

Я наблюдал, как пресс весом 200 тонн промахнулся на два градуса при гибе под 90° на стали HSLA толщиной 3/16 дюйма. Совершенно новый станок. CNC-коронка. Лазерная проверка угла. На экране — 90,0°. На детали — 92°.
Оператор обвинил усилие. Начальник смены обвинил программу. А сталь просто стояла, сохраняя свою форму, как упрямый ученик, который тебя услышал — и решил ответить.
Именно этот зазор между экраном и сталью — там и живёт точность. А чтобы его закрыть, нужно не просто больше усилия; требуются системы гибки с ЧПУ, рассчитанные на повторяемость, компенсацию и интеграцию в реальные производственные процессы. Такие решения, как гибочные системы на базе ЧПУ 100% от CN-HAWE, представленные на их странице решений для прессов-гибов, созданы для высокоточных применений в листовой металлообработке, где упругие свойства, автоматизация и стабильность угла должны совпадать при каждом ходе.
Пресс на 200 тонн не знает, вставил ты сталь A36 с пределом текучести 50 ksi или HSLA с 70 ksi. Он знает только усилие и положение. Предел текучести — это то напряжение, при котором сталь перестаёт вести себя упруго и начинает деформироваться необратимо, — не то, что шток может «почувствовать». Это то, что нужно рассчитать.
Я видел, как цеха покупают более мощные станки, чтобы “решить” проблему нестабильности угла. Больше силы. Быстрее серводвигатели. Более точная повторяемость заднего упора. И всё равно они весь день гоняются за корректировками в полградуса. Потому что станок может повторять положение с точностью до тысячных долей, но он не может устранить пружинение. Он не может нормализовать остаточные напряжения рядом со сварным швом, который ты не отпустил. Он не может исправить неправильный выбор матрицы, сделанный ещё до того, как шток тронулся.
Большое усилие гнёт деталь. Но оно не гарантирует, какой угол останется после того, как металл отпружинит назад.
Так что, если контроллер показывает 90°, а деталь — 92°, что же на самом деле произошло?
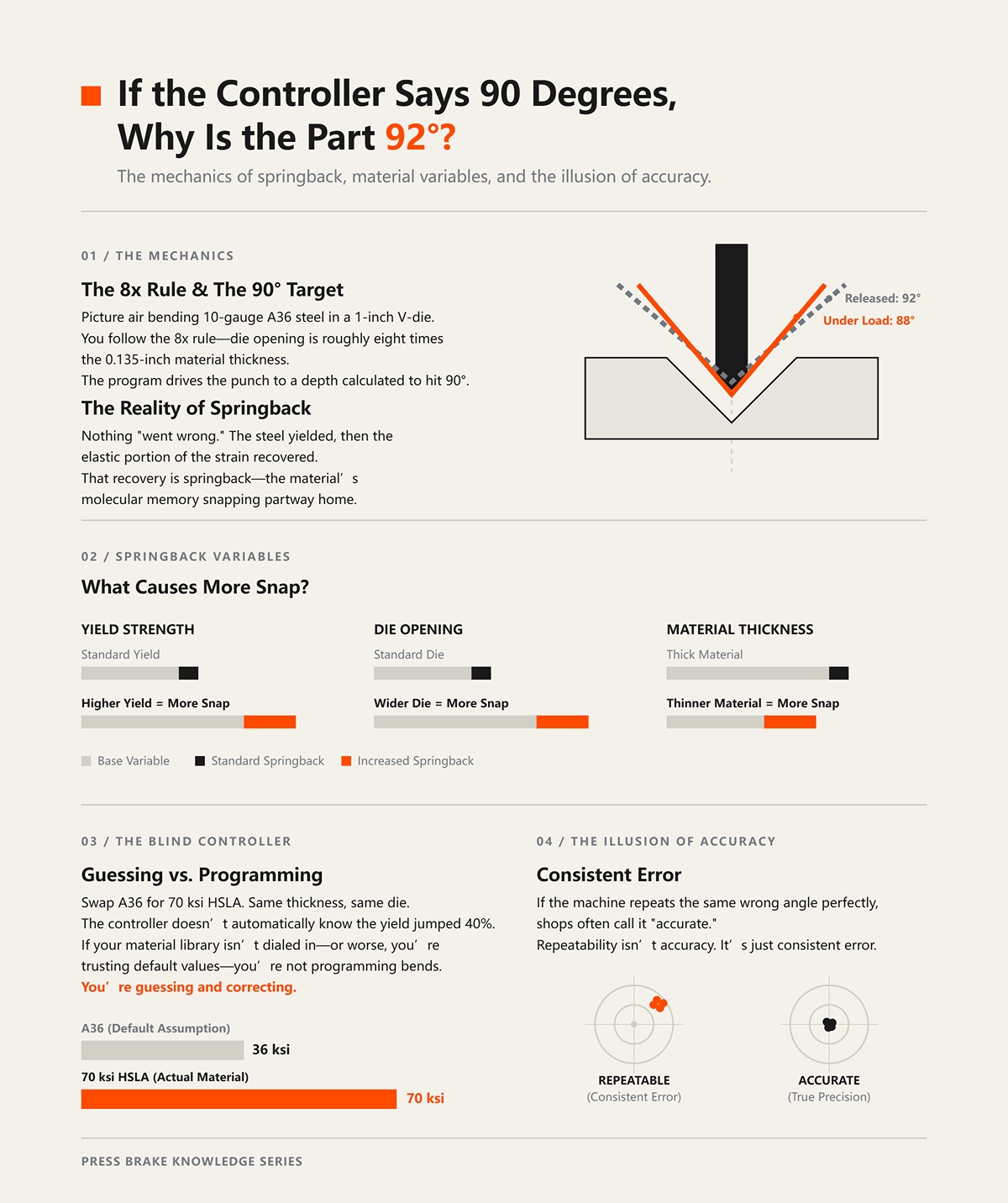
Представь гибку на воздухе стали A36 толщиной 10-gauge в V-матрице шириной 1 дюйм. Ты следуешь правилу 8x — ширина матрицы примерно в восемь раз больше толщины материала — значит, около одного дюйма подходит для листа толщиной 0,135 дюйма. Программа опускает пуансон на глубину, рассчитанную под угол 90°.
Под нагрузкой получается 88°. Снимаешь давление — деталь расслабляется до 92°.
Ничего “неполадочного” не произошло. Сталь протекла, затем упругая часть деформации восстановилась. Это восстановление — пружинение, молекулярная память материала, щёлкающая частично обратно. Более высокий предел текучести? Больше пружинения. Более широкая матрица? Больше пружинения. Тоньше материал? Больше пружинения.
Теперь замени A36 на HSLA с пределом текучести 70 ksi, ту же толщину, ту же матрицу. Контроллер не знает автоматически, что предел текучести вырос на 40%. Если твоя библиотека материалов не откалибрована — или, что ещё хуже, ты полагаешься на значения по умолчанию — ты не программируешь гибы. Ты угадываешь и корректируешь.
И вот тут цеха сами себя обманывают: если станок идеально повторяет неправильный угол, они называют это “точностью”. Повторяемость — это не точность. Это просто стабильная ошибка.
Так что ещё влияет на результат до того, как шток коснётся стали?
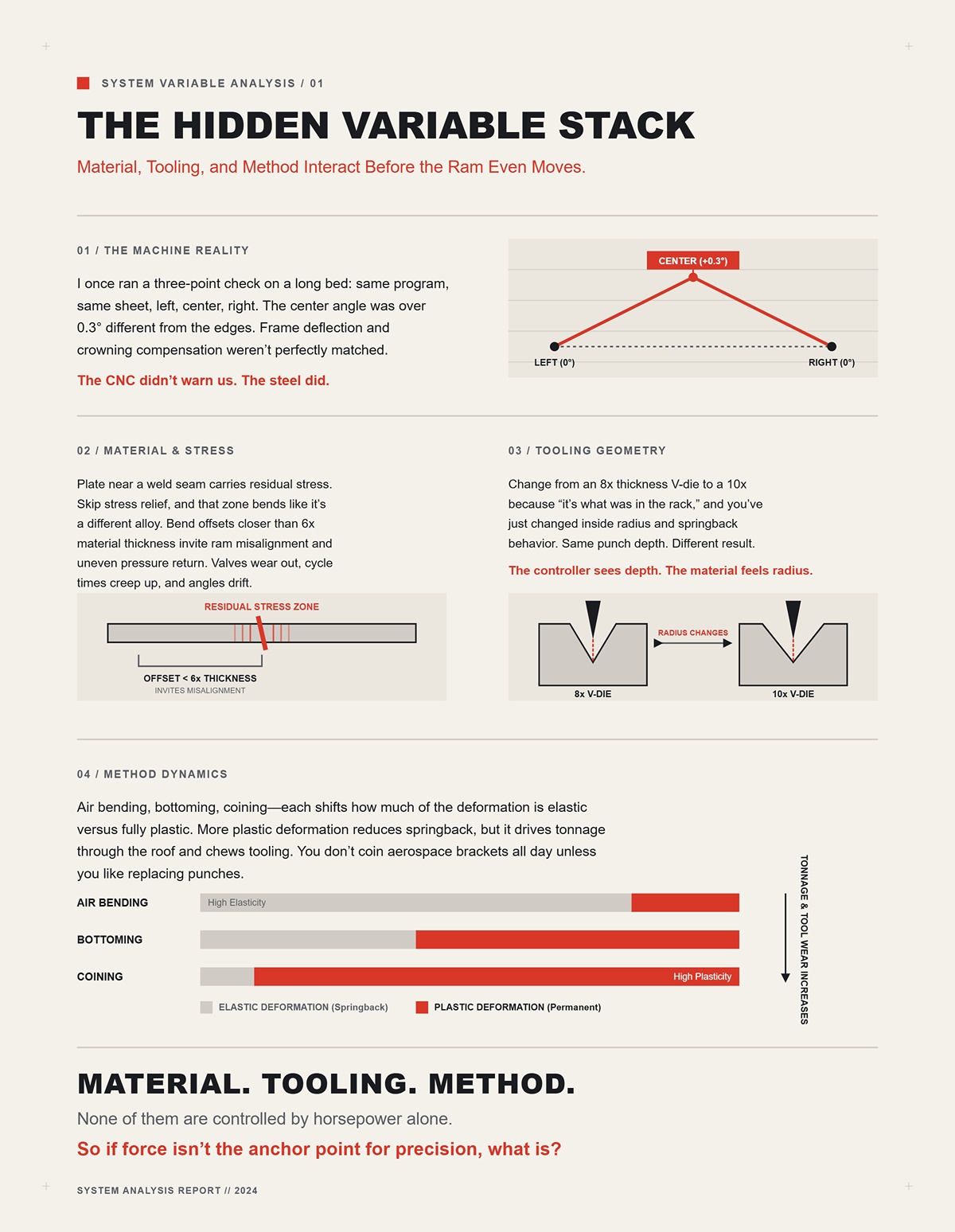
Однажды я сделал тройную проверку на длинной балке: та же программа, тот же лист, левый край, центр, правый край. В центре угол отличался более чем на 0,3° от краёв. Прогиб рамы и компенсация коронки не совпали идеально. ЧПУ не предупредило нас. Сталь — предупредила.
Теперь добавь реальные производственные условия. Лист вблизи сварного шва содержит остаточные напряжения. Пропусти отпуск, и эта зона гнётся так, будто это другой сплав. Расположи гибы ближе, чем на шесть толщин материала, — и ты получишь перекос штока и неравномерное распределение давления. Это не теория — так изнашиваются клапаны, а время цикла медленно растёт, пока углы уплывают.
Геометрия инструмента имеет не меньшее значение. Перейдите с V-матрицы с коэффициентом 8× толщины на 10×, потому что “она просто была на стойке” — и вы уже изменили внутренний радиус и поведение при обратном пружинении. Та же глубина штампа. Разный результат. Контроллер видит только глубину. Материал чувствует радиус.
Метод связывает всё вместе. Воздушная гибка, осадка, чеканка — каждая из них изменяет соотношение между упругой и полностью пластической деформацией. Больше пластической деформации — меньше обратного пружинения, но растёт требуемое усилие, и инструмент быстрее изнашивается. Никто не чеканит аэрокосмические кронштейны весь день, если только не любит менять пуансоны.
Материал. Инструмент. Метод. Ни один из них не определяется только мощностью.
Так если усилие не является опорной точкой для точности, то что ею является?
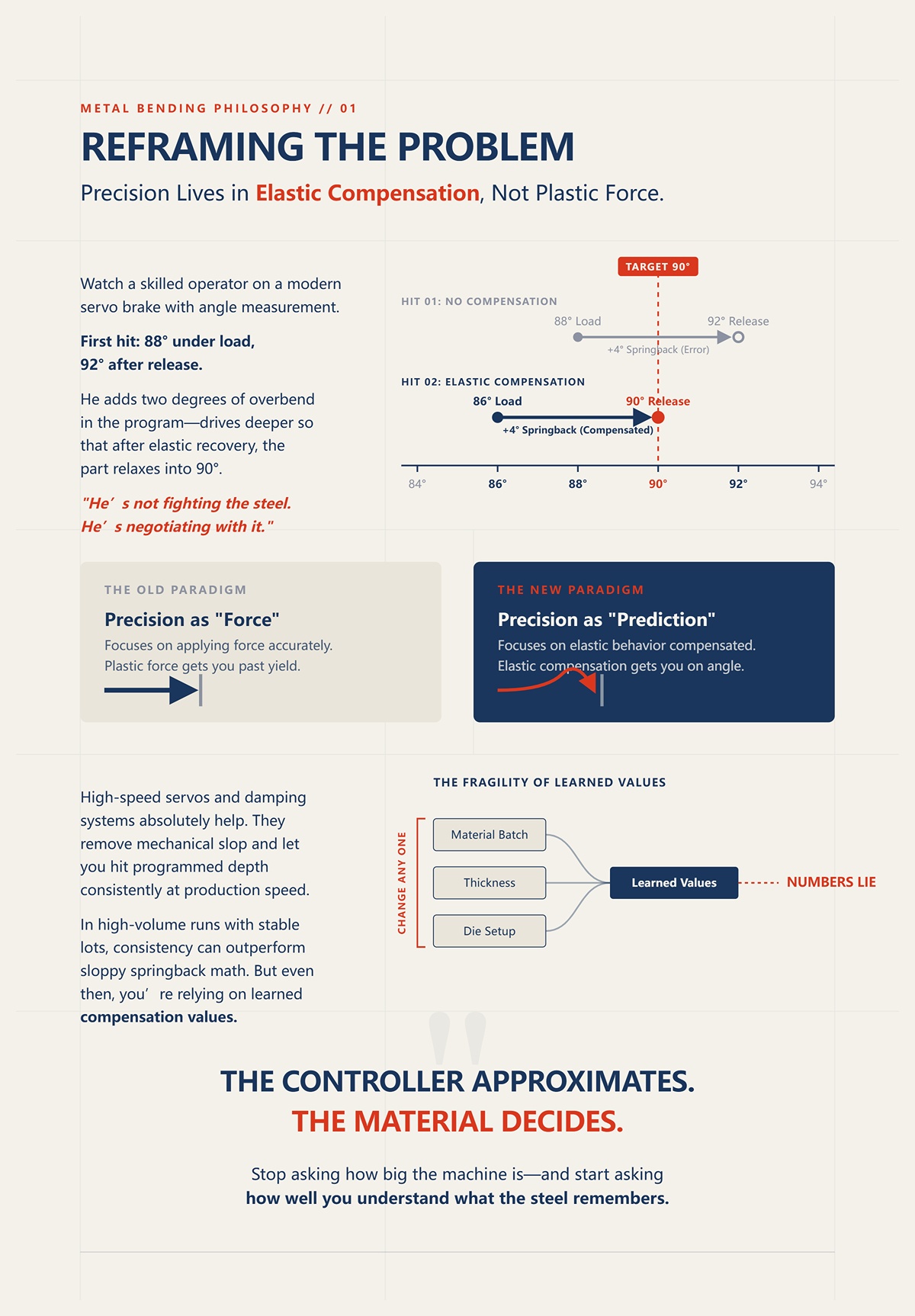
Посмотрите на опытного оператора у современного сервопрессового тормоза с измерением угла. Первый удар: 88° под нагрузкой, 92° после отпускания. Он не добавляет усилие. Он добавляет две градуса перегиба в программе — опускает глубже, чтобы после упругого восстановления деталь «отпустилась» до 90°.
Он не борется со сталью. Он ведёт с ней переговоры.
Вот сдвиг, который я хочу, чтобы вы сделали: перестаньте рассматривать точность как “точно приложенное усилие” и начните видеть её как “предсказанное и компенсированное упругое поведение”. Пластическое усилие помогает пройти предел текучести. Упругая компенсация удерживает вас на нужном угле.
Высокоскоростные серводвигатели и демпфирующие системы действительно помогают. Они устраняют механические зазоры и позволяют стабильно достигать заданной глубины на производственных скоростях. В больших сериях со стабильными партиями материала такая стабильность может превзойти грубые расчёты обратного пружинения. Но даже тогда вы полагаетесь на эмпирические значения компенсации, привязанные к конкретной партии материала, толщине и настройке штампа. Измените любой из этих параметров — и старые цифры обманут.
Контроллер делает приближение. Материал принимает решение.
И в тот момент, когда вы принимаете это, вы перестаёте спрашивать, насколько большая машина, — и начинаете спрашивать, насколько хорошо вы понимаете то, что помнит сталь.
Прошлой зимой мы гнули 17-4PH толщиной 0,125 дюйма на совершенно новом оборудовании. Программа указала 90°. Первый удар раскрылся до 94° после отпускания. Та же матрица, что и всю неделю на нержавейке 304. Та же глубина. Разный результат. Единственное, что изменилось — это предел текучести, заложенный в этом листе.
Хотите попасть в угол с первого раза? Тогда перестаньте считать предел текучести фиксированной цифрой в библиотеке материалов и начните рассматривать его как стража упругой памяти. Обратное пружинение — не загадка, это возврат упругих деформаций после преодоления предела текучести. Чем выше предел текучести по сравнению с фактически достигшейся пластической деформацией, тем сильнее материал «отстреливает» обратно. Это не философия, это математика диаграммы напряжение–деформация.
Большинство контроллеров хранят предел прочности, потому что он крупно напечатан в сертификате. Но предел прочности — это пик перед разрушением. Обратное пружинение определяется гораздо раньше — в момент, когда вы проходите через предел текучести и насколько далеко уходите за него. Если вы программируете компенсацию по неправильной части кривой, вы ведёте переговоры с призраком.
Так какое число в сертификате прокатки на самом деле сопротивляется вашему пуансону?
Возьмите мягкую сталь A36. Предел текучести около 36 ksi, предел прочности около 58–70 ksi. Разрыв большой. У вас есть запас пластической деформации до начала образования шейки. При воздушной гибке в матрице 8× вы далеко проходите предел текучести во внешних волокнах. Много пластической деформации. Обратное пружинение незначительно, поскольку пластическая зона доминирует над упругим ядром.
Теперь сравните с высокопрочными сплавами, у которых отношение предела текучести к пределу прочности приближается к 0,9. Я видел сертификаты, где предел текучести 80 ksi почти догоняет предел прочности 88 ksi. Это означает, что материал начинает течь и почти сразу подходит к своему пределу. Меньше пластического запаса между “постоянной деформацией” и “разрушением”. Вы гнёте ближе к краю. Упругая составляющая занимает большую долю общей деформации. Больше «щёлчка» при отпускании.
Вот почему 17-4PH — с пределом текучести порядка 950–1050 МПа и пределом прочности чуть выше 1100 МПа — ведёт себя как дисциплинированный, но беспощадный ученик. Он течёт только при высоких напряжениях, жёсткий и не даёт много послетекучего растяжения. Прекрасно для точных деталей в эксплуатации. Сложно на пресс-тормозе. Если вы программируете его как 304, потому что пределы прочности выглядят похожими на бумаге, вы будете недокомпенсировать и подбирать углы всю смену.
А вот где цеха сами себя обманывают: если машина идеально повторяет один и тот же ошибочный угол, они называют это “точностью”. Контроллер выполнил свою работу. Вы просто подали ему неправильную карту поля боя.
Предел прочности при растяжении показывает, как материал разрушается. Предел текучести — как он пружинит обратно. Какой из них важен при 88° под нагрузкой?
Я как-то вырезал два кронштейна из одного и того же листа 4×8 толщиной 0,187 дюйма из 5052. Одинаковая раскладка, одинаковая толщина, одна программа. Один гнулся поперёк волокна. Другой — вдоль. Первый расслабился до 90,2°. Второй раскрылся до 91,1°. Допуск заказчика был ±0,5°. Один прошёл. Второй — нет.
Прокатный лист не является изотропным — это просто аккуратное слово для “он не ведёт себя одинаково во всех направлениях”. Во время прокатки зёрна удлиняются вдоль направления прокатки. Гните поперёк волокна — и вы заставляете эти удлинённые структуры растягиваться иначе, чем при изгибе вдоль волокна. Эффективный предел текучести слегка смещается в зависимости от направления. Не сильно. Но достаточно, чтобы это имело значение, если вы добиваетесь десятой доли градуса на авиационных кронштейнах.
На тонком металле в широких V-образных штампах — скажем, лист 16-го калибра в штампе шириной 1 дюйм — зона пластической деформации уже мала. Небольшие направленные изменения в поведении текучести проявляются как измеримые различия в упругом возврате. Если ваш специалист по раскройке поворачивает детали ради лучшей раскладки и не отмечает направление изгиба, ваша таблица компенсаций остаётся без подсказок.
Сталь помнит, как её прокатывали, задолго до того, как она запомнит, как вы её гнули.
Итак, если предел текучести меняется в зависимости от сплава и направления, что будет, если он изменится в пределах одной и той же плавки?
Мы гнули партию из стали HSLA толщиной 10-го калибра: первый поддон идеально изгибался при переизгибе +1,5°. Второй — тот же сплав, тот же поставщик — потребовал +2,2°, чтобы установить угол 90°. Сертификаты в норме. Толщина по микрометру та же. Что изменилось? Вероятно, микроварьирования химии и скорости охлаждения слегка подняли предел текучести на несколько ksi и снизили пластичность.
Внешне вы этого не увидите. Но почувствуете, когда деталь раскроется ещё на полградуса.
Пластичность — способность материала пластически деформироваться до разрушения — определяет, какая часть изгибного напряжения становится постоянной, а какая — упругой. Низкая пластичность означает, что предел прочности достигается быстро после текучести. Пластическая зона сужается. Доля упругого восстановления растёт. Поэтому стали с высоким содержанием углерода, у которых предел прочности лишь немного выше предела текучести, могут треснуть, а не эластично вернуться. В таких случаях проблема не в «слишком большой памяти», а в отсутствии «прощения».
Теперь посмотрим наоборот. Чрезвычайно пластичные металлы могут локализовать деформацию — сужение (шейка) в тестах на растяжение ясно это показывает. При изгибе, если напряжение распределяется неодинаково по толщине из-за радиуса инструмента или состояния поверхности, предполагаемое равномерное поведение текучести перестаёт работать. В модели одно, в реальности — другое.
И как же это программировать?
Не доверяйте каталожному числу. Гните испытательный образец из фактической партии, в фактическом штампе, при фактической толщине. Измеряйте под нагрузкой, если возможно. Запишите реальный требуемый переизгиб. Стройте компенсацию, исходя из наблюдаемого поведения текучести, а не паспортной прочности на растяжение. Затем зафиксируйте направление волокна и выбор штампа по правилу 8× толщины, чтобы не накладывать новые переменные на подвижную цель.
Контроллер может лишь приблизиться. Решает сталь.
И когда вы принимаете, что предел текучести — подвижная цель, меняющаяся со сплавом, направлением и пластичностью, вы готовы задать более точный вопрос: как сам метод гибки влияет на то, сколько упругой памяти сохраняется после удара?
У меня на верстаке образец из 5052 толщиной 0,125 дюйма, согнутый в V-штампе шириной 1 дюйм — ровно по правилу 8× толщины. Под нагрузкой показывает 88°. Пуансон поднимается. Угол расслабляется до 92,4°. Более 4° упругого возврата — и это не опечатка. Я видел партии алюминия, которые давали свыше 5°, когда внутренний радиус увеличивался.
Вот что на самом деле происходит при гибке на воздухе.
Лист касается инструмента только в трёх точках: вершина пуансона и два плеча матрицы. Угол создаётся глубиной проникновения, а не тем, что материал заставляют принять форму фиксированной полости. Это значит, что большая часть толщины находится в смешанном состоянии — внешние волокна прошли предел текучести, внутренняя сердцевина остаётся упругой. Когда давление снимают, эта упругая сердцевина разгружается и немного распрямляет изгиб. Насколько сильно? Ровно настолько, насколько позволяет поведение текучести данной конкретной партии.
Гибка на воздухе — это переговоры с упругостью.
Не меняя ничего, кроме материала — с A36 на HSLA 70 ksi, в той же матрице 8x — вы сразу замечаете, что нужный «перегиб» увеличивается. Геометрия не изменилась. Усилие почти не изменилось. Изменилась текучесть. Это ваш множитель. Для мягкой стали требуется перегиб 1–2°. Для высокопрочного материала 3° — не редкость. Для некоторых алюминиев ещё больше.
Вот где цеха обманывают сами себя: если станок идеально повторяет один и тот же неправильный угол, это называют “точностью”. ЧПУ знает только глубину и углы, вычисленные исходя из предполагаемой текучести. Оно не чувствует, что этот поддон на 6 ksi прочнее предыдущего. Если относиться к гибке на воздухе как к процессу «нажатия кнопки», вы будете «ловить» углы всю смену, потому что трёхточечный контакт оставляет внутри изгиба большую живую упругую сердцевину.
Так что же произойдёт, если намеренно уменьшить эту упругую сердцевину?
Тот же материал. Та же толщина. Но теперь вместо того, чтобы остановиться в верхней части V-образной матрицы, вы продвигаете пуансон глубже, чтобы деталь почти полностью соприкасалась с гранями матрицы. Это не чеканка — это осадка. Угол пуансона немного острее угла матрицы, поэтому материал принудительно приближается к заданной геометрии.
Под нагрузкой металл больше не «плавает» между тремя точками. Он прижат вдоль стенок матрицы. Больше сечения проходит через предел текучести, потому что вы пластически деформируете его, подгоняя под угол матрицы, а не просто изгибая на воздухе.
Упругий возврат уменьшается. Не до нуля. Но уменьшается.
Если при гибке на воздухе стали толщиной 0,125 дюйма требовался перегиб 2°, то при осадке он может сократиться меньше чем до 1°. Множитель уменьшается, потому что упругая часть толщины уменьшается. Вы подавляете большую часть «молекулярной памяти».
Но не обманывайте себя — осадка не избавлена от упругого возврата. Пуансон и матрица всё же не сжимают материал по всей толщине, как при ковке. В сердцевине всё ещё хранится упругая деформация. Поэтому в осадочных установках часто используют инструмент, заточенный на 1–2° острее. Они механически компенсируют, зная, что часть восстановления всё равно произойдёт.
И вот момент, который раздражает сторонников теории, что “всё зависит от качества станка”: осадка может заставить старый, не очень жёсткий пресс выглядеть лучше, чем он есть на самом деле. Заставляя материал принять угол матрицы, вы снижаете зависимость от точности глубины. Вы заменяете интеллект мощностью и площадью контакта.
Это работает — до определённого предела.
Вы расплачиваетесь более высоким давлением формовки, увеличенным износом инструмента, заметными следами матрицы на декоративных деталях и повышенной нагрузкой на раму станка. Я видел цеха, которые целыми днями выполняли осадку нержавейки толщиной 10 gauge, а потом удивлялись, почему за год у них нарушается параллельность ползуна. Сталь не забывает. И ваш пресс — тоже.
Так что, если осадка уменьшает упругий возврат за счёт большего выхода за предел текучести, что произойдёт, если зайти ещё дальше?
Теперь это уже не переговоры. Это раздавливание.
При чеканке пуансон вдавливается в материал с таким давлением, что вся зона изгиба деформируется пластически по всей толщине. Усилие может возрасти в пять–десять раз по сравнению с гибкой на воздухе. Вы формируете не просто угол — вы его запечатываете. Внутренний радиус становится радиусом пуансона, потому что материал полностью течёт в зоне контакта.
Упругой памяти больше негде прятаться.
Пружинение становится почти незначительным, потому что эластичное ядро фактически устранено в зоне изгиба. Материал не может “расслабиться” обратно до более широкого угла; он уже был вытолкнут за пределы текучести по большей части своей толщины на данном радиусе.
Вот почему чеканка применяется в высокоточных авиационных кронштейнах, где допуск ±0,25° действительно имеет значение, а объемы оправдывают нагрузку. В программе добавляют два градуса переизгиба — пуансон опускается глубже, чтобы после упругого восстановления деталь расслабилась до 90° — при гибке на воздухе. При чеканке эта компенсация почти исчезает, потому что геометрия механически зафиксирована.
Но такую точность нельзя получить бесплатно.
Требуемая тоннажность может приблизиться к пределам машины. Инструмент испытывает экстремальные контактные напряжения. Качество поверхности может ухудшаться. Интервалы обслуживания сокращаются. Если вы чеканите детали, которые могли быть согнуты на воздухе с умной компенсацией и правильным выбором матрицы 8×, вы меняете инженерное мышление на грубую силу — и изнашиваете актив стоимостью полмиллиона долларов.
Чеканка имеет смысл, когда стоимость отклонения угла превышает стоимость нагрузки и износа. Это стратегическое решение, а не проявление силы.
Теперь вы увидели весь спектр: гибка на воздухе оставляет большое эластичное ядро, осаживание его уменьшает, чеканка почти устраняет. Один и тот же материал. Одинаковое поведение при текучести. Разное количество молекулярной памяти, оставленной для выживания.
Если метод определяет, сколько памяти сохраняется, то следующий рычаг — это не сила.
Это геометрия.
Возьмите лист 5052 толщиной 0,125 дюйма, положите его в V-матрицу с отверстием 1 дюйм и согните на воздухе до 90°. Вы, вероятно, увидите пружинение на 3–4°. Замените только матрицу на отверстие 0,75 дюйма и выполните ту же программу по глубине. Угол изменится. Тоннаж изменится. Пружинение изменится. Та же машина. Тот же оператор. Тот же материал.
Так что же изменилось?
Интерфейс. Матрица V и пуансон — это место, где сила превращается в распределение деформации по толщине. При гибке на воздухе это распределение определяется тремя точками: вершиной пуансона и плечами матрицы. Измените ширину V — и вы измените радиус изгиба, который формируется естественным образом. Измените радиус — и вы измените, какая часть поперечного сечения переходит в пластическое состояние, а какая остается упругой в ядре. Это упругое ядро и есть та самая “память”, о которой мы говорили.
Геометрия инструмента не просто формирует деталь. Она определяет, сколько ученик запомнит урок.
И если вы думаете, что ЧПУ сможет компенсировать неправильный выбор матрицы, вы снова становитесь оператором кнопок с дорогими игрушками.
Я видел, как новичок берет матрицу 1 дюйм для стали толщиной 0,125 дюйма, потому что “мы всегда так делаем”. Он был не неправ. Он просто не знал, почему.
Правило 8× гласит, что отверстие V-матрицы должно быть примерно в восемь раз больше толщины материала для низкоуглеродистой стали при гибке на воздухе. Для 0,125 дюйма это 1,000 дюйм. Это не фольклор. Это геометрия и контроль деформации. При соотношении примерно 8× радиус внутреннего изгиба, который формируется естественным образом, составляет около 0,16 × ширины отверстия V. Таким образом, матрица 1 дюйм дает примерно 0,160 дюйма внутреннего радиуса. Этот радиус создает предсказуемый градиент деформации: пластическая у внутренней поверхности, упругая ближе к нейтральной оси, управляемое пружинение для обычных пределов текучести.
Теперь измените материал на HSLA с пределом текучести 70 ksi при той же толщине. Предел текучести выше. Это значит, что для того же радиуса меньшая часть толщины становится пластической, прежде чем напряжение упадет ниже текучести. Ваше упругое ядро растет. Пружинение увеличивается.
Вот где цеха сами себя вводят в заблуждение. Они сохраняют матрицу 8×, потому что “толщина ведь не изменилась”, а потом весь смену гоняются за углами с корректировками глубины.
Правило 8× было создано на основании поведения низкоуглеродистой стали. Это отправная точка, а не догма.
Для материалов с более высоким пределом текучести уменьшение раскрытия матрицы — например, переход от 8× к 6× — снижает естественный внутренний радиус. Меньший радиус увеличивает поверхностное растяжение. Большая часть толщины переходит в пластическую область. Эластическое ядро уменьшается. Возврат (springback) снижается. Но усилие растёт быстро, а поверхностное растяжение приближается к пределу разрушения. В алюминии, особенно поперёк волокон, можно легко «заработать» трещину, пытаясь удержать стабильность угла.
Таким образом, настоящий вопрос — не “Какова толщина?” А “С каким пределом текучести я работаю, и насколько глубоко пластическая деформация должна проникать через толщину?”
Полностью проигнорируйте правило 8× — и, обещаю, сталь обучит вас суровым способом. Следуйте ему слепо — и результат будет тем же.
Что приводит нас к тому, что большинство людей никогда не рассчитывает.
Возьмите тот же лист толщиной 0,125 дюйма в матрице шириной 1,000 дюйм. Теперь уменьшите матрицу до 0,900 дюйма. Это уменьшение раскрытия на 10%.
Усилие при воздушной гибке обратно пропорционально ширине матрицы. Грубо говоря, T ∝ 1/V. Уменьшите V на 10%, и усилие не снизится — оно вырастет примерно на 11%. Это чистая математика.
Но это ещё не вся история.
Поскольку меньшая матрица также уменьшает формируемый внутренний радиус. Меньший радиус означает большее растяжение на внутренней поверхности. Большее растяжение означает, что вы глубже входите в пластическую деформацию. Чтобы достичь того же угла, особенно в материалах с более высоким пределом текучести, часто приходится продавливать глубже, чем предсказывает простое уравнение 1/V. Реальные скачки усилия могут ощущаться как 20–40% в зависимости от материала и целевого угла.
Я видел, как в одном цехе заменили матрицу с ширины 1 дюйм на 0,875 дюйма при гибке листа A36 толщиной 10 gauge, чтобы “подтянуть угол”. Датчик нагрузки на пресс-гибе перешёл от комфортных значений к значениям, близким к номинальной мощности машины. Тот же чертёж детали. Та же толщина. Другая геометрия. Машина не стала слабее — матрица стала уже.
Теперь добавим метод. Осадка (bottoming) уже требует примерно 1,5× усилия воздушной гибки. Штамповка (coining) может требовать 5×. Если вы одновременно сжимаете матрицу и усложняете метод, можно накопить множители до такой степени, что начнёте нагружать инструмент, штифты и раму. А если партия материала выйдет с высоким пределом текучести — аккуратные значения в вашей таблице исчезнут.
Вот так новая машина оказывается обвинённой в “нестабильности угла”, тогда как истинная причина — выбор матрицы, изменившей распределение силы и деформации за пределы допустимого технологического окна.
И сила — это только половина взаимодействия.
Однажды я видел кронштейн, заданный с почти нулевым внутренним радиусом при толщине 0,090 дюйма из нержавеющей стали 304. Программист выбрал острый пуансон, чтобы “зафиксировать” угол и бороться с возвратом. Первые десять деталей выглядели отлично. Одиннадцатая показала микротрещину на внутреннем изгибе.
Почему?
Острая вершина пуансона концентрирует деформацию на внутренней поверхности. Растяжение при гибке примерно равно толщине, делённой на удвоенный внутренний радиус. Уменьшите радиус — и поверхностное растяжение резко возрастает. В прочных или малопластичных материалах вы можете превысить предел удлинения ещё до того, как остальная часть толщины войдёт в текучее состояние. Возникает трещина раньше, чем наступает стабильность.
С другой стороны, если радиус пуансона слишком большой — классический радиусный изгиб — вы настолько уменьшаете поверхностное растяжение, что сохраняется толстое эластическое ядро. Возврат (springback) становится непредсказуемым. В изделиях с несколькими гибами без компенсационных отбортовок 2° на каждом изгибе могут накопиться в 8° на четырёх гибах. Геометрия, “безопасная” при одном ударе, превращается в катастрофу по допускам при последовательной гибке.
Так что же делать?
Подбирайте радиус пуансона под пластичность материала и целевой внутренний радиус, а не под показную идею, что “острый — значит точный”. При воздушной гибке радиус пуансона должен быть равен или меньше естественного радиуса, формируемого выбранной V-матрицей. Это сохраняет стабильные условия контакта без экстремальных деформаций. Если нужен более узкий внутренний радиус, чем формируется естественно, не стоит просто ставить «бритвенный» пуансон — нужно пересмотреть ширину матрицы, метод, или даже перейти к контролируемой осадке с компенсированным углом пуансона.
Я видел случай с возвратом на 7°, решённый не путём увеличения усилия или сужения матрицы, а применением пуансона на 83° с точной осадкой, чтобы поток пластической деформации совпал с целевой геометрией. Компенсацию обеспечила геометрия, а не грубое усилие.
Пуансон определяет пролет. Пуансон задает концентрацию деформации. Вместе они решают, какая часть толщины подвергается текучести, а какая сохраняет память.
И как только вы начинаете увеличивать усилие и сужать допуски, чтобы контролировать эту память, вы уже ведёте переговоры не только с материалом — вы нагружаете саму конструкцию машины, что подводит нас к тому, что происходит, когда слабым звеном становится рама, а не штамп.
Гибка длиной 12 футов из 5052 толщиной 0,125 дюйма, при воздушной гибке в V-матрице 1 дюйм на прессе мощностью 175 тонн. В центре — 90°. Последние 6 дюймов с обоих концов — 92°. Та же программа. Тот же пуансон. Тот же оператор.
Это не блуждание упругого восстановления. Это прогиб машины под нагрузкой.
Когда вы увеличиваете усилие — узкая матрица, высокая прочность материала, более глубокое проникновение, чтобы обуздать упругую сердцевину — вы уже работаете не только с листом. Вы нагружаете ползун и стол как балку на изгиб. Стальная рама, закрепленная на концах, нагрузка посередине. Основная механика: балки прогибаются сильнее всего в центре. Если машина прогибается вниз в середине, пуансон проникает относительно матрицы меньше в центре, чем на концах. Меньше проникновение — более открытый угол.
Так почему же центр получился туже в этом примере?
Потому что в цеху была настроена механическая компенсация прогиба с предыдущей работы — с избыточной поправкой для более лёгкого материала. Стол был заранее изогнут вверх. При более высокой нагрузке прогиб рамы и предварительный изгиб не совпали. Кривая деформации сместилась, но коррекция осталась прежней. Результат был не случайным. Он был предсказуем.
И вот здесь цеха сами себя обманывают: если машина идеально повторяет один и тот же неправильный угол, это называют “точностью”.”
Повторяемость — это не геометрия. Это просто стабильная ошибка.
Если следующий шаг — это прямое общение с командой, Свяжитесь с нами логично вписывается сюда.
Если геометрия оснастки управляет распределением деформации по толщине, прогиб рамы определяет, насколько равномерно эта деформация распределяется вдоль длины. Пропустите один из этих факторов — и ваша «договоренность» с памятью материала рушится ещё до того, как вы начнёте говорить о упругом восстановлении.
Представьте простую модель. Двенадцать футов между боковыми рамами. Ползун давит вниз усилием 120 тонн, распределённым вдоль линии гиба. Рассмотрим это как нагрузку на балку: прогиб в центре растёт пропорционально кубу длины и напрямую с нагрузкой. Удвоите усилие — прогиб удвоится. Увеличите длину гиба — прогиб растёт стремительно.
Теперь добавим реальность материала.
Увеличение предела прочности на 10% требует примерно на 10% больше усилия для достижения того же угла. Если толщина увеличится на 10%, тоннаж может подскочить почти на 20%, поскольку усилие при гибке масштабируется с квадратом толщины. Это дополнительное усилие меняет не только глубину проникновения — оно меняет форму рамы под нагрузкой.
Если ваша система компенсации прогиба была настроена на более лёгкий материал, новая нагрузка создаёт другую кривую деформации. Центр раскрывается, а концы остаются тугими — или наоборот, в зависимости от того, как вы предварительно выгнули стол.
Я видел, как 70 ksi HSLA заменяли на A36 по тому же чертежу. Та же матрица 8×. Та же программированная глубина. Оператор добавил две градуса перегиба в программе — опускает пуансон глубже, чтобы после упругого восстановления деталь расслабилась до 90°. Концы вышли нормально. Центр оставался открытым на 1,5° по десяти футам. Он продолжал увеличивать глубину. Всё, что он делал — повышал общую нагрузку и усиливал несоответствие прогибов.
Материал не капризничал. Капризничала рама.
Компенсация прогиба — это не исправление плохого программирования. Это согласование упругой кривой машины с кривой нагрузки ещё до того, как вы начнёте бороться с упругим восстановлением.
Так какая система действительно отслеживает эту движущуюся цель?
Я работал с обеими.
Механическое клиновое коронирование честное, но статичное. Вы выставляете предварительное натяжение — по сути, заставляете стол принять лёгкий выгиб вверх перед ударом. При “ожидаемом” тоннаже стол выпрямляется. Это работает прекрасно, если ваши расчёты верны.
Но предположения рушатся, когда меняется партия материала.
Прыжок прочности на 10% означает +10% силы. А это значит +10% прогиба. Механические клинья этого не замечают. Они не могут подстроиться под нагрузку. Если центр выходит открытым, вы останавливаетесь, подкладываете прокладки, перенастраиваете — и начинаете снова. Производство этого ненавидит.
Гидравлические системы коронирования нагнетают масло в зоны вдоль стола, создавая компенсацию. Лучшие из них позволяют регулировку прямо во время цикла. По мере роста тоннажа давление в коронирующих цилиндрах можно подстроить под фактическую, а не предполагаемую нагрузку. Стол остаётся ближе к плоскому контакту с листом при увеличении усилия.
Это важно, потому что усилие при «воздушном» гибе не постоянно на всём ходе. Оно скачкообразно растёт по мере закрытия угла. Статический клин соответствует только одной точке этой кривой. А реагирующая гидравлика может отслеживать её.
Но давайте сохранять здравомыслие.
Даже гидравлическое коронирование остаётся приближением. Большинство систем компенсируют по зонам, а не по непрерывным точкам. Износ уплотнений, температура масла, реакция клапанов — всё это меняет поведение со временем. Если кривая прогиба рамы и кривая компенсации системы не совпадают точка в точку, вы всё ещё работаете по приближению.
Вы всё ещё ведёте переговоры с «памятью» стали, используя машину, у которой есть своя.
И это подводит к ошибке, превращающей временный прогиб в постоянное повреждение.
Я пришёл в цех с новой машиной, которая “не могла удержать угол по всей длине 10 футов”. Центр всегда открыт. Концы всегда зажаты. Они начали выполнять осадку 10‑го калибра нержавейки в узкой матрице, чтобы убить упругий возврат — наложенные множители: более узкая V, более высокий предел текучести, метод осадки.
Они работали почти на номинальном тоннаже каждый цикл.
Со временем стол приобрёл постоянный выгиб вверх на концах и лёгкий прогиб посередине. Мы проверяли линейкой и щупами. Это было не драматично. Несколько тысячных дюйма. Этого достаточно.
Подумайте о математике деформации. При “воздушном” гибе разница в несколько тысячных глубины проникновения может изменить угол на градус и более — в зависимости от ширины матрицы. Если стол принимает постоянную форму — то, что мастера называют «каноэ» — вы можете крутить коронирование бесконечно и никогда не выровняете систему по-настоящему. Вы компенсируете повреждение, а не упругое поведение.
Рамы рассчитаны на упругий прогиб в пределах номинального тоннажа. Превышайте это многократно — и вы переходите от упругой к пластической деформации в самой машине. Теперь у машины тоже есть память.
И, в отличие от листа, вы не можете просто списать её и взять другую заготовку.
Если геометрия инструмента поднимает тонну, чтобы контролировать пружинение, а коронирование пытается нейтрализовать упругий прогиб, то настоящая дисциплина заключается в знании, где кончается упругость и начинается постоянное искажение.
Потому что, как только пресс‑тормоз «запомнит», как вы его перегрузили, каждый разговор с материалом начнётся с искажённой базы.
Вы хотите безопасное окно по тоннажу и правильную настройку бомбойда?
Вы добиваетесь этого с помощью пробных сгибов, а не предположений.
Номинальный тоннаж, указанный на раме, говорит, где машина переходит в состояние постоянных деформаций. Реальное же окно уже: диапазон, в котором рама остается упругой, стол остается прямым под нагрузкой, а материал деформируется ровно настолько, чтобы после упругого возврата уложиться в допуск. Это окно смещается, когда меняется предел текучести, когда направление волокон переворачивается, когда кто-то заменяет A36 на 70 ksi и забывает вам сказать.
Сталь помнит.
Если вы не измеряете, как эта партия ведет себя в этой оснастке на этой машине, вы ведете переговоры вслепую с двумя памятьями одновременно — памятью листа и памятью пресса. Поэтому стратегия — не “добавь два градуса и надейся”. Это контролируемые пробы: короткие детали, измеренное проникновение, проверенные углы, тоннаж отслеживается, как ястреб добычу. Вы картируете упругую границу, прежде чем прогоните через нее производство.
Вот в чем разница между работой на пресс-леге и управлением процессом формовки.
Я не начинаю с полной 10-футовой детали.
Я вырезаю полоску шириной 3 дюйма из того же листа, с тем же направлением зерна, и гну в той же оснастке, в которой будем работать — 8× толщины материала для открытия V, если только нет документированной причины нарушить это правило. Если материал имеет толщину 0,125 дюйма, я использую V шириной 1 дюйм. Не потому что так сказано в книге, а потому что я видел, что случается, когда ребята сжимают матрицу, чтобы “бороться с упругим возвратом”, и тихо удваивают свой тоннаж.
Вот математика, которую кнопочные операторы пропускают: тоннаж при воздушном гибе растет пропорционально квадрату толщины и падает, когда увеличивается ширина матрицы. Сузьте эту V на 10–15 %, и сила растет быстро. Эта дополнительная сила не просто закрывает угол. Она сильнее изгибает раму. Теперь ваша настройка бомбойда неправильна еще до того, как вы взглянули на упругий возврат.
Итак, я гну тестовую полоску программно до 90°.
Затем измеряю, до чего она расслабляется.
Если угол открывается до 92°, я знаю, что мне нужно примерно 2° дополнительного изгиба в этой настройке. В программу добавляется два градуса — пресс идет глубже, чтобы после упругого восстановления деталь вернулась к 90°. Но я не останавливаюсь. Я смотрю график тоннажа во время удара. Если уже достигнуто 85–90 % номинальной мощности на короткой полоске, я понимаю, что при гибке по всей длине появится прогиб и, возможно, риск постоянной деформации, если бомбойд выставлен неправильно.
Пятнадцать минут. Три полоски. Поперек волокон и вдоль волокон, если чертеж допускает оба варианта.
Это лучше, чем четыре часа гоняться за углами на готовых деталях, пока производство стоит и винит сталь.
Вам нужны исходные точки, а не байки.
Мягкая сталь в правильной оснастке 8×? Один–два градуса упругого возврата для типичных толщин. Алюминий 5052-H32? Два–четыре, иногда больше, если гиб поперек волокон. Нержавейка 304 при воздушном гибе? Обычно три–пять. Высокопрочная низколегированная сталь с прочностью 70 ksi? Я видел семь градусов на чистой настройке.
Это не обещания. Это стартовые предложения.
Механизм прост: более высокая предел текучести означает более крупное упругое ядро по толщине при воздушной гибке. Больше упругого ядра — больше восстановления после снятия нагрузки. Вы можете «дожать» или «продавить» материал, чтобы разрушить эту упругую зону — да, но продавливание может потребовать в пять-десять раз больше тоннажа, чем воздушная гибка. На стандартном листогибе так превращают упруго деформированную раму в постоянное «каноэ».
И как только стол “установится” (примет форму), ваше «решение» становится новой проблемой.
Поэтому я отношусь к этим диапазонам углов как к ограждениям-направляющим. Если моя тестовая полоска из 0,125-дюймового 304 открывается на четыре градуса в V-образной матрице шириной в 1 дюйм — это нормально. Если она открывается на восемь — что-то изменилось: закалка материала, неправильная ширина матрицы, плохой радиус пуансона. Тест показывает, остаюсь ли я в ожидаемом поведении до того, как тронусь к производственной заготовке.
Вы не устраняете вариации.
Вы ограничиваете их.
Современные системы управления имеют библиотеки материалов. Некоторые даже считывают угол в реальном времени и корректируют глубину на ходу.
Полезные инструменты.
Но это всё ещё приближения, основанные на средних значениях предела текучести и предполагаемом коэффициенте трения. Измените направление волокон, состояние поверхности или химический состав партии — и реальная кривая упругого восстановления сместится. Я видел, как лазерные системы измерения угла путаются из-за шлифованной нержавейки и гоняются за «призраком», отстающим от реальности на два градуса.
И вот здесь цеха сами себя обманывают: если машина идеально повторяет один и тот же неправильный угол, это называют “точностью”.”
Я доверяю таблице, когда мои тестовые полоски подтверждают её. Если контроллер говорит, что нержавейке этой толщины в этой матрице нужен переразгиб на 3°, и моя полоска расслабляется с 87° до 90°, отлично — мы совпали. Если он говорит 3°, а я измеряю 5°, я переопределяю без извинений. Контроллер не чувствует дрейфа предела текучести. Вы можете его измерить.
ЧПУ — это калькулятор.
Вы — владелец процесса.
Когда вы создаёте компенсацию, основываясь на измеренном поведении — короткие полосы, известная геометрия матрицы, проверенный тоннаж — вы заканчиваете реагировать на упругое восстановление и начинаете его предсказывать. А как только вы можете предсказывать его в пределах упругих ограничений машины, разговор смещается с “насколько сильно я могу ударить?” к чему-то более серьёзному.
Кем вы хотите быть: тем, кто просто запускает детали, или тем, кто контролирует результат?
Вы хотите, чтобы предсказуемость пережила вторую смену.
Не в вашей голове. Не в вашей тетради. В самом процессе — чтобы деталь выходила под углом 90°, независимо от того, на месте ли вы.
Это граница между работой на машине и управлением системой формовки.
Новая машина не спасёт от «плывущего» процесса. Я видел, как цеха прикручивают к полу листогиб за шесть цифр, загружают заводскую таблицу материалов и предполагают, что точность идёт «в комплекте». Через два месяца дневная смена делает 90°, ночная — 92°, и все обвиняют сталь. На самом деле изменилось не усилие. Изменилась дисциплина. Нет правила заблокированной матрицы. Нет задокументированных результатов тестовой полоски. Нет согласованного переразгиба, привязанного к партии и направлению волокон. Только устные привычки.
Сталь — упрямый ученик с долгой памятью. Если вы не запишете, как она вела себя в той V-образной матрице шириной 1 дюйм на 0,125-дюймовом 304 поперёк волокон, следующий оператор будет вести переговоры с нуля.
Так как же сделать предсказание повторяемым, а не субъективным?
Потому что крупнейший источник ошибок в большинстве цехов — это не смещение измерительного упора или несоответствие компенсации прогиба. Это неизмеренный упругий возврат.
Игнорируешь упругое восстановление — рискуешь ошибкой в два градуса и более. Это не просто проблема настройки. Это брак на аэрокосмических деталях с допуском в полградуса.
Предел текучести — здесь главный фактор. Более высокий предел текучести означает более толстое упругое ядро при гибке в воздухе. Более толстое упругое ядро — большее восстановление после снятия нагрузки. Машина “не видит” это изменение, пока ты не сообщишь ей. А предел текучести изменяется от партии к партии — даже в пределах одной спецификации.
Нельзя стандартизировать усилие и надеяться на точность.
Нужно стандартизировать реакцию на упругое поведение.
Это значит, что каждая новая партия материала, толщина или ориентация волокон запускает один и тот же контролируемый тест: короткая полоска, правильная V по правилу 8×, если инженеры не указали иное, угол измеряется после релаксации, наблюдается усилие. Результат — это не просто “нужно перегнуть на 3°”. Это задокументировано: плавка материала, раскрытие матрицы, радиус пуансона, запрограммированная глубина, фактический упругий возврат.
Теперь ты создаёшь библиотеку откликов материала, которая принадлежит твоему цеху, а не универсальной таблице ЧПУ.
Но одна только документация не останавливает дрейф между операторами, не так ли?
Я видел, как ручной пресс с опытным оператором держал точность на градус лучше, чем плохо откалиброванный ЧПУ, весь день напролёт.
Не потому, что машина была лучше.
А потому, что процесс был более строгим.
Вот как это выглядит на практике:
И вот здесь цеха сами себя обманывают: если машина идеально повторяет один и тот же неправильный угол, это называют “точностью”.”
Повторяемость без валидации — это просто автоматизированный брак.
Высококлассные системы управления с коррекцией угла в процессе способны отслеживать упругое восстановление в реальном времени. Хорошие системы. Я бы на такой работал. Но даже они опираются на базовые предположения о текучести и трении. Если исходные данные неточные, контур коррекции просто будет колебаться вокруг неправильной цели — только быстрее.
Ручной пресс побеждает в плохих мастерских, потому что заставляет быть внимательным.
Так что вопрос в том, как встроить это внимание в систему, чтобы оно не зависело от личности?
Большинство операторов мыслят в терминах конечного угла.
Контроллеры процесса мыслят в терминах упругого проникновения.
При воздушной гибке ты не формируешь 90°. Ты движешься на рассчитанную глубину, которая создаёт определённое распределение упругой и пластической деформации по толщине. Он добавляет два градуса «перегиба» в программу — идет глубже, чтобы после упругого восстановления деталь расслабилась в 90°. Эта глубина — а не отображаемый угол — и есть настоящая управляемая переменная.
Зафиксируй это — и угол станет побочным продуктом.
Вот схема, которой должен следовать старший мастер:
Теперь прогноз строится на измеренном проникновении и документированной реакции, а не на том, кто стоит у пульта.
Контролируй упругую фазу — и пластический результат последует, каждый раз.
Это тот взгляд, который я хочу, чтобы ты развивал: точность — это не сильнее давить и не покупать более умное ПО. Это отношение к упругому восстановлению как к основному параметру и выстраивание привычек мастерской вокруг него.
Когда ты начинаешь видеть гибку как управление упругой памятью, а не как стремление к силе, ты перестаёшь спрашивать: “Сможет ли машина добиться этого?”
Ты начинаешь спрашивать: “Мы достаточно точно определили поведение материала, чтобы он не мог ошибиться?”


















