

A citação que mais ouço nas reuniões de compra não é sobre tonelagem ou repetibilidade do calibre traseiro. É esta: “Não podemos dar-nos ao luxo de errar.”
O dono diz isto enquanto aponta para uma prensa dobradeira de média gama com acionamentos Siemens e um CNC europeu familiar. Depois, circula o item da linha Amada ou Trumpf que é $120,000 mais caro e chama-lhe “a aposta segura”. Ninguém comparou a resolução dos codificadores. Ninguém perguntou quem fabricou os pacotes de servomotores. O logótipo fechou o caso antes de se apresentarem provas.
Esse reflexo costumava fazer sentido. Já não faz.
Pegue em duas prensas dobradeiras modernas de 8 eixos num salão de exposições. Ambas funcionam com sistemas servoelétricos de circuito fechado. Ambas utilizam codificadores lineares com feedback ao nível do micrómetro. Ambas afirmam repetibilidade dentro de alguns milésimos de polegada. Uma custa o preço de um pequeno edifício; a outra deixa centenas de milhares poupados.
Onde, exatamente, se esconde a precisão extra?
Quando audito estas máquinas, não começo pela pintura. Abro o gabinete. Acionamentos servo da Bosch Rexroth. Siemens. Yaskawa. Os mesmos fornecedores industriais que vendem globalmente. Codificadores de alta resolução das mesmas poucas fabricantes. Fusos de esferas de precisão fabricados segundo normas ISO que não se interessam por fidelidade à marca.
Verdade de chão: se a arquitetura de controlo de movimento é materialmente semelhante, o limite de precisão é largamente definido pela classe dos componentes e pela disciplina de calibração — não pelo emblema na porta.
As marcas de legado investem efetivamente em I&D. A Trumpf detém centenas de patentes. A série servoelétrica EGB da Amada atinge velocidades de aproximação impressionantes e baixas taxas de defeitos. São conquistas reais. Mas para uma oficina pequena ou média que dobra suportes de aço macio com comprimentos de 10 pés, a questão não é se uma máquina topo de gama consegue superar — é se esse desempenho extra aparece nas suas faturas.
Na maioria das vezes, não aparece.

O mercado norte-americano de prensas dobradeiras é dominado por cinco grandes marcas que controlam aproximadamente metade da quota. Esse domínio não aconteceu por acaso. É construído sobre redes de concessionários, centros de formação, instalações de demonstração elegantes e uma presença comercial em todos os corredores industriais.
Essa infraestrutura custa dinheiro.
Quando uma oficina opta automaticamente por um logótipo de legado, não está apenas a comprar um martelo e um calibre traseiro. Está a financiar o marketing global, os showrooms regionais e uma máquina corporativa de I&D dimensionada para empresas aeroespaciais. Para alguns compradores, esse isolamento da dúvida vale a pena.
Mas isolamento não é precisão.
Cicatrizes em sabedoria: Já vi oficinas pagarem um prémio por “precisão sem compromissos” e depois trabalharem com tolerâncias de ±0.010 o dia inteiro porque a soldadura subsequente não consegue manter algo mais apertado. A máquina era capaz de um trabalho cirúrgico. O processo não.
Então, o que acontece depois da venda, quando essa máquina premium precisa de atenção?
Abra uma fatura de serviço de um ecossistema proprietário e verá a verdadeira matemática. Placas de controlo personalizadas. Licenças de software específicas da marca. Apenas técnicos certificados. Tempo de deslocação cobrado a tarifas premium.
Se o amplificador de servo falhar numa máquina de média gama que usa componentes industriais amplamente disponíveis, existem vários caminhos de serviço. Numa plataforma proprietária rigidamente controlada, as opções estreitam-se rapidamente. Não está apenas a comprar precisão — está a comprometer-se com uma cadeia de abastecimento.
Esse lock-in fazia sentido quando a diferença tecnológica era grande. Quando apenas um punhado de fabricantes conseguia controlar de forma fiável a sincronização multi-eixo em alta velocidade, pagava-se à tribo com o melhor arsenal financeiro.
Mas se a tecnologia de movimento essencial está agora amplamente acessível, em que é que estás exatamente preso—a uma dobra superior ou a uma marca superior?

Analisei uma vez os registos de produção de uma oficina que operava uma prensa dobradeira servoelétrica de 100 toneladas, topo de gama, com velocidades de curso impressionantes e troca automática de ferramentas. Máquina impressionante. Trabalho médio? Painéis de aço macio de calibre 14 em lotes de 40.
O trocador automático de ferramentas permanecia inativo. Os algoritmos de dobra com IA nunca saíam do modo básico. Os ganhos no tempo de ciclo poupavam segundos em trabalhos já limitados pela carga manual.
Tinham comprado capacidade aeroespacial para margens de AVAC.
É esta a mudança cognitiva que importa: parar de perguntar, “Esta é a melhor máquina disponível?” e começar a perguntar, “Que capacidade mensurável gera receita no meu fluxo de trabalho?”
As marcas históricas continuam a fabricar equipamento excelente. Mas a excelência além do teu modelo de receita não é segurança—é custo fixo.
E se uma precisão comparável pode agora ser alcançada sem o acréscimo de prestígio, o que mudou na tecnologia subjacente para tornar essa paridade possível?
Em 2005, se querias sincronização multi-eixo de alta resolução numa prensa dobradeira—controlo de circuito fechado real com feedback de codificador a nível de mícron—tinhas uma lista curta de fabricantes de acionamentos europeus e japoneses. A integração era difícil. A afinação era conhecimento tribal. Um mau conjunto de servos significava oscilação no fundo do curso e sucata no palete.
Avançando no tempo. Hoje, a Bosch Rexroth, Yaskawa, Siemens, Mitsubishi—e, cada vez mais, a Inovance e a Estun—vendem plataformas servo modulares com rotinas de autoajuste, codificadores de 24 bits e compatibilidade fieldbus diretamente de catálogo. Não personalizados. De catálogo.
Essa é a mudança.
Quando o hardware essencial de movimento—motor, acionamento, codificador, laço de controlo—se torna disponível globalmente para qualquer um com volume de compra, a precisão deixa de ser uma vantagem nacional e passa a ser uma decisão de fornecimento. A questão muda de “Quem construiu isto?” para “O que está lá dentro?”
E quando abres o armário elétrico, o romantismo desaparece rapidamente.
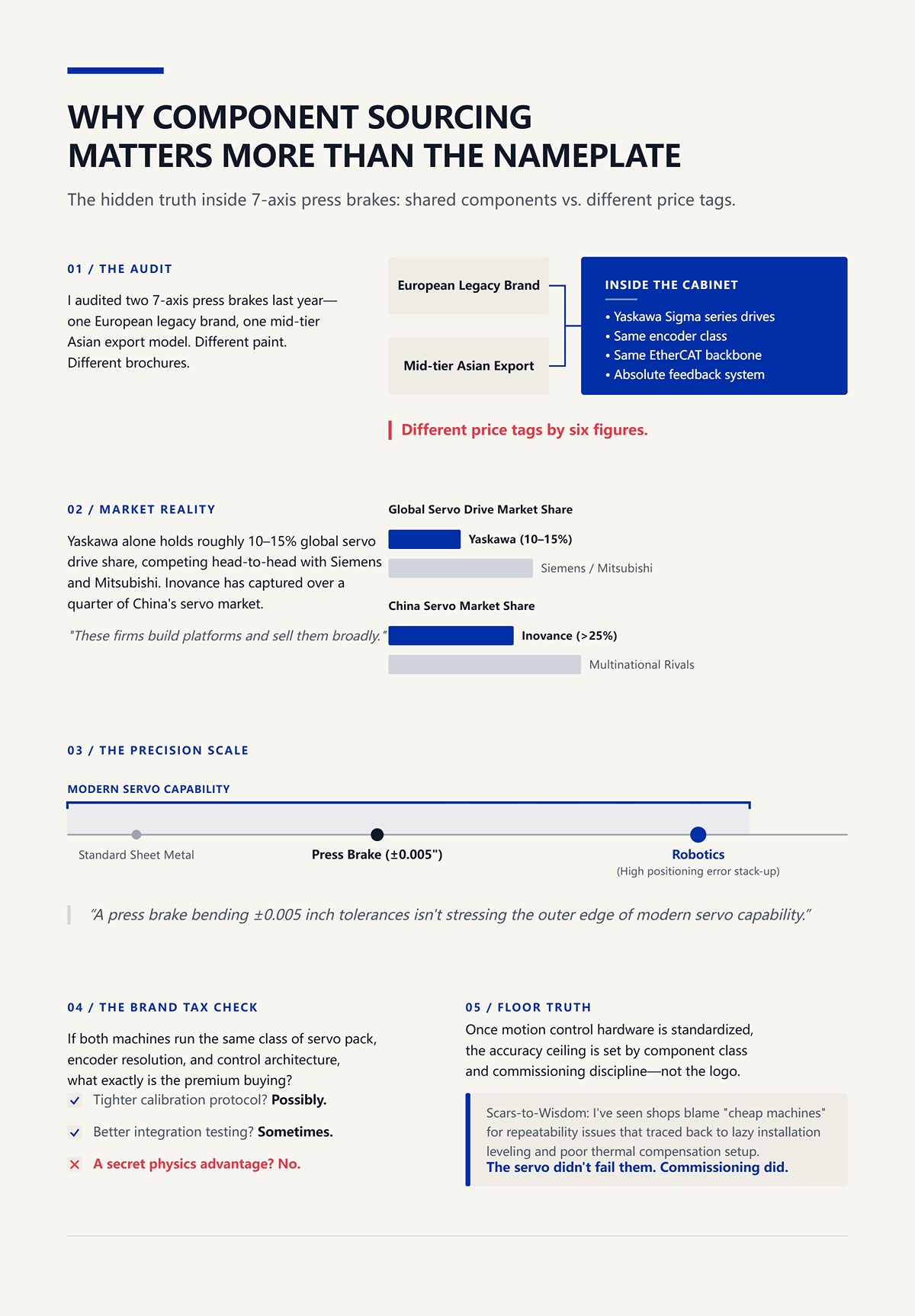
Auditei duas prensas dobradeiras de 7 eixos no ano passado—uma marca europeia de longa data, outra um modelo asiático de exportação de gama média. Pinturas diferentes. Folhetos diferentes. Dentro do armário elétrico: servos Yaskawa série Sigma em ambas. Mesma classe de codificadores. Mesma espinha dorsal de comunicação EtherCAT. Mesmo tipo de sistema de feedback absoluto.
Diferença de preço de seis dígitos.
A Yaskawa detém sozinha cerca de 10–15 % da quota global de acionamentos servo, competindo diretamente com a Siemens e a Mitsubishi. Estas empresas não fabricam acionamentos exclusivamente para OEMs de prestígio; constroem plataformas e vendem-nas amplamente. A Estun, outrora vista como um fornecedor doméstico chinês, agora produz sistemas servo usados em robôs e máquinas-ferramentas em todo o mundo. A Inovance capturou mais de um quarto do mercado de servos da China—contra rivais multinacionais—ao construir acionamentos de alto desempenho que respondem às exigências da automação industrial em grande escala.
Essa escala importa.
Porque quando um fabricante de acionamentos fornece para o setor da robótica—onde os erros de posicionamento se acumulam rapidamente—os requisitos de precisão excedem o que a maioria das oficinas de chapas metálicas alguma vez exigirá. Uma prensa dobradeira que trabalha com tolerâncias de ±0,005 polegadas não está a forçar os limites da capacidade dos servos modernos.
Então fazemos a Verificação do Imposto da Marca. Se ambas as máquinas usam a mesma classe de servo pack, a mesma resolução de codificador, arquitetura de controlo semelhante, o que exatamente compra o prémio? Protocolo de calibração mais preciso? Possivelmente. Testes de integração melhores? Às vezes. Mas não é uma vantagem física secreta.
Verdade de Piso: uma vez que o hardware de controlo de movimento é padronizado, o limite máximo de precisão é determinado pela classe dos componentes e pela disciplina de comissionamento — não pelo logótipo no êmbolo.
Cicatrizes-para-Sabedoria: Já vi oficinas culparem “máquinas baratas” por problemas de repetibilidade que se deviam a uma nivelamento de instalação descuidado e a uma configuração deficiente de compensação térmica. O servo não os falhou. O comissionamento, sim.
Mas a precisão não é o único campo de batalha. O consumo energético conta a sua própria história.
Entre numa prensa hidráulica de dobragem com motor de velocidade constante e ouvirá — a bomba a chiar à potência máxima, quer o êmbolo esteja a mover-se ou não. Meça com uma pinça amperimétrica e verá uma corrente constante mesmo em repouso.
Agora compare isso com um sistema servo-elétrico moderno ou servo-hidráulico híbrido. O motor acelera apenas quando é necessário movimento. O consumo em repouso cai drasticamente. Alguns fabricantes afirmam reduções de energia próximas de 30–40% em comparação com sistemas hidráulicos convencionais. O valor exato depende do ciclo de trabalho, mas o mecanismo é simples: potência sob demanda, não potência em espera.
É aqui que a geografia importa.
A região Ásia-Pacífico representa a maioria do crescimento do mercado global de motores e acionamentos servo nos últimos anos. Esse crescimento é impulsionado pela adoção da robótica, clusters de fabrico densos e metas agressivas de eficiência. Quando o seu mercado interno instala centenas de milhares de eixos servo anualmente, a eficiência incremental deixa de ser um argumento de marketing — é margem.
As marcas europeias tradicionais investem sem dúvida em I&D. Mas os fabricantes asiáticos de grande volume operam num ambiente em que reduzir quilowatts em escala tem efeito rápido. A eficiência energética torna-se uma arma competitiva, não um slogan de sustentabilidade.
E para uma PME que trabalha dois turnos, a eletricidade não é algo abstrato. É custo fixo.
Cicatrizes-para-Sabedoria: Uma oficina que analisei poupou o suficiente anualmente na redução do consumo hidráulico após mudar para sistemas servo-híbridos para financiar totalmente a manutenção preventiva. Não compraram prestígio. Compraram menor fricção operacional.
O que levanta uma questão mais difícil. Se a eficiência e o hardware de precisão estão disponíveis globalmente, como distinguir fabricantes de grau de exportação dos montadores apenas domésticos?
Nem todos os fabricantes de nível intermédio são iguais. Alguns montam máquinas com componentes decentes mas poupam em normas de cablagem, conformidade de resguardos ou documentação. Isso não é comoditização — é roleta.
Os fabricantes de grau de exportação revelam-se de forma mais subtil.
Abra o armário e procure chicotes de cablagem etiquetados, componentes conformes com UL ou CE, arquitetura de ligação à terra adequada, espaçamento térmico de gestão à volta dos acionamentos. Verifique se o CNC suporta interfaces multilíngua e circuitos de segurança reconhecidos globalmente. Peça testes documentados de repetibilidade, não apenas tolerâncias em brochura.
Os fabricantes que se posicionam para a Europa ou América do Norte — nomes como LONGBOW ou Hunsone no segmento intermédio — tendem a especificar marcas de servo reconhecidas internacionalmente, publicam documentação de conformidade e constroem com componentes de manutenção global. Os fabricantes apenas domésticos geralmente não se preocupam. O seu mercado não exige.
A diferença não é nacionalidade. É disciplina de mercado-alvo.
E essa disciplina manifesta-se mais tarde — quando precisa de peças daqui a cinco anos e descobre se o seu acionamento servo é um SKU global ou um órfão regional.
Mas vamos pôr à prova a afirmação central. Mesmo com marcas de servos idênticas, podem os sistemas de gama média realmente igualar a repetibilidade europeia sob carga?
Imagina desmontar duas máquinas até ao essencial: os mesmos packs de servo Yaskawa, a mesma classe de codificadores lineares, tonelagem de estrutura semelhante, velocidade de interpolação CNC comparável. Instrumenta ambas com relógios comparadores e executa 500 ciclos à carga nominal, medindo a variação no ponto morto inferior.
Se a repetibilidade divergir, a causa não será a nacionalidade do motor servo. Será a rigidez da estrutura, a estabilidade térmica, a qualidade do fuso de esferas ou a metodologia de calibração.
E esses são fatores de engenharia, não propriedades místicas de marca.
As marcas europeias tradicionais destacam-se frequentemente no design da estrutura e na durabilidade a longo prazo. Isso é real. Soldaduras mais pesadas, processos refinados de alívio de tensões, tolerâncias de maquinação mais apertadas. Ao longo das décadas, isso transforma-se em reputação.
Mas os fabricantes de exportação de gama média reduziram grande parte dessa diferença ao utilizarem análise de elementos finitos no design das estruturas, ao adquirirem fusos de esferas retificados com precisão segundo normas ISO e ao combiná-los com a mesma classe de sistemas de feedback de alta resolução. Quando o circuito servo consegue corrigir em tempo real com base na entrada do codificador, as pequenas variações mecânicas são compensadas ativamente.
Portanto, o veredito não é que todas as máquinas são iguais.
É mais restrito — e mais desconfortável para os compradores de prestígio.
Quando a tecnologia central dos servos se tornou globalmente acessível, a precisão deixou de ser um clube exclusivo e passou a ser um exercício de integração. As marcas tradicionais continuam a diferenciar-se pelo ecossistema, redes de assistência e aplicações de ponta extrema. Estão a financiar marketing global, showrooms regionais e uma máquina corporativa de I&D dimensionada para o setor aeroespacial. Para algumas empresas, esse amortecimento parece segurança.
Mas isolamento não é precisão.
Para a PME moderna, a questão mais inteligente não é “Que marca classifica mais alto?” mas sim “Que tolerância exige realmente o meu processo — e que conjunto transparente de componentes oferece isso sem sobretaxa de prestígio?” Na prática, isso significa avaliar sistemas totalmente baseados em CNC concebidos para cenários reais de quinagem, integração com processos de chapa metálica a montante e a jusante, e repetibilidade mensurável nas peças que realmente produzes. Soluções como a prensa dobradora CN-HAWE são construídas em torno desta mentalidade de capacidade em primeiro lugar — priorizando precisão, compatibilidade com automação e desempenho escalável em detrimento do valor da insígnia — para que estejas a investir em resultados documentados, não apenas em reputação.
Se o hardware dos servos e a precisão central são acessíveis globalmente, então o prémio não pode estar escondido na carcaça do motor. Tem de se manifestar em quão bem a máquina se adequa ao teu trabalho real.
É aí que a maioria das PMEs se engana. Entram na “sala de audiências” a perguntar “Quem é #1?”, como se se tratasse de um concurso de beleza, e os catálogos alinham-se como testemunhas polidas — valores de repetibilidade em micrómetros, estruturas brilhantes, discursos sobre herança aeroespacial. Mas a receita não se preocupa com classificações. A receita preocupa-se com se a tua máquina cumpre a faixa de tolerância, dia após dia, nas peças que realmente envias.
Pergunta diferente. Veredito diferente.
Quando audito uma oficina, não começo pelos nomes das marcas. Começo pelos paquímetros e por um conjunto de ordens de produção recentes. Que espessuras predominam? Que comprimentos de dobra? Que tolerâncias angulares desencadeiam retrabalho? Uma máquina que mantenha ±0,005 mm no papel é irrelevante se os teus clientes rejeitam peças com variações de ±0,3 graus de ângulo, e não por erro de profundidade linear. A tolerância que importa é a que está ligada às tuas faturas.
E, uma vez que a enquadras dessa forma, o prémio de prestígio tem de se justificar em relação à tua faixa de tolerância, não em relação a um logótipo.
Rigidez não é um slogan. É deflexão sob carga.
Pegue em duas oficinas. Uma dobra caixas de aço inoxidável de 1,2 mm o dia todo. A outra alterna entre suportes de aço macio de 3 mm e ocasionais linguetas estruturais de 10 mm. Mesma classe de servo. Mesma resolução de codificador. Exigências completamente diferentes sobre a estrutura.
Os sistemas servoelétricos destacam-se em trabalhos de alta repetição e chapa fina. Controlo rigoroso, baixo consumo energético, deriva hidráulica mínima. Mas ao forçá-los a trabalhar com material estrutural mais espesso, chega-se a um limite — não de software, mas físico. Os acionamentos elétricos podem comandar a posição com precisão requintada; não conseguem compensar uma estrutura que flete para além da janela de conceção.
Os sistemas hidráulicos, especialmente nos chassis mais pesados e antigos, continuam a dominar nas aplicações de força bruta por uma razão. O óleo sob pressão não se importa com ciclos de marketing. Entrega tonelagem numa gama mais ampla de materiais, e a massa dessas estruturas absorve cargas de choque que fariam as construções mais leves “reclamar”.
Aqui está o erro que vejo: uma PME compra uma máquina sobredimensionada de uma marca de prestígio “por precaução”. A máquina passa 90 % da sua vida a dobrar chapa fina, arrastando consigo uma capacidade estrutural que raramente usa. Capital imobilizado. Espaço de chão ocupado. Consumo energético superior ao necessário.
Sobredimensionar para garantir o futuro muitas vezes significa pagar demais por um futuro que nunca chega.
Lições de cicatrizes: já vi mais tempo de paragem por sobrecarga de elétricas leves e mais capital desperdiçado em hidráulicas pesadas subutilizadas do que por qualquer defeito de marca. Combine a estrutura com o metal que realmente encomenda, não com o metal sobre o qual fantasia fazer propostas.
E se as suas peças não exigirem tolerâncias aeroespaciais desde o princípio?
É isto: “Não podemos dar-nos ao luxo de errar.”
Essa frase causa mais compras em excesso do que qualquer representante de vendas alguma vez conseguiu. Os proprietários imaginam o único trabalho que exige precisão extrema e especificam uma máquina com base nesse hipotético, em vez dos 80 % do trabalho que paga as contas.
Vamos fazer uma simples experiência mental. Números hipotéticos, mas dinâmica realista. Suponha que a Máquina A mantém uma repetibilidade de ±0,005 mm e custa um prémio de 30 %. A Máquina B mantém ±0,02 mm de forma fiável e custa menos. As suas peças típicas toleram ±0,1 mm na profundidade da dobra antes que a variação do ângulo se torne problema de refugo.
Qual máquina gera mais lucro por euro investido?
Se a Máquina B cumpre as tolerâncias sem complicações — sem perseguição de deriva, sem recalibração constante, sem malabarismos de software — então a precisão extra da Máquina A é uma capacidade não utilizada. Pagou por margem de desempenho que nunca atinge. E muitas vezes, quanto mais apertado o sistema, mais sensível ele é à disciplina de configuração, formação de operador e atualizações de software. O controlo avançado é poderoso, mas num atelier com pouca formação transforma-se em tempo de paragem com um ecrã tátil.
Suficientemente bom, quando verdadeiramente alinhado com a sua especificação, não é mediocridade. É margem.
A analogia do tribunal é importante aqui. As alegações de marketing são testemunhos. A sua acumulação de tolerâncias e taxa de retrabalho são provas. O veredito é o ROI, não direitos de vanglória.
Mas hoje a precisão já não se resume apenas a aço e soldaduras, pois não?
Antes perseguíamos a massa. Estrutura mais pesada, placas laterais mais espessas, mais tonelagem. A dominância mecânica era o caminho para a consistência.
Agora o circuito servo faz parte desse trabalho.
O controlo em circuito fechado — onde os codificadores enviam dados de posição em tempo real de volta ao acionamento — significa que a máquina se corrige em cada ciclo. Pequenas variações mecânicas são medidas e compensadas em milissegundos. A precisão torna-se um problema de software sobreposto à integridade mecânica.
Isso muda o local onde a diferenciação vive.
Se duas máquinas partilham packs de servo e classes de codificadores comparáveis, então as diferenças significativas deslocam-se para a qualidade da integração: quão bem está ajustado o algoritmo de controlo, quão limpa é a arquitetura de cablagem, quão estável se mantém a gestão térmica em redor dos acionamentos durante um turno longo. Não é glamoroso. Mas é decisivo.
E é aqui que o prémio ainda pode ser justificado — se o fabricante provar integração superior, rigor na colocação em serviço e suporte a longo prazo. Não por causa da nacionalidade. Não por causa da herança. Mas porque o sistema se comporta de forma previsível sob o teu perfil de carga, com os teus operadores, ao longo dos anos.
Mas isolamento não é precisão.
Eles estão a financiar marketing global, showrooms regionais e uma máquina corporativa de I&D dimensionada para grandes empresas aeroespaciais. Se não estás a trabalhar com tolerâncias aeroespaciais ou células de automação que exijam esse ecossistema, então a questão muda novamente: estás a pagar por precisão baseada em software que vais escalar — ou por complexidade de software com a qual vais ter de lutar?
Esse é o próximo cruzamento no caminho.
Uma oficina no Midwest compra uma prensa dobradora de 135 toneladas de uma marca europeia histórica. O folheto diz “pronta para a Indústria 4.0”. Dois anos depois, querem acompanhamento de trabalhos em tempo real ligado ao seu ERP e feedback automatizado de programas de dobra a partir do chão de fábrica. A resposta do OEM: um módulo de software, um dispositivo gateway, instalação certificada de fábrica e suporte à integração.
Orçamento total: pouco acima de $60.000.
Nada mudou na estrutura. Nada mudou no pack de servo. Esta é uma porta de software que sempre existiu — mas trancada atrás de um paywall.
Portanto, quando uma PME me pergunta se a integração premium vale a pena na sua fase de crescimento, eu não começo com filosofia. Começo com uma chave inglesa e um diagrama elétrico. O que é nativo? O que é licenciado? O que requer aprovação de fábrica? Porque a prontidão para automação não é uma característica de logótipo. É uma decisão de arquitetura que ou pagaste antecipadamente ou vais pagar mais tarde, com juros.
O lucro ainda vem do alinhamento de tolerâncias e da adequação do sistema. A automação apenas desloca o local onde a “adequação” vive.
Abre a porta do armário.
Numa máquina de gama média que auditei no ano passado, o controlador expunha protocolos industriais padrão — Ethernet/IP e OPC UA — logo à saída da caixa. Isso significa que a máquina pode publicar dados de produção, estados de alarme e contagens de ciclos diretamente para a rede fabril sem middleware proprietário. O teu integrador escreve o protocolo de ligação uma vez. E ficas operacional.
Na unidade antiga ao lado? Mesma classe de acionamentos servo. Mesma resolução de codificador. Mas a camada de dados estava trancada dentro do ecossistema do OEM. Para extrair métricas de produção significativas era necessário o gateway da marca e uma licença de software anual.
É aqui que “pronta para a Indústria 4.0” se transforma em Verdade de Fábrica: software caro que podes nunca usar completamente.
Agora põe isso à prova. Há casos em que pagar por esse ecossistema faz sentido. Se estiveres a operar várias máquinas da mesma marca em diferentes continentes, e a equipa de TI corporativa quiser um único painel de controlo com atualizações centralizadas, o prémio compra uniformidade. Isso não é cosmética. Isso é governação.
Mas a maioria das PMEs não opera frotas globais. Estão a tentar reduzir erros nos orçamentos, acompanhar tempos de ciclo reais e talvez ligar os programas de dobra aos ninhos de laser. O guia de integração da MAC-Tech aponta para reduções de tempo de entrega de 20–40 % quando os sistemas a montante e a jusante comunicam entre si. Repara no que isso implica: o ganho vem da ligação do fluxo de trabalho, não do pedigree da marca.
Se a máquina não consegue falar protocolos abertos sem uma portagem de $60.000, o teu relógio de ROI começa atrasado.
Cicatrizes em Sabedoria: já vi oficinas adiarem a integração durante anos porque o orçamento de retrofit parecia comprar a máquina duas vezes. Pede uma lista escrita dos protocolos de comunicação nativos antes de assinar. Se não estiver nas especificações base, assume que vais pagar mais tarde.
Mas os canais de dados são inúteis se as pessoas no controlo não conseguirem operar o sistema de forma eficiente.
Num fornecedor automóvel, uma prensa de travões de alta tonelagem recuperou um investimento de sete dígitos em cerca de 12 semanas. Não porque tivesse um ecrã mais bonito. Mas porque reduziram o tempo de ciclo, o desperdício e a mudança de ferramentas através de uma otimização disciplinada do processo.
O controlador foi importante — mas não da forma que o marketing sugere.
Eis o que a maioria das oficinas ignora: a automação reduz a necessidade de trabalhadores altamente qualificados para dobragem manual, mas aumenta a necessidade de configuração disciplinada, inspeção e gestão de programas. Um estudo de automação E-CI é bastante direto — prensas dobradeiras automatizadas requerem muito menos mão-de-obra qualificada no pistão, mas a força de trabalho tem de fazer uma transição. Os operadores tornam-se técnicos de configuração e responsáveis pela qualidade.
Agora imagine duas interfaces.
O Controlador A é visualmente apelativo, fortemente orientado, esconde a complexidade. O Controlador B é menos glamoroso, mas obriga à introdução explícita de dados de material, seleção de ferramentas e validação da sequência de dobragem.
Qual deles evita o desperdício $3,000 às 2 da manhã?
Uma interface intuitiva é um motor de produtividade quando reduz o número de toques e o tempo de configuração sem ocultar parâmetros críticos. Torna-se um gargalo quando cria dependência de formação de fábrica ou de lógica de programação proprietária que apenas um “guru” interno compreende.
A Midwest Engineering Systems forneceu uma célula robótica de abastecimento com formação de operadores no local como item explícito do projeto. Isso é honestidade. Eles atribuíram um preço à curva de aprendizagem. Algumas marcas premium incorporam esse custo nos primeiros 90 dias de posse, quando a sua equipa gasta horas, discretamente, a tentar decifrar uma filosofia de controlo que parece ter sido concebida por engenheiros de software, não por fabricantes.
Mas isolamento não é precisão. Um manual volumoso e um serviço de apoio global não garantem que o responsável pelo segundo turno consiga recuperar de um programa bloqueado sem esperar que a Europa acorde.
A verdadeira questão não é “A interface é moderna?” É “O meu operador médio de nível B consegue operá-la de forma rentável após formação estruturada?”
Porque se a automação é impulsionada pela escassez de mão-de-obra — como mostram muitos estudos de caso da FANUC — então o critério é a sobrevivência, não a elegância. Está a automatizar porque não consegue contratar. O controlo tem de tolerar essa realidade.
E assim que o controlador é funcional, surge a próxima limitação.
Uma prensa dobradeira robotizada da LVD demonstrou produção 24/7 com tempos de configuração de cerca de 20 minutos. Não é teoria. É uma máquina concebida desde o início para se coordenar com um robô — mecanicamente, eletricamente e em software.
Compare isso com as oficinas que fixam um cobot em frente a uma prensa convencional como “primeiro passo”. A Olympus apresenta isso como uma forma acessível de entrada na automação. Justo. Custo mais baixo. Alívio visível da carga de trabalho.
Mas aqui está a armadilha.
Se a prensa não tiver sinais de interface nativos para robôs — handshakes de I/O seguros, chamadas de programas sincronizadas, acesso API aberto — você acaba com um cobot a agir como um humano muito paciente. Ele carrega e descarrega. A prensa continua à espera de confirmações manuais ou de soluções de sinalização desajeitadas.
Automatizou o trabalho, não o processo.
A escalabilidade não diz apenas respeito às portas de um controlo. Trata-se de saber se o fabricante pensou na coexistência robótica desde o primeiro dia: lógica de proteção, controlo de versões de programa, zonas de colisão, capacidade de simulação offline. Se adicionar um robô mais tarde implicar ter de abrir o armário de controlo e anular garantias, essa máquina nunca esteve preparada para automação. Estava apenas próxima da automação.
Se está a avaliar se a sua próxima quinadeira irá realmente evoluir para uma célula robótica — ou tornar-se num projeto de retrofit dispendioso — vale a pena comparar arquiteturas antes de assinar. O portefólio 100%, baseado em CNC da CN-HAWE, abrange dobragem e automação completa de chapa metálica, sustentado por I&D dedicada a quinadeiras e automação industrial, tornando a estratégia de integração parte do design da máquina e não um pensamento tardio. Para discutir os planos robóticos da sua oficina, requisitos de tolerância e plano de atualização, pode contactar a CN-HAWE solicitar uma consulta técnica ou uma análise de cotação.
E é aqui que o “Imposto de Marca” volta à conversa. Muitos fabricantes de gama média agora recorrem à mesma classe de braços robóticos industriais e PLCs de segurança que as marcas tradicionais. A diferença está em saber se a camada de integração é aberta ou proprietária. Se ambos utilizam hardware comparável, porque é que um cobra uma atualização de automação de seis dígitos enquanto o outro integra a interface na arquitetura base?
Estão a financiar marketing global, showrooms regionais e uma máquina corporativa de I&D dimensionada para grandes empresas aeroespaciais.
Se não estiver a expandir para produção multi-célula e sem supervisão dentro de três anos, poderá nunca captar o potencial teórico desse ecossistema. Entretanto, uma máquina de gama média com arquitetura aberta e sinais de interface robótica documentados mantém as suas opções abertas sem cobrar por um futuro que ainda não conquistou.
Cicatrizes para Sabedoria: Tornar o futuro à prova não significa comprar a célula mais avançada que consegue financiar. Trata-se de evitar becos sem saída arquitetónicos. Faça uma pergunta difícil antes da compra: “Mostre-me uma máquina como esta, já a funcionar com um robô, e diga-me exatamente o que foi necessário para chegar lá.”
Porque mesmo a quinadeira mais preparada para automação transforma-se numa escultura cara se ninguém atender o telefone quando a integração gerar uma falha às três da manhã.
Uma quinadeira de 135 toneladas está parada numa oficina do Midwest há oito dias porque uma placa de controlo avariou e o substituto está “em trânsito desde a Europa”. O pagamento continua a ser processado. Os salários continuam a ser pagos. O cliente continua a querer as peças.
Esse é o cálculo de ROI que a maioria das PME ignora quando pergunta se o “ecossistema completo” proprietário justifica o prémio. Comparam o preço de compra com ganhos de tempo de ciclo. Modelam poupanças de mão-de-obra pela automação. O que raramente modelam é a economia das paragens: receita por dia × tempo de recuperação realista × probabilidade de falha em cinco anos.
Se a sua quinadeira gerar $4.000 por dia em margem de contribuição e a sua estrutura de suporte permitir uma interrupção de dez dias a cada dois anos, acabou de queimar $40.000 — antes de considerar horas extra, transporte urgente ou danos de reputação. Uma máquina parada não é uma ferramenta de precisão. É uma despesa silenciosa de pessoal.
Preparar o futuro evitou o bloqueio arquitetónico. Agora testamos se a arquitetura de suporte por trás do emblema consegue realmente manter o equipamento a produzir.
Recebi duas propostas na mesma semana. A Marca A promete “diagnóstico remoto em 24 horas.” A Marca B garante “técnico no local em 48 horas.” Ambas soam reconfortantes.
Mas quando um servomotor falha completamente — sem reinício, sem solução alternativa — o diagnóstico remoto é teatro sem uma peça disponível numa prateleira a uma distância percorrível. E um técnico local é apenas uma cara simpática se a placa de controlo estiver parada na alfândega.
O suporte vive em dois eixos: 1) Tempo de resposta até mãos competentes 2) Disponibilidade física de peças críticas
Trace-os juntos ou estará a enganar-se a si próprio.
Pegue num hipotético realista: um construtor de nível médio usa acionamentos de servo Yaskawa, amplamente disponíveis, e um PLC de segurança padrão. O distribuidor local de automação tem esses acionamentos em stock, porque são usados em linhas de embalagem e máquinas CNC em toda a região. Se o fabricante responder em 12 horas mas a peça estiver a duas horas de distância, estará de volta a cortar no turno seguinte.
Agora compare isso com uma marca premium que utiliza um módulo de movimento proprietário. Sim, a linha direta deles está disponível 24 horas por dia. Mas o módulo é serializado, bloqueado por firmware e só é enviado de um armazém central no estrangeiro. Mesmo que a taxa de falhas seja baixa, quando acontece, o relógio do tempo de paragem depende das rotas de transporte internacional.
Eles estão a financiar marketing global, showrooms regionais e uma máquina corporativa de I&D dimensionada para a indústria aeroespacial. Isso não é mau. Apenas significa que a logística das peças está otimizada para grandes frotas, não para PME com uma única máquina.
Verdade do chão: “Rede global de assistência” muitas vezes traduz-se em “excelente apoio telefónico mais inventário centralizado.”
Cicatrizes em sabedoria: peça uma lista dos dez componentes que mais falharam nos últimos cinco anos—acionamentos, encoders, placas de controlo, relés de segurança—e depois faça uma pergunta direta: “Onde é que esta peça está fisicamente armazenada para a minha região?”
Se a resposta incluir um passaporte, inclua isso no cálculo do seu ROI.
Uma oficina no sudeste comprou um travão elétrico importado com especificações impressionantes: ±0,01 mm de repetibilidade, disposição limpa do armário, controlo moderno. No papel, correspondia aos concorrentes europeus. Na prática, a primeira fissura na estrutura apareceu após 18 meses.
Não porque o aço fosse mau. Mas porque a máquina foi instalada num piso nunca nivelado, por uma equipa que voava para lá pela primeira vez, num clima que nunca tinham comissionado antes. O construtor não tinha outras máquinas num raio de 500 milhas.
Cada prensa dobradeira é “feita à medida”, como dizem as brochuras. Verdade. Tonelagem, profundidade da garganta, combinação de ferramentas—nada disso é universal. Mas a personalização só funciona se alguém nas proximidades já tiver passado pelas dificuldades com aquele modelo.
O Teste da Referência Local é simples: “Mostre-me três máquinas desta série exata a funcionar a uma distância de um dia de viagem. Deixe-me falar com esses proprietários.”
Não uma máquina emblemática de 300 toneladas noutro estado. Nem uma máquina de corte a laser da mesma empresa-mãe. A mesma prensa. A mesma geração de controlo. A mesma arquitetura hidráulica ou elétrica.
Porquê? Porque a densidade regional gera suporte informal. Os técnicos ganham reconhecimento de padrões. As peças suplentes são pré-posicionadas. Os erros de firmware surgem e são corrigidos antes de os sentir.
Ser o primeiro cliente regional—seja para uma marca estabelecida que lança um novo controlo ou para um exportador de média gama que entra no seu mercado—significa que é o local de teste. Não está apenas a comprar uma máquina. Está a financiar a curva de aprendizagem deles.
É isto: “Não podemos dar-nos ao luxo de errar.”
Cicatrizes em sabedoria: Se não puder visitar uma instalação próxima e falar com um proprietário que já passou a fase da lua-de-mel, não está a comprar fiabilidade. Está a comprar potencial.
Uma folha de garantia chega à mesa da conferência. “Cobertura abrangente de dois anos.” Parece seguro.
Depois lê as exclusões.
Peças de desgaste não cobertas. Componentes elétricos cobertos “a critério do fabricante”. Deslocações faturadas após 90 dias. Suporte de software limitado a “funções padrão”. De repente, esse escudo abrangente parece um queijo suíço.
Concentre-se em três categorias de falhas:
1) Eletrónica de alto custo – placas de controlo principais, servodrives, PLCs de segurança. Estão totalmente cobertos por peças e mão de obra? Ou apenas peças, sendo as deslocações e diagnósticos faturados à parte?
2) Componentes estruturais – estrutura, martelo, batente traseiro. Durante quanto tempo? Uma garantia de cinco anos para a estrutura é uma prática comum de marketing. Mas inclui realinhamento e mão de obra se a deflexão exceder a especificação?
3) Software e firmware – Se uma atualização de controlo inutilizar o sistema, a recuperação está coberta? Ou isso é considerado “assistência faturável”?
As marcas de ecossistema premium frequentemente condicionam a validade da garantia a visitas de manutenção certificadas e consumíveis aprovados. Se faltar uma manutenção agendada ou se instalar ferramentas de terceiros, a cobertura diminui. Fabricantes de gama média por vezes oferecem condições mais simples, mas com durações mais curtas.
A questão não é qual é mais longa. É qual é mais clara.
Verdade de chão de fábrica: Uma garantia de dois anos com cobertura explícita de servodrives, placas, mão de obra e deslocações é muitas vezes mais segura do que uma de cinco anos com condições complexas.
Cicatrizes para a sabedoria: Sente-se com a garantia e peça ao seu representante de vendas que escreva e assine quem paga se o controlador principal falhar no mês 18 — incluindo transporte e mão de obra. Se ele hesitar, acabou de encontrar o verdadeiro prémio de risco.
Porque na sua fase de crescimento, o ROI não se decide pelo prestígio do logótipo ou pela profundidade do ecossistema. Decide-se pela rapidez com que consegue voltar a dobrar quando — não se — algo avaria.
E uma vez que aceitamos que a paridade técnica é comum e que a economia do tempo de paragem é pessoal, o único movimento racional que resta é construir uma estrutura de decisão escalonada que alinhe a sua trajetória de crescimento com o nível de risco de suporte que pode realmente suportar.
A arquitetura de suporte é a alavanca. Agora tem de combinar essa alavanca com o peso que a sua oficina realmente levanta.
A maioria dos proprietários pensa em tonelagem e comprimento da cama. Quero que pensem em exposição: quantos euros de receita por dia dependem desse martelo, e quanto tempo podem ficar parados antes que doa? Uma pequena oficina de 6 pessoas a operar uma prensa de 70% está numa classe de risco diferente de uma fábrica de 40 pessoas a alimentar dois turnos de chapas cortadas a laser em células sincronizadas. Mesma categoria de máquina. Diferente tolerância à paragem.
Portanto, a estrutura não é centrada na marca. É centrada no risco. Estruture a sua decisão em torno de três variáveis: receita diária por máquina, elasticidade da carteira de encomendas (os clientes podem esperar?) e densidade de suporte local para esse modelo específico. Quando essas três se alinham, o nível “mais seguro” torna-se óbvio — independentemente do logótipo.
Qual o nível que realmente atinge o ponto ideal de ROI para uma PME em crescimento?
Imagine uma oficina de fabrico de 8 a 15 pessoas que dobra principalmente aço inoxidável fino, alumínio para caixas, suportes médicos. A repetibilidade é importante — as prensas elétricas servo da classe ±0,01 mm destacam-se aqui. Um funcionamento limpo abaixo de 75 dB é relevante se partilhar o espaço com a montagem. Óleo hidráulico no chão não é.
Os fabricantes elétricos de gama média agora compram a mesma classe de servodrives e codificadores lineares que os grandes nomes utilizam. Isso é comoditização. O teste do Imposto de Marca coloca uma questão simples: se o drive, o codificador e o PLC de segurança têm o mesmo fabricante e classificação, exatamente pelo que está a pagar o dobro?
Muitas vezes, é o polimento do ecossistema. Camadas de software com marca. Showrooms globais. Estão a financiar o marketing global, showrooms regionais e uma máquina corporativa de P&D dimensionada para os principais fabricantes aeroespaciais.
Mas isolamento não é precisão.
Para este tamanho de oficina, o modelo elétrico de gama média com componentes transparentes, acionamentos em stock localmente e três referências regionais costuma gerar um retorno mais rápido. Menor custo de aquisição. Tolerância comparável. Linguagem de garantia mais simples. Se um servo falhar, liga-se a um distribuidor regional, não se fica à espera de um módulo numerado vindo do estrangeiro.
Cicatrizes em Sabedoria: o ponto ideal só existe se a mistura de materiais se mantiver no seu intervalo. Ao começar a forçar chapa estrutural espessa além dos ciclos de serviço nominal, as vantagens elétricas evaporam em alarmes de sobrecarga e desgaste prematuro.
Então, o que acontece quando o volume de produção ou a gama de materiais muda?
Agora imagine dois caminhos.
Primeiro: um fornecedor automóvel de alto volume a produzir peças previsíveis, aço de alta resistência espesso, no mínimo dois turnos. Tempo de paragem não é um incómodo; é uma violação contratual. Aqui, os sistemas hidráulicos ainda compensam o investimento. Toleram melhor as sobrecargas. Lidam com grandes variações de espessura sem ultrapassar os limites do fuso de esferas. O ecossistema de controlo — especialmente nas marcas premium — pode integrar-se melhor com células robóticas e o MES da fábrica.
Neste ambiente, pagar o prémio pode ser racional. Não pela marca. Mas pela redundância, partilha de peças na frota e resposta técnica garantida escrita num contrato de serviço. Está-se a comprar transferência de risco.
Segundo: uma oficina de produção variada a orçamentar 30 números de peça por semana, lotes de 5 a 200 unidades. O material varia de chapa 16-gauge até ocasionais 1/4 de polegada. Flexibilidade e rapidez de troca impulsionam a margem. Aqui, uma tonelagem hidráulica sobredimensionada transforma-se em capital imóvel. O consumo de energia aumenta. O ruído aumenta. A complexidade de manutenção aumenta.
O modelo elétrico de gama média ou o hidráulico de gama média com bom suporte vence muitas vezes porque se alinha com a variabilidade, não com a força bruta. Menor custo em vazio. Reversão mais rápida do êmbolo. Rotinas de manutenção mais simples que o técnico interno consegue realmente realizar.
É isto: “Não podemos dar-nos ao luxo de errar.”
Para a fábrica automóvel, “errado” significa um envio perdido. Para a oficina, “errado” significa dinheiro empatado em capacidade que nunca será monetizada.
Mesmo objetivo — ROI estável. Tolerância diferente ao risco e ao excesso de capacidade.
O que nos leva ao momento no tribunal.
Os representantes de vendas testemunham. Componentes e logística são as provas. O seu trabalho é o contra-interrogatório.
Pergunta 1: “Liste a marca e o modelo exatos dos principais acionamentos servo, do controlador e do PLC de segurança. São componentes de mercado aberto e quem mais os assiste localmente?” Se a resposta for vaga — “módulo proprietário de alto desempenho” — encontrou um futuro estrangulamento. Transparência é sinal de opcionalidade. Opcionalidade reduz o risco de paragem.
Pergunta 2: “Mostre-me três máquinas desta série exata num raio de um dia de viagem e diga-me onde estão armazenadas as cinco principais peças de falha.” Não na sede corporativa. Nem noutro modelo. Este. A densidade de suporte não é um dado de brochura; é um facto geográfico.
Pergunta 3: “Se a minha placa principal de controlo falhar no mês 18, quem paga o frete, a mão de obra e a deslocação — e quantos dias até eu voltar a dobrar novamente?” Faça-os dar um número. Mesmo que seja uma faixa. Veja como a confiança se transforma rapidamente em qualificadores.
A conclusão menos óbvia é esta: o nível do fabricante deve escalar com a sua exposição, não com a sua ambição. As PME em fase inicial e em crescimento intermédio costumam comprar prestígio para se sentirem protegidas. Na realidade, estão a pagar por uma infraestrutura dimensionada para empresas dez vezes maiores.
A prensa dobradora mais segura não é a que tem o logótipo mais famoso — é aquela cujos componentes, rede de suporte e faixa de tolerância se alinham com o seu modelo de receitas.
Quando começar a ver as máquinas como instrumentos de risco em vez de troféus, cada brochura será interpretada de forma diferente.


















