

200 tonluk bir pres frenin, 3/16 inç HSLA üzerinde 90°’lik bir bükmeyi iki dereceyle kaçırdığını izledim. Yepyeni bir makine. CNC taçlama. Lazer açı kontrolü. Ekran 90,0° diyordu. Parça ise 92° dedi.
Operatör tonajı suçladı. Süpervizör programı suçladı. Çelik ise orada öylece durdu, şekline tutunan, seni duyduğu hâlde kendi cevabını vermeye karar veren inatçı bir çırak gibi.
Ekran ile çelik arasındaki o boşluk, hassasiyetin gerçekten yaşadığı yerdir—ve o boşluğu kapatmak yalnızca ham tonajla değil; tekrarlanabilirlik, telafi ve gerçek üretim iş akışlarına entegrasyon için tasarlanmış CNC kontrollü bükme sistemleriyle mümkündür. CN-HAWE’nin 100% CNC tabanlı bükme sistemleri gibi çözümler, şu adreste ayrıntılı olarak yer alır: pres fren çözümleri sayfası, ve her vuruşta elastik davranışın, otomasyonun ve açı tutarlılığının hizalanması gereken üst düzey sac metal uygulamaları için üretilmiştir.
200 tonluk bir frenin, 50 ksi A36 mı yoksa 70 ksi HSLA mı taktığını bilme şansı yoktur. Sadece kuvveti ve konumu bilir. Akma dayanımı—çeliğin elastik davranışını bırakıp kalıcı şekil almaya başladığı gerilim—ram tarafından “hissedilemez”. Bu, hesapladığınız bir değerdir.
Dükkanların açı tutarsızlığını “çözmek” için büyük makineler satın aldıklarını gördüm. Daha fazla kuvvet. Daha hızlı servo motorlar. Daha sıkı arka dayama tekrarlanabilirliği. Ve vardiya boyunca hâlâ yarım derecelik düzeltmelerin peşinde koşuyorlar. Çünkü makine konumu binde bir hassasiyetle tekrarlayabilir, ama geri sıçramayı silemez. Tavlamadığınız bir kaynak dikişi yanındaki kalıntı gerilimleri normalize edemez. Ram hareket etmeden önce yaptığınız yanlış kalıp seçimini de düzeltemez.
Yüksek tonaj parçayı büker. Ama yaylanmadan sonra nereye oturacağını garanti etmez.
Yani denetleyici 90° diyorsa, ama parça 92° gösteriyorsa, tam olarak ne oldu?
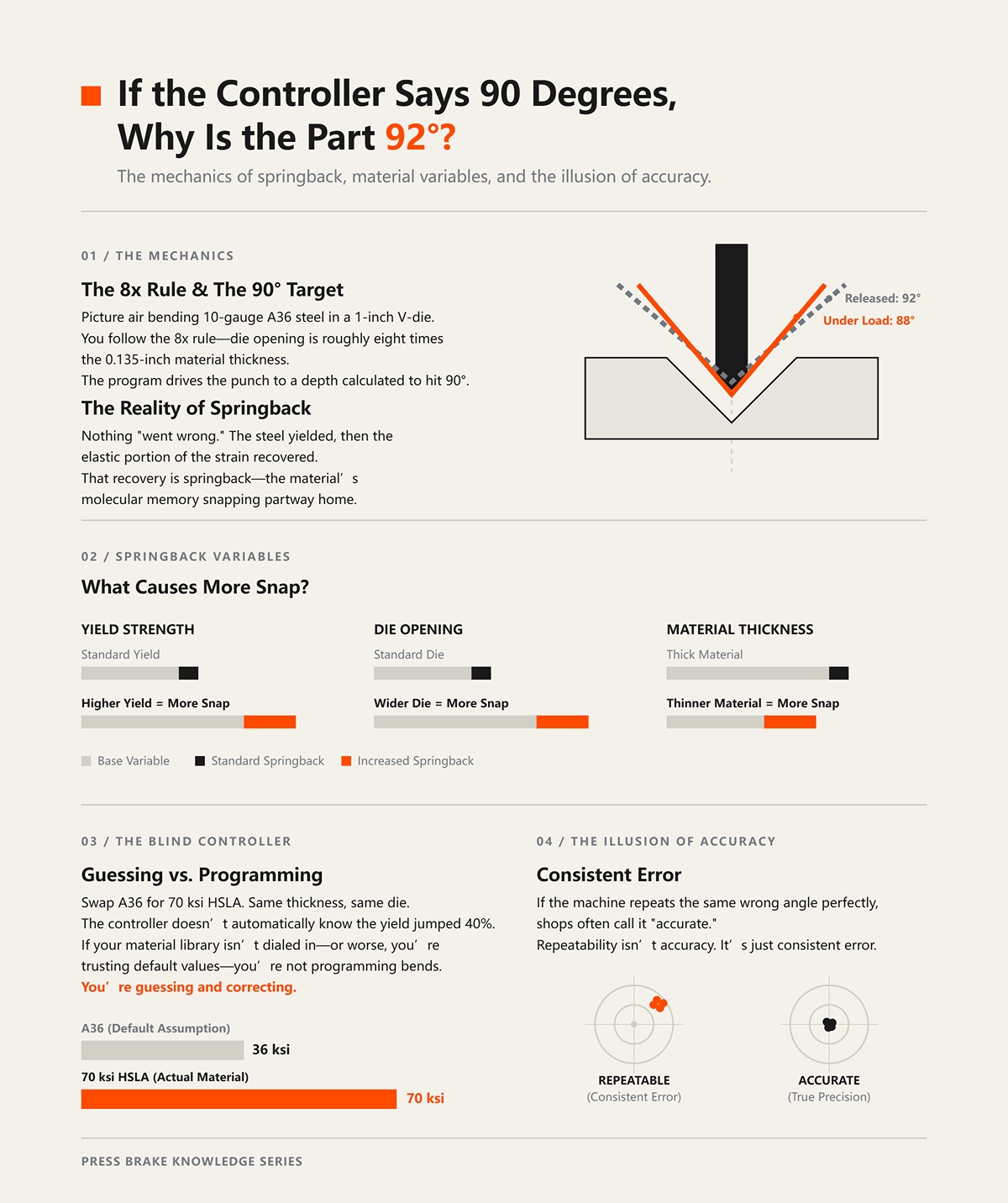
1 inç V kalıbında 10 numara A36 sacı hava bükme ile bükmeyi gözünüzde canlandırın. 8x kuralını izliyorsunuz—kızak açıklığı malzeme kalınlığının yaklaşık sekiz katı—yani 0.135 inç sac için 1 inç civarı doğru. Program, 90°’yi tutturacak şekilde zımba derinliğini hesaplar.
Yük altındayken 88°’ye ulaşırsınız. Basıncı bıraktığınızda, parça gevşer ve 92°’ye geri döner.
Hiçbir şey “yanlış gitmedi”. Çelik akmaya başladı, sonra deformasyonun elastik kısmı geri kazandı. Bu geri kazanım, yaylanmadır—malzemenin moleküler hafızasının parçayı kısmen yerine çekmesidir. Daha yüksek akma dayanımı? Daha fazla sıçrama. Daha geniş kalıp açıklığı? Daha fazla sıçrama. Daha ince malzeme? Daha fazla sıçrama.
Şimdi aynı kalınlıkta, aynı kalıpta A36’yı çıkar ve yerine 70 ksi HSLA koy. Denetleyici akma dayanımının 40% kadar arttığını otomatik olarak bilmez. Malzeme kütüphanen ayarlı değilse—ya da daha kötüsü, varsayılan değerlere güveniyorsan—bükme programlamıyorsun. Tahmin edip düzeltme yapıyorsun.
Ve işte işletmelerin kendini kandırdığı nokta: makine aynı yanlış açıyı kusursuz biçimde tekrarlarsa, buna “doğru” diyorlar. Tekrarlanabilirlik doğruluk değildir. Sadece tutarlı hatadır.
O hâlde, ram çeliğe değmeden önce hangi değişkenler zaten sonucu belirliyor?
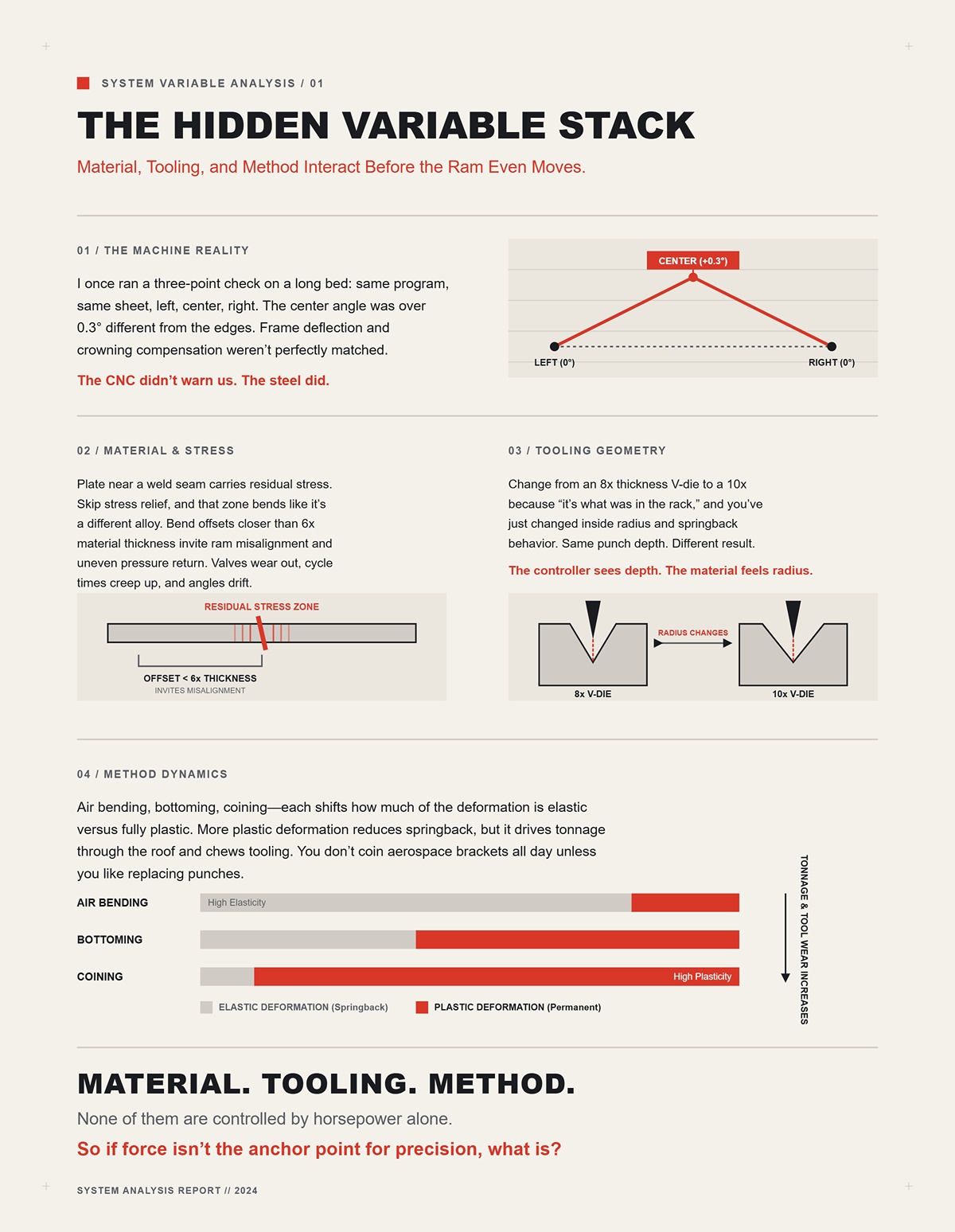
Bir kez uzun bir yatakta üç nokta kontrolü yaptım: aynı program, aynı sac; sol, orta, sağ. Orta açı kenarlardan 0.3°’den fazla farklıydı. Gövde sapması ve taçlama telafisi tam olarak eşleşmemişti. CNC bizi uyarmadı. Bunu çelik söyledi.
Şimdi gerçek üretim koşullarını üst üste koy. Kaynak dikişi yakınındaki plaka kalıntı gerilim taşır. Gerilim gidermeyi atla, o bölge farklı bir alaşım gibi bükülür. Bükme ofsetlerini malzeme kalınlığının altı katından daha yakına alırsan, ram hizasızlığına ve dengesiz basınç geri dönüşüne davetiye çıkarırsın. Bu teori değil—bu, valflerin aşınması ve çevrim sürelerinin uzarken açıların kaymasıdır.
Takım geometrisi de en az onun kadar önemlidir. Raflarda olan “10x vardı” diye 8x kalınlıkta bir V-kalıptan 10x’e geçerseniz, iç yarıçapı ve geri esneme davranışını değiştirmiş olursunuz. Aynı zımbalama derinliği. Farklı sonuç. Denetleyici yalnızca derinliği görür. Malzeme yarıçapı hisseder.
Yöntem her şeyi birbirine bağlar. Hava bükme, zeminleme, baskılama (coining)—her biri deformasyonun ne kadarının elastik, ne kadarının tamamen plastik olduğunu değiştirir. Daha fazla plastik deformasyon geri esnemeyi azaltır, fakat tonajı uçurur ve kalıpları yıpratır. Eğer zımbaları sürekli değiştirmeyi sevmediğiniz sürece, havacılık bağlantı parçalarını bütün gün boyunca coin etmezsiniz.
Malzeme. Takım. Yöntem. Hiçbiri yalnızca beygir gücüyle kontrol edilmez.
Dolayısıyla eğer kuvvet hassasiyetin dayanak noktası değilse, ne öyledir?
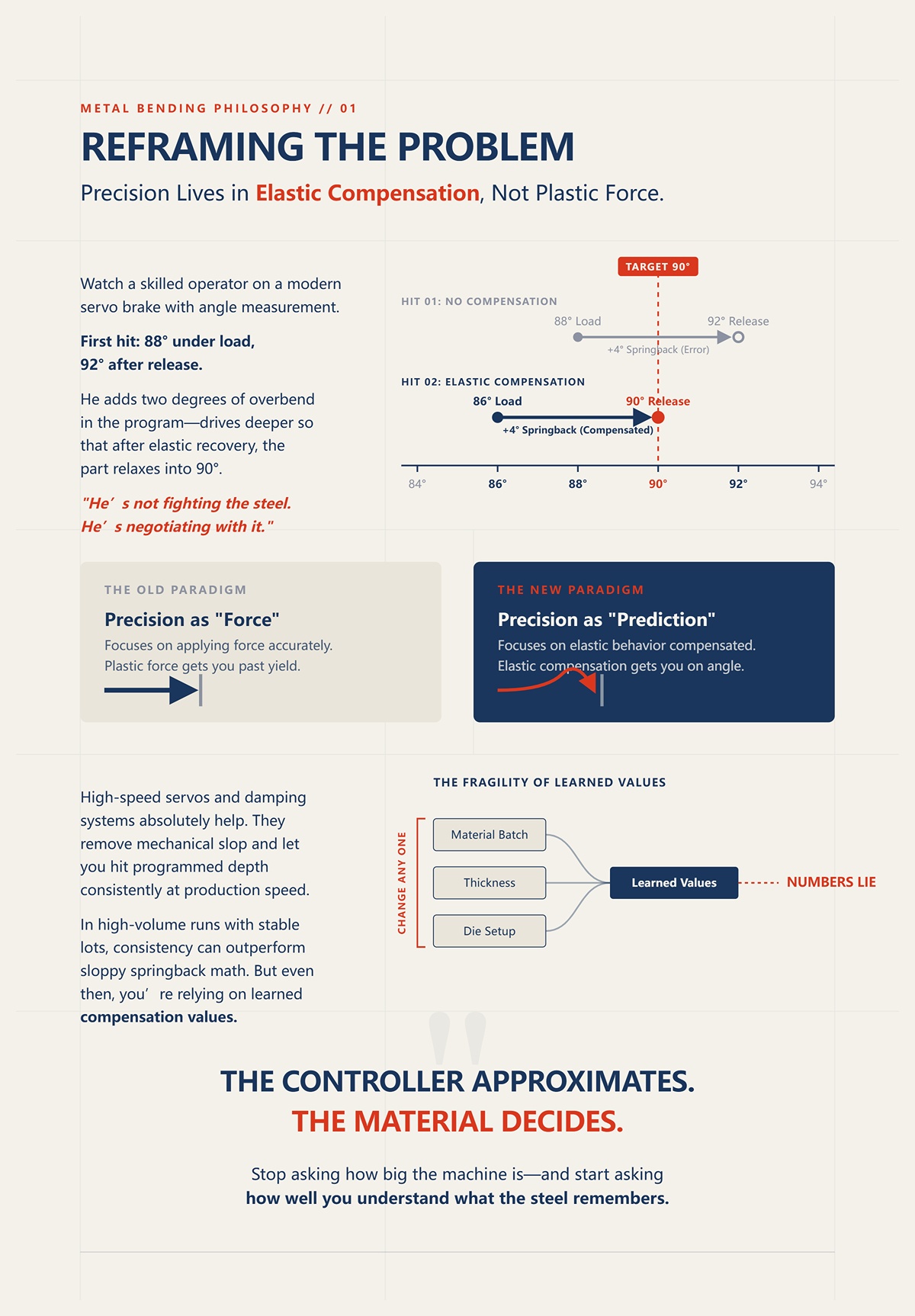
Açı ölçerli modern bir servo preste deneyimli bir operatörü izleyin. İlk vurma: yük altında 88°, boşaldığında 92°. Daha fazla tonaj aramaz. Programa iki derece fazla bükme ekler—daha derine iner ki elastik geri kazanımdan sonra parça 90°’ye rahatlasın.
Çelikle savaşmıyor. Onunla müzakere ediyor.
Sizden istediğim değişim işte bu: hassasiyeti “doğru şekilde uygulanmış kuvvet” olarak görmekten vazgeçin, “öngörülmüş ve telafi edilmiş elastik davranış” olarak görmeye başlayın. Plastik kuvvet sizi akma noktasının ötesine geçirir. Elastik telafi sizi doğru açıya getirir.
Yüksek hızlı servolar ve sönümleme sistemleri kesinlikle yardımcı olur. Mekanik boşluğu ortadan kaldırır ve üretim hızında programlı derinliğe tutarlı bir şekilde ulaşmanızı sağlar. Malzeme partilerinin istikrarlı olduğu yüksek hacimli çalışmalarda bu tutarlılık, gevşek hesaplanmış geri esneme matematiğini geride bırakabilir. Ama o durumda bile, belirli bir malzeme partisine, kalınlığa ve kalıp düzenine bağlı öğrenilmiş telafi değerlerine güveniyorsunuz. Bunlardan birini değiştirin, eski rakamlar yalan söyler.
Denetleyici yaklaşık hesap yapar. Kararı veren malzemedir.
Ve bunu kabul ettiğiniz anda artık “makine ne kadar büyük?” diye sormazsınız—“çeliğin neyi hatırladığını ne kadar iyi anlıyorum?” diye sormaya başlarsınız.
Geçen kış yepyeni bir makinede 0,125 inç 17-4PH işledik. Program 90° diyordu. İlk darbe boşaldıktan sonra 94°’ye açıldı. Tüm hafta boyunca 304 paslanmaz çelikte kullandığımız aynı kalıp. Aynı derinlik. Farklı sonuç. Değişen tek şey, o levhanın içindeki akma dayanımıydı.
İlk seferde doğru açıya denk gelmek mi istiyorsunuz? O zaman akmayı malzeme kütüphanesindeki sabit bir sayı gibi değil, elastik hafızanın bekçisi gibi görmeye başlayın. Geri esneme bir gizem değil—akmayı aştıktan sonra elastik gerinimin geri kazanılmasıdır. Uyguladığınız plastik gerinim miktarına göre akma dayanımı ne kadar yüksekse, o kadar sert geri döner. Bu felsefe değil. Bu, gerilme-gerinim eğrisi matematiğidir.
Çoğu denetleyici, sertifikanın üzerinde büyük yazıldığı için çekme dayanımını kaydeder. Ama çekme dayanımı kırılmadan önceki tepedir. Geri esneme çok daha önce kararlaştırılır—tam olarak akmayı geçtiğiniz anda ve onun ötesine ne kadar gittiğinizle. Eğer telafi programlamasını eğrinin yanlış kısmına göre yapıyorsanız, bir hayaletle pazarlık ediyorsunuz demektir.
O zaman değirmen sertifikasındaki hangi sayı gerçekten zımbanıza karşı mücadele ediyor?
Yumuşak A36’yı ele alın. Akma yaklaşık 36 ksi civarında, çekme 58–70 ksi civarında olabilir. Geniş bir aralık. Boyun verme öncesinde plastik deformasyon için boş alanınız vardır. 8x bir kalıpta hava bükme yaptığınızda, dış liflerde akmayı fazlasıyla geçersiniz. Bol miktarda plastik gerinim oluşur. Geri esneme kontrol edilebilir durumdadır çünkü plastik bölge elastik çekirdeğe baskındır.
Şimdi akma/çekme oranının 0,9“a yaklaştığı yüksek dayanımlı alaşımlarla karşılaştırın. 80 ksi akmanın 88 ksi çelme değerine yaklaştığı sertifikalar gördüm. Bu, malzemenin akmaya başlamasıyla neredeyse hemen sınırına ulaştığı anlamına gelir. ”Kalıcı şekil değişikliği“ ile ”kopma” arasında plastik tampon daha azdır. Sınırda büküyorsunuz. Elastik kısım, toplam gerinimin daha büyük bir payını alır. Boşaldığında daha fazla sıçrama olur.
Bu nedenle 17-4PH—yaklaşık 950–1050 MPa akma, 1100 MPa civarı çekme—disiplinli ama affetmez bir çırak gibi davranır. Yüksek ve sert akar, fazla akma sonrası uzama vermez. Hizmette hassas parçalar için harikadır. Pres içinde zordur. Kâğıt üzerindeki çekme değerleri benzer göründüğü için 304 gibi programlarsanız, yetersiz telafi yapar ve tüm vardiya boyunca açıyı yakalamaya çalışırsınız.
Ve işte dükkânların kendilerini kandırdığı nokta: makine aynı yanlış açıyı mükemmel şekilde tekrar ettiğinde buna “doğru” derler. Kontrolör işini yaptı. Siz ona yanlış muharebe haritasını verdiniz.
Yani çekme mukavemeti size nasıl öldüğünü söyler. Akma mukavemeti size nasıl geri sıçradığını söyler. Hangisi, yük altındaki 88° için önemlidir?
Bir keresinde aynı 0,187 inçlik 5052 alaşımlı 4×8 sacdan iki braketi kestim. Aynı yerleşim, aynı kalınlık, aynı program. Biri tane yönüne dik, diğeri yönüyle aynı doğrultuda büküldü. İlk olan 90,2°’ye gevşedi. İkincisi 91,1°’ye açıldı. Müşteri toleransı ±0,5° idi. Biri geçti. Diğeri geçmedi.
Hadvelenen sac izotropik değildir—bu sadece “her yönde aynı davranmaz” demenin temiz bir yoludur. Hadvelenme sırasında taneler hadde yönü boyunca uzar. Tane yönüne dik bükerseniz, bu uzamış yapıları paralel bükülmeye göre farklı şekillerde germeye zorlarsınız. Etkili akma mukavemeti yönle birlikte hafifçe değişir. Çok değil. Sadece, havacılık braketlerinde ondalık derece kovalarken fark yaratacak kadar.
Geniş V-kalıplarda ince stoklarda—örneğin 1 inçlik bir kalıpta 16 numara sacda—plastik bölge zaten sığdır. Akma davranışındaki küçük yönsel değişiklikler, ölçülebilir esneme farkları olarak ortaya çıkar. Eğer düz parça tasarımcınız, levha verimini artırmak için parçaları döndürüp büküm yönünü belirtmiyorsa, telafi tablonuz hazırlıksız yakalanmış olur.
Çelik, nasıl büküldüğünüzü hatırlamadan çok önce nasıl haddelendiğini hatırlar.
Yani akma mukavemeti alaşıma ve yöne göre değişiyorsa, aynı ergitme partisinde değiştiğinde ne olur?
Bir grup 10 numara HSLA işlettik; ilk palet +1,5° fazla bükmede temiz çıktı. İkinci palet—aynı spesifikasyon, aynı tedarikçi—90°’de oturmak için +2,2° gerektirdi. Sertifikalar tolerans içindeydi. Kalınlık ölçümleri aynıydı. Ne değişti? Muhtemelen kimya ve soğuma hızındaki mikro farklılıklar akmayı birkaç ksi artırıp sünekliği azalttı.
Bunu yüzeyde göremezsiniz. Ama parça yarım derece daha fazla açıldığında hissedersiniz.
Süneklik—malzemenin kırılmadan önce plastik olarak şekil değiştirme kabiliyeti—bükümdeki gerilimin ne kadarının kalıcı, ne kadarının elastik olacağını belirler. Düşük süneklik, akmadan hemen sonra çekme mukavemetine yaklaştığınız anlamına gelir. Plastik bölge daralır. Elastik geri kazanım, toplam gerilimin daha büyük bir bölümünü oluşturur. Bu nedenle, çekme mukavemeti akmaya çok yakın olan yüksek karbonlu çelikler zarifçe geri sekmek yerine çatlayabilir. Bu tür durumlarda sorun çok fazla hafıza değildir. Sorun affediciliğin olmayışıdır.
Şimdi tam tersini düşünün. Aşırı sünek metaller gerilimi yerel olarak yoğunlaştırabilir—çekme testlerindeki boyun verme bunu açıkça gösterir. Bükmede, kalıp yarıçapı veya yüzey durumu nedeniyle gerilim kalınlık boyunca eşit dağılmazsa, varsaydığınız uniform akma davranışı geçersiz olur. Modeliniz başka bir şey demişti. Dış lifler başka bir şey yaptı.
Peki bunu nasıl programlarsınız?
Katalog numarasına güvenmezsiniz. Gerçek partiden, gerçek kalıpta, gerçek kalınlıkta bir test numunesi bükersiniz. Yapabilirseniz yük altında ölçüm yapın. Gerekli gerçek fazla bükmeyi kaydedin. Telafinizi broşürdeki çekme mukavemetine değil, gözlemlenen akma davranışına göre oluşturun. Daha sonra değişkenleri üst üste yığmamak için tane yönünü ve kalıp seçimini 8x kalınlık kuralıyla sabitleyin.
Kontrolör sadece yaklaşık değer verir. Karar çeliğin elindedir.
Ve akmanın alaşım, yön ve süneklikle birlikte değişen bir hedef olduğunu kabul ettiğinizde, şu daha keskin soruyu sormaya hazırsınız: bükme yöntemi, o elastik hafızanın ne kadarının darbeden sonra kaldığını nasıl değiştirir?
Tezgâhta 1 inç V-kalıpta bükülmüş 0,125 inçlik bir 5052 numunem var—tam olarak 8x kalınlık kuralına uygun. Yük altında 88° okuyor. Koç yukarı çıkıyor. 92,4°’ye gevşiyor. Bu 4°’ten fazla bir esneme, ve yazım hatası değil. İç yarıçap büyük olduğunda bazı alüminyum partilerinin 5°’yi geçtiğini gördüm.
Hava bükümünde aslında olan şey bu.
Sac sadece üç noktada takımlara temas eder: zımba ucu ve iki kalıp omzu. Açı, malzemenin sabit bir boşluğa uydurulmaya zorlanmasıyla değil, nüfuz derinliğiyle oluşur. Bu, kalınlığın çoğunun karışık durumda olduğu anlamına gelir—dış lifler akma sınırını geçmiş, iç çekirdek hâlâ elastiktir. Basıncı bıraktığınızda, o elastik çekirdek boşalır ve bükümü açar. Ne kadar? Tam olarak o partiye özgü akma davranışının izin verdiği kadar.
Hava büküm, elastiklikle bir pazarlıktır.
Sadece malzemeyi değiştirin—A36’dan aynı 8x kalıpta 70 ksi HSLA’ya geçin—ve gerekli aşırı büküm birden artar. Geometri değişmedi. Tonaj neredeyse hiç değişmedi. Akma direnci değişti. İşte çarpanınız bu. Yumuşak çelikte 1–2° aşırı bükme yapabilirsiniz. Yüksek mukavemetli malzemede 3° olağan dışı değildir. Bazı alüminyumlarda daha da fazla.
Ve işte atölyelerin kendini kandırdığı nokta: eğer makine aynı hatalı açıyı mükemmel şekilde tekrar ediyorsa, buna “doğru” derler. CNC sadece varsayılan akma değerine dayalı derinlik ve açı matematiğini bilir. Bu paletin bir öncekinden 6 ksi daha yüksek akmaya sahip olduğunu hissedemez. Hava bükmeyi bir düğmeye basma işlemi gibi görürseniz, vardiya boyunca açı kovalarsınız çünkü üç nokta teması bükümün içinde büyük bir elastik çekirdeğin canlı kalmasına izin verir.
Peki elastik çekirdeği bilerek azaltırsak ne olur?
Aynı malzeme. Aynı kalınlık. Şimdi parça V içinde yarıda durmak yerine, zımbayı daha derine sürerek parçayı kalıp yüzeyleriyle neredeyse tam temas ettiriyorsunuz. Darbeleme değil—sadece kalıba oturtma. Zımba açısı, kalıp açısından biraz daha keskindir, bu yüzden malzeme hedef geometrisine daha yakın bir şekilde zorlanır.
Yük altındayken metal artık üç nokta arasında yüzmüyor. Kalıp duvarları boyunca bastırılmış durumda. Kesitin daha fazlası akma sınırını geçiyor çünkü onu sadece boşlukta eğmek yerine, kalıp açısına uydurmak için plastik olarak şekillendiriyorsunuz.
Yaylanma azalır. Sıfıra değil. Ama azalır.
Eğer 0.125 inç çeliği hava bükmede 2° aşırı bükmeye ihtiyacınız varsa, kalıba oturtma bunu 1°’nin altına indirebilir. Çarpan küçülür çünkü kalınlığın elastik kısmı azalır. Daha fazla moleküler hafızayı baskı altına almış olursunuz.
Ama kendinizi kandırmayın—kalıba oturtma yaylanmadan tamamen arınmış değildir. Zımba ve kalıp hâlâ malzemeyi dövme işlemi gibi tüm kalınlığı boyunca sıkıştırmaz. Çekirdekte hâlâ elastik gerilme depolanır. Bu nedenle kalıba oturtma kurulumları genellikle bir veya iki derece daha keskin taşlanmış takımlar kullanır. Bazı geri dönüş olacağını bildikleri için mekanik olarak önceden telafi ederler.
Ve işte “her şey makine kalitesiyle ilgili” diyenleri rahatsız eden kısım: kalıba oturtma, daha eski, gevşek bir presi olduğundan daha iyi gösterebilir. Malzemeyi kalıp açısına zorlayarak, hassas derinlik kontrolüne bağımlılığı azaltırsınız. Zeka yerine tonaj ve temas koyarsınız.
Bu işe yarar—bir yere kadar.
Daha yüksek şekillendirme basıncı, daha fazla takım aşınması, kozmetik parçalarda görünür kalıp izleri ve makine gövdesine daha fazla yük olarak bedelini ödersiniz. Atölyelerde gün boyu 10 ölçü paslanmazı kalıba oturtup sonra yıllar boyunca koç paralelliğinin neden kaydığını merak ettiklerini gördüm. Çelik unutmaz. Presiniz de öyle.
Yani kalıba oturtma, daha fazla akma sınırını aşarak yaylanmayı azaltıyorsa, peki tüm yolu giderseniz ne olur?
Artık pazarlık yok. Eziyoruz.
Darbeleme, zımba ucunu malzemeye, kalınlık boyunca tüm büküm bölgesini plastik olarak şekillendirecek kadar basınçla batırır. Tonaj, hava bükmeye göre beş ila on kat artabilir. Sadece bir açı oluşturmuyorsunuz—onu damgalıyorsunuz. İç yarıçap, zımba yarıçapı hâline gelir çünkü malzeme temas bölgesinde tamamen akma sınırını aşar.
Elastik hafızanın saklanacak yeri kalmaz.
Geri esneme neredeyse ihmal edilebilir hale gelir, çünkü esnek çekirdek bükme bölgesinde büyük ölçüde ortadan kaldırılmıştır. Malzeme daha geniş bir açıya “geri gevşeyemez”; çünkü kalınlığının büyük kısmında akma sınırını aşacak kadar ileriye itilmiştir.
Bu yüzden ±0,25° hassasiyetin gerçekten önemli olduğu ve üretim hacimlerinin yükü haklı çıkardığı dar toleranslı havacılık bağlantı parçalarında dövme işlemi kullanılmaktadır. Operatör programda iki derecelik fazla bükme ekler — elastik toparlanmadan sonra parçanın 90°’ye oturması için daha derine iter — bu hava bükme işlemidir. Dövmede ise bu dengeleme neredeyse yok olur, çünkü geometrisi mekanik olarak kilitlenmiştir.
Ancak bu hassasiyeti bedavaya elde edemezsiniz.
Gerekli tonaj, makinenin sınırlarına yaklaşabilir. Kalıplar aşırı temas gerilimine maruz kalır. Yüzey kalitesi zarar görebilir. Bakım aralıkları kısalır. Akıllı dengeleme ve uygun 8x kalıp seçimiyle hava bükme yapılabilecek parçaları dövüyorsanız, beyin gücü yerine kaba kuvvet kullanıyor ve yarım milyon dolarlık bir yatırımı yıpratıyorsunuz demektir.
Açı değişiminin maliyeti tonaj ve aşınma maliyetini aştığında dövme anlam kazanır. Bu, gösteriş değil, stratejik bir karardır.
Artık yelpazeyi gördünüz: hava bükme büyük bir esnek çekirdek bırakır, tabanlama bunu azaltır, dövme ise neredeyse tamamen ortadan kaldırır. Aynı malzeme. Aynı akma davranışı. Farklı miktarda moleküler hafızanın korunmasına izin verilir.
Eğer yöntem, ne kadar hafızanın kaldığını değiştiriyorsa, bir sonraki kaldıraç kuvvet değildir.
Geometridir.
0,125 inç kalınlığında 5052 malzemesini 1 inçlik bir V kalıba koyun ve 90° hava bükme yapın. Muhtemelen 3–4° geri esneme göreceksiniz. Sadece kalıbı 0,75 inç açıklığa değiştirin ve aynı derinlik programını çalıştırın. Açı değişir. Tonaj değişir. Geri esneme değişir. Aynı makine. Aynı operatör. Aynı malzeme.
Peki ne değişti?
Arayüz. V kalıp ve zımba, kuvvetin kalınlık boyunca gerinim dağılımına dönüştüğü yerdir. Hava bükmede bu dağılım üç nokta tarafından belirlenir: zımba ucu ve kalıp omuzları. V açıklığını değiştirirseniz, doğal olarak oluşan bükme yarıçapını değiştirirsiniz. Yarıçap değiştiğinde, kesitin ne kadarının akma sınırını aştığını ve ne kadarının çekirdekte esnek kaldığını da değiştirirsiniz. Bu esnek çekirdek, bahsettiğimiz “bellek”tir.
Kalıp geometrisi sadece parçanın şeklini belirlemez. Çıraklığın ne kadarının dersi hatırlayacağını da belirler.
Ve eğer CNC’nin kötü bir kalıp seçimini telafi edebileceğini düşünüyorsanız, pahalı oyuncakları olan bir düğme basıcısına dönmüşsünüz demektir.
Yeni başlayan birinin 0,125 inç çelik için “hep bunu kullanıyoruz” diyerek 1 inçlik kalıp aldığını gördüm. Yanılmıyordu. Sadece nedenini bilmiyordu.
8× kuralı, yumuşak çelikte hava bükme sırasında V kalıp açıklığının malzeme kalınlığının yaklaşık sekiz katı olması gerektiğini söyler. 0,125 inç için bu 1,000 inçtir. Bu bir efsane değildir. Bu, geometridir ve gerinim kontrolüdür. Yaklaşık 8× oranında, doğal olarak oluşan iç bükme yarıçapı V açıklığının yaklaşık 0,16’sıdır. Yani 1 inçlik bir kalıp size yaklaşık 0,160 inçlik bir iç yarıçap verir. Bu yarıçap öngörülebilir bir gerinim gradyanı üretir: iç yüzeye yakın plastik, nötr eksene doğru esnek, yaygın akma değerleri için yönetilebilir geri esneme.
Şimdi aynı kalınlıkta 70 ksi HSLA malzeme kullanın. Akma dayanımı daha yüksektir. Bu da aynı yarıçap için, kalınlığın daha küçük bir kısmının akma sınırını aşacağı anlamına gelir. Esnek çekirdeğiniz büyür. Geri esneme artar.
Atölyeler tam da burada kendilerini kandırırlar. “Kalınlık değişmedi” diyerek 8× kalıbı kullanmaya devam ederler, sonra tüm vardiya boyunca açıyı derinlik ayarlarıyla kovalarlar.
8× kuralı, yumuşak çeliğin davranışına göre oluşturulmuştur. Bu bir başlangıç noktasıdır, emir değildir.
Daha yüksek akma dayanımlı malzemelerde, kalıp açıklığının sıkılaştırılması—örneğin 8×’ten 6×’e geçmek—doğal iç yarıçapı azaltır. Daha küçük yarıçap yüzey gerilimini artırır. Kalınlığın daha büyük bir kısmı akma sınırını aşar. Elastik çekirdek küçülür. Geri yaylanma azalır. Ancak tonaj hızla artar ve yüzey gerilimi kırılma sınırlarına yaklaşır. Alüminyumda, özellikle tane yönüne dik bükmelerde, açı kararlılığı elde etmeye çalışırken çatlak riski satın alırsınız.
Gerçek soru “Kalınlık nedir?” değil. Gerçek soru “Hangi akma dayanımını yönetiyorum ve kalınlık boyunca ne kadar plastik nüfuziyet elde etmem gerekiyor?” sorusudur.”
8× kuralını tamamen görmezden gelin ve emin olun çelik sizi sert bir şekilde eğitir. Körü körüne uygulayın, aynı sonucu alırsınız.
Bu bizi çoğu kişinin asla hesaplamadığı şeye getiriyor.
Aynı 0.125 inçlik sacı 1.000 inçlik bir kalıpta kullanın. Şimdi kalıbı 0.900 inçe daraltın. Bu, 10% oranında bir açıklık azalmasıdır.
Hava bükme tonajı kalıp genişliğiyle ters orantılıdır. Kabaca T ∝ 1/V denebilir. V değerini 10% kadar küçültün, tonaj azalmaz—yaklaşık 11% artar. Bu, temiz matematiksel sonuçtur.
Ama hikâyenin tamamı bu değil.
Çünkü daha küçük kalıp aynı zamanda oluşan iç yarıçapı da küçültür. Küçük yarıçap, iç yüzeyde daha yüksek gerilim demektir. Daha yüksek gerilim ise daha fazla plastik deformasyon anlamına gelir. Aynı açıyı elde etmek için, özellikle yüksek akma dayanımlı malzemelerde, genellikle basit 1/V denkleminin öngördüğünden daha derin bükmeniz gerekir. Gerçek dünyada kuvvet artışı, malzeme ve hedef açıya bağlı olarak –40 arasında hissedilebilir.
Bir atölyede, 10-gauge A36 çeliğinde “açıyı sıkılaştırmak” için 1 inçlik kalıptan 0.875 inçlik kalıba geçildiğini gördüm. Pres fren yük göstergesi, rahatten makinenin nominal tonaj sınırının eşiğine geldi. Aynı parça çizimi. Aynı kalınlık. Farklı geometridir. Makine zayıflamadı. Kalıp daraldı.
Şimdi yöntemi de işin içine katın. Taban bükme (bottoming) zaten yaklaşık 1,5× daha fazla hava bükme tonajı ister. Konumlama (coining) 5× gerektirebilir. Kalıbı daraltıp aynı anda yöntemi de ağırlaştırırsanız, çarpanlar katlanır ve takım, pimler, çerçeveler strese girer. Eğer malzeme partisi yüksek akma değerine sahipse, düzgün tablolarınızdaki rakamlar uçar gider.
İşte bu yüzden yepyeni bir makine “açı tutarsızlığı” için suçlanır, oysa asıl sorun kuvvet ve gerilme dağılımını işlem sınırının ötesine taşıyan kalıp seçimidir.
Ve kuvvet, arayüzün yalnızca yarısıdır.
Bir keresinde 0.090 inçlik 304 paslanmaz çelikten bir brakette neredeyse sıfır iç yarıçap belirtilmişti. Programcı, açıyı “kilitlemek” ve geri yaylanmayla mücadele etmek için keskin bir zımba ucu seçti. İlk on parça iyi görünüyordu. On birincide iç bükümde saç teli inceliğinde bir çatlak belirdi.
Neden?
Keskin zımba ucu, gerilimi iç yüzeyde yoğunlaştırır. Bükülmede gerilme yaklaşık olarak kalınlığın iç yarıçapın iki katına bölünmesine eşittir. Yarıçapı küçülttükçe yüzey gerilimi hızla artar. Yüksek dayanımlı veya düşük süneklikli malzemelerde, kalınlığın geri kalanı anlamlı şekilde akmadan önce uzama sınırlarını aşabilirsiniz. Bu durumda, kararlılıktan önce çatlak elde edersiniz.
Diğer yandan, zımba yarıçapını fazla büyük seçerseniz—klasik yarıçap bükümde olduğu gibi—en yüksek yüzey gerilimini o kadar azaltırsınız ki, kalın bir elastik çekirdek kalır. Geri yaylanma öngörülemez hale gelir. Geri dönüş flanşı olmayan çoklu bükümlü parçalarda, her bükümde 2° fark dört bükümde 8°“ye ulaşabilir. Tek darbe ile ”güvenli” görünen geometriler, ardışık işlemde tolerans felaketine dönüşür.
Peki çözüm nedir?
Zımba yarıçapını malzeme sünekliğine ve hedef iç yarıçapa göre ayarlayın; “keskin eşittir hassas” anlayışına göre değil. Hava bükmede, zımba yarıçapı seçilen V kalıbının oluşturduğu doğal yarıçapla aynı veya ondan küçük olmalıdır. Bu, temas koşullarını dengede tutar ve aşırı gerilimi önler. Doğal olarak oluşan yarıçaptan daha sıkı bir iç yarıçap istiyorsanız, sadece jilet gibi keskin bir zımba kullanmayın—kalıp genişliğini, yöntemi tekrar gözden geçirin ya da telafili zımba açısıyla kontrollü taban bükmeye geçin.
7° geri yaylanma vakasının, tonajı artırarak veya kalıbı daraltarak değil, 83° zımba ile hassas taban bükme uygulanarak çözüldüğünü gördüm. Böylece plastik akış hedef geometrisiyle eşleşti. Telafiyi kuvvet değil, geometrinin kendisi sağladı.
Kalıp açıklığı belirler. Zımba, gerilme yoğunlaşmasını belirler. Birlikte, kalınlığın ne kadarının akacağını ve ne kadarının hatırlayacağını belirlerler.
Ve bir kez tonajı artırıp o “hafızayı” kontrol etmek için aralıkları daraltmaya başladığınızda, artık sadece malzeme ile pazarlık yapmıyorsunuz—makine yapısını da yüklüyorsunuz. Bu da bizi, kalıp değil, çerçeve zayıf halka olduğunda neler olduğuna getiriyor.
175 tonluk bir prese takılmış 1 inçlik V kalıpta, 0.125 inç kalınlığındaki 5052 malzemenin 12 fitlik hava bükümü. Merkez 90° okuyor. Her iki uçtaki son 6 inç 92° okuyor. Aynı program. Aynı zımba. Aynı operatör.
Bu, etrafta dolaşan geri esneme (springback) değil. Bu, yük altında makinenin sarkmasıdır.
Tonajı artırdığınızda—dar kalıp, yüksek akma değerli parti, o elastik çekirdeği dizginlemek için daha derin penetrasyon—artık sadece sacla pazarlık etmiyorsunuz. Kiriş gibi, koç ve tabla üzerine yük bindiriyorsunuz. Uçlardan sabitlenmiş çelik çerçeve, ortada kuvvet. Temel mekanik: kirişler en çok ortada sapar. Makine ortada aşağı doğru saparsa, zımbanın kalıba göre penetrasyonu ortada uçlardan daha az olur. Daha az penetrasyon, daha açık açı demektir.
Peki o örnekte neden merkez sıkı çıktı?
Çünkü atölye, önceki işten mekanik taç ayarını korumuştu—daha hafif malzeme için fazla telafi edilmişti. Tabla yukarı doğru ön kamberliydi. Daha ağır yük altında, çerçeve sarkması ve ön yük birbirini tutmadı. Sapma eğrisi değişti ama düzeltme değişmedi. Sonuç rastgele değildi. Öngörülebilirdi.
Ve işte atölyelerin kendilerini kandırdığı yer: makine aynı yanlış açıyı mükemmel şekilde tekrarlarsa, buna “doğru” derler.”
Tekrarlanabilirlik geometri değildir. Sadece tutarlı hatadır.
Bir sonraki adım doğrudan ekiple konuşmaksa, Bize ulaşın buraya doğal şekilde oturur.
Eğer takım geometrisi gerilme dağılımını kalınlık boyunca belirliyorsa, çerçeve sapması bu gerilmenin uzunluk boyunca ne kadar eşit uygulandığını belirler. Bu ikisinden birini kaçırırsanız, malzemenin hafızasıyla yaptığınız pazarlık geri esneme daha konuşmaya girmeden dağılır.
Basit bir modeli hayal edin. Yan çerçeveler arasında on iki fit. Ram, büküm hattı boyunca toplam 120 ton aşağı doğru basıyor. Kiriş gibi davranın: merkezdeki sapma uzunluğun küpüyle ve yükle doğru orantılı artar. Tonajı ikiye katlayın, sapma da ikiye katlanır. Büküm uzunluğunu artırın, sapma hızla yükselir.
Şimdi malzeme gerçekliğini katmanlayın.
Çekme mukavemetindeki 10%’lik bir artış, aynı açıyı elde etmek için yaklaşık 10% daha fazla kuvvet gerektirir. Kalınlık 10% artarsa, tonaj yaklaşık 20%’ya kadar sıçrayabilir çünkü bükme kuvveti kalınlığın karesiyle orantılıdır. Bu ekstra kuvvet sadece penetrasyonu değiştirmez—yük altında çerçeve şeklini değiştirir.
Eğer taç sistemi daha hafif parti için ayarlanmışsa, yeni yük profili farklı bir sapma eğrisi oluşturur. Merkez açılır, uçlar sıkı kalır ya da yatak nasıl ön yüklenmişse tersine olur.
Aynı çizimde A36 yerine 70 ksi HSLA kullanıldığını gördüm. Aynı 8× kalıp. Aynı programlanmış derinlik. Operatör, programa iki derece fazla büküm ekledi—elastik geri kazanımdan sonra parça 90°’ye gevşesin diye daha derin sürüyor. Uçlar iyi çıktı. Merkez, on fit boyunca 1.5° açık kaldı. Operatör derinliği kovalamaya devam etti. Tek yaptığı, genel tonajı artırmak ve sapma uyumsuzluğunu büyütmekti.
Malzeme yanlış davranmıyordu. Çerçeve öyleydi.
Taçlama, kötü programlamayı düzeltmekle ilgili değildir. Yay geri kazanımıyla tartışmaya girmeden önce, makinenin elastik eğrisini yük eğrisiyle eşleştirmekle ilgilidir.
Peki, bu hareketli hedefi gerçekten takip eden sistem hangisidir?
İkisini de kullandım.
Mekanik takoz taçlama dürüst ama statiktir. Ön yüklemeyi ayarlarsınız—temelde vuruştan önce yatağı hafif yukarıya doğru büker hale getirirsiniz. “Beklenen” tonaj altında yatak düzleşir. Varsayımlarınız doğruysa, bu harika şekilde çalışır.
Ama parti değiştiğinde varsayımlar çöker.
Mukavemetteki 10%’lik bir artış, 10% daha fazla kuvvet demektir. Bu da 10% daha fazla esneme demektir. Mekanik takozlar bunu bilmez. Yük altındayken ayarlanamazlar. Merkez açık çıkarsa, durursunuz, takoz koyarsınız, yeniden ayarlarsınız ve yeniden denersiniz. Üretim bunu sevmez.
Hidrolik taçlama sistemleri, yatağın boyunca bölgelere yağ basarak dengeleme oluşturur. Daha iyileri döngü sırasında ayar yapmaya izin verir. Tonaj arttıkça, taçlama silindirlerindeki basınç varsayılan yüke değil, gerçek yüke uyacak şekilde ayarlanabilir. Kuvvet artarken tabla sacla daha düzlemsel temas halinde kalır.
Bu önemlidir çünkü hava bükmede kuvvet strok boyunca sabit değildir. Açı kapanırken zirve yapar. Statik bir takoz, bu eğrinin yalnızca bir noktasına uyar. Tepkisel bir hidrolik sistem onu izleyebilir.
Ama kafamızı net tutalım.
Hidrolik taçlama bile hâlâ bir yaklaşımdır. Çoğu sistem noktalar halinde değil, bölgeler halinde telafi eder. Contaların aşınması, yağ sıcaklığı, valf tepkisi—bunların hepsi zamanla davranışı değiştirir. Eğer gövdenin esneme eğrisi ile sistemin telafi eğrisi nokta nokta uyuşmuyorsa, hâlâ yaklaşık değerle çalışıyorsunuz demektir.
Hâlâ kendi hafızası olan bir makineyle, çeliğin hafızasıyla pazarlık yapıyorsunuz.
Bu da geçici esnemeyi kalıcı hasara dönüştüren hatayı gündeme getiriyor.
Bir dükkâna girdim; yepyeni bir makine “on feet boyunca açı tutamıyordu.” Merkez her zaman açık. Uçlar her zaman sıkı. Yay geri tepmesini ortadan kaldırmak için dar bir kalıpta 10 numara paslanmaz çeliği dipten bükmeye başlamışlardı—üst üste çarpanlar: dar V, yüksek akma mukavemeti, dipten bükme yöntemi.
Her çevrimde neredeyse nominal tonajda çalışıyorlardı.
Zamanla, yatak uçlarda kalıcı bir yukarı eğim ve ortada hafif bir sarkma geliştirdi. Düzlem cetvel ve yaprak mastarlarla kontrol ettik. Dramatik değildi. Birkaç binde. Ama gereken sadece bu kadar.
Gerilme matematiğini düşünün. Hava bükmede, birkaç binde penetrasyon farkı, kalıp genişliğine bağlı olarak açıyı bir derece veya daha fazla değiştirebilir. Yatak kalıcı bir şekil aldıysa—ustaların “kanoya dönmüş” dedikleri durum—taçlamayı gün boyu ayarlasanız bile sistemi gerçekten düzleştiremezsiniz. Elastik davranışı değil, hasarı telafi ediyorsunuz.
Gövde, nominal tonaj içinde elastik olarak esnemek üzere tasarlanır. Bunu sürekli aştığınızda, makinenin kendisinde elastikten plastike deformasyona geçersiniz. Artık makinenin de hafızası vardır.
Ve sacın aksine, onu hurdaya çıkarıp yenisini alamazsınız.
Eğer takım geometrisi yay geri tepmeyi kontrol etmek için tonajı zorluyor ve taçlama elastik esnemeyi nötralize etmeye çalışıyorsa, gerçek disiplin elastikiyetin bittiği ve kalıcı deformasyonun başladığı noktayı bilmektir.
Çünkü presi kötü kullandığınızda bunu hatırlamaya başladığında, malzemeyle her pazarlığınız eğrilmiş bir başlangıç noktasından başlar.
Güvenli tonaj aralığını ve doğru taç ayarını mı istiyorsunuz?
Bunu tahminle değil, test bükümlerle kazanırsınız.
Gövdedeki nominal tonaj etiketi, makinenin kalıcı olarak akmaya başladığı noktayı gösterir. Gerçek çalışma aralığınız daha dardır: gövde elastik kaldığı, yatak yük altında düz kaldığı ve malzeme sadece spesifikasyonlarına oturacak kadar akışa geçtiği aralıktır. Bu aralık, akma mukavemeti değiştiğinde, tahıl yönü (grain direction) değiştiğinde veya biri A36 yerine 70 ksi çeliği koyup size söylemeyi unuttuğunda kayar.
Çelik hatırlar.
Bu parti bu kalıpta, bu makinede nasıl davrandığını ölçmezseniz, iki hafızayla kör pazarlık yapıyorsunuz—sacın ve presin hafızasıyla. Yani strateji “iki derece ekle ve um” değildir. Kontrollü sondalardır: kısa parçalar, ölçülmüş daldırma, doğrulanmış açılar, tonajı kartal gibi izleme. Üretimi oradan geçirmeden önce elastik sınırı haritalandırıyorsunuz.
Bu, abkant presi işletmekle şekillendirme sürecini kontrol etmek arasındaki farktır.
Ben işe tam boy 10 foot’luk bir parçayla başlamam.
Aynı sacdan, aynı tahıl yönünde 3 inç genişliğinde bir şerit keserim ve çalışma yapacağımız tam kalıpta bükme işlemini gerçekleştiririm—belgelenmiş bir neden yoksa V açıklığı malzeme kalınlığının 8 katı olmalıdır. Malzeme 0.125 inçse, 1 inç V kullanırım. Kitap öyle diyor diye değil, “yaylanmayla savaşmak” için kalıbı sıkıştıranların tonajlarını sessizce iki katına çıkardıklarını gördüğüm için.
İşte düğmeye basanların es geçtiği matematik: hava bükme tonajı kalınlığın karesiyle orantılıdır ve kalıp açıklığı arttıkça azalır. V’yi 10–15% daraltırsanız, kuvvet hızla yükselir. Bu ekstra kuvvet sadece açıyı kapatmaz. Gövdeyi daha fazla büker. Şimdi taç ayarınız daha yaylanmayı görmeden bozulmuştur.
Bu yüzden test şeridini 90° programlı olarak çalıştırırım.
Sonra ne kadar gevşediğini ölçerim.
Eğer 92°’ye açılıyorsa, bu kurulumda yaklaşık 2° fazla bükmeye ihtiyacım olduğunu bilirim. Programda iki derece fazla bükme ekler—daha derine bastırır ki elastik geri dönüşten sonra parça 90°’ye otursun. Ama bitmiş sayılmam. Vuruş sırasında tonaj grafiğini izlerim. Kısa şeritte zaten nominal kapasitenin –90%’inde isem, tam boy bir bükmenin sapmayı artıracağını ve taç ayarı doğru değilse kalıcı deformasyona yaklaşabileceğini bilirim.
On beş dakika. Üç şerit. Baskın ve ters tahıl yönünde, çizim ikisini de izinliyse.
Üretim ekibi çeliği suçlarken bitmiş parçalarda açı kovalamayla geçen dört saatten çok daha iyidir.
Köklü söylentilere değil, başlangıç noktalarına ihtiyacınız var.
Uygun bir 8× kalıpta yumuşak çelik mi? Tipik kalınlıklarda bir ila iki derece yaylanma. 5052-H32 alüminyum? İki ila dört, tahıl yönüne dikse bazen daha fazla. Hava bükmede 304 paslanmaz? Üç ila beş derece yaygındır. 70 ksi dayanımlı yüksek mukavemetli düşük alaşımlı çelik? Temiz kurulumda yedi derece gördüm.
Bunlar vaat değil. Başlangıç teklifidir.
Mekanizma basittir: daha yüksek akma dayanımı, hava bükme sırasında kalınlık boyunca daha büyük bir elastik çekirdek anlamına gelir. Daha fazla elastik çekirdek, yük kalktığında daha fazla geri kazanım demektir. Bu elastik bölgeyi ezmek için dip bükme ya da baskı uygulayabilirsiniz, evet—ama baskı bükme, hava bükmeye kıyasla beş ila on kat daha fazla tonaj gerektirebilir. Standart bir pres frende, elastik çerçeve sapmasını kalıcı “kano” şeklini alacak hale getirmenin yolu budur.
Ve yatak bir şekil aldığında, “çözümünüz” yeni problem haline gelir.
Bu derece aralıklarını koruma bariyerleri olarak görürüm. 0.125 inç 304 paslanmaz çelik test parçam 1 inç V kalıpta dört derece açılıyorsa bu normaldir. Sekiz derece açılıyorsa bir şey değişmiştir—malzeme sertliği, yanlış kalıp genişliği, hatalı zımba yarıçapı. Test, üretim parçasına dokunmadan önce beklenen davranış sınırları içinde olup olmadığımı söyler.
Varyasyonu ortadan kaldıramazsınız.
Onu sınırlar içine alırsınız.
Modern kumandalar malzeme kütüphaneleri taşır. Bazıları açıyı gerçek zamanlı okuyarak derinliği anında ayarlar.
Kullanışlı araçlar.
Ama hâlâ ortalama akma değerlerine ve varsayılan sürtünmeye dayalı yaklaşımlardır. Tahıl yönü, yüzey kalitesi veya parti kimyasını değiştirin; gerçek geri yaylanma eğrisi kayar. Fırçalanmış paslanmazda lazer açı sistemlerinin şaşırıp gerçekte olmayan iki derecelik bir farkın peşine düştüklerini gördüm.
Ve işte atölyelerin kendilerini kandırdığı yer: makine aynı yanlış açıyı mükemmel şekilde tekrarlarsa, buna “doğru” derler.”
Tabloya test parçalarım bunu doğruladığında güvenirim. Kumanda, bu kalınlıktaki paslanmazın bu kalıpta 3° fazla bükme gerektiğini söylüyor ve test şeridim 87°’den 90°’ye gevşiyorsa, güzel. Uyum içindeyiz. 3° diyor ama ben 5° ölçüyorsam, çekinmeden düzeltirim. Kumanda akma dayanımındaki kaymayı hissedemez. Siz ölçebilirsiniz.
CNC bir hesap makinesidir.
Siz proses sahibisiniz.
Davranışı ölçülmüş değerlere dayanarak telafi oluşturduğunuzda—kısa şeritler, bilinen kalıp geometrisi, doğrulanmış tonaj—geri yaylanmaya tepki vermeyi bırakır, onu öngörmeye başlarsınız. Ve makinenin elastik sınırları içinde öngörebildiğinizde, sohbet “Ne kadar sert vurabilirim?” sorusundan daha ciddi bir konuya evrilir.
Ne tür bir operatör olmak istiyorsunuz: parça üreten biri mi, sonuçları kontrol eden biri mi?
Tahmin ikinci vardiyada da devam etmeli.
Kafanızda değil. Not defterinizde değil. Sürecin içinde — böylece parça siz orada olsanız da olmasanız da 90° açıyla çıksın.
Bu, bir makine işletmekle bir şekillendirme sistemini kontrol etmek arasındaki çizgidir.
Yepyeni bir makine sizi kayan bir süreçten kurtarmaz. Altı haneli bir fren presini zemine sabitleyen, OEM malzeme tablosunu yükleyip hassasiyetin hazır geldiğini varsayan atölyeler gördüm. İki ay sonra gündüz vardiyası 90°, gece vardiyası 92° büküyor ve herkes çeliği suçluyor. Gerçekte değişen şey kuvvet değil, disiplindir. Kilitli kalıp kuralı yok. Belirlenmiş test şeridi sonuçları yok. O parti ve tahıl yönüne bağlı ortaklaşa kararlaştırılmış fazla bükme yok. Sadece sözlü bilgi.
Çelik, uzun hafızalı inatçı bir çırağdır. 0.125 inç 304’ü tahıl yönüne karşı 1 inç V kalıpta nasıl davrandığını yazmazsanız, sonraki operatör işe sıfırdan başlar.
Peki tahmini kişisel olmaktan çıkarıp tekrar edilebilir hale nasıl getirirsiniz?
Çünkü çoğu atölyede en büyük hata kaynağı geri dayama kayması veya taçlanma uyumsuzluğu değildir. Ölçülmemiş geri esnemedir.
Elastik geri kazanımı yok sayarsanız iki derece veya daha fazla kumar oynuyorsunuz demektir. Bu bir kurulum sıkıntısı değil. Bu, yarım derece toleranslı havacılık parçalarında hurda anlamına gelir.
Akma dayanımı burada kapı bekçisidir. Daha yüksek akma dayanımı, havada bükme sırasında daha kalın bir elastik çekirdek demektir. Daha kalın elastik çekirdek, yük kalktığında daha fazla geri kazanım anlamına gelir. Makine bu kaymayı siz söylemediğiniz sürece “görmez.” Ve akma dayanımı partiden partiye değişir — aynı spesifikasyon aralığında bile.
Kuvveti standartlaştırıp hassasiyet umamazsınız.
Elastik davranışa nasıl tepki verdiğinizi standartlaştırırsınız.
Bu, her yeni malzeme partisi, kalınlık veya tane yönelimi için aynı kontrollü denemenin tetiklendiği anlamına gelir: kısa şerit, mühendislik aksini söylemedikçe 8× kuralına göre doğru V, gevşeme sonrası ölçülen açı, gözlemlenen tonaj. Sonuç sadece “3° fazla bükme gerekiyor” değildir. Belgelenmiştir: malzeme ısısı, kalıp açıklığı, zımba yarıçapı, programlanmış derinlik, gerçek geri esneme.
Artık mağazanıza ait, genel bir CNC tablosuna değil, bir malzeme tepkisi kütüphanesi oluşturuyorsunuz.
Ama yalnızca belgeler operatörler arasındaki kaymayı durdurmaz, değil mi?
Keskin bir operatörle çalışan bir manuel abkantın, kötü kalibre edilmiş bir CNC’yi tüm gün boyunca tam bir derece farkla geride bıraktığını gördüm.
Makine daha iyi olduğu için değil.
Süreç daha sıkı olduğu için.
Pratikte bu şöyle görünür:
Ve işte atölyelerin kendilerini kandırdığı yer: makine aynı yanlış açıyı mükemmel şekilde tekrarlarsa, buna “doğru” derler.”
Doğrulama olmadan tekrar edilebilirlik, sadece otomatik hurdadır.
Üst düzey kontroller, işlem sırasında açı düzeltmesiyle birlikte yaylanmayı gerçek zamanlı olarak takip edebilir. İyi sistemlerdir. Ben de birini çalıştırırdım. Ancak onlar bile akma ve sürtünme hakkında temel varsayımlara dayanır. Eğer temel verileriniz özensizse, düzeltme döngüsü sadece yanlış hedefin etrafında daha hızlı salınım yapar.
Kötü atölyelerde manuel pres kazanır çünkü dikkati zorunlu kılar.
Yani soru şu hale gelir: Bu dikkati kişiliğe bağlı olmadan sisteme nasıl dahil edersiniz?
Çoğu operatör nihai açı üzerinden düşünür.
Proses kontrolcüleri elastik nüfuz üzerinden düşünür.
Hava bükme yaptığınızda, 90° oluşturmazsınız. Hesaplanmış bir derinliğe inersiniz ve bu derinlik, kalınlık boyunca belirli bir elastik-plastik dağılım yaratır. Programda iki derece fazla bükme ekler—daha derine iner ki elastik geri kazanım sonrası parça 90°'ye gevşesin. Bu derinlik — ekranda görünen açı değil — gerçek kontrol değişkenidir.
Bunu sabitleyin ve açı yan ürün haline gelir.
Bir usta operatörden beklediğim çerçeve işte bu:
Artık tahmin, kumanda başındaki kişide değil, ölçülen nüfuzda ve belgelenmiş tepkide yaşar.
Elastik fazı kontrol et ve plastik sonuç — her seferinde — onu takip eder.
İleriye taşımanı istediğim bakış açısı şu: hassasiyet daha fazla kuvvet uygulamakla ya da daha akıllı yazılım satın almakla ilgili değildir. Elastik geri kazanımı birincil değişken olarak ele almak ve atölye alışkanlıklarını bunun etrafında tasarlamakla ilgilidir.
Bükmeyi kuvvet peşinde koşmak yerine elastik hafızanın yönetimi olarak gördüğünüzde, “Makine bunu başarabilir mi?” diye sormayı bırakırsınız.”
“Malzemenin davranışını o kadar net tanımladık mı ki artık ıskalama ihtimali yok?” diye sormaya başlarsınız.”


















