

Ich sah, wie eine 200-Tonnen-Abkantpresse eine 90°-Biegung um zwei Grad verfehlte – auf 3/16-Zoll-HSLA. Brandneue Maschine. CNC-Bombierung. Laserwinkelüberprüfung. Der Bildschirm zeigte 90,0°. Das Teil zeigte 92°.
Der Bediener gab der Tonnage die Schuld. Der Vorgesetzte dem Programm. Der Stahl saß einfach da und hielt seine Form – wie ein sturer Lehrling, der dich hört und beschließt, zurückzureden.
Diese Lücke zwischen Bildschirm und Stahl ist der Ort, an dem Präzision tatsächlich lebt – und sie zu schließen erfordert mehr als rohe Tonnage; es verlangt nach CNC-gesteuerten Biegesystemen, die auf Wiederholgenauigkeit, Kompensation und Integration in reale Produktionsabläufe ausgelegt sind. Lösungen wie die CNC-basierten Biegesysteme 100% von CN-HAWE, beschrieben auf ihrer Seite für Abkantpressen-Lösungen, sind für hochwertige Blechbearbeitungsanwendungen konzipiert, bei denen elastisches Verhalten, Automatisierung und Winkelkonstanz bei jedem Hub übereinstimmen müssen.
Eine 200-Tonnen-Abkantpresse weiß nicht, ob du 50 ksi A36 oder 70 ksi HSLA eingelegt hast. Sie kennt nur Kraft und Position. Die Streckgrenze – der Punkt, an dem Stahl aufhört, sich elastisch zu verhalten und sich dauerhaft verformt – ist nichts, was der Stößel „fühlen“ kann. Sie ist etwas, das man berechnet.
Ich habe erlebt, wie Werkstätten größere Maschinen kauften, um “Winkelungenauigkeiten” zu lösen. Mehr Kraft. Schnellere Servoantriebe. Präzisere Hinteranschlagwiederholung. Und doch jagen sie die ganze Schicht über halbe-Grad-Korrekturen. Denn die Maschine kann Positionen auf Tausendstel wiederholen, aber sie kann keinen Rückfederungseffekt beseitigen. Sie kann keine Eigenspannungen in der Nähe einer Schweißnaht normalisieren, die du nicht angelassen hast. Sie kann keine falsche Matrizenwahl korrigieren, die du getroffen hast, bevor der Stößel sich überhaupt bewegte.
Hohe Tonnage biegt das Teil. Sie garantiert nicht, wo es sich nach der Rückfederung einpendelt.
Also – wenn der Controller 90° anzeigt und das Teil 92° misst – was ist gerade passiert?
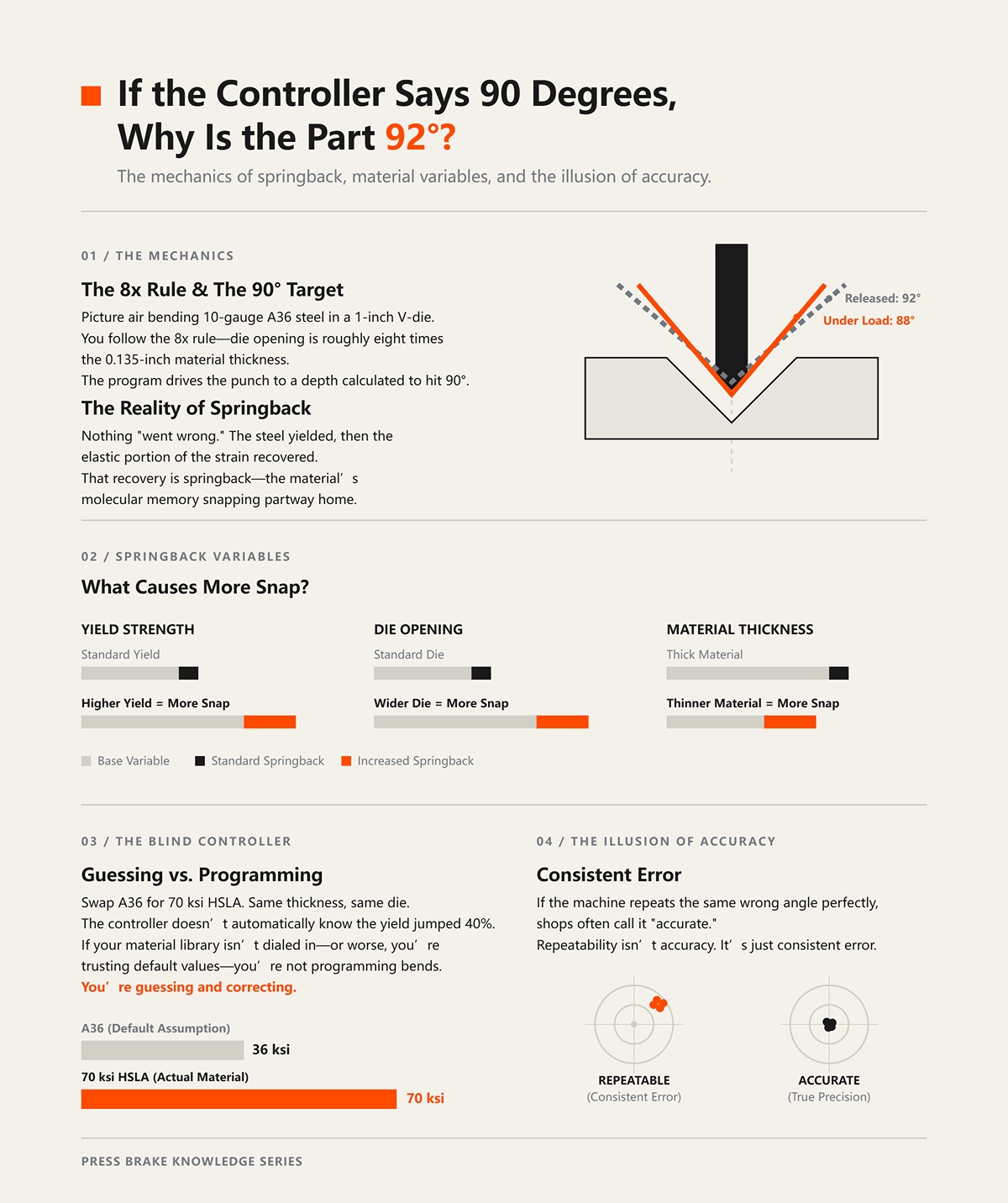
Stell dir Luftbiegen von 10-Gauge-A36 in einer 1-Zoll-V-Matrize vor. Du befolgst die 8x-Regel – die Matrizenöffnung beträgt etwa das Achtfache der Materialdicke – also ist 1 Zoll bei 0,135 Zoll Materialdicke ungefähr richtig. Das Programm fährt den Stempel auf eine Tiefe, die berechnet wurde, um 90° zu erreichen.
Unter Last erreichst du 88°. Lässt du den Druck los, entspannt sich das Teil auf 92°.
Nichts ist “schiefgelaufen”. Der Stahl hat sich plastisch verformt, dann hat sich der elastische Anteil der Dehnung zurückgebildet. Diese Rückbildung ist die Rückfederung – das molekulare Gedächtnis des Materials, das teilweise wieder in seine ursprüngliche Form zurückschnellt. Höhere Streckgrenze? Mehr Rückfederung. Größere Matrizenöffnung? Mehr Rückfederung. Dünneres Material? Mehr Rückfederung.
Jetzt tauschst du das A36 gegen 70 ksi HSLA, gleiche Dicke, gleiche Matrize. Der Controller weiß nicht automatisch, dass die Streckgrenze um 40% gestiegen ist. Wenn deine Materialbibliothek nicht exakt konfiguriert ist – oder schlimmer noch, du dich auf Standardwerte verlässt – programmierst du keine Biegungen. Du rätst und korrigierst.
Und hier täuschen sich viele Werkstätten: Wenn die Maschine denselben falschen Winkel perfekt wiederholt, nennen sie das “präzise”. Wiederholbarkeit ist keine Genauigkeit. Es ist nur ein konsistenter Fehler.
Was also stapelt sich noch im Hintergrund, bevor der Stößel überhaupt den Stahl berührt?
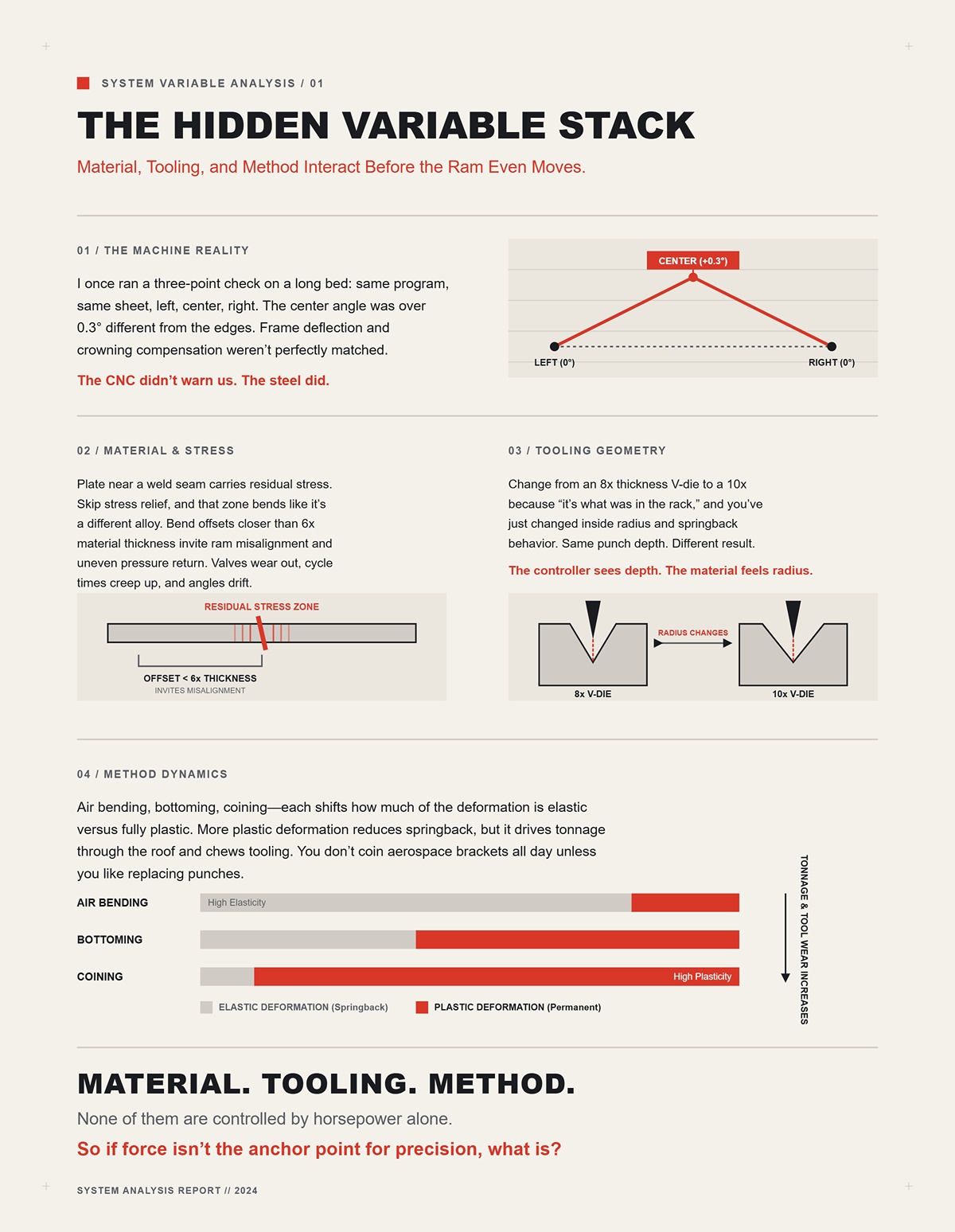
Ich habe einmal einen Drei-Punkt-Test auf einem langen Tisch durchgeführt: dasselbe Programm, dasselbe Blech, links, Mitte, rechts. Der mittlere Winkel wich um über 0,3° von den Kanten ab. Rahmenverformung und Bombierungskompensation waren nicht perfekt abgestimmt. Die CNC warnte uns nicht. Der Stahl tat es.
Nun füge reale Produktionsbedingungen hinzu. Blech in der Nähe einer Schweißnaht trägt Eigenspannungen. Überspringe die Spannungsarmglühung, und dieser Bereich biegt sich wie eine andere Legierung. Biegeabstände kleiner als das Sechsfache der Materialdicke, und du provozierst Stößelversatz und ungleichmäßigen Druckrücklauf. Das ist keine Theorie – das sind Ventile, die verschleißen, und Zykluszeiten, die sich verlängern, während die Winkel driften.
Die Werkzeuggeometrie ist genauso wichtig. Wechsele von einer 8x-Blechdicken-V-Matrize zu einer 10x, nur weil “sie gerade im Regal lag”, und du hast damit den Innenradius und das Rückfederungsverhalten verändert. Gleiche Stempeltiefe. Unterschiedliches Ergebnis. Der Controller sieht nur die Tiefe. Das Material spürt den Radius.
Die Methode verbindet alles. Luftbiegen, Bodenbiegen, Prägen – jede dieser Methoden verändert, wie viel der Verformung elastisch bzw. vollständig plastisch ist. Mehr plastische Verformung reduziert die Rückfederung, aber sie treibt den Kraftbedarf in die Höhe und frisst das Werkzeug auf. Man prägt keine Luft- und Raumfahrtwinkel den ganzen Tag, es sei denn, man liebt es, Stempel auszutauschen.
Material. Werkzeug. Methode. Keines davon wird allein durch Pferdestärken kontrolliert.
Wenn also die Kraft nicht der Ankerpunkt für Präzision ist, was ist es dann?
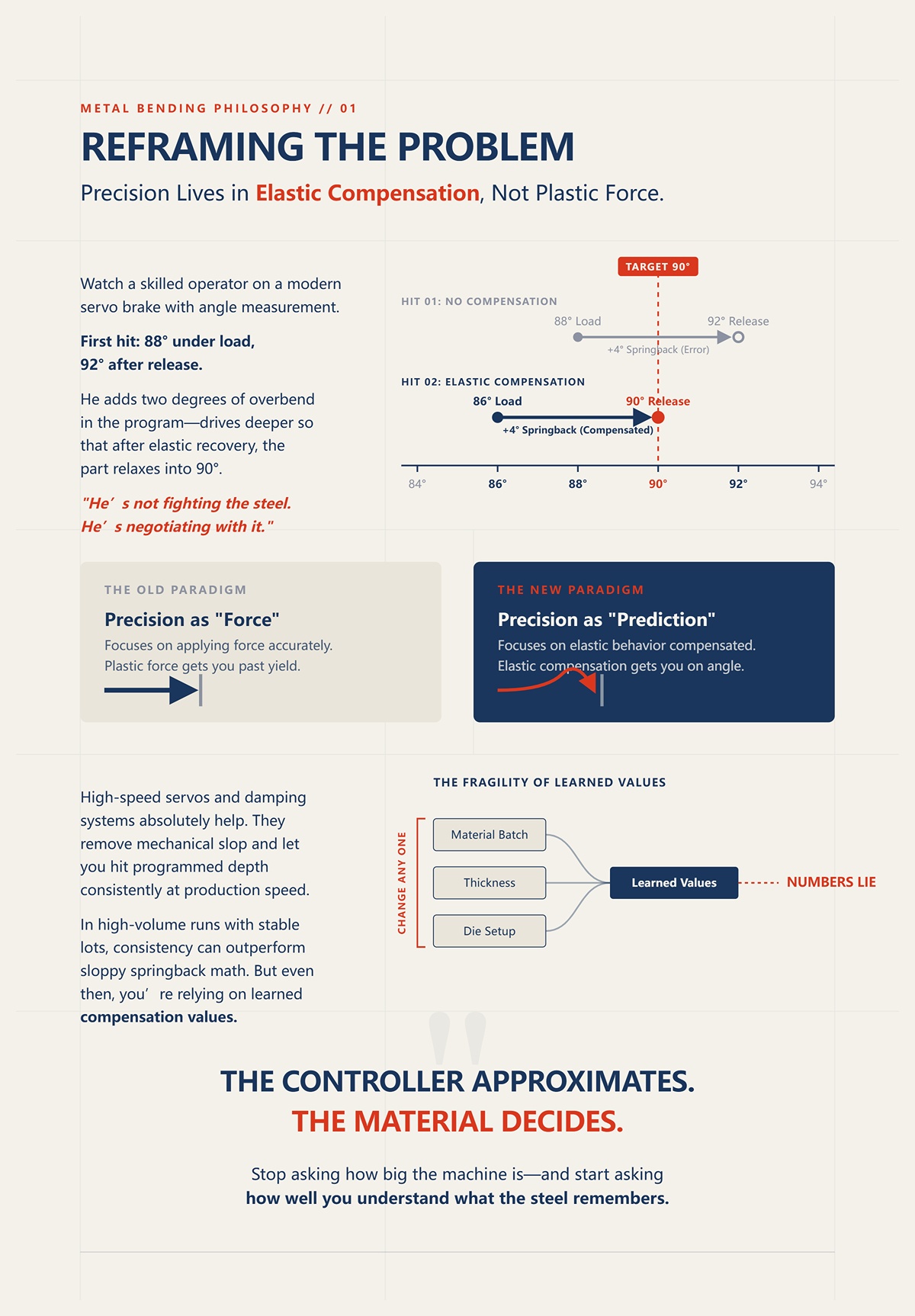
Beobachte einen erfahrenen Bediener an einer modernen Servobiegemaschine mit Winkelmessung. Erster Schlag: 88° unter Last, 92° nach Entlastung. Er greift nicht zu mehr Tonnage. Er fügt im Programm zwei Grad Überbiegung hinzu – fährt tiefer, damit sich das Teil nach der elastischen Rückstellung auf 90° entspannt.
Er kämpft nicht gegen den Stahl. Er verhandelt mit ihm.
Das ist die Veränderung, die ich sehen möchte: Hör auf, Präzision als “genau angewandte Kraft” zu betrachten, und beginne, sie als “vorhergesagtes und kompensiertes elastisches Verhalten” zu sehen. Plastische Kraft bringt dich über die Streckgrenze hinaus. Elastische Kompensation bringt dich auf den Winkel.
Hochgeschwindigkeitsservos und Dämpfungssysteme helfen definitiv. Sie beseitigen mechanisches Spiel und ermöglichen es, die programmierte Tiefe bei Produktionsgeschwindigkeit konstant zu erreichen. In Serienfertigungen mit stabilen Materialchargen kann diese Konstanz eine ungenaue Rückfederungsberechnung übertreffen. Doch selbst dann verlässt du dich auf erlernte Kompensationswerte, die an eine bestimmte Materialcharge, Dicke und Matrizenaufstellung gebunden sind. Ändere eines davon, und die alten Zahlen lügen.
Der Controller schätzt. Das Material entscheidet.
Und in dem Moment, in dem du das akzeptierst, hörst du auf zu fragen, wie groß die Maschine ist – und beginnst zu fragen, wie gut du verstehst, was der Stahl sich merkt.
Letzten Winter bogen wir 0,125-Zoll-17-4PH auf einer brandneuen Maschine. Das Programm sagte 90°. Der erste Schlag öffnete nach Entlastung auf 94°. Gleiche Matrize, die wir die ganze Woche bei 304er Edelstahl verwendet hatten. Gleiche Tiefe. Anderes Ergebnis. Das Einzige, was sich geändert hatte, war die Streckgrenze in diesem Blech.
Willst du beim ersten Mal den richtigen Winkel treffen? Dann hör auf, die Streckgrenze als festen Wert in einer Materialdatenbank zu betrachten, und beginne, sie als Hüter des elastischen Gedächtnisses zu sehen. Rückfederung ist kein Mysterium – es ist die elastische Dehnung, die sich zurückbildet, nachdem du über die Streckgrenze hinausgedrückt hast. Je höher die Streckgrenze im Verhältnis zu der plastischen Dehnung ist, die du tatsächlich einbringst, desto stärker federt es zurück. Das ist keine Philosophie. Das ist Spannungs-Dehnungs-Kurven-Mathematik.
Die meisten Controller speichern die Zugfestigkeit, weil sie auf dem Zertifikat groß gedruckt steht. Aber die Zugfestigkeit ist der Spitzenwert vor dem Bruch. Die Rückfederung wird viel früher entschieden – genau dann, wenn du die Streckgrenze überschreitest und wie weit du darüber hinausgehst. Wenn du die Kompensation anhand des falschen Abschnitts der Kurve programmierst, verhandelst du mit einem Geist.
Welche Zahl auf dem Werkszertifikat kämpft also wirklich gegen deinen Stempel?
Nehmen wir Baustahl A36. Die Streckgrenze liegt vielleicht bei etwa 36 ksi, die Zugfestigkeit bei 58–70 ksi. Das ist eine große Spanne. Du hast Spielraum für plastische Verformung vor dem Einschnüren. Beim Luftbiegen in einer 8x-Matrize drückst du weit über die Streckgrenze in den äußeren Fasern hinaus. Viel plastische Dehnung. Die Rückfederung ist beherrschbar, weil die plastische Zone den elastischen Kern dominiert.
Vergleiche das jetzt mit hochfesten Legierungen, bei denen das Verhältnis von Streck- zu Zugfestigkeit gegen 0,9 steigt. Ich habe Zertifikate gesehen, bei denen 80 ksi Streckgrenze 88 ksi Zugfestigkeit hinterherjagt. Das bedeutet, das Material beginnt zu fließen und erreicht fast sofort seine Grenze. Es gibt weniger plastisches Polster zwischen “bleibender Verformung” und “Bruch”. Du biegst näher am Rand. Der elastische Anteil macht einen größeren Teil der Gesamtdehnung aus. Mehr Rückschnappen bei Entlastung.
Deshalb verhält sich 17-4PH – Streckgrenze um 950–1050 MPa, Zugfestigkeit etwas über 1100 MPa – wie ein disziplinierter, aber unerbittlicher Lehrling. Es fließt spät, hart und bietet kaum Dehnung nach Erreichen der Streckgrenze. Großartig für präzise Bauteile im Einsatz. Anspruchsvoll in der Biegemaschine. Wenn du es wie 304 programmierst, weil die Zugfestigkeitswerte auf dem Papier ähnlich aussehen, wirst du zu wenig kompensieren und den ganzen Schichtverlauf die Winkel nachjagen.
Und hier täuschen sich Werkstätten selbst: Wenn die Maschine denselben falschen Winkel perfekt wiederholt, nennen sie es “genau”. Der Controller hat seinen Job gemacht. Du hast ihm nur die falsche Schlachtfeldkarte gefüttert.
Die Zugfestigkeit sagt dir, wie es stirbt. Die Streckgrenze sagt dir, wie es zurückfedert. Welche zählt bei 88° unter Last?
Ich habe einmal zwei Halterungen aus demselben 4×8-Blech mit 0,187 Zoll 5052 geschnitten. Gleiches Nest, gleiche Dicke, gleiches Programm. Eine wurde quer zur Kornrichtung gebogen. Die andere parallel dazu. Die erste entspannte sich auf 90,2°. Die zweite öffnete sich auf 91,1°. Kundentoleranz war ±0,5°. Eine bestand. Eine nicht.
Gewalztes Blech ist nicht isotropisch – das ist nur ein feines Wort für “es verhält sich nicht in jeder Richtung gleich”. Beim Walzen werden die Körner in Walzrichtung gestreckt. Wenn man quer zur Kornrichtung biegt, zwingt man diese gestreckten Strukturen, sich anders zu dehnen, als wenn man parallel dazu biegt. Die effektive Streckgrenze verschiebt sich leicht mit der Richtung. Nicht dramatisch. Nur gerade so viel, dass es zählt, wenn man bei Luft- und Raumfahrt-Halterungen Zehntelgrade jagt.
Bei dünnem Material in breiten V-Matrizen – sagen wir 16 Gauge in einer 1-Zoll-Matrize – ist die plastische Zone ohnehin flach. Kleine Richtungsänderungen im Streckverhalten zeigen sich als messbare Unterschiede im Rückfederungsverhalten. Wenn dein Abwicklungs-Mitarbeiter Teile für besseren Blechverschnitt dreht und die Biegerichtung nicht kennzeichnet, ist deine Kompensationstabelle gerade blind geworden.
Stahl erinnert sich viel stärker daran, wie er gewalzt wurde, als daran, wie du ihn gebogen hast.
Wenn also die Streckgrenze je nach Legierung und Richtung variiert, was passiert, wenn sie innerhalb desselben Schmelzloses schwankt?
Wir haben eine Charge von HSLA 10 Gauge gefahren, bei der die erste Palette sauber bei +1,5° Überbiegung passte. Die zweite Palette – gleiche Spezifikation, gleicher Lieferant – brauchte +2,2°, um bei 90° zu landen. Zertifikate waren im Toleranzbereich. Dicke wurde gleich gemessen. Was hat sich geändert? Wahrscheinlich Mikrovariationen in Chemie und Abkühlrate, die die Streckgrenze um ein paar ksi anhoben und die Duktilität reduzierten.
Man sieht das nicht an der Oberfläche. Aber man spürt es, wenn sich das Teil um ein halbes Grad weiter öffnet.
Duktilität – die Fähigkeit eines Materials, sich vor dem Bruch plastisch zu verformen – bestimmt, wie viel deiner Biegespannung dauerhaft versus elastisch wird. Geringere Duktilität bedeutet, dass man nach Erreichen der Streckgrenze schnell an die Zugfestigkeit stößt. Der plastische Bereich schrumpft. Die elastische Rückfederung wird zu einem größeren Anteil der Gesamtverformung. Deshalb können hochkohlenstoffhaltige Stähle, bei denen Zugfestigkeit kaum über der Streckgrenze liegt, reißen, anstatt sich sauber zurückzubiegen. In diesen Fällen liegt das Problem nicht an zu viel Gedächtnis. Es liegt an fehlender Nachgiebigkeit.
Dreh es nun um. Extrem duktile Metalle können die Dehnung konzentrieren – Einschnürung in Zugversuchen zeigt das deutlich. Beim Biegen, wenn sich die Dehnung durch Radius des Werkzeugs oder Oberflächenzustand ungleichmäßig über die Dicke verteilt, fliegt dein angenommener gleichmäßiger Streckverlauf aus dem Fenster. Dein Modell sagte das eine. Die äußeren Fasern machten etwas anderes.
Wie programmiert man also dafür?
Man verlässt sich nicht auf eine Katalogzahl. Man biegt ein Probestück aus genau dieser Charge, in genau diesem Werkzeug, bei genau dieser Dicke. Wenn möglich, misst man unter Last. Man zeichnet die tatsächlich erforderliche Überbiegung auf. Man baut die Kompensation auf beobachtetem Streckverhalten, nicht auf der Zugfestigkeit aus dem Prospekt. Dann fixiert man Kornrichtung und Werkzeugauswahl gemäß der 8-fachen-Dicken-Regel, damit man keine neuen Variablen auf ein bewegliches Ziel stapelt.
Der Controller kann nur annähern. Der Stahl entscheidet.
Und wenn man einmal akzeptiert hat, dass die Streckgrenze ein bewegliches Ziel ist – abhängig von Legierung, Richtung und Duktilität – ist man bereit, eine präzisere Frage zu stellen: Wie verändert die Biegemethode selbst, wie viel von diesem elastischen Gedächtnis den Schlag überlebt?
Ich habe ein 0,125-Zoll-5052-Probestück auf der Werkbank, gebogen in einer 1-Zoll-V-Matrize – genau nach der 8-fachen-Dicken-Regel. Unter Last liest es 88°. Der Stempel fährt hoch. Es entspannt sich auf 92,4°. Das sind über 4° Rückfederung, und das ist kein Tippfehler. Ich habe schon Aluminiumbatches gesehen, die über 5° gingen, wenn der Innenradius groß war.
So läuft das Air Bending (Luftbiegen) tatsächlich ab.
Das Blech berührt das Werkzeug nur an drei Punkten: an der Stempelspitze und den beiden Schultern der Matrize. Der Winkel entsteht durch die Eindringtiefe, nicht durch das Erzwingen des Materials in eine feste Kavität. Das bedeutet, dass der Großteil der Blechdicke sich in einem Mischzustand befindet – äußere Fasern sind über der Streckgrenze, der innere Kern ist noch elastisch. Wenn der Druck abgelassen wird, entlädt sich dieser elastische Kern und zieht den Biegewinkel wieder etwas auf. Wie weit? Genau so weit, wie es das Streckverhalten dieser spezifischen Charge zulässt.
Air Bending ist ein Aushandeln mit der Elastizität.
Ändere nichts außer dem Material – von A36 zu 70 ksi HSLA in derselben 8x-Matrize – und dein erforderlicher Überbiegewinkel springt hoch. Die Geometrie hat sich nicht geändert. Die Presskraft hat sich kaum geändert. Die Streckgrenze schon. Das ist dein Multiplikator. Bei Baustahl musst du vielleicht 1–2° überbiegen. Bei hochfestem Material sind 3° nicht ungewöhnlich. Bei manchen Aluminiumlegierungen sogar mehr.
Und hier täuschen sich viele Werkstätten: Wenn die Maschine denselben falschen Winkel perfekt wiederholt, nennen sie das “präzise”. Die CNC kennt nur Tiefe und Winkelberechnung basierend auf einer angenommenen Streckgrenze. Sie kann nicht spüren, dass diese Charge 6 ksi höher liegt als die letzte. Wenn du Air Bending als Knopfdruck-Prozess behandelst, jagst du den ganzen Schichtwechsel über die Winkel hinterher, weil der Dreipunktkontakt einen großen elastischen Kern im Biegebereich übriglässt.
Was passiert also, wenn wir diesen elastischen Kern absichtlich verringern?
Gleiches Material. Gleiche Dicke. Jetzt stoppst du nicht mehr kurz vor dem V, sondern drückst den Stempel tiefer, sodass das Teil fast vollflächig an den Matrizenwänden anliegt. Kein Prägen – nur Bottoming. Der Stempelwinkel ist etwas spitzer als der Matrixwinkel, sodass das Material gezwungen wird, sich stärker der Zielgeometrie anzunähern.
Unter Last schwebt das Metall nicht mehr zwischen drei Punkten. Es wird entlang der Matrizenwände gedrückt. Ein größerer Teil des Querschnitts wird über die Streckgrenze hinaus belastet, weil du es plastisch verformst, um den Matrixwinkel nachzubilden, statt es nur elastisch in den Raum zu biegen.
Das Rückfedern nimmt ab. Nicht auf null. Aber es nimmt ab.
Wenn das Air Bending bei 0,125 Zoll Stahl 2° Überbiegung erforderte, könnte das Bottoming diesen Wert auf unter 1° reduzieren. Der Multiplikator schrumpft, weil der elastische Anteil der Dicke schrumpft. Du hast mehr der „molekularen Erinnerung“ überlistet.
Aber täusche dich nicht selbst – Bottoming ist nicht rückfederfrei. Stempel und Matrize verdichten das Material nicht durch die gesamte Dicke wie bei einem Schmiedevorgang. Es bleibt immer noch elastische Spannung im Kern gespeichert. Deshalb verwendet man beim Bottoming oft Werkzeuge, deren Winkel ein oder zwei Grad spitzer geschliffen sind. Sie kompensieren mechanisch vor, weil sie wissen, dass etwas Rückfederung kommen wird.
Und hier kommt der Teil, der die “es hängt alles von der Maschinenqualität ab”-Fraktion ärgert: Bottoming kann eine ältere, weniger präzise Presse besser aussehen lassen, als sie ist. Indem das Material in den Matrixwinkel gezwungen wird, reduziert man die Abhängigkeit von exakter Tiefensteuerung. Man ersetzt Kontrolle durch Kraft und Kontakt.
Das funktioniert – bis zu einem gewissen Punkt.
Man bezahlt dafür mit höherem Umformdruck, stärkerem Werkzeugverschleiß, sichtbaren Abdrücken auf Sichtteilen und höherer Belastung des Maschinenrahmens. Ich habe Werkstätten gesehen, die 10-Gauge-Edelstahl den ganzen Tag bottomen und sich dann wundern, warum ihre Stößelparallelität im Laufe des Jahres abdriftet. Stahl vergisst nicht. Und deine Abkantpresse auch nicht.
Wenn also Bottoming das Rückfedern reduziert, indem es mehr Material über die Streckgrenze zwingt, was passiert, wenn du bis zum Äußersten gehst?
Jetzt wird nicht mehr verhandelt. Jetzt wird zerdrückt.
Beim Prägen drückt die Stempelspitze mit so viel Kraft in das Material, dass die gesamte Biegezone über die Dicke hinweg plastisch verformt wird. Die erforderliche Presskraft kann sich im Vergleich zum Air Bending verfünf- bis verzehnfachen. Man formt nicht nur einen Winkel – man prägt ihn ein. Der Innenradius wird zum Stempelradius, weil das Material im Kontaktbereich vollständig über die Streckgrenze hinaus verformt wird.
Elastische Erinnerung hat keinen Platz mehr, sich zu verstecken.
Der Rückfederungseffekt wird nahezu vernachlässigbar, da der elastische Kern im Biegebereich weitgehend beseitigt wurde. Das Material kann sich nicht mehr “entspannen”, um zu einem größeren Winkel zurückzukehren; es wurde bereits über den Streckpunkt hinaus verformt – über den größten Teil seiner Dicke an diesem Radius.
Deshalb wird das Prägen bei luftfahrttauglichen Halterungen mit engen Toleranzen eingesetzt, bei denen ±0,25° tatsächlich von Bedeutung sind und die Stückzahlen die Belastung rechtfertigen. Er fügt im Programm zwei Grad Überbiegung hinzu – fährt also tiefer, damit sich das Teil nach der elastischen Rückfederung bei 90° einpendelt – beim Luftbiegen. Beim Prägen verschwindet diese Kompensation fast vollständig, weil die Geometrie mechanisch fixiert ist.
Aber diese Präzision bekommt man nicht umsonst.
Die benötigte Tonnage kann an die Grenzen der Maschine heranreichen. Das Werkzeug ist extremen Kontaktspannungen ausgesetzt. Die Oberflächenqualität kann leiden. Wartungsintervalle verkürzen sich. Wenn Sie Teile prägen, die mit intelligenter Kompensation und der richtigen 8×-Matrizenwahl auch hätten luftgebogen werden können, dann tauschen Sie Denkarbeit gegen rohe Gewalt – und strapazieren nebenbei eine halbe Million teure Maschine.
Prägen ergibt Sinn, wenn die Kosten durch Winkelabweichungen höher sind als die Kosten für Tonnage und Verschleiß. Es ist eine strategische, keine machohafte Entscheidung.
Damit haben Sie nun das gesamte Spektrum gesehen: Beim Luftbiegen bleibt ein großer elastischer Kern, beim Aufsetzen wird er reduziert, beim Prägen fast vollständig beseitigt. Dasselbe Material. Dasselbe Streckverhalten. Unterschiedliche Mengen an molekularem Gedächtnis, die überleben dürfen.
Wenn die Methode beeinflusst, wie viel Gedächtnis verbleibt, dann ist die nächste Stellgröße nicht die Kraft.
Es ist die Geometrie.
Legen Sie ein 0,125-Zoll-Blech aus 5052 in eine 1-Zoll-V-Matrize und biegen Sie es luftunterstützt auf 90°. Sie werden vermutlich 3–4° Rückfederung sehen. Wechseln Sie nichts außer der Matrize zu einer 0,75-Zoll-Öffnung und fahren Sie dasselbe Tiefenprogramm. Der Winkel ändert sich. Die Tonnage ändert sich. Die Rückfederung ändert sich. Dieselbe Maschine. Derselbe Bediener. Dasselbe Material.
Was hat sich also verändert?
Die Schnittstelle. V-Matrize und Stempel sind die Orte, an denen Kraft in Spannungsverteilung über die Dicke umgesetzt wird. Beim Luftbiegen wird diese Verteilung durch drei Punkte bestimmt: Stempelspitze und die beiden Matrizenschultern. Ändern Sie die V-Weite, ändern Sie den Biegeradius, der sich natürlich ausbildet. Ändern Sie den Radius, ändern Sie, wie viel des Querschnitts über den Streckpunkt hinausgedrückt wird und wie viel im Kern elastisch bleibt. Dieser elastische Kern ist das “Gedächtnis”, von dem wir gesprochen haben.
Die Werkzeuggeometrie formt nicht nur das Teil. Sie bestimmt, wie viel des Lehrlings sich an die Lektion erinnert.
Und wenn Sie glauben, die CNC könne eine schlechte Matrizenwahl ausgleichen, sind Sie wieder nur ein Knöpfchendrücker mit teuren Spielzeugen.
Ich habe beobachtet, wie ein Neuling für 0,125-Zoll-Stahl eine 1-Zoll-Matrize griff, weil “wir das immer so machen”. Er lag nicht falsch. Er wusste nur nicht, warum.
Die 8×-Regel besagt, dass die V-Matrizenöffnung für unlegierten Stahl beim Luftbiegen etwa das Achtfache der Materialdicke betragen sollte. Für 0,125 Zoll also 1,000 Zoll. Das ist kein Aberglaube. Es basiert auf Geometrie und Dehnungssteuerung. Bei etwa 8× beträgt der sich natürlich bildende Innenradius etwa 0,16 × V-Öffnung. Eine 1-Zoll-Matrize ergibt also etwa einen Innenradius von 0,160 Zoll. Dieser Radius erzeugt einen berechenbaren Dehnungsverlauf: plastisch nahe der Innenseite, elastisch zur neutralen Achse hin, mit beherrschbarer Rückfederung für gängige Streckgrenzen.
Ändern Sie nun das Material auf HSLA mit 70 ksi bei gleicher Dicke. Die Streckgrenze ist höher. Das bedeutet, dass bei gleichem Radius ein kleinerer Teil der Dicke plastisch wird, bevor die Spannung unter die Streckgrenze fällt. Ihr elastischer Kern wächst. Die Rückfederung nimmt zu.
Hier täuschen sich viele Werkstätten. Sie behalten die 8×-Matrize, weil sich die “Dicke nicht geändert hat”, und korrigieren den ganzen Schichtverlauf über Tiefenanpassungen.
Die 8×-Regel basiert auf dem Verhalten von weichem Stahl. Sie ist ein Ausgangspunkt, kein Gebot.
Für Materialien mit höherer Streckgrenze reduziert das Verengen der Matrizenöffnung – sagen wir, von 8× auf 6× – den natürlichen Innenradius. Ein kleinerer Radius erhöht die Oberflächendehnung. Mehr von der Dicke überschreitet die Streckgrenze. Der elastische Kern schrumpft. Rückfederung nimmt ab. Aber die Tonnage steigt schnell, und die Oberflächendehnung nähert sich den Bruchgrenzen. Bei Aluminium, insbesondere quer zur Walzrichtung, kann man sich durch das Verfolgen der Winkelstabilität leicht einen Riss einhandeln.
Die eigentliche Frage lautet also nicht: “Wie groß ist die Dicke?” Sondern: “Welche Streckgrenze muss ich beherrschen und wie tief muss die plastische Durchdringung über die Dicke gehen?”
Ignorieren Sie die 8×-Regel völlig, und ich verspreche Ihnen, der Stahl wird Sie auf die harte Tour belehren. Befolgen Sie sie blind, und er wird genau dasselbe tun.
Das führt uns zu dem, was die meisten Menschen nie berechnen.
Nehmen Sie dasselbe 0,125-Zoll-Blech in einer 1,000-Zoll-Matrize. Ziehen Sie nun die Matrize auf 0,900 Zoll enger. Das ist eine 10%-Verkleinerung der Öffnung.
Die Luftbiegungstonne ist umgekehrt proportional zur Matrizenbreite. Grob gesprochen gilt: T ∝ 1/V. V um 10% verkleinern, und die Tonnage sinkt nicht – sie steigt um etwa 11%. Das ist die einfache Mathematik.
Aber das ist nicht die ganze Geschichte.
Denn die kleinere Matrize reduziert auch den geformten Innenradius. Ein kleinerer Radius bedeutet höhere Dehnung an der Innenseite. Höhere Dehnung bedeutet, dass Sie tiefer in den plastischen Bereich vordringen. Um denselben Winkel zu erreichen, insbesondere bei Materialien mit höherer Streckgrenze, müssen Sie häufig tiefer eindrücken, als die einfache 1/V-Gleichung vorhersagt. In der Praxis können Kraftanstiege je nach Material und Zielwinkel zwischen 20–40% liegen.
Ich habe erlebt, wie eine Werkstatt bei 10-Gauge-A36 von einer 1-Zoll- auf eine 0,875-Zoll-Matrize wechselte, um den Winkel “anzuziehen”. Die Belastungsanzeige der Abkantpresse ging von komfortabel zu nahe an der Nennleistung der Maschine. Gleiche Zeichnung. Gleiche Dicke. Andere Geometrie. Die Maschine wurde nicht schwächer. Die Matrize wurde schmaler.
Nun kommt die Methode hinzu. Beim Bottoming werden bereits etwa 1,5× so viel Tonnenkraft wie beim Luftbiegen benötigt. Beim Prägen können es 5× sein. Wenn Sie die Matrize verengen und gleichzeitig die Methode verschärfen, können Sie Multiplikatoren aufeinanderstapeln, bis Werkzeuge, Bolzen und Rahmen überbeansprucht werden. Und wenn das Materiallos eine hohe Streckgrenze aufweist, lösen sich Ihre sauberen Tabellenwerte in Luft auf.
So kommt es, dass eine brandneue Maschine für “Winkelinkonsistenz” verantwortlich gemacht wird, obwohl das eigentliche Problem eine Matrizenwahl ist, die Kraft und Dehnungsverteilung über das hinaus verschoben hat, was das Prozessfenster tolerieren kann.
Und die Kraft ist nur die halbe Schnittstelle.
Ich habe einmal eine Halterung gesehen, die mit einem nahezu null Innenradius bei 0,090-Zoll-304-Edelstahl spezifiziert war. Der Programmierer wählte einen scharfen Stempel, um den Winkel zu “fixieren” und der Rückfederung entgegenzuwirken. Die ersten zehn Teile sahen gut aus. Das elfte zeigte einen Haarriss an der Innenbiegung.
Warum?
Eine scharfe Stempelspitze konzentriert die Dehnung an der Innenseite. Die Biegespannung ist ungefähr gleich der Dicke geteilt durch den doppelten Innenradius. Wird der Radius verkleinert, steigt die Oberflächendehnung schnell an. Bei hochfesten oder spröden Materialien kann man die Dehngrenze überschreiten, bevor der Rest der Dicke nennenswert plastisch verformt ist. Man bekommt einen Riss, bevor man Stabilität erreicht.
Am anderen Ende, wenn der Stempelradius zu groß ist – klassisches Radiusbiegen –, verringert sich die maximale Oberflächendehnung so stark, dass ein dicker elastischer Kern bestehen bleibt. Rückfederung wird unvorhersehbar. Bei Mehrfachbiegungen ohne Rückschenkelflansche können sich 2° pro Biegung zu 8° über vier Biegungen addieren. Eine Geometrie, die bei einem einzelnen Hub “sicher” war, wird in der Folge zu einem Toleranzproblem.
Was ist also die richtige Vorgehensweise?
Passen Sie den Stempelradius an die Duktilität des Materials und den gewünschten Innenradius an – nicht an die Vorstellung, dass “scharf gleich präzise” sei. Beim Luftbiegen sollte der Stempelradius gleich oder kleiner als der natürliche Radius sein, der durch die gewählte V-Matrize entsteht. So bleiben die Kontaktbedingungen stabil, ohne extreme Dehnung zu erzwingen. Wenn Sie einen kleineren Innenradius benötigen, als die Matrize natürlich formt, setzen Sie nicht einfach einen Rasierklingenstempel ein – Sie beurteilen die Matrizenbreite, die Methode oder wechseln gegebenenfalls zu einem kontrollierten Bottoming mit kompensiertem Stempelwinkel.
Ich habe einen Fall mit 7° Rückfederung gesehen, der nicht durch Erhöhung der Tonnage oder Verengung der Matrize gelöst wurde, sondern durch den Einsatz eines 83°-Stempels mit Präzisions-Bottoming, sodass der plastische Fluss der Zielgeometrie entsprach. Die Geometrie übernahm die Kompensation, nicht die rohe Kraft.
Das Gesenk bestimmt die Spannweite. Der Stempel bestimmt die Spannungskonzentration. Zusammen entscheiden sie, wie viel von der Dicke fließt und wie viel „sich erinnert“.
Und sobald man anfängt, die Tonnage zu erhöhen und die Toleranzen zu verengen, um dieses Gedächtnis zu steuern, verhandelt man nicht mehr nur mit dem Material – man belastet die Maschinenstruktur selbst. Und genau das führt uns zu der Frage, was passiert, wenn nicht das Gesenk, sondern der Rahmen zur Schwachstelle wird.
Ein 12‑Fuß‑Biegevorgang in 0,125‑Zoll 5052‑Aluminium, luftgebogen in einem 1‑Zoll‑V‑Gesenk auf einer 175‑Tonnen‑Abkantpresse. In der Mitte 90°. Die letzten 6 Zoll an beiden Enden zeigen 92°. Gleiches Programm. Gleicher Stempel. Gleicher Bediener.
Das ist kein wandernder Rückfederungseffekt. Das ist die Maschine, die unter Last durchhängt.
Wenn man die Tonnage erhöht – enges Gesenk, hochfester Werkstoff, tiefere Eindringung, um den elastischen Kern zu zähmen – verhandelt man nicht mehr nur mit dem Blech. Man belastet den Stößel und den Tisch wie einen Balken im Biegevorgang. Stahlrahmen, an den Enden gelagert, Kraft in der Mitte. Grundmechanik: Balken biegen sich am stärksten in der Mitte. Wenn die Maschine sich in der Mitte nach unten durchbiegt, dringt der Stempel relativ zum Gesenk in der Mitte weniger ein als an den Enden. Weniger Eindringung bedeutet einen größeren Winkel.
Warum also war die Mitte in diesem Beispiel enger?
Weil die Werkstatt die mechanische Krönung vom letzten Auftrag eingestellt hatte – überkompensiert für leichteres Material. Der Tisch war nach oben vorgebogen. Unter höherer Belastung passten Rahmendurchbiegung und Vorlast nicht mehr zusammen. Die Durchbiegungskurve verschob sich, aber die Korrektur blieb gleich. Das Ergebnis war nicht zufällig. Es war vorhersehbar.
Und hier täuschen sich viele Werkstätten: Wenn die Maschine denselben falschen Winkel perfekt wiederholt, nennen sie das “genau”.”
Wiederholbarkeit ist keine Geometrie. Sie ist nur konsistenter Fehler.
Wenn der nächste Schritt darin besteht, direkt mit dem Team zu sprechen, Kontaktieren Sie uns passt hier natürlich hinein.
Wenn die Geometrie des Werkzeugs die Spannungsverteilung über die Dicke bestimmt, bestimmt die Rahmendurchbiegung, wie gleichmäßig diese Spannung über die Länge aufgebracht wird. Wenn man eines von beiden verfehlt, bricht die Verhandlung mit dem Materialgedächtnis zusammen, noch bevor die Rückfederung überhaupt ins Spiel kommt.
Stellen Sie sich ein einfaches Modell vor. Zwölf Fuß zwischen den Seitenrahmen. Der Stößel drückt mit insgesamt 120 Tonnen nach unten, über die Biegelinie verteilt. Behandeln Sie das wie einen belasteten Balken: Die Durchbiegung in der Mitte steigt mit der dritten Potenz der Länge und direkt mit der Last. Verdoppeln Sie die Tonnage, verdoppelt sich die Durchbiegung. Erhöhen Sie die Biegelänge, steigt die Durchbiegung rasant.
Nun kommt die Materialrealität hinzu.
Ein Anstieg der Zugfestigkeit um 10% erfordert etwa 10% mehr Kraft, um denselben Winkel zu erreichen. Wenn die Dicke um 10% zunimmt, kann die Tonnage um fast 20% steigen, da die Biegekraft mit dem Quadrat der Dicke skaliert. Diese zusätzliche Kraft verändert nicht nur die Eindringtiefe – sie verändert die Rahmenform unter Last.
Wenn Ihr Krönungssystem auf die leichtere Charge eingestellt war, erzeugt das neue Lastprofil eine andere Durchbiegungskurve. Die Mitte öffnet sich, während die Enden fest bleiben, oder umgekehrt – je nachdem, wie Sie den Tisch vorbelastet haben.
Ich habe gesehen, wie 70 ksi HSLA anstelle von A36 auf derselben Zeichnung verwendet wurde. Gleiches 8×‑Gesenk. Gleiche programmierte Tiefe. Der Bediener fügte im Programm zwei Grad Überbiegung hinzu – fährt tiefer, sodass sich das Teil nach der elastischen Rückfederung bei 90° entspannt. Die Enden passten. Die Mitte blieb über zehn Fuß um 1,5° offen. Er suchte weiter nach der richtigen Tiefe. Alles, was er tat, war, die gesamte Tonnage zu erhöhen und das Durchbiegungsungleichgewicht zu verstärken.
Das Material verhielt sich nicht falsch. Der Rahmen tat es.
Krönung bedeutet nicht, fehlerhafte Programmierung zu korrigieren. Sie bedeutet, die elastische Kurve der Maschine an die Lastkurve anzupassen, bevor man überhaupt mit der Rückfederung diskutiert.
Also, welches System folgt tatsächlich diesem beweglichen Ziel?
Ich habe mit beiden gearbeitet.
Mechanischer Keil-Krümmungsausgleich ist ehrlich, aber statisch. Man stellt eine Vorspannung ein – im Grunde zwingt man den Tisch vor dem Schlag zu einer leichten Aufwärtsbiegung. Unter der “erwarteten” Tonnage wird das Bett wieder flach. Das funktioniert hervorragend, wenn die Annahmen stimmen.
Aber Annahmen brechen zusammen, wenn sich die Charge ändert.
Ein Sprung von 10% in der Festigkeit bedeutet 10% mehr Kraft. Das bedeutet 10% mehr Durchbiegung. Mechanische Keile wissen das nicht. Sie können sich unter Last nicht anpassen. Wenn die Mitte offen bleibt, hält man an, unterlegt, stellt neu ein und versucht es erneut. Die Produktion hasst das.
Hydraulische Krümmungsausgleichssysteme drücken Öl in Zonen entlang des Bettes, um einen Ausgleich zu schaffen. Bessere Systeme ermöglichen Anpassungen während des Zyklus. Wenn die Tonnage steigt, kann der Druck in den Krümmungszylindern so eingestellt werden, dass er der tatsächlichen und nicht der angenommenen Belastung entspricht. Der Tisch bleibt näher an planarem Kontakt mit dem Blech, während die Kraft ansteigt.
Das ist wichtig, weil die Luftbiegungskraft während des Hubs nicht konstant ist. Sie steigt sprunghaft an, wenn sich der Winkel schließt. Ein statischer Keil passt nur zu einem Punkt auf dieser Kurve. Ein reaktionsfähiges Hydrauliksystem kann ihr folgen.
Aber wir sollten einen klaren Kopf bewahren.
Auch der hydraulische Krümmungsausgleich ist immer noch eine Annäherung. Die meisten Systeme kompensieren in Zonen, nicht in kontinuierlichen Punkten. Dichtungsverschleiß, Öltemperatur, Ventilreaktion – all das verändert das Verhalten im Laufe der Zeit. Wenn sich die Durchbiegungskurve des Rahmens und die Kompensationskurve des Systems nicht Punkt für Punkt decken, bleibt es eine Annäherung.
Man verhandelt immer noch mit dem Gedächtnis des Stahls, mit einer Maschine, die ihr eigenes hat.
Das führt zu dem Fehler, der vorübergehende Durchbiegung in dauerhafte Schäden verwandelt.
Ich kam in eine Werkstatt mit einer brandneuen Maschine, die “den Winkel über 10 Fuß nicht halten konnte”. Mitte immer offen. Enden immer fest. Sie hatten begonnen, 10-Gauge-Edelstahl in einer schmalen Matrize zu boden, um den Rückfederungseffekt zu beseitigen – gestapelte Multiplikatoren: engeres V, höhere Streckgrenze, Bodenbiegeverfahren.
Sie liefen bei nahezu der Nenn-Tonnage in jedem Zyklus.
Mit der Zeit entwickelte das Bett einen dauerhaften Aufwärtsbogen an den Enden und eine leichte Senkung in der Mitte. Wir prüften mit Richtlatte und Fühlerlehren. Es war nicht dramatisch. Ein paar Tausendstel. Mehr braucht es nicht.
Denken Sie an die Dehnungsrechnung. Beim Luftbiegen kann ein Eindringunterschied von wenigen Tausendstel den Winkel um einen Grad oder mehr verschieben – je nach Matrizenbreite. Wenn das Bett eine bleibende Setzung annimmt – das, was man “Kanuform” nennt – kann man den Krümmungsausgleich den ganzen Tag lang einstellen und bekommt das System nie wirklich flach. Man kompensiert dann Schaden, nicht elastisches Verhalten.
Rahmen sind so ausgelegt, dass sie sich innerhalb der Nenn-Tonnage elastisch durchbiegen. Überschreitet man das regelmäßig, geht man von elastischer in plastische Verformung der Maschine selbst über. Nun hat auch die Maschine ein Gedächtnis.
Und im Gegensatz zum Blech kann man sie nicht einfach verschrotten und ein neues Teil einlegen.
Wenn die Werkzeuggeometrie die Tonnage erhöht, um den Rückfederungseffekt zu kontrollieren, und der Krümmungsausgleich versucht, elastische Durchbiegung zu neutralisieren, besteht die eigentliche Kunst darin zu wissen, wo die Elastizität endet und die dauerhafte Verformung beginnt.
Denn sobald die Abkantpresse sich daran erinnert, wie man sie misshandelt hat, beginnt jede Verhandlung mit dem Material von einer verzogenen Ausgangsbasis.
Du willst das sichere Tonnage-Fenster und die richtige Bombiereinstellung?
Du verdienst es dir mit Testbiegevorgängen, nicht mit Vermutungen.
Die Nenn-Tonnage an der Seite des Rahmens zeigt dir, wo die Maschine dauerhaft nachgibt. Dein tatsächliches Fenster ist enger: der Bereich, in dem der Rahmen elastisch bleibt, das Bett unter Last gerade bleibt und das Material gerade genug nachgibt, um sich nach der Rückfederung innerhalb der Spezifikation zu entspannen. Dieses Fenster verschiebt sich, wenn sich die Streckgrenze ändert, wenn sich die Walzrichtung dreht, wenn jemand A36 gegen 70 ksi austauscht und vergisst, es dir zu sagen.
Stahl erinnert sich.
Wenn du nicht misst, wie sich diese Charge in diesem Werkzeug auf dieser Maschine verhält, verhandelst du blind mit zwei Erinnerungen gleichzeitig – der des Blechs und der der Abkantpresse. Die Strategie ist also nicht “zwei Grad hinzufügen und hoffen”. Es geht um kontrollierte Probeläufe: kurze Teile, gemessene Eindringtiefe, verifizierte Winkel, Tonnage überwacht wie ein Falke. Du kartierst die elastische Grenze, bevor du die Produktion darüber laufen lässt.
Das ist der Unterschied zwischen dem Bedienen einer Abkantpresse und der Steuerung eines Umformprozesses.
Ich beginne nicht mit einem 10 Fuß langen Teil.
Ich schneide einen 3 Zoll breiten Streifen aus demselben Blech, gleiche Walzrichtung, und biege ihn in genau dem Werkzeug, das wir verwenden werden – 8× Materialdicke für die V-Öffnung, es sei denn, es gibt einen dokumentierten Grund, diese Regel zu brechen. Wenn es sich um 0,125‑Zoll‑Material handelt, verwende ich ein 1‑Zoll‑V. Nicht, weil das im Buch steht, sondern weil ich gesehen habe, was passiert, wenn Leute das Werkzeug enger machen, um die “Rückfederung zu bekämpfen”, und dabei unbemerkt ihre Tonnage verdoppeln.
Hier ist die Mathematik, die die Knopfdrücker überspringen: Die Luftbiegetonnage skaliert mit dem Quadrat der Dicke und sinkt, wenn die Gesenkbreite zunimmt. Wenn du dieses V um 10–15 % verengst, steigt die Kraft schnell. Diese zusätzliche Kraft schließt nicht nur den Winkel. Sie biegt den Rahmen stärker. Jetzt ist deine Bombiereinstellung falsch, bevor du überhaupt über Rückfederung nachgedacht hast.
Also biege ich den Teststreifen auf 90° programmiert.
Dann messe ich, wie weit er sich entspannt.
Wenn er sich auf 92° öffnet, weiß ich, dass ich in diesem Aufbau etwa 2° Überbiegung brauche. Ich füge im Programm zwei Grad Überbiegung hinzu – fahre tiefer, sodass sich das Teil nach der elastischen Rückfederung auf 90° entspannt. Aber ich bin noch nicht fertig. Ich beobachte das Tonnagediagramm während des Hubs. Wenn ich bereits bei 85–90 % der Nennkapazität auf einem kurzen Streifen bin, weiß ich, dass ein Vollbiegeteil Durchbiegung verursachen und möglicherweise in den plastischen Bereich gehen wird, wenn die Bombierung nicht stimmt.
Fünfzehn Minuten. Drei Streifen. Gegen und mit der Walzrichtung, wenn die Zeichnung beides zulässt.
Das ist besser als vier Stunden Winkeljagd an Fertigteilen, während die Produktion herumsteht und den Stahl beschuldigt.
Du brauchst Startpunkte, keine Märchen.
Weicher Stahl in einem passenden 8×‑Werkzeug? Ein bis zwei Grad Rückfederung bei typischen Dicken. 5052‑H32‑Aluminium? Zwei bis vier, manchmal mehr bei Querrichtung. 304‑Edelstahl beim Luftbiegen? Drei bis fünf sind üblich. Hochfester niedriglegierter Stahl bei 70 ksi? Ich habe sieben Grad bei sauberer Einrichtung gesehen.
Das sind keine Versprechen. Es sind Eröffnungsgebote.
Der Mechanismus ist einfach: Höhere Streckgrenze bedeutet einen größeren elastischen Kern durch die Dicke beim Luftbiegen. Mehr elastischer Kern bedeutet mehr Rückfederung, wenn die Last wegfällt. Man kann durch Anschlagen oder Prägen diesen elastischen Bereich zerdrücken, ja – aber Prägen kann das Fünf- bis Zehnfache der Presskraft von Luftbiegen erfordern. An einer Standard-Abkantpresse ist das der Weg, wie man elastische Rahmendurchbiegung in dauerhaftes Verformen („Kanueffekt“) verwandelt.
Und sobald sich der Tisch gesetzt hat, wird deine “Lösung” zum neuen Problem.
Deshalb behandle ich diese Gradbereiche wie Leitplanken. Wenn sich mein Teststreifen aus 0,125 Zoll 304 in einer 1‑Zoll‑V‑Matrize um vier Grad öffnet, ist das normal. Wenn er sich um acht Grad öffnet, hat sich etwas geändert – Materialzustand, falsche Matrizenbreite, schlechter Stempelradius. Der Test zeigt mir, ob ich mich im erwartbaren Verhalten befinde, bevor ich überhaupt ein Produktionsteil anfasse.
Man eliminiert Abweichungen nicht.
Man grenzt sie ein.
Moderne Steuerungen verfügen über Materialbibliotheken. Manche lesen den Winkel sogar in Echtzeit und passen die Tiefe unterwegs an.
Nützliche Werkzeuge.
Aber sie bleiben Annäherungen, die auf durchschnittlichen Streckgrenzen und angenommenen Reibwerten beruhen. Wenn sich die Walzrichtung, die Oberflächenbeschaffenheit oder die Schmelzchemie ändert, verschiebt sich die tatsächliche Rückfederungskurve. Ich habe schon erlebt, dass Laser‑Winkelmesssysteme bei gebürstetem Edelstahl verwirrt waren und einem Phantom zwei Grad neben der Realität hinterherjagten.
Und hier täuschen sich viele Werkstätten: Wenn die Maschine denselben falschen Winkel perfekt wiederholt, nennen sie das “genau”.”
Ich vertraue der Tabelle, wenn meine Teststreifen sie bestätigen. Wenn die Steuerung sagt, dass Edelstahl dieser Dicke in dieser Matrize eine 3°‑Überbiegung braucht und sich mein Streifen von 87° auf 90° entspannt, gut. Wir sind synchron. Wenn sie 3° sagt und ich 5° messe, übersteuere ich sie ohne Entschuldigung. Der Controller spürt keine Drift der Streckgrenze. Du kannst sie messen.
Die CNC ist ein Rechner.
Du bist der Prozesseigner.
Wenn du die Kompensation aus gemessenem Verhalten aufbaust – kurze Streifen, bekannte Matrizen‑Geometrie, verifizierte Presskraft – hörst du auf, auf Rückfederung zu reagieren, und beginnst, sie vorherzusagen. Und sobald du sie innerhalb der elastischen Grenzen der Maschine vorhersagen kannst, verschiebt sich das Gespräch von “Wie stark darf ich draufhauen?” zu etwas Ernsterem.
Welche Art von Bediener willst du sein: jemand, der Teile fährt, oder jemand, der Ergebnisse steuert?
Du willst, dass die Vorhersage die zweite Schicht übersteht.
Nicht in deinem Kopf. Nicht in deinem Notizbuch. Im Prozess selbst – damit das Teil mit 90° herauskommt, egal, ob du da bist oder nicht.
Das ist die Grenze zwischen dem Bedienen einer Maschine und der Steuerung eines Umformsystems.
Eine brandneue Maschine wird dich nicht vor einem driftenden Prozess retten. Ich habe erlebt, wie Betriebe eine Abkantpresse im sechsstelligen Bereich auf den Boden schrauben, die OEM‑Materialtabelle laden und annehmen, Präzision sei vorinstalliert. Zwei Monate später erreicht die Tagschicht 90°, die Nachtschicht 92°, und alle geben dem Stahl die Schuld. Tatsächlich änderte sich nicht die Kraft, sondern die Disziplin. Keine verbindliche Matrizenregel. Keine dokumentierten Teststreifenergebnisse. Keine abgestimmte Überbiegung, die an Charge und Walzrichtung gebunden ist. Nur Stammesgedächtnis.
Stahl ist ein störrischer Lehrling mit einem langen Gedächtnis. Wenn du nicht aufschreibst, wie er sich in dieser 1‑Zoll‑V‑Matrize auf 0,125‑Zoll 304 quer zur Walzrichtung verhalten hat, verhandelt der nächste Bediener wieder von vorn.
Wie macht man also eine Vorhersage wiederholbar statt persönlich?
Weil die größte Fehlerquelle in den meisten Werkstätten nicht der Rücklauf des Hinteranschlags oder eine unpassende Bombierung ist. Es ist die ungemessene Rückfederung.
Ignorierst du die elastische Rückfederung, spielst du mit zwei Grad oder mehr. Das ist keine Setup-Lappalie. Das ist Ausschuss bei Luft- und Raumfahrtteilen mit einer Toleranz von einem halben Grad.
Die Streckgrenze ist hier der Torwächter. Eine höhere Streckgrenze bedeutet einen dickeren elastischen Kern beim Luftbiegen. Ein dickerer elastischer Kern bedeutet mehr Rückfederung, wenn die Last wegfällt. Die Maschine “sieht” diese Verschiebung nicht, es sei denn, du teilst es ihr mit. Und die Streckgrenze variiert von Charge zu Charge – selbst innerhalb desselben Spezifikationsbereichs.
Du kannst die Kraft nicht standardisieren und gleichzeitig auf Präzision hoffen.
Du standardisierst, wie du auf elastisches Verhalten reagierst.
Das bedeutet, jede neue Materialcharge, Dicke oder Körnungsrichtung löst dieselbe kontrollierte Prüfung aus: kurzer Streifen, korrektes V nach der 8×-Regel, sofern die Konstruktion nichts anderes angibt, gemessener Winkel nach Entspannung, beobachtete Tonnage. Das Ergebnis lautet nicht einfach “benötigt 3° Überbiegung”. Es ist dokumentiert: Materialcharge, Gesenköffnung, Stempelradius, programmierte Tiefe, tatsächliche Rückfederung.
Jetzt baust du eine Materialreaktionsbibliothek auf, die zu deiner Werkstatt gehört – nicht zu einer generischen CNC-Tabelle.
Aber allein die Dokumentation verhindert keine Abweichungen zwischen den Bedienern, oder?
Ich habe gesehen, wie eine manuelle Presse mit einem fähigen Bediener eine schlecht kalibrierte CNC den ganzen Tag um ein ganzes Grad übertrifft.
Nicht, weil die Maschine besser war.
Sondern weil der Prozess strenger war.
So sieht das in der Praxis aus:
Und hier täuschen sich viele Werkstätten: Wenn die Maschine denselben falschen Winkel perfekt wiederholt, nennen sie das “genau”.”
Wiederholbarkeit ohne Validierung ist nur automatisierter Ausschuss.
Hochwertige Steuerungen mit Winkelkorrektur im Prozess können Rückfederung in Echtzeit nachverfolgen. Gute Systeme. Ich würde eines betreiben. Aber auch sie beruhen auf grundlegenden Annahmen über Streckgrenze und Reibung. Wenn deine Basisdaten schlampig sind, oszilliert die Korrekturschleife nur schneller um das falsche Ziel.
Die manuelle Presse gewinnt in schlechten Werkstätten, weil sie Aufmerksamkeit erzwingt.
Also stellt sich die Frage: Wie baut man diese Aufmerksamkeit in das System ein, sodass sie nicht von der Persönlichkeit abhängt?
Die meisten Bediener denken in Begriffen des Endwinkels.
Prozessregler denken in Begriffen der elastischen Eindringtiefe.
Beim Luftbiegen formst du keine 90°. Du fährst auf eine berechnete Tiefe, die eine spezifische elastisch-plastische Verteilung über die Materialdicke erzeugt. Er fügt im Programm zwei Grad Überbiegung hinzu – fährt tiefer, sodass sich das Teil nach der elastischen Rückfederung in 90° entspannt. Diese Tiefe – nicht der angezeigte Winkel – ist die eigentliche Regelgröße.
Wenn du das festlegst, wird der Winkel zum Nebenprodukt.
Hier ist das Rahmenkonzept, das ich von einem Vorarbeiter erwarte:
Jetzt basiert die Vorhersage auf gemessener Eindringtiefe und dokumentierter Reaktion, nicht darauf, wer an der Steuerung steht.
Kontrolliere die elastische Phase, und das plastische Ergebnis folgt – jedes einzelne Mal.
Das ist die Perspektive, die du mitnehmen sollst: Präzision bedeutet nicht, stärker zu drücken oder intelligentere Software zu kaufen. Es geht darum, die elastische Rückfederung als primäre Variable zu behandeln und die Gewohnheiten deiner Werkstatt darum zu gestalten.
Sobald du Biegen als Management des elastischen Gedächtnisses statt als Streben nach Kraft siehst, hörst du auf zu fragen: “Kann die Maschine das schaffen?”
Du beginnst zu fragen: “Haben wir das Materialverhalten so genau definiert, dass es gar nicht verfehlen kann?”


















