

Vi uma prensa de 200 toneladas falhar uma curvatura de 90° por dois graus num HSLA de 3/16 polegadas. Máquina nova. Coroamento CNC. Verificação de ângulo a laser. O ecrã dizia 90,0°. A peça dizia 92°.
O operador culpou a tonelagem. O supervisor culpou o programa. O aço ficou ali, mantendo a sua forma como um aprendiz teimoso que ouviu — e decidiu responder.
É nessa diferença entre o ecrã e o aço que a precisão verdadeiramente vive — e para a fechar é preciso mais do que força bruta; exige sistemas de curvatura controlados por CNC, concebidos para repetibilidade, compensação e integração em fluxos reais de produção. Soluções como os sistemas de curvatura CNC 100% da CN-HAWE, detalhados na sua página de soluções para prensas de curvar, são construídos para aplicações de chapa metálica de gama alta, onde o comportamento elástico, a automatização e a consistência dos ângulos devem alinhar-se em cada ciclo.
Uma prensa de 200 toneladas não sabe se colocou lá dentro A36 de 50 ksi ou HSLA de 70 ksi. Só conhece força e posição. A resistência ao escoamento — a tensão em que o aço deixa de se comportar elasticamente e começa a deformar-se permanentemente — não é algo que o veio possa sentir. É algo que se calcula.
Já vi oficinas comprar máquinas maiores para “resolver” a inconsistência dos ângulos. Mais força. Servomotores mais rápidos. Maior repetibilidade do batente traseiro. E continuam a perseguir correções de meio grau durante todo o turno. Porque a máquina pode repetir a posição com precisão de milésimos, mas não pode eliminar o retorno elástico. Não pode normalizar a tensão residual perto de uma costura que não foi recozida. Não pode corrigir uma escolha errada de matriz feita antes de o veio sequer se mover.
A alta tonelagem dobra a peça. Não garante onde ela se estabiliza após o retorno elástico.
Então, quando o controlador indica 90°, e a peça mostra 92°, o que aconteceu exatamente?
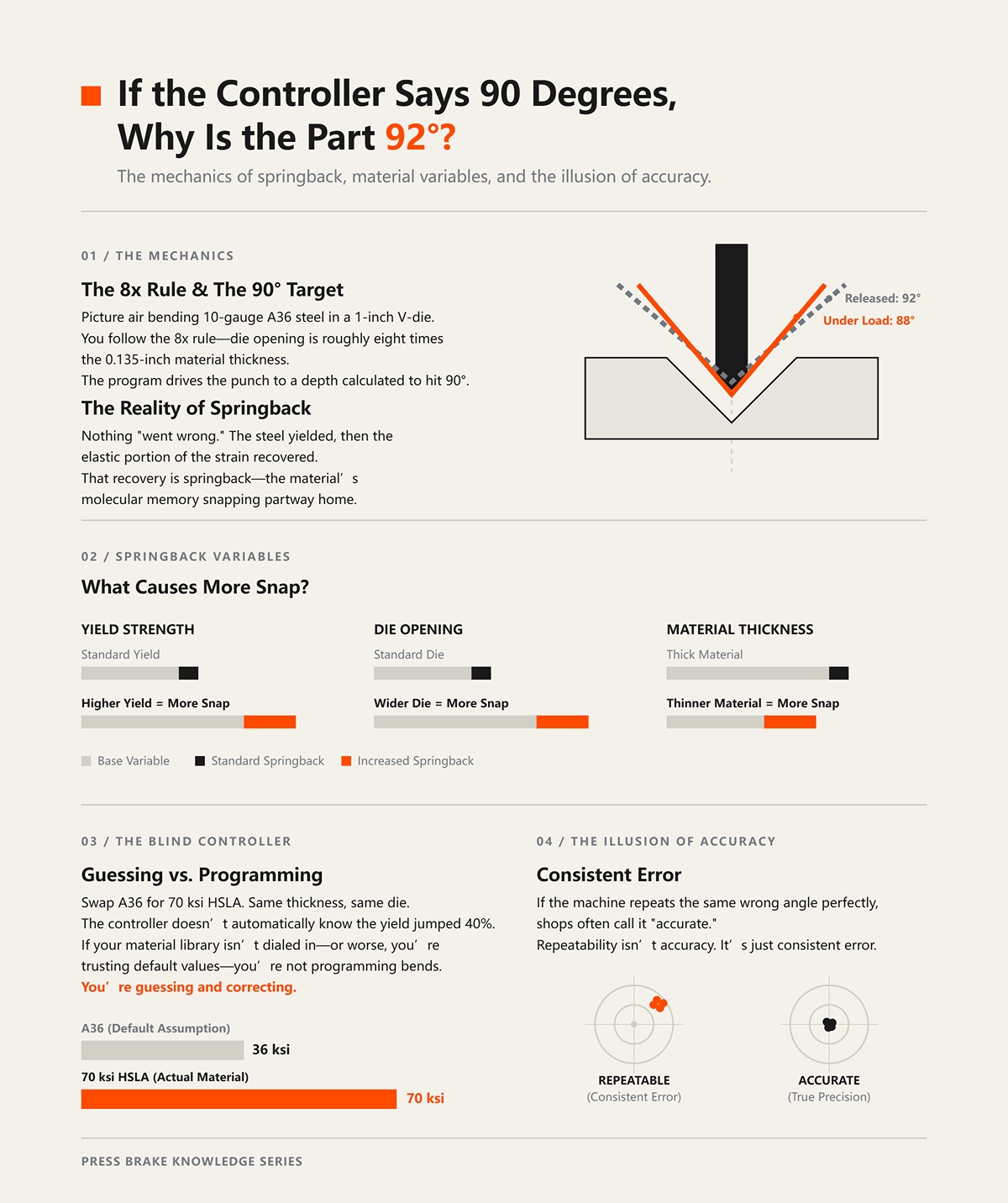
Imagine o dobramento a ar de A36 de bitola 10 numa matriz em V de 1 polegada. Segue a regra dos 8x — abertura da matriz cerca de oito vezes a espessura do material — portanto, aproximadamente 1 polegada é adequada para material de 0,135 polegada. O programa aciona o punção até à profundidade calculada para atingir 90°.
Sob carga, atinge 88°. Alivie a pressão, e a peça relaxa até 92°.
Nada “correu mal”. O aço escoou, depois a parte elástica da deformação recuperou. Essa recuperação é o retorno elástico — a memória molecular do material a voltar parcialmente à posição inicial. Maior resistência ao escoamento? Mais retorno. Abertura de matriz mais larga? Mais retorno. Material mais fino? Mais retorno.
Agora substitua esse A36 por HSLA de 70 ksi, mesma espessura, mesma matriz. O controlador não sabe automaticamente que o limite de escoamento aumentou 40%. Se a sua biblioteca de materiais não estiver devidamente configurada — ou pior, se confiar em valores predefinidos — não está a programar curvaturas. Está a adivinhar e a corrigir.
E é aqui que as oficinas se enganam: se a máquina repetir perfeitamente o mesmo ângulo errado, chamam-lhe “preciso”. Repetibilidade não é precisão. É apenas erro consistente.
Então, o que mais está a empilhar variáveis antes de o veio tocar no aço?
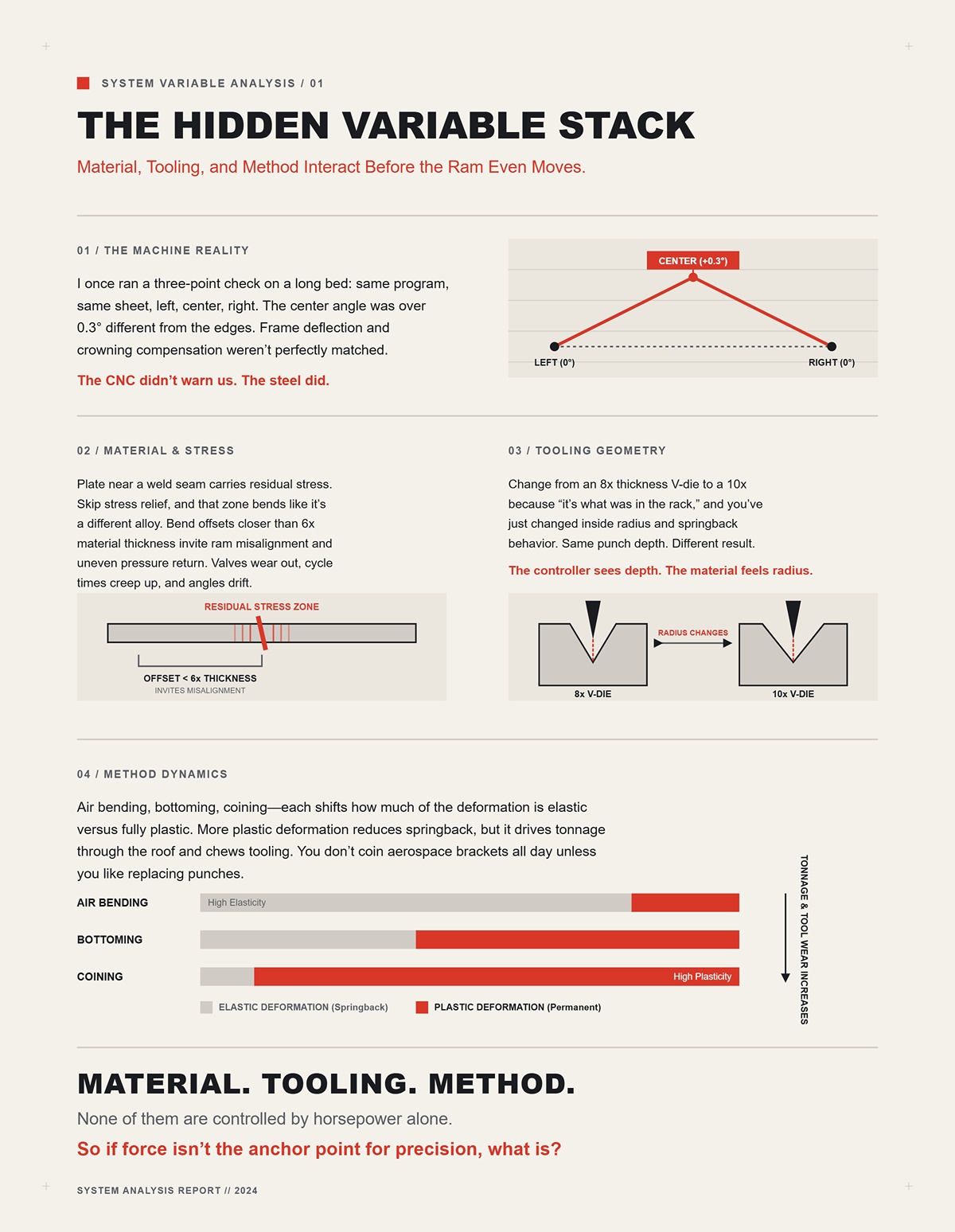
Uma vez fiz uma verificação em três pontos numa prensa longa: mesmo programa, mesma chapa, esquerda, centro, direita. O ângulo no centro era mais de 0,3° diferente das extremidades. A deflexão da estrutura e a compensação de coroamento não estavam perfeitamente ajustadas. O CNC não nos alertou. O aço sim.
Agora sobreponha as condições reais de produção. A chapa perto de uma costura de soldadura contém tensão residual. Se ignorar o alívio de tensões, essa zona dobra-se como se fosse uma liga diferente. Se fizer dobras com afastamentos inferiores a seis vezes a espessura do material, convida ao desalinhamento do veio e a um retorno de pressão desigual. Isso não é teoria — são válvulas que se desgastam e tempos de ciclo que aumentam enquanto os ângulos se desviam.
A geometria das ferramentas é igualmente importante. Mudar de uma matriz em V de 8x espessura para uma de 10x porque “era a que estava no suporte” altera imediatamente o raio interno e o comportamento do retorno elástico. Mesma profundidade de punção. Resultado diferente. O controlador só vê a profundidade. O material sente o raio.
O método é o que liga tudo. Dobragem ao ar, encosto, estampagem — cada um altera a proporção entre deformação elástica e totalmente plástica. Mais deformação plástica reduz o retorno elástico, mas faz disparar a tonelagem e desgasta as ferramentas. Não passas o dia a estampar suportes aeroespaciais a não ser que gostes de substituir punções.
Material. Ferramentas. Método. Nenhum deles é controlado apenas pela potência.
Então, se a força não é o ponto de ancoragem da precisão, o que é?
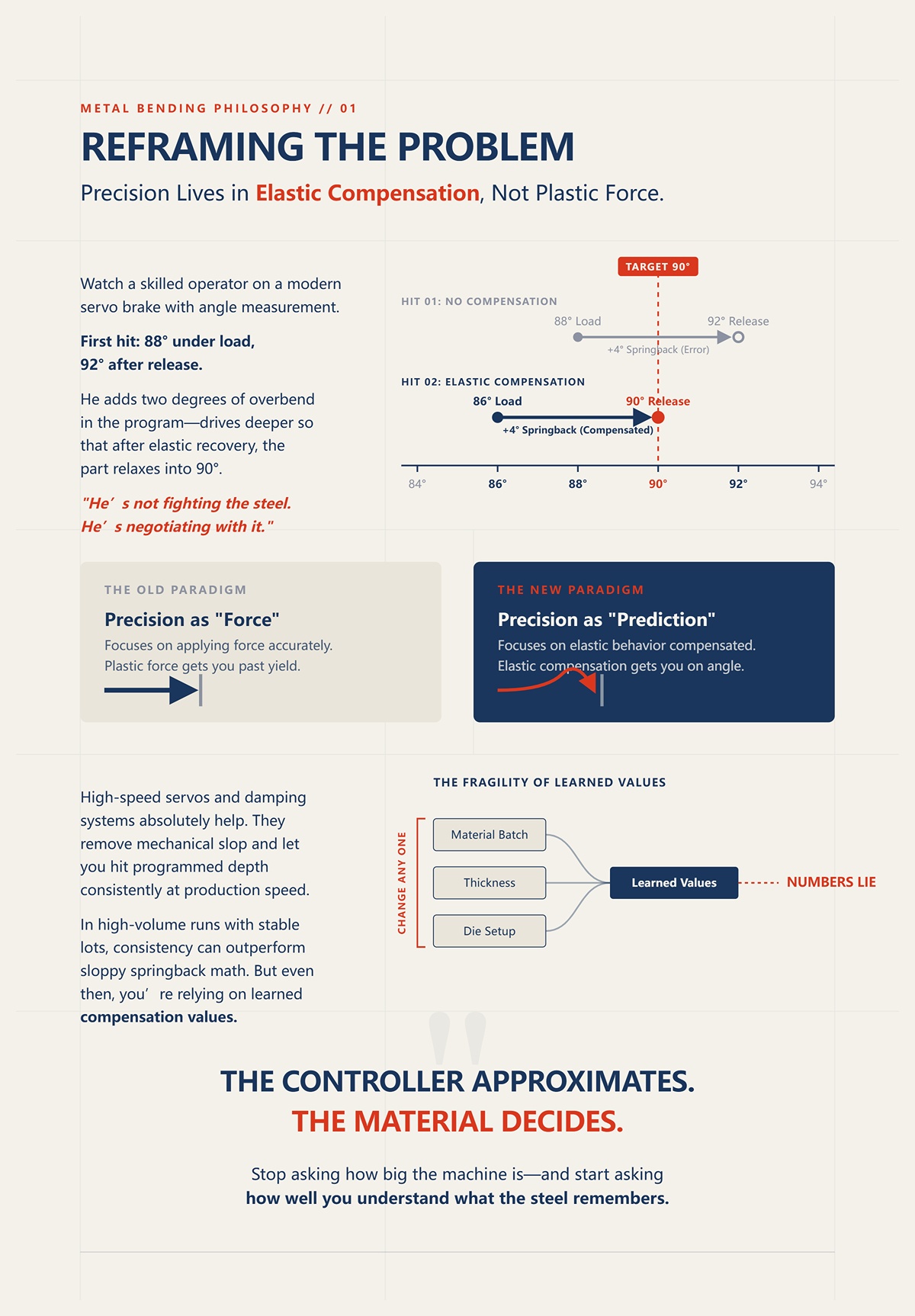
Observa um operador experiente num travão servo moderno com medição de ângulo. Primeiro golpe: 88° sob carga, 92° após a libertação. Ele não procura mais tonelagem. Adiciona dois graus de sobredobragem no programa — desce mais fundo para que, após a recuperação elástica, a peça relaxe para 90°.
Ele não está a lutar contra o aço. Está a negociar com ele.
É essa a mudança que quero que faças: deixa de ver a precisão como “força aplicada com exatidão” e passa a vê-la como “comportamento elástico previsto e compensado”. A força plástica leva-te além do limite elástico. A compensação elástica põe-te no ângulo certo.
Servomecanismos e sistemas de amortecimento de alta velocidade ajudam, sem dúvida. Eliminam folgas mecânicas e permitem atingir a profundidade programada de forma consistente à velocidade de produção. Em séries de grande volume com lotes de material estáveis, essa consistência pode superar uma compensação de retorno elástico mal calculada. Mas mesmo assim, estás a confiar em valores de compensação aprendidos, ligados a um lote específico de material, espessura e configuração de matriz. Muda qualquer um deles, e os números antigos deixam de ser verdadeiros.
O controlador faz uma aproximação. O material decide.
E no momento em que aceitas isso, deixas de perguntar quão grande é a máquina — e passas a perguntar quão bem compreendes o que o aço recorda.
No inverno passado, trabalhámos com 17-4PH de 0,125 polegadas numa máquina nova. O programa dizia 90°. A primeira pancada abriu para 94° após a libertação. A mesma matriz que tínhamos usado toda a semana em aço inox 304. Mesma profundidade. Resultado diferente. A única coisa que mudou foi o limite de escoamento dentro daquela chapa.
Queres atingir o ângulo certo à primeira? Então deixa de tratar o limite de escoamento como um número fixo numa biblioteca de materiais e começa a tratá-lo como o guardião da memória elástica. O retorno elástico não é um mistério — é a recuperação da deformação elástica depois de ultrapassares o limite de escoamento. Quanto maior for o limite de escoamento em relação à quantidade de deformação plástica realmente imposta, mais fortemente o material recupera. Isso não é filosofia. É matemática da curva tensão-deformação.
A maioria dos controladores armazena a resistência à tração porque é o valor grande que vem impresso no certificado. Mas a resistência à tração é o pico antes da fratura. O retorno elástico é decidido muito antes — exatamente quando ultrapassas o limite de escoamento e o quanto avançaste além dele. Se estiveres a programar a compensação com base na parte errada da curva, estás a negociar com um fantasma.
Então, qual é o número nesse certificado de laminação que está realmente a lutar contra o teu punção?
Pega no A36 macio. O limite de escoamento pode estar à volta dos 36 ksi, a resistência à tração entre 58 e 70 ksi. É uma diferença grande. Tens margem para deformação plástica antes do estrangulamento. Quando o dobras ao ar numa matriz de 8x, ultrapassas bem o limite de escoamento nas fibras externas. Muita deformação plástica. O retorno elástico é gerível porque a zona plástica domina o núcleo elástico.
Agora compara isso com ligas de alta resistência, onde a relação entre o limite de escoamento e o limite de tração se aproxima de 0,9. Já vi certificados onde o limite de escoamento de 80 ksi persegue um limite de tração de 88 ksi. Isso significa que o material começa a escoar e quase de imediato se aproxima do seu limite. Há menos almofada plástica entre a “deformação permanente” e a “fratura”. Estás a dobrar mais perto do limite. A porção elástica é uma fatia maior da deformação total. Mais retorno ao libertar.
É por isso que o 17-4PH — limite de escoamento em torno de 950–1050 MPa, resistência à tração um pouco acima de 1100 MPa — se comporta como um aprendiz disciplinado mas implacável. Cede de forma elevada e rígida, e não te dá muito alongamento pós-escoamento. Excelente para peças de precisão em serviço. Exigente na prensa. Se o programares como se fosse 304 apenas porque os valores de tração parecem semelhantes no papel, vais subcompensar e passar o turno inteiro a correr atrás dos ângulos certos.
E é aqui que as oficinas se iludem: se a máquina repete perfeitamente o mesmo ângulo errado, chamam isso de “preciso”. O controlador fez o seu trabalho. Tu forneceste o mapa de batalha errado.
Então, a resistência à tração diz-te como ele se parte. A resistência ao escoamento diz-te como retorna ao estado original. Qual delas importa a 88° sob carga?
Cortei uma vez dois suportes da mesma chapa de 4×8 de 0,187 polegadas de 5052. Mesmo agrupamento, mesma espessura, mesmo programa. Um curvou-se atravessando o grão. O outro curvou-se ao longo dele. O primeiro relaxou para 90,2°. O segundo abriu para 91,1°. A tolerância do cliente era ±0,5°. Um passou. O outro não.
A chapa laminada não é isotrópica — é apenas uma forma elegante de dizer “não se comporta da mesma maneira em todas as direções”. Durante a laminação, os grãos alongam-se na direção de laminação. Ao dobrar atravessando o grão, estás a forçar essas estruturas alongadas a esticarem-se de forma diferente do que quando dobras paralelamente a elas. A resistência efetiva ao escoamento altera-se ligeiramente com a direção. Nada de dramático. Apenas o suficiente para importar quando estás a perseguir décimos de grau em suportes aeroespaciais.
Em material fino em matrizes V largas — digamos de calibre 16 numa matriz de 1 polegada — a zona plástica já é superficial. Pequenas variações direcionais no comportamento de escoamento manifestam-se como diferenças mensuráveis de recuperação elástica. Se o responsável pelo padrão plano rodar as peças para melhor aproveitamento da chapa e não assinalar a direção de dobra, a tua tabela de compensação acabou de ser apanhada de surpresa.
O aço lembra-se de como foi laminado muito antes de se lembrar de como o dobraste.
Então, se o escoamento varia conforme a liga e a direção, o que acontece quando varia dentro do mesmo lote de fusão?
Produzimos um lote de aço HSLA de calibre 10 em que o primeiro palete dobrou bem com +1,5° de sobrecurvatura. O segundo palete — mesma especificação, mesmo fornecedor — precisou de +2,2° para estabilizar a 90°. Os certificados estavam dentro do intervalo. A espessura medida era igual. O que mudou? Provavelmente microvariações na composição e na taxa de arrefecimento que elevaram ligeiramente o limite de escoamento alguns ksi e reduziram a ductilidade.
Não o vês à superfície. Mas sentes quando a peça se abre mais meio grau.
Ductilidade — a capacidade do material de se deformar plasticamente antes da fratura — controla quanto da deformação da dobra se torna permanente versus elástica. Menor ductilidade significa que atinges a resistência à tração rapidamente após o escoamento. A região plástica encolhe. A recuperação elástica torna-se numa fração maior da deformação total. É por isso que os aços de alto teor de carbono, com a resistência à tração apenas um pouco acima do escoamento, podem rachar em vez de recuperarem suavemente. Nesses casos, o problema não é memória excessiva. É falta de perdão.
Agora vira ao contrário. Metais extremamente dúcteis podem localizar a deformação — o estrangulamento em testes de tração mostra isso claramente. Na dobra, se a deformação se concentrar de forma desigual através da espessura por causa do raio da ferramenta ou da condição da superfície, o comportamento de escoamento assumido deixa de ser válido. O teu modelo dizia uma coisa. As fibras exteriores fizeram outra.
Então, como programas para isso?
Não confies num número de catálogo. Dobra um espécime de teste do próprio lote, na própria matriz, à espessura real. Mede sob carga, se possível. Regista a sobrecurvatura real necessária. Constrói a tua compensação com base no comportamento de escoamento observado, não na resistência à tração do folheto. Depois fixa a direção do grão e a seleção da matriz com a regra das 8 vezes a espessura para que não estejas a empilhar novas variáveis sobre um alvo móvel.
O controlador pode aproximar. O aço é que decide.
E uma vez que aceites que o escoamento é um alvo móvel — variando com a liga, a direção e a ductilidade — estás pronto para fazer uma pergunta mais precisa: como é que o próprio método de dobra altera a quantidade dessa memória elástica que sobrevive ao impacto?
Tenho uma amostra de 0,125 polegadas de 5052 na bancada, dobrada numa matriz V de 1 polegada — exatamente segundo a regra das 8 vezes a espessura. Sob carga, lê 88°. O êmbolo sobe. Relaxa para 92,4°. São mais de 4° de recuperação elástica, e não é erro de digitação. Já vi alguns lotes de alumínio ultrapassar os 5° quando o raio interno é grande.
É isto que está realmente a acontecer na dobra por ar.
A chapa toca nas ferramentas em apenas três pontos: ponta do punção e nos dois ombros da matriz. O ângulo é criado pela profundidade de penetração, não por forçar o material a conformar-se a uma cavidade fixa. Isso significa que a maior parte da espessura está num estado misto — fibras exteriores além do limite elástico, núcleo interior ainda elástico. Quando se liberta a pressão, esse núcleo elástico descarrega e abre a dobra. Até que ponto? Exatamente até ao comportamento de cedência permitido por esse lote específico.
A dobra por ar é uma negociação com a elasticidade.
Mude apenas o material — de A36 para HSLA de 70 ksi na mesma matriz de 8x — e o sobreângulo necessário aumenta. A geometria não mudou. A força quase não mudou. O limite de cedência sim. Esse é o seu multiplicador. No aço macio pode ser necessário sobrecurvar 1–2°. Em material de alta resistência, 3° não é incomum. Em alguns alumínios, ainda mais.
E é aqui que as oficinas se iludem: se a máquina repetir exatamente o mesmo ângulo errado, chamam-lhe “preciso”. O CNC só conhece a profundidade e o cálculo de ângulo com base na cedência assumida. Não consegue perceber que esta palete tem 6 ksi mais do que a anterior. Se tratar a dobra por ar como um processo de apertar botões, andará atrás dos ângulos todo o turno porque o contacto em três pontos deixa um grande núcleo elástico vivo dentro da dobra.
Então, o que acontece se reduzirmos esse núcleo elástico de propósito?
Mesmo material. Mesma espessura. Agora, em vez de parar antes na cavidade em V, força-se o punção mais fundo para que a peça faça contacto quase total com as faces da matriz. Não é cunhagem — é apenas encosto. O ângulo do punção é ligeiramente mais agudo do que o ângulo da matriz, por isso o material é forçado a aproximar-se da geometria pretendida.
Sob carga, o metal já não flutua entre três pontos. É comprimido ao longo das paredes da matriz. Mais da secção transversal é levada além do limite elástico porque se está a deformá-lo plasticamente para coincidir com o ângulo da matriz, não apenas a dobrá-lo no espaço.
O retorno elástico diminui. Não até zero. Mas diminui.
Se a dobra por ar daquela chapa de aço de 0,125 polegadas precisou de 2° de sobrecurvatura, o encosto pode reduzir para menos de 1°. O multiplicador encolhe porque a porção elástica da espessura diminui. Foi dominada uma maior parte da memória molecular.
Mas não se iluda — o encosto não é livre de retorno elástico. O punção e a matriz ainda não comprimem o material por toda a espessura como numa operação de forjamento. Ainda há deformação elástica armazenada no núcleo. É por isso que os conjuntos de encosto normalmente usam ferramentas com ângulos moídos um ou dois graus mais agudos. Estão a pré-compensar mecanicamente porque sabem que ocorrerá alguma recuperação.
E aqui vem a parte que incomoda quem acredita que “tudo depende da qualidade da máquina”: o encosto pode fazer com que uma prensa mais antiga e com folgas pareça melhor do que é. Ao forçar o material a seguir o ângulo da matriz, reduz-se a dependência do controlo preciso da profundidade. Está-se a substituir a inteligência por força e contacto.
Isso funciona — até certo ponto.
Paga-se com maior pressão de conformação, mais desgaste das ferramentas, marcas visíveis da matriz em peças de acabamento e mais carga na estrutura da máquina. Já vi oficinas encostar aço inoxidável calibre 10 todo o dia e depois perguntarem-se porque é que o paralelismo do batente se altera ao longo do ano. O aço não esquece. O travão também não.
Então, se o encosto reduz o retorno elástico ao dominar mais cedência, o que acontece quando se vai até ao limite?
Agora não há negociação. Há esmagamento.
A cunhagem empurra a ponta do punção para dentro do material com pressão suficiente para deformar plasticamente toda a zona de dobra através da espessura. A força pode aumentar cinco a dez vezes em relação à dobra por ar. Não está apenas a formar um ângulo — está a imprimí-lo. O raio interno torna-se o raio do punção porque o material cede completamente na zona de contacto.
A memória elástica não tem onde se esconder.
O retorno elástico torna-se quase desprezável porque o núcleo elástico foi em grande parte eliminado na área da dobra. O material não consegue “relaxar” de volta para um ângulo mais aberto; já foi levado além do escoamento em grande parte da sua espessura nesse raio.
É por isso que o estampagem total (coining) aparece em suportes aeroespaciais de tolerância apertada, onde ±0,25° realmente importa e os volumes justificam a carga. Ele adiciona dois graus de sobre-dobra no programa — empurra mais fundo para que, após a recuperação elástica, a peça relaxe para os 90° — no dobramento ao ar. Na estampagem total, essa compensação praticamente desaparece porque a geometria fica mecanicamente bloqueada.
Mas não se obtém essa precisão sem pagar por ela.
A exigência de tonelagem pode aproximar-se dos limites da máquina. As ferramentas sofrem tensões de contacto extremas. O acabamento da superfície pode deteriorar-se. Os intervalos de manutenção encurtam. Se estiveres a estampar peças que poderiam ter sido dobradas ao ar com compensação inteligente e seleção adequada de matriz 8x, estás a trocar raciocínio por força bruta — e a desgastar um ativo de meio milhão de dólares no processo.
A estampagem total faz sentido quando o custo da variação do ângulo excede o custo da tonelagem e do desgaste. É uma decisão estratégica, não de bravura.
Agora já viste o espectro: a dobra ao ar deixa um grande núcleo elástico, a dobra por encosto (bottoming) reduz esse núcleo e a estampagem total quase o elimina. Mesmo material. Mesmo comportamento de escoamento. Diferentes quantidades de memória molecular permitidas a sobreviver.
Se o método altera a quantidade de memória que permanece, então a alavanca seguinte não é a força.
É a geometria.
Coloca uma chapa de 0,125 polegadas de 5052 numa matriz em V de 1 polegada e dobra ao ar até 90°. Verás provavelmente 3–4° de retorno elástico. Troca apenas a matriz por uma abertura de 0,75 polegadas e executa o mesmo programa de profundidade. O ângulo muda. A tonelagem muda. O retorno elástico muda. Mesma máquina. Mesmo operador. Mesmo material.
Então, o que se alterou?
A interface. A matriz em V e o punção são onde a força se transforma em distribuição de deformação através da espessura. Na dobra ao ar, essa distribuição é determinada por três pontos: ponta do punção, bordos da matriz. Muda a largura do V e mudas o raio de dobra que se forma naturalmente. Muda o raio e mudas quanto da secção é levado além do escoamento e quanto fica elástico no núcleo. Esse núcleo elástico é a “memória” de que temos falado.
A geometria das ferramentas não molda apenas a peça. Ela decide quanto do aprendiz recorda a lição.
E se achas que o CNC pode compensar uma má escolha de matriz, voltas a ser apenas um operador de botões com brinquedos caros.
Vi um novato pegar numa matriz de 1 polegada para aço de 0,125 polegadas porque “é o que usamos sempre”. Ele não estava errado. Só não sabia porquê.
A regra das 8× diz que a abertura da tua matriz em V deve ser cerca de oito vezes a espessura do material para aço macio em dobra ao ar. Para 0,125 polegadas, isso dá 1,000 polegada. Não é folclore. É geometria e controlo da deformação. A cerca de 8×, o raio interno de dobra que se forma naturalmente é aproximadamente 0,16 × a abertura do V. Assim, uma matriz de 1 polegada dá-te aproximadamente um raio interno de 0,160 polegada. Esse raio produz um gradiente de deformação previsível: plástico perto da superfície interna, elástico próximo do eixo neutro, retorno elástico controlável para valores de escoamento comuns.
Agora muda o material para HSLA de 70 ksi com a mesma espessura. O limite de escoamento é mais elevado. Isso significa que, para o mesmo raio, uma parte menor da espessura passa a plástico antes de a tensão cair abaixo do escoamento. O teu núcleo elástico cresce. O retorno elástico aumenta.
É aqui que as oficinas se iludem. Mantêm a matriz 8× porque “a espessura não mudou”, depois passam o turno todo a corrigir ângulos com ajustes de profundidade.
A regra das 8× foi construída com base no comportamento do aço macio. É um ponto de partida, não um mandamento.
Para materiais de maior limite elástico, apertar a abertura da matriz — por exemplo, passar de 8× para 6× — reduz o raio interno natural. Um raio menor aumenta a deformação superficial. Mais parte da espessura ultrapassa o limite elástico. O núcleo elástico encolhe. O retorno elástico diminui. Mas a tonelagem aumenta rapidamente, e a deformação da superfície aproxima-se dos limites de fratura. No alumínio, especialmente transversal ao grão, pode acabar a perseguir fissuras ao tentar estabilizar o ângulo.
Portanto, a verdadeira questão não é “Qual é a espessura?” É “Que limite elástico estou a gerir e quanta penetração plástica através da espessura preciso?”
Ignore completamente a regra do 8× e prometo-lhe que o aço o ensinará da forma difícil. Se a seguir cegamente, ele fará exatamente o mesmo.
O que nos leva ao que a maioria das pessoas nunca calcula.
Pegue nessa mesma chapa de 0,125 polegadas numa matriz de 1,000 polegada. Agora aperte a matriz para 0,900 polegada. Isso é uma redução de abertura de 10%.
A tonelagem de dobragem por ar é inversamente proporcional à largura da matriz. De forma aproximada, T ∝ 1/V. Reduza V em 10% e a tonelagem não diminui — aumenta cerca de 11%. É a matemática simples.
Mas isso não é toda a história.
Porque a matriz mais pequena também reduz o raio interno formado. Um raio menor significa maior deformação na superfície interna. Maior deformação significa que está a pressionar mais fundo na deformação plástica. Para alcançar o mesmo ângulo, especialmente em materiais de maior resistência, muitas vezes é necessário ir mais fundo do que a simples equação 1/V prevê. As variações reais de força podem parecer entre 20–40% dependendo do material e do ângulo alvo.
Vi uma oficina trocar uma matriz de 1 polegada por uma de 0,875 polegada num A36 de 10 calibres para “apertar o ângulo”. O medidor de carga da prensa passou de confortável a flertar com a tonelagem nominal da máquina. Mesmo desenho da peça. Mesma espessura. Geometria diferente. A máquina não ficou mais fraca. A matriz ficou mais estreita.
Agora adicione o método. A conformação no fundo já exige aproximadamente 1,5× da tonelagem da dobragem por ar. A cunhagem pode pedir 5×. Se apertar a matriz e aumentar o método ao mesmo tempo, pode acumular multiplicadores até começar a forçar as ferramentas, pinos e estruturas. E se o lote de material tiver um limite elástico elevado, os números bonitos da folha de cálculo desaparecem.
É assim que uma máquina nova acaba por ser culpada de “inconsistência de ângulo” quando o verdadeiro problema é a escolha da matriz que alterou força e distribuição de deformação além do que a janela de processo podia suportar.
E a força é apenas metade da interface.
Uma vez vi um suporte especificado com raio interno quase nulo em aço inoxidável 304 de 0,090 polegada. O programador escolheu um punção afiado para “fixar” o ângulo e combater o retorno elástico. As primeiras dez peças pareceram boas. A décima primeira mostrou uma fissura fina na dobra interna.
Porquê?
A ponta afiada do punção concentra a deformação na superfície interna. A deformação na dobragem é aproximadamente a espessura dividida por duas vezes o raio interno. Reduza o raio e essa deformação superficial dispara rapidamente. Em materiais de alta resistência ou baixa ductilidade, pode ultrapassar os limites de alongamento antes que o resto da espessura tenha cedido de forma significativa. Obtém uma fissura antes de atingir estabilidade.
Por outro lado, se o raio do punção for demasiado grande — dobragem com raio clássico — reduz a deformação máxima na superfície de tal modo que um núcleo elástico espesso sobrevive. O retorno elástico torna-se imprevisível. Em peças com múltiplas dobras sem flanges de retorno, 2° por dobra podem acumular-se em 8° ao longo de quatro dobras. Uma geometria que era “segura” numa única dobra torna-se um desastre de tolerância em sequência.
Então qual é a solução?
Combine o raio do punção com a ductilidade do material e o raio interno alvo, não com alguma ideia “macho” de que “afiado é preciso”. Na dobragem por ar, o raio do punção deve ser igual ou menor que o raio natural formado pela matriz em V escolhida. Isso mantém as condições de contacto estáveis sem forçar deformação extrema. Se precisar de um raio interno mais apertado do que o que a matriz forma naturalmente, não insira simplesmente um punção em lâmina — reavalie a largura da matriz, o método, ou até mude para conformação controlada no fundo com ângulo do punção compensado.
Vi um caso de retorno elástico de 7° resolvido não aumentando a tonelagem nem estreitando a matriz, mas utilizando um punção de 83° com conformação de fundo de precisão para que o fluxo plástico coincidisse com a geometria alvo. Foi a geometria que fez a compensação, não a força bruta.
O troquel define a extensão. O punção define a concentração de deformação. Juntos, determinam quanto da espessura cede e quanto “se lembra”.
E, quando começas a aumentar a tonelagem e a estreitar margens para controlar essa memória, já não estás apenas a negociar com o material — estás a carregar a própria estrutura da máquina, o que nos leva ao ponto em que a estrutura, e não o troquel, se torna o elo mais fraco.
Uma dobra de 12 pés em 5052 de 0,125 polegadas, formada ao ar num troquel em V de 1 polegada numa prensa de 175 toneladas. O centro marca 90°. Os últimos 15 centímetros de ambos os lados marcam 92°. Mesmo programa. Mesmo punção. Mesmo operador.
Isso não é recuperação elástica a variar. É a máquina a afundar sob carga.
Quando aumentas a tonelagem — troquel apertado, lote de elevado limite elástico, penetração mais profunda para domar o núcleo elástico — já não estás apenas a negociar com a chapa. Estás a carregar o êmbolo e a mesa como uma viga em flexão. Estrutura de aço, articulada nas extremidades, força no meio. Mecânica básica: as vigas defletem mais no centro. Se a máquina se deflete para baixo no meio, o punção penetra menos em relação ao troquel no centro do que nas extremidades. Menos penetração significa um ângulo mais aberto.
Então porque é que o centro saiu apertado nesse exemplo?
Porque a oficina tinha o “crowning” mecânico ajustado desde o último trabalho — sobrecompensado para material mais leve. A mesa estava pré-cambada para cima. Sob carga mais pesada, a deflexão da estrutura e a pré-tensão não coincidiram. A curva de deflexão mudou, mas a correção não. O resultado não foi aleatório. Foi previsível.
E é aqui que as oficinas se enganam: se a máquina repete perfeitamente o mesmo ângulo errado, chamam-lhe “precisa”.”
Repetibilidade não é geometria. É apenas erro consistente.
Se o próximo passo é falar diretamente com a equipa, Contacte-nos encaixa naturalmente aqui.
Se a geometria das ferramentas governa a distribuição da deformação através da espessura, a deflexão da estrutura governa quão uniformemente essa deformação é aplicada ao longo do comprimento. Se falhares em qualquer um dos dois, a tua negociação com a memória do material desmorona antes mesmo de entrares na conversa sobre recuperação elástica.
Imagina um modelo simples. Doze pés entre estruturas laterais. Êmbolo a empurrar para baixo com um total de 120 toneladas, distribuídas ao longo da linha de dobra. Trata-o como uma viga carregada: a deflexão no centro aumenta com o cubo do comprimento e diretamente com a carga. Dobra a tonelagem, e a deflexão dobra. Aumenta o comprimento da dobra, e a deflexão cresce rapidamente.
Agora acrescenta a realidade do material.
Um aumento de 10% na resistência à tração exige cerca de 10% mais força para atingir o mesmo ângulo. Se a espessura aumenta 10%, a tonelagem pode saltar para perto de 20% porque a força de dobra escala com o quadrado da espessura. Essa força extra não altera apenas a penetração — altera a forma da estrutura sob carga.
Se o teu sistema de “crowning” estava ajustado para o lote mais leve, o novo perfil de carga produz uma curva de deflexão diferente. O centro abre enquanto as extremidades permanecem apertadas, ou vice-versa, dependendo de como pré-carregaste a mesa.
Já vi aço HSLA de 70 ksi substituído por A36 no mesmo desenho. Mesmo troquel 8×. Mesma profundidade programada. O operador adicionou dois graus de sobredobra no programa — empurra mais fundo para que, após a recuperação elástica, a peça relaxe em 90°. As extremidades ficaram perfeitas. O centro ficou aberto em 1,5° ao longo de três metros. Ele continuou a perseguir profundidade. Tudo o que fez foi aumentar a tonelagem total e exagerar a discrepância de deflexão.
O material não estava a comportar-se mal. Era a estrutura.
O “crowning” não serve para corrigir programação incorreta. Serve para casar a curva elástica da máquina com a curva de carga antes mesmo de discutires a recuperação elástica.
Então, que sistema realmente acompanha esse alvo em movimento?
Já utilizei ambos.
O crowning mecânico com cunha é honesto mas estático. Ajusta-se uma pré-carga — basicamente forçando a mesa numa ligeira curvatura ascendente antes do golpe. Sob a tonelagem “esperada”, a mesa nivela. Funciona lindamente se as tuas suposições estiverem corretas.
Mas as suposições falham quando o lote muda.
Um salto de 10% na resistência significa 10% mais força. Isso implica 10% mais deflexão. As cunhas mecânicas não sabem disso. Não conseguem ajustar sob carga. Se o centro ficar aberto, paras, calças, reajustas e tentas novamente. A produção odeia isso.
Os sistemas de crowning hidráulico injetam óleo em zonas ao longo da mesa para criar compensação. Os melhores permitem ajuste durante o ciclo. À medida que a tonelagem aumenta, a pressão nos cilindros de crowning pode ser ajustada para corresponder à carga real, não à suposta. A mesa mantém-se mais próxima de um contacto planar com a chapa enquanto a força aumenta.
Isso é importante porque a força de dobragem no ar não é constante ao longo do curso. Ela aumenta à medida que o ângulo se fecha. Uma cunha estática corresponde apenas a um ponto dessa curva. Um sistema hidráulico responsivo consegue acompanhá-la.
Mas mantenhamos a cabeça no sítio.
Mesmo o crowning hidráulico continua a ser uma aproximação. A maioria dos sistemas compensa em zonas, não em pontos contínuos. Desgaste de vedantes, temperatura do óleo, resposta das válvulas — tudo isso altera o comportamento ao longo do tempo. Se a curva de deflexão da estrutura e a curva de compensação do sistema não coincidirem ponto a ponto, continuas apenas a aproximar.
Continuas a negociar com a memória do aço usando uma máquina que também tem a sua própria memória.
O que nos leva ao erro que transforma deflexão temporária em dano permanente.
Entrei numa oficina com uma máquina nova que “não conseguia manter o ângulo em 3 metros”. Centro sempre aberto. Extremidades sempre apertadas. Tinham começado a fazer bottoming em inox de calibre 10 num veio estreito para eliminar o retorno elástico — multiplicadores acumulados: V mais apertado, maior limite de escoamento, método de bottoming.
Estavam a trabalhar perto da tonelagem nominal em cada ciclo.
Com o tempo, a mesa desenvolveu uma curvatura permanente ascendente nas extremidades e uma ligeira depressão no centro. Verificámos com uma régua e lâminas calibradas. Não era dramático. Uns poucos milésimos. É tudo o que basta.
Pensa na matemática da deformação. Na dobragem no ar, uns poucos milésimos de diferença na profundidade de penetração podem alterar o ângulo em um grau ou mais, dependendo da largura do veio. Se a mesa se fixa permanentemente — o que os técnicos chamam de “canoagem” — podes ajustar o crowning o dia inteiro e nunca nivelar verdadeiramente o sistema. Estás a compensar dano, não comportamento elástico.
As estruturas são projetadas para se deformarem elasticamente dentro da tonelagem nominal. Ultrapassa isso repetidamente, e passas da deformação elástica para a plástica na própria máquina. Agora a máquina também tem memória.
E, ao contrário da chapa, não podes simplesmente descartá-la e pegar noutro blank.
Se a geometria das ferramentas aumenta a tonelagem para controlar o retorno elástico, e o crowning tenta neutralizar a deflexão elástica, então a verdadeira disciplina é saber onde termina o elástico e começa a distorção permanente.
Porque, uma vez que a prensa dobradeira “se lembra” de como a maltrataste, cada negociação com o material começa a partir de uma base distorcida.
Queres a janela de tonelagem segura e a definição de compensação de desempeno correta?
Ganhas isso com dobras de teste, não com palpites.
A tonelagem nominal marcada no lado da estrutura mostra-te onde a máquina cede permanentemente. A tua janela real é mais estreita: o intervalo onde a estrutura permanece elástica, a mesa se mantém reta sob carga, e o material cede apenas o suficiente para relaxar dentro da especificação após o retorno elástico. Essa janela desloca-se quando o limite de escoamento muda, quando a direção do grão se inverte, quando alguém troca A36 por 70 ksi e se esquece de te avisar.
O aço lembra-se.
Se não medires como este lote se comporta nesta matriz, nesta máquina, estás a negociar às cegas com duas memórias ao mesmo tempo — a da chapa e a da prensa. Portanto, a estratégia não é “adicionar dois graus e esperar”. São sondagens controladas: peças curtas, penetração medida, ângulos verificados, tonelagem vigiada como um falcão. Estás a mapear a fronteira elástica antes de fazeres a produção atravessá-la.
Essa é a diferença entre operar uma prensa dobradeira e controlar um processo de conformação.
Eu não começo com uma peça completa de 3 metros.
Corto uma tira de 3 polegadas da mesma chapa, mesma direção de grão, e dobro-a exatamente na matriz que vamos usar — 8× a espessura do material para a abertura em “V”, a menos que haja uma razão documentada para quebrar essa regra. Se o material tem 0,125 polegadas, uso uma abertura de 1 polegada em “V”. Não porque o manual diga, mas porque já vi o que acontece quando os operadores apertam a matriz para “combater o retorno elástico” e silenciosamente duplicam a tonelagem.
Eis a matemática que os “apertadores de botões” ignoram: a tonelagem na dobra por ar escala com o quadrado da espessura e diminui à medida que a largura da matriz aumenta. Se estreitares a abertura em “V” em 10–15%, a força sobe rapidamente. Essa força extra não corrige apenas o ângulo. Ela dobra mais a estrutura. Agora a tua compensação de desempeno está errada antes mesmo de olhares para o retorno elástico.
Por isso, executo a tira de teste programada para 90°.
Depois meço a quanto relaxa.
Se abre para 92°, sei que preciso de cerca de 2° de sobrecurvatura nesta configuração. Adiciono dois graus de sobrecurvatura no programa — avanço mais fundo para que, após a recuperação elástica, a peça relaxe até 90°. Mas ainda não acabei. Observo o gráfico de tonelagem durante o golpe. Se já estou em 85–90% da capacidade nominal numa tira curta, sei que uma dobra a comprimento total vai provocar deflexão e talvez flertar com deformação permanente se a compensação de desempeno não estiver correta.
Quinze minutos. Três tiras. Contra o grão e com o grão, se o desenho permitir ambos.
Isso bate quatro horas a perseguir ângulos em peças acabadas enquanto a produção fica parada a culpar o aço.
Precisas de pontos de partida, não de folclore.
Aço macio numa matriz adequada de 8×? Um a dois graus de retorno elástico em espessuras típicas. Alumínio 5052-H32? Dois a quatro, às vezes mais se estiveres contra o grão. Aço inoxidável 304 em dobra por ar? Três a cinco são comuns. Liga de alta resistência e baixo teor de liga a 70 ksi? Já vi sete graus numa configuração limpa.
Essas não são promessas. São lances iniciais.
O mecanismo é simples: maior resistência ao escoamento significa um núcleo elástico maior através da espessura durante a quinagem ao ar. Mais núcleo elástico significa mais recuperação quando a carga é retirada. É possível fazer bottoming ou cunhagem para esmagar essa zona elástica, sim — mas a cunhagem pode exigir de cinco a dez vezes a tonelagem da quinagem ao ar. Numa prensa de dobra padrão, é assim que se transforma uma deflexão elástica da estrutura em deformação permanente.
E quando a mesa “ganha forma”, a tua “solução” torna-se o novo problema.
Por isso trato esses intervalos de graus como guarda‑corpos. Se a minha tira de teste em 0,125 polegadas de 304 abre quatro graus numa matriz em V de 1 polegada, é normal. Se abre oito, algo mudou — têmpera do material, largura errada da matriz, raio incorreto do punção. O teste diz‑me se estou dentro do comportamento esperado antes mesmo de tocar numa peça de produção.
Não eliminas a variação.
Limitas‑la.
Os controlos modernos têm bibliotecas de materiais. Alguns até leem o ângulo em tempo real e ajustam a profundidade em movimento.
Ferramentas úteis.
Mas continuam a ser aproximações baseadas em valores médios de escoamento e atrito presumido. Muda‑se a direção do grão, o acabamento superficial ou a composição do lote, e a curva real de retorno elástico altera‑se. Já vi sistemas de leitura a laser confundirem‑se com inox escovado e perseguirem um “fantasma” dois graus fora da realidade.
E é aqui que as oficinas se enganam: se a máquina repete perfeitamente o mesmo ângulo errado, chamam-lhe “precisa”.”
Confio na tabela quando as minhas tiras de teste a confirmam. Se o controlo diz que o inox com esta espessura, nesta matriz, precisa de 3° de sobre‑dobra e a minha tira relaxa de 87° para 90°, ótimo. Estamos alinhados. Se diz 3° e eu meço 5°, ignoro sem remorsos. O controlador não sente a deriva da resistência ao escoamento. Tu consegues medi‑la.
O CNC é uma calculadora.
Tu és o responsável pelo processo.
Quando constróis a compensação com base em comportamento medido — tiras curtas, geometria da matriz conhecida, tonelagem verificada — deixas de reagir ao retorno elástico e começas a prevê‑lo. E quando consegues prevê‑lo dentro dos limites elásticos da máquina, a conversa muda de “Quão forte posso bater?” para algo mais sério.
Que tipo de operador queres ser: alguém que apenas produz peças ou alguém que controla resultados?
Queres que a previsão sobreviva ao segundo turno.
Não apenas na tua cabeça. Nem no teu caderno. No próprio processo — para que a peça saia a 90°, estejas tu lá ou não.
Essa é a diferença entre operar uma máquina e controlar um sistema de conformação.
Uma máquina nova em folha não te salva de um processo instável. Já vi oficinas aparafusarem uma prensa de seis dígitos ao chão, carregarem a tabela de materiais do fabricante e assumirem que a precisão vem pré‑instalada. Dois meses depois, o turno do dia atinge 90°, o da noite 92°, e todos culpam o aço. O que realmente mudou não foi a força. Foi a disciplina. Nenhuma regra de matriz bloqueada. Nenhum resultado documentado de tira de teste. Nenhuma sobre‑dobra acordada associada àquele lote e direção do grão. Apenas memória tribal.
O aço é um aprendiz teimoso com boa memória. Se não anotares como ele se comportou nesse V de 1 polegada em 304 de 0,125 polegada através do grão, o próximo operador estará a começar a negociar do zero.
Então, como é que tornas a previsão repetível em vez de pessoal?
Porque a maior fonte de erro na maioria das oficinas não é o desvio do batente traseiro nem a falta de correspondência na compensação de flexão. É o retorno elástico não medido.
Ignora a recuperação elástica e estás a arriscar dois graus ou mais. Isso não é um incómodo de configuração. Isso é sucata em peças aeroespaciais com tolerância de meio grau.
O limite de escoamento é o guardião aqui. Um limite de escoamento mais alto significa um núcleo elástico mais espesso durante a dobra no ar. Um núcleo elástico mais espesso significa mais recuperação quando a carga é retirada. A máquina não “vê” essa variação a menos que lho digas. E o limite de escoamento muda de lote para lote — mesmo dentro da mesma faixa de especificação.
Não podes padronizar a força e esperar precisão.
Padroniza-se a forma como se responde ao comportamento elástico.
Isso significa que cada novo lote de material, espessura ou orientação de grão desencadeia o mesmo teste controlado: uma tira curta, V correto pela regra de 8× salvo indicação contrária da engenharia, ângulo medido após relaxamento, tonagem observada. O resultado não é apenas “precisa de 3° de sobredobra”. Está documentado: aquecimento do material, abertura da matriz, raio do punção, profundidade programada, retorno elástico real.
Agora estás a construir uma biblioteca de resposta de material que pertence à tua oficina, não a uma tabela CNC genérica.
Mas a documentação por si só não evita o desvio entre operadores, pois não?
Já vi uma prensa manual com um operador habilidoso manter o desvio dentro de um grau o dia inteiro, superando um CNC mal calibrado.
Não porque a máquina fosse melhor.
Mas porque o processo era mais rigoroso.
É assim que isso se parece na prática:
E é aqui que as oficinas se enganam: se a máquina repete perfeitamente o mesmo ângulo errado, chamam-lhe “precisa”.”
Repetibilidade sem validação é apenas sucata automatizada.
Controles de topo de gama com correção de ângulo em processo podem compensar o retorno elástico em tempo real. Bons sistemas. Eu utilizaria um. Mas mesmo esses dependem de pressupostos básicos sobre limite de escoamento e fricção. Se os dados de base forem descuidados, o ciclo de correção apenas oscila mais depressa em torno do alvo errado.
O travão manual vence em oficinas más porque obriga à atenção.
Então a questão torna-se: como incorporar essa atenção no sistema para que não dependa da personalidade?
A maioria dos operadores pensa em termos de ângulo final.
Os controladores de processo pensam em termos de penetração elástica.
Quando fazes dobra a ar, não estás a formar 90°. Estás a aplicar uma profundidade calculada que cria uma distribuição elástico-plástica específica através da espessura. Ele adiciona dois graus de sobredobra no programa — aplica mais profundidade para que, após a recuperação elástica, a peça relaxe para os 90°. Essa profundidade — não o ângulo apresentado — é a verdadeira variável de controlo.
Fixa isso, e o ângulo torna-se um subproduto.
Eis a estrutura que espero que um responsável de turno aplique:
Agora a previsão baseia-se na penetração medida e na resposta documentada, não em quem está ao controlo.
Controla a fase elástica, e o resultado plástico segue — todas as vezes.
Essa é a perspetiva que quero que mantenhas: precisão não tem a ver com pressionar mais ou comprar software mais inteligente. Trata-se de encarar a recuperação elástica como variável principal e de construir os hábitos da oficina em torno disso.
Quando vês a dobragem como gestão de memória elástica em vez de perseguição de força, deixas de perguntar: “A máquina consegue fazê-lo?”
Começas a perguntar: “Definimos o comportamento do material de forma suficientemente precisa para que não possa falhar?”


















