

Un foglio da 10 piedi di lamiera da 14 gauge scivola nello stampo. Il nuovo arrivato strizza gli occhi sulla tabella delle tonnellate, spinge il pedale più forte del necessario e aspetta che l’acciaio si arrenda. Lo fa.
Poi risale di due gradi e graffia la vernice dove il punzone ha premuto troppo forte.
Se fosse solo una piegatrice di metalli nel senso del dizionario—qualcosa che “piega il metallo”—più forza significherebbe più certezza. Ma la prima cosa che impari in officina è che il metallo non obbedisce semplicemente. Negozia.

Immagina una pressa da 90 tonnellate che piega lamiera verniciata sottile da 16 gauge. La tabella delle tonnellate dice che serve solo una frazione di quella capacità. Tuttavia, la macchina la ha in riserva, e i principianti si sentono più sicuri affidandosi alla potenza.
Ecco la trappola: il metallo vuole resistere quel tanto che basta per accumulare energia, poi rilasciarla come ritorno elastico. Supera il punto ideale e non ottieni una piega più netta—ottieni segni sullo stampo, pezzi incurvati e usura accelerata degli utensili. La forza extra non migliora la geometria; amplifica ogni disallineamento nell’impostazione.
Ho visto operatori inseguire errori d’angolo regolando maggiore profondità. Pensano di correggere con la forza. In realtà stanno deformando oltre l’asse neutro pianificato—lo strato del foglio che non si allunga né si comprime durante la piegatura—e invitano incoerenze da pezzo a pezzo.
Una pressa piegatrice è valutata in tonnellate, ma vive o muore in millesimi di pollice.
Controlla il tuo calibro: Se credi che più pedale significhi più precisione, stai ancora pensando come un operatore di martello, non come un operatore di piegatrice.

Rallentiamo il momento.
Quando il punzone scende nella matrice a V, le fibre esterne del foglio si allungano. Le fibre interne si comprimono. Tra di loro si trova quell’asse neutro, che si sposta leggermente a seconda del materiale e dell’utensile. Il metallo vuole distribuire lo stress lungo quella curva, non collassare sotto di essa.
La vera piegatura è deformazione plastica controllata: superi la resistenza allo snervamento quel tanto che basta affinché la forma rimanga dopo aver rilasciato la pressione. La deformazione, la cugina trascurata, è ciò che accade quando ignori come si muove la tensione. Appiattisci la struttura del grano, contusi le superfici e perdi ripetibilità.
La differenza si misura nel controllo della profondità, nell’accuratezza del riscontro posteriore e nel parallelismo del martinetto—non nella massima tonnellata. Due gradi di ritorno elastico sull’acciaio dolce potrebbero richiedere una sovrapiega calcolata di due gradi e mezzo. È negoziazione, non dominazione.
Se piegare significa superare il limite elastico con intenzione, cos’altro all’interno della macchina deve comportarsi con la stessa precisione?
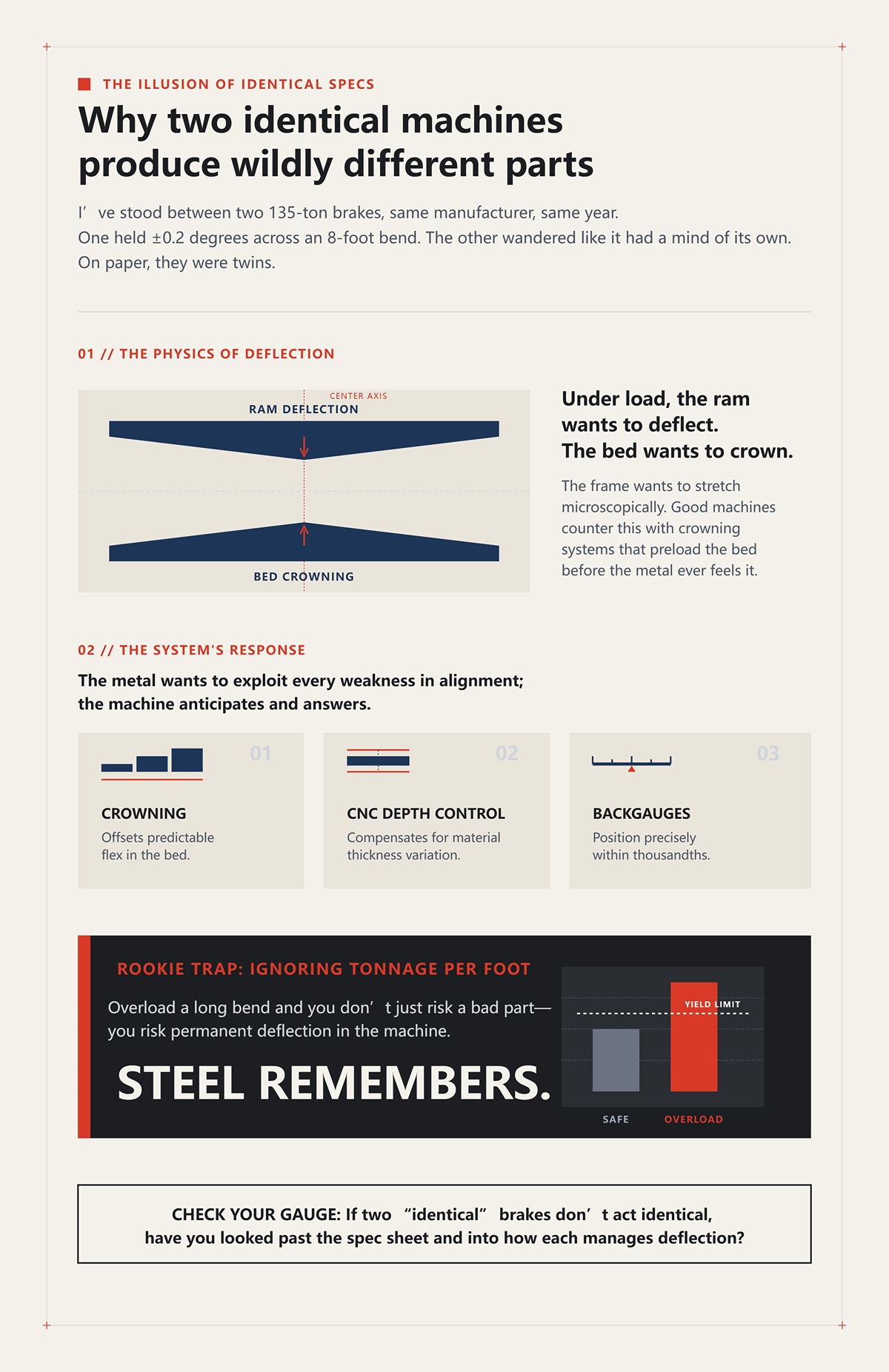
Mi sono trovato tra due presse piegatrici da 135 tonnellate, stesso produttore, stesso anno. Una manteneva ±0,2 gradi su una piega di 8 piedi. L’altra vagava come se avesse una mente propria.
Sulla carta, erano gemelle.
Sotto carico, tuttavia, il pistone di qualsiasi pressa tende a flettersi al centro. Il banco tende a incurvarsi. Il telaio vuole allungarsi microscopicamente. Le buone macchine contrastano tutto questo con sistemi di compensazione—regolazioni meccaniche o idrauliche che pre-caricano il banco per combattere la flessione prima che il metallo la percepisca.
È lì che il sistema si rivela. Il controllo di profondità CNC compensa la variazione di spessore del materiale. I battitori si posizionano al millesimo di millimetro. La compensazione corregge la flessione prevedibile. Il metallo cerca di sfruttare ogni debolezza di allineamento; la macchina anticipa e risponde.
Trappola da principiante: ignorare la tonnellata per piede. Sovraccarica una piega lunga e non rischi solo un pezzo difettoso—rischi una flessione permanente nella macchina. L’acciaio ricorda.
Controlla il tuo calibro: Se due presse “identiche” non agiscono in modo identico, hai guardato oltre la scheda tecnica per capire come ciascuna gestisce la flessione?
Chiamala piegatrice e immagini una cerniera e una spinta. Ma se resti ai comandi abbastanza a lungo, vedrai qualcos’altro.
La pressa piegatrice coordina tre conversazioni contemporaneamente: la forza applicata attraverso il pistone, il movimento guidato dagli assi CNC e il comportamento del materiale determinato dalla direzione della fibra, dalla tolleranza di spessore e dal ritorno elastico. Cambia una variabile e le altre reagiscono. Il metallo vuole tornare piatto; la macchina contrasta con una sovrapiega calcolata. Il telaio tende a flettersi; il sistema di compensazione si precarica contro di essa. L’operatore vuole velocità; la fisica richiede pazienza.
Non è forza bruta. È gestione della forza sotto vincolo—come giocare a scacchi contro un avversario che ricorda ogni mossa.
E se tutto il gioco riguarda il modo in cui il metallo immagazzina e rilascia lo stress, cosa accade esattamente all’interno della lamiera nell’istante in cui il punzone entra in contatto?
Osserva di lato la pressa e guarda attentamente. Il punzone non si è nemmeno incassato nella matrice a V—solo il primo contatto—e la lamiera già si incurva leggermente sotto la punta. Nessun angolo formato. Nessuna piega drammatica. Solo un’indentazione superficiale dove lo stress comincia a concentrarsi.
Quell’istante conta.
La superficie esterna sotto la punta del punzone percepisce per prima la tensione—vuole allungarsi. La superficie interna, spinta verso le spalle della matrice, tende a comprimersi. Tra le due si trova l’asse neutro, il sottile strato interno che non si allunga né si comprime. Non rimane cortesemente centrato; si sposta verso il raggio interno man mano che il carico aumenta. Il metallo vuole spostare quell’asse per proteggersi, ridistribuendo la deformazione dove la fibra può sopportarla.
A questo stadio, tutto è elastico. Elastico significa temporaneo. Potresti fermare il pistone prima, rilasciare la pressione, e la lamiera si appiattirebbe come se nulla fosse accaduto. È la memoria del metallo—la sua struttura reticolare interna che resiste a una riorganizzazione permanente.
Continua a scendere.
La tensione nelle fibre esterne alla fine supera il limite di snervamento—il punto in cui il materiale smette di comportarsi come una molla e inizia a fluire plasticamente. Ora stai riorganizzando la struttura della grana. Ora stai consumando la memoria del metallo, non solo prendendola in prestito. Questa transizione da elastico a plastico non è un precipizio; è una stretta cresta. Attraversala in modo pulito e otterrai pieghe ripetibili. Fermati troppo in superficie e avrai un ritorno elastico imprevedibile. Spingiti troppo in profondità e danneggi gli utensili spostando in modo incontrollato l’asse neutro.
Ecco perché una pressa con una ripetibilità del pistone di ±0,01 mm produce comunque pezzi che variano cinque volte tanto nel mondo reale. Variazioni di spessore, direzione della fibra, usura degli utensili—tutti modificano il punto esatto in cui avviene la transizione elastico‑plastica. La macchina può raggiungere la stessa profondità ogni ciclo, ma il materiale non risponde in modo identico.
La prima mossa in questa partita a scacchi avviene prima che l’angolo sia visibile.
Controlla il tuo riferimento: Quando il punzone tocca per la prima volta la lamiera, stai pensando all’angolo—o a dove inizia davvero lo snervamento?
Piega un pezzo di acciaio dolce fino a 93 gradi misurati sotto carico. Rilascia il punzone. Si apre fino a 90.
Quella differenza di tre gradi non è un errore. È energia elastica immagazzinata che si libera.
Quando il punzone forza la lamiera nello stampo, le fibre esterne si allungano oltre il limite di snervamento, ma gli strati più profondi, più vicini all’asse neutro, possono rimanere elastici. Quando si rilascia la pressione, queste zone elastiche si riprendono, tirando leggermente all’apertura della piega. Il metallo tende a ritornare verso la forma piana perché una sua parte non ha mai accettato di restare piegata.
La piegatura in aria—il metodo più comune—si basa su questo comportamento. Il punzone non arriva mai a fondo corsa: controlla l’angolo con la profondità di penetrazione. Ciò significa che il ritorno elastico deve essere previsto e compensato con un calcolo di sovrapiegatura. Sull’acciaio dolce, può essere di 1–3 gradi. Sui materiali ad alta resistenza, di più. Sulle lamiere sottili, spesso proporzionalmente più alto che sulle piastre spesse.
Ecco la parte che ribalta l’intuizione del principiante: il materiale più spesso mostra spesso una percentuale minore di ritorno elastico rispetto alla lamiera sottile. Il materiale sottile ha una porzione maggiore della sua sezione trasversale che si comporta elasticamente rispetto alla zona plastica. Così quella fragile lamiera da 20 gauge può richiedere una sovrapiegatura più aggressiva rispetto a una lastra da 10 gauge. Il metallo tende a ritornare più velocemente quando non ha “impegnato” molto spessore nel flusso plastico.
Esiste un’altra strada: l’appoggio completo o la coniatura. Spingere il punzone abbastanza a fondo da premere saldamente il materiale nell’angolo della matrice, eliminando gran parte della memoria elastica. Il ritorno elastico si riduce quasi a zero. Sembra perfetto—finché non si calcola la forza. L’appoggio completo può richiedere parecchie volte la forza della piegatura in aria e spesso angoli di attrezzo dedicati. Non è solo energia: sono sollecitazioni sul telaio, usura degli utensili e costi di configurazione. La precisione acquistata a colpi di forza è costosa.
Quindi sovrapieghiamo—non perché sia un metodo rozzo, ma perché è efficiente. Accettiamo che il metallo recuperi qualche grado e pianifichiamo il movimento in anticipo.
Il nuovo operatore socchiude gli occhi sulla tabella delle tonnellate, preme il pedale più forte del necessario e aspetta che l’acciaio ceda. Ma la resa non è l’obiettivo. Lo è la previsione.
Se il ritorno elastico è la memoria del metallo che si impone, perché quella memoria cambia così drasticamente tra le leghe?
Prendi due lamiere, stesso spessore: una in acciaio dolce, l’altra in acciaio inox 304. Prepara utensili identici. Piega entrambe alla stessa profondità programmata.
L’inox si apre di più quando rilasci.
L’acciaio inossidabile ha un carico di snervamento più alto e un intervallo maggiore tra snervamento e resistenza a trazione ultima. Ciò significa che può immagazzinare più energia elastica prima e anche durante la deformazione plastica. Il metallo tende ad allungarsi e mantenere una forte attrazione verso il suo allineamento reticolare originale. Quindi il ritorno elastico aumenta e il tonnellaggio richiesto cresce di conseguenza.
L’alluminio gioca un gioco diverso. Modulo di elasticità inferiore rispetto all’acciaio. Ciò significa che, a parità di sollecitazione, si flette più elasticamente. Sotto il punzone sembra morbido, ma ritorna in modo aggressivo rispetto al suo limite di snervamento. Il metallo tende a muoversi facilmente—e poi a recuperare più di quanto ci si aspetti.
La direzione della grana aggiunge un altro livello. Piegando perpendicolarmente alla direzione di laminazione, il materiale tollera in genere raggi interni più ridotti. Piegando parallelamente, il rischio di fessurazione aumenta perché si chiede ai grani allungati di aprirsi lungo la loro lunghezza. Il metallo tende a spaccarsi lungo la sua direzione più debole.
È qui che le tabelle “standard di tonnellaggio per piede” diventano punti di partenza, non garanzie. Presuppongono spessore nominale, proprietà medie e utensili in buone condizioni. Le bobine reali variano. Qualche millesimo in più di spessore su una piega di 10 piedi può modificare il tonnellaggio necessario al punto da alterare l’angolo finale. Per questo gli operatori esperti regolano la profondità in base a pieghe di prova, non per cieca fiducia.
Controlla il tuo calibro: quando passi dall’acciaio dolce all’inossidabile, cambi solo il tonnellaggio—o anche la tua aspettativa su come il materiale ricorderà la piega?
Immagina una sezione trasversale della piega al microscopio. Grani esterni allungati. Grani interni compressi e leggermente piegati. Da qualche parte tra questi, una zona di confine dove il comportamento elastico svanisce nel flusso plastico.
Il tuo compito è posizionare intenzionalmente quel limite.
Troppo superficiale, e la maggior parte dello spessore rimane elastica. La piega sembra corretta sotto carico ma si apre in modo imprevedibile. Troppo profonda, e forzi una deformazione plastica eccessiva, assottigliando il raggio esterno e rischiando micro‑fessure—soprattutto negli acciai ad alta resistenza o con grana orientata in modo improprio. Il metallo vuole proteggere la propria struttura interna; se lo spingi senza criterio, risponde con fratture o incoerenze.
Il punto ideale è quello in cui una parte sufficiente della sezione ha ceduto per ancorare la forma, ma non così tanto da danneggiare l’integrità o sovraccaricare la macchina. Tale equilibrio dipende dalla scelta del raggio interno, dalla larghezza dell’apertura della matrice (spesso circa 8 volte lo spessore del materiale per la piegatura in aria dell’acciaio dolce) e dal controllo preciso della profondità.
Ecco perché la piegatura richiede molta meno energia della lavorazione meccanica. Non stiamo asportando materiale; lo stiamo persuadendo a fluire appena oltre il punto di snervamento. Efficiente, sì. Ma quell’efficienza comporta sensibilità. Piccole variazioni di spessore o di usura degli utensili spostano il confine elastico-plastico, e l’angolo deraglia.
La pressa piegatrice, dunque, non sta schiacciando l’acciaio fino alla sottomissione. Sta posizionando lo sforzo con intenzione, in modo che, una volta rilasciata la pressione, il materiale si assesti esattamente dove avevi previsto.
E se la memoria e la grana del metallo determinano così gran parte del risultato, quale tipo di architettura della macchina è necessaria per gestire quelle forze senza introdurre errori propri?
Due presse piegatrici sono affiancate sul pavimento di un’officina. Entrambe da 135 tonnellate. Stessi utensili. Stesso operatore. La stessa striscia di acciaio dolce da 10 piedi, spessore 11 gauge.
Una mantiene ±0,5° lungo tutta la lunghezza dopo una sola correzione. L’altra devia di un grado al centro e richiede regolazioni. Stesso adesivo di tonnellaggio. Risultato diverso.
Questa è la tua prima indicazione che la capacità di forza e il controllo della forza non sono la stessa cosa.
Ma la prima cosa che impari in officina è che il metallo non obbedisce mai semplicemente. Negozia. Oppone resistenza attraverso il ritorno elastico, sposta l’asse neutro mentre si deforma e amplifica qualsiasi incoerenza nel modo in cui il martinetto raggiunge il fondo. Se il tuo sistema di azionamento non riesce a dosare forza e posizione durante quella transizione elastico-plastica, non stai piegando — stai scommettendo.
Quindi la domanda sull’architettura non è “Quante tonnellate?” ma “Come eroga questa macchina quelle tonnellate lungo la corsa?”
Controlla il tuo calibro: se due presse hanno lo stesso valore nominale di tonnellaggio, quale parte della corsa — avvicinamento, contatto o fondo — controlli effettivamente sulla tua?
Immagina una vecchia pressa meccanica: volano in rotazione, frizione innestata, albero a gomito che trasforma quell’energia rotazionale in movimento verticale del martinetto. Una volta azionata, il martinetto completa il ciclo. Nessuna esitazione. Nessuna ripensamento a metà corsa.
Questa è potenza produttiva.
I sistemi meccanici brillano nella ripetizione. Se stai stampando la stessa piega superficiale migliaia di volte su lamiera sottile, quella corsa fissa diventa un vantaggio. Il punto morto inferiore — il punto più basso della rotazione del manovellismo — è definito meccanicamente. Ogni colpo si ferma praticamente nello stesso punto fisico perché è la geometria dell’albero a decidere, non la pressione del fluido o il feedback del servocomando.
Ed ecco la trappola.
La corsa è fissa. L’energia è immagazzinata in quel volano in rotazione. Una volta innestato, non puoi modulare gli ultimi pochi millesimi di pollice per compensare una bobina arrivata più spessa di 0,004″. Oggi il metallo vuole opporre un po’ più di resistenza rispetto a ieri. La pressa meccanica non se ne cura. Passa attraverso il punto morto inferiore con l’energia che il volano aveva accumulato.
Se stai piegando in aria, quella mancanza di controllo variabile della corsa diventa un limite. Stai cercando di fermarti a una profondità precisa in cui la memoria elastica ti farà tornare esattamente all’angolo desiderato. Ma il manovellismo non “si ferma e misura”. Si impegna. Gli errori di sovrapiegatura si trasformano in dispersione dell’angolo.
E lì c’è la trappola del principiante: inseguire l’angolo aumentando la tonnellata su una pressa meccanica quando il vero problema è l’inflessibilità della corsa. Il nuovo arrivato strizza gli occhi sul grafico delle tonnellate, preme il pedale più forte del necessario e aspetta che l’acciaio si arrenda. Su un sistema meccanico, questo può significare arrivare al punto morto con più energia di quanta la struttura o l’attrezzatura possano sopportare.
I freni meccanici premiano la costanza. Puniscono la variabilità.
Controlla il tuo calibro: i tuoi lavori sono abbastanza identici da far sì che una corsa fissa giochi a tuo favore — o stai chiedendo a un albero a gomito di negoziare con il ritorno elastico?
Mettiti davanti a un freno idraulico durante una prova di piegatura. Il pistone scende velocemente, rallenta vicino al contatto, poi avanza lentamente nel pezzo mentre la pressione aumenta. Puoi fermarlo a metà corsa. Invertirlo. Spingerlo un po’ più in profondità di pochi millesimi.
Quella controllabilità ha cambiato il settore.
I cilindri idraulici convertono la pressione del fluido in forza lineare. La pressione aumenta solo quando cresce la resistenza. Il metallo tende ad irrigidirsi mentre supera il limite elastico; il sistema idraulico risponde aumentando la pressione per mantenere il movimento. Quel ciclo di retroazione — resistenza compensata da pressione — è ciò che rende la piegatura in aria praticabile su larga scala.
Ora aggiungi il dettaglio reale: la maggior parte dei freni elettrici oggi arriva a circa 300 tonnellate. Se stai piegando lamiere spesse o pezzi lunghi con matrici larghe, ti serve una forza grezza al di sopra di questa soglia. Gli impianti idraulici possono essere ampliati — cilindri più grandi, pressioni più alte, banchi più lunghi. Ecco perché le officine di carpenteria pesante ancora vi si affidano.
Ma l’idraulica ha un suo carattere.
Il fluido si comprime leggermente. Le guarnizioni si usurano. La temperatura cambia la viscosità. Una piccola perdita interna può causare una deriva di pressione durante la fase di mantenimento in fondo, che si traduce in incoerenza dell’angolo. Ho visto una macchina mantenere perfettamente l’angolo al mattino e aprirsi di mezzo grado nel pomeriggio perché la temperatura dell’olio ha modificato il tempo di risposta. Il metallo vuole coerenza; il sistema fluido a volte negozia diversamente di ora in ora.
Il controllo della corsa variabile ha reso l’idraulica dominante perché consente di avvicinarsi deliberatamente al confine elastico‑plastico. Tuttavia, quella precisione dipende da un sistema di pressione sano e ben mantenuto. Ignora questo, e il tuo “controllo” diventa teorico.
Controlla il tuo calibro: quando i tuoi angoli si spostano, incolpi l’operatore — o hai controllato lo stato dell’olio, l’usura delle guarnizioni e la stabilità termica?
Ora guarda un moderno freno elettrico piegare un pezzo in acciaio inox da 14 gauge. I motori servo azionano viti a ricircolo di sfere collegate direttamente al pistone. Niente olio. Niente valvole. Solo coppia convertita in movimento lineare con encoder che rilevano la posizione al micron.
Il pistone si muove verso il basso. Si ferma esattamente dove comandato. Mantiene la posizione senza fluttuazioni di pressione perché non c’è una colonna di fluido da comprimere.
Quella trasmissione diretta è il motivo per cui le officine riportano tempi di ciclo più rapidi e significativi risparmi energetici — l’energia viene assorbita principalmente durante il movimento, non in modo continuo per mantenere la pressione idraulica. Un fabbro che conosco ha sostituito la maggior parte della sua flotta idraulica con macchine elettriche per lavori leggeri e medi, dimezzando quasi i consumi energetici e migliorando la ripetibilità sui pezzi in acciaio inox sottile. Ma ha mantenuto un freno idraulico in officina per le lamiere ad alta tonnellata.
Questa è la realtà dietro la “rivoluzione”.”
I sistemi elettrici eccellono dove la precisione della profondità equivale alla precisione dell’angolo — materiali sottili o di medio spessore, banchi più corti, tonnellaggi moderati. Il servo può micro‑regolare la profondità per compensare le variazioni di ritorno elastico da lamiera a lamiera. Il metallo tende a reagire diversamente a ogni lotto; il servo può rispondere in piccoli incrementi senza superare il bersaglio.
Ma i limiti di forza sono reali. Le piegature profonde su materiali spessi richiedono alte tonnellate sostenute su corse più lunghe. Oggi, l’idraulica domina ancora quel territorio. L’elettrico non sta sostituendo l’idraulico ovunque — sta ridefinendo che aspetto ha il lavoro orientato alla “precisione prima di tutto”.
Le configurazioni ibride stanno diventando comuni perché le officine stanno realizzando qualcosa di scomodo: il tipo di macchina determina il tipo di precisione che puoi promettere ai clienti.
Controlla il tuo spessore: stai scegliendo una macchina per la massima tonnellaggio sulla carta — o per il tipo di controllo della forza che i tuoi pezzi più esigenti richiedono realmente?
Esegui una lunga piegatura da 12 piedi in lamiera di spessore 10 su una pressa piegatrice idraulica senza compensazione di bombatura attiva. Spesso vedrai che il centro si apre leggermente rispetto alle estremità perché il telaio si flette sotto carico. La struttura della macchina si allunga; il banco si incurva. Il metallo cerca una tensione uniforme; il telaio introduce la propria.
Ora prova la stessa cosa su una pressa piegatrice elettrica di alta precisione progettata per lavori più leggeri. Potresti ottenere un controllo eccezionale della profondità — ma se il lavoro supera la zona di comfort del tonnellaggio, stai operando vicino alla capacità, dove qualsiasi rischio di sovraccarico impone una programmazione conservativa.
Ecco il punto che la maggior parte delle brochure non dice: il sistema di trasmissione e il design del telaio insieme definiscono il tuo limite pratico di precisione. Una pressa meccanica può ripetere il punto morto inferiore tutto il giorno — ma solo per lavori che tollerano energia a corsa fissa. Una pressa idraulica può gestire carichi enormi — ma solo con la precisione che la stabilità della pressione e la compensazione della deflessione consentono. Una pressa elettrica può posizionare il punzone con precisione chirurgica — ma solo entro il proprio intervallo di tonnellaggio. Se stai valutando dove fissare quel limite per la tua combinazione di lavori, una pressa piegatrice CNC progettata con rigidità del telaio verificata e controllo della forza prevedibile — come quelle di CN-HAWE — diventa il passo pratico successivo; scopri come queste capacità si integrano in una moderna pressa piegatrice costruita per una precisione ripetibile senza operare al limite.
La precisione non è solo una questione di risoluzione dell’encoder. È l’intersezione tra metodo di erogazione della forza, rigidità strutturale e la capacità del sistema di rispondere in modo fluido quando il metallo reagisce più del previsto.
In questa partita a scacchi, il sistema di trasmissione è la tua strategia di apertura. Se scegli male, passerai il resto della partita a compensare una macchina che aggiunge la propria incertezza alla memoria del materiale.
Quindi, se l’architettura di trasmissione determina come la forza viene erogata e limitata, cosa succede quando ingrandiamo dalla sorgente di potenza alla geometria — a come il punzone resta parallelo, come si posiziona il riscontro posteriore e come il telaio contrasta la propria deflessione sotto carico?
Fai scorrere una striscia da 12 piedi di lamiera di spessore 10 sotto il punzone, richiama il tuo programma e lascia che la macchina eserciti 180 tonnellate. L’angolo misura 90° alle estremità. Al centro, è 90,7°. Stessa profondità. Stessa forza. Risultato diverso.
Nulla è cambiato nel sistema di trasmissione. Ciò che è cambiato è la forma della macchina sotto carico.
Quando spingi tanta forza attraverso il punzone, i montanti laterali si allungano microscopicamente e il banco si incurva verso l’alto al centro. L’acciaio sotto stress non discute; si allunga. La macchina sta facendo la stessa cosa che fa il pezzo in lavorazione. Il metallo cerca una compressione uniforme lungo la linea di piegatura. Il telaio introduce la propria curva nella negoziazione.
È qui che i principianti si lasciano ingannare. Pensano che la precisione dipenda dal tonnellaggio e dalla risoluzione dell’encoder. Ma la prima cosa che si impara in officina è che il metallo non obbedisce semplicemente — e nemmeno il telaio che lo sostiene. Se il punzone non è parallelo, se il riscontro posteriore non è squadrato e ripetibile, se il banco non è compensato per la deflessione, la forza attentamente gestita si trasforma in una geometria irregolare.
L’erogazione della forza stabilisce il limite. La geometria decide se lo raggiungerai mai.
Controlla il tuo spessore: quando gli angoli variano lungo la lunghezza, stai regolando la profondità alla cieca — o ti stai chiedendo se sia la macchina stessa a piegarsi?
Stai davanti a una moderna pressa piegatrice CNC e guarda il display: Y1 sul cilindro sinistro, Y2 su quello destro. Due numeri. Meglio che coincidano entro pochi millesimi di pollice.
Le macchine più vecchie collegavano meccanicamente entrambi i lati. Un unico circuito idraulico, un’unica ipotesi di posizione. Ma sotto carico, il lato sinistro può incontrare una resistenza leggermente diversa dal destro — spessore del materiale non uniforme, carico decentrato, usura lieve del telaio. Se entrambi i lati si muovono insieme alla cieca, il punzone si inclina. Un’estremità tocca il fondo per prima. L’altra segue in ritardo. Ora il tuo angolo di piegatura varia da sinistra a destra.
Il controllo indipendente Y1/Y2 utilizza scale lineari su ciascun lato del punzone, restituendo in tempo reale la posizione al CNC. Se il lato sinistro ritarda di 0,001 pollice, il controllore lo corregge immediatamente. Si adatta costantemente, mantenendo il punzone parallelo al banco anche mentre 100 tonnellate cercano di torcerlo fuori squadra.
Ecco dove questa smette di essere teoria. Immagina di piegare una scatola a quattro lati con flange di ritorno. Dopo le prime due pieghe, il pezzo non si appoggia più in piano. Il carico si sposta verso un lato perché la geometria è asimmetrica. Senza correzione indipendente, la macchina seguirà la via di minor resistenza. Il metallo tende a inclinarsi. Il punzone deve opporsi.
Errore da principiante: pensare che il parallelismo sia una calibrazione una tantum. Non lo è. L’usura delle guide, la deriva dei cilindri, persino l’assestamento irregolare del pavimento possono introdurre disallineamenti col tempo. Se Y1 e Y2 non sono monitorati in modo indipendente, non vedrai l’errore finché i pezzi non inizieranno a fallire il controllo qualità.
Controlla il tuo riferimento: conosci la deviazione Y1/Y2 ammissibile della tua macchina sotto carico — o ti fidi della calibrazione di ieri?
Ora spostati dietro la linea di piega. Il riscontro posteriore non è spettacolare, ma fa la differenza tra un pezzo che si assembla e uno che finisce scartato.
L’asse X controlla la profondità — quanto il pezzo viene inserito nella matrice. L’asse R muove le dita su e giù. Aggiungendo Z1 e Z2, le dita possono spostarsi a sinistra e a destra in modo indipendente.
Su una semplice staffa a forma di U, X e R sono sufficienti. Imposta la profondità, regola l’altezza per la lunghezza della flangia, ripeti. Un riscontro a due assi lo gestisce per tutto il giorno.
Ma supponi di formare una scatola chiusa in cui la terza piega andrebbe a urtare contro una dita fissa. Con solo X e R, l’operatore deve rimuovere il pezzo, riposizionarlo manualmente, magari capovolgerlo, forse allinearlo a occhio contro un fermo. Ogni intervento introduce variazioni — soprattutto dopo due o tre pieghe, quando il pezzo diventa flessibile. Il metallo tende ad afflosciarsi sotto il proprio peso. Le tue mani aggiungono pressioni in modo incoerente.
Un sistema a quattro assi (X, R, Z1, Z2) permette alle dita di aprirsi per sostenere flange irregolari e riposizionarsi automaticamente tra una piega e l’altra. Il CNC sposta il supporto dove la geometria lo richiede. Elimini la spinta manuale.
Ma non esagerare con le promesse. La maggior parte delle officine lavora un’elevata percentuale di pezzi semplici. Un riscontro posteriore a 8 assi non risolverà guide usurate o accoppiamenti allentati. La precisione di posizionamento fallisce per cinque motivi comuni: usura meccanica, componenti di trasmissione allentati, problemi con l’encoder, rigidità insufficiente delle dita e dilatazione termica. Prima viene la calibrazione. Seconda l’ispezione meccanica. Terza la stabilità termica. Se insegui i parametri software prima di verificare questi aspetti, stai giocando a scacchi senza guardare metà della scacchiera.
La precisione non è il numero di assi. È il posizionamento controllato e ripetibile nelle reali condizioni di officina.
Controlla il tuo riferimento: stai aggiungendo assi per risolvere un problema geometrico — o stai ignorando derive meccaniche che nessun software può correggere?
Riprendi quella stessa piega di 12 piedi. La deflessione a metà campata sotto un carico pesante può raggiungere diverse migliaia di millesimi di pollice. Sembra poco finché non ricordi che nella piegatura in aria, la variazione dell’angolo è estremamente sensibile alla profondità. Una variazione di 0,001 pollice nella penetrazione può modificare sensibilmente l’angolo, soprattutto nei materiali sottili.
I sistemi di bombamento contrastano questo introducendo una leggera curvatura verso l’alto nel banco prima che il carico raggiunga il picco. Il bombamento meccanico utilizza cunei lungo la trave inferiore. Quello idraulico usa piccoli cilindri. L’idea è semplice: pre‑piegare la macchina nel senso opposto a quello in cui tenderebbe a flettersi.
Il trucco è nel calcolo. La compensazione richiesta dipende da tonnellaggio, spessore del materiale, larghezza della matrice e lunghezza della piega. Troppo poco bombamento e il centro si apre. Troppo, e il centro si piega eccessivamente mentre le estremità rimangono poco piegate. Il metallo cerca una tensione uniforme. Il bombamento serve a negoziare con la struttura affinché non distorca quel campo di tensioni.
Errore da principiante: impostare il bombamento una volta sola e lasciarlo così. Passando da acciaio dolce da 14 gauge a inox da 10 gauge, il tonnellaggio per piede aumenta. La curva di deflessione cambia. Così deve fare anche la compensazione.
Controlla il tuo riferimento: quando cambi materiali o lunghezze, ricalcoli il bombamento — o speri che le impostazioni di ieri vadano ancora bene?
Ora aggiungi il tempo all’equazione.
Inizi una corsa mattutina. Il negozio è fresco. Entro metà pomeriggio, la macchina ha già compiuto centinaia di cicli. Le viti di comando si scaldano. L’olio idraulico si riscalda. I telai d’acciaio si espandono. Pochi millesimi di crescita termica in un sistema di posizionamento sono sufficienti a spostare la lunghezza della flangia fuori tolleranza.
I sistemi di fascia alta utilizzano encoder lineari montati direttamente sul martinetto e talvolta sensori di temperatura collegati a algoritmi di compensazione. Invece di presumere che la lunghezza della vite equivalga alla posizione, misurano la reale posizione della trave. Alcuni controlli applicano fattori di crescita termica una volta che la macchina raggiunge la temperatura di esercizio.
La maggior parte delle officine salta il ciclo di riscaldamento. Calibrano a freddo, lavorano a caldo e inseguono dimensioni che si spostano modificando i programmi. Il metallo desidera coerenza. L’ambiente cambia le regole silenziosamente.
E ricorda il pezzo stesso. Dopo piegature multiple, specialmente in acciaio inox sottile, la rigidità diminuisce. La terza piegatura in una sequenza può variare non perché il riscontro ha sbagliato, ma perché il pezzo si è flesso diversamente contro le dita. Bracci di supporto, corretta sequenza e pressione costante dell’operatore sono importanti quanto la risoluzione del servomotore.
Questa è la parte di cui nessuno si vanta nelle brochure: la precisione è un sistema fatto di geometria della macchina, logica di compensazione, controllo ambientale e disciplina dell’operatore. Elimina uno di questi elementi, e gli altri non riescono a sostenere il carico.
Controlla il tuo riscontro: prima di dare la colpa alla CNC, hai lasciato che la macchina raggiungesse la stabilità termica e verificato che la compensazione fosse attiva — oppure stai correggendo i sintomi invece delle cause?
Prossima domanda, ed è strategica: una volta che geometria e compensazione sono sotto controllo, in che modo il metodo di piegatura — piegatura in aria contro appoggio completo — cambia la relazione tra forza e flessione?
Hai allineato il martinetto. Hai compensato la flessione. Hai riscaldato la macchina e verificato i riscontri.
Ora si presenta la vera decisione.
Una volta che geometria e compensazione sono sotto controllo, il metodo di piegatura scelto riscrive la relazione tra forza, flessione e precisione dell’angolo. La piegatura in aria e l’appoggio completo non sono solo due modi per ottenere lo stesso angolo — sono due filosofie su quanto spingere l’acciaio e quanto lasciarlo respirare.
Ma la prima cosa che si impara in officina è che il metallo non obbedisce mai semplicemente.
Nella piegatura in aria, ti fermi prima di schiacciare completamente il foglio nella matrice. Il punzone preme il materiale in un’apertura a V, e l’angolo finale è controllato dalla profondità di penetrazione, non forzando la punta del punzone a coincidere completamente con l’angolo della matrice. Il metallo poggia sulle spalle della matrice come un ponte. Si negozia. Stai modellando la tensione, non bloccando la geometria.
L’appoggio completo capovolge quella logica. Spingi il punzone più in profondità fino a quando il materiale entra in pieno contatto con le facce della matrice. Nella coniatura, vai persino oltre — applicando abbastanza pressione da deformare plasticamente il raggio interno della piegatura e annullare il ritorno elastico con la forza bruta. Il metallo non ha molta possibilità di negoziare. Gli stai imponendo quale sarà la sua memoria.
Quale strategia rispetta la fisica che hai appena lavorato tanto per controllare?
Controlla il tuo riscontro: prima di scegliere un metodo, ti stai chiedendo come il metallo porterà la tensione — o solo quanto velocemente puoi raggiungere i 90 gradi?
La piegatura in aria è controllo della profondità, non imposizione della forma.
Poiché il punzone non alloggia mai completamente il materiale nell’angolo della matrice, la tonnellata richiesta rimane notevolmente inferiore rispetto all’appoggio completo. Una forza minore significa meno flessione del telaio, meno stress sugli utensili e meno fatica nel pezzo stesso. Nelle applicazioni sensibili alla fatica, quella riduzione della tensione interna può contare più della perfezione di mezzo grado.
Il metallo tende a tornare indietro. Nella piegatura in aria, lo si prevede. Si piega intenzionalmente oltre — magari a 93 gradi per arrivare a 90 dopo il rilascio — e si lascia che il recupero elastico completi il movimento. Ciò significa che la precisione dell’angolo dipende dalla posizione precisa del punzone e da un controllo ripetibile della profondità. I millesimi contano.
Il vantaggio è la flessibilità. Cambi lo spessore del materiale? Regola la profondità. Cambi l’angolo desiderato? Regola la profondità. Un solo set di punzone e matrice può produrre una gamma di angoli senza cambiare utensili. Ecco perché la maggior parte delle officine CNC moderne utilizza la piegatura in aria per la maggior parte del lavoro. La velocità rimane alta. L’usura degli utensili rimane ragionevole. La macchina non combatte contro sé stessa a ogni ciclo.
Ma la piegatura in aria richiede una macchina disciplinata. Ripetibilità del punzone, precisione del bombamento, coerenza del riscontro posteriore — se questi parametri si spostano, l’angolo si sposta con loro. Non c’è una superficie della matrice che ti “corregga” al fondo della corsa.
Controlla il tuo riscontro: la tua macchina è abbastanza precisa nel controllo della profondità da permetterti di usare la piegatura in aria — o stai aspettando che la matrice corregga ciò che il punzone non riesce a ripetere?
La piegatura a fondo corsa è una garanzia data dalla pressione.
Sulle vecchie presse meccaniche prive di un controllo raffinato del punzone, gli operatori usavano la piegatura a fondo per compensare l’imprecisione di posizione. Forzando il foglio completamente nell’angolo della matrice, la geometria dell’utensile determinava il risultato anche se la profondità della corsa variava leggermente. L’acciaio veniva pressato fino alla conformità.
La coniatura va oltre. Una tonnellaggio estremamente elevato comprime il materiale lungo la linea di piega, assottigliandolo leggermente e fissando plasticamente l’angolo in modo che il ritorno elastico sia quasi eliminato. Si ottiene una ripetibilità dell’angolo assai stretta — talvolta entro mezzo grado — soprattutto nei materiali sottili dove gli accumuli di tolleranza sono severi.
Ma nulla è gratuito.
Un alto tonnellaggio significa maggiore flessione del telaio durante la corsa. Maggior carico sui cuscinetti. Maggior stress su punzoni e matrici. Alcuni produttori di utensili avvertono apertamente contro l’uso abituale della piegatura a fondo, perché la responsabilità si trova negli utensili incrinati e nelle macchine sovraccaricate. Il nuovo arrivato socchiude gli occhi sulla tabella dei tonnellaggi, spinge il pedale più forte di quanto serva, e aspetta che l’acciaio si arrenda.
È una trappola da principiante.
La piegatura a fondo e la coniatura hanno il loro posto — lavori di lamiera sottile a tolleranza stretta, macchine storiche con controllo limitato, parti dove il minimo ritorno elastico è fondamentale. Ma devi confermare il tonnellaggio nominale per piede del tuo freno e confrontarlo con il requisito reale. Superalo, e il telaio diventa l’anello debole nella catena della tua precisione.
Controlla il tuo riscontro: stai scegliendo la piegatura a fondo perché il pezzo la richiede davvero — o perché non ti fidi del tuo controllo della profondità?
La piegatura in aria e quella a fondo possono differire nel tonnellaggio richiesto per multipli, non per percentuali.
Nella piegatura in aria, il tonnellaggio dipende principalmente dalla resistenza del materiale, dallo spessore, dall’apertura della matrice e dalla lunghezza della piega. Aumenta la larghezza della matrice a V, e il tonnellaggio richiesto diminuisce — ma il raggio interno della piega cresce. È un compromesso: meno forza per più raggio.
La piegatura a fondo ignora questa cortesia. Poiché si forza il pieno contatto con l’angolo della matrice, il tonnellaggio richiesto aumenta notevolmente — spesso diverse volte rispetto all’equivalente in piegatura in aria per lo stesso materiale e spessore. La coniatura richiede ancora più forza, talvolta avvicinandosi ai limiti superiori della capacità della macchina su pezzi lunghi.
E un tonnellaggio più alto significa maggiore flessione da compensare.
Ricorda la discussione sul bombamento. La flessione scala con il carico. Se passi dalla piegatura in aria alla piegatura a fondo su un pezzo lungo, i valori di compensazione precedenti non sono più validi. Il telaio introduce la propria curva nella trattativa. Devi ricalcolare, altrimenti inseguirai variazioni d’angolo lungo tutta la lunghezza.
Quindi il metodo non riguarda solo il controllo dell’angolo. Riguarda quanto chiedi alla macchina di lavorare — e quanta correzione geometrica devi applicare per mantenerla onesta.
Controlla il tuo calibro: quando cambi metodo, ricalcoli la tonnellaggio e la compensazione — o assumi che le impostazioni di piegatura all’aria di ieri resistano al carico di stampaggio di oggi?
L’utensileria è il punto in cui la filosofia diventa acciaio.
Nella piegatura all’aria, il raggio interno della piega si forma come funzione dell’apertura della matrice — comunemente pari a una frazione di quella larghezza. Il metallo tende ad avvolgersi naturalmente tra le spalle della matrice. Scegli una V più ampia, e il raggio si apre. Scegli una V più stretta, e il raggio si riduce ma la tonnellaggio aumenta.
Lo stampaggio richiede un angolo della matrice che corrisponda strettamente all’angolo del punzone e a quello desiderato. Se stampi un punzone da 90 gradi in una matrice da 88 gradi, stai forzando la correzione attraverso la pressione. Quella pressione va da qualche parte — negli utensili e nel telaio.
Un unico set di matrici non può gestire ogni spessore perché ciascun spessore presenta diversa resistenza allo snervamento e diverso comportamento di ritorno elastico. Una matrice che funziona perfettamente per acciaio dolce da 16 gauge può sovraccaricare la pressa se usata per stampare acciaio inox da 10 gauge. Il metallo tende a distribuire lo stress lungo linee prevedibili; utensili non adeguati lo concentrano nei punti sbagliati.
È qui che la partita a scacchi si intensifica. Non stai semplicemente scegliendo gli utensili. Stai decidendo come si formerà il campo di stress all’interno del pezzo, quanto il telaio si fletterà e quanta compensazione dovrai applicare per rientrare nella tolleranza.
Scegli la tua metodologia prima di premere il pedale.
Perché una volta che il martinetto inizia a scendere, la fisica è già in movimento.
Controlla il tuo calibro: le tue scelte di utensileria sono allineate con il metodo di piegatura e la resistenza del materiale — o stai chiedendo a un set di matrici di risolvere problemi per cui non è mai stato progettato?
Non inizi chiedendo: “Quale pressa piegatrice dovrei acquistare?”
Inizi chiedendo: “Cosa richiederà questo pezzo all’acciaio — e quanto forte l’acciaio reagirà?”
Sembra filosofia finché non prezzzi una macchina troppo piccola, rompi una matrice o osservi un banco lungo che si piega al centro perché il tuo calcolo presupponeva un telaio perfettamente rigido, che non esiste al di fuori di un libro di testo. Le formule assumono forza uniforme, nessuna flessione, distribuzione perfetta. Le presse reali si piegano sotto carico. L’acciaio reale reagisce in modo irregolare. Il metallo ha memoria.
Quindi la matrice decisionale non è una lista della spesa. È una mappa delle forze. Definisci prima la geometria del pezzo, la tolleranza, la resistenza del materiale e il metodo di piegatura. Solo allora puoi capire quale classe di macchina è in grado di sostenere quella negoziazione senza mentirti sulla precisione.
Controlla il tuo calibro: stai definendo la macchina in base alle specifiche di catalogo — o in base alle forze che il tuo pezzo genererà realmente?
Appoggia il disegno sul banco.
Osserva le lunghezze delle flange, i raggi interni, le pieghe di ritorno, la lunghezza complessiva. Una scatola a quattro lati con flange di ritorno strette non è solo “una scatola”. Limita l’accesso alla matrice. Restringe la larghezza della V. E quella sola limitazione può raddoppiare la tonnellaggio prima ancora di premere il pedale.
Ecco la parte che la maggior parte dei principianti trascura: l’apertura della V della matrice è spesso la variabile dominante. Riduci la V da otto volte lo spessore del materiale a sei, e la forza richiesta può aumentare drasticamente. Il metallo tende a fluire sopra una spalla più ampia; restringi quella spalla e oppone maggiore resistenza. Quella resistenza si trasmette direttamente al tuo martinetto, ai tuoi utensili, al tuo telaio.
Quindi la geometria determina la scelta della matrice. La scelta della matrice determina la tonnellaggio. Il tonnellaggio determina la classe della macchina.
Non il contrario.
Se il disegno richiede un raggio interno stretto, più piccolo di quello che la piegatura in aria produce naturalmente con un’apertura V ragionevole, ti sei già messo all’angolo verso la piegatura in appoggio o una matrice stretta. Ciò significa moltiplicatori di forza più elevati. Ciò significa più flessione da compensare.
Prima di leggere una brochure, rispondi a questo: quale apertura della matrice consente davvero questo pezzo?
Ora calcoliamo — ma calcoliamo onestamente.
La maggior parte delle formule per la piegatura in aria sembra pulita sulla carta. Spessore al quadrato, moltiplicato per la lunghezza della piega, diviso per l’apertura della matrice, moltiplicato per una costante. Abbastanza semplice da far fidare ciecamente un principiante.
Ma la prima cosa che si impara in officina è che il metallo non obbedisce mai semplicemente.
Quelle formule di base presuppongono la piegatura in aria. Passa alla piegatura in appoggio e puoi moltiplicare il tonnellaggio richiesto di diverse volte. Coniatura? Ancora più alto. Ho visto lavori stimati sulla carta come a capacità confortevole che in realtà erano sull’orlo del limite una volta cambiato il metodo.
Ed ecco la seconda trappola: i calcolatori restituiscono un numero — diciamo 38 tonnellate — e il nuovo arrivato pensa che una macchina da 40 tonnellate sia perfetta. Nessun margine per la flessione. Nessun margine per la variazione del materiale. Nessun margine per i cicli ripetuti che affaticano utensili e piano nel tempo.
La macchina non è infinitamente rigida. Sotto piegature lunghe e pesanti, il centro si abbassa. Senza una curvatura adeguata — la compensazione intenzionale verso l’alto incorporata nel piano — gli angoli si aprono al centro anche se i tuoi calcoli erano “corretti”.”
Quindi il calcolo del tonnellaggio è il primo passo. La capacità di deflessione e il sistema di compensazione sono il secondo. Ignora il secondo passo e la tua precisione evapora sotto carico.
Controlla il tuo riferimento: hai aggiunto un vero margine di sicurezza e considerato la deflessione — o stai affidando la sopravvivenza del vero acciaio a una matematica ideale?
Una piccola officina che piega staffe corte in acciaio dolce non ha bisogno della stessa macchina di una linea di produzione che lavora pannelli in acciaio inox lunghi dodici piedi tutto il giorno.
Ma “minimo vitale” non significa “appena sufficiente a sopravvivere a una singola piega”.”
Le officine a basso volume cadono in una trappola silenziosa: acquistano macchine di capacità esatta perché il lavoro tecnicamente rientra. Poi un giorno il cliente cambia materiale con acciaio inox 304. Il carico di snervamento aumenta. Il ritorno elastico cresce. Il tonnellaggio richiesto sale. All’improvviso ogni piega lavora vicino al carico massimo.
Lavorare al limite è come guidare un camion costantemente al massimo dei giri. Il telaio flette di più. L’impianto idraulico è sotto sforzo. La precisione cala man mano che si accumula calore.
Gli ambienti di produzione ragionano diversamente. Comprano margine — non per ego, ma per stabilità. Una macchina che opera al 60–70% della capacità nominale si comporta in modo più prevedibile. Meno flessione. Meno usura. Angoli più ripetibili tra i turni.
Il costo nascosto del sottodimensionamento non sono solo gli utensili rotti. È l’incoerenza.
Quindi chiediti: questa pressa è pensata per sopravvivere a lavori occasionali — o per garantire geometria ripetibile sotto stress quotidiano?
Ecco la prospettiva che voglio tu mantenga.
Non “Quanto è grande la pressa piegatrice?” Non “Idraulica o elettrica?”
Poni queste tre domande:
1. Quale metodo di piegatura mi obbliga a usare il pezzo con la tolleranza più stretta? Se il lavoro più impegnativo richiede punzonatura completa o matrici strette, la tua base di riferimento per la tonnellata aumenta immediatamente. Il metodo è il moltiplicatore.
2. Quale apertura della matrice la mia geometria consente realisticamente? Se i requisiti di accesso o di raggio ti obbligano a utilizzare aperture a V piccole, calcola la forza a partire da quel vincolo — non da un rapporto comodo preso dal manuale.
3. Come controllerà la macchina la deformazione sotto quel carico? Ha un campo di compensazione (crowning) sufficiente? Controllo indipendente dell’ariete? Precisione di profondità ripetibile abbastanza fine per la piegatura ad aria, se scegli quella? Perché la tonnellata senza controllo geometrico è forza bruta, e la forza bruta è ciò che piega i telai fuori dalla verità.
Questa è la parte non ovvia: la pressa piegatrice non è definita dalla forza massima. È definita da quanto intelligentemente gestisce la forza sotto i tuoi vincoli specifici.
Non stai comprando potenza. Stai comprando una negoziazione controllata con la memoria del materiale e la deformazione della macchina.
E se definisci chiaramente quella negoziazione prima di definire la macchina, l’acciaio smette di sorprenderti.
La prossima domanda non è quale macchina scegliere.
È se sei pronto a rispettare la fisica prima di toccare il pedale.


















