

Ho visto una pressa piegatrice da 200 tonnellate mancare una piega di 90° di due gradi su HSLA da 3/16 di pollice. Macchina nuova di zecca. Increspatura CNC. Controllo dell’angolo laser. Lo schermo segnava 90,0°. Il pezzo segnava 92°.
L’operatore ha dato la colpa alla tonnellata. Il supervisore ha dato la colpa al programma. L’acciaio se ne stava lì, mantenendo la sua forma come un apprendista testardo che ti ha ascoltato — e ha deciso di risponderti.
Quel divario tra lo schermo e l’acciaio è il luogo dove la precisione vive realmente — e colmarlo richiede più della sola forza bruta; richiede sistemi di piegatura CNC progettati per la ripetibilità, la compensazione e l’integrazione nei reali flussi produttivi. Soluzioni come i sistemi di piegatura basati su CNC 100% di CN-HAWE, descritti nella loro pagina delle soluzioni per presse piegatrici, sono costruite per applicazioni di lamiera di fascia alta in cui comportamento elastico, automazione e coerenza dell’angolo devono allinearsi ad ogni corsa.
Una pressa piegatrice da 200 tonnellate non sa se hai inserito A36 da 50 ksi o HSLA da 70 ksi. Conosce solo forza e posizione. Il carico di snervamento — la tensione alla quale l’acciaio smette di comportarsi elasticamente e inizia a deformarsi in modo permanente — non è qualcosa che il pistone possa “sentire”. È qualcosa che devi calcolare.
Ho visto officine comprare macchine più grandi per “risolvere” l’incoerenza dell’angolo. Più forza. Servocomandi più rapidi. Ripetibilità più stretta del registro posteriore. E comunque passano tutto il turno a rincorrere correzioni di mezzo grado. Perché la macchina può ripetere la posizione con precisione di millesimi, ma non può eliminare il ritorno elastico. Non può normalizzare la tensione residua vicino a una cucitura che non hai ricotto. Non può correggere una scelta sbagliata di matrice fatta prima ancora che il pistone si muovesse.
L’alta tonnellata piega il pezzo. Non garantisce dove si assesterà dopo il ritorno elastico.
Quindi, quando il controllore dice 90°, e il pezzo dice 92°, che cosa è successo esattamente?
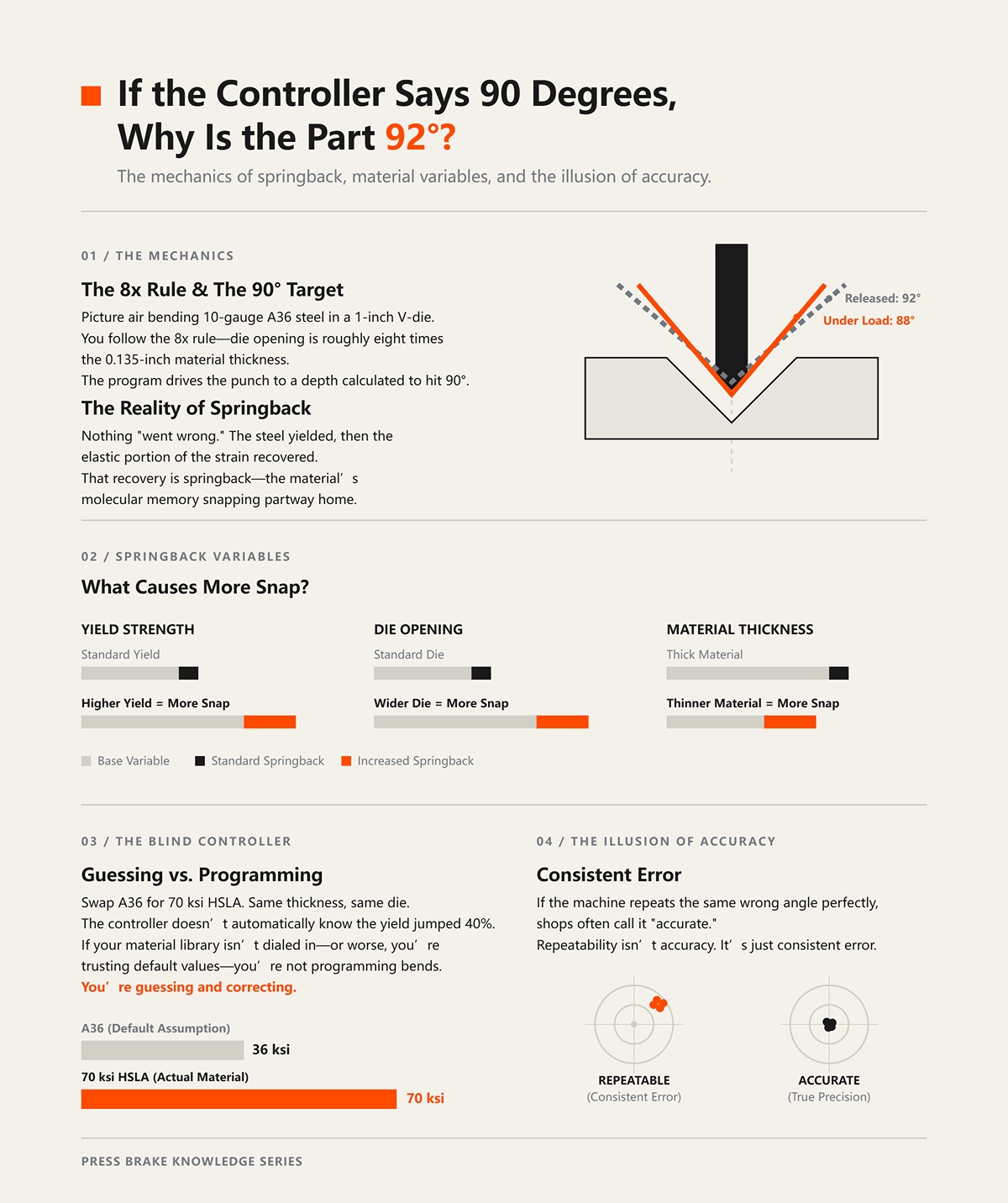
Immagina di piegare aereo A36 da 10 gauge in una matrice a V da 1 pollice. Segui la regola dell’8x — apertura della matrice circa otto volte lo spessore del materiale — quindi circa 1 pollice è corretto per uno spessore di 0,135 pollici. Il programma porta il punzone a una profondità calcolata per ottenere 90°.
Sotto carico, raggiungi 88°. Rilasci la pressione, e il pezzo si rilassa a 92°.
Non è “andato storto” nulla. L’acciaio ha subito snervamento, poi la parte elastica della deformazione si è recuperata. Quel recupero è il ritorno elastico — la memoria molecolare del materiale che scatta a metà strada verso casa. Maggiore resistenza di snervamento? Più ritorno. Apertura della matrice più ampia? Più ritorno. Materiale più sottile? Più ritorno.
Ora sostituisci quell’A36 con HSLA da 70 ksi, stesso spessore, stessa matrice. Il controllore non sa automaticamente che lo snervamento è salito a 40%. Se la tua libreria dei materiali non è perfettamente impostata — o peggio, ti fidi dei valori predefiniti — non stai programmando pieghe. Stai indovinando e correggendo.
Ed è qui che le officine si ingannano da sole: se la macchina ripete perfettamente lo stesso angolo errato, la chiamano “accurata”. La ripetibilità non è accuratezza. È solo errore coerente.
Quindi cos’altro sta truccando il gioco prima che il pistone tocchi l’acciaio?
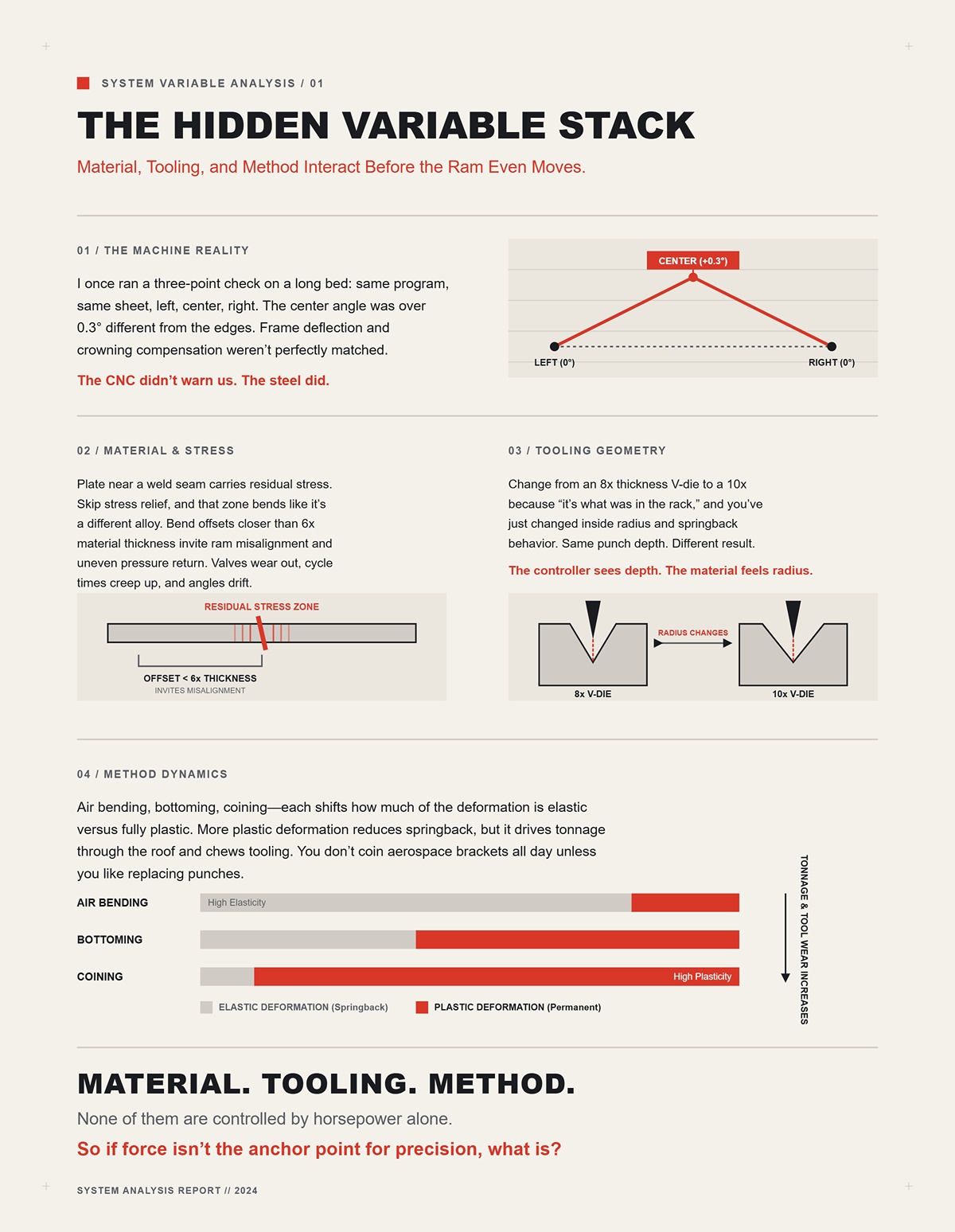
Una volta ho eseguito un controllo a tre punti su un banco lungo: stesso programma, stesso foglio, sinistra, centro, destra. L’angolo al centro differiva di oltre 0,3° rispetto ai bordi. La deflessione del telaio e la compensazione dell’increspatura non erano perfettamente abbinate. Il CNC non ci ha avvertiti. L’acciaio sì.
Ora sovrapponi le reali condizioni di produzione. La lamiera vicino a una cucitura di saldatura porta tensioni residue. Se salti il rilascio di tensione, quella zona si piega come fosse una lega diversa. Se le pieghe sono più vicine di sei volte lo spessore del materiale, inviti il disallineamento del pistone e un ritorno di pressione irregolare. Non è teoria — sono valvole che si usurano e tempi ciclo che aumentano mentre gli angoli si spostano.
La geometria dell’attrezzatura conta altrettanto. Passare da una matrice a V di spessore 8x a una 10x perché “era quella nel portascorte,” significa che hai appena modificato il raggio interno e il comportamento di ritorno elastico. Stessa profondità di punzone. Risultato diverso. Il controllore vede solo la profondità. Il materiale percepisce il raggio.
Il metodo li collega. Piegatura all’aria, a fondo corsa, a coniazione—ognuna modifica quanto della deformazione è elastica rispetto a completamente plastica. Più deformazione plastica riduce il ritorno elastico, ma aumenta enormemente il tonnellaggio e consuma gli utensili. Non coni staffe aerospaziali tutto il giorno a meno che non ti piaccia sostituire i punzoni.
Materiale. Utensili. Metodo. Nessuno di questi è controllato solo dalla potenza.
Quindi, se la forza non è il punto di riferimento per la precisione, cosa lo è?
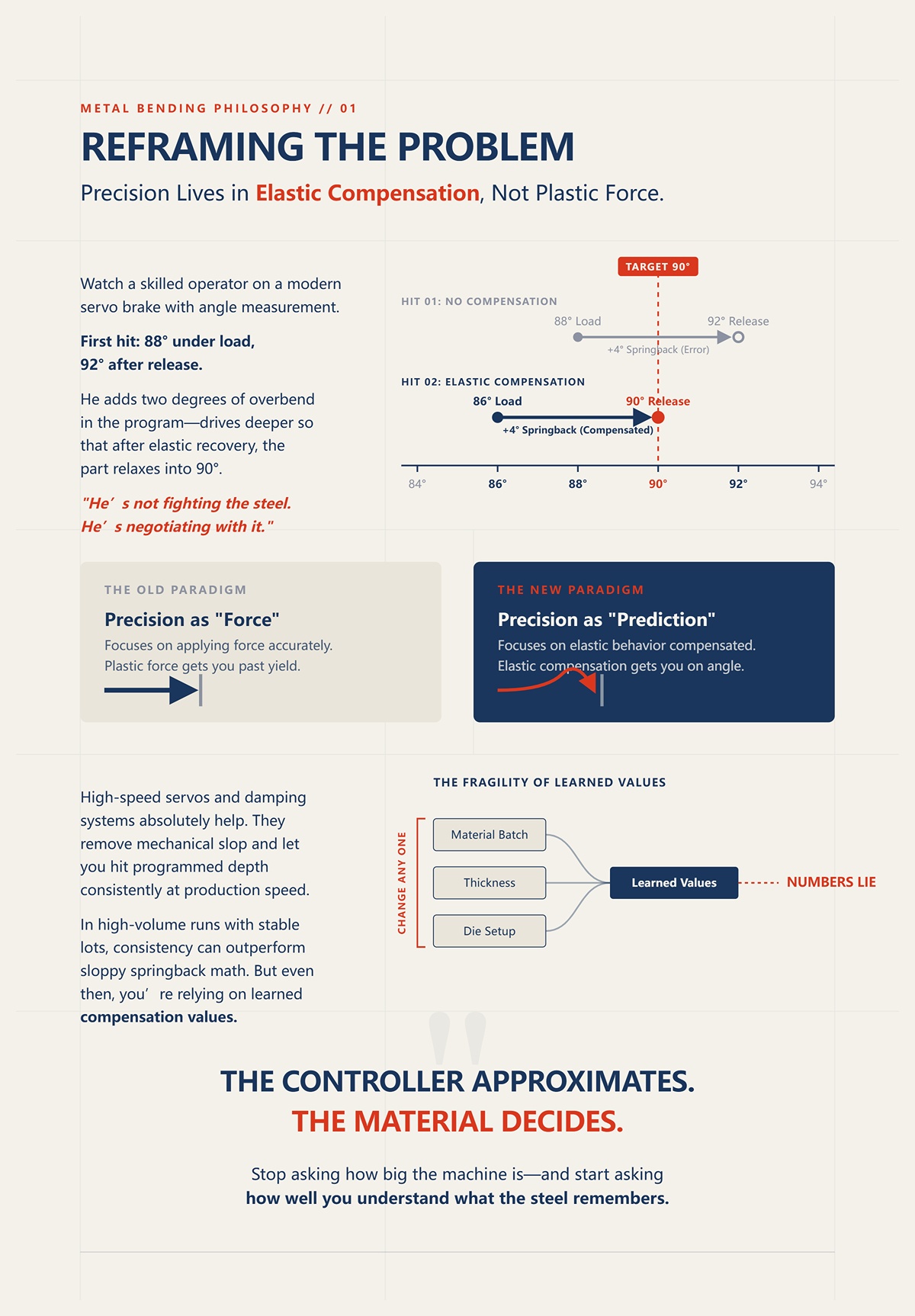
Osserva un operatore esperto su una pressa servo moderna con misurazione dell’angolo. Primo colpo: 88° sotto carico, 92° dopo il rilascio. Non cerca più tonnellaggio. Aggiunge due gradi di sovrapiegatura nel programma—spinge più in profondità in modo che, dopo il recupero elastico, il pezzo si rilassi a 90°.
Non sta combattendo l’acciaio. Ci sta negoziando.
Questo è il cambio di prospettiva che voglio che tu faccia: smetti di vedere la precisione come “forza applicata con accuratezza” e comincia a vederla come “comportamento elastico previsto e compensato.” La forza plastica ti fa superare lo snervamento. La compensazione elastica ti porta all’angolo giusto.
I servomotori ad alta velocità e i sistemi di smorzamento aiutano certamente. Eliminano i giochi meccanici e ti permettono di raggiungere costantemente la profondità programmata alla velocità di produzione. Nelle lavorazioni ad alto volume con lotti di materiale stabili, quella costanza può superare una matematica di ritorno elastico imprecisa. Ma anche in quel caso, ti stai affidando a valori di compensazione appresi e legati a un lotto di materiale, uno spessore e una configurazione di matrice specifici. Cambiane uno, e i vecchi numeri mentono.
Il controllore approssima. Il materiale decide.
E nel momento in cui lo accetti, smetti di chiederti quanto è grande la macchina—e inizi a chiederti quanto bene capisci ciò che l’acciaio ricorda.
Lo scorso inverno abbiamo lavorato una lamiera di 0,125 pollici di 17-4PH su una macchina nuovissima. Il programma indicava 90°. Il primo colpo si è aperto a 94° dopo il rilascio. Stessa matrice usata tutta la settimana sull’acciaio inox 304. Stessa profondità. Risultato diverso. L’unica cosa che è cambiata era la resistenza a snervamento all’interno di quel foglio.
Vuoi ottenere l’angolo corretto al primo tentativo? Allora smetti di trattare lo snervamento come un numero fisso in una libreria di materiali e comincia a considerarlo come il custode della memoria elastica. Il ritorno elastico non è un mistero—è la deformazione elastica che si recupera dopo aver superato il punto di snervamento. Più alto è il limite di snervamento rispetto a quanta deformazione plastica imponi effettivamente, più forte sarà lo scatto al rilascio. Non è filosofia. È matematica della curva sforzo-deformazione.
La maggior parte dei controllori memorizza la resistenza a trazione perché è quella stampata in grande sul certificato. Ma la resistenza a trazione è il picco prima della frattura. Il ritorno elastico si decide molto prima—proprio quando superi lo snervamento e quanto ti spingi oltre. Se programmi la compensazione sulla parte sbagliata della curva, stai negoziando con un fantasma.
Allora, quale numero sul certificato della laminazione sta effettivamente combattendo contro il tuo punzone?
Prendi l’A36 dolce. Il limite di snervamento può essere intorno ai 36 ksi, la resistenza a trazione tra 58 e 70 ksi. È un intervallo ampio. Hai spazio per la deformazione plastica prima del collo. Quando lo pieghi all’aria in una matrice 8x, superi di gran lunga lo snervamento nelle fibre esterne. Molta deformazione plastica. Il ritorno elastico è gestibile perché la zona plastica domina il nucleo elastico.
Ora confrontalo con leghe ad alta resistenza in cui il rapporto tra snervamento e trazione si avvicina a 0,9. Ho visto certificati in cui 80 ksi di snervamento inseguono 88 ksi di trazione. Significa che il materiale inizia a snervarsi e quasi immediatamente raggiunge il suo limite. C’è meno cuscinetto plastico tra “deformazione permanente” e “frattura.” Stai piegando più vicino al margine. La parte elastica è una quota maggiore della deformazione totale. Più scatto al rilascio.
Ecco perché il 17-4PH—snervamento intorno a 950–1050 MPa, trazione poco sopra i 1100 MPa—si comporta come un apprendista disciplinato ma inflessibile. Snerva alto, duro, e non concede molta deformazione dopo lo snervamento. Ottimo per parti di precisione in servizio. Difficile in pressa. Se lo programmi come il 304 perché i numeri di trazione sembrano simili sulla carta, otterrai una compensazione insufficiente e inseguirai angoli per tutto il turno.
Ed ecco dove i laboratori si illudono: se la macchina ripete perfettamente lo stesso angolo sbagliato, lo chiamano “accurata”. Il controllore ha fatto il suo lavoro. Gli hai fornito la mappa del campo di battaglia sbagliata.
Quindi la resistenza a trazione ti dice come muore. Il limite di snervamento ti dice come torna indietro. Quale conta a 88° sotto carico?
Una volta ho tagliato due staffe dallo stesso foglio 4×8 di 0,187 pollici di 5052. Stesso piazzamento, stesso spessore, stesso programma. Una piegata attraverso la grana. L’altra piegata con la grana. La prima si è rilassata a 90,2°. La seconda si è aperta a 91,1°. La tolleranza del cliente era ±0,5°. Una è passata. L’altra no.
Il lamierino laminato non è isotropo—è solo un modo elegante per dire “non si comporta allo stesso modo in tutte le direzioni”. Durante la laminazione, i grani si allungano lungo la direzione di laminazione. Se pieghi attraverso la grana, costringi quelle strutture allungate a deformarsi diversamente rispetto a quando pieghi parallelamente ad essa. Il limite di snervamento effettivo si sposta leggermente con la direzione. Non in modo drammatico. Solo quel tanto che basta per fare la differenza quando stai inseguendo decimi di grado su staffe aerospaziali.
Su lamiere sottili in matrici a V larghe—diciamo 16 gauge in una matrice da 1 pollice—la zona plastica è già superficiale. Piccoli cambiamenti direzionali nel comportamento di snervamento si traducono in differenze di ritorno elastico misurabili. Se il tuo tecnico di sviluppo ruota i pezzi per migliorare la resa del foglio e non segnala la direzione della piega, la tua tabella di compensazione è stata colpita alla cieca.
L’acciaio ricorda come è stato laminato molto prima di ricordare come l’hai piegato.
Quindi, se il limite di snervamento varia per lega e per direzione, cosa succede quando varia all’interno dello stesso lotto di colata?
Abbiamo lavorato un lotto di HSLA da 10 gauge in cui il primo pallet si è piegato perfettamente con un sovrapiegamento di +1,5°. Il secondo pallet—stessa specifica, stesso fornitore—ha richiesto +2,2° per stabilizzarsi a 90°. I certificati erano entro i limiti. Lo spessore misurato era lo stesso. Cosa è cambiato? Probabilmente micro-variazioni nella chimica e nel tasso di raffreddamento che hanno aumentato leggermente il limite di snervamento di qualche ksi e ridotto la duttilità.
Non lo noterai sulla superficie. Ma lo sentirai quando il pezzo si apre di un altro mezzo grado.
La duttilità—la capacità del materiale di deformarsi plasticamente prima della frattura—controlla quanto del tuo carico di piega diventa permanente rispetto alla parte elastica. Duttilità più bassa significa che ti avvicini rapidamente alla resistenza a trazione dopo lo snervamento. La regione plastica si riduce. Il recupero elastico diventa una porzione maggiore della deformazione totale. Ecco perché gli acciai ad alto contenuto di carbonio, con la resistenza a trazione appena superiore al limite di snervamento, possono incrinarsi invece di tornare indietro gradualmente. In quei casi, il problema non è troppa memoria. È mancanza di tolleranza.
Ora capovolgi la situazione. I metalli estremamente duttili possono localizzare la deformazione—il restringimento durante le prove di trazione lo mostra chiaramente. In piegatura, se la deformazione si concentra in modo non uniforme attraverso lo spessore a causa del raggio dell’utensile o della condizione superficiale, il comportamento di snervamento uniforme su cui ti basavi va fuori finestra. Il tuo modello diceva una cosa. Le fibre esterne ne hanno fatto un’altra.
Quindi come si programma per questo?
Non ti fidi di un numero da catalogo. Pieghi una provetta dal lotto effettivo, nella matrice effettiva, allo spessore effettivo. Misura sotto carico se puoi. Registra il reale sovrapiegamento richiesto. Costruisci la tua compensazione intorno al comportamento di snervamento osservato, non alla resistenza a trazione del depliant. Poi blocca la direzione della grana e la selezione della matrice con la regola dell’8x dello spessore in modo da non impilare nuove variabili su un bersaglio mobile.
Il controllore può approssimare. L’acciaio decide.
E una volta che accetti che il limite di snervamento è un bersaglio mobile—che cambia con la lega, la direzione e la duttilità—sei pronto a porre una domanda più precisa: come cambia il metodo di piegatura la quantità di memoria elastica che sopravvive all’impatto?
Ho un campione di 5052 da 0,125 pollici sul banco, piegato in una matrice a V da 1 pollice—proprio secondo la regola dell’8x dello spessore. Sotto carico legge 88°. Il punzone risale. Si rilassa a 92,4°. Sono oltre 4° di ritorno elastico, e non è un errore di battitura. Ho visto alcuni lotti di alluminio superare i 5° quando il raggio interno è ampio.
Ecco cosa accade realmente nella piegatura in aria.
Il foglio tocca l’attrezzatura solo in tre punti: la punta del punzone e le due spalle della matrice. L’angolo è creato dalla profondità di penetrazione, non forzando il materiale a conformarsi a una cavità fissa. Ciò significa che la maggior parte dello spessore si trova in uno stato misto: le fibre esterne oltre lo snervamento, il nucleo interno ancora elastico. Quando si rilascia la pressione, quel nucleo elastico si scarica e tira la piega aprendola. Di quanto? Esattamente tanto quanto consente il comportamento di snervamento di quel particolare lotto.
La piegatura in aria è una negoziazione con l’elasticità.
Non cambiare nulla tranne il materiale—da A36 a 70 ksi HSLA nella stessa matrice 8x—e il tuo sovrapiegamento richiesto aumenta. La geometria non è cambiata. La forza quasi non è cambiata. Lo snervamento sì. Quello è il tuo moltiplicatore. Nell’acciaio dolce potresti sovrapiegare di 1–2°. Nei materiali ad alta resistenza, 3° non sono insoliti. In alcuni alluminî, anche di più.
Ed è qui che le officine si ingannano: se la macchina ripete perfettamente lo stesso angolo sbagliato, la chiamano “precisa”. Il CNC conosce solo la profondità e la matematica dell’angolo basata su uno snervamento presunto. Non può percepire che questo lotto ha 6 ksi in più rispetto al precedente. Se tratti la piegatura in aria come un processo da “premi il pulsante”, insegui gli angoli per tutto il turno perché il contatto a tre punti lascia vivo un grande nucleo elastico all’interno della piega.
Quindi cosa accade se riduciamo di proposito quel nucleo elastico?
Stesso materiale. Stesso spessore. Ora, invece di fermarti prima nella V, spingi il punzone più in profondità così che il pezzo entri quasi in pieno contatto con le facce della matrice. Non è coniatura—solo appoggio sul fondo (bottoming). L’angolo del punzone è leggermente più acuto di quello della matrice, quindi il materiale viene forzato più vicino alla geometria target.
Sotto carico, il metallo non galleggia più tra tre punti. È premuto lungo le pareti della matrice. Una porzione maggiore della sezione trasversale supera lo snervamento perché la stai deformando plasticamente per adattarsi all’angolo della matrice, non semplicemente flettendola nello spazio.
Il ritorno elastico diminuisce. Non a zero. Ma diminuisce.
Se piegando in aria quell’acciaio da 0,125 pollici servivano 2° di sovrapiegamento, il bottoming potrebbe ridurli a meno di 1°. Il moltiplicatore si riduce perché la parte elastica dello spessore si riduce. Hai sopraffatto di più la memoria molecolare.
Ma non illuderti—il bottoming non è privo di ritorno elastico. Il punzone e la matrice non comprimono comunque il materiale per tutto lo spessore come in un'operazione di forgiatura. C’è ancora sforzo elastico immagazzinato nel nucleo. Ecco perché gli allestimenti di bottoming spesso usano utensili rettificati con uno o due gradi più acuti. Stanno precompensando meccanicamente perché sanno che ci sarà un certo recupero.
Ed ecco la parte che irrita chi crede che “conti solo la qualità della macchina”: il bottoming può far sembrare migliore una pressa più vecchia e con giochi maggiori di quanto non sia in realtà. Forzando il materiale nell’angolo della matrice, riduci la dipendenza dal controllo preciso della profondità. Stai sostituendo intelligenza con tonnellaggio e contatto.
Funziona—fino a un certo punto.
Paghi con una pressione di formatura più alta, maggiore usura degli utensili, segni visibili della matrice sui pezzi estetici e più sollecitazione sul telaio della macchina. Ho visto officine fare bottoming su acciaio inox da 10 gauge per tutto il giorno e poi chiedersi perché la parallelità del montante si degradi nel corso dell’anno. L’acciaio non dimentica. E nemmeno la tua piegatrice.
Quindi, se il bottoming riduce il ritorno elastico sopraffacendo di più lo snervamento, cosa accade quando si spinge fino in fondo?
Ora non stiamo negoziando. Stiamo schiacciando.
La coniatura spinge la punta del punzone nel materiale con pressione sufficiente a deformare plasticamente l’intera zona di piega attraverso lo spessore. Il tonnellaggio può aumentare da cinque a dieci volte rispetto alla piegatura in aria. Non stai solo formando un angolo—lo stai imprimendo. Il raggio interno diventa il raggio del punzone perché il materiale snerva completamente nella zona di contatto.
La memoria elastica non ha dove nascondersi.
Il ritorno elastico diventa quasi trascurabile perché il nucleo elastico è stato in gran parte eliminato nell’area della piega. Il materiale non può “rilassarsi” tornando a un angolo più ampio; è già stato spinto oltre il limite di snervamento su gran parte del suo spessore a quel raggio.
Ecco perché la coniatura appare nei supporti aerospaziali ad alta tolleranza, dove ±0,25° è davvero importante e i volumi giustificano il carico. Nel programma aggiunge due gradi di sovrapiega—spinge più a fondo in modo che, dopo il recupero elastico, il pezzo si rilassi a 90°—nella piegatura in aria. Nella coniatura, quella compensazione quasi scompare perché la geometria è bloccata meccanicamente.
Ma non si ottiene quella precisione gratuitamente.
Il fabbisogno di tonnellaggio può avvicinarsi ai limiti della macchina. L’utensileria subisce stress di contatto estremi. La finitura superficiale può peggiorare. Gli intervalli di manutenzione si accorciano. Se stai coniando pezzi che avrebbero potuto essere piegati in aria con una compensazione intelligente e la corretta selezione della matrice da 8 volte, stai scambiando lavoro di testa con forza bruta—e stai maltrattando un bene da mezzo milione di dollari nel processo.
La coniatura ha senso quando il costo della variazione di angolo supera il costo del tonnellaggio e dell’usura. È una decisione strategica, non una questione di orgoglio.
Ora hai visto lo spettro: la piegatura in aria lascia un grande nucleo elastico, la piegatura a fondo lo riduce, la coniatura lo elimina quasi del tutto. Stesso materiale. Stesso comportamento di snervamento. Diverse quantità di memoria molecolare lasciate sopravvivere.
Se il metodo cambia quanta memoria resta, allora la leva successiva non è la forza.
È la geometria.
Metti un foglio di 0,125 pollici di 5052 in una matrice a V da 1 pollice e piegalo in aria a 90°. Probabilmente vedrai 3–4° di ritorno elastico. Cambia solo la matrice con una da 0,75 pollici e usa lo stesso programma di profondità. L’angolo cambia. Il tonnellaggio cambia. Il ritorno elastico cambia. Stessa macchina. Stesso operatore. Stesso materiale.
Allora cosa si è mosso?
L’interfaccia. La matrice a V e il punzone sono il punto in cui la forza si trasforma in distribuzione di deformazione attraverso lo spessore. Nella piegatura in aria, quella distribuzione è definita da tre punti: la punta del punzone e le spalle della matrice. Cambia la larghezza della V e cambi il raggio di piega che si forma naturalmente. Cambia il raggio e cambi quanto dello spessore è spinto oltre il limite di snervamento e quanto resta elastico nel nucleo. Quel nucleo elastico è la “memoria” di cui abbiamo parlato.
La geometria dell’utensileria non serve solo a modellare il pezzo. Decide quanto dell’apprendista ricorda la lezione.
E se pensi che il CNC possa compensare una scelta sbagliata di matrice, torni a essere un semplice premiscafo con giocattoli costosi.
Ho visto un nuovo operaio prendere una matrice da 1 pollice per acciaio da 0,125 pollici perché “è quella che usiamo sempre”. Non aveva torto. Semplicemente non sapeva il perché.
La regola delle 8× dice che l’apertura della matrice a V dovrebbe essere circa otto volte lo spessore del materiale per l’acciaio dolce nella piegatura in aria. Per 0,125 pollici, è 1,000 pollici. Non è folklore. È geometria e controllo della deformazione. A circa 8×, il raggio interno di piega che si forma naturalmente è circa 0,16 × apertura V. Quindi una matrice da 1 pollice ti dà all’incirca un raggio interno di 0,160 pollici. Quel raggio produce un gradiente di deformazione prevedibile: plastico vicino alla superficie interna, elastico verso l’asse neutro, ritorno elastico gestibile per limiti di snervamento comuni.
Ora cambia il materiale con HSLA da 70 ksi dello stesso spessore. Il limite di snervamento è più alto. Ciò significa che, per lo stesso raggio, una porzione minore dello spessore diventa plastica prima che la tensione scenda sotto il limite. Il tuo nucleo elastico cresce. Il ritorno elastico aumenta.
Ecco dove le officine si illudono. Mantengono la matrice da 8× perché “lo spessore non è cambiato”, poi inseguono gli angoli per tutto il turno con modifiche di profondità.
La regola delle 8× è stata costruita attorno al comportamento dell’acciaio dolce. È un punto di partenza, non un comandamento.
Per materiali ad alto limite di snervamento, stringere l’apertura della matrice — ad esempio, passando da 8× a 6× — riduce il raggio interno naturale. Un raggio più piccolo aumenta la deformazione superficiale. Una parte maggiore dello spessore supera il limite di snervamento. Il nucleo elastico si riduce. Il ritorno elastico diminuisce. Ma la tonnellatura cresce rapidamente, e la deformazione superficiale si avvicina ai limiti di frattura. Nell’alluminio, specialmente trasversalmente alla direzione di laminazione, puoi ritrovarti a inseguire le crepe cercando di mantenere la stabilità angolare.
Quindi la vera domanda non è “Qual è lo spessore?”, ma “Quale limite di snervamento sto gestendo, e quanta penetrazione plastica attraverso lo spessore mi serve?”
Ignora del tutto la regola dell’8× e ti prometto che l’acciaio ti insegnerà a sue spese. Trattala ciecamente e farà lo stesso.
Il che ci porta a ciò che la maggior parte delle persone non calcola mai.
Prendi quello stesso foglio da 0,125 pollici in una matrice da 1,000 pollice. Ora stringi la matrice a 0,900 pollice. È una riduzione dell’apertura del 10%.
La tonnellatura in piegatura ad aria è inversamente proporzionale alla larghezza della matrice. All’incirca, T ∝ 1/V. Riduci V del 10%, e la tonnellatura non cala — aumenta di circa 11%. È la matematica pura.
Ma non è tutta la storia.
Perché la matrice più piccola riduce anche il raggio interno formato. Un raggio minore significa maggiore deformazione sulla superficie interna. Maggiore deformazione significa che si spinge più in profondità nella deformazione plastica. Per ottenere lo stesso angolo, specialmente nei materiali ad alto snervamento, spesso si va più a fondo di quanto la semplice equazione 1/V predica. Gli aumenti reali di forza possono sembrare del 20–40% a seconda del materiale e dell’angolo desiderato.
Ho visto un’officina passare da una matrice da 1 pollice a una da 0,875 pollice su acciaio A36 da 10 gauge per “stringere l’angolo”. Il misuratore di carico della pressa è passato da confortevole a vicino al limite nominale della macchina. Stesso progetto del pezzo. Stesso spessore. Geometria diversa. La macchina non si è indebolita. La matrice si è ristretta.
Ora aggiungi il metodo. La piegatura a fondo richiede già circa 1,5× la tonnellatura della piegatura ad aria. La coniatura può richiedere 5×. Se stringi la matrice ed esegui un metodo più aggressivo allo stesso tempo, puoi accumulare moltiplicatori fino a mettere sotto stress utensili, perni e strutture. E se il lotto di materiale ha un limite di snervamento elevato, i tuoi numeri ordinati sul foglio di calcolo svaniscono.
È così che una macchina nuova di zecca finisce per essere accusata di “incoerenza angolare” quando il vero problema è una scelta di matrice che ha alterato forza e distribuzione della deformazione oltre la tolleranza del processo.
E la forza è solo metà dell’interfaccia.
Una volta ho visto una staffa specificata con un raggio interno quasi nullo su acciaio inox 304 da 0,090 pollici. Il programmatore scelse un punzone tagliente per “bloccare” l’angolo e combattere il ritorno elastico. I primi dieci pezzi sembravano perfetti. L’undicesimo mostrava una microfessura nella zona interna della piega.
Perché?
Una punta di punzone affilata concentra la deformazione sulla superficie interna. La deformazione in piegatura è approssimativamente lo spessore diviso per due volte il raggio interno. Riducendo il raggio, quella deformazione superficiale cresce rapidamente. Nei materiali ad alta resistenza o a bassa duttilità, puoi superare i limiti di allungamento prima che il resto dello spessore si sia deformato plasticamente in modo significativo. Si ottiene una crepa prima di ottenere la stabilità.
All’estremo opposto, se il raggio del punzone è troppo grande — la classica piegatura a raggio — si riduce così tanto la deformazione superficiale massima che rimane un nucleo elastico spesso. Il ritorno elastico diventa imprevedibile. Nei pezzi con più pieghe senza flange di ritorno, 2° per piega possono sommarsi a 8° su quattro pieghe. Una geometria che era “sicura” con una singola battuta diventa un disastro di tolleranze in sequenza.
Allora qual è la scelta giusta?
Abbina il raggio del punzone alla duttilità del materiale e al raggio interno desiderato, non a qualche idea machista di “acuto è preciso”. Nella piegatura ad aria, il raggio del punzone dovrebbe essere uguale o inferiore al raggio naturale formato dalla V-matrice scelta. Ciò mantiene stabili le condizioni di contatto senza imporre deformazioni estreme. Se serve un raggio interno più stretto di quello che la matrice forma naturalmente, non si introduce semplicemente un punzone a rasoio — si rivaluta la larghezza della matrice, il metodo, o si passa alla piegatura a fondo controllata con angolo del punzone compensato.
Ho visto un caso di ritorno elastico di 7° risolto non aumentando la tonnellatura o restringendo la matrice, ma usando un punzone da 83° con piegatura a fondo di precisione in modo che il flusso plastico corrispondesse alla geometria desiderata. È stata la geometria a compensare, non la forza bruta.
Lo stampo determina la luce. Il punzone determina la concentrazione di deformazione. Insieme decidono quanta parte dello spessore snerva e quanta mantiene la memoria.
E una volta che inizi ad aumentare la tonnellata e a restringere le tolleranze per controllare quella memoria, non stai più semplicemente negoziando con il materiale: stai caricando la struttura stessa della macchina, il che ci porta a cosa succede quando è il telaio, e non lo stampo, a diventare l’anello debole.
Una piega di 12 piedi in 0,125 pollici di 5052, piegata in aria in una matrice a V da 1 pollice su una pressa da 175 tonnellate. Al centro legge 90°. Gli ultimi 6 pollici su entrambe le estremità leggono 92°. Stesso programma. Stesso punzone. Stesso operatore.
Non è un ritorno elastico che vaga in giro. È la macchina che flette sotto carico.
Quando aumenti la tonnellata – stampo stretto, lotto ad alto carico di snervamento, penetrazione più profonda per domare il nucleo elastico – non stai più negoziando con la lamiera. Stai caricando il martello e il banco come una trave in flessione. Telaio d’acciaio, incernierato alle estremità, forza al centro. Meccanica di base: le travi si deformano di più al centro. Se la macchina si flette verso il basso al centro, il punzone penetra meno rispetto allo stampo al centro che alle estremità. Meno penetrazione significa un angolo più aperto.
Allora perché il centro è risultato più chiuso in quell’esempio?
Perché l’officina aveva regolato la bombatura meccanica dal lavoro precedente, sovracompensando per materiale più leggero. Il banco era pre-inarcato verso l’alto. Sotto carico più pesante, la flessione del telaio e il precarico non corrispondevano. La curva di deformazione si è spostata, ma la correzione no. Il risultato non era casuale. Era prevedibile.
Ed è qui che le officine si ingannano: se la macchina ripete perfettamente lo stesso angolo sbagliato, lo chiamano “accurato”.”
La ripetibilità non è geometria. È solo errore costante.
Se il passo successivo è parlare direttamente con il team, Contattaci è il passo più naturale.
Se la geometria dell’utensile governa la distribuzione della deformazione attraverso lo spessore, la flessione del telaio governa quanto uniformemente quella deformazione viene applicata lungo la lunghezza. Se ti manca uno dei due, la tua negoziazione con la memoria del materiale crolla prima ancora che entri in gioco il ritorno elastico.
Immagina un modello semplice. Dodici piedi tra i telai laterali. Martello che spinge verso il basso con 120 tonnellate totali, distribuite lungo la linea di piega. Trattalo come una trave caricata: la flessione al centro aumenta con il cubo della lunghezza e direttamente con il carico. Raddoppia la tonnellata e la flessione raddoppia. Aumenta la lunghezza di piega, e la flessione cresce rapidamente.
Ora aggiungi la realtà del materiale.
Un aumento di resistenza a trazione di 10% richiede circa 10% di forza in più per ottenere lo stesso angolo. Se lo spessore aumenta di 10%, la tonnellata può salire vicino a 20% perché la forza di piegatura scala con il quadrato dello spessore. Quella forza extra non cambia solo la penetrazione: cambia la forma del telaio sotto carico.
Se il tuo sistema di bombatura era impostato per il lotto più leggero, il nuovo profilo di carico produce una curva di deformazione diversa. Il centro si apre mentre le estremità restano chiuse, o viceversa, a seconda di come hai precaricato il banco.
Ho visto un HSLA da 70 ksi sostituire un A36 sullo stesso disegno. Stesso stampo da 8×. Stessa profondità programmata. L’operatore ha aggiunto due gradi di sovrapiega nel programma – spinge più a fondo così che, dopo il recupero elastico, il pezzo si rilassi a 90°. Le estremità andavano bene. Il centro risultava aperto di 1,5° su dieci piedi. Continuava a rincorrere la profondità. Tutto ciò che ha fatto è stato aumentare la tonnellata complessiva ed esasperare la disuguaglianza di flessione.
Il materiale non si stava comportando male. Era il telaio.
La bombatura non serve a correggere una cattiva programmazione. Serve a far combaciare la curva elastica della macchina con la curva di carico prima ancora di discutere del ritorno elastico.
Quindi, quale sistema segue effettivamente quel bersaglio mobile?
Li ho provati entrambi.
L’incoronatura meccanica a cunei è onesta ma statica. Si imposta un pre-carico, in pratica forzando il banco in una leggera curvatura verso l’alto prima del colpo. Sotto la “tonnellata prevista”, il banco si appiattisce. Funziona perfettamente, se le tue ipotesi sono giuste.
Ma le ipotesi crollano quando cambia il lotto.
Un salto di 10% nella resistenza significa 10% di forza in più. E questo significa 10% di flessione in più. I cunei meccanici non lo sanno. Non possono regolarsi sotto carico. Se il tuo centro risulta aperto, ti fermi, metti spessori, reimposti e riprovi. La produzione lo odia.
I sistemi di incoronatura idraulica spingono olio in zone lungo il banco per creare la compensazione. I migliori consentono la regolazione durante il ciclo. Man mano che la tonnellata aumenta, la pressione nei cilindri di incoronatura può essere regolata per adattarsi al carico reale, non a quello presunto. Il banco rimane più vicino al contatto planare con il foglio mentre la forza cresce.
Questo è importante perché la forza nella piegatura in aria non è costante durante la corsa. Aumenta bruscamente quando l’angolo si chiude. Un cuneo statico si adatta a un solo punto di quella curva. Un sistema idraulico reattivo può seguirla.
Ma manteniamo la testa a posto.
Anche l’incoronatura idraulica resta un’approssimazione. La maggior parte dei sistemi compensa per zone, non in punti continui. L’usura delle guarnizioni, la temperatura dell’olio, la risposta delle valvole: tutti fattori che modificano il comportamento nel tempo. Se la curva di flessione del telaio e la curva di compensazione del sistema non coincidono punto per punto, stai comunque approssimando.
Stai comunque negoziando con la memoria dell’acciaio usando una macchina che ha la sua.
Il che ci porta all’errore che trasforma la flessione temporanea in danno permanente.
Una volta entrai in un’officina con una macchina nuova di zecca che “non riusciva a mantenere l’angolo su 10 piedi”. Il centro era sempre aperto. Le estremità sempre strette. Avevano iniziato a eseguire piegature a fondo su acciaio inox calibro 10 in una matrice stretta per eliminare il ritorno elastico—moltiplicatori sovrapposti: V più stretto, carico di snervamento più alto, metodo di piegatura a fondo.
Lavoravano vicino al tonnellaggio nominale a ogni ciclo.
Con il tempo, il banco si è incurvato permanentemente verso l’alto alle estremità e ha mostrato una leggera flessione al centro. Abbiamo controllato con una riga e spessimetri. Non era drammatico. Pochi millesimi di pollice. È tutto ciò che serve.
Pensa alla matematica della deformazione. Nella piegatura in aria, una differenza di pochi millesimi di penetrazione può spostare l’angolo di un grado o più a seconda della larghezza della matrice. Se il banco subisce una deformazione permanente—quella che gli operatori chiamano “effetto canoa”—puoi regolare l’incoronatura tutto il giorno ma non appiattirai mai davvero il sistema. Stai compensando un danno, non un comportamento elastico.
I telai sono progettati per flettersi elasticamente entro il tonnellaggio nominale. Se lo superi ripetutamente, passi dalla deformazione elastica a quella plastica della macchina stessa. Ora anche la macchina ha memoria.
E a differenza del foglio, non puoi scartarla e prenderne un’altra.
Se la geometria degli utensili spinge il tonnellaggio per controllare il ritorno elastico e l’incoronatura cerca di neutralizzare la flessione elastica, allora la vera abilità sta nel sapere dove finisce l’elasticità e inizia la deformazione permanente.
Perché una volta che la pressa si ricorda come l’hai maltrattata, ogni negoziazione con il materiale parte da una base deformata.
Vuoi la finestra di tonnellaggio sicura e l’impostazione di bombatura corretta?
Te la guadagni con pieghe di prova, non con supposizioni.
Il tonnellaggio nominale indicato sul lato del telaio ti dice dove la macchina si deforma in modo permanente. La tua vera finestra è più stretta: l’intervallo in cui il telaio rimane elastico, il piano resta diritto sotto carico e il materiale si deforma quel tanto che basta per rilassarsi entro le specifiche dopo il ritorno elastico. Quella finestra si sposta quando cambia il carico di snervamento, quando la direzione della lamiera si inverte, quando qualcuno sostituisce l’A36 con un acciaio da 70 ksi e si dimentica di dirtelo.
L’acciaio ricorda.
Se non misuri come si comporta questo lotto in questa matrice su questa macchina, stai negoziando alla cieca con due memorie contemporaneamente: quella della lamiera e quella della pressa. Quindi la strategia non è “aggiungi due gradi e spera”. Sono prove controllate: pezzi corti, penetrazione misurata, angoli verificati, tonnellaggio osservato con attenzione. Stai mappando il confine elastico prima di far passare la produzione oltre.
Questa è la differenza tra usare una pressa piegatrice e controllare un processo di formatura.
Non inizio con un pezzo completo di 10 piedi.
Taglio una striscia larga 3 pollici dallo stesso foglio, stessa direzione del grano, e la piego nella stessa matrice che useremo—8× lo spessore del materiale per l’apertura a V, a meno che non ci sia un motivo documentato per infrangere quella regola. Se il materiale è da 0,125 pollici, uso una V da 1 pollice. Non perché lo dica il manuale, ma perché ho visto cosa accade quando gli operatori stringono la matrice per “combattere il ritorno elastico” e raddoppiano silenziosamente il tonnellaggio.
Ecco la matematica che gli “schiacciabottoni” saltano: il tonnellaggio nella piegatura in aria cresce con il quadrato dello spessore e diminuisce all’aumentare della larghezza della matrice. Restringi quella V del 10–15%, e la forza sale rapidamente. Quella forza extra non chiude solo l’angolo. Piega di più il telaio. Ora la tua impostazione di bombatura è già sbagliata prima ancora di guardare al ritorno elastico.
Quindi piego la striscia di prova programmata a 90°.
Poi misuro a quanto si rilassa.
Se si apre a 92°, so che mi servono circa 2° di sovrapiega in questo setup. Si aggiungono due gradi di sovrapiega nel programma—spinge più in profondità in modo che, dopo il recupero elastico, il pezzo si rilassi fino a 90°. Ma non ho finito. Osservo il grafico del tonnellaggio durante il colpo. Se sono già all’85–90% della capacità nominale su una striscia corta, so che una piegatura a lunghezza piena spingerà la deformazione e potrebbe sfiorare la deformazione permanente se la bombatura non è corretta.
Quindici minuti. Tre strisce. Trasversale e longitudinale al grano, se il disegno consente entrambe.
Meglio che quattro ore a inseguire angoli su pezzi finiti mentre la produzione si ferma a dare la colpa all’acciaio.
Hai bisogno di punti di partenza, non di leggende.
Acciaio dolce in una matrice adeguata da 8×? Uno o due gradi di ritorno elastico negli spessori tipici. Alluminio 5052-H32? Da due a quattro, talvolta di più se pieghi trasversalmente al grano. Acciaio inox 304 in piegatura in aria? Da tre a cinque è comune. Acciai altoresistenziali a 70 ksi? Ho visto sette gradi in un setup pulito.
Non sono promesse. Sono offerte di partenza.
Il meccanismo è semplice: maggiore resistenza allo snervamento significa un nucleo elastico più ampio attraverso lo spessore durante la piegatura in aria. Più nucleo elastico significa più recupero quando il carico viene rimosso. Si può andare a fondo corsa o coniare per schiacciare quella zona elastica, sì—ma la coniatura può richiedere da cinque a dieci volte la tonnellata necessaria alla piegatura in aria. Su una pressa standard, è così che trasformi la flessione elastica del telaio in una deformazione permanente “a canoa”.
E una volta che il piano prende una forma, la tua “soluzione” diventa il nuovo problema.
Quindi tratto quegli intervalli di gradi come barriere di sicurezza. Se la mia striscia di prova in 304 da 0,125 pollici si apre di quattro gradi in una matrice da 1 pollice, è normale. Se si apre di otto, qualcosa è cambiato—temperatura del materiale, larghezza della matrice errata, raggio del punzone sbagliato. Il test mi dice se mi trovo all’interno di un comportamento previsto prima ancora di toccare un pezzo di produzione.
Non si elimina la variazione.
La si contiene.
I controlli moderni hanno librerie di materiali. Alcuni leggono persino l’angolo in tempo reale e regolano la profondità al volo.
Strumenti utili.
Ma restano comunque approssimazioni basate su valori medi di snervamento e attrito presunto. Cambia direzione della venatura, finitura superficiale o composizione del lotto, e la vera curva di ritorno elastico si sposta. Ho visto sistemi laser di misura dell’angolo confondersi con l’acciaio inox satinato e inseguire un errore fantasma di due gradi rispetto alla realtà.
Ed è qui che le officine si ingannano: se la macchina ripete perfettamente lo stesso angolo sbagliato, lo chiamano “accurato”.”
Mi fido della tabella quando le mie strisce di prova la confermano. Se il controllo dice che l’acciaio inox di quello spessore in quella matrice richiede un sovrapiegamento di 3° e la mia striscia si rilassa da 87° a 90°, bene. Siamo allineati. Se dice 3° e io misuro 5°, la ignoro senza scuse. Il controllore non può percepire la deriva della resistenza allo snervamento. Tu puoi misurarla.
Il CNC è una calcolatrice.
Tu sei il responsabile del processo.
Quando costruisci la compensazione basandoti su comportamento misurato—brevi strisce, geometria della matrice nota, tonnellaggio verificato—smetti di reagire al ritorno elastico e inizi a prevederlo. E una volta che puoi prevederlo entro i limiti elastici della macchina, la conversazione passa da “Quanto posso colpire forte?” a qualcosa di più serio.
Che tipo di operatore vuoi essere: qualcuno che produce pezzi, o qualcuno che controlla i risultati?
Vuoi che la previsione sopravviva al secondo turno.
Non nella tua testa. Non nel tuo quaderno. Nel processo stesso — così il pezzo esce a 90° che tu ci sia o meno.
Quella è la linea di confine tra far funzionare una macchina e controllare un sistema di formatura.
Una macchina nuova di zecca non ti salverà da un processo instabile. Ho visto officine fissare al pavimento una pressa da sei cifre, caricare la tabella materiali del produttore e dare per scontato che la precisione sia preinstallata. Due mesi dopo, il turno diurno raggiunge 90°, il turno notturno 92°, e tutti danno la colpa all’acciaio. In realtà non è cambiata la forza. È cambiata la disciplina. Nessuna regola sulla matrice bloccata. Nessun risultato documentato delle strisce di prova. Nessun sovrapiegamento concordato legato a quel lotto e direzione della venatura. Solo memoria tribale.
L’acciaio è un apprendista testardo con molta memoria. Se non scrivi come si è comportato in quella matrice da 1 pollice su 304 da 0,125 pollici attraverso la venatura, il prossimo operatore riparte da zero nella negoziazione.
Allora, come si rende una previsione ripetibile invece che personale?
Perché la principale fonte di errore nella maggior parte delle officine non è la deriva del riscontro posteriore o la mancata corrispondenza della bombatura. È il recupero elastico non misurato.
Ignora il recupero elastico e stai scommettendo su due gradi o più. Non è un fastidio di regolazione. È scarto su pezzi aerospaziali con una tolleranza di mezzo grado.
Il limite di snervamento è il custode qui. Un limite di snervamento più alto significa un nucleo elastico più spesso durante la piegatura in aria. Un nucleo elastico più spesso significa un maggiore recupero quando il carico viene rimosso. La macchina non “vede” questo spostamento a meno che tu non glielo comunichi. E il limite di snervamento varia da lotto a lotto — anche all’interno della stessa fascia di specifica.
Non puoi standardizzare la forza e sperare nella precisione.
Devi standardizzare come rispondi al comportamento elastico.
Ciò significa che ogni nuovo lotto di materiale, spessore o orientamento della grana attiva la stessa sonda controllata: striscia corta, correzione della V secondo la regola dell“8× a meno che l’ingegneria non dica diversamente, angolo misurato dopo il rilassamento, tonnellaggio osservato. Il risultato non è solo ”serve un sovrapiegamento di 3°.” È documentato: colata del materiale, apertura della matrice, raggio del punzone, profondità programmata, effettivo recupero elastico.
Ora stai costruendo una libreria di risposta dei materiali che appartiene alla tua officina, non a una tabella CNC generica.
Ma la documentazione da sola non impedisce la deriva tra operatori, giusto?
Ho visto un freno manuale con un operatore abile mantenere la precisione di un grado in più rispetto a un CNC mal calibrato per tutto il giorno.
Non perché la macchina fosse migliore.
Perché il processo era più rigoroso.
Ecco come appare nella pratica:
Ed è qui che le officine si ingannano: se la macchina ripete perfettamente lo stesso angolo sbagliato, lo chiamano “accurato”.”
La ripetibilità senza convalida è solo scarto automatizzato.
Controlli di alta gamma con correzione dell’angolo in processo possono inseguire il ritorno elastico in tempo reale. Buoni sistemi. Ne utilizzerei uno. Ma anche loro si basano su ipotesi di base riguardo a snervamento e attrito. Se i tuoi dati di base sono imprecisi, il ciclo di correzione oscilla solo più rapidamente attorno al bersaglio sbagliato.
Il freno manuale vince negli officine scadenti perché costringe all’attenzione.
Quindi la domanda diventa: come si costruisce quell’attenzione nel sistema affinché non dipenda dalla personalità?
La maggior parte degli operatori pensa in termini di angolo finale.
I controllori di processo pensano in termini di penetrazione elastica.
Quando si piega “in aria”, non si forma un angolo di 90°. Si spinge fino a una profondità calcolata che crea una specifica distribuzione elastico-plastica attraverso lo spessore. Egli aggiunge due gradi di sovrapiegatura nel programma—spinge più in profondità in modo che, dopo il recupero elastico, il pezzo si assesti a 90°. Quella profondità — non l’angolo visualizzato — è la vera variabile di controllo.
Fissa questo concetto, e l’angolo diventa un sottoprodotto.
Ecco lo schema che mi aspetto venga gestito da un capoturno:
Ora la previsione vive nella penetrazione misurata e nella risposta documentata, non in chi è al comando.
Controlla la fase elastica, e il risultato plastico seguirà—ogni singola volta.
Questa è la prospettiva che voglio tu mantenga: la precisione non riguarda spingere più forte o comprare software più intelligente. Si tratta di considerare il recupero elastico come la variabile principale e di costruire le abitudini del tuo officina attorno a esso.
Una volta che vedi la piegatura come gestione della memoria elastica invece che come ricerca della forza, smetti di chiederti: “La macchina può riuscirci?”
Inizi a chiederti: “Abbiamo definito il comportamento del materiale in modo così preciso che non possa fallire?”


















