

10 ayaklık 14 numara levha kalıba kayar. Yeni adam tonaj tablosuna gözlerini kısar, pedala gerektiğinden fazla basar ve çeliğin teslim olmasını bekler. Teslim olur.
Sonra iki derece geri yaylanır ve zımba fazla bastığı yerin boyasını sıyırır.
Eğer bu sadece sözlük anlamında bir metal kıvırıcı olsaydı—yani “metali kıvıran” bir şey—daha fazla kuvvet daha fazla kesinlik anlamına gelirdi. Ama zeminde öğrenilen ilk şey, metalin asla basitçe itaat etmediğidir. Pazarlık eder.

İnce, boyalı 16 numara sacı büken 90 tonluk bir pres hayal edin. Tonaj tablosu, bu kapasitenin sadece bir kısmına ihtiyacınız olduğunu söyler. Yine de makine bunu yedekte tutar ve acemiler güce yaslanınca kendilerini daha güvende hissederler.
İşte tuzak: metal, enerji depolamak için sadece yeterince direnmek ister, sonra bunu geri yaylanma olarak serbest bırakır. Tatlı noktayı aştığınızda daha keskin bir kıvrım elde etmezsiniz—kalıp izleri, bombe olmuş parçalar ve hızla aşınan takımlar elde edersiniz. Ekstra kuvvet geometriyi geliştirmez; kurulumdaki her hizasızlığı büyütür.
Açı hatalarını daha fazla derinlik ayarıyla kovalayan operatörleri gördüm. Güçle düzelttiklerini sanıyorlar. Aslında planlanan nötr eksenin—bükme sırasında ne gerilen ne de sıkışan sac tabakasının—ötesine geçerek parçadan parçaya tutarsızlığı davet ediyorlar.
Bir pres kıvırma makinesi ton cinsinden derecelendirilir, ama binlik inçlerle yaşar ya da ölür.
Ölçülerinizi Kontrol Edin: Eğer daha fazla pedalın daha fazla hassasiyet anlamına geldiğine inanıyorsanız, hâlâ çekiç operatörü gibi düşünüyorsunuz, kıvırma operatörü gibi değil.

Sahneyi biraz yavaşlatalım.
Zımba V kalıbına inerken, sacın dış lifleri gerilir. İç lifler sıkışır. Aralarında, malzeme ve takım setine bağlı olarak hafifçe yer değiştiren nötr eksen bulunur. Metal, gerilimi o eğri boyunca dağıtmak ister, onun altında çökmek değil.
Gerçek bükme, kontrollü plastiki deformasyondur: şeklin basınç bırakıldıktan sonra kalıcı olması için akma dayanımını sadece yeterince aşarsınız. Deformasyon ise, dikkatsiz kuzeni, gerilimin nasıl aktığını yok saydığınızda gerçekleşir. Tane yapısını düzleştirir, yüzeyleri zedeler ve tekrarlanabilirliği kaybedersiniz.
Fark, derinlik kontrolü, arka dayama hassasiyeti ve koç paralelliği ile ölçülür—maksimum tonajla değil. Yumuşak çelikte iki derecelik geri yaylanma, hesaplanmış iki buçuk derecelik fazla bükme gerektirebilir. Bu pazarlık, egemenlik değil.
Eğer bükme, amacıyla akmayı aşmakla ilgiliyse, makinenin içindeki başka ne aynı hassasiyetle davranmak zorundadır?
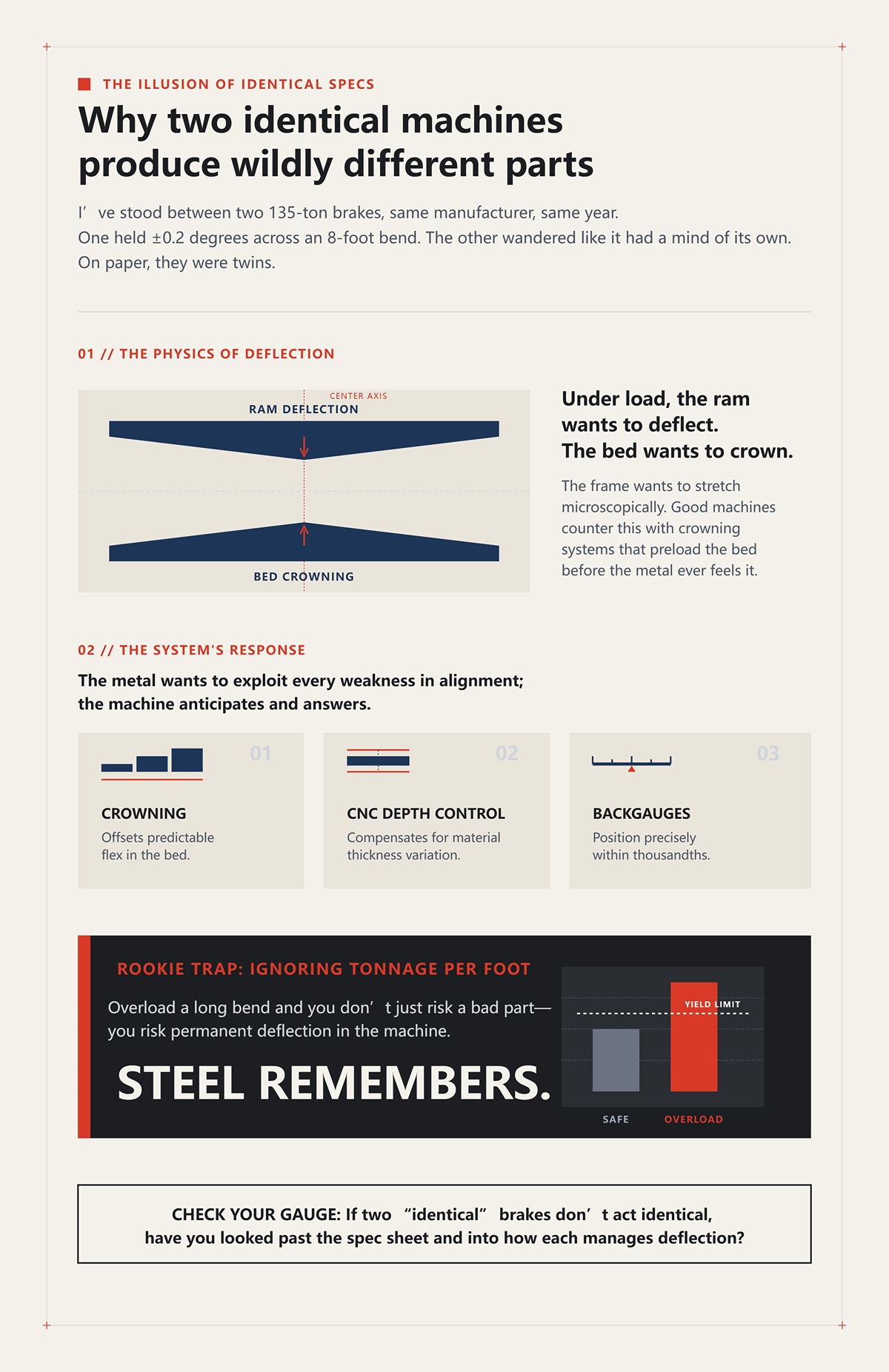
Aynı üretici, aynı yıldan iki 135 tonluk presin arasında durdum. Biri 8 ayaklık bir bükme boyunca ±0.2 derece hassasiyetle tutuyordu. Diğeri ise kendi kafasına göre geziyordu.
Kâğıt üzerinde, ikiz gibiydiler.
Yük altındayken, herhangi bir presin koçu ortada eğilmeye meyillidir. Yatak bombe yapmak ister. Çerçeve mikroskobik olarak gerilmek ister. İyi makineler bunu bombe sistemleriyle—metal gerilimi hissetmeden önce eğilmeye karşı mücadele etmek için yatağı önceden yükleyen mekanik veya hidrolik ayarlamalarla—dengelemeyi başarır.
İşte sistem burada kendini gösterir. CNC derinlik kontrolü, malzeme kalınlığındaki değişimi telafi eder. Arka dayamalar binde hassasiyetle konumlanır. Bombe sistemleri, öngörülebilir esnemeyi dengeler. Metal, hizalamadaki her zayıflığı sömürmek ister; makine ise bunu önceden tahmin eder ve yanıt verir.
Acemi hatası: Her ayak başına tonajı yok saymak. Uzun bir bükümü aşırı yüklerseniz yalnızca hatalı bir parça riski değil—makinede kalıcı deformasyon riski alırsınız. Çelik hatırlar.
Ölçülerinizi Kontrol Edin: İki “özdeş” pres aynı şekilde davranmıyorsa, spesifikasyon tablosunun ötesine bakıp her birinin eğilmeyi nasıl yönettiğine baktınız mı?
Ona bir metal katlayıcı deyin ve aklınıza bir menteşe ve itme gelir. Kontrollerin başında yeterince uzun durun, başka bir şey görürsünüz.
Pres, üç konuşmayı aynı anda koordine eder: koç aracılığıyla uygulanan kuvvet, CNC eksenleri tarafından yönlendirilen hareket ve tane yönü, kalınlık toleransı ve geri yaylanma tarafından şekillenen malzeme davranışı. Bir değişkeni değiştirdiğinizde, diğerleri tepki verir. Metal düz hale dönmek ister; makine hesaplanmış fazla bükümle karşı koyar. Çerçeve esnemek ister; bombe sistemi buna karşı ön yük uygular. Operatör hız ister; fizik sabır ister.
Bu kaba kuvvet değildir. Bu, kısıtlama altında güç yönetimidir—her hamleyi hatırlayan bir rakibe karşı satranç oynamaya benzer.
Ve eğer oyun tamamen metalin gerilimi nasıl depolayıp serbest bıraktığıyla ilgiliyse, tam olarak zımba temas ettiği anda sacın içinde ne olur?
Presin yanına geçin ve dikkatle izleyin. Zımba henüz V kalıbına gömülmemiştir—sadece ilk temas—andan itibaren sac, ucun altında hemen çukurlaşır. Henüz açı oluşmaz. Dramatik bir katlama yoktur. Sadece gerilimin yoğunlaşmaya başladığı sığ bir çöküntü görülür.
O an önemlidir.
Zımba ucunun altındaki dış yüzey önce çekme gerilimini hisseder—gerilmek ister. İç yüzey, kalıp omuzlarına doğru bastırılır ve sıkışmak ister. Aralarında, ne gerilen ne de sıkışan ince iç tabaka olan nötr eksen bulunur. Bu eksen nazikçe ortada kalmaz; yük arttıkça iç yarıçapa doğru kayar. Metal, kendini korumak için bu ekseni hareket ettirmek ister, gerilimi tanenin dayanabileceği şekilde yeniden dağıtır.
Bu aşamada her şey elastiktir. Elastik, geçici demektir. Koçu erken durdurabilir, basıncı serbest bırakabilir ve sac hiçbir şey olmamış gibi düzleşirdi. Bu, metalin hafızasıdır—iç kristal yapısının kalıcı yeniden düzenlemeye direnişi.
İnmeye devam edin.
Sonunda dış liflerdeki gerilim akma dayanımını aşar—malzemenin yay gibi davranmayı bırakıp plastik akışa geçtiği nokta. Artık tane yapısını yeniden düzenliyorsunuz. Artık metalin hafızasını sadece ödünç almıyor, harcıyorsunuz. Bu elastikten plastiğe geçiş bir uçurum değildir; dar bir sırt gibidir. Temiz biçimde geçerseniz tekrarlanabilir bükümler elde edersiniz. Çok sığ kalırsanız kontrolsüz geri yaylanma olur. Çok derine giderseniz takımı zedelersiniz ve nötr ekseni öngörülemez biçimde kaydırırsınız.
Bu nedenle ±0.01 mm koç tekrarlanabilirliğine sahip bir pres bile, gerçek dünyada bunun beş katı kadar değişken parça üretir. Kalınlık değişimi, tane yönü, takım aşınması—hepsi elastik‑plastik geçişin gerçekte nerede gerçekleştiğini değiştirir. Makine her çevrimde aynı derinliğe ulaşabilir, ama malzeme her seferinde aynı şekilde tepki vermez.
Bu satranç maçındaki ilk hamle, açı görünmeden önce gerçekleşir.
Kalibreni Kontrol Et: Zımba sacla ilk temas ettiğinde, akıyı değil, akmanın nerede başladığını mı düşünüyorsun?
Yumuşak çelik bir parçayı yük altında ölçülmüş 93 dereceye kadar bükün. Kolu serbest bırakın. 90 dereceye açılır.
Bu üç derecelik fark hata değildir. Bu, depolanmış elastik enerjinin kaçmasıdır.
Zımba sacı kalıba zorladığında, dış lifler akma noktasının ötesine uzar, ancak nötr eksene daha yakın olan derin katmanlar elastik kalabilir. Basıncı serbest bıraktığınızda, bu elastik bölgeler toparlanır ve bükümü biraz açar. Metal düz konuma geri dönmek ister çünkü bir kısmı kalıcı olarak bükülmeyi hiç kabul etmemiştir.
Hava ile bükme—en yaygın yöntem—bu davranışa dayanır. Zımba hiçbir zaman dibe oturmaz; açıyı nüfuz derinliğiyle kontrol eder. Bu, yay geri tepmesinin tahmin edilip hesaplanmış fazla bükme ile telafi edilmesi gerektiği anlamına gelir. Yumuşak çelikte belki 1–3 derece. Yüksek mukavemetli malzemelerde daha fazla. İnce sacda, kalın levhaya göre sıklıkla orantılı olarak daha yüksektir.
İşte acemi sezgisini şaşırtan kısım: Kalın malzeme genellikle ince sacdan daha az oransal geri tepme gösterir. İnce malzemenin kesitinin daha büyük bir kısmı plastik bölgeye göre elastik davranır. Bu nedenle o ince 20 numara sac, 10 numara levhadan daha agresif fazla bükme talep edebilir. Metal, kalınlığının çoğunu plastik akışa ayırmadığında, daha sert bir şekilde geri dönmek ister.
Başka bir yol vardır: dibe oturtma veya baskılama. Zımba malzemeyi kalıp açısına iyice bastıracak kadar derine itilir, bu sayede elastik hafızanın çoğu ezilir. Yay geri tepmesi sıfıra yaklaşır. Kulağa kusursuz geliyor—ta ki tonajı hesaplayana kadar. Dibe oturtma, hava ile bükmeye göre birkaç kat fazla kuvvet ve genellikle özel takım açıları gerektirebilir. Bu sadece enerji değil; aynı zamanda çerçeve gerilimi, takım aşınması ve kurulum maliyetidir. Saf kuvvetle sağlanan hassasiyet pahalıdır.
Bu yüzden fazla büküyoruz—kaba olduğu için değil, verimli olduğu için. Metalin birkaç derece geri alacağını kabul ediyoruz ve hamleyi önceden planlıyoruz.
Yeni gelen, tonaj çizelgesine kısık gözlerle bakar, pedala gerekenden fazla basar ve çeliğin pes etmesini bekler. Ama pes etmek hedef değildir. Tahmin etmektir.
Eğer yay geri tepmesi, metalin hafızasının kendini öne sürmesiyse, neden bu hafıza alaşım arasında bu kadar dramatik şekilde değişir?
İki levha alın, aynı kalınlıkta: biri yumuşak çelik, biri 304 paslanmaz. Aynı takımı kurun. İkisini de aynı programlanmış derinliğe bükün.
Serbest bıraktığınızda paslanmaz daha fazla açılır.
Paslanmaz çeliğin akma dayanımı daha yüksektir ve akma ile nihai çekme dayanımı arasında daha geniş bir fark vardır. Bu, plastik deformasyon öncesi ve sırasında daha fazla elastik enerji depolayabileceği anlamına gelir. Metal gerilmek ister ve yine de orijinal kristal örgü hizasına güçlü bir çekim uygular. Bu nedenle yay geri tepmesi artar ve gereken tonaj buna bağlı olarak yükselir.
Alüminyum farklı bir oyun oynar. Çeliğe göre daha düşük elastisite modülüne sahiptir. Bu, aynı gerilim altında daha fazla elastik şekilde deformasyona uğradığı anlamına gelir. Zımba altında yumuşak hissedilir, ancak akma noktasına göre agresif bir şekilde geri teper. Metal kolay hareket etmek ister—ve sonra beklediğinizden daha fazla toparlanır.
Tane yönü başka bir katman ekler. Haddeleme yönüne dik bükme, genellikle daha dar iç yarıçaplara tolerans gösterir. Paralel bükmede çatlama riski artar çünkü uzamış taneleri uzun eksenleri boyunca açmaya çalışırsınız. Metal en zayıf yönü boyunca ayrılmak ister.
İşte bu nedenle “standart ayak başına tonaj” çizelgeleri garanti değil, başlangıç noktası haline gelir. Nominal kalınlık, ortalama özellikler ve yeni takım varsayarlar. Gerçek rulolar farklılık gösterir. 10 ayaklık bir bükmede birkaç mil kalın fark, tonaj gereksinimlerini açıyı değiştirecek kadar etkileyebilir. Bu yüzden deneyimli operatörler kör inanç yerine test bükmeleriyle derinliği ayarlar.
Ölçünüzü Kontrol Edin: Yumuşak çelikten paslanmaza geçtiğinizde yalnızca tonajı mı değiştirirsiniz—yoksa malzemenin bükümü nasıl hatırlayacağını mı?
Büyütme altında bükümün kesitini hayal edin. Dış taneler uzamış. İç taneler sıkışmış ve hafifçe buruşmuş. Aralarında, elastik davranışın plastik akışa dönüştüğü bir sınır vardır.
İşin, o sınırı kasıtlı bir şekilde konumlandırmaktır.
Çok yüzeyde kalırsan kalınlığın çoğu elastik kalır. Yük altındayken büküm doğru görünür ama öngörülemez şekilde açılır. Çok derine inersen aşırı plastik deformasyona neden olur, dış yarıçapı inceltir ve mikro çatlak riskini artırırsın—özellikle yüksek dayanımlı ya da yanlış yönlendirilmiş tane yapısında. Metal, iç yapısını korumak ister; dikkatsizce zorlarsan çatlak ya da tutarsızlıkla karşılık verir.
Tatlı nokta, kesitin yeterince kısmının şekli sabitleyecek kadar akma sınırını geçtiği, fakat bütünlüğe zarar vermeyecek veya makineyi aşırı yüklemeyecek denge noktasıdır. Bu denge, iç yarıçap seçimine, kalıp açıklığına (çoğu zaman yumuşak çelikte hava bükmede malzeme kalınlığının yaklaşık 8 katı) ve derinlik kontrolünün hassasiyetine bağlıdır.
İşte bu nedenle bükme, talaşlı imalata kıyasla çok daha az enerji tüketir. Malzemeyi kesip atmıyoruz; sadece akma sınırını biraz aşacak şekilde akmaya ikna ediyoruz. Verimli, evet. Ama bu verimlilik beraberinde hassasiyet getirir. Kalınlıktaki küçük değişimler veya takım aşınmaları elastik‑plastik sınırı kaydırır ve açını sapıtır.
Dolayısıyla pres freni çeliği boyun eğdirerek ezmez. Gerilimi kasıtlı olarak konumlandırır; böylece basınç serbest bırakıldığında malzeme tam da öngördüğün yere yerleşir.
Ve metalin belleği ile tane yapısı sonucu bu kadar etkiliyorsa, o kuvvetleri kendi hatalarını katmadan yönetebilmek için nasıl bir makine mimarisi gerekir?
Bir atölye zemininde yan yana duran iki pres freni düşün. Her ikisi de 135 tonluk kapasiteli. Aynı takım. Aynı operatör. Aynı 10 ayak uzunluğunda 11 numara yumuşak çelik şerit.
Biri tek bir düzeltmeden sonra uzunluğu boyunca ±0.5° toleransı korur. Diğeri ortada bir derece sapar ve telafi gerektirir. Aynı tonaj etiketi. Farklı sonuç.
Bu, kuvvet kapasitesiyle kuvvet kontrolünün aynı şey olmadığının ilk ipucudur.
Ancak atölyede ilk öğrendiğin şey, metalin asla basitçe itaat etmediğidir. Pazarlık eder. Yaylanma (springback) ile geri iter, akarken nötr ekseni kaydırır ve koçun (ram) alt noktaya nasıl ulaştığındaki her tutarsızlığı büyütür. Eğer tahrik sistemin kuvveti ve konumu bu elastik‑plastik geçiş boyunca ölçülü bir şekilde yönetemiyorsa, sen bükmüyorsun — kumar oynuyorsun.
Yani mimari sorusu “Kaç ton?” değildir. “Bu makine bu tonajı strok boyunca nasıl iletir?” sorusudur.”
Gabarini Kontrol Et: Eğer iki pres freni aynı tonaj değerine sahipse, strokun hangi bölümünü — yaklaşma, temas ya da alt nokta — seninki üzerinde gerçekten kontrol ediyorsun?
Eski bir mekanik freni gözünde canlandır: dönen volan, devreye giren kavrama, o dönme enerjisini dikey koç hareketine çeviren krank mili. Bir kez tetiklediğinde, koç döngüyü tamamlar. Duraksama yok. Strok ortasında yeniden düşünme yok.
İşte bu, üretim gücüdür.
Mekanik sistemler tekrarda parlar. İnce sacda aynı yüzeysel bükümü binlerce kez yapıyorsan, sabit strok bir avantaja dönüşür. Alt ölü nokta — krank dönüşünün en düşük noktası — mekanik olarak tanımlıdır. Her vuruş neredeyse aynı fiziksel noktaya iner çünkü bunu belirleyen krankın geometrisidir; akışkan basıncı veya servo geri bildirimi değil.
Şimdi işte tuzak burada.
Strok sabittir. Enerji o dönen volanda depoludur. Bir kez devreye alındığında, kalınlığı 0,004 inç fazla gelen bir ruloyu telafi etmek için son birkaç binde bir inçlik kısmı nazikçe ayarlayamazsın. Metal bugün dünkünden biraz daha fazla direnmek ister. Mekanik frenin umurunda değildir. Volanın taşıdığı enerjiyle alt ölü noktayı geçer.
Eğer hava bükme yapıyorsan, değişken strok kontrolündeki eksiklik bir zaafa dönüşür. Elastik belleğin seni tam hedef açına geri sağlayacağı hassas derinlikte durmaya çalışıyorsun. Ancak krank “durup ölçüm yapmaz.” Bağlanır. Aşırı büküm hataları açı sapmalarına dönüşür.
Ve işte acemi tuzağı: gerçek sorun strok esnekliği iken, mekanik bir abkant presinde tonaj artırarak açı peşinde koşmak. Yeni gelen, tonaj tablosuna kısık gözle bakar, pedala gerekenden fazla basar ve çeliğin teslim olmasını bekler. Mekanik bir sistemde bu, gövdenin veya kalıbın hoşlanmayacağı bir enerjiyle ölü noktaya vurmak anlamına gelebilir.
Mekanik frenler benzerliği ödüllendirir. Değişkenliği cezalandırır.
Göstergenizi Kontrol Edin: İşleriniz sabit bir strokun lehinize çalışacağı kadar birbirine benzer mi — yoksa bir krank milinden yaylanma ile pazarlık etmesini mi istiyorsunuz?
Bir test bükümünde bir hidrolik abkant presin önünde durun. Koç hızlı iner, temasa yakın yavaşlar, sonra basınç artarken işe milim milim girer. İnme ortasında durdurabilirsiniz. Geri çevirebilirsiniz. Binlikler mertebesinde daha derine itebilirsiniz.
Bu kontrol edilebilirlik endüstriyi değiştirdi.
Hidrolik silindirler sıvı basıncını doğrusal kuvvete dönüştürür. Basınç ancak direnç arttıkça artar. Metal, akma sınırını geçerken sertleşmek ister; hidrolik sistem, hareketi sürdürmek için basıncı artırarak yanıt verir. Bu geri besleme döngüsü — direncin basınçla eşleşmesi — havada bükmenin ölçekli olarak uygulanabilir olmasını sağlar.
Şimdi gerçek dünya ayrıntısını ekleyin: günümüzde çoğu elektrikli fren yaklaşık 300 tonun altında zirve yapar. Kalın sacları veya geniş kalıplı uzun parçaları büküyorsanız, bu sınırın ötesinde ham güce ihtiyacınız vardır. Hidrolikler ölçeklenebilir — daha büyük silindirler, daha yüksek basınçlar, daha uzun yataklar. Bu yüzden ağır imalat atölyeleri hâlâ onlara güvenir.
Ama hidroliklerin kendi mizacı vardır.
Sıvı az da olsa sıkışır. Contalar aşınır. Sıcaklık viskoziteyi değiştirir. Küçük bir iç kaçak, alt bekleme sırasında basınç sürüklenmesine neden olabilir, bu da açı tutarsızlığına dönüşür. Bir makinenin sabah açı tutarlılığını mükemmel koruyup, öğleden sonra yağ sıcaklığı değiştiği için tepki süresi arttığında yarım derecelik bir açılma yaptığını gördüm. Metal tutarlılık ister; sıvı sistem ise saatten saate farklı şekilde pazarlık edebilir.
Değişken strok kontrolü, elastik-plastik sınırına bilinçli şekilde yaklaşabileceğiniz için hidrolikleri baskın hale getirdi. Ancak bu hassasiyet, sağlıklı ve iyi bakımlı bir basınç sistemine bağlıdır. Bunu göz ardı ederseniz, “kontrolünüz” teorik hale gelir.
Göstergenizi Kontrol Edin: Açılarınız kaydığında, operatörü mü suçluyorsunuz — yoksa yağ durumunu, conta aşınmasını ve termal kararlılığı kontrol ettiniz mi?
Şimdi modern bir elektrikli abkant presin 14 numara paslanmaz bir parçayı çalıştırmasını izleyin. Servo motorlar, doğrudan koça bağlı bilyalı vidaları sürer. Yağ yok. Valf yok. Sadece tork, mikron düzeyinde konumu ölçen kodlayıcı geri bildirimiyle doğrusal harekete dönüştürülür.
Koç aşağı iner. Komut verilen noktada tam olarak durur. Basınç dalgalanması olmadan tutar çünkü sıkıştırılacak bir sıvı sütunu yoktur.
Bu doğrudan tahrik, atölyelerin daha hızlı çevrim süreleri ve ciddi enerji tasarrufu rapor etmesinin nedenidir — güç, esas olarak hareket sırasında çekilir, hidrolik basıncı sürdürmek için sürekli olarak değil. Tanıdığım bir üretici, hafif-orta işlerdeki hidrolik filosunun çoğunu elektrikli makinelerle değiştirdi, enerji tüketimini neredeyse yarıya indirdi ve ince paslanmaz parçalarda tekrarlanabilirliği iyileştirdi. Ama yüksek tonajlı levhalar için atölyede bir hidrolik fren tuttular.
Bu, “devrimin” ardındaki gerçektir.”
Elektrik sistemleri, derinlik hassasiyetinin açı hassasiyetine eşit olduğu alanlarda başarı gösterir — ince ila orta kalınlıktaki malzemeler, daha kısa yataklar, orta tonaj. Servo, levhadan levhaya yaylanma değişimini telafi etmek için derinliği mikron seviyesinde ayarlayabilir. Metal her partide farklı şekilde geri sıçramak ister; servo, aşırı tepki vermeden ince artışlarla yanıt verebilir.
Ama kuvvet sınırları gerçektir. Kalın malzemede derin kutu bükümleri, uzun stroklar boyunca sürekli yüksek tonaj gerektirir. Günümüzde, bu alan hâlâ hidroliklerin elindedir. Elektrik her yerde hidroliklerin yerini almıyor — “önce hassasiyet” işinin nasıl göründüğünü yeniden tanımlıyor.
Hibrit kurulumlar giderek yaygınlaşıyor çünkü atölyeler rahatsız edici bir gerçeği fark ediyor: makine türü, müşterilere hangi doğruluk seviyesini vaat edebileceğinizi belirliyor.
Göstergenizi Kontrol Edin: Kağıt üzerinde maksimum tonaj için mi bir makine seçiyorsunuz — yoksa en zorlu parçalarınızın gerçekten ihtiyaç duyduğu kuvvet kontrolü türü için mi?
Aktif taç telafisi olmadan hidrolik bir pres frende 10 numara sac üzerinde 12 fitlik uzun bir bükme çalıştırın. Çerçeve yük altında esnediği için genellikle ortanın uçlara göre biraz açıldığını görürsünüz. Makine yapısı uzar; tabla yukarı doğru eğilir. Metal, düzgün bir gerilme ister; çerçeve kendi etkisini ekler.
Şimdi aynısını daha hassas işler için tasarlanmış yüksek hassasiyetli bir elektrik frende deneyin. Olağanüstü derinlik kontrolü elde edebilirsiniz — ancak iş tonaj konfor bölgesini aştığında, kapasite sınırlarında çalışırsınız ve bu durum aşırı yük riski nedeniyle tedbirli programlama gerektirir.
Çoğu broşürün söylemeyeceği nokta şu: tahrik sistemi ve çerçeve tasarımı birlikte, pratik doğruluk sınırınızı tanımlar. Mekanik bir fren, alt ölü noktayı gün boyunca tekrarlayabilir — ama yalnızca sabit strok enerjisini tolere eden işler için. Hidrolik bir fren devasa yükleri kaldırabilir — ama yalnızca basınç kararlılığı ve sapma telafisi kadar hassas olarak. Elektrik freni ise koç başını cerrahi hassasiyetle yerleştirebilir — ama yalnızca tonaj sınırları içinde. İş karışımınız için bu sınırın nerede olması gerektiğini değerlendiriyorsanız, doğrulanmış çerçeve rijitliği ve öngörülebilir kuvvet kontrolü ile tasarlanmış bir CNC pres freni — CN‑HAWE gibi — pratik bir sonraki adım haline gelir; bu yeteneklerin bir modern pres frende tekrarlanabilir doğruluk için, sınırda çalışmadan nasıl bir araya geldiğini keşfedin.
Doğruluk yalnızca kodlayıcı çözünürlüğü meselesi değildir. Kuvvet iletim yönteminin, yapısal rijitliğin ve sistemin, metal beklenenden daha sert geri itmek istediğinde nasıl tepki verdiğinin kesişimidir.
Bu satranç oyununda tahrik sisteminiz açılış stratejinizdir. Yanlış seçim yaparsanız, geri kalan oyunu, kendi belirsizliğini malzemenin hafızasına ekleyen bir makineyi telafi etmeye çalışarak geçirirsiniz.
O halde tahrik mimarisi, kuvvetin nasıl iletildiğini ve sınırlandırıldığını belirliyorsa, güç kaynağından geometrisine yaklaştığımızda — koç başının nasıl paralel kaldığına, arka dayamanın nasıl konumlandığına ve çerçevenin yük altında kendi sapmasını nasıl dengelediğine baktığımızda neler olur?
10 numara sacın 12 fitlik bir şeridini kalıp altına sürün, programınızı çağırın ve makinenin 180 ton vurmasına izin verin. Uçlarda açı 90° okur. Ortada ise 90,7°. Aynı derinlik. Aynı kuvvet. Farklı sonuç.
Tahrik sisteminde hiçbir şey değişmedi. Değişen, yük altındaki makinenin şekliydi.
Bu kadar kuvveti koç başı aracılığıyla ittiğinizde, yan çerçeveler mikroskobik olarak uzar ve tabla ortada yukarı doğru eğilir. Gerilim altındaki çelik tartışmaz; uzar. Makine, iş parçasınızın yaptığı aynı şeyi yapıyor. Metal, bükme hattı boyunca eşit sıkıştırma ister. Çerçeve kendi eğrisini bu müzakereye dahil eder.
İşte acemilerin kandığı yer burasıdır. Hassasiyetin tonajda ve kodlayıcı çözünürlüğünde yaşadığını sanırlar. Ancak sahada öğrendiğiniz ilk şey, metalin asla basitçe itaat etmediğidir — çerçeve de öyle. Koç başı paralel değilse, arka dayama kare ve tekrarlanabilir değilse, tabla sapmaya göre telafi edilmemişse, dikkatle yönetilen kuvvetiniz dengesiz geometrilere dönüşür.
Kuvvet iletimi sınırı belirler. Geometri ise siz o sınıra ulaşıp ulaşamayacağınızı belirler.
Göstergenizi Kontrol Edin: Açı değerleriniz uzunluk boyunca değiştiğinde, derinliği körlemesine mi ayarlıyorsunuz — yoksa makinenin kendisinin mi eğildiğini sorguluyor musunuz?
Modern bir CNC frenin önünde durun ve ekranı inceleyin: sol silindirde Y1, sağda Y2. İki sayı. Birbirleriyle birkaç binde bir inç içinde tutarlı olmaları gerekir.
Eski makinelerde her iki taraf mekanik olarak birbirine bağlanırdı. Tek hidrolik devre, tek konum varsayımı. Ancak yük altında, sol taraf sağa göre biraz farklı direnç görebilirdi — malzeme kalınlığındaki eşitsizlik, merkez dışı yükleme, küçük çerçeve aşınmaları. İki taraf körlemesine birlikte hareket ederse, koç başı yana kayar. Bir uç önce alt noktaya ulaşır. Diğeri geç kalır. Artık bükme açınız soldan sağa değişir.
Bağımsız Y1/Y2 kontrolü, koçun her iki tarafında bulunan lineer cetvelleri kullanarak gerçek zamanlı konum verisini CNC’ye geri besler. Sol taraf 0.001 inç geride kalırsa, kontrolör bunu anında düzeltir. Sürekli iletişim hâlindedir, 100 tonluk kuvvet onu yamultmaya çalışsa bile koçu yatağa paralel tutar.
İşte burada teori olmaktan çıkar. Dört tarafı ve geri dönüş flanşları olan kutu biçiminde bir parçayı bükmeyi hayal edin. İlk iki bükmeden sonra parça artık düz durmaz. Yük, geometrinin asimetrik olması nedeniyle bir tarafa kayar. Bağımsız düzeltme olmadan, makine en az dirençli yolu izler. Metal eğilmek ister. Koçun bunu reddetmesi gerekir.
Acemi hatası: paralelliğin tek seferlik bir kalibrasyon olduğunu varsaymak. Değildir. Kılavuz aşınması, silindir sapması, hatta zemin oturması bile zamanla kayma oluşturabilir. Y1 ve Y2 bağımsız olarak izlenmiyorsa, hatayı yalnızca parçalar kalite kontrolünden geçememeye başladığında fark edersiniz.
Göstergenizi Kontrol Edin: Makinenizin yük altında izin verilen Y1/Y2 sapmasını biliyor musunuz — yoksa dünkü kalibrasyona mı güveniyorsunuz?
Şimdi bükme hattının arkasına geçin. Geri dayama göz alıcı değildir, ancak monte edilebilen bir parça ile hurdaya giden bir parça arasındaki farkı yaratır.
X ekseni derinliği — parçanın kalıba ne kadar ilerletileceğini — kontrol eder. R ekseni parmakların yukarı ve aşağı hareketini yönetir. Z1 ve Z2 eklendiğinde, parmaklar sola ve sağa bağımsız olarak kayabilir.
Basit U şeklinde bir brakette X ve R yeterlidir. Derinliği ayarlayın, flanş uzunluğu için yüksekliği ayarlayın, tekrarlayın. İki eksenli bir dayama bunu gün boyu yapabilir.
Ama kapalı kutu gibi bir parça oluşturduğunuzu düşünün; üçüncü bükme sabit bir parmağa çarpacaktır. Yalnızca X ve R varsa, operatör parçayı çıkarmalı, elle yeniden konumlandırmalı, belki çevirmeli, hizalamayı göz kararıyla bir durdurucuya göre yapmalıdır. Her dokunuş değişkenlik oluşturur — özellikle iki veya üç bükmeden sonra parça gevşemeye başladığında. Metal kendi ağırlığı altında sarkmak ister. Ellerin parça üzerinde tutarsız basınç uygular.
Dört eksenli bir sistem (X, R, Z1, Z2) parmakların düzensiz flanşları desteklemesini ve bükmeler arasında otomatik olarak yeniden konumlanmasını sağlar. CNC desteği geometrinin gerektirdiği yere taşır. İnsan müdahalesini ortadan kaldırırsınız.
Ancak bunu abartmayın. Çoğu atölye büyük oranda basit parçalar üretir. 8 eksenli bir geri dayama, aşınmış kılavuz rayları veya gevşek bağlantıları düzeltmez. Konum doğruluğu beş yaygın nedenle bozulur: mekanik aşınma, gevşek tahrik bileşenleri, enkoder sorunları, yetersiz parmak rijitliği ve termal genleşme. Önce kalibrasyon gelir. Sonra mekanik kontrol. Ardından termal kararlılık. Bu üçünden önce yazılım parametrelerinin peşine düşüyorsanız, tahtanın yarısına bakmadan satranç oynuyorsunuz demektir.
Hassasiyet, eksen sayısı değildir. Gerçek atölye koşulları altında kontrollü ve tekrarlanabilir konumlandırmadır.
Göstergenizi Kontrol Edin: Geometri sorununu çözmek için mi eksen ekliyorsunuz — yoksa hiçbir yazılımın düzeltemeyeceği mekanik sapmayı mı görmezden geliyorsunuz?
Aynı 12 fitlik bükmeyi tekrar düşünün. Ağır bir yükte orta açıklıktaki sehim birkaç binde bir inçe ulaşabilir. Bu küçük gibi görünür, ancak havada bükmede açı değişiminin derinliğe son derece hassas olduğunu unutmayın. Nüfuzda 0.001 inçlik bir fark, özellikle ince malzemelerde açı farkı yaratabilir.
Bombaj sistemleri, yük maksimuma ulaşmadan önce yatağa hafif bir yukarı eğrilik vererek bunu dengeler. Mekanik bombaj, alt kiriş boyunca kamalar kullanır. Hidrolik bombaj ise küçük silindirler kullanır. Fikir basittir: Makineyi, eğilmek istediği yönün tersine önceden hafifçe bükmek.
Zorluk hesaplamadadır. Gerekli telafi tonaja, malzeme kalınlığına, kalıp genişliğine ve bükme uzunluğuna bağlıdır. Yetersiz bombajla merkez açılır. Aşırı bombajla merkez fazla bükülürken uçlar sığ kalır. Metal, homojen gerilim ister. Bombaj, çerçeveyle müzakere edip bu gerilim alanını bozmamasını sağlamanın yoludur.
Acemi hatası: bombajı bir kez ayarlayıp öyle bırakmak. 14 numara yumuşak çelikten 10 numara paslanmaz çeliğe geçtiğinizde ayak başına tonaj artar. Sehim eğrisi değişir. Telafi de değişmelidir.
Göstergenizi Kontrol Edin: Malzeme veya uzunluk değiştirirken bombajı yeniden hesaplıyor musunuz — yoksa dünkü ayarların hâlâ geçerli olduğunu mu umuyorsunuz?
Şimdi denkleme zamanı ekle.
Sabah koşusuna başlıyorsun. Atölye serin. Öğleden sonra olduğunda, makine yüzlerce kez çevrim yapmıştır. Vida milleri ısınır. Hidrolik yağı ısınır. Çelik çerçeveler genleşir. Konumlandırma sistemindeki birkaç binde bir termal genleşme, flanş uzunluğunu tolerans dışına çıkaracak kadar yeterlidir.
Üst düzey sistemler doğrudan koç üzerine monte edilmiş doğrusal kodlayıcılar ve bazen de telafi algoritmalarına bağlanan sıcaklık sensörleri kullanır. Vida uzunluğunun konuma eşit olduğunu varsaymak yerine, gerçek kiriş konumunu ölçerler. Bazı kontroller, makine çalışma sıcaklığına ulaştığında termal genleşme faktörlerini uygular.
Çoğu atölye ısınma çevrimini atlar. Soğukken kalibre eder, sıcakken çalışır ve program düzenlemeleriyle kayarak değişen boyutları kovalar. Metal tutarlılık ister. Ortam ise kuralları sessizce değiştirir.
Ve parçanın kendisini unutma. Birden fazla bükmeden sonra, özellikle ince paslanmazda, sertlik azalır. Bir dizideki üçüncü bükme, mastar kaçırdığı için değil, parça parmaklara karşı farklı esnediği için değişiklik gösterebilir. Destek kolları, doğru sıralama ve tutarlı operatör baskısı, servo çözünürlüğü kadar önemlidir.
Broşürlerde kimsenin övünmediği kısım budur: hassasiyet, makine geometrisi, telafi mantığı, çevresel kontrol ve operatör disiplininden oluşan bir sistemdir. Birini kaldırırsan, diğerleri yükü taşıyamaz.
Mastarını kontrol et: CNC’yi suçlamadan önce, makinenin termal dengeye ulaşmasına izin verdin mi ve telafinin aktif olduğunu doğruladın mı — yoksa nedenleri değil belirtileri mi düzeltiyorsun?
Sıradaki soru, stratejik olanı: geometri ve telafi kontrol altına alındıktan sonra, bükme yönteminin kendisi — hava bükme mi yoksa tabanlama mı — kuvvet ve sapmanın etkileşimini nasıl değiştirir?
Koçu kareledin. Sapmayı telafi ettin. Makineyi ısıttın ve mastarları doğruladın.
Şimdi gerçek karar ortaya çıkıyor.
Geometri ve telafi kontrol altındayken, seçtiğin bükme yöntemi kuvvet, sapma ve açı doğruluğu arasındaki ilişkiyi yeniden yazar. Hava bükme ve tabanlama, aynı açıyı elde etmenin iki yolu değildir — bunlar çeliğe ne kadar sert bastığını ve ona ne kadar nefes alma payı tanıdığını belirleyen iki farklı felsefedir.
Ama zeminde öğrendiğin ilk şey, metalin asla sadece itaat etmediğidir.
Hava bükerken, sacı kalıba ezmeden durursun. Zımba malzemeyi V kalıp açıklığına iter ve son açı, zımbanın kalıp açısını tamamen eşleştirmesini zorlamakla değil, nüfuz derinliğiyle kontrol edilir. Metal, köprü gibi kalıp omuzlarının üzerinden uzanır. Pazarlık eder. Geometriyi kilitlemiyorsun, gerilimi şekillendiriyorsun.
Tabanlama bu mantığı ters çevirir. Zımbayı daha derine sürersin, malzeme kalıp yüzeylerine tamamen temas edene kadar. Baskılama işleminde, daha da ileri gidersin — iç bükme yarıçapını plastik olarak deforme edecek ve yaylanmayı zorla geçersiz kılacak kadar basınç uygularsın. Metalin pazarlık etme şansı çok azdır. Ona neyi hatırlayacağını sen söylüyorsun.
Peki hangi strateji, kontrol etmeye bu kadar uğraştığın fiziğe saygı duyuyor?
Mastarını kontrol et: Bir yöntem seçmeden önce, metalin gerilimi nasıl taşıyacağını mı soruyorsun — yoksa sadece ne kadar hızlı 90 dereceye ulaşabileceğini mi?
Hava bükme, şekli zorlamak değil, derinliği kontrol etmektir.
Zımba, malzemeyi kalıp açısına tamamen oturtmadığı için, gerekli tonaj tabanlamaya göre dramatik biçimde düşüktür. Daha düşük kuvvet, daha az çerçeve sapması, daha az takım stresi ve parçanın kendisinde daha az yorulma anlamına gelir. Yorulmaya duyarlı uygulamalarda, azalmış iç gerilme, yarım derece mükemmeliyetten daha önemli olabilir.
Metal geriye yaylanmak ister. Hava bükmede bunu hesaba katarsınız. Bilerek fazla bükersiniz — örneğin serbest kaldıktan sonra 90 derecede bitmesi için 93 dereceye kadar — ve elastik geri kazanımın hareketi tamamlamasına izin verirsiniz. Bu, açı hassasiyetinin hassas ram (pres koçuğu) konumuna ve tekrarlanabilir derinlik kontrolüne bağlı olduğu anlamına gelir. Binde bir fark bile önemlidir.
Avantajı esnekliktir. Malzeme kalınlığı mı değişti? Derinliği ayarlayın. Hedef açı mı değişti? Derinliği ayarlayın. Tek bir punç ve kalıp seti, takım değiştirmeden çeşitli açılar üretebilir. Bu nedenle modern CNC atölyelerinin çoğu işlerinin büyük kısmında hava bükmeyi kullanır. Hız yüksek kalır. Takım aşınması makuldür. Makine her çevrimde kendiyle kavga etmez.
Ancak hava bükme disiplinli bir makine ister. Ram tekrarlanabilirliği, bombaj (crowning) doğruluğu, arka dayama tutarlılığı — bunlardan biri kayarsa, açı da onunla birlikte kayar. Strokun sonunda sizi “düzeltecek” bir kalıp yüzeyi yoktur.
Ölçünüzü Kontrol Edin: Makineniz, hava bükmenin sizin için çalışmasına yetecek kadar derinlik kontrolünde hassas mı — yoksa ram’in tekrarlayamadığını kalıbın düzeltmesini mi bekliyorsunuz?
Alttan bükme, basınçla sağlanan bir sigortadır.
Hassas ram kontrolü olmayan eski mekanik preslerde, operatörler konum hatasını telafi etmek için alttan bükmeyi kullanırdı. Sacı tamamen kalıp açısına zorlayarak, strok derinliği biraz değişse bile sonuç kalıp geometrisi tarafından belirlenirdi. Çelik, şekle zorla uydurulurdu.
Darbelik (coining) daha da ileri gider. Aşırı yüksek tonaj, büküm hattındaki malzemeyi sıkıştırarak onu biraz inceltir ve açıyı plastik olarak sabitler, böylece geri yaylanma neredeyse ortadan kalkar. Açı tekrarlanabilirliği çok sıkıdır — bazen yarım derece içinde — özellikle tolerans yığılmalarının sert olduğu ince malzemelerde.
Ama hiçbir şey bedava değildir.
Yüksek tonaj, strok sırasında daha fazla çerçeve seğirmesi (deflection) demektir. Rulmanlarda daha fazla yük. Punç ve kalıplarda daha fazla gerilim. Bazı takım üreticileri, çatlamış takımlar ve haddinden fazla zorlanan makineler nedeniyle rutin alttan bükmeye açıkça karşı uyarıda bulunur. Yeni başlayan biri tonaj çizelgesine kısık gözle bakar, pedala gerekenden daha sert basar ve çeliğin teslim olmasını bekler.
Bu bir acemi tuzağıdır.
Alttan bükme ve darbelik kendi alanlarına sahiptir — dar toleranslı ince sac işleri, sınırlı kontrolü olan eski makineler, geri yaylanmanın minimumda kalmasının kritik olduğu parçalar. Ancak, freninizin ayak başına nominal tonajını doğrulamalı ve gerçek gereksinimle karşılaştırmalısınız. Aşarsanız, çerçeve hassasiyet zincirinizdeki zayıf halka haline gelir.
Ölçünüzü Kontrol Edin: Alttan bükmeyi parça gerçekten onu gerektirdiği için mi seçiyorsunuz — yoksa derinlik kontrolünüze güvenmediğiniz için mi?
Hava bükme ile alttan bükme arasında gereken tonaj katlar seviyesinde farklılık gösterebilir, yüzdelerle değil.
Hava bükmede tonaj öncelikle malzeme dayanımı, kalınlık, kalıp açıklığı ve büküm uzunluğuna bağlıdır. V‑kalıp genişliğini artırdığınızda gereken tonaj düşer — ancak iç büküm yarıçapınız büyür. Bir takas vardır: daha az kuvvet, daha fazla yarıçap.
Alttan bükme bu inceliği görmezden gelir. Çünkü tam temas sağlamak için sacı tamamen kalıp açısına zorlarsınız; bu nedenle gereken tonaj ciddi biçimde artar — genellikle aynı malzeme ve kalınlıkta hava bükmeye göre birkaç kat fazladır. Darbelik daha da fazlasını ister, bazen uzun parçalarda makinenin kapasite sınırlarına yaklaşır.
Ve daha yüksek tonaj, daha fazla telafi edilmesi gereken seğirme (deflection) anlamına gelir.
Bombaj konusunu hatırlayın. Seğirme yükle orantılıdır. Uzun bir parçada hava bükmeden alttan bükmeye geçtiğinizde, önceki telafi değerleriniz artık geçerli değildir. Çerçeve kendi eğrisini müzakereye katar. Yeniden hesaplama yapmalısınız yoksa uzunluk boyunca açı değişimi kovalamacasına girersiniz.
Yani yöntem yalnızca açı kontrolüyle ilgili değildir. Makineden ne kadar zor iş çıkarmanız gerektiğiyle — ve onu dürüst tutmak için ne kadar geometrik düzeltme uygulamanız gerektiğiyle ilgilidir.
Göstergeyi Kontrol Et: Yöntemi değiştirdiğinde, tonajı ve telafiyi yeniden mi hesaplıyorsun — yoksa dünkü hava bükme ayarlarının bugünkü taban bükme yüküne dayanacağını mı varsayıyorsun?
Takımlama, felsefenin çeliğe dönüştüğü yerdir.
Hava bükmede, iç bükme yarıçapı kalıp açıklığının bir fonksiyonu olarak oluşur — genellikle o genişliğin bir kesri kadar. Metal doğal olarak kalıp omuzları arasında sarılmak ister. Daha geniş bir V seçersen, yarıçap açılır. Daha dar bir V seçersen, yarıçap sıkılaşır ama tonaj artar.
Taban bükme, zımbanın ve hedef açının yakından eşleştiği bir kalıp açısı gerektirir. 90 derecelik bir zımbayı 88 derecelik bir kalıba bastırırsan, düzeltmeyi basınçla sağlamaya zorlarsın. O basınç bir yere gider — takıma ve gövdeye.
Tek bir kalıp seti her kalınlığı işleyemez çünkü her kalınlık farklı akma mukavemetine ve geri esneme davranışına sahiptir. 16 numara yumuşak çelik için mükemmel çalışan bir kalıp, 10 numara paslanmazla taban bükmede presi aşırı yükleyebilir. Metal gerilimi öngörülebilir çizgiler boyunca dağıtmak ister; uyumsuz takım, gerilimi yanlış yerlere yoğunlaştırır.
İşte satranç oyununun keskinleştiği yer burası. Sadece takım seçmiyorsun. Parçanın içinde gerilme alanının nasıl oluşacağını, gövdenin ne kadar esneyeceğini ve tolerans içinde kalmak için ne kadar telafi uygulaman gerektiğini seçiyorsun.
Pedala basmadan önce metodolojini seç.
Çünkü koç aşağı inmeye başladığında, fizik artık harekete geçmiştir.
Göstergeyi Kontrol Et: Takım seçimlerin bükme yöntemine ve malzeme dayanımına uygun mu — yoksa bir kalıp setinden asla taşımak üzere tasarlanmadığı sorunları çözmesini mi bekliyorsun?
“ Hangi pres freni almalıyım?” diye sormakla başlamazsın.”
“Bu parça çelikten ne isteyecek — ve çelik ne kadar direnç gösterecek?” diye sorarak başlarsın.”
Bu kulağa felsefi gelebilir ama gereğinden küçük bir makine fiyatladığında, bir kalıbı çatlatığında veya uzun bir yatağın ortadan sarktığını izlediğinde, çünkü hesaplaman ders kitabı dışında var olmayan mükemmel rijit bir gövde varsaydığında, gerçeği anlarsın. Formüller uniform kuvvet, sıfır sapma, mükemmel dağılım varsayar. Gerçek pres frenleri yük altında eğilir. Gerçek çelik dengesiz şekilde geri esner. Metal hatırlar.
Yani karar matrisi bir alışveriş listesi değildir. O bir kuvvet haritasıdır. Önce parça geometrisini, toleransı, malzeme dayanımını ve bükme yöntemini tanımlarsın. Ancak o zaman, hassasiyet hakkında seni kandırmadan bu müzakereyi sürdürebilecek makine sınıfını görürsün.
Göstergeyi Kontrol Et: Makineyi katalog özelliklerine göre mi tanımlıyorsun — yoksa parçanın gerçekten üreteceği kuvvetlere göre mi?
Çizimi tezgâha koy.
Kenar uzunluklarına, iç yarıçaplara, geri dönüş bükümlerine, toplam uzunluğa bak. Sıkı geri dönüş flanşlı dört kenarlı bir kutu sadece “bir kutu” değildir. Kalıp erişimini sınırlar. V kalıp genişliğini kısıtlar. Ve bu tek kısıtlama, pedala basmadan önce tonajı iki katına çıkarabilir.
Yeni başlayanların en çok kaçırdığı nokta şudur: V‑kalıp açıklığı genellikle baskın değişkendir. V’yi malzeme kalınlığının sekiz katından altı katına küçülttüğünde, gereken kuvvet dramatik biçimde artabilir. Metal daha geniş bir omuz üzerinden akmak ister; o omuzu daralttığında daha güçlü direnç gösterir. Bu direnç doğrudan koçuna, takımına, gövdene iletilir.
Yani geometrinin kalıp seçimini yönlendirdiğini, kalıp seçiminin tonajı belirlediğini, tonajın ise makine sınıfını belirlediğini söyleyebiliriz.
Tersi değil.
Eğer çizim, makul bir V açıklığıyla hava bükümünün doğal olarak ürettiğinden daha küçük sıkı bir iç yarıçap gerektiriyorsa, kendinizi zaten alt büküm ya da dar kalıp yönüne sıkıştırmışsınız demektir. Bu da daha yüksek kuvvet çarpanları anlamına gelir. Bu da telafi için daha fazla sapma demektir.
Bir broşür okumadan önce şunu yanıtlayın: Bu parçanın gerçekten izin verdiği kalıp açıklığı nedir?
Şimdi hesaplıyoruz — ama dürüstçe hesaplıyoruz.
Çoğu hava bükme formülü kağıt üzerinde temiz görünür. Kalınlığın karesini alın, büküm uzunluğu ile çarpın, kalıp açıklığına bölün, bir sabitle çarpın. O kadar temiz ki, acemi bunu körü körüne güvenilir bulur.
Ama zeminde öğrendiğin ilk şey, metalin asla sadece itaat etmediğidir.
Bu temel formüller hava bükmeyi varsayar. Alt bükmeye geçtiğinizde, gereken tonajı birkaç katına çıkarabilirsiniz. Baskı büküm mü? Daha da yüksek. Kâğıt üzerinde rahat kapasitede tahmin edilen işlerin, yöntem değiştiğinde sınıra geldiğini gördüm.
Ve işte ikinci tuzak: hesaplayıcılar bir rakam verir — diyelim 38 ton — ve yeni başlayan biri 40 tonluk bir makinenin mükemmel olduğunu düşünür. Sapma için pay yok. Malzeme değişimi için pay yok. Zamanla takım ve yatağı yoran tekrar döngüler için pay yok.
Makine sonsuz derecede rijit değildir. Uzun, ağır bükümlerde merkez sarkar. Yeterli taçlama olmadan — yatağa kasıtlı olarak eklenen yukarı yönlü telafi — açıların ortada açılır, matematiğiniz “doğru” olsa bile.”
Yani tonaj hesaplaması birinci adımdır. Sapma kapasitesi ve telafi sistemi ikinci adımdır. İkinci adımı göz ardı ederseniz, hassasiyet yük altında buharlaşır.
Kalibrasyonunuzu kontrol edin: Gerçek bir güvenlik payı eklediniz ve sapmayı hesaba kattınız mı — yoksa ideal matematiğe güvenip gerçek çeliğin dayanmasını mı bekliyorsunuz?
Yumuşak çelikten kısa braketler büken küçük bir atölye, tüm gün boyunca on iki ayak paslanmaz paneller işleyen bir üretim sahasıyla aynı makineye ihtiyaç duymaz.
Ancak “asgari uygun” demek “tek bir bükümle zar zor ayakta kalmak” anlamına gelmez.”
Düşük hacimli atölyeler sessiz bir tuzağa düşer: işi teknik olarak sığdırdığı için tam kapasite makineler satın alırlar. Sonra bir gün müşteri malzemeyi 304 paslanmaza çevirir. Akma dayanımı artar. Yaylanma artar. Gerekli tonaj yükselir. Bir anda her büküm maksimum yükte çalışır hale gelir.
Tavan sınırında çalışmak, kırmızı çizgide sıkışmış bir kamyonu sürmek gibidir. Gövde daha fazla esner. Hidrolikler zorlanır. Isı biriktikçe hassasiyet kayar.
Üretim ortamları ise farklı düşünür. Boşluk satın alırlar — gösteriş için değil, kararlılık için. Nominal kapasitenin –70’inde çalışan bir makine daha öngörülebilir davranır. Daha az sapma. Daha az aşınma. Vardiyalar arasında daha tekrarlanabilir açılar.
Yetersiz boyutlandırmanın gizli maliyeti sadece kırılmış takım değildir. Tutarsızlıktır.
O halde kendinize şunu sorun: Bu abkant ara sıra yapılan işlere mi dayanacak — yoksa günlük streste tekrarlanabilir geometriler mi sunacak?
Şunu aklında tutmanı istiyorum.
“Fren ne kadar büyük?” değil. “Hidrolik mi elektrik mi?” değil.”
Şu üç soruyu sorun:
1. En dar toleranslı parçam beni hangi bükme yöntemini kullanmaya zorluyor? En zorlu işiniz durdurma veya dar kalıplar gerektiriyorsa, tonaj temeliniz hemen yukarı kayar. Yöntem, çarpandır.
2. Geometrim gerçekte hangi kalıp açıklığına izin veriyor? Erişim veya yarıçap gereksinimleri sizi küçük V açıklıklarına zorluyorsa, kuvveti o kısıtlamadan hesaplayın — rahat bir kitap oranından değil.
3. Makine bu yük altında sehim kontrolünü nasıl sağlayacak? Yeterli bombe ayar aralığına sahip mi? Bağımsız koç kontrolü var mı? Hava bükmede kullanmayı seçerseniz, tekrarlanabilir derinlik hassasiyeti yeterince ince mi? Çünkü geometrik kontrol olmadan tonaj kör kuvvettir ve kör kuvvet, karkasların doğruluğunu bozduğu şeydir.
Bu bariz olmayan kısım şudur: abkant presi maksimum kuvvetle tanımlanmaz. Belirli kısıtlamalarınız altında kuvveti ne kadar akıllıca yönettiğiyle tanımlanır.
Siz güç satın almıyorsunuz. Malzeme hafızası ve makine sehimiyle kontrollü bir uzlaşma satın alıyorsunuz.
Ve eğer bu uzlaşmayı makineyi tanımlamadan önce net bir şekilde tanımlarsanız, çelik sizi şaşırtmayı bırakır.
Bir sonraki soru hangi makineyi seçeceğiniz değil.
Pedala basmadan önce fiziğe saygı göstermeye hazır olup olmadığınızdır.


















