustar a profundidade. Um conjunto de punção e matriz pode produzir uma gama de ângulos sem trocar de ferramentas. É por isso que a maioria das oficinas CNC modernas trabalha com encurvamento por ar na maior parte dos seus projetos. A velocidade mantém-se alta. O desgaste das ferramentas permanece razoável. A máquina não luta contra si mesma em cada ciclo.
Mas o encurvamento por ar exige uma máquina disciplinada. Repetibilidade do êmbolo, precisão do arqueamento, consistência do posicionador traseiro — se esses parâmetros se desviam, o ângulo desvia com eles. Não há face da matriz para “corrigir” o erro no fundo do curso.
Verifique o seu calibre: a sua máquina é suficientemente precisa no controlo de profundidade para permitir que o encurvamento por ar funcione — ou está à espera que a matriz corrija o que o êmbolo não consegue repetir?
O encurvamento completo é uma forma de garantia através da pressão.
Em travões mecânicos mais antigos, sem controlo refinado do êmbolo, os operadores usavam o encurvamento completo para compensar a imprecisão de posicionamento. Ao forçar a chapa totalmente para dentro do ângulo da matriz, a geometria da ferramenta ditava o resultado, mesmo que a profundidade do curso variasse ligeiramente. O aço era pressionado até se conformar.
A cunhagem vai mais longe. Uma força de tonagem extremamente elevada comprime o material na linha de curvatura, afinando-o ligeiramente e definindo plasticamente o ângulo, de modo que a recuperação elástica quase desaparece. Obtém-se uma repetibilidade de ângulo muito apertada — por vezes dentro de meio grau — especialmente em material fino, onde os acúmulos de tolerância são severos.
Mas nada vem de graça.
Alta tonagem significa maior deflexão da estrutura durante o curso. Mais carga sobre os rolamentos. Mais tensão nos punções e matrizes. Alguns fabricantes de ferramentas alertam abertamente contra o uso rotineiro do encurvamento completo porque o risco reside em ferramentas rachadas e máquinas sobrecarregadas. O operador novato olha fixamente para o gráfico de tonagem, carrega mais no pedal do que precisa e espera que o aço se renda.
Isso é uma armadilha de principiante.
O encurvamento completo e a cunhagem têm o seu lugar — trabalhos de alta tolerância em chapa fina, máquinas antigas com controlo limitado, peças em que a recuperação mínima é essencial para a função. Mas é preciso confirmar a tonagem nominal do travão por pé e compará-la com a necessidade real. Se a exceder, a estrutura torna-se o elo fraco na sua cadeia de precisão.
Verifique o seu calibre: está a escolher o encurvamento completo porque a peça realmente o exige — ou porque não confia no controlo de profundidade?
O encurvamento por ar e o encurvamento completo podem diferir em tonagem necessária por múltiplos, não por percentagens.
No encurvamento por ar, a tonagem depende principalmente da resistência do material, da espessura, da abertura da matriz e do comprimento da curvatura. Aumente a largura da matriz em V, e a tonagem necessária diminui — mas o raio interno da curvatura aumenta. É uma troca: menos força para mais raio.
O encurvamento completo não respeita essa cortesia. Como se força o contacto total com o ângulo da matriz, a tonagem necessária aumenta significativamente — muitas vezes várias vezes mais do que o equivalente em encurvamento por ar para o mesmo material e espessura. A cunhagem exige ainda mais, chegando por vezes aos limites superiores da capacidade da máquina em peças longas.
E maior tonagem significa mais deflexão a compensar.
Lembre-se da discussão sobre arqueamento. A deflexão escala com a carga. Se mudar de encurvamento por ar para encurvamento completo numa peça longa, os seus valores de compensação anteriores deixam de ser válidos. A estrutura introduz a sua própria curvatura na negociação. É preciso recalcular, caso contrário andará a perseguir variações de ângulo ao longo do comprimento.
Portanto, o método não trata apenas do controlo do ângulo. Trata-se de quão intensamente pede à máquina para trabalhar — e de quanta correção geométrica deve aplicar para manter a precisão.
Verifique o seu calibre: Quando muda de método, recalcula a tonelagem e a compensação — ou assume que as regulações de dobra livre de ontem resistem hoje à carga de cunhagem?
É nas ferramentas que a filosofia se transforma em aço.
Na dobra livre, o raio interno da dobra forma‑se em função da abertura da matriz — normalmente em torno de uma fração dessa largura. O metal tende a curvar‑se naturalmente entre os ombros da matriz. Escolha um V mais largo e o raio abre. Escolha um V mais estreito e o raio fecha, mas a tonelagem aumenta.
A cunhagem exige um ângulo de matriz que corresponda de perto ao do punção e ao ângulo final pretendido. Se cunhar um punção de 90 graus numa matriz de 88 graus, estará a forçar a correção através da pressão. Essa pressão tem de ir para algum lado — para a ferramenta e para a estrutura da máquina.
Um único conjunto de matriz não consegue lidar com todas as espessuras porque cada espessura apresenta uma resistência ao escoamento e um comportamento de retorno elástico diferentes. Uma matriz que funciona perfeitamente para aço macio de calibre 16 pode sobrecarregar a prensa ao ser usada para cunhar aço inoxidável de calibre 10. O metal tenta distribuir a tensão ao longo de linhas previsíveis; as ferramentas desajustadas concentram‑na nos lugares errados.
É aqui que o jogo de xadrez se intensifica. Não está apenas a escolher ferramentas. Está a decidir como o campo de tensões se formará dentro da peça, quanto a estrutura irá fletir e quanta compensação será necessária para se manter dentro da tolerância.
Escolha o seu método antes de carregar no pedal.
Porque, assim que o veio começa a descer, a física já está em movimento.
Verifique o seu calibre: As suas escolhas de ferramentas estão alinhadas com o método de dobra e a resistência do material — ou está a pedir a um único conjunto de matriz que resolva problemas para os quais nunca foi concebido?
Não começa por perguntar: “Que prensa dobradora devo comprar?”
Começa por perguntar: “O que é que esta peça vai exigir do aço — e com que força o aço vai reagir?”
Isto soa filosófico até que compre uma máquina demasiado pequena, rache uma matriz ou veja uma bancada longa fletir ao meio porque o seu cálculo assumiu uma estrutura perfeitamente rígida que não existe fora de um manual. As fórmulas pressupõem força uniforme, deflexão zero, distribuição perfeita. As prensas reais fletam sob carga. O aço real recupera de forma desigual. O metal tem memória.
Por isso, a matriz de decisão não é uma lista de compras. É um mapa de forças. Define primeiro a geometria da peça, a tolerância, a resistência do material e o método de dobra. Só então percebe que classe de máquina pode suportar essa negociação sem o enganar quanto à precisão.
Verifique o seu calibre: Está a definir a máquina pelas especificações do catálogo — ou pelas forças que a sua peça realmente vai gerar?
Coloque o desenho sobre a bancada.
Observe os comprimentos das abas, os raios internos, as dobras de retorno, o comprimento total. Uma caixa de quatro lados com abas de retorno apertadas não é apenas “uma caixa”. Restringe o acesso da matriz. Limita a largura do V‑da matriz. E essa única restrição pode duplicar a tonelagem antes mesmo de tocar no pedal.
Eis a parte que a maioria dos principiantes ignora: a abertura do V‑da matriz é frequentemente a variável dominante. Reduza o V de oito vezes a espessura do material para seis, e a força necessária pode disparar drasticamente. O metal quer escoar‑se sobre um ombro mais largo; estreite esse ombro e ele resiste com mais força. Essa resistência transmite‑se diretamente ao veio, às ferramentas e à estrutura.
Portanto, a geometria determina a escolha da matriz. A escolha da matriz determina a tonelagem. A tonelagem determina a classe da máquina.
Não é ao contrário.
Se o desenho exigir um raio interno apertado, menor do que o que a flexão por ar naturalmente produz com uma abertura em V razoável, já se encurralou para o encosto ou para uma matriz estreita. Isso significa multiplicadores de força mais elevados. Isso significa mais deflexão a compensar.
Antes de ler um folheto, responda a isto: que abertura de matriz este componente realmente permite?
Agora vamos calcular — mas de forma honesta.
A maioria das fórmulas de flexão por ar parecem limpas no papel. Espessura ao quadrado, multiplicada pelo comprimento da dobra, dividida pela abertura da matriz, vezes uma constante. Limpa o suficiente para que um novato confie cegamente.
Mas a primeira coisa que aprendes na oficina é que o metal nunca obedece simplesmente.
Essas fórmulas base assumem flexão por ar. Se mudar para encosto, pode multiplicar a tonelagem necessária várias vezes. Cunhagem? Ainda mais. Já vi trabalhos estimados como confortavelmente dentro da capacidade no papel que estavam a viver por conta do destino assim que o método mudou.
E aqui está a segunda armadilha: os calculadores devolvem um número — digamos 38 toneladas — e o novato pensa que uma máquina de 40 toneladas é perfeita. Sem margem para deflexão. Sem margem para variação do material. Sem margem para ciclos repetidos que fatigam a ferramenta e a bancada com o tempo.
A máquina não é infinitamente rígida. Em dobras longas e pesadas, o centro afunda. Sem uma compensação adequada — a elevação intencional incorporada na bancada — os ângulos abrem-se no meio, mesmo que a matemática esteja “correta”.”
Então, o cálculo da tonelagem é o primeiro passo. A capacidade de deflexão e o sistema de compensação são o segundo. Ignorar o segundo passo faz a sua precisão evaporar sob carga.
Verifique a sua medição: adicionou uma verdadeira margem de segurança e contabilizou a deflexão — ou está a confiar em matemática ideal para sobreviver ao aço real?
Uma pequena oficina que dobra suportes curtos em aço macio não precisa da mesma máquina que uma linha de produção que trabalha painéis de aço inox de quatro metros todo o dia.
Mas “minimamente viável” não significa “apenas suficiente para aguentar uma dobra”.”
As oficinas de baixo volume caem numa armadilha silenciosa: compram máquinas de capacidade exata porque o trabalho se encaixa tecnicamente. Então, um dia, o cliente muda o material para aço inox 304. A resistência ao escoamento aumenta. O retorno elástico cresce. A tonelagem necessária sobe. De repente, cada dobra trabalha perto da carga máxima.
Trabalhar no limite é como conduzir um camião com o motor sempre no vermelho. A estrutura flete mais. Os hidráulicos esforçam-se. A precisão deriva à medida que o calor se acumula.
Os ambientes de produção pensam de forma diferente. Compram margem — não por vaidade, mas por estabilidade. Uma máquina que opera a 60–70% da capacidade nominal comporta-se de forma mais previsível. Menos deflexão. Menos desgaste. Ângulos mais repetíveis ao longo dos turnos.
O custo oculto de subdimensionar não é apenas a ferramenta partida. É a inconsistência.
Então pergunte a si mesmo: esta prensa foi feita para aguentar trabalhos ocasionais — ou para oferecer geometria repetível sob stress diário?
Eis a perspetiva que quero que leve consigo daqui para a frente.
Não “Quão grande é a prensa?” Nem “Hidráulica ou elétrica?”
Faça estas três perguntas:
1. Que método de dobragem o componente com a tolerância mais apertada me obriga a utilizar? Se o seu trabalho mais exigente requer encosto total ou matrizes estreitas, a base de referência da tonelagem aumenta imediatamente. O método é o multiplicador.
2. Que abertura de matriz a minha geometria permite realisticamente? Se requisitos de acesso ou raio o limitam a aberturas V pequenas, calcule a força a partir dessa restrição — não a partir de uma proporção confortável de manual.
3. Como é que a máquina irá controlar a deflexão sob essa carga? Tem uma gama de compensação suficiente? Controlo independente do êmbolo? Precisão de profundidade repetível suficientemente fina para dobragem a ar, se for essa a opção? Porque a tonelagem sem controlo geométrico é força bruta, e a força bruta é a forma como as estruturas se deformam fora da verdade.
Esta é a parte não óbvia: a prensa dobradeira não é definida pela força máxima. É definida pela forma como gere essa força de forma inteligente dentro das suas restrições específicas.
Não está a comprar potência. Está a comprar uma negociação controlada entre a memória do material e a deflexão da máquina.
E se definir claramente essa negociação antes de definir a máquina, o aço deixa de o surpreender.
A próxima pergunta não é que máquina escolher.
É se está preparado para respeitar a física antes de carregar no pedal.


















