

Observé una prensa de freno de 200 toneladas fallar un giro de 90° por dos grados en acero HSLA de 3/16 de pulgada. Máquina nueva. Coronado CNC. Verificación de ángulo por láser. La pantalla mostraba 90.0°. La pieza decía 92°.
El operador culpó la tonelada. El supervisor culpó al programa. El acero simplemente se quedó allí, manteniendo su forma como un aprendiz terco que te escuchó—y decidió responder.
Ese espacio entre la pantalla y el acero es donde realmente vive la precisión—y cerrarlo requiere más que pura fuerza; exige sistemas de doblado controlados por CNC diseñados para repetibilidad, compensación e integración en flujos de trabajo de producción reales. Soluciones como los sistemas de doblado basados en CNC 100% de CN-HAWE, detallados en su página de soluciones de prensas de freno, están construidas para aplicaciones de chapa metálica de alta gama donde el comportamiento elástico, la automatización y la consistencia del ángulo deben alinearse en cada golpe.
Una prensa de freno de 200 toneladas no sabe si insertaste A36 de 50 ksi o HSLA de 70 ksi. Solo conoce fuerza y posición. El límite elástico—el esfuerzo donde el acero deja de comportarse elásticamente y comienza a tomar una deformación permanente—no es algo que el pisón pueda sentir. Es algo que se calcula.
He visto talleres comprar máquinas más grandes para “solucionar” la inconsistencia de ángulo. Más fuerza. Servomotores más rápidos. Mayor repetibilidad del tope trasero. Y aún así persiguen correcciones de medio grado todo el turno. Porque la máquina puede repetir posición en milésimas, pero no puede eliminar el retroceso. No puede normalizar la tensión residual cerca de una costura de soldadura que no recociste. No puede arreglar una mala elección de matriz que hiciste antes de que el pisón se moviera.
La alta tonelada dobla la pieza. No garantiza dónde se asentará después del retroceso.
Entonces, cuando el controlador dice 90°, y la pieza dice 92°, ¿qué acaba de suceder exactamente?
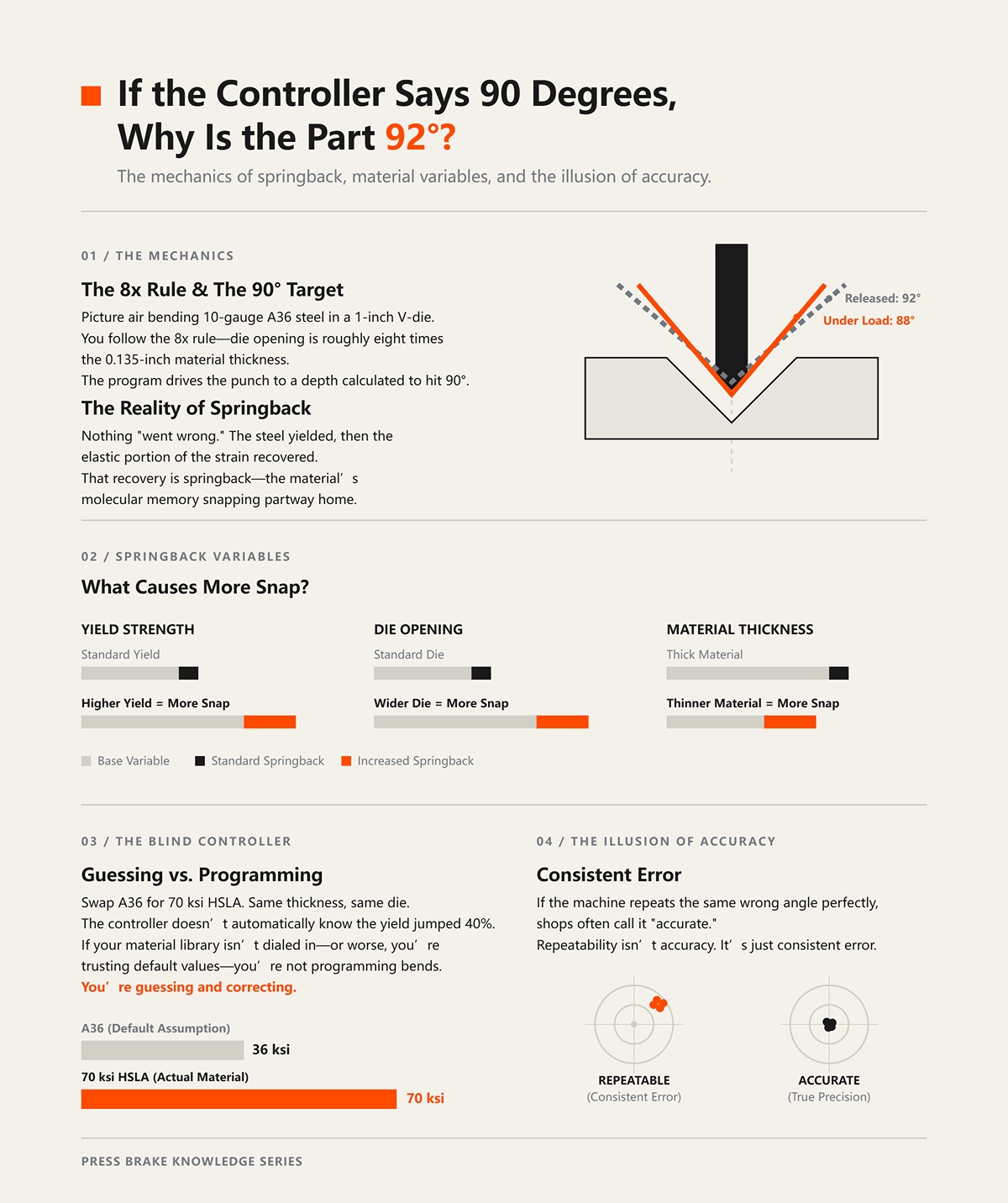
Imagina un doblado al aire de A36 calibre 10 en una matriz en V de 1 pulgada. Sigues la regla de 8x—apertura de matriz aproximadamente ocho veces el espesor del material—por lo que alrededor de 1 pulgada es correcta para una lámina de 0.135 pulgadas. El programa lleva el punzón a una profundidad calculada para alcanzar 90°.
Bajo carga, alcanzas 88°. Libera la presión, y la pieza se relaja a 92°.
Nada “salió mal”. El acero cedió, luego la parte elástica de la deformación se recuperó. Esa recuperación es el retroceso—la memoria molecular del material volviendo parcialmente a su origen. Mayor límite elástico? Más retroceso. Apertura de matriz más amplia? Más retroceso. Material más delgado? Más retroceso.
Ahora sustituye ese A36 por HSLA de 70 ksi, mismo espesor, misma matriz. El controlador no sabe automáticamente que el límite elástico aumentó 40%. Si tu biblioteca de materiales no está calibrada—o peor, confías en valores predeterminados—no estás programando dobleces. Estás adivinando y corrigiendo.
Y aquí es donde los talleres se engañan a sí mismos: si la máquina repite perfectamente el mismo ángulo incorrecto, lo llaman “preciso”. La repetibilidad no es precisión. Es solo error consistente.
Entonces, ¿qué más está apilando la baraja antes de que el pisón siquiera toque el acero?
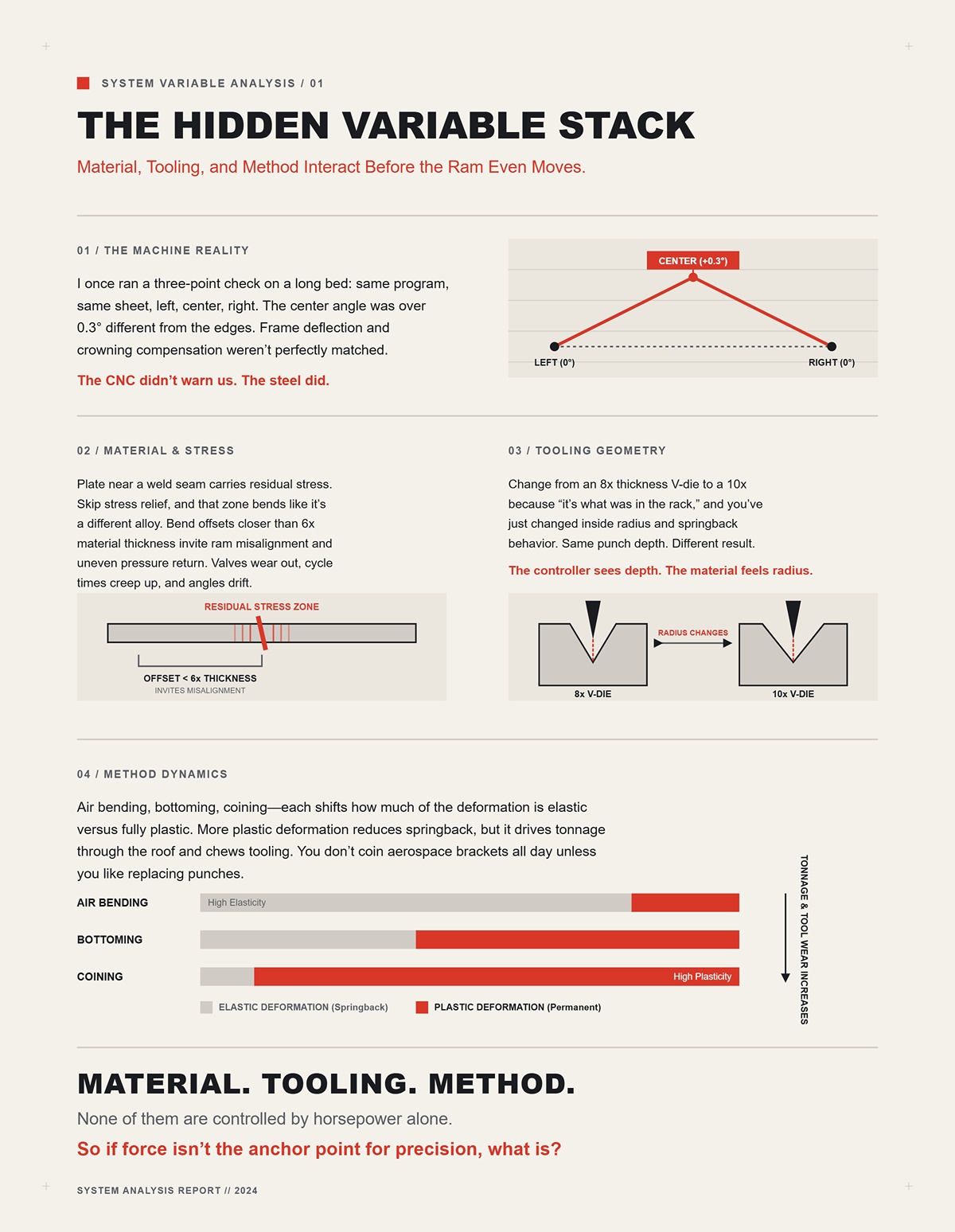
Una vez realicé una verificación de tres puntos en una cama larga: mismo programa, misma lámina, izquierda, centro, derecha. El ángulo del centro era más de 0.3° diferente de los bordes. La deflexión del marco y la compensación de coronado no estaban perfectamente alineadas. El CNC no nos advirtió. El acero sí.
Ahora añade las condiciones reales de producción. La placa cerca de una costura de soldadura lleva tensión residual. Si omites el alivio de tensiones, esa zona se dobla como si fuera una aleación diferente. Si colocas dobleces a menos de seis veces el espesor del material, invitas a desalineación del pisón y retorno de presión desigual. Eso no es teoría—son válvulas desgastándose y tiempos de ciclo aumentando mientras los ángulos se desvían.
La geometría de las herramientas importa igual de mucho. Cambiar de una matriz en V de 8x el espesor a una de 10x porque “era la que estaba en el estante” y acabas de cambiar el radio interior y el comportamiento del resorteo. Misma profundidad del punzón. Resultado diferente. El controlador solo ve la profundidad. El material siente el radio.
El método lo une todo. Doblado al aire, fondo, acuñado: cada uno modifica cuánto de la deformación es elástica frente a completamente plástica. Más deformación plástica reduce el resorteo, pero dispara la tonelada necesaria y desgasta las herramientas. No te pasas el día acuñando soportes aeroespaciales a menos que te guste reemplazar punzones.
Material. Herramientas. Método. Ninguno de ellos está controlado solo por la potencia.
Entonces, si la fuerza no es el punto de referencia para la precisión, ¿qué lo es?
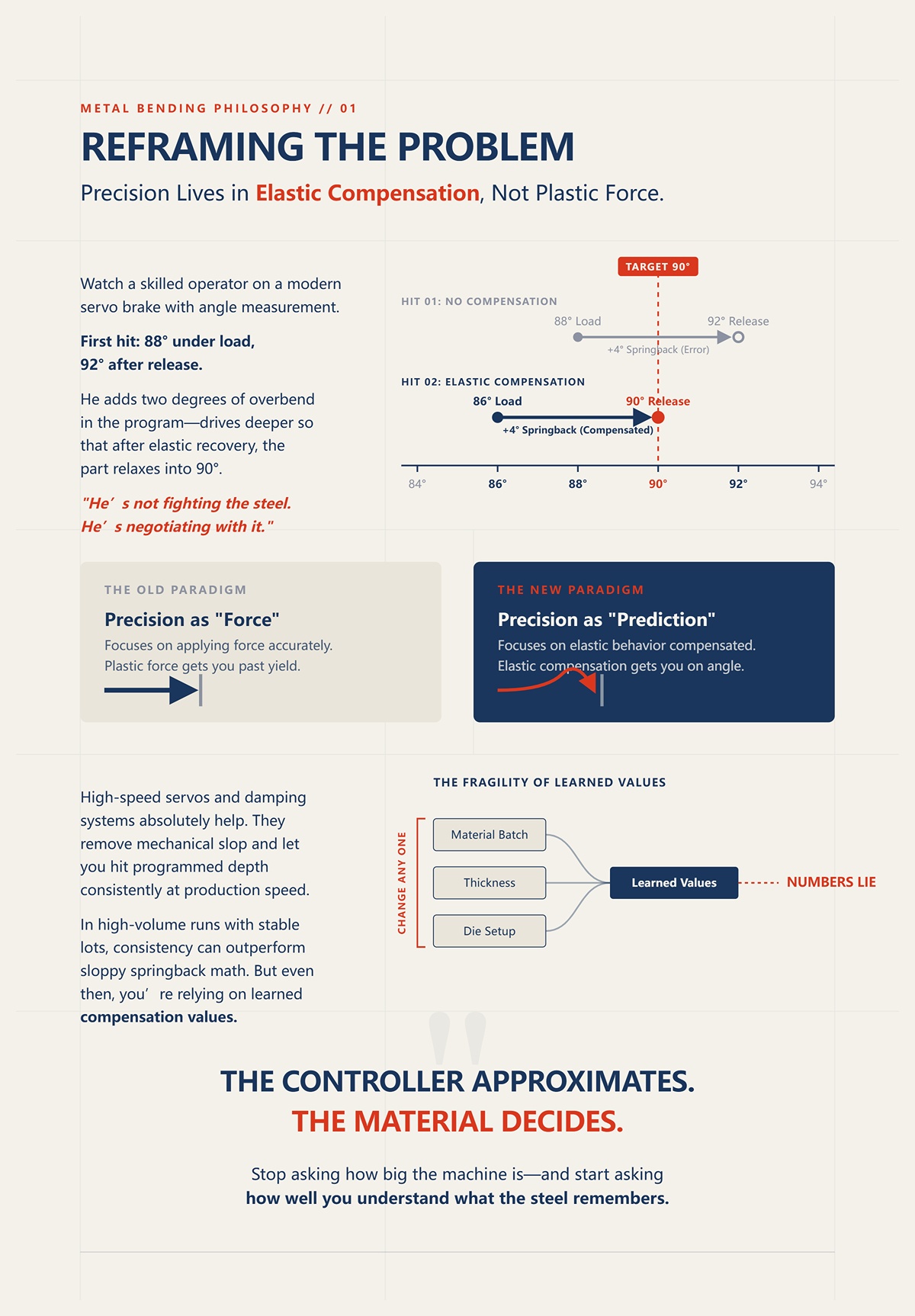
Observa a un operador experto en una prensa moderna con servo y medición de ángulo. Primer golpe: 88° bajo carga, 92° después de liberar. No busca más tonelaje. Añade dos grados de sobrecurvatura en el programa: baja más profundo para que, tras la recuperación elástica, la pieza se relaje a 90°.
No está luchando contra el acero. Está negociando con él.
Ese es el cambio que quiero que hagas: deja de ver la precisión como “fuerza aplicada con exactitud” y empieza a verla como “comportamiento elástico previsto y compensado”. La fuerza plástica te lleva más allá del límite de fluencia. La compensación elástica te lleva al ángulo correcto.
Los servos de alta velocidad y los sistemas de amortiguación sin duda ayudan. Eliminan los juegos mecánicos y te permiten alcanzar la profundidad programada de manera consistente a velocidad de producción. En tiradas de gran volumen con lotes de material estables, esa consistencia puede superar los cálculos imprecisos de resorteo. Pero incluso entonces, dependes de valores de compensación aprendidos vinculados a un lote de material, espesor y configuración de matriz específicos. Cambia cualquiera de esos factores y los números antiguos mienten.
El controlador aproxima. El material decide.
Y en el momento en que aceptas eso, dejas de preguntar qué tan grande es la máquina y comienzas a preguntar qué tan bien entiendes lo que recuerda el acero.
El invierno pasado ejecutamos una hoja de 0,125 pulgadas de 17-4PH en una máquina nueva. El programa decía 90°. El primer golpe se abrió a 94° después de liberar. Misma matriz que habíamos usado toda la semana en acero inoxidable 304. Misma profundidad. Resultado diferente. Lo único que cambió fue la resistencia al límite elástico dentro de esa lámina.
¿Quieres alcanzar el ángulo correcto a la primera? Entonces deja de tratar el límite elástico como un número fijo en la biblioteca de materiales y empieza a verlo como el guardián de la memoria elástica. El resorteo no es un misterio: es la deformación elástica recuperándose después de haber superado el límite elástico. Cuanto mayor sea la resistencia al límite elástico en relación con la deformación plástica que realmente impones, más fuerte será el retroceso. Eso no es filosofía. Es matemática de la curva esfuerzo-deformación.
La mayoría de los controladores almacenan la resistencia a la tracción porque está impresa en grande en el certificado. Pero la resistencia a la tracción es el pico antes de la fractura. El resorteo se decide mucho antes, justo cuando cruzas el límite elástico y cuánto te alejas más allá de él. Si programas la compensación basándote en la parte equivocada de la curva, estás negociando con un fantasma.
Entonces, ¿qué número en ese certificado de laminación es realmente el que lucha contra tu punzón?
Toma un A36 suave. El límite elástico puede situarse alrededor de 36 ksi, y la resistencia a la tracción alrededor de 58–70 ksi. Es una diferencia amplia. Tienes margen para deformación plástica antes del estrechamiento. Cuando lo doblas al aire en una matriz de 8x, empujas bien más allá del límite elástico en las fibras exteriores. Mucha deformación plástica. El resorteo es manejable porque la zona plástica domina el núcleo elástico.
Ahora compáralo con aleaciones de alta resistencia donde la relación entre límite elástico y tracción se acerca a 0,9. He visto certificados donde el límite elástico de 80 ksi persigue una tracción de 88 ksi. Eso significa que el material comienza a fluir y casi de inmediato alcanza su límite. Hay menos colchón plástico entre el “ajuste permanente” y la “fractura”. Estás doblando más cerca del borde. La parte elástica es una fracción mayor de la deformación total. Más retroceso al liberar.
Por eso el 17-4PH —límite elástico alrededor de 950–1050 MPa, tracción apenas superior a 1100 MPa— se comporta como un aprendiz disciplinado pero inflexible. Fluye alto, duro y no te da mucho estiramiento después del límite. Excelente para piezas de precisión en servicio. Difícil en la prensa. Si lo programas como si fuera 304 porque los números de tracción parecen similares en el papel, subcompensarás y perseguirás ángulos todo el turno.
Y aquí es donde las tiendas se engañan a sí mismas: si la máquina repite perfectamente el mismo ángulo incorrecto, la llaman “precisa”. El controlador hizo su trabajo. Le diste el mapa del campo de batalla equivocado.
Así que la resistencia a la tracción te dice cómo muere. La resistencia al límite elástico te dice cómo se recupera. ¿Cuál importa a 88° bajo carga?
Una vez corté dos soportes de la misma hoja de 4×8 de 0.187 pulgadas de 5052. Mismo anidado, mismo espesor, mismo programa. Uno se dobló a través del grano. El otro se dobló con él. El primero se relajó a 90.2°. El segundo se abrió a 91.1°. La tolerancia del cliente era ±0.5°. Uno pasó. El otro no.
La lámina laminada no es isotrópica; eso es solo una forma elegante de decir “no se comporta igual en todas las direcciones”. Durante el laminado, los granos se alargan en la dirección del laminado. Dobla a través del grano y estarás forzando esas estructuras alargadas a estirarse de manera diferente que cuando doblas paralelo a ellas. La resistencia efectiva al límite elástico cambia ligeramente con la dirección. No de manera dramática. Solo lo suficiente como para importar cuando estás persiguiendo décimas de grado en soportes aeroespaciales.
En material delgado y matrices V anchas—digamos calibre 16 en una matriz de 1 pulgada—la zona plástica ya es poco profunda. Pequeños cambios direccionales en el comportamiento del límite elástico se muestran como diferencias medibles de recuperación elástica. Si tu operador de patrones planos rota las piezas para un mejor aprovechamiento de la hoja y no indica la dirección de doblado, tu tabla de compensación acaba de quedar a ciegas.
El acero recuerda cómo fue laminado mucho antes de recordar cómo lo doblaste.
Entonces, si el límite elástico varía según la aleación y la dirección, ¿qué ocurre cuando varía dentro del mismo lote de colada?
Ejecutamos un lote de HSLA calibre 10 donde el primer palé se dobló limpio con una sobre-flexión de +1.5°. El segundo palé—misma especificación, mismo proveedor—necesitó +2.2° para asentarse en 90°. Los certificados estaban dentro del rango. El espesor medido era igual. ¿Qué cambió? Probablemente microvariaciones en la química y en la velocidad de enfriamiento que elevaron el límite elástico unos cuantos ksi y redujeron la ductilidad.
Eso no lo verás en la superficie. Pero lo sentirás cuando la pieza se abra otro medio grado.
La ductilidad—la capacidad del material para deformarse plásticamente antes de fracturarse—controla cuánto de la deformación por doblado se vuelve permanente frente a elástica. Menor ductilidad significa que te acercas rápidamente a la resistencia a la tracción después del límite elástico. La región plástica se reduce. La recuperación elástica se convierte en una fracción mayor de la deformación total. Por eso los aceros con alto contenido de carbono, con resistencia a la tracción apenas por encima del límite elástico, pueden agrietarse en lugar de recuperarse con elegancia. En esos casos, el problema no es demasiada memoria. Es falta de perdón.
Ahora dale la vuelta. Los metales extremadamente dúctiles pueden localizar la deformación: el estrangulamiento en las pruebas de tensión lo muestra claramente. En el doblado, si la deformación se concentra de manera desigual a través del espesor debido al radio de la herramienta o a la condición superficial, el comportamiento uniforme del límite elástico que asumiste desaparece. Tu modelo decía una cosa. Las fibras externas hicieron otra.
Entonces, ¿cómo programas eso?
No confíes en un número de catálogo. Dobla una probeta del lote real, en la matriz real, al espesor real. Mide bajo carga si puedes. Registra la sobre-flexión real requerida. Construye tu compensación alrededor del comportamiento del límite elástico observado, no de la resistencia a la tracción de folleto. Luego fija la dirección del grano y la selección de matriz con la regla de 8× el espesor para no apilar variables nuevas sobre un objetivo móvil.
El controlador puede aproximar. El acero decide.
Y una vez que aceptas que el límite elástico es un objetivo móvil—que cambia con la aleación, la dirección y la ductilidad—estás listo para hacer una pregunta más aguda: ¿cómo cambia el propio método de doblado la cantidad de esa memoria elástica que sobrevive al golpe?
Tengo una probeta de 0.125 pulgadas de 5052 en el banco, doblada en una matriz en V de 1 pulgada—justo en la regla de 8× el espesor. Bajo carga marca 88°. El ariete sube. Se relaja a 92.4°. Eso es más de 4° de recuperación elástica, y no es un error tipográfico. He visto algunos lotes de aluminio superar los 5° cuando el radio interior es grande.
Esto es lo que realmente sucede en el doblado al aire.
La chapa solo toca el utillaje en tres puntos: la punta del punzón y los dos hombros de la matriz. El ángulo se crea por la profundidad de penetración, no por forzar el material a adaptarse a una cavidad fija. Eso significa que la mayor parte del espesor está en un estado mixto: las fibras exteriores superan el límite elástico, mientras que el núcleo interno sigue siendo elástico. Cuando se libera la presión, ese núcleo elástico se descarga y abre el pliegue. ¿Cuánto? Exactamente hasta el punto que permite el comportamiento de fluencia de ese lote específico.
El doblado al aire es una negociación con la elasticidad.
No cambies nada excepto el material —de A36 a HSLA de 70 ksi en la misma matriz de 8x— y tu sobreplegado necesario se dispara. La geometría no cambió. El tonelaje apenas cambió. El límite elástico sí. Ese es tu multiplicador. En acero dulce podrías sobreplegar 1–2°. En material de alta resistencia, 3° no es inusual. En algunos aluminios, más.
Y aquí es donde los talleres se engañan a sí mismos: si la máquina repite perfectamente el mismo ángulo incorrecto, lo llaman “preciso”. El CNC solo conoce la matemática de profundidad y ángulo basada en un límite elástico asumido. No puede percibir que este lote trabaja 6 ksi más alto que el anterior. Si tratas el doblado al aire como un proceso de presionar botones, estarás persiguiendo ángulos todo el turno, porque el contacto en tres puntos deja un gran núcleo elástico vivo dentro del pliegue.
Entonces, ¿qué pasa si reducimos ese núcleo elástico a propósito?
Mismo material. Mismo espesor. Ahora, en lugar de detenerte antes de llegar al fondo de la V, haces que el punzón baje más para que la pieza haga un contacto casi completo con las caras de la matriz. No es acuñado—solo ajuste en fondo. El ángulo del punzón es ligeramente más agudo que el ángulo de la matriz, así que el material se fuerza más cerca de la geometría objetivo.
Bajo carga, el metal ya no flota entre tres puntos. Se presiona a lo largo de las paredes de la matriz. Más parte de la sección transversal supera el límite elástico porque lo estás deformando plásticamente para que coincida con el ángulo de la matriz, no solo flexionándolo en el espacio.
El retorno elástico disminuye. No a cero. Pero disminuye.
Si el doblado al aire de ese acero de 0,125 pulgadas necesitaba 2° de sobreplegado, el ajuste en fondo podría reducirlo a menos de 1°. El multiplicador se reduce porque la parte elástica del espesor disminuye. Has dominado más de la memoria molecular.
Pero no te engañes: el ajuste en fondo no está libre de retorno elástico. El punzón y la matriz aún no comprimen el material a lo largo de todo su espesor como en una operación de forja. Todavía hay deformación elástica almacenada en el núcleo. Por eso los montajes de ajuste en fondo suelen usar herramientas rectificadas uno o dos grados más agudas. Están precompensando mecánicamente porque saben que ocurrirá cierta recuperación.
Y aquí está la parte que enfurece a quienes dicen que “todo se trata de la calidad de la máquina”: el ajuste en fondo puede hacer que una prensa más vieja y con más holgura se vea mejor de lo que es. Al forzar el material en el ángulo de la matriz, reduces la dependencia del control preciso de la profundidad. Estás sustituyendo tonelaje y contacto por inteligencia.
Eso funciona—hasta cierto punto.
Pagas con una presión de conformado más alta, mayor desgaste de herramientas, marcas visibles de la matriz en piezas estéticas y más carga sobre el bastidor de la máquina. He visto talleres ajustar en fondo acero inoxidable calibre 10 todo el día y luego preguntarse por qué su paralelismo del ariete deriva con el tiempo. El acero no olvida. Tu prensa tampoco.
Entonces, si el ajuste en fondo reduce el retorno elástico al dominar más el límite elástico, ¿qué sucede cuando llegas hasta el final?
Ahora no estamos negociando. Estamos aplastando.
El acuñado empuja la punta del punzón en el material con suficiente presión para deformar plásticamente toda la zona de doblado a través del espesor. El tonelaje puede multiplicarse por cinco o diez en comparación con el doblado al aire. No solo estás formando un ángulo: lo estás imprimiendo. El radio interior se convierte en el radio del punzón porque el material fluye completamente en la zona de contacto.
La memoria elástica no tiene dónde esconderse.
El retorno elástico se vuelve casi insignificante porque el núcleo elástico ha sido eliminado en gran parte en la zona de la curva. El material no puede “relajarse” de nuevo a un ángulo más amplio; ya ha sido llevado más allá de su límite elástico a través de la mayor parte de su espesor en ese radio.
Por eso el acuñado aparece en soportes aeroespaciales de tolerancia estricta donde ±0,25° realmente importa y los volúmenes justifican la carga. En el programa, él añade dos grados de sobrecurvado—empuja más profundo para que, después de la recuperación elástica, la pieza se relaje hasta 90°—en el doblado al aire. En el acuñado, esa compensación casi desaparece porque la geometría queda bloqueada mecánicamente.
Pero no se obtiene esa precisión gratis.
El requisito de tonelaje puede acercarse a los límites de la máquina. La herramienta soporta tensiones de contacto extremas. El acabado superficial puede deteriorarse. Los intervalos de mantenimiento se acortan. Si estás acuñando piezas que podrían haberse doblado al aire con una compensación inteligente y una selección adecuada de matriz 8x, estás cambiando el trabajo mental por fuerza bruta—y castigando un activo de medio millón de dólares en el proceso.
El acuñado tiene sentido cuando el costo de la variación del ángulo supera el costo del tonelaje y el desgaste. Es una decisión estratégica, no una muestra de rudeza.
Así que ahora has visto el espectro: el doblado al aire deja un gran núcleo elástico, el asentado lo reduce, el acuñado casi lo elimina. Mismo material. Misma conducta de fluencia. Cantidades diferentes de memoria molecular que se permiten sobrevivir.
Si el método cambia cuánta memoria permanece, entonces la siguiente palanca no es la fuerza.
Es la geometría.
Coloca una lámina de 5052 de 0,125 pulgadas en un troquel en V de 1 pulgada y dóblala al aire a 90°. Probablemente verás entre 3 y 4° de retorno elástico. Cambia solo el troquel por una abertura de 0,75 pulgadas y ejecuta el mismo programa de profundidad. El ángulo cambia. El tonelaje cambia. El retorno elástico cambia. Misma máquina. Mismo operador. Mismo material.
Entonces, ¿qué cambió?
La interfaz. El troquel en V y el punzón son donde la fuerza se convierte en una distribución de deformación a través del espesor. En el doblado al aire, esa distribución está definida por tres puntos: la punta del punzón y los hombros del troquel. Cambia el ancho en V y cambias el radio de curvatura que se forma naturalmente. Cambia el radio y cambias cuánta parte de la sección transversal se lleva más allá del límite elástico y cuánta queda elástica en el núcleo. Ese núcleo elástico es la “memoria” de la que hemos estado hablando.
La geometría de las herramientas no solo da forma a la pieza. Decide cuánto del aprendiz recuerda la lección.
Y si crees que el CNC puede compensar una mala elección de troquel, vuelves a ser un pulsador de botones con juguetes caros.
He visto a un novato tomar un troquel de 1 pulgada para acero de 0,125 pulgadas porque “es el que siempre usamos”. No estaba equivocado. Solo que no sabía por qué.
La regla de 8× dice que la abertura del troquel en V debe ser aproximadamente ocho veces el espesor del material para acero dulce en doblado al aire. Para 0,125 pulgadas, eso es 1,000 pulgada. No es un mito. Es geometría y control de deformación. Aproximadamente a 8×, el radio interior que se forma naturalmente es casi 0,16 × la abertura en V. Así que un troquel de 1 pulgada te da un radio interior de aproximadamente 0,160 pulgadas. Ese radio produce un gradiente de deformación predecible: plástico cerca de la superficie interior, elástico hacia el eje neutro, retorno elástico manejable para límites elásticos comunes.
Ahora cambia el material a HSLA de 70 ksi del mismo espesor. El límite elástico es más alto. Eso significa que, para el mismo radio, una porción menor del espesor se vuelve plástica antes de que la tensión caiga por debajo del límite elástico. Tu núcleo elástico crece. El retorno elástico aumenta.
Aquí es donde los talleres se engañan a sí mismos. Mantienen el troquel 8× porque “el espesor no cambió”, y luego persiguen ángulos toda la jornada con ajustes de profundidad.
La regla de 8× se basó en el comportamiento del acero dulce. Es un punto de partida, no un mandamiento.
Para materiales de mayor límite elástico, apretar la abertura de la matriz —por ejemplo, pasar de 8× a 6×— reduce el radio interior natural. Un radio más pequeño aumenta la deformación superficial. Más del espesor supera el límite elástico. El núcleo elástico se reduce. El retorno elástico disminuye. Pero el tonelaje aumenta rápidamente, y la deformación superficial se acerca a los límites de fractura. En el aluminio, especialmente a través del grano, puedes comprarte una grieta persiguiendo la estabilidad del ángulo.
Así que la verdadera pregunta no es “¿Cuál es el espesor?” sino “¿Qué límite elástico estoy manejando y cuánta penetración plástica a través del espesor necesito?”
Ignora por completo la regla del 8× y te prometo que el acero te instruirá de la manera difícil. Trátala a ciegas y hará lo mismo.
Lo que nos lleva a lo que la mayoría de la gente nunca calcula.
Toma esa misma lámina de 0.125 pulgadas en una matriz de 1.000 pulgadas. Ahora aprieta la matriz a 0.900 pulgadas. Eso es una reducción de 10% en la abertura.
El tonelaje en doblado al aire es inversamente proporcional a la anchura de la matriz. A grandes rasgos, T ∝ 1/V. Si reduces V en 10%, el tonelaje no disminuye; aumenta alrededor de 11%. Esa es la matemática pura.
Pero esa no es toda la historia.
Porque la matriz más pequeña también reduce el radio interior formado. Un radio más pequeño implica una mayor deformación en la superficie interna. Una deformación mayor significa que estás profundizando más en la deformación plástica. Para alcanzar el mismo ángulo, especialmente en materiales de mayor límite elástico, a menudo se presiona más de lo que predice la simple ecuación 1/V. Los saltos de fuerza en el mundo real pueden sentirse entre 20–40% dependiendo del material y del ángulo objetivo.
He visto un taller cambiar de una matriz de 1 pulgada a una de 0.875 pulgadas en acero A36 de calibre 10 para “ajustar el ángulo”. El medidor de carga de la prensa plegadora pasó de estar cómodo a coquetear con el tonelaje nominal de la máquina. Mismo plano de pieza. Mismo espesor. Diferente geometría. La máquina no se volvió más débil. La matriz se hizo más estrecha.
Ahora añade el método. El fondo exige ya aproximadamente 1.5× el tonelaje de doblado al aire. El acuñado puede exigir 5×. Si aprietas la matriz y aumentas el nivel del método al mismo tiempo, puedes acumular multiplicadores hasta poner bajo tensión las herramientas, los pasadores y los bastidores. Y si el lote de material tiene un límite elástico alto, tus números ordenados en la hoja de cálculo se evaporan.
Así es como una máquina completamente nueva termina siendo culpada de “inconsistencia de ángulo” cuando el verdadero problema es una elección de matriz que alteró la distribución de fuerza y tensión más allá de lo que la ventana del proceso podía tolerar.
Y la fuerza es solo la mitad de la interfaz.
Una vez vi un soporte especificado con un radio interior casi nulo en acero inoxidable 304 de 0.090 pulgadas. El programador eligió un punzón agudo para “fijar” el ángulo y combatir el retorno elástico. Las primeras diez piezas se veían bien. La undécima mostró una grieta capilar en el interior del doblez.
¿Por qué?
La punta aguda del punzón concentra la deformación en la superficie interna. La deformación en el doblado es aproximadamente el espesor dividido entre dos veces el radio interior. Si reduces el radio, la deformación superficial aumenta rápidamente. En materiales de alta resistencia o baja ductilidad, puedes superar los límites de elongación antes de que el resto del espesor se haya deformado significativamente. Obtienes una grieta antes de lograr la estabilidad.
En el extremo opuesto, si el radio del punzón es demasiado grande —doblado clásico por radio—, reduces tanto la deformación superficial máxima que sobrevive un núcleo elástico grueso. El retorno elástico se vuelve impredecible. En piezas con múltiples dobleces sin pestañas de retorno, 2° por doblez pueden acumularse en 8° a lo largo de cuatro dobleces. Una geometría que era “segura” en un solo golpe se convierte en un desastre de tolerancia en secuencia.
Entonces, ¿cuál es el movimiento adecuado?
Ajusta el radio del punzón a la ductilidad del material y al radio interior objetivo, no a alguna idea exagerada de que “agudo equivale a preciso”. En el doblado al aire, el radio del punzón debe ser igual o menor que el radio natural formado por la matriz en V elegida. Esto mantiene las condiciones de contacto estables sin forzar una deformación extrema. Si necesitas un radio interior más ajustado que el que la matriz forma naturalmente, no simplemente insertas un punzón afilado: reevalúas la anchura de la matriz, el método o incluso pasas a fondo controlado con un ángulo de punzón compensado.
He visto un caso de retorno elástico de 7° solucionado no aumentando el tonelaje ni estrechando la matriz, sino usando un punzón de 83° con fondo de precisión para que el flujo plástico coincidiera con la geometría objetivo. La geometría hizo la compensación, no la fuerza bruta.
El troquel establece la luz. El punzón determina la concentración de deformación. Juntos, deciden cuánto del espesor fluye y cuánto recuerda.
Y una vez que empiezas a aumentar el tonelaje y a reducir las ventanas para controlar esa memoria, ya no estás negociando solo con el material: estás cargando la estructura de la máquina misma, lo que nos lleva a lo que sucede cuando el bastidor, y no el troquel, se convierte en el eslabón débil.
Un doblado de 12 pies en 0.125 pulgadas de 5052, formado al aire en un troquel en V de 1 pulgada en una prensa de 175 toneladas. El centro marca 90°. Los últimos 6 pulgadas en ambos extremos marcan 92°. Mismo programa. Mismo punzón. Mismo operador.
Eso no es rebote elástico variando. Es la máquina pandeándose bajo carga.
Cuando aumentas el tonelaje—troquel estrecho, lote de alta resistencia a la fluencia, penetración más profunda para dominar ese núcleo elástico—ya no estás negociando solo con la lámina. Estás cargando el ariete y la cama como una viga en flexión. Bastidor de acero, apoyado en los extremos, fuerza en el centro. Mecánica básica: las vigas se flexionan más en el centro. Si la máquina se deflecta hacia abajo en el medio, el punzón penetra menos en relación con el troquel en el centro que en los extremos. Menor penetración significa un ángulo más abierto.
Entonces, ¿por qué el centro salió más cerrado en ese ejemplo?
Porque el taller tenía el coronado mecánico ajustado del último trabajo—sobrecompensado para material más liviano. La cama estaba precombarbada hacia arriba. Bajo una carga más pesada, la flexión del bastidor y la precarga no coincidieron. La curva de deflexión cambió, pero la corrección no. El resultado no fue aleatorio. Fue predecible.
Y aquí es donde los talleres se engañan: si la máquina repite perfectamente el mismo ángulo incorrecto, lo llaman “preciso”.”
La repetibilidad no es geometría. Es solo error consistente.
Si el siguiente paso es hablar directamente con el equipo, Contáctanos encaja naturalmente aquí.
Si la geometría del utillaje gobierna la distribución de la deformación a través del espesor, la deflexión del bastidor gobierna cuán uniformemente se aplica esa deformación a lo largo de la longitud. Si fallas en cualquiera de los dos, tu negociación con la memoria del material se desmorona antes de que el rebote elástico siquiera entre en la conversación.
Imagina un modelo simple. Doce pies entre los bastidores laterales. El ariete presionando hacia abajo con un total de 120 toneladas, distribuidas a lo largo de la línea de doblado. Trátalo como una viga cargada: la deflexión en el centro aumenta con el cubo de la longitud y directamente con la carga. Duplica el tonelaje y la deflexión se duplica. Aumenta la longitud del doblado y la deflexión crece rápidamente.
Ahora añade la realidad del material.
Un aumento de 10% en la resistencia a la tracción requiere aproximadamente 10% más de fuerza para alcanzar el mismo ángulo. Si el espesor aumenta 10%, el tonelaje puede acercarse a 20% porque la fuerza de doblado escala con el cuadrado del espesor. Esa fuerza adicional no solo cambia la penetración, cambia la forma del bastidor bajo carga.
Si tu sistema de coronado estaba ajustado para el lote más liviano, el nuevo perfil de carga produce una curva de deflexión diferente. El centro se abre mientras los extremos permanecen cerrados, o viceversa, dependiendo de cómo precargaste la cama.
He visto acero HSLA de 70 ksi reemplazando A36 con el mismo plano. Mismo troquel 8×. Misma profundidad programada. El operador agregó dos grados de sobre-doblado en el programa—empuja más profundo para que después de la recuperación elástica, la pieza se relaje a 90°. Los extremos quedaron bien. El centro quedó 1.5° abierto a lo largo de diez pies. Siguió buscando más profundidad. Todo lo que hizo fue aumentar el tonelaje total y exagerar el desajuste de deflexión.
El material no se estaba comportando mal. El bastidor sí.
El coronado no se trata de corregir una mala programación. Se trata de igualar la curva elástica de la máquina con la curva de carga antes de que empieces a discutir con el rebote elástico.
Entonces, ¿qué sistema realmente sigue ese objetivo en movimiento?
He usado ambos.
El cilindrado mecánico por cuña es honesto pero estático. Ajustas una precarga, básicamente forzando la bancada a una ligera curvatura ascendente antes del golpe. Bajo el tonelaje “esperado”, la bancada se aplana. Eso funciona de maravilla si tus suposiciones son correctas.
Pero las suposiciones se derrumban cuando el lote cambia.
Un salto de 10% en resistencia significa 10% más de fuerza. Eso significa 10% más de deflexión. Las cuñas mecánicas no entienden eso. No pueden ajustarse bajo carga. Si el centro te sale abierto, detienes, calzas, vuelves a ajustar y lo intentas otra vez. Producción odia eso.
Los sistemas de cilindrado hidráulico empujan aceite en zonas a lo largo de la bancada para crear compensación. Los mejores permiten ajuste durante el ciclo. A medida que aumenta el tonelaje, la presión en los cilindros de compensación puede ajustarse para coincidir con la carga real, no con la supuesta. La mesa se mantiene más cerca del contacto planar con la lámina mientras la fuerza aumenta.
Eso importa porque la fuerza en el doblado al aire no es constante durante el recorrido. Aumenta bruscamente conforme se cierra el ángulo. Una cuña estática coincide solo con un punto en esa curva. Un sistema hidráulico sensible puede seguirla.
Pero mantengamos la cabeza fría.
Incluso el cilindrado hidráulico sigue siendo una aproximación. La mayoría de los sistemas compensan por zonas, no en puntos continuos. Desgaste de sellos, temperatura del aceite, respuesta de válvulas — todo cambia el comportamiento con el tiempo. Si la curva de deflexión del bastidor y la curva de compensación del sistema no coinciden punto por punto, sigues aproximando.
Sigues negociando con la memoria del acero usando una máquina que tiene la suya propia.
Lo que nos lleva al error que convierte la deflexión temporal en daño permanente.
Entré en un taller con una máquina nueva que “no podía mantener el ángulo a lo largo de 10 pies”. El centro siempre abierto. Los extremos siempre cerrados. Habían empezado a aplicar el fondo en acero inoxidable calibre 10 en una matriz estrecha para eliminar el resorte — multiplicadores acumulados: V más estrecha, límite elástico más alto, método de fondo.
Estaban operando cerca del tonelaje nominal en cada ciclo.
Con el tiempo, la bancada desarrolló una curvatura permanente hacia arriba en los extremos y una ligera caída en el centro. Comprobamos con una regla y galgas de espesores. No era dramático. Unas milésimas. Eso es todo lo que se necesita.
Piensa en la matemática de la deformación. En el doblado al aire, unas milésimas de diferencia en la penetración pueden cambiar el ángulo en un grado o más, dependiendo del ancho de la matriz. Si la bancada toma una forma permanente —lo que los operarios llaman “efecto canoa”— puedes ajustar el cilindrado todo el día y nunca lograr realmente aplanar el sistema. Estás compensando daño, no comportamiento elástico.
Los bastidores están diseñados para flexionarse elásticamente dentro del tonelaje nominal. Si lo excedes repetidamente, pasas de la deformación elástica a la plástica en la propia máquina. Ahora la máquina también tiene memoria.
Y a diferencia de la lámina, no puedes desecharla y sacar otra pieza.
Si la geometría de las herramientas empuja el tonelaje para controlar el resorte, y el cilindrado intenta neutralizar la deflexión elástica, entonces la verdadera disciplina está en saber dónde termina lo elástico y comienza la distorsión permanente.
Porque una vez que la prensa recuerda cómo la maltrataste, cada negociación con el material parte de una base deformada.
¿Quieres la ventana de tonelaje segura y el ajuste de coronado correcto?
Se gana con pruebas de doblado, no con suposiciones.
El tonelaje nominal en el costado del bastidor te dice dónde la máquina se deforma permanentemente. Tu ventana real es más estrecha: el rango en el que el bastidor permanece elástico, la cama se mantiene recta bajo carga, y el material se deforma lo justo para relajarse dentro de la especificación después del resorte elástico. Esa ventana cambia cuando cambia el límite elástico, cuando la dirección del grano se invierte, cuando alguien sustituye A36 por 70 ksi y se olvida de decírtelo.
El acero recuerda.
Si no mides cómo se comporta este lote en este troquel en esta máquina, estás negociando a ciegas con dos memorias a la vez: la de la chapa y la de la prensa. Así que la estrategia no es “añadir dos grados y rezar.” Son sondas controladas: piezas cortas, penetración medida, ángulos verificados, tonelaje vigilado como un halcón. Estás cartografiando la frontera elástica antes de pasar la producción por ella.
Esa es la diferencia entre operar una prensa plegadora y controlar un proceso de formado.
No empiezo con una pieza completa de 10 pies.
Corto una tira de 3 pulgadas de ancho de la misma chapa, misma dirección de grano, y la doblo en el mismo troquel que vamos a usar: 8× el espesor del material para la abertura en V, a menos que haya una razón documentada para romper esa regla. Si es material de 0.125 pulgadas, uso una V de 1 pulgada. No porque lo diga el libro, sino porque he visto lo que pasa cuando la gente cierra el troquel para “luchar contra el resorte elástico” y, silenciosamente, duplica su tonelaje.
Aquí están las matemáticas que los que solo aprietan botones omiten: el tonelaje en doblado al aire escala con el cuadrado del espesor y disminuye a medida que se incrementa el ancho de la V. Si reduces esa V en un 10–15 %, la fuerza sube rápidamente. Esa fuerza extra no solo cierra el ángulo. También dobla más el bastidor. Ahora tu ajuste de coronado está mal antes incluso de mirar el resorte elástico.
Así que corro la tira de prueba a 90° programados.
Luego mido hasta dónde se relaja.
Si se abre a 92°, sé que necesito aproximadamente 2° de sobre-doblado en esta configuración. Se añaden dos grados de sobre-doblado en el programa—se profundiza el golpe para que, tras la recuperación elástica, la pieza se relaje hasta 90°. Pero no termino ahí. Observo la gráfica de tonelaje durante el golpe. Si ya estoy en un 85–90 % de la capacidad nominal en una tira corta, sé que un doblado a lo largo completo empujará la deflexión y quizás coquetee con una deformación permanente si el coronado no está correcto.
Quince minutos. Tres tiras. A contragrano y con el grano si el plano permite ambas.
Eso supera cuatro horas de persecución de ángulos en piezas terminadas mientras producción se queda esperando y culpa al acero.
Necesitas puntos de partida, no leyendas.
Acero dulce en un troquel 8× apropiado: uno a dos grados de resorte elástico en espesores típicos. Aluminio 5052-H32: dos a cuatro, a veces más si estás a contragrano. Acero inoxidable 304 en doblado al aire: de tres a cinco es común. Aleación de alta resistencia a 70 ksi: he visto siete grados en una configuración limpia.
No son promesas. Son ofertas iniciales.
El mecanismo es sencillo: una mayor resistencia al rendimiento significa un núcleo elástico más grande a lo largo del espesor durante el doblado por aire. Más núcleo elástico implica más recuperación cuando se retira la carga. Puedes hacer fondo o “acuñar” para aplastar esa zona elástica, sí, pero el acuñado puede requerir de cinco a diez veces el tonelaje del doblado por aire. En una prensa estándar, así es como conviertes la deflexión elástica del bastidor en una deformación permanente tipo “canoa”.
Y una vez que la cama toma una forma fija, tu “solución” se convierte en el nuevo problema.
Así que trato esos rangos de grados como barandillas. Si mi tira de prueba de acero 304 de 0.125 pulgadas se abre cuatro grados en una V de 1 pulgada, eso es normal. Si se abre ocho, algo cambió —el temple del material, el ancho incorrecto del dado, el radio defectuoso del punzón. La prueba me dice si estoy dentro del comportamiento esperado antes de tocar una pieza de producción.
No eliminas la variación.
La contienes.
Los controles modernos incluyen bibliotecas de materiales. Algunos incluso leen el ángulo en tiempo real y ajustan la profundidad sobre la marcha.
Herramientas útiles.
Pero siguen siendo aproximaciones basadas en valores promedio de límite elástico y fricción asumida. Cambia la dirección del grano, el acabado superficial o la composición del lote, y la curva real de recuperación elástica se altera. He visto sistemas láser de medición de ángulo confundirse con acero inoxidable cepillado y perseguir un “fantasma” dos grados fuera de la realidad.
Y aquí es donde los talleres se engañan: si la máquina repite perfectamente el mismo ángulo incorrecto, lo llaman “preciso”.”
Confío en la tabla cuando mis tiras de prueba la confirman. Si el control indica que el acero inoxidable de este espesor en este dado necesita un sobre-doblado de 3° y mi tira se relaja de 87° a 90°, todo bien. Estamos alineados. Si dice 3° y yo mido 5°, la anulo sin disculpas. El controlador no puede sentir la deriva en la resistencia al rendimiento. Tú sí puedes medirla.
El CNC es una calculadora.
Tú eres el responsable del proceso.
Cuando construyes la compensación a partir del comportamiento medido —tirillas cortas, geometría del dado conocida, tonelaje verificado— dejas de reaccionar ante la recuperación elástica y comienzas a predecirla. Y una vez que puedes predecirla dentro de los límites elásticos de la máquina, la conversación pasa de “¿Qué tan fuerte puedo golpearla?” a algo más serio.
¿Qué tipo de operador quieres ser: alguien que produce piezas o alguien que controla los resultados?
Quieres que la predicción sobreviva al segundo turno.
No en tu cabeza. No en tu cuaderno. En el propio proceso — para que la pieza salga a 90° estés o no allí.
Esa es la línea entre operar una máquina y controlar un sistema de conformado.
Una máquina nueva no te salvará de un proceso que deriva. He visto talleres atornillar una prensa de seis cifras al suelo, cargar la tabla de materiales del fabricante y asumir que la precisión viene preinstalada. Dos meses después, el turno de día alcanza 90°, el turno de noche 92°, y todos culpan al acero. Lo que realmente cambió no fue la fuerza. Fue la disciplina. Sin regla de dado fijo. Sin resultados documentados de tiras de prueba. Sin sobre-doblado acordado ligado a ese lote y dirección del grano. Solo memoria tribal.
El acero es un aprendiz terco con una larga memoria. Si no escribes cómo se comportó en esa V de 1 pulgada con 0.125 pulgadas de acero 304 a través del grano, el próximo operador estará negociando desde cero.
Entonces, ¿cómo haces que la predicción sea repetible en lugar de personal?
Porque la fuente de error más grande en la mayoría de los talleres no es el desplazamiento del tope trasero ni la falta de coincidencia del abombamiento. Es la recuperación elástica no medida.
Ignora la recuperación elástica y estarás apostando dos grados o más. Eso no es una molestia de preparación. Eso es desperdicio en piezas aeroespaciales con una tolerancia de medio grado.
El límite elástico es el guardián aquí. Un límite elástico más alto significa un núcleo elástico más grueso durante el doblado en aire. Un núcleo elástico más grueso significa más recuperación cuando se retira la carga. La máquina no “ve” ese cambio a menos que se lo indiques. Y el límite elástico varía de lote a lote, incluso dentro de la misma banda de especificación.
No puedes estandarizar la fuerza y esperar precisión.
Estandarizas cómo respondes al comportamiento elástico.
Eso significa que cada nuevo lote de material, espesor u orientación del grano activa la misma prueba controlada: tira corta, V correcta según la regla de 8× a menos que ingeniería diga lo contrario, ángulo medido después de la relajación, tonelaje observado. El resultado no es solo “necesita sobre-doblado de 3°.” Está documentado: tratamiento del material, apertura de matriz, radio del punzón, profundidad programada, recuperación elástica real.
Ahora estás construyendo una biblioteca de respuestas de materiales que pertenece a tu taller, no a una tabla CNC genérica.
Pero la documentación por sí sola no detiene la variación entre operadores, ¿verdad?
He visto un freno manual con un operador hábil mantener la precisión mejor que un CNC mal calibrado por todo un grado durante todo el día.
No porque la máquina sea mejor.
Porque el proceso es más preciso.
Así es como se ve eso en la práctica:
Y aquí es donde los talleres se engañan: si la máquina repite perfectamente el mismo ángulo incorrecto, lo llaman “preciso”.”
La repetibilidad sin validación es solo desperdicio automatizado.
Controles de alta gama con corrección de ángulo en proceso pueden compensar el retroceso elástico en tiempo real. Buenos sistemas. Yo usaría uno. Pero incluso ellos dependen de suposiciones básicas sobre el límite elástico y la fricción. Si tus datos de base son imprecisos, el bucle de corrección simplemente oscila más rápido alrededor del objetivo equivocado.
El freno manual gana en los talleres deficientes porque obliga a prestar atención.
Entonces la pregunta se convierte en: ¿cómo incorporas esa atención en el sistema para que no dependa de la personalidad?
La mayoría de los operadores piensan en términos de ángulo final.
Los controladores de proceso piensan en términos de penetración elástica.
Cuando haces doblado por aire, no estás formando 90°. Estás conduciendo a una profundidad calculada que crea una distribución elástico-plástica específica a través del espesor. Él agrega dos grados de sobre-doblado en el programa —conduce más profundo para que, después de la recuperación elástica, la pieza se relaje hasta 90°. Esa profundidad —no el ángulo mostrado— es la verdadera variable de control.
Fíjalo, y el ángulo se convierte en un subproducto.
Este es el marco que espero que un jefe de turno maneje:
Ahora la predicción se basa en la penetración medida y la respuesta documentada, no en quién está en el control.
Controla la fase elástica, y el resultado plástico seguirá —cada vez.
Ese es el enfoque que quiero que lleves adelante: la precisión no se trata de empujar más fuerte o de comprar software más inteligente. Se trata de tratar la recuperación elástica como la variable principal y diseñar los hábitos de tu taller en torno a ella.
Una vez que ves el doblado como la gestión de la memoria elástica en lugar de la búsqueda de fuerza, dejas de preguntar: “¿Puede la máquina lograrlo?”
Empiezas a preguntar: “¿Hemos definido el comportamiento del material con suficiente precisión como para que no falle?”


















