

Das Zitat, das ich in Einkaufsbesprechungen am häufigsten höre, handelt nicht von Tonnage oder Wiederholgenauigkeit des Hinteranschlags. Es lautet: “Wir können es uns nicht leisten, falsch zu liegen.”
Der Besitzer sagt es, während er auf eine Mittelklasse-Abkantpresse mit Siemens-Antrieben und einer vertrauten europäischen CNC zeigt. Dann markiert er die Amada- oder Trumpf-Position, die um $120.000 höher ist, und nennt sie “die sichere Wette”. Niemand hat die Encoder-Auflösung verglichen. Niemand hat gefragt, wer die Servopakete gebaut hat. Das Logo hat den Fall geschlossen, bevor Beweise vorgelegt wurden.
Diese Reflexhandlung machte früher Sinn. Heute nicht mehr.
Nehmen wir zwei moderne 8-Achsen-Abkantpressen im Ausstellungsraum. Beide arbeiten mit geschlossenen, servoelektrischen Systemen. Beide verwenden Linearcoder mit Mikrometer-Feedback. Beide behaupten eine Wiederholgenauigkeit innerhalb weniger Tausendstel Zoll. Die eine kostet so viel wie ein kleines Gebäude; die andere lässt einen sechsstelligen Betrag übrig.
Wo genau versteckt sich also die zusätzliche Präzision?
Wenn ich diese Maschinen prüfe, beginne ich nicht mit der Lackierung. Ich öffne den Schaltschrank. Servoantriebe von Bosch Rexroth. Siemens. Yaskawa. Dieselben Industriezulieferer, die weltweit verkaufen. Hochauflösende Encoder von denselben wenigen Herstellern. Präzisionsgeschliffene Kugelgewindespindeln, gebaut nach ISO-Normen, die sich nicht für Markentreue interessieren.
Bodenwahrheit: Wenn die Bewegungssteuerungs-Architektur materiell ähnlich ist, wird das Genauigkeitsmaximum weitgehend durch die Komponentenklasse und die Kalibrierungsdisziplin bestimmt – nicht durch das Emblem an der Tür.
Traditionsmarken investieren selbstverständlich in Forschung und Entwicklung. Trumpf hält Hunderte von Patenten. Amadas servoelektrische EGB-Serie erreicht beeindruckende Annäherungsgeschwindigkeiten und niedrige Fehlerquoten. Das sind echte Errungenschaften. Doch für eine kleine oder mittelgroße Werkstatt, die 10-Fuß-Langteile aus Baustahl biegt, lautet die Frage nicht, ob eine Spitzenmaschine besser abschneiden kann – sondern ob sich diese zusätzliche Leistung auf Ihren Rechnungen bemerkbar macht.
Meistens tut sie das nicht.

Der nordamerikanische Markt für Abkantpressen wird von fünf großen Marken dominiert, die etwa die Hälfte des Marktanteils kontrollieren. Diese Dominanz entstand nicht zufällig. Sie beruht auf Händlernetzwerken, Schulungszentren, glänzenden Vorführanlagen und einer Verkaufspräsenz in jedem Industriegebiet.
Diese Infrastruktur kostet Geld.
Wenn eine Werkstatt sich automatisch für ein Traditionslogo entscheidet, kauft sie nicht nur einen Stößel und einen Hinteranschlag. Sie finanziert globale Marketingmaßnahmen, regionale Ausstellungsräume und eine Unternehmens-F&E-Struktur, die für Luftfahrtkonzerne ausgelegt ist. Für manche Käufer ist diese Absicherung gegen Zweifel den Preis wert.
Aber Absicherung ist keine Präzision.
Narben-zu-Weisheit: Ich habe Werkstätten gesehen, die einen Aufpreis für “Kompromisslose Genauigkeit” bezahlt haben und dann den ganzen Tag mit Toleranzen von ±0,010 arbeiten, weil ihr nachgelagerter Schweißprozess ohnehin nichts Engeres halten kann. Die Maschine war zu chirurgischer Präzision fähig. Der Prozess war es nicht.
Was passiert also nach dem Verkauf, wenn diese Premiummaschine Aufmerksamkeit benötigt?
Öffnen Sie eine Service-Rechnung eines proprietären Ökosystems und Sie sehen die wirkliche Rechnung. Individuelle Steuerplatinen. Markenspezifische Softwarelizenzen. Nur zertifizierte Techniker. Fahrtzeit zu Premiumsätzen berechnet.
Wenn der Servoverstärker bei einer Mittelklasse-Maschine mit weit verbreiteten Industriekomponenten ausfällt, gibt es mehrere mögliche Servicewege. Bei einer streng kontrollierten proprietären Plattform verengen sich die Optionen schnell. Sie kaufen nicht nur Präzision – Sie verpflichten sich zu einer Lieferkette.
Diese Bindung ergab Sinn, als die technologische Kluft noch groß war. Als nur eine Handvoll Hersteller Mehrachsen-Synchronisation bei hoher Geschwindigkeit zuverlässig beherrschen konnten, zahlte man für den Stamm mit der größten Kriegskasse.
Aber wenn die grundlegende Bewegungstechnologie heute weit verbreitet zugänglich ist – worin genau besteht dann die Abhängigkeit: in überlegener Biegeleistung oder in überlegener Markenbildung?

Ich habe einmal Produktionsprotokolle aus einer Werkstatt überprüft, die eine 100-Tonnen-Servo-Elektro-Flaggschiffmaschine betrieb – mit atemberaubender Stößelgeschwindigkeit und automatischem Werkzeugwechsel. Beeindruckende Maschine. Durchschnittlicher Auftrag? 14-Gauge-Blechpaneele aus Baustahl in Chargen von 40 Stück.
Der automatische Werkzeugwechsler stand still. Die KI-Biegealgorithmen verließen nie den Grundmodus. Die Zykluszeitgewinne kürzten Sekunden bei Aufträgen, die bereits durch manuelles Beladen begrenzt waren.
Sie hatten Luft- und Raumfahrtfähigkeit für HVAC-Margen gekauft.
Das ist der entscheidende kognitive Wandel: Stelle nicht mehr die Frage “Ist das die beste verfügbare Maschine?”, sondern “Welche messbare Fähigkeit erzeugt Umsatz in meinem Arbeitsablauf?”
Traditionsmarken bauen nach wie vor ausgezeichnete Maschinen. Aber Exzellenz jenseits deines Erlösmodells ist keine Sicherheit – sie ist Gemeinkosten.
Und wenn vergleichbare Präzision nun ohne den Prestigeaufschlag erreichbar ist – was hat sich in der zugrunde liegenden Technologie geändert, um diese Gleichwertigkeit zu ermöglichen?
Im Jahr 2005, wenn man bei einer Abkantpresse hochauflösende Mehrachsen-Synchronisation wollte – echte geschlossene Regelkreise mit Encoder-Rückmeldung auf Mikronniveau – kaufte man aus einer kurzen Liste europäischer und japanischer Antriebshersteller. Integration war schwierig. Abstimmung war Stammeswissen. Ein schlechtes Servopaket bedeutete Schwingungen am unteren Totpunkt und Ausschuss auf der Palette.
Schneller Vorlauf. Heute verkaufen Bosch Rexroth, Yaskawa, Siemens, Mitsubishi – und zunehmend Inovance und Estun – modulare Servo-Plattformen mit Auto-Tuning-Routinen, 24-Bit-Encodern und Feldbus-Kompatibilität direkt ab Lager. Nicht kundenspezifisch. Katalogware.
Das ist die Veränderung.
Wenn die Kernkomponenten der Bewegung – Motor, Antrieb, Encoder, Regelkreis – weltweit für jeden mit ausreichend Kaufvolumen verfügbar sind, hört Präzision auf, ein nationaler Vorteil zu sein, und wird zu einer Beschaffungsentscheidung. Die Frage verschiebt sich von “Wer hat es gebaut?” zu “Was steckt darin?”
Und sobald man den Schaltschrank öffnet, verfliegt die Romantik schnell.
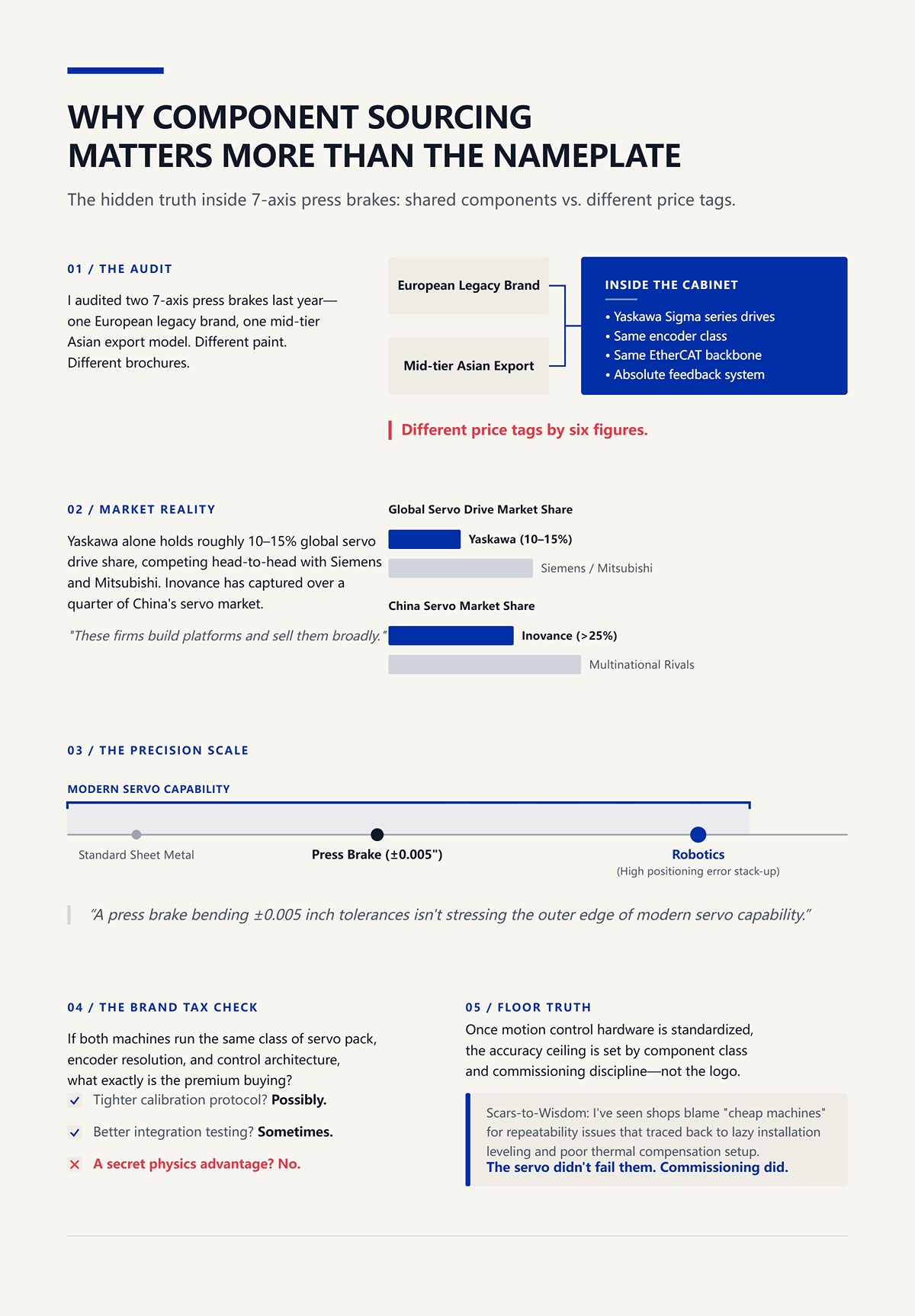
Ich habe letztes Jahr zwei 7-Achsen-Abkantpressen geprüft – eine europäische Traditionsmarke, ein asiatisches Exportmodell der mittleren Preisklasse. Unterschiedliche Lackierung. Unterschiedliche Broschüren. Im Schaltschrank: Yaskawa-Servoantriebe der Sigma-Serie bei beiden. Gleiche Encoder-Klasse. Gleiche EtherCAT-Kommunikationsstruktur. Gleicher Typ eines absoluten Rückmeldesystems.
Unterschiedliche Preisschilder um sechsstellige Beträge.
Yaskawa allein hält etwa 10–15 % des globalen Marktanteils für Servoantriebe und konkurriert direkt mit Siemens und Mitsubishi. Diese Unternehmen bauen Antriebe nicht ausschließlich für Prestige-OEMs; sie entwickeln Plattformen und vertreiben sie breit. Estun, einst als inländischer chinesischer Zulieferer angesehen, produziert heute Servosysteme, die weltweit in Robotern und Werkzeugmaschinen eingesetzt werden. Inovance hat über ein Viertel des chinesischen Servomarkts erobert – gegen multinationale Wettbewerber – indem leistungsstarke Antriebe entwickelt wurden, die den Anforderungen der industriellen Automatisierung in großem Maßstab gerecht werden.
Dieser Maßstab ist entscheidend.
Denn wenn ein Antriebshersteller in die Robotik liefert – wo sich Positionierungsfehler schnell addieren – übersteigen die Präzisionsanforderungen das, was die meisten Blechverarbeiter je benötigen werden. Eine Abkantpresse, die Toleranzen von ±0,005 Zoll biegt, fordert die Leistungsgrenze moderner Servotechnik nicht heraus.
Also führen wir den Brand Tax Check durch. Wenn beide Maschinen dieselbe Klasse von Servopacks, dieselbe Encoderauflösung und eine ähnliche Steuerungsarchitektur verwenden, was genau kauft man dann mit dem Aufpreis? Engere Kalibrierprotokolle? Möglich. Bessere Integrationstests? Manchmal. Aber kein geheimer physikalischer Vorteil.
Grundwahrheit: Sobald Hardware für Bewegungssteuerung standardisiert ist, wird die Genauigkeitsgrenze durch die Komponentenklasse und die Inbetriebnahmedisziplin bestimmt – nicht durch das Logo auf dem Stößel.
Narben zu Weisheit: Ich habe Werkstätten gesehen, die “billige Maschinen” für Wiederholungsprobleme verantwortlich machten, die letztlich auf nachlässige Ausrichtung bei der Installation und schlechte Einrichtung der thermischen Kompensation zurückzuführen waren. Der Servo hat sie nicht im Stich gelassen. Die Inbetriebnahme hat es getan.
Aber Präzision ist nicht das einzige Schlachtfeld. Der Energieverbrauch erzählt seine eigene Geschichte.
Betritt man eine hydraulische Abkantpresse mit einem Motor mit konstanter Drehzahl, hört man ihn – die Pumpe heult auf voller Drehzahl, egal ob sich der Stößel bewegt oder nicht. Misst man mit einer Stromzange, sieht man eine gleichmäßige Leistungsaufnahme selbst im Leerlauf.
Vergleich das nun mit einem modernen servoelektrischen oder hybriden servo-hydraulischen System. Der Motor fährt nur hoch, wenn Bewegung erforderlich ist. Die Leerlaufaufnahme sinkt drastisch. Einige Hersteller behaupten Energieeinsparungen von bis zu 30–40% gegenüber herkömmlichen Hydrauliksystemen. Die genaue Zahl hängt vom Arbeitszyklus ab, aber der Mechanismus ist einfach: Leistung nach Bedarf, nicht Leistung im Bereitschaftsmodus.
Hier spielt die geografische Lage eine Rolle.
Der asiatisch-pazifische Raum verzeichnete in den letzten Jahren den größten Anteil am Wachstum des globalen Marktes für Servomotoren und Antriebe. Dieses Wachstum wird durch die Einführung von Robotik, dichte Fertigungskluster und ehrgeizige Effizienzziele vorangetrieben. Wenn der heimische Markt jährlich Hunderttausende Servoachsen installiert, ist inkrementelle Effizienz kein Marketingpunkt – sie ist Gewinnmarge.
Traditionelle europäische Marken investieren durchaus in Forschung und Entwicklung. Aber asiatische Hersteller mit hohem Produktionsvolumen agieren in einem Umfeld, in dem das Einsparen von Kilowatt in großem Maßstab schnell spürbar wird. Energieeffizienz wird zu einer Wettbewerbwaffe, nicht zu einem Nachhaltigkeitsslogan.
Und für ein KMU mit zwei Schichten ist Elektrizität nichts Abstraktes. Sie ist Gemeinkosten.
Narben zu Weisheit: Eine von mir geprüfte Werkstatt sparte jährlich genug durch niedrigeren hydraulischen Energieverbrauch nach dem Wechsel zu servo-hybriden Systemen, um die vorbeugende Wartung vollständig zu finanzieren. Sie kauften keinen Prestige. Sie kauften geringere Betriebsträgheit.
Das wirft eine schwierigere Frage auf. Wenn Effizienz und Präzisionshardware weltweit verfügbar sind, wie trennt man Exportunternehmen von rein inländischen Montagebetrieben?
Nicht jeder Hersteller der mittleren Klasse ist gleich. Manche bauen Maschinen aus anständigen Komponenten zusammen, sparen aber an Verkabelungsstandards, Schutzkonformität oder Dokumentation. Das ist keine Kommodifizierung – das ist Roulette.
Exportorientierte Hersteller verraten sich auf leisere Weise.
Öffne den Schaltschrank und achte auf beschriftete Kabelstränge, UL- oder CE-konforme Komponenten, eine ordnungsgemäße Erdungsarchitektur und thermische Abstände um die Antriebe. Prüfe, ob die CNC mehrsprachige Benutzeroberflächen und international anerkannte Sicherheitskreise unterstützt. Frage nach dokumentierten Wiederholbarkeitstests, nicht nur nach Prospekt-Toleranzen.
Hersteller, die sich auf Europa oder Nordamerika ausrichten – Namen wie LONGBOW oder Hunsone im mittleren Segment – neigen dazu, international anerkannte Servomarken zu spezifizieren, Konformitätsdokumentationen zu veröffentlichen und um weltweit wartbare Komponenten herum zu bauen. Rein inländische Hersteller machen sich diese Mühe oft nicht. Ihr Markt verlangt es nicht.
Der Unterschied liegt nicht in der Nationalität. Er liegt in der Zielmarktdisziplin.
Und diese Disziplin zeigt sich später – wenn du nach fünf Jahren Ersatzteile brauchst und herausfindest, ob dein Servoantrieb eine globale Artikelnummer oder ein regionales Waisenkind ist.
Aber lassen Sie uns die Kernbehauptung einem Stresstest unterziehen. Selbst bei identischen Servomarken – können Mittelklasse-Systeme wirklich die europäische Wiederholgenauigkeit unter Last erreichen?
Stellen Sie sich vor, Sie reduzieren zwei Maschinen auf ihre Grundlagen: gleiche Yaskawa-Servopakete, gleiche Klasse von Lineargebern, ähnliche Rahmenleistung, vergleichbare CNC-Interpolationsgeschwindigkeit. Beide werden mit Messuhren ausgestattet und 500 Zyklen bei Nennlast gefahren, wobei die Variation des unteren Totpunkts gemessen wird.
Wenn sich die Wiederholgenauigkeit unterscheidet, liegt die Ursache nicht in der Nationalität des Servomotors. Es wird an der Rahmensteifigkeit, thermischen Stabilität, Kugelgewindequalität oder Kalibriermethodik liegen.
Und das sind technische Variablen, keine mystischen Markeneigenschaften.
Europäische Traditionsmarken glänzen oft in Rahmendesign und Langzeitbeständigkeit. Das ist real. Schwerere Schweißkonstruktionen, verfeinerte Spannungsarmprozesse, engere Bearbeitungstoleranzen. Über Jahrzehnte summiert sich das zu einem Ruf.
Doch Mittelklasse-Exporthersteller haben einen Großteil dieser Lücke geschlossen, indem sie Finite-Elemente-Analysen im Rahmendesign einsetzen, präzisionsgeschliffene Kugelgewindespindeln nach ISO-Standards beziehen und sie mit derselben Klasse hochauflösender Feedback-Systeme kombinieren. Wenn die Servoregelung basierend auf Encoder-Eingaben in Echtzeit korrigieren kann, werden kleine mechanische Abweichungen aktiv kompensiert.
Das Urteil lautet also nicht, dass alle Maschinen gleich sind.
Es ist enger – und unangenehmer für Prestige-Käufer.
Als Kern-Servotechnologie weltweit zugänglich wurde, hörte Präzision auf, ein exklusiver Club zu sein, und wurde zu einer Integrationsaufgabe. Traditionsmarken unterscheiden sich weiterhin durch ihr Ökosystem, Servicenetzwerke und extreme High-End-Anwendungen. Sie finanzieren globales Marketing, regionale Showrooms und eine F&E-Struktur, die auf Luft- und Raumfahrtkunden zugeschnitten ist. Für manche Betriebe fühlt sich diese Absicherung sicher an.
Aber Absicherung ist keine Präzision.
Für das moderne KMU lautet die klügere Frage nicht: “Welche Marke steht an erster Stelle?” sondern: “Welche Toleranz erfordert mein Workflow tatsächlich – und welche transparente Komponentenstruktur liefert das, ohne Prestigeaufschlag?” In der Praxis bedeutet das, vollständig CNC-basierte Systeme zu bewerten, die auf reale Biegeszenarien ausgelegt sind, sich in vorgelagerte und nachgelagerte Blechprozesse integrieren lassen und messbare Wiederholgenauigkeit an den tatsächlich gefertigten Teilen bieten. Lösungen wie die CN-HAWE-Abkantpresse sind um diese „Capability-First“-Denkweise herum aufgebaut – sie priorisieren Präzision, Automatisierungskompatibilität und skalierbare Leistung statt Markenwert – sodass Sie in dokumentierte Ergebnisse investieren und nicht nur in den Ruf.
Wenn Servohardware und Kernpräzision weltweit zugänglich sind, kann der Aufpreis nicht im Motorgehäuse versteckt sein. Er muss sich darin zeigen, wie gut die Maschine zu Ihrer tatsächlichen Arbeit passt.
Daran scheitern die meisten KMUs. Sie betreten den Gerichtssaal mit der Frage: “Wer ist #1?”, als wäre es ein Schönheitswettbewerb, und die Broschüren stehen wie polierte Zeugen da – Wiederholgenauigkeitswerte in Mikrometern, glänzende Rahmen, Erzählungen über Luft- und Raumfahrterbe. Aber Umsatz kümmert sich nicht um Ranglisten. Umsatz kümmert sich darum, ob Ihre Maschine Ihr Toleranzband einhält – Tag für Tag – bei den Teilen, die Sie tatsächlich ausliefern.
Andere Frage. Anderes Urteil.
Wenn ich eine Werkstatt auditiere, beginne ich nicht mit Markennamen. Ich beginne mit einem Messschieber und einem Stapel aktueller Arbeitsaufträge. Welche Blechstärken dominieren? Welche Biegelängen? Welche Winkeltoleranzen führen zu Nacharbeit? Eine Maschine, die auf dem Papier ±0,005 mm halten kann, ist bedeutungslos, wenn Ihre Kunden Teile bei einer Winkelabweichung von ±0,3 Grad ablehnen – nicht bei einem linearen Tiefenfehler. Die Toleranz, die zählt, ist die, die an Ihre Rechnungen gebunden ist.
Und sobald Sie es so betrachten, muss sich der Prestigeaufschlag gegenüber Ihrem Toleranzband rechtfertigen – nicht gegenüber einem Logo.
Steifigkeit ist kein Werbeslogan. Sie ist Durchbiegung unter Last.
Nehmen wir zwei Werkstätten. Die eine biegt den ganzen Tag Edelstahlgehäuse mit 1,2 mm Stärke. Die andere wechselt zwischen 3 mm Baustahlhalterungen und gelegentlichen 10 mm Struktur-Laschen. Gleiche Servoklasse. Gleiche Encoder-Auflösung. Völlig unterschiedliche Anforderungen an den Rahmen.
Servoelektrische Systeme glänzen bei hochfrequenten Arbeiten mit dünnem Material. Präzise Steuerung, geringer Energieverbrauch, minimale hydraulische Abweichung. Aber wenn man sie in dickere Strukturmaterialien drängt, stößt man an eine Grenze – nicht in der Software, sondern in der Physik. Elektrische Antriebe können Positionen mit exquisiter Genauigkeit befehlen; sie können jedoch nicht für einen Rahmen kompensieren, der über sein Konstruktionsfenster hinaus nachgibt.
Hydraulische Systeme, insbesondere in schwereren, älteren Rahmen, dominieren aus gutem Grund noch immer brute-force-Anwendungen. Öl unter Druck kümmert sich nicht um Marketingzyklen. Es liefert Tonnenkraft über ein breites Materialspektrum hinweg, und die Masse dieser Rahmen absorbiert Stoßbelastungen, die leichtere Konstruktionen zum Klagen bringen würden.
Hier liegt der Fehler, den ich sehe: Ein KMU kauft überdimensionierte Tonnage von einer Prestigemarke “für alle Fälle”. Die Maschine verbringt 90% ihres Lebens damit, dünne Bleche zu biegen, und schleppt dabei eine strukturelle Fähigkeit herum, die sie selten nutzt. Kapital gebunden. Platz verbraucht. Energieverbrauch höher als nötig.
Überdimensionierung zur Zukunftssicherung bedeutet oft, für eine Zukunft zu viel zu bezahlen, die niemals eintritt.
Narben-zu-Weisheit: Ich habe mehr Ausfallzeiten durch überlastete Leichtbau-Elektromaschinen und mehr verschwendetes Kapital durch ungenutzte schwere Hydrauliken gesehen als durch jeglichen Markenfehler. Stimmen Sie den Rahmen auf das Metall ab, für das Sie tatsächlich Bestellungen ausstellen – nicht auf das Metall, auf das Sie sich nur in Ihren Angeboten einbilden.
Und was, wenn Ihre Teile von vornherein keine Luftfahrt-Toleranzen erfordern?
Es ist dieses: “Wir können es uns nicht leisten, falsch zu liegen.”
Dieser Satz treibt mehr Überkäufe an als jeder Vertriebsmitarbeiter. Eigentümer stellen sich den einen Auftrag vor, der extreme Präzision verlangt, und spezifizieren eine Maschine für dieses hypothetische Szenario statt für die 80% an Arbeit, die die Rechnungen bezahlt.
Lassen Sie uns ein einfaches Gedankenexperiment durchführen. Hypothetische Zahlen, aber realistische Dynamik. Angenommen, Maschine A erreicht eine Wiederholgenauigkeit von ±0,005 mm und kostet einen 30%-Aufpreis. Maschine B erreicht zuverlässig ±0,02 mm und kostet weniger. Ihre typischen Teile tolerieren ±0,1 mm in der Biegetiefe, bevor Winkelabweichungen zu Ausschuss führen.
Welche Maschine erzeugt mehr Gewinn pro investiertem Euro?
Wenn Maschine B die Toleranz problemlos erfüllt – kein Nachjustieren wegen Drift, keine ständige Neukalibrierung, keine Software-Akrobatik – dann bleibt die zusätzliche Präzision von Maschine A ungenutzte Kapazität. Sie haben für Spielraum bezahlt, den Sie nie benötigen. Und oft gilt: Je enger das System, desto empfindlicher ist es gegenüber Einrichtung, Bedienerschulung und Software-Updates. Fortschrittliche Steuerungen sind leistungsfähig, aber in einer ungeschulten Werkstatt bedeuten sie Stillstand mit Touchscreen.
„Gut genug“, wenn es wirklich mit Ihrer Spezifikation übereinstimmt, ist keine Mittelmäßigkeit. Es ist Marge.
Die Gerichtsmetapher ist hier wichtig. Marketingbehauptungen sind Zeugenaussagen. Ihre Toleranzaufsummierung und die Nacharbeitsquote sind Beweise. Das Urteil lautet ROI, nicht Prahlerei.
Aber Präzision heute hat nicht mehr nur mit Stahl und Schweißkonstruktionen zu tun, oder?
Früher jagten wir nach Masse. Schwererer Rahmen, dickere Seitenplatten, mehr Tonnage. Mechanische Dominanz war der Weg zur Gleichmäßigkeit.
Jetzt übernimmt die Servoschleife einen Teil dieser Arbeit.
Closed-Loop-Regelung – bei der Encoder Echtzeit-Positionsdaten an den Antrieb zurückmelden – bedeutet, dass die Maschine sich in jedem Zyklus selbst korrigiert. Geringe mechanische Abweichungen werden innerhalb von Millisekunden gemessen und kompensiert. Genauigkeit wird zu einem Softwareproblem, das über mechanische Integrität geschichtet ist.
Das verändert, wo Differenzierung stattfindet.
Wenn zwei Maschinen vergleichbare Servopakete und Encoderklassen teilen, verlagern sich die wesentlichen Unterschiede auf die Integrationsqualität: wie gut der Steueralgorithmus abgestimmt ist, wie sauber die Verkabelungsarchitektur ist, wie stabil das Wärmemanagement rund um die Antriebe während einer langen Schicht bleibt. Nicht glamourös. Aber entscheidend.
Und hier kann sich ein Premiumpreis immer noch rechtfertigen – wenn der Hersteller überlegene Integration, sorgfältige Inbetriebnahme und langfristigen Support nachweist. Nicht wegen der Nationalität. Nicht wegen der Tradition. Sondern weil das System unter Ihrer Lastprofilierung, mit Ihren Bedienern, über Jahre hinweg vorhersehbar reagiert.
Aber Absicherung ist keine Präzision.
Sie finanzieren globales Marketing, regionale Showrooms und eine Unternehmens-F&E-Maschinerie, die für Luftfahrtkonzerne ausgelegt ist. Wenn Sie keine Luftfahrttoleranzen fahren oder Automationszellen betreiben, die dieses Ökosystem erfordern, stellt sich die Frage erneut: Zahlen Sie für softwaregesteuerte Präzision, die Sie skalieren werden – oder für Softwarekomplexität, mit der Sie ringen werden?
Das ist die nächste Weggabelung.
Eine Werkstatt im Mittleren Westen kauft eine 135-Tonnen-Abkantpresse von einer traditionsreichen europäischen Marke. Die Broschüre sagt: “Industry 4.0 bereit.” Zwei Jahre später wollen sie Echtzeit-Jobtracking, das an ihr ERP gekoppelt ist, und automatisiertes Biegeprogramm-Feedback von der Werkhalle. Die Antwort des OEM: ein Softwaremodul, ein Gateway-Gerät, werkzertifizierte Installation und Integrationssupport.
Gesamtangebot: knapp über $60.000.
Am Rahmen hat sich nichts geändert. Am Servopaket auch nicht. Das ist eine Softwaretür, die immer vorhanden war – aber hinter einer Bezahlschranke verschlossen blieb.
Wenn mich also ein KMU fragt, ob Premiumintegration sich in seiner Wachstumsphase lohnt, beginne ich nicht mit Philosophie. Ich beginne mit einem Schraubenschlüssel und einem Schaltplan. Was ist nativ? Was ist lizenziert? Was erfordert die Zustimmung des Herstellers? Denn Automationsbereitschaft ist kein Logo-Feature. Sie ist eine Architekturentscheidung, für die Sie entweder im Voraus bezahlt haben oder später mit Zinsen bezahlen werden.
Der Gewinn kommt weiterhin aus Toleranzabgleich und Systempassung. Automation verändert nur, wo “Passung” lebt.
Öffnen Sie die Schaltschranktür.
Bei einer Mittelklassemaschine, die ich letztes Jahr überprüft habe, unterstützte der Controller standardisierte Industrieprotokolle – Ethernet/IP und OPC UA – direkt ab Werk. Das bedeutet, die Maschine kann Produktionsdaten, Alarmzustände und Zykluszählungen direkt an ein Werksnetzwerk senden, ohne proprietäre Middleware. Ihr Integrator schreibt den Handshake einmal. Sie sind online.
Bei der älteren Einheit daneben? Gleiche Klasse an Servoantrieben. Gleiche Encoderauflösung. Aber die Datenschicht war im Ökosystem des OEM eingeschlossen. Um aussagekräftige Produktionskennzahlen zu extrahieren, waren deren gebrandetes Gateway und jährliche Softwarelizenzen erforderlich.
Hier wird “Industry 4.0 bereit” zur Werkhallen-Wahrheit: teure Software, die Sie möglicherweise nie vollständig nutzen.
Testen Sie das auf Belastung. Es gibt Fälle, in denen die Zahlung für dieses Ökosystem sinnvoll ist. Wenn Sie mehrere Maschinen derselben Marke über Kontinente hinweg betreiben und die Unternehmens-IT ein einziges Dashboard mit zentralisierten Updates möchte, kauft der Premiumpreis Einheitlichkeit. Das ist kein Luxus. Das ist Governance.
Aber die meisten KMU betreiben keine globalen Flotten. Sie versuchen, Angebotsfehler zu reduzieren, reale Zykluszeiten zu verfolgen und vielleicht Biegeprogramme mit Lasernestern zu verknüpfen. Der Integrationsleitfaden von MAC-Tech weist auf 20–40 %-Lead-Time-Reduzierungen hin, wenn vorgelagerte und nachgelagerte Systeme miteinander kommunizieren. Beachten Sie, was das impliziert: Der Gewinn kommt aus der Workflow-Verbindung, nicht aus der Markenherkunft.
Wenn die Maschine ohne eine $60.000-Mautstation keine offenen Protokolle sprechen kann, startet Ihre ROI-Uhr verspätet.
Narben zu Weisheit: Ich habe Werkstätten gesehen, die Integration jahrelang verzögerten, weil das Nachrüstangebot sich anfühlte, als würde man die Maschine zweimal kaufen. Bitten Sie vor der Unterzeichnung um eine schriftliche Liste der nativen Kommunikationsprotokolle. Wenn es nicht in der Basisspezifikation steht, gehen Sie davon aus, dass Sie später bezahlen werden.
Aber Datenleitungen sind nutzlos, wenn die Leute an der Steuerung das Ganze nicht effizient betreiben können.
Bei einem Automobilzulieferer amortisierte sich eine Hochtonnen-Biegemaschine in etwa 12 Wochen mit einer siebenstelligen Investition. Nicht, weil sie einen hübscheren Bildschirm hatte. Sondern weil sie die Zykluszeit, Ausschuss und Werkzeugwechsel durch disziplinierte Prozessoptimierung reduzierte.
Der Controller war wichtig – aber nicht so, wie es das Marketing suggeriert.
Hier ist, was die meisten Werkstätten übersehen: Automatisierung verringert den Bedarf an hochqualifiziertem manuellem Biegen, erhöht jedoch die Notwendigkeit disziplinierter Einrichtung, Inspektion und Programmverwaltung. Eine E-CI-Automatisierungsstudie bringt es deutlich auf den Punkt – automatisierte Abkantpressen erfordern weit weniger Facharbeit direkt an der Maschine, doch die Belegschaft muss sich umstellen. Bediener werden zu Einrichttechnikern und Qualitätsverantwortlichen.
Stellen Sie sich nun zwei Benutzeroberflächen vor.
Controller A ist visuell elegant, stark geführt, verbirgt Komplexität. Controller B ist weniger glamourös, zwingt jedoch zu expliziten Eingaben von Materialdaten, Werkzeugauswahl und Biegesequenzvalidierung.
Welche verhindert die $3.000 Ausschusspartie um 2 Uhr morgens?
Eine intuitive Benutzeroberfläche ist ein Produktivitätstreiber, wenn sie Tastenanschläge und Einrichtzeit reduziert, ohne kritische Parameter zu verschleiern. Sie wird zum Engpass, wenn sie Abhängigkeit von Werksschulungen oder proprietärer Programmierlogik schafft, die nur ein interner “Guru” versteht.
Midwest Engineering Systems lieferte eine Roboterbestückungszelle mit umfassender Bedienerschulung vor Ort als explizitem Projektpunkt. Das ist Ehrlichkeit. Sie haben die Lernkurve eingepreist. Einige Premium-Marken kalkulieren diese Kosten in die ersten 90 Tage des Besitzes ein, in denen Ihre Mannschaft stillschweigend Stunden verbrennt, um eine Steuerungsphilosophie zu verstehen, die eher von Softwareingenieuren als von Fertigern entwickelt wurde.
Aber Abschottung ist keine Präzision. Ein dickes Handbuch und ein globaler Helpdesk garantieren nicht, dass Ihr Schichtführer in der zweiten Schicht ein abgestürztes Programm wiederherstellen kann, ohne darauf zu warten, dass Europa aufwacht.
Die eigentliche Frage lautet nicht “Ist die Benutzeroberfläche modern?”, sondern “Kann mein durchschnittlicher Bediener auf B-Niveau sie nach strukturierter Schulung profitabel betreiben?”
Denn wenn Automatisierung durch Arbeitskräftemangel vorangetrieben wird – wie viele FANUC-Fallstudien zeigen – dann ist Überleben, nicht Eleganz, der Maßstab. Sie automatisieren, weil Sie niemanden einstellen können. Die Steuerung muss diese Realität verkraften.
Und sobald der Controller praktikabel ist, taucht die nächste Einschränkung auf.
Eine robotisierte Abkantpresse von LVD demonstrierte einen 24/7-Betrieb mit Einrichtzeiten von etwa 20 Minuten. Das ist keine Theorie. Das ist eine Maschine, die von Anfang an dafür ausgelegt wurde, mit einem Roboter – mechanisch, elektrisch und softwareseitig – zusammenzuarbeiten.
Vergleichen Sie das mit Werkstätten, die einen Cobot vor eine herkömmliche Presse schrauben als “ersten Schritt”. Olympus positioniert dies als zugänglichen Einstieg in die Automatisierung. Fair genug. Geringere Kosten. Sichtbare Entlastung der Arbeit.
Aber hier liegt die Falle.
Wenn die Abkantpresse keine nativen Schnittstellen für Roboter hat – sichere Ein-/Ausgangs-Handshakes, synchronisierte Programmaufrufe, offene API-Zugänge – endet man mit einem Cobot, der wie ein sehr geduldiger Mensch agiert. Er lädt und entlädt. Die Presse wartet trotzdem auf manuelle Bestätigungen oder umständliche Signal-Workarounds.
Sie haben die Arbeit automatisiert, nicht den Prozess.
Skalierbarkeit bedeutet nicht nur die Anzahl der Anschlüsse an einer Steuerung. Es geht darum, ob der Hersteller von Anfang an das Zusammenwirken mit Robotern durchdacht hat: Schutzlogik, Versionskontrolle der Programme, Kollisionszonen, Offline-Simulationsfähigkeit. Wenn das Hinzufügen eines Roboters später erfordert, den Schaltschrank aufzureißen und Garantien zu verlieren, war diese Maschine nie wirklich automationsbereit. Sie war nur automationsnah.
Wenn Sie prüfen, ob Ihre nächste Abkantpresse tatsächlich zu einer Roboterzelle skalieren kann – oder ob sie zu einem teuren Nachrüstprojekt wird –, lohnt sich der Vergleich der Architekturen, bevor Sie unterschreiben. Das CNC-basierte Portfolio von CN-HAWE 100% umfasst sowohl Biege- als auch vollständige Blechautomatisierung und wird durch eine engagierte F&E für Abkantpressen und industrielle Automatisierung unterstützt, sodass die Integrationsstrategie Teil der Maschinenauslegung und kein nachträglicher Gedanke ist. Um die Roboterpläne, Toleranzanforderungen und Ihren Upgrade-Fahrplan Ihres Betriebs zu besprechen, können Sie Kontaktieren Sie CN-HAWE eine technische Beratung oder Angebotsprüfung anfordern.
Und hier kommt die Markensteuerprüfung zurück. Viele Hersteller der mittleren Kategorie beziehen inzwischen dieselbe Klasse von Industrieroboterarmen und Sicherheits-SPS wie Traditionsmarken. Der Unterschied liegt darin, ob die Integrationsschicht offen oder proprietär ist. Wenn beide vergleichbare Hardware verwenden – warum bietet der eine ein sechsstelliges Automatisierungs-Upgrade an, während der andere die Schnittstelle schon in die Basisarchitektur integriert?
Sie finanzieren globale Werbung, regionale Showrooms und eine Unternehmens-F&E-Struktur, die auf Luftfahrtkonzerne zugeschnitten ist.
Wenn Sie innerhalb von drei Jahren nicht in eine Mehrzellen-, Lights-Out-Produktion skalieren, werden Sie diesen theoretischen Vorteil des Ökosystems wahrscheinlich nie erzielen. Gleichzeitig bewahrt eine Maschine aus der mittleren Kategorie mit offener Architektur und dokumentierten Roboterschnittstellensignalen Ihre Optionen, ohne Sie für eine Zukunft zahlen zu lassen, die Sie noch nicht erreicht haben.
Narben-zu-Weisheit: Zukunftssicherung bedeutet nicht, die fortschrittlichste Zelle zu kaufen, die Sie finanzieren können. Es geht darum, architektonische Sackgassen zu vermeiden. Stellen Sie vor dem Kauf eine entscheidende Frage: “Zeigen Sie mir eine Maschine wie diese, die bereits mit einem Roboter läuft, und sagen Sie mir genau, was nötig war, um dorthin zu gelangen.”
Denn selbst die automationsbereiteste Abkantpresse wird zu einer teuren Skulptur, wenn niemand ans Telefon geht, wenn die Integration um 3 Uhr morgens einen Fehler meldet.
Eine 135-Tonnen-Abkantpresse steht in einem Werk im Mittleren Westen acht Tage still, weil eine Steuerplatine ausgefallen ist und der Ersatz “auf dem Weg aus Europa” ist. Der Zahlungsentwurf wird trotzdem eingelöst. Die Löhne laufen weiter. Der Kunde will weiterhin Teile.
Das ist die ROI-Berechnung, die die meisten KMUs überspringen, wenn sie fragen, ob das proprietäre “vollständige Ökosystem” den Aufpreis wert ist. Sie vergleichen den Kaufpreis mit Zykluszeitgewinnen. Sie modellieren Einsparungen bei Automatisierungslöhnen. Was sie selten modellieren, sind die Ausfallkosten: Umsatz pro Tag × realistische Wiederherstellungszeit × Ausfallwahrscheinlichkeit über fünf Jahre.
Wenn Ihre Presse täglich $4.000 Dollar Deckungsbeitrag erwirtschaftet und Ihre Supportstruktur einen zehntägigen Ausfall alle zwei Jahre zulässt, haben Sie gerade $40.000 Dollar verbrannt – noch bevor Überstunden, Eilfracht oder Reputationsschäden hinzukommen. Eine ausgefallene Maschine ist kein Präzisionswerkzeug. Sie ist eine stille Lohnkostenposition.
Die Zukunftssicherung hat architektonische Abhängigkeiten vermieden. Jetzt prüfen wir, ob die Supportarchitektur hinter dem Emblem tatsächlich in der Lage ist, die Maschine am Verdienen zu halten.
Ich hatte zwei Angebote in derselben Woche auf meinem Schreibtisch. Marke A verspricht “24-Stunden-Ferndiagnose”. Marke B garantiert “Techniker vor Ort innerhalb von 48 Stunden”. Beide klingen beruhigend.
Aber wenn ein Servoantrieb einen harten Fehler hat – kein Reset, kein Workaround – dann ist eine Ferndiagnose Theater, wenn kein Ersatzteil im Umkreis verfügbar ist. Und ein lokaler Techniker ist nur ein mitfühlendes Gesicht, wenn die Steuerplatine beim Zoll liegt.
Support existiert entlang zweier Achsen: 1) Reaktionszeit bis zu kompetenten Händen 2) Physische Verfügbarkeit kritischer Ersatzteile
Tragen Sie beides zusammen, sonst belügen Sie sich selbst.
Nehmen wir ein realistisches Beispiel: Ein mittelständischer Maschinenbauer verwendet weit verbreitete Servoantriebe der Yaskawa-Klasse und eine handelsübliche Sicherheits-SPS. Ihr lokaler Automatisierungsvertrieb hat diese Antriebe auf Lager, weil sie in Verpackungslinien und CNC-Fräsen in der ganzen Region eingesetzt werden. Wenn der OEM innerhalb von 12 Stunden antwortet, aber das Teil zwei Stunden entfernt ist, sind Sie zur nächsten Schicht wieder beim Schneiden.
Vergleichen Sie das nun mit einer Premium-Marke, die ein proprietäres Bewegungsmodul verwendet. Ja, deren Hotline ist rund um die Uhr besetzt. Aber das Modul ist serialisiert, firmware-gesperrt und wird nur aus einem zentralen Lager im Ausland versendet. Auch wenn die Ausfallrate gering ist – wenn es passiert, ist Ihre Ausfallzeit an internationale Frachtwege gebunden.
Sie finanzieren weltweite Marketingaktivitäten, regionale Showrooms und eine Unternehmens-F&E-Maschine, die für Luft- und Raumfahrt-Hauptzulieferer ausgelegt ist. Das ist nicht verwerflich. Es bedeutet nur, dass ihre Ersatzteillogistik für große Flotten optimiert ist, nicht für einzelne KMU-Maschinen.
Fakten vom Hallenboden: “Globales Servicenetzwerk” bedeutet oft “hervorragender telefonischer Support plus zentralisiertes Lager.”
Narben zu Weisheit: Fragen Sie nach einer Liste der zehn häufigsten Ausfallteile über fünf Jahre – Antriebe, Encoder, Steuerplatinen, Sicherheitsrelais – und stellen Sie dann eine direkte Frage: “Wo wird dieses Teil in meiner Region physisch gelagert?”
Wenn die Antwort einen Reisepass beinhaltet, rechnen Sie das in Ihre Rendite ein.
Eine Werkstatt im Südosten kaufte eine importierte elektrische Abkantpresse mit beeindruckenden Spezifikationen: ±0,01 mm Wiederholgenauigkeit, sauberer Schaltschrankaufbau, moderne Steuerung. Auf dem Papier entsprach sie europäischen Mitbewerbern. In der Praxis zeigte sich der erste Rahmenriss nach 18 Monaten.
Nicht, weil der Stahl minderwertig war. Sondern weil die Maschine auf einem Boden installiert wurde, der nie auf Ebenheit vermessen wurde – von einem Team, das zum ersten Mal eingeflogen war, in einem Klima, das sie zuvor nicht berücksichtigt hatten. Der Hersteller hatte keine weiteren Maschinen im Umkreis von 800 Kilometern.
Jede Abkantpresse ist “maßgeschneidert”, wie die Broschüren sagen. Stimmt. Presskraft, Einlasstiefe, Werkzeugstapel – nichts davon ist universal. Aber die Maßanfertigung funktioniert nur, wenn jemand in der Nähe bereits mit dem gleichen Muster Erfahrungen gesammelt hat.
Der Lokaler-Referenz-Test ist einfach: “Zeigen Sie mir drei Maschinen genau dieser Baureihe, die innerhalb eines Tages erreichbar sind. Lassen Sie mich mit diesen Besitzern sprechen.”
Keine Vorführmaschine mit 300 Tonnen in einem anderen Bundesstaat. Keine Schwester-Laseranlage derselben Muttergesellschaft. Dieselbe Abkantpresse. Gleiche Steuerungsgeneration. Gleiche hydraulische oder elektrische Architektur.
Warum? Weil regionale Dichte informellen Support schafft. Techniker erkennen Muster. Ersatzteile werden vorpositioniert. Firmware-Fehler treten auf und werden behoben, bevor Sie sie erleben.
Der erste regionale Kunde zu sein – egal ob für eine Traditionsmarke mit neuer Steuerung oder einen mittelständischen Exporteur, der Ihren Markt betritt – bedeutet, Sie sind die Beta-Testanlage. Sie kaufen nicht nur eine Maschine. Sie finanzieren deren Lernkurve.
Es ist dieses: “Wir können es uns nicht leisten, falsch zu liegen.”
Narben zu Weisheit: Wenn Sie keine nahegelegene Installation besuchen und mit einem Besitzer sprechen können, der über die Anfangsphase hinaus ist, kaufen Sie keine Zuverlässigkeit. Sie kaufen Potenzial.
Ein Garantieschein landet auf dem Konferenztisch. “Zwei Jahre umfassende Abdeckung.” Klingt sicher.
Dann lesen Sie die Ausschlüsse.
Verschleißteile nicht abgedeckt. Elektrische Komponenten nur “nach Ermessen des Herstellers” abgedeckt. Reisekosten nach 90 Tagen berechnet. Software-Support beschränkt auf “Standardfunktionen”. Plötzlich sieht dieser umfassende Schutz wie Schweizer Käse aus.
Konzentrieren Sie sich auf drei Fehlerkategorien:
1) Hochpreisige Elektronik – Hauptsteuerplatinen, Servoantriebe, Sicherheits-SPS. Sind sie vollständig für Teile und Arbeitszeit abgedeckt? Oder nur für Teile, während Reise- und Diagnosekosten berechnet werden?
2) Strukturkomponenten – Rahmen, Stößel, Hinteranschlag. Für wie lange? Eine fünfjährige Rahmen-Garantie ist ein übliches Marketingargument. Aber beinhaltet sie auch Ausrichtung und Arbeitskosten, wenn die Durchbiegung über der Spezifikation liegt?
3) Software und Firmware – Wenn ein Steuerungs-Update das System lahmlegt, ist die Wiederherstellung abgedeckt? Oder ist das “kostenpflichtiger Support”?
Premium-Ökosystem-Marken knüpfen die Einhaltung der Garantie oft an zertifizierte Wartungsbesuche und zugelassene Verbrauchsmaterialien. Wird eine geplante Wartung verpasst oder Drittanbieter-Werkzeug installiert, wird die Abdeckung eingeschränkt. Hersteller der mittleren Klasse bieten manchmal einfachere Bedingungen, aber kürzere Laufzeiten.
Die Frage ist nicht, welche länger ist. Sondern welche klarer ist.
Bodenwahrheit: Eine zweijährige Garantie mit ausdrücklicher Abdeckung von Antrieben, Platinen, Arbeitszeit und Reisekosten ist oft sicherer als eine fünfjährige Schlagzeile mit gestaffelten Bedingungen.
Narben-zu-Weisheit: Setzen Sie sich mit der Garantie hin und lassen Sie Ihren Verkaufsvertreter schriftlich bestätigen, wer bezahlt, wenn der Hauptcontroller im 18. Monat ausfällt—einschließlich Fracht und Arbeitskosten. Wenn er zögert, haben Sie gerade die echte Risikoprämie gefunden.
Denn in Ihrer Wachstumsphase wird die Kapitalrendite (ROI) nicht durch Markenprestige oder Ökosystemtiefe entschieden. Sie wird dadurch entschieden, wie schnell Sie wieder biegen können, wenn—nicht falls—etwas kaputtgeht.
Und sobald wir akzeptieren, dass technische Gleichwertigkeit üblich ist und Stillstandskosten individuell sind, bleibt der einzig rationale Schritt, ein gestuftes Entscheidungsframework zu erstellen, das Ihre Wachstumsstrategie mit dem Unterstützungsrisiko abgleicht, das Sie sich tatsächlich leisten können.
Die Support-Architektur ist der Hebel. Jetzt müssen Sie diesen Hebel mit dem Gewicht abgleichen, das Ihre Werkstatt tatsächlich bewegt.
Die meisten Eigentümer denken in Tonnage und Bettlänge. Ich möchte, dass Sie in Exposition denken: wie viele Umsatzeinheiten pro Tag liegen auf diesem Stößel, und wie lange können sie stillstehen, bevor es weh tut? Eine sechsköpfige Werkstatt mit einer einzigen Abkantpresse bei 70%-Kapazität gehört zu einer anderen Risikoklasse als ein 40-Personen-Betrieb, der zwei Schichten von lasergeschnittenen Rohlingen in synchronisierte Zellen einspeist. Gleiche Maschinenkategorie. Unterschiedliche Toleranz gegenüber Ausfallzeiten.
Das Framework ist also nicht markenorientiert. Sondern risikoorientiert. Treffen Sie Ihre Entscheidung anhand von drei Variablen: täglicher Umsatz pro Maschine, Auftragsflexibilität (können Kunden warten?) und lokale Unterstützungsdichte für genau dieses Modell. Wenn diese drei übereinstimmen, wird die “sicherste” Klasse offensichtlich—unabhängig vom Logo.
Welche Klasse trifft tatsächlich den ROI-Sweet-Spot für ein wachsendes KMU?
Nehmen Sie eine hypothetische Fertigungswerkstatt mit 8–15 Personen, die hauptsächlich Dünnblech-Edelstahl, Aluminiumgehäuse und medizinische Halterungen biegt. Wiederholgenauigkeit zählt—±0,01 mm elektrische Servopressen der Spitzenklasse glänzen hier. Sauberer Betrieb unter 75 dB ist wichtig, wenn Sie sich den Raum mit der Montage teilen. Hydrauliköl auf dem Boden ist es nicht.
Hersteller der mittleren Elektrokategorie kaufen jetzt die gleiche Klasse von Servoantrieben und Lineargebern wie die großen Namen. Das ist Kommodifizierung. Der Markensteuer-Check stellt eine einfache Frage: Wenn Antrieb, Encoder und Sicherheits-SPS denselben Hersteller und dieselbe Bewertung haben, wofür genau zahlen Sie das Doppelte?
Oft handelt es sich um den Feinschliff des Ökosystems. Gebrandete Software-Ebenen. Globale Showrooms. Sie finanzieren globale Marketingmaßnahmen, regionale Showrooms und eine Unternehmens‑F&E‑Maschinerie in der Größenordnung der Luft‑ und Raumfahrtindustrie.
Aber Absicherung ist keine Präzision.
Für diese Betriebsgröße liefert die mittlere Elektromaschine mit transparenten Komponenten, lokal gelagerten Antrieben und drei regionalen Referenzen in der Regel eine schnellere Amortisation. Geringere Anschaffungskosten. Vergleichbare Toleranz. Einfachere Garantiebedingungen. Wenn ein Servo ausfällt, rufen Sie einen regionalen Händler an – Sie warten nicht auf ein serialisiertes Modul aus Übersee.
Narben‑zu‑Weisheit: Der Sweet Spot existiert nur, wenn Ihre Materialmischung in ihrem Rahmen bleibt. Beginnen Sie, dicke Strukturplatten über die angegebenen Lastzyklen hinaus zu drücken, und die elektrischen Vorteile verflüchtigen sich in Überlastungsalarmen und vorzeitigem Verschleiß.
Was passiert also, wenn sich das Produktionsvolumen oder die Materialvielfalt verschiebt?
Stellen Sie sich nun zwei Wege vor.
Erster: ein Automobilzulieferer mit hohem Volumen, der vorhersehbare Teile und dicken hochfesten Stahl über mindestens zwei Schichten verarbeitet. Stillstand ist keine Unannehmlichkeit, sondern ein Vertragsbruch. Hier verdienen hydraulische Systeme nach wie vor ihren Platz. Sie tolerieren Überlastungen besser. Sie bewältigen große Dickenunterschiede, ohne dass Kugelgewindetriebe an ihre Grenzen kommen. Das Steuerungssystem – besonders bei Premium‑Marken – integriert sich oft enger in Roboterzellen und das MES der Anlage.
In diesem Umfeld kann der Aufpreis rational sein. Nicht wegen des Logos. Sondern wegen Redundanz, gemeinsamer Teilebestände im Maschinenpark und garantierter Technikerreaktion, die im Servicevertrag festgeschrieben ist. Sie kaufen Risikotransfer.
Zweiter: ein High‑Mix‑Jobshop, der wöchentlich 30 Teilenummern anbietet, in Losgrößen von 5 bis 200 Stück. Materialien reichen von 16‑Gauge bis gelegentlich 1/4 Zoll. Flexibilität und Rüstzeit bestimmen die Marge. Hier wird überdimensionierte hydraulische Presskraft zu gebundenem Kapital. Der Energieverbrauch steigt. Der Lärmpegel steigt. Die Wartungskomplexität steigt.
Die mittlere elektrische oder gut unterstützte mittlere hydraulische Maschine gewinnt oft, weil sie sich an die Variabilität anpasst, nicht an rohe Gewalt. Geringere Leerlaufkosten. Schnellere Umkehr des Stößels. Einfachere Wartungsabläufe, die Ihr eigener Techniker tatsächlich bewältigen kann.
Es ist dieses: “Wir können es uns nicht leisten, falsch zu liegen.”
Für das Automobilwerk bedeutet “falsch” eine verpasste Lieferung. Für den Jobshop bedeutet “falsch” gebundenes Kapital in Kapazität, die Sie nie monetarisieren werden.
Gleiches Ziel – stabiler ROI. Unterschiedliche Toleranz für Risiko und Überkapazität.
Und damit kommen wir zum Gerichtssaal‑Moment.
Vertriebsmitarbeiter legen Zeugnis ab. Komponenten und Logistik sind Beweismaterial. Ihre Aufgabe ist das Kreuzverhör.
Frage 1: “Nennen Sie den genauen Hersteller und das Modell der Haupt‑Servoantriebe, der Steuerung und der Sicherheits‑SPS. Handelt es sich um frei verfügbare Komponenten, und wer wartet sie lokal?” Wenn die Antwort vage ist – “proprietäres Hochleistungsmodul” –, haben Sie einen zukünftigen Engpass gefunden. Transparenz signalisiert Wahlmöglichkeiten. Wahlmöglichkeiten verringern das Ausfallrisiko.
Frage 2: “Zeigen Sie mir drei Maschinen genau dieser Serie in Tagesreichweite und sagen Sie mir, wo die fünf wichtigsten Verschleißteile gelagert sind.” Nicht die Konzernzentrale. Nicht ein anderes Modell. Dieses hier. Unterstützungsdichte ist keine Prospektangabe, sondern eine geografische Tatsache.
Frage 3: “Wenn meine Hauptsteuerplatine im 18. Monat ausfällt, wer zahlt Fracht, Arbeit und Reisekosten – und wie viele Tage dauert es, bis ich wieder biegen kann?” Bringen Sie sie dazu, eine Zahl zu nennen. Sogar einen Bereich. Beobachten Sie, wie schnell sich Selbstvertrauen in Einschränkungen verwandelt.
Die nicht offensichtliche Erkenntnis ist folgende: Die Herstellerklasse sollte sich nach Ihrer Gefährdung richten, nicht nach Ihrer Ambition. Frühphasen- und mittelgroße KMU kaufen oft Prestige, um sich geschützt zu fühlen. In Wirklichkeit zahlen sie für eine Infrastruktur, die für Unternehmen zehnmal größer als ihres ausgelegt ist.
Die sicherste Abkantpresse ist nicht die mit dem berühmtesten Logo – es ist diejenige, deren Komponenten, Servicenetzwerk und Toleranzbereich mit Ihrem Geschäftsmodell übereinstimmen.
Sobald Sie Maschinen als Risikoinstrumente statt als Trophäen betrachten, liest sich jede Broschüre anders.


















