

J’ai vu une presse plieuse de 200 tonnes manquer un angle de 90° de deux degrés sur une tôle HSLA de 3/16 de pouce. Machine toute neuve. Bombage CNC. Vérification d’angle laser. L’écran indiquait 90,0°. La pièce affichait 92°.
L’opérateur a blâmé le tonnage. Le superviseur a blâmé le programme. L’acier, lui, restait là, gardant sa forme comme un apprenti têtu qui vous a entendu — et qui a décidé de répondre.
L’écart entre l’écran et l’acier, c’est là que réside réellement la précision — et le combler exige plus que du tonnage brut ; cela requiert des systèmes de pliage CNC conçus pour la répétabilité, la compensation et l’intégration dans des flux de production réels. Des solutions comme les systèmes de pliage CNC 100% de CN-HAWE, présentés sur leur page de solutions pour presses plieuses, sont conçues pour des applications de tôlerie haut de gamme où le comportement élastique, l’automatisation et la constance des angles doivent s’aligner à chaque course.
Une presse plieuse de 200 tonnes ne sait pas si vous avez inséré de l’A36 à 50 ksi ou de la HSLA à 70 ksi. Elle ne connaît que la force et la position. La limite d’élasticité — la contrainte à laquelle l’acier cesse de se comporter de façon élastique et commence à subir une déformation permanente — n’est pas quelque chose que le coulisseau peut ressentir. C’est quelque chose que vous calculez.
J’ai vu des ateliers acheter des machines plus puissantes pour “résoudre” les problèmes d’inconstance des angles. Plus de force. Des servomoteurs plus rapides. Une meilleure répétabilité du butée arrière. Et ils continuent à poursuivre des corrections d’un demi-degré pendant tout le quart de travail. Parce que la machine peut répéter la position au millième près, mais elle ne peut pas éliminer le retour élastique. Elle ne peut pas normaliser les contraintes résiduelles près d’un joint de soudure que vous n’avez pas recuit. Elle ne peut pas corriger un mauvais choix de matrice fait avant même que le coulisseau ne bouge.
Un tonnage élevé plie la pièce. Il ne garantit pas l’endroit où elle se stabilisera après le retour élastique.
Alors, quand le contrôleur affiche 90°, et que la pièce montre 92°, que s’est-il réellement passé ?
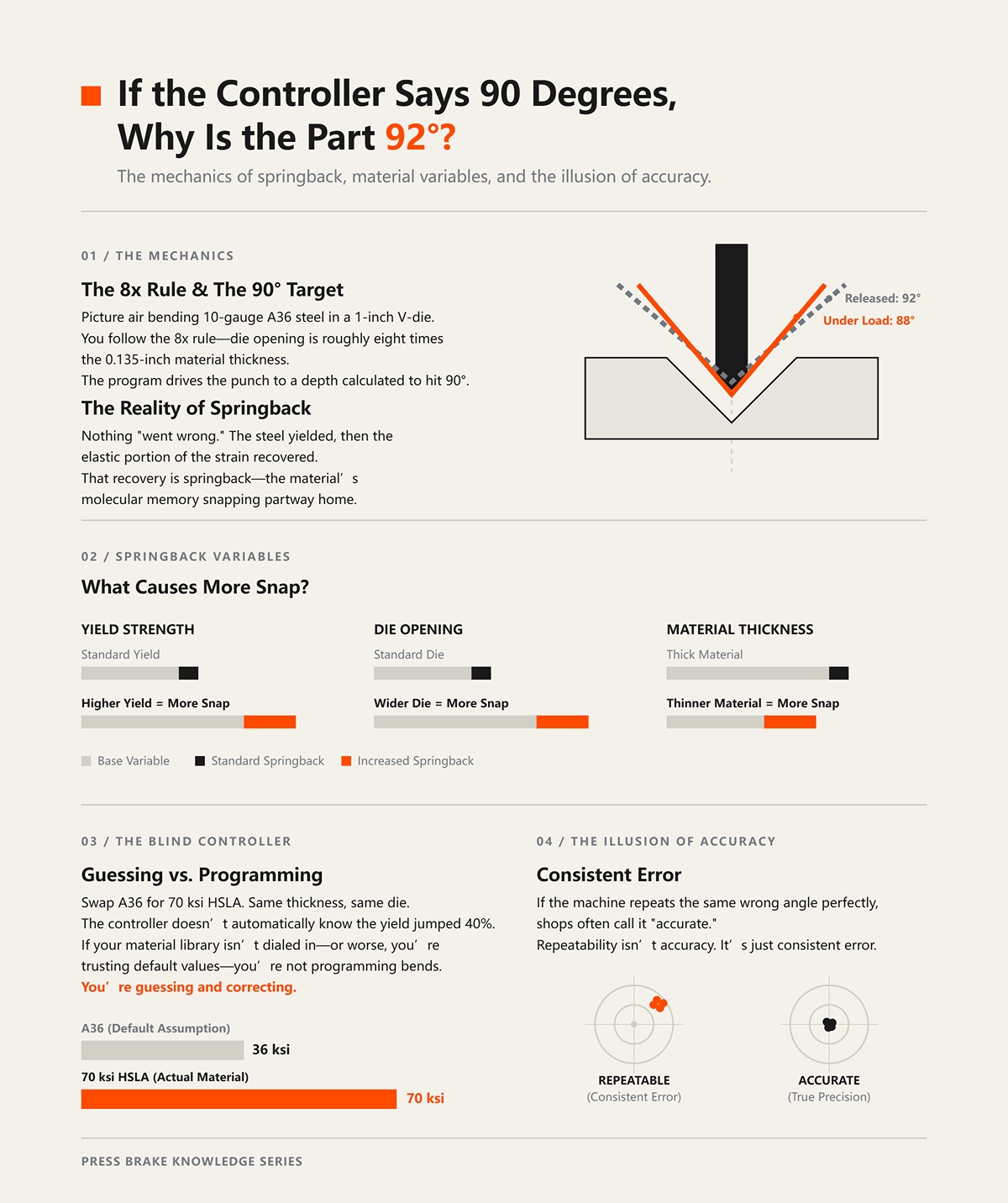
Imaginez un pliage à l’air sur de l’A36 calibre 10 dans une matrice en V de 1 pouce. Vous suivez la règle du 8x — ouverture de matrice environ huit fois l’épaisseur du matériau — donc environ 1 pouce pour une épaisseur de 0,135 pouce. Le programme fait descendre le poinçon à une profondeur calculée pour obtenir 90°.
Sous charge, vous atteignez 88°. Relâchez la pression, et la pièce se détend à 92°.
Rien “n’a mal tourné”. L’acier a subi une déformation plastique, puis la partie élastique de la déformation s’est rétablie. Ce rétablissement, c’est le retour élastique — la mémoire moléculaire du matériau qui le ramène partiellement en arrière. Limite d’élasticité plus élevée ? Plus de retour. Ouverture de matrice plus large ? Plus de retour. Matériau plus mince ? Plus de retour.
Maintenant, remplacez cet A36 par de la HSLA à 70 ksi, même épaisseur, même matrice. Le contrôleur ne sait pas automatiquement que la limite d’élasticité a bondi à 40%. Si votre bibliothèque de matériaux n’est pas bien réglée — ou pire, si vous vous fiez aux valeurs par défaut — vous ne programmez pas des plis. Vous devinez, puis vous corrigez.
Et c’est là que les ateliers se trompent eux-mêmes : si la machine répète parfaitement le même angle erroné, ils appellent cela “précis”. La répétabilité n’est pas la précision. C’est seulement une erreur constante.
Alors, qu’est-ce qui fausse encore le jeu avant même que le coulisseau ne touche l’acier ?
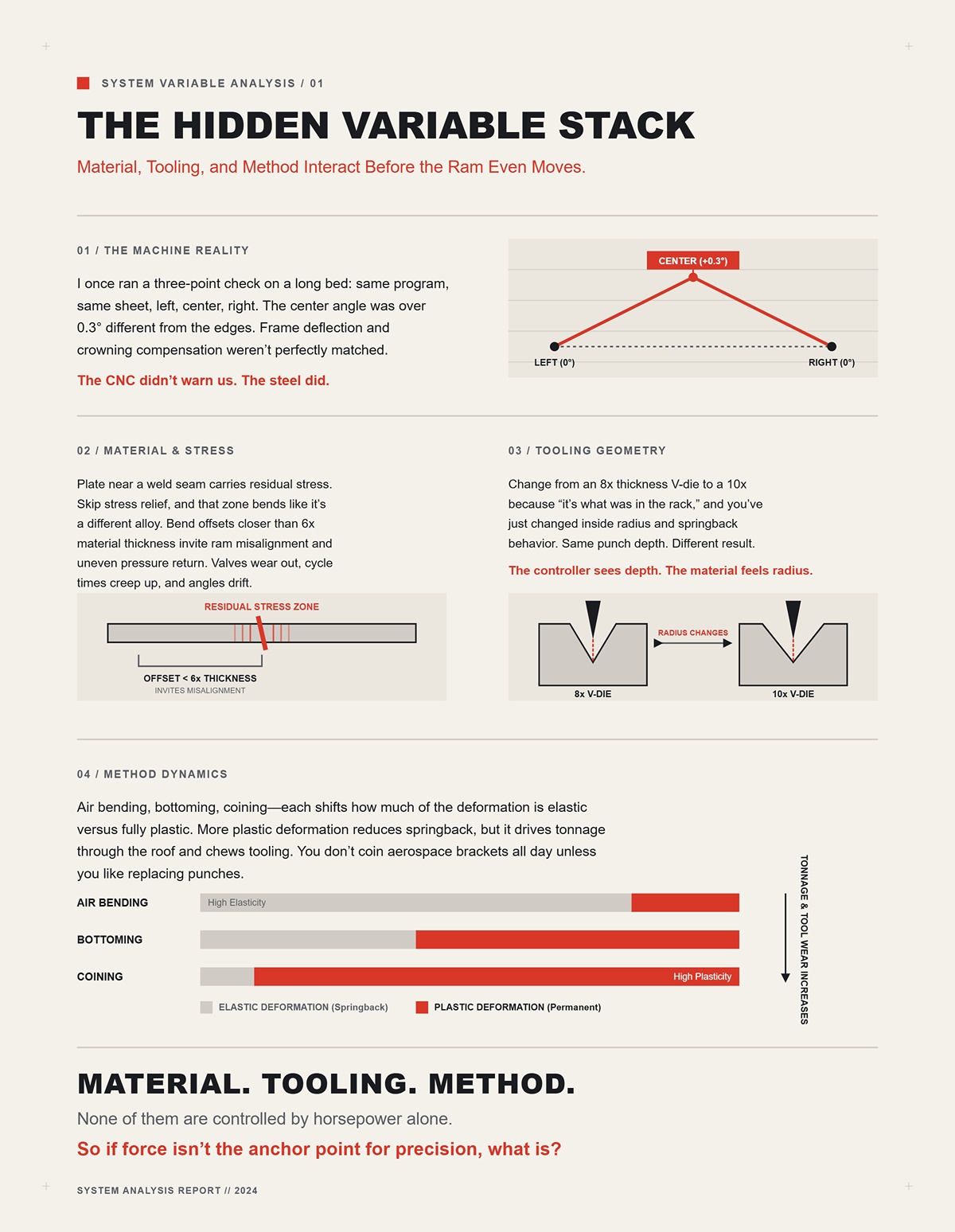
J’ai une fois fait un contrôle en trois points sur un long banc : même programme, même tôle, gauche, centre, droite. L’angle au centre différait de plus de 0,3° par rapport aux bords. La déflexion du bâti et la compensation du bombage n’étaient pas parfaitement ajustées. Le CNC ne nous a pas prévenus. C’est l’acier qui l’a fait.
Ajoutez maintenant les conditions réelles de production. Une plaque près d’un joint de soudure contient des contraintes résiduelles. Si vous sautez le traitement de détente, cette zone se plie comme si c’était un autre alliage. Si vous placez des plis à moins de six fois l’épaisseur du matériau, vous provoquez un désalignement du coulisseau et un retour de pression inégal. Ce n’est pas de la théorie — ce sont des soupapes qui s’usent et des temps de cycle qui s’allongent tandis que les angles dérivent.
La géométrie des outils compte tout autant. Passer d’une matrice en V de 8x l’épaisseur à une 10x simplement parce que “ c’est celle qui était dans le rack ”, et vous venez de modifier le rayon intérieur et le comportement du retour élastique. Même profondeur de poinçon. Résultat différent. Le contrôleur ne voit que la profondeur. Le matériau ressent le rayon.
La méthode relie le tout. Pliage à l’air, au fond, matriçage — chacun modifie la part de déformation qui est élastique par rapport à celle qui est entièrement plastique. Plus de déformation plastique réduit le retour élastique, mais cela fait exploser la tonnage requise et use les outils. On ne matriçe pas des supports aéronautiques toute la journée à moins d’aimer remplacer des poinçons.
Matériau. Outillage. Méthode. Aucun d’eux n’est contrôlé par la seule puissance.
Donc, si la force n’est pas le point d’ancrage de la précision, quel est-il ?
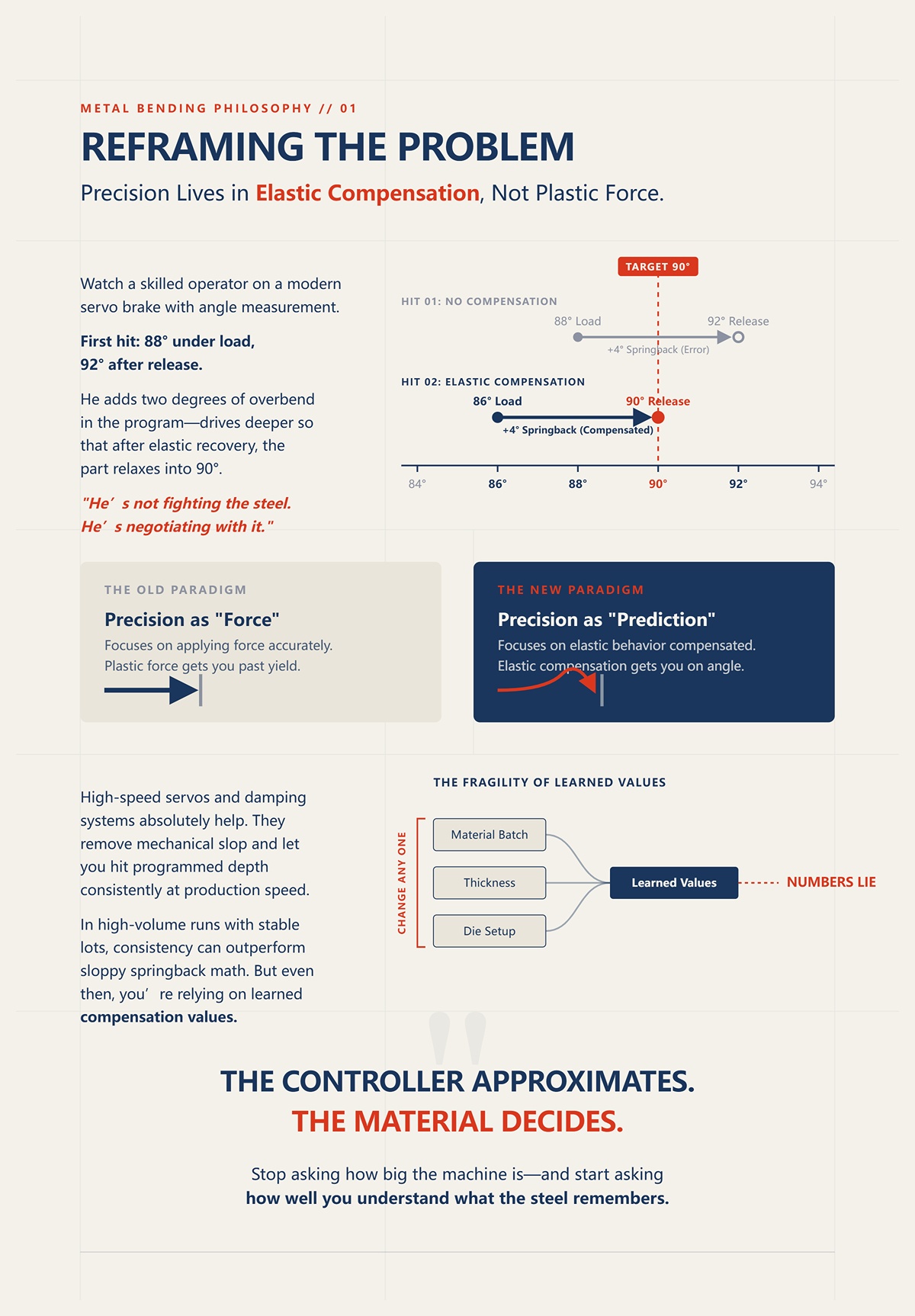
Regardez un opérateur expérimenté sur une presse plieuse servo moderne avec mesure d’angle. Premier pli : 88° sous charge, 92° après relâchement. Il ne cherche pas plus de tonnage. Il ajoute deux degrés de surpli dans le programme — descend plus profondément pour qu’après la récupération élastique, la pièce se détende à 90°.
Il ne se bat pas contre l’acier. Il négocie avec lui.
C’est le changement que je veux que vous fassiez : cessez de voir la précision comme une “ force appliquée avec exactitude ” et commencez à la voir comme un “ comportement élastique prédit et compensé ”. La force plastique vous fait dépasser la limite élastique. La compensation élastique vous place à l’angle.
Les servomoteurs à grande vitesse et les systèmes d’amortissement aident énormément. Ils éliminent le jeu mécanique et vous permettent d’atteindre la profondeur programmée de façon constante à la vitesse de production. Dans les séries à grand volume avec des lots de matériaux stables, cette constance peut surpasser des calculs de retour élastique approximatifs. Mais même alors, vous vous appuyez sur des valeurs de compensation apprises, liées à un lot de matériau, une épaisseur et un montage de matrice spécifiques. Changez un seul paramètre, et les anciens chiffres deviennent faux.
Le contrôleur fait une approximation. Le matériau décide.
Et dès que vous acceptez cela, vous cessez de demander la taille de la machine — et vous commencez à demander à quel point vous comprenez ce dont l’acier se souvient.
L’hiver dernier, nous avons travaillé du 17-4PH de 0,125 pouces sur une machine toute neuve. Le programme indiquait 90°. Premier pli : ouverture à 94° après relâchement. Même matrice que toute la semaine sur de l’acier inox 304. Même profondeur. Résultat différent. La seule chose qui a changé, c’est la résistance à la limite d’élasticité contenue dans cette tôle.
Vous voulez atteindre l’angle juste du premier coup ? Alors arrêtez de traiter la limite d’élasticité comme une valeur fixe dans une base de matériaux et commencez à la voir comme le gardien de la mémoire élastique. Le retour élastique n’est pas un mystère — c’est la déformation élastique qui se rétablit après avoir dépassé la limite d’élasticité. Plus la résistance à la limite d’élasticité est élevée par rapport à la déformation plastique réellement imposée, plus le retour est fort. Ce n’est pas de la philosophie. C’est de la courbe contrainte-déformation.
La plupart des contrôleurs stockent la résistance à la traction parce qu’elle est imprimée en gros sur le certificat. Mais la résistance à la traction est le sommet avant la rupture. Le retour élastique se joue bien avant — dès que vous franchissez la limite d’élasticité et jusqu’à quelle distance vous allez au-delà. Si vous programmez la compensation à partir de la mauvaise portion de la courbe, vous négociez avec un fantôme.
Alors, quel numéro sur ce certificat d’usine se bat vraiment contre votre poinçon ?
Prenez l’acier doux A36. La limite d’élasticité se situe autour de 36 ksi, la traction entre 58 et 70 ksi. C’est un écart important. Vous avez une marge de déformation plastique avant le striction. Quand vous le pliez à l’air dans une matrice de 8x, vous dépassez largement la limite d’élasticité dans les fibres externes. Beaucoup de déformation plastique. Le retour élastique est gérable parce que la zone plastique domine le noyau élastique.
Comparez maintenant avec des alliages à haute résistance où le rapport limite d’élasticité/traction atteint 0,9. J’ai vu des certificats où une limite de 80 ksi talonne une traction de 88 ksi. Cela signifie que le matériau commence à se déformer et approche presque immédiatement de sa limite. Il y a moins de coussin plastique entre la “ déformation permanente ” et la “ rupture ”. Vous pliez plus près du bord. La portion élastique représente une plus grande part de la déformation totale. Plus de retour au relâchement.
C’est pourquoi le 17-4PH — limite d’élasticité autour de 950–1050 MPa, résistance à la traction juste au-dessus de 1100 MPa — se comporte comme un apprenti discipliné mais impitoyable. Il se déforme durement, fortement, et n’offre que peu d’allongement après la limite élastique. Excellent pour les pièces de précision en service. Difficile à plier. Si vous le programmez comme du 304 parce que les chiffres de traction semblent similaires sur le papier, vous sous-compenserez et passerez toute la journée à courir après les angles.
Et voici où les ateliers se trompent eux-mêmes : si la machine répète parfaitement le même angle erroné, ils appellent cela “ précis ”. Le contrôleur a fait son travail. Vous lui avez simplement fourni la mauvaise carte du champ de bataille.
La résistance à la traction indique comment le matériau se rompt. La limite d’élasticité indique comment il reprend sa forme. Laquelle compte à 88° sous charge ?
J’ai découpé deux supports dans la même tôle de 4×8 pouces en 5052 de 0,187 pouce d’épaisseur. Même imbrication, même épaisseur, même programme. L’un s’est plié à travers le grain. L’autre avec le grain. Le premier s’est détendu à 90,2°. Le second s’est ouvert à 91,1°. La tolérance client était de ±0,5°. L’un est passé. L’autre non.
Une tôle laminée n’est pas isotrope — c’est simplement un mot élégant pour dire “ elle ne se comporte pas de la même façon dans toutes les directions ”. Lors du laminage, les grains s’allongent dans le sens du laminage. Pliez à travers le grain, et vous forcez ces structures allongées à s’étirer différemment que lorsque vous pliez parallèlement à celles-ci. La limite d’élasticité effective varie légèrement selon la direction. Pas de manière spectaculaire. Juste assez pour compter quand vous recherchez les dixièmes de degré sur des supports aérospatiaux.
Sur du métal fin dans des matrices en V larges — disons du calibre 16 dans une matrice de 1 pouce — la zone plastique est déjà faible. De petites variations directionnelles dans le comportement à la limite d’élasticité se traduisent par des différences de retour élastique mesurables. Si votre programmeur de découpe tourne les pièces pour optimiser la rentabilité de la tôle sans signaler la direction de pliage, votre tableau de compensation vient de se faire aveugler.
L’acier se souvient de la façon dont il a été laminé bien avant de se souvenir de la façon dont vous l’avez plié.
Donc, si la limite d’élasticité varie selon l’alliage et la direction, que se passe-t-il lorsqu’elle varie à l’intérieur du même lot de coulée ?
Nous avons travaillé une série de tôle HSLA de calibre 10 où la première palette s’est pliée proprement avec un surpli de +1,5°. La seconde palette — même spécification, même fournisseur — a nécessité +2,2° pour se stabiliser à 90°. Les certificats étaient conformes. L’épaisseur mesurée identique. Qu’est-ce qui a changé ? Probablement des micro-variations de composition chimique et de vitesse de refroidissement, qui ont légèrement augmenté la limite d’élasticité de quelques ksi et réduit la ductilité.
Vous ne le verrez pas à la surface. Mais vous le sentirez quand la pièce s’ouvrira d’un demi-degré supplémentaire.
La ductilité — la capacité du matériau à se déformer plastiquement avant la rupture — contrôle la proportion de votre contrainte de pliage qui devient permanente par rapport à celle qui reste élastique. Une faible ductilité signifie que vous atteignez rapidement la résistance à la traction après la limite d’élasticité. La zone plastique se réduit. La récupération élastique devient une part plus importante de la déformation totale. C’est pourquoi les aciers à haute teneur en carbone, dont la résistance à la traction est à peine supérieure à la limite d’élasticité, peuvent se fissurer au lieu de reprendre leur forme avec souplesse. Dans ces cas, le problème n’est pas un excès de mémoire, mais un manque de pardon.
Et maintenant, inversez la situation. Les métaux extrêmement ductiles peuvent localiser la déformation — la striction observée lors des essais de traction le montre clairement. En pliage, si la déformation se concentre inégalement dans l’épaisseur à cause du rayon de l’outil ou de l’état de surface, le comportement supposé uniforme de la limite d’élasticité s’effondre. Votre modèle disait une chose. Les fibres externes en ont fait une autre.
Alors, comment programmez-vous pour cela ?
Vous ne faites pas confiance à un chiffre de catalogue. Vous pliez un échantillon d’essai du lot réel, dans la matrice réelle, à l’épaisseur réelle. Mesurez sous charge si possible. Enregistrez le surpli réel nécessaire. Construisez votre compensation autour du comportement réel à la limite d’élasticité, pas autour de la résistance à la traction indiquée sur la brochure. Ensuite, fixez la direction du grain et la sélection de la matrice avec la règle des 8× l’épaisseur pour ne pas empiler de nouvelles variables sur une cible mouvante.
Le contrôleur peut faire une approximation. L’acier décide.
Et une fois que vous acceptez que la limite d’élasticité est une cible mouvante — variant selon l’alliage, la direction et la ductilité — vous êtes prêt à poser une question plus pointue : comment le procédé de pliage lui-même influence-t-il la quantité de mémoire élastique qui subsiste après le choc ?
J’ai un échantillon en 5052 de 0,125 pouce sur l’établi, plié dans une matrice en V de 1 pouce — exactement selon la règle des 8× l’épaisseur. Sous charge, il affiche 88°. Le coulisseau remonte. Il se détend à 92,4°. Cela fait plus de 4° de retour élastique, et ce n’est pas une erreur de frappe. J’ai vu certains lots d’aluminium dépasser les 5° lorsque le rayon intérieur est grand.
Voici ce qui se passe réellement dans le pliage à l’air.
La tôle ne touche les outils qu’en trois points : la pointe du poinçon et les deux épaules de la matrice. L’angle est créé par la profondeur de pénétration, non par la contrainte du matériau à épouser une cavité fixe. Cela signifie que la majeure partie de l’épaisseur est dans un état mixte — les fibres extérieures sont au-delà de la limite d’élasticité, le noyau interne reste élastique. Lorsque vous relâchez la pression, ce noyau élastique se décharge et ouvre le pli. Jusqu’à quel point ? Exactement autant que le comportement à la limite élastique de ce lot spécifique le permet.
Le pliage à l’air est une négociation avec l’élasticité.
Ne changez rien sauf le matériau — passez de l’A36 à un HSLA de 70 ksi dans la même matrice 8x — et votre surplis nécessaire bondit. La géométrie n’a pas changé. Le tonnage a à peine changé. La limite d’élasticité, oui. C’est votre multiplicateur. Dans l’acier doux, vous pourriez surplier de 1 à 2°. Dans un matériau à haute résistance, 3° n’est pas rare. Dans certains aluminiums, davantage.
Et c’est là que les ateliers se trompent : si la machine répète parfaitement le même mauvais angle, ils appellent cela “ précis ”. La CNC ne connaît que la profondeur et les calculs d’angle fondés sur une limite d’élasticité supposée. Elle ne peut pas sentir que cette palette est 6 ksi plus élevée que la précédente. Si vous considérez le pliage à l’air comme un processus de simple appui sur bouton, vous poursuivrez les angles toute la journée parce que le contact en trois points laisse un large noyau élastique vivant à l’intérieur du pli.
Alors, que se passe-t-il si nous réduisons ce noyau élastique volontairement ?
Même matériau. Même épaisseur. Maintenant, au lieu de vous arrêter avant le fond du V, vous enfoncez le poinçon plus profondément pour que la pièce entre quasi complètement en contact avec les faces de la matrice. Pas du monnayage — simplement du matriçage. L’angle du poinçon est légèrement plus aigu que celui de la matrice, de sorte que le matériau est forcé à se rapprocher de la géométrie cible.
Sous charge, le métal ne flotte plus entre trois points. Il est pressé le long des parois de la matrice. Une plus grande partie de la section transversale dépasse la limite d’élasticité puisque vous la déformez plastiquement pour correspondre à l’angle de la matrice, et non simplement pour la fléchir dans l’espace.
Le retour élastique diminue. Pas jusqu’à zéro. Mais il diminue.
Si le pliage à l’air de cet acier de 0,125 pouce nécessitait un surplis de 2°, le matriçage pourrait le réduire à moins de 1°. Le multiplicateur diminue parce que la portion élastique de l’épaisseur diminue. Vous avez neutralisé davantage de mémoire moléculaire.
Mais ne vous faites pas d’illusions — le matriçage n’est pas exempt de retour élastique. Le poinçon et la matrice ne compriment toujours pas le matériau sur toute son épaisseur comme dans une opération de forgeage. Il reste une déformation élastique dans le noyau. C’est pourquoi les configurations de matriçage utilisent souvent des outils affûtés d’un ou deux degrés plus aigus. Ils compensent mécaniquement à l’avance parce qu’ils savent qu’un certain relâchement va se produire.
Et voici la partie qui contrarie ceux qui prétendent que “ tout dépend de la qualité de la machine ” : le matriçage peut faire paraître une presse plus ancienne et moins rigide meilleure qu’elle ne l’est. En forçant le matériau à épouser l’angle de la matrice, vous réduisez la dépendance à un contrôle de profondeur précis. Vous substituez le tonnage et le contact à l’intelligence.
Cela fonctionne — jusqu’à un certain point.
Vous payez par une pression de formage plus élevée, plus d’usure des outils, des marques visibles de matrice sur les pièces cosmétiques et une charge accrue sur le bâti de la machine. J’ai vu des ateliers matriçer de l’inox calibre 10 toute la journée, puis se demander pourquoi le parallélisme de leur coulisseau dérive au fil de l’année. L’acier n’oublie pas. Votre presse non plus.
Alors, si le matriçage réduit le retour élastique en surpassant davantage la limite d’élasticité, que se passe-t-il lorsque vous allez jusqu’au bout ?
Là, on ne négocie plus. On écrase.
Le monnayage enfonce la pointe du poinçon dans le matériau avec une pression suffisante pour déformer plastiquement toute la zone de pli à travers son épaisseur. Le tonnage peut être cinq à dix fois supérieur au pliage à l’air. Vous ne formez pas seulement un angle — vous le gravez. Le rayon intérieur devient le rayon du poinçon car le matériau cède complètement à la zone de contact.
La mémoire élastique n’a plus nulle part où se cacher.
Le retour élastique devient presque négligeable car le noyau élastique a été largement éliminé dans la zone de pliage. Le matériau ne peut pas se “ relâcher ” pour revenir à un angle plus large ; il a déjà dépassé la limite élastique sur la majeure partie de son épaisseur à ce rayon.
C’est pourquoi le poinçonnage apparaît dans les supports aérospatiaux à tolérances serrées, où ±0,25° compte réellement et où les volumes justifient la charge. Il ajoute deux degrés de sur-pliage dans le programme — il descend plus profondément pour qu’après la récupération élastique, la pièce se détende à 90° — en pliage à l’air. En poinçonnage, cette compensation disparaît presque entièrement parce que la géométrie est mécaniquement verrouillée.
Mais on n’obtient pas cette précision gratuitement.
La demande en tonnage peut approcher les limites de la machine. Les outillages subissent des contraintes de contact extrêmes. L’état de surface peut se dégrader. Les intervalles de maintenance se raccourcissent. Si vous poinçonnez des pièces qui auraient pu être pliées à l’air avec une compensation intelligente et une sélection de matrice 8× appropriée, vous troquez la réflexion contre la force brute — et vous maltraitez un actif de plusieurs centaines de milliers de dollars dans le processus.
Le poinçonnage a du sens lorsque le coût de la variation d’angle dépasse le coût du tonnage et de l’usure. C’est une décision stratégique, pas une démonstration de force.
Vous avez donc maintenant vu le spectre : le pliage à l’air laisse un grand noyau élastique, le pliage en fond réduit celui-ci, le poinçonnage l’élimine presque totalement. Même matériau. Même comportement à la limite élastique. Différentes quantités de mémoire moléculaire autorisées à survivre.
Si la méthode change la quantité de mémoire qui reste, alors le levier suivant n’est plus la force.
C’est la géométrie.
Placez une tôle de 0,125 po de 5052 dans une matrice en V de 1 po et pliez-la à l’air à 90°. Vous observerez probablement un retour élastique de 3–4°. Ne changez que la matrice pour une ouverture de 0,75 po et lancez le même programme de profondeur. L’angle change. Le tonnage change. Le retour élastique change. Même machine. Même opérateur. Même matériau.
Alors, qu’est-ce qui a changé ?
L’interface. La matrice en V et le poinçon sont l’endroit où la force se transforme en distribution de déformation à travers l’épaisseur. En pliage à l’air, cette distribution est définie par trois points : la pointe du poinçon et les épaules de la matrice. Changez la largeur du V et vous modifiez le rayon de pliage qui se forme naturellement. Changez le rayon et vous modifiez la proportion de la section transversale qui dépasse la limite élastique et celle qui reste élastique au cœur. Ce noyau élastique est la “ mémoire ” dont nous parlons depuis le début.
La géométrie de l’outillage ne fait pas que façonner la pièce. Elle détermine combien de l’apprenti se souvient de la leçon.
Et si vous pensez que la CNC peut compenser un mauvais choix de matrice, vous redevenez un simple appuyeur de boutons avec des jouets coûteux.
J’ai vu un novice prendre une matrice de 1 po pour de l’acier de 0,125 po parce que “ c’est ce qu’on utilise toujours ”. Il n’avait pas tort. Il ne savait simplement pas pourquoi.
La règle des 8× stipule que l’ouverture de la matrice en V doit être environ huit fois l’épaisseur du matériau pour l’acier doux en pliage à l’air. Pour 0,125 po, cela donne 1,000 po. Ce n’est pas du folklore. C’est de la géométrie et du contrôle de la déformation. À environ 8×, le rayon de pliage intérieur qui se forme naturellement vaut environ 0,16 × l’ouverture du V. Ainsi, une matrice de 1 po donne un rayon intérieur d’environ 0,160 po. Ce rayon produit un gradient de déformation prévisible : plastique près de la surface intérieure, élastique vers l’axe neutre, retour élastique maîtrisable pour des limites de traction courantes.
Changez maintenant le matériau pour de l’HSLA à 70 ksi de même épaisseur. La limite élastique est plus élevée. Cela signifie que pour le même rayon, une plus petite portion de l’épaisseur devient plastique avant que la contrainte ne passe sous la limite élastique. Votre noyau élastique s’agrandit. Le retour élastique augmente.
C’est là que les ateliers se trompent. Ils gardent la matrice 8× parce que “ l’épaisseur n’a pas changé ”, puis passent le quart entier à ajuster la profondeur pour rattraper les angles.
La règle des 8× a été conçue autour du comportement de l’acier doux. C’est un point de départ, pas un commandement.
Pour les matériaux à limite d’élasticité élevée, resserrer l’ouverture de la matrice — par exemple, passer de 8× à 6× — réduit le rayon intérieur naturel. Un rayon plus petit augmente la déformation de surface. Une plus grande partie de l’épaisseur dépasse la limite d’élasticité. Le cœur élastique se rétracte. Le retour élastique diminue. Mais la tonnage augmente rapidement, et la déformation de surface atteint les limites de rupture. Dans l’aluminium, surtout dans le sens transversal au grain, on se retrouve à chasser les fissures en voulant stabiliser l’angle.
La vraie question n’est donc pas “ Quelle est l’épaisseur ? ”, mais “ Quelle limite d’élasticité est-ce que je gère, et jusqu’où la déformation plastique doit-elle pénétrer dans l’épaisseur ? ”
Ignorez complètement la règle du 8× et je vous promets que l’acier vous éduquera à la dure. Traitez-la aveuglément et il fera de même.
Ce qui nous amène à ce que la plupart des gens ne calculent jamais.
Prenez cette même tôle de 0,125 pouce dans une matrice de 1,000 pouce. Maintenant, resserrez la matrice à 0,900 pouce. C’est une réduction d’ouverture de 10%.
La tonnage du pliage à l’air est inversement proportionnelle à la largeur de la matrice. En gros, T ∝ 1/V. Réduisez V de 10%, et la tonnage ne baisse pas — elle augmente d’environ 11%. C’est le calcul direct.
Mais ce n’est pas toute l’histoire.
Parce que la matrice plus petite réduit également le rayon intérieur formé. Un rayon plus petit signifie une déformation plus élevée à la surface intérieure. Une déformation plus élevée signifie que vous poussez plus profondément dans la zone plastique. Pour atteindre le même angle, surtout avec un matériau à haute limite d’élasticité, on doit souvent aller plus loin que ce que l’équation simple 1/V prévoit. Les hausses réelles de force peuvent atteindre 20 à 40% selon le matériau et l’angle visé.
J’ai vu un atelier passer d’une matrice de 1 pouce à une matrice de 0,875 pouce sur de l’acier A36 de calibre 10 pour “ resserrer l’angle ”. Le compteur de charge du frein-presse est passé d’une zone confortable à flirter avec la tonnage nominale de la machine. Même plan de pièce. Même épaisseur. Géométrie différente. La machine n’est pas devenue plus faible. La matrice est devenue plus étroite.
Ajoutez à cela la méthode. Le matriçage exige déjà environ 1,5× la tonnage du pliage à l’air. Le marquage à froid peut en demander 5×. Si vous resserrez la matrice et intensifiez la méthode en même temps, vous pouvez empiler les multiplicateurs jusqu’à solliciter les outils, les axes et les bâtis. Et si le lot de matériau présente une limite d’élasticité élevée, vos jolis calculs sur tableur fondent comme neige au soleil.
C’est ainsi qu’une machine flambant neuve se retrouve accusée d“” incohérence d’angle » alors que le vrai problème est un choix de matrice ayant fait varier la répartition des forces et des déformations au-delà de la tolérance du procédé.
Et la force n’est que la moitié de l’interface.
J’ai vu une fois un support spécifié avec un rayon intérieur quasi nul sur de l’inox 304 de 0,090 pouce. Le programmeur a choisi un poinçon aiguisé pour “ verrouiller ” l’angle et contrer le retour élastique. Les dix premières pièces semblaient correctes. La onzième a montré une fissure capillaire au pli intérieur.
Pourquoi ?
La pointe d’un poinçon aigu concentre la déformation à la surface intérieure. La déformation en pliage est approximativement égale à l’épaisseur divisée par deux fois le rayon intérieur. Réduisez le rayon et cette déformation de surface grimpe rapidement. Dans les matériaux à haute résistance ou à faible ductilité, on peut dépasser les limites d’allongement avant que le reste de l’épaisseur n’ait significativement flué. On obtient une fissure avant la stabilité.
À l’autre extrémité, si le rayon du poinçon est trop grand — pliage par grand rayon classique — vous réduisez tellement la déformation maximale de surface qu’un cœur élastique épais subsiste. Le retour élastique devient imprévisible. Dans les pièces à plis multiples sans rebords de retour, 2° par pli peuvent s’accumuler en 8° sur quatre plis. Une géométrie “ sûre ” sur un seul pli devient une catastrophe de tolérance en série.
Alors, quelle est la bonne approche ?
Adaptez le rayon du poinçon à la ductilité du matériau et au rayon intérieur visé, et non à une idée d“” aiguisé = précis ». En pliage à l’air, le rayon du poinçon doit être égal ou inférieur au rayon naturel formé par la matrice en V choisie. Cela maintient des conditions de contact stables sans provoquer de déformation extrême. Si vous avez besoin d’un rayon intérieur plus serré que celui que la matrice forme naturellement, ne forcez pas avec un poinçon rasoir — réévaluez la largeur de matrice, la méthode, ou passez à un matriçage contrôlé avec angle de poinçon compensé.
J’ai vu un cas de retour élastique de 7° résolu non pas en augmentant la tonnage ou en rétrécissant la matrice, mais en utilisant un poinçon à 83° avec matriçage de précision pour que l’écoulement plastique corresponde à la géométrie cible. C’est la géométrie qui a assuré la compensation, pas la force brute.
La matrice définit la portée. Le poinçon détermine la concentration de contrainte. Ensemble, ils décident quelle proportion de l’épaisseur se déforme et quelle proportion garde la mémoire.
Et dès que vous commencez à pousser le tonnage et à réduire les marges pour contrôler cette mémoire, vous ne négociez plus seulement avec le matériau — vous chargez la structure même de la machine, ce qui nous amène à ce qui se passe lorsque le bâti, et non la matrice, devient le maillon faible.
Un pliage de 12 pieds dans du 5052 de 0,125 pouce, formé à l’air dans une matrice en V de 1 pouce sur une presse plieuse de 175 tonnes. Le centre affiche 90°. Les 6 derniers pouces à chaque extrémité affichent 92°. Même programme. Même poinçon. Même opérateur.
Ce n’est pas un retour élastique erratique. C’est la machine qui fléchit sous la charge.
Lorsque vous augmentez le tonnage — matrice serrée, lot à limite d’élasticité élevée, pénétration plus profonde pour dompter le noyau élastique — vous ne négociez plus seulement avec la tôle. Vous chargez le coulisseau et le banc comme une poutre en flexion. Bâti en acier, articulé aux extrémités, charge au milieu. Principes de base de la mécanique : les poutres se déforment davantage au centre. Si la machine fléchit vers le bas au milieu, le poinçon pénètre moins par rapport à la matrice au centre qu’aux extrémités. Moins de pénétration signifie un angle plus ouvert.
Alors pourquoi le centre est-il sorti plus serré dans cet exemple ?
Parce que l’atelier avait réglé le bombage mécanique lors du précédent travail — surcompensé pour un matériau plus léger. Le banc avait été pré-cintré vers le haut. Sous une charge plus lourde, l’affaissement du bâti et la précontrainte ne se sont pas équilibrés. La courbe de déflexion a changé, mais pas la correction. Le résultat n’était pas aléatoire. Il était prévisible.
Et c’est là que les ateliers s’illusionnent : si la machine répète parfaitement le même angle erroné, ils appellent cela “ précis ”.”
La répétabilité n’est pas la géométrie. C’est simplement une erreur constante.
Si l’étape suivante consiste à parler directement à l’équipe, Contactez‑nous s’intègre naturellement ici.
Si la géométrie des outils régit la répartition de la contrainte à travers l’épaisseur, la déflexion du bâti détermine à quel point cette contrainte est appliquée uniformément sur la longueur. Manquez l’un ou l’autre, et votre négociation avec la mémoire du matériau s’effondre avant même que le retour élastique n’entre en jeu.
Imaginez un modèle simple. Douze pieds entre les montants latéraux. Le coulisseau pousse vers le bas à 120 tonnes au total, réparties sur la ligne de pliage. Considérez-le comme une poutre chargée : la déflexion au centre augmente avec le cube de la longueur et directement avec la charge. Doublez le tonnage, la déflexion double. Augmentez la longueur de pliage, et la déflexion croît rapidement.
Ajoutez maintenant la réalité du matériau.
Une augmentation de 10% de la résistance à la traction nécessite environ 10% de force supplémentaire pour atteindre le même angle. Si l’épaisseur augmente de 10%, le tonnage peut grimper jusqu’à environ 20%, car la force de pliage varie avec le carré de l’épaisseur. Cette force supplémentaire ne change pas seulement la pénétration — elle modifie la forme du bâti sous charge.
Si votre système de bombage était réglé pour un lot plus léger, le nouveau profil de charge produit une courbe de déflexion différente. Le centre s’ouvre tandis que les extrémités restent serrées, ou inversement, selon la façon dont vous avez précontraint le banc.
J’ai vu de l’acier HSLA à 70 ksi remplacer de l’A36 sur le même plan. Même matrice 8×. Même profondeur programmée. L’opérateur a ajouté deux degrés de surpliage dans le programme — il enfonce plus profondément afin qu’après récupération élastique, la pièce se détende à 90°. Les extrémités étaient parfaites. Le centre était ouvert de 1,5° sur dix pieds. Il a continué à chercher la bonne profondeur. Tout ce qu’il a fait, c’est augmenter le tonnage global et accentuer le déséquilibre de déflexion.
Ce n’était pas le matériau qui se comportait mal. C’était le bâti.
Le bombage n’a pas pour but de corriger une mauvaise programmation. Il sert à faire correspondre la courbe élastique de la machine à la courbe de charge avant même de discuter du retour élastique.
Alors, quel système suit réellement cette cible mouvante ?
J’ai utilisé les deux.
Le cintrage mécanique à coin est honnête mais statique. On règle une précharge — en gros, on force la table à prendre une légère courbure vers le haut avant le coup. Sous la tonnage “ prévu ”, la table s’aplatit. Cela fonctionne parfaitement si vos hypothèses sont correctes.
Mais les hypothèses s’effondrent quand le lot change.
Une augmentation de 10% en résistance signifie 10% de force supplémentaire. Cela veut dire 10% de flèche en plus. Les coins mécaniques ne le savent pas. Ils ne peuvent pas s’ajuster sous la charge. Si votre centre ressort ouvert, vous devez arrêter, caler, reparamétrer, et recommencer. La production déteste ça.
Les systèmes de cintre hydraulique envoient de l’huile dans des zones le long de la table pour créer une compensation. Les meilleurs permettent un ajustement pendant le cycle. À mesure que la tonnage augmente, la pression dans les vérins de courbure peut être réglée pour correspondre à la charge réelle, et non à une charge supposée. La table reste plus proche d’un contact plan avec la tôle pendant la montée en force.
C’est important car la force de pliage à l’air libre n’est pas constante tout au long de la course. Elle atteint un pic à mesure que l’angle se ferme. Un coin statique ne correspond qu’à un seul point de cette courbe. Un système hydraulique réactif peut la suivre.
Mais gardons la tête froide.
Même le cintre hydraulique reste une approximation. La plupart des systèmes compensent par zones, pas en points continus. L’usure des joints, la température de l’huile, la réactivité des valves — tout cela modifie le comportement au fil du temps. Si la courbe de déflexion du bâti et la courbe de compensation du système ne correspondent pas point par point, vous restez dans l’approximation.
Vous continuez à négocier avec la mémoire de l’acier en utilisant une machine qui a la sienne.
Ce qui nous amène à l’erreur qui transforme une déflexion temporaire en dommage permanent.
Je suis entré dans un atelier avec une machine toute neuve qui “ n’arrivait pas à garder son angle sur 3 mètres ”. Le centre toujours ouvert. Les extrémités toujours serrées. Ils avaient commencé à écraser de l’inox calibre 10 dans une matrice étroite pour éliminer le retour élastique — multiplicateurs empilés : V plus serré, limite élastique plus élevée, méthode par enfoncement.
Ils travaillaient à chaque cycle près du tonnage nominal.
Avec le temps, la table a développé une courbure permanente vers le haut aux extrémités et un léger affaissement au centre. Nous avons vérifié avec une règle de précision et des cales d’épaisseur. Ce n’était pas spectaculaire. Quelques millièmes de pouce. C’est tout ce qu’il faut.
Pensez aux calculs de déformation. En pliage à l’air, quelques millièmes de différence de pénétration peuvent faire varier l’angle d’un degré ou plus selon la largeur de la matrice. Si la table prend une forme permanente — ce que les gars appellent le “ canoë ” — vous pouvez régler le cintre toute la journée sans jamais vraiment aplatir le système. Vous compensez un dommage, pas un comportement élastique.
Les bâtis sont conçus pour se déformer élastiquement dans la limite de tonnage nominale. Si vous dépassez cela à répétition, vous passez de la déformation élastique à la déformation plastique du bâti lui-même. La machine a alors, elle aussi, une mémoire.
Et contrairement à la tôle, vous ne pouvez pas la mettre à la ferraille et en reprendre une autre.
Si la géométrie des outils pousse le tonnage pour contrôler le retour élastique, et que le cintre cherche à neutraliser la déflexion élastique, la véritable compétence consiste alors à savoir où s’arrête l’élasticité et où commence la déformation permanente.
Parce qu’une fois que la presse se souvient de la manière dont vous l’avez maltraitée, chaque négociation avec le matériau commence sur une base déformée.
Vous voulez la plage de tonnage sûre et le bon réglage de bombé ?
Vous l’obtenez par des plis d’essai, pas par des suppositions.
Le tonnage nominal inscrit sur le côté du bâti indique le point où la machine se déforme de façon permanente. Votre véritable plage est plus étroite : celle où le bâti reste élastique, la table demeure droite sous la charge, et le matériau se déforme juste assez pour revenir dans les tolérances après le retour élastique. Cette plage se déplace quand la limite d’élasticité change, quand la direction du grain s’inverse, quand quelqu’un remplace l’A36 par du 70 ksi sans vous le dire.
L’acier se souvient.
Si vous ne mesurez pas comment ce lot se comporte dans cet outil sur cette machine, vous négociez à l’aveugle avec deux mémoires à la fois — celle de la tôle et celle de la presse. La stratégie n’est donc pas “ ajouter deux degrés et espérer ”. Ce sont des sondes contrôlées : pièces courtes, pénétration mesurée, angles vérifiés, tonnage surveillé comme le lait sur le feu. Vous cartographiez la frontière élastique avant de lancer la production à travers elle.
C’est la différence entre faire fonctionner une presse plieuse et maîtriser un procédé de formage.
Je ne commence pas par une pièce complète de trois mètres.
Je découpe une bande de 3 pouces de large dans la même tôle, même direction de grain, et je la plie dans la matrice exacte que nous allons utiliser — 8 × l’épaisseur du matériau pour l’ouverture du V, sauf raison documentée de déroger à cette règle. Si le matériau fait 0,125 pouce, je prends un V de 1 pouce. Pas parce que le manuel le dit, mais parce que j’ai vu ce qui arrive quand on resserre la matrice pour “ combattre le retour élastique ” et qu’on double discrètement son tonnage.
Voici le calcul que les presse-boutons oublient : le tonnage en pliage « air bend » varie avec le carré de l’épaisseur et diminue quand la largeur du V augmente. Réduisez ce V de 10–15 %, et la force grimpe vite. Cette force supplémentaire ne ferme pas seulement l’angle. Elle contraint davantage le bâti. Votre réglage de bombé est alors faux avant même que vous examiniez le retour élastique.
Donc je plie la bande d’essai à 90° programmés.
Puis je mesure ce à quoi elle se détend.
Si elle s’ouvre à 92°, je sais que j’ai besoin d’environ 2° de surplis dans ce montage. On ajoute deux degrés de surplis dans le programme — on descend plus profondément afin qu’après la récupération élastique, la pièce se détende à 90°. Mais ce n’est pas fini. J’observe la courbe de tonnage pendant le pliage. Si je suis déjà à 85–90 % de la capacité nominale sur une bande courte, je sais qu’un pli à pleine longueur augmentera la flèche et pourrait frôler la déformation permanente si le bombé n’est pas correctement réglé.
Quinze minutes. Trois bandes. En travers du grain et dans le sens du grain si le plan le permet.
Cela vaut mieux que quatre heures à rattraper des angles sur des pièces finies pendant que la production traîne en blâmant l’acier.
Vous avez besoin de points de départ, pas de folklore.
Acier doux dans une matrice correcte de 8 × l’épaisseur ? Un à deux degrés de retour élastique pour les épaisseurs courantes. Aluminium 5052-H32 ? Deux à quatre, parfois plus si vous pliez en travers du grain. Acier inox 304 en pliage à l’air ? Trois à cinq est courant. Alliage à haute résistance à 70 ksi ? J’ai déjà vu sept degrés sur un montage propre.
Ce ne sont pas des promesses. Ce sont des points de départ.
Le mécanisme est simple : une limite élastique plus élevée signifie un noyau élastique plus grand à travers l’épaisseur lors du pliage à l’air. Un noyau élastique plus grand implique davantage de récupération lorsque la charge est retirée. Vous pouvez écraser cette zone élastique par matage ou estampage, oui — mais l’estampage peut exiger cinq à dix fois le tonnage du pliage à l’air. Sur une presse plieuse standard, c’est ainsi que l’on transforme la déflexion élastique du châssis en déformation permanente, en forme de canoë.
Et une fois que le bâti prend une déformation, votre “ solution ” devient le nouveau problème.
Donc, je traite ces plages de degrés comme des garde-fous. Si ma bande d’essai en inox 304 de 0,125 pouce s’ouvre de quatre degrés dans un V de 1 pouce, c’est normal. Si elle s’ouvre de huit degrés, quelque chose a changé — la trempe du matériau, la mauvaise largeur de matrice, le mauvais rayon du poinçon. Le test me dit si je suis dans le comportement attendu avant même de toucher une pièce de production.
Vous n’éliminez pas la variation.
Vous la contenez.
Les commandes modernes comportent des bibliothèques de matériaux. Certaines lisent même l’angle en temps réel et ajustent la profondeur à la volée.
Des outils utiles.
Mais ce ne sont encore que des approximations fondées sur des valeurs moyennes de limite élastique et un frottement présumé. Changez la direction du grain, l’état de surface ou la composition du lot, et la courbe réelle de retour élastique se déplace. J’ai vu des systèmes de lecture laser d’angles se tromper à cause d’un inox brossé et poursuivre un fantôme deux degrés en dehors de la réalité.
Et c’est là que les ateliers s’illusionnent : si la machine répète parfaitement le même angle erroné, ils appellent cela “ précis ”.”
Je fais confiance au tableau lorsque mes bandes d’essai le confirment. Si la commande indique que l’inox de cette épaisseur dans cette matrice nécessite un sur-pliage de 3°, et que ma bande se détend de 87° à 90°, parfait. Nous sommes alignés. Si elle indique 3° et que je mesure 5°, je corrige sans hésitation. Le contrôleur ne peut pas sentir la dérive de la limite élastique. Vous, vous pouvez la mesurer.
Le CNC est une calculatrice.
Vous êtes le responsable du procédé.
Quand vous construisez la compensation à partir d’un comportement mesuré — bandes courtes, géométrie de matrice connue, tonnage vérifié — vous cessez de réagir au retour élastique et commencez à le prévoir. Et une fois que vous pouvez le prévoir à l’intérieur des limites élastiques de la machine, la discussion passe de “ Jusqu’où puis-je frapper ? ” à quelque chose de plus sérieux.
Quel type d’opérateur voulez-vous être : quelqu’un qui exécute des pièces ou quelqu’un qui maîtrise les résultats ?
Vous voulez que la prédiction survive au deuxième quart.
Pas dans votre tête. Pas dans votre carnet. Dans le procédé lui-même — pour que la pièce sorte à 90° que vous soyez là ou non.
C’est la frontière entre faire fonctionner une machine et contrôler un système de formage.
Une machine flambant neuve ne vous sauvera pas d’un procédé instable. J’ai vu des ateliers fixer au sol une presse plieuse à six chiffres, charger la table de matériaux du fabricant d’origine et supposer que la précision est préinstallée. Deux mois plus tard, l’équipe de jour atteint 90°, l’équipe de nuit atteint 92°, et tout le monde accuse l’acier. Ce qui a réellement changé, ce n’est pas la force. C’est la discipline. Pas de règle sur la matrice verrouillée. Pas de résultats de bande d’essai documentés. Pas de sur-pliage convenu lié à ce lot et à cette direction de grain. Juste de la mémoire collective.
L’acier est un apprenti têtu avec une longue mémoire. Si vous n’écrivez pas comment il s’est comporté dans ce V de 1 pouce sur du 304 de 0,125 pouce à travers le grain, le prochain opérateur négociera à partir de zéro.
Alors, comment rendre une prédiction reproductible plutôt que personnelle ?
Parce que la principale source d’erreur dans la plupart des ateliers n’est pas la dérive du butée arrière ou le désaccord du bombage. C’est le retour élastique non mesuré.
Ignorer la récupération élastique, c’est jouer à la loterie de deux degrés ou plus. Ce n’est pas un simple désagrément de réglage. C’est du rebut sur des pièces aéronautiques avec une tolérance d’un demi-degré.
La limite d’élasticité est le gardien ici. Une limite d’élasticité plus élevée signifie un noyau élastique plus épais lors du pliage en l’air. Un noyau élastique plus épais entraîne une plus grande récupération lorsque la charge est retirée. La machine ne “voit” pas ce décalage à moins que vous ne le lui indiquiez. Et la limite d’élasticité varie d’un lot à l’autre — même à l’intérieur de la même bande de spécification.
Vous ne pouvez pas standardiser la force et espérer la précision.
Vous standardisez la façon dont vous répondez au comportement élastique.
Cela signifie que chaque nouveau lot de matériau, épaisseur ou orientation du grain déclenche la même sonde contrôlée : bande courte, correction du V selon la règle du 8× sauf indication contraire du service d’ingénierie, angle mesuré après relaxation, tonnage observé. Le résultat n’est pas seulement “nécessite un surpliage de 3°”. C’est documenté : nuance de matériau, ouverture de matrice, rayon de poinçon, profondeur programmée, retour élastique réel.
Vous construisez maintenant une bibliothèque de réponses des matériaux propre à votre atelier, non un tableau CNC générique.
Mais la documentation seule ne stoppe pas la dérive entre opérateurs, n’est-ce pas ?
J’ai vu une presse manuelle, avec un opérateur compétent, maintenir une précision supérieure d’un degré complet à une CNC mal calibrée, toute la journée.
Pas parce que la machine était meilleure.
Parce que le processus était plus rigoureux.
Voici à quoi cela ressemble en pratique :
Et c’est là que les ateliers s’illusionnent : si la machine répète parfaitement le même angle erroné, ils appellent cela “ précis ”.”
La répétabilité sans validation n’est que du rebut automatisé.
Des commandes haut de gamme avec correction d’angle en cours de processus peuvent compenser le retour élastique en temps réel. De bons systèmes. J’en utiliserais un. Mais même ceux-là reposent sur des hypothèses de base concernant la limite d’élasticité et le frottement. Si vos données de base sont approximatives, la boucle de correction ne fait qu’osciller plus rapidement autour de la mauvaise cible.
La presse plieuse manuelle l’emporte dans les ateliers médiocres parce qu’elle impose de l’attention.
La question devient donc : comment intégrer cette attention au système pour qu’elle ne dépende pas de la personnalité ?
La plupart des opérateurs pensent en termes d’angle final.
Les régulateurs de processus pensent en termes de pénétration élastique.
Lorsque vous pliez à l’air, vous ne formez pas un angle de 90°. Vous allez à une profondeur calculée qui crée une distribution élasto-plastique spécifique à travers l’épaisseur. Il ajoute deux degrés de sur-pli dans le programme — enfonce davantage pour qu’après récupération élastique, la pièce se détende à 90°. Cette profondeur — et non l’angle affiché — est la véritable variable de contrôle.
Fixez cela, et l’angle devient un sous-produit.
Voici le cadre que j’attends d’un chef d’équipe :
La prévision repose alors sur la pénétration mesurée et la réponse documentée, et non sur la personne aux commandes.
Contrôlez la phase élastique, et le résultat plastique suivra — à chaque fois.
C’est la perspective que je veux que vous adoptiez : la précision ne consiste pas à pousser plus fort ni à acheter un logiciel plus intelligent. Il s’agit de traiter la récupération élastique comme la variable principale et de concevoir les habitudes de votre atelier autour d’elle.
Une fois que vous voyez le pliage comme la gestion d’une mémoire élastique plutôt que la recherche de la force, vous cessez de demander : “ La machine peut-elle y arriver ? ”
Vous commencez à demander : “ Avons-nous défini le comportement du matériau avec suffisamment de précision pour qu’elle ne puisse pas rater ? ”


















