

私が購入会議で最も耳にする言葉は、トン数やバックゲージの再現性に関するものではありません。それは「失敗は許されない」という言葉です。“
オーナーは、シーメンスのドライブと馴染みのある欧州製CNCを搭載した中堅クラスのプレスブレーキを指差しながらそう言います。そして、12万ドル高いアマダやトルンプの項目に丸をつけ、「安全な選択」と呼びます。エンコーダーの分解能を比較した者はいません。誰がサーボパックを製造したのかを尋ねた者もいません。証拠が提示される前に、ロゴが結論を出してしまったのです。.
かつてはその反射的な判断にも理がありました。しかし、今は違います。.
ショールームにある2台の最新8軸プレスブレーキを見てみましょう。どちらもクローズドループのサーボ電気システムで動作します。どちらもミクロン単位のフィードバックを備えたリニアエンコーダーを使用しています。どちらも数千分の1インチ以内の再現性を謳っています。一方は小さなビルが建つほどの価格ですが、もう一方は6桁のコストを節約できます。.
その余分な精度は、一体どこに隠れているのでしょうか?
私がこれらの機械を監査する際、塗装から始めることはありません。キャビネットを開けるのです。ボッシュ・レックスロス、シーメンス、安川電機といったサーボドライブ。世界中で販売している同じ産業用サプライヤーの製品です。同じ少数のメーカーによる高分解能エンコーダー。ブランドの忠誠心など関係のないISO規格に基づいて製造された精密研削ボールねじ。.
現場の真実:モーションコントロールのアーキテクチャが実質的に同じであれば、精度の限界はブランドのバッジではなく、コンポーネントのクラスとキャリブレーションの厳格さによって決まるのです。.
伝統的なブランドは確かに研究開発に投資しています。トルンプは数百の特許を保有しています。アマダのサーボ電気式EGBシリーズは、驚異的なアプローチ速度と低い不良率を実現しています。これらは真の成果です。しかし、10フィートの長さで軟鋼ブラケットを曲げる中小規模の工場にとって、問題はフラッグシップ機が優れた性能を発揮できるかどうかではなく、その余分な性能が請求書に反映されるかどうかです。.
ほとんどの場合、反映されません。.

北米のプレスブレーキ市場は、シェアの約半分を占める5つの主要ブランドによって支配されています。その支配は偶然ではありません。ディーラーネットワーク、トレーニングセンター、豪華なデモ施設、そしてあらゆる工業地帯における販売拠点によって築かれています。.
そのインフラにはコストがかかります。.
工場が伝統的なロゴをデフォルトで選択するとき、彼らは単にラムやバックゲージを買っているだけではありません。グローバルなマーケティング、地域のショールーム、そして航空宇宙産業の主要企業向けに規模を合わせた企業研究開発の仕組みを支えているのです。一部の購入者にとって、その疑念からの保護は価値のあるものです。.
しかし、保護は精度ではありません。.
経験から学ぶ:私は「妥協のない精度」のためにプレミアムを支払った工場が、結局は±0.010の公差で一日中作業しているのを見てきました。なぜなら、その後の溶接工程がそれ以上の精度を維持できないからです。機械は外科手術のような作業が可能でしたが、プロセスが追いついていなかったのです。.
では、販売後にそのプレミアムマシンがメンテナンスを必要とするようになったらどうなるのでしょうか?
独自の閉鎖的なエコシステムのサービス請求書を開けば、本当の計算が見えてきます。カスタム制御ボード。ブランド固有のソフトウェアライセンス。認定技術者のみの対応。プレミアム料金で請求される移動時間。.
広く普及している産業用コンポーネントを使用した中堅クラスの機械でサーボアンプが故障した場合、複数の修理ルートが存在します。しかし、厳格に管理された独自のプラットフォームでは、選択肢は急速に狭まります。あなたは単に精度を買っているのではなく、サプライチェーンに縛られることを約束しているのです。.
技術格差が大きかった時代には、その囲い込み(ロックイン)には合理性がありました。高速での多軸同期を確実に制御できるメーカーがごくわずかだった頃は、最も資金力のあるグループにお金を払うのが当然でした。.
しかし、コアとなるモーション技術が広く利用可能になった今、あなたが囲い込まれているのは、優れた曲げ加工技術でしょうか、それとも優れたブランド力でしょうか?

以前、ある工場で100トンのサーボ電動フラッグシップ機(驚異的なラム速度と自動工具交換機能を備えた機械)の生産ログを調査したことがあります。素晴らしい機械です。しかし、平均的な仕事はというと、14ゲージの軟鋼パネルを40個ずつ加工するだけでした。.
自動工具交換装置は使われず、AI曲げアルゴリズムも基本モードのまま。サイクルタイムの短縮効果も、手動でのワーク投入に時間がかかるため、わずか数秒の短縮にしかなりませんでした。.
彼らは、空調機器(HVAC)並みの利益率の仕事のために、航空宇宙産業レベルの能力を購入していたのです。.
ここで重要なのは、認識の転換です。「現在入手可能な最高の機械はどれか?」と問うのをやめ、「どの測定可能な能力が、自分のワークフローで収益を生むのか?」と問い始めることです。“
伝統的なブランドは今でも優れた装置を製造しています。しかし、収益モデルを超えた卓越性は、安心ではなく、ただのオーバーヘッド(間接費)に過ぎません。.
もし、ブランドのプレミアム価格を払わなくても同等の精度が実現できるようになったとしたら、その同等性を可能にした基盤技術にはどのような変化があったのでしょうか?
2005年当時、プレスブレーキで高解像度の多軸同期(ミクロン単位のエンコーダフィードバックを備えた真のクローズドループ制御)を求めるなら、選択肢は欧州や日本の限られたドライブメーカーしかありませんでした。統合は難しく、調整は職人の経験則に頼るものでした。サーボパッケージが悪ければ、ストロークの最下点で振動が発生し、パレットには不良品の山が築かれました。.
時代は進みました。今日では、ボッシュ・レックスロス、安川電機、シーメンス、三菱電機、そして近年ではイノバンス(Inovance)やエストゥン(Estun)などが、自動調整ルーチン、24ビットエンコーダ、フィールドバス互換性を備えたモジュール式サーボプラットフォームをカタログ製品として販売しています。特注品ではありません。既製品です。.
これが変化です。.
モーター、ドライブ、エンコーダ、制御ループといったコアとなるモーションハードウェアが、購入量さえあれば誰でも世界中で入手可能になったとき、精度は国家的な優位性ではなく、調達の判断基準へと変わります。「誰が作ったか」ではなく「何が入っているか」が問われるようになるのです。“
そして、一度キャビネットを開けて中身を見れば、ブランドへの幻想は急速に冷めていくはずです。.
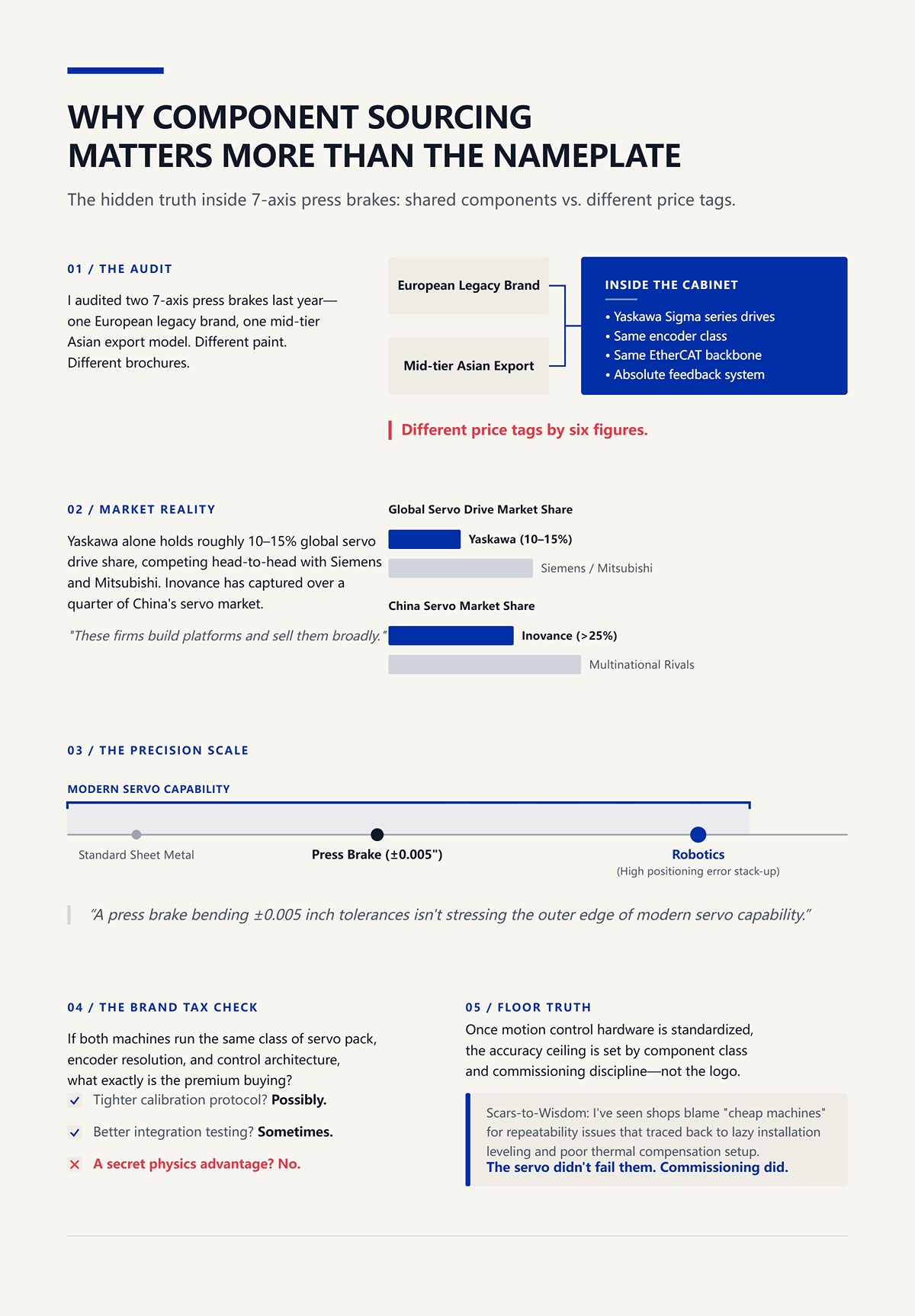
昨年、2台の7軸プレスブレーキを監査しました。1台は欧州の老舗ブランド、もう1台は中堅のアジア製輸出モデルです。塗装もパンフレットも異なります。しかし、電気キャビネットの中身を見ると、両方とも安川電機のSigmaシリーズドライブが搭載されていました。エンコーダのクラスも同じ。EtherCAT通信バックボーンも同じ。アブソリュートフィードバックシステムの方式も同じでした。.
価格には6桁もの差がありました。.
安川電機単独で世界のサーボドライブ市場の約10〜15%のシェアを占め、シーメンスや三菱電機と真っ向から競合しています。これらの企業は、特定の高級OEM向けにだけドライブを製造しているわけではありません。プラットフォームを構築し、広く販売しているのです。かつては中国国内向けのサプライヤーと見なされていたエストゥンは、今や世界中のロボットや工作機械に使用されるサーボシステムを製造しています。イノバンスは、産業オートメーションの要求を大規模に満たす高性能ドライブを構築することで、多国籍のライバルを相手に中国のサーボ市場の4分の1以上を獲得しました。.
その規模が重要なのです。.
ドライブメーカーがロボット産業(位置決め誤差が急速に積み重なる分野)に製品を供給している場合、その精度要求は、ほとんどの板金工場が求めるレベルをはるかに超えているからです。±0.005インチの公差で曲げ加工を行うプレスブレーキは、現代のサーボ技術の限界を押し広げるような負荷にはなっていないのです。.
そこで私たちは「ブランド税チェック」を行います。もし両方の機械が同じクラスのサーボパック、同じエンコーダ分解能、類似した制御アーキテクチャを採用している場合、プレミアム価格は何に対して支払われているのでしょうか?より厳格なキャリブレーションプロトコルでしょうか?その可能性はあります。より優れた統合テストでしょうか?それも時々あります。しかし、秘密の物理的優位性があるわけではありません。.
現場の真実:モーションコントロールのハードウェアが標準化されてしまえば、精度の限界はコンポーネントのクラスとコミッショニング(試運転調整)の規律によって決まるのであり、ラムに貼られたロゴによって決まるわけではありません。.
経験から得た知恵:私は、怠慢な設置レベル出しや不十分な熱補正設定に起因する再現性の問題を、「安物の機械」のせいにする現場を何度も見てきました。サーボが彼らを裏切ったのではなく、コミッショニングが失敗していたのです。.
しかし、戦場は精度だけではありません。消費電力もまた、独自の物語を語っています。.
定速モーターで駆動する油圧プレスブレーキの現場に入れば、その音が聞こえてくるはずです。ラムが動いていようがいまいが、ポンプが全開で唸りを上げている音が。クランプメーターで測定すれば、アイドリング時でさえ一定の電流が流れているのがわかります。.
次に、最新のサーボ電動式またはハイブリッドサーボ油圧式システムと比較してみてください。モーターは動作が必要な時だけ回転します。アイドリング時の消費電力は劇的に低下します。一部のメーカーは、従来の油圧システムと比較して30〜40%のエネルギー削減を謳っています。正確な数値はデューティサイクルに依存しますが、メカニズムは単純明快です。待機電力ではなく、必要な時に必要なだけ電力を消費するのです。.
ここで地理的要因が重要になります。.
アジア太平洋地域は、近年、世界のサーボモーターおよびドライブ市場の成長の大半を占めています。その成長は、ロボット工学の採用、高密度な製造クラスター、そして野心的な効率目標によって牽引されています。国内市場で年間数十万軸ものサーボが導入されている場合、わずかな効率向上は単なるマーケティングの謳い文句ではなく、利益そのものなのです。.
欧州の伝統的なブランドも確かに研究開発に投資しています。しかし、大量生産を行うアジアのメーカーは、大規模にキロワットを削減することが急速に成果につながる環境で運営されています。エネルギー効率は、持続可能性のスローガンではなく、競争上の武器となるのです。.
そして、2交代制で稼働する中小企業にとって、電気代は抽象的な概念ではありません。それは経費そのものです。.
経験から得た知恵:私が調査したある工場では、サーボハイブリッドシステムに切り替えたことで、油圧の電力消費削減分だけで年間を通じて予防保全の費用を賄えるようになりました。彼らはブランドの威信を買ったのではなく、より低い運転摩擦を買ったのです。.
これにより、より難しい問いが浮かび上がります。効率性と精密なハードウェアが世界中で利用可能であるなら、輸出グレードのメーカーと国内専用の組み立て業者をどのように見分ければよいのでしょうか?
すべての中堅メーカーが同じように作られているわけではありません。中には、まともなコンポーネントを使いながらも、配線基準、安全ガードの適合性、あるいはドキュメント作成で手を抜くメーカーもあります。それはコモディティ化ではなく、ロシアンルーレットです。.
輸出グレードのメーカーは、より静かな方法でその実力を示します。.
制御盤を開けて、配線ハーネスにラベルが貼られているか、ULやCE準拠のコンポーネントが使われているか、適切な接地アーキテクチャか、ドライブ周りに熱管理のためのスペースが確保されているかを確認してください。CNCが多言語インターフェースと世界的に認められた安全回路をサポートしているかを確認してください。カタログ上の公差だけでなく、文書化された再現性テストを要求してください。.
LONGBOWやHunsoneといった中堅セグメントで欧州や北米市場をターゲットにしているメーカーは、国際的に認知されたサーボブランドを指定し、適合文書を公開し、世界的に保守可能なコンポーネントを中心に構築する傾向があります。国内専用メーカーは、多くの場合、そこまでしません。彼らの市場がそれを求めていないからです。.
違いは国籍ではありません。ターゲット市場に対する規律です。.
そしてその規律は後になって現れます。5年後に部品が必要になった時、あなたのサーボドライブが世界共通のSKUなのか、それとも地域限定の孤立した製品なのかが判明するのです。.
しかし、その核心的な主張をストレッチテストしてみましょう。たとえ同じサーボブランドであっても、中堅クラスのシステムが負荷条件下で欧州製と同等の繰り返し精度を真に実現できるのでしょうか?
2台の機械を基本構成まで分解すると想像してみてください。同じ安川電機のサーボパック、同クラスのリニアエンコーダー、同様のフレームトン数、同等のCNC補間速度。両方にダイヤルゲージを設置し、定格負荷で500サイクル運転を行い、下死点の変動を測定します。.
もし繰り返し精度に差が生じるとすれば、その原因はサーボモーターの製造国ではありません。フレームの剛性、熱安定性、ボールねじの品質、あるいはキャリブレーション手法の違いです。.
これらは工学的な変数であり、ブランドの神秘的な特性などではありません。.
欧州の老舗ブランドは、フレーム設計と長期的な耐久性に優れていることがよくあります。それは事実です。より重厚な溶接構造、洗練された応力除去プロセス、より厳しい機械加工公差。何十年にもわたって、それが積み重なり、評判という形になっています。.
しかし、中堅の輸出向けメーカーは、フレーム設計における有限要素解析の活用、ISO規格に準拠した精密研削ボールねじの調達、そして同クラスの高分解能フィードバックシステムの採用により、その差の多くを埋めてきました。サーボループがエンコーダーの入力に基づいてリアルタイムで補正を行えるようになれば、わずかな機械的誤差は能動的に補正されます。.
つまり、すべての機械が同等であるという結論ではありません。.
その結論はより限定的であり、ブランド価値を重視する購入者にとっては耳の痛い話かもしれません。.
コアとなるサーボ技術が世界的に利用可能になったことで、精度は排他的な特権ではなくなり、統合の巧拙を問うものとなりました。老舗ブランドは依然として、エコシステム、サービスネットワーク、そして極限のアプリケーションにおいて差別化を図っています。彼らはグローバルなマーケティング、地域のショールーム、そして航空宇宙産業の主要企業に対応できる規模の企業R&D体制を維持しています。一部の工場にとって、その安心感は魅力的に映るでしょう。.
しかし、保護は精度ではありません。.
現代の中小企業にとって、より賢明な問いは「どのブランドが最高ランクか?」ではありません。「私のワークフローが実際に要求する公差はどれくらいか? そして、ブランド料を上乗せすることなく、それを実現する透明性の高いコンポーネント構成はどれか?」です。実際には、これは実際の曲げ加工シナリオに基づいて設計され、前後の板金プロセスと統合され、実際に製造する部品で測定可能な繰り返し精度を備えた、完全なCNCベースのシステムを評価することを意味します。以下のようなソリューションは、 CN-HAWEプレスブレーキ この「能力第一」の考え方に基づいて構築されており、ブランド価値よりも精度、自動化への適合性、拡張可能なパフォーマンスを優先しています。そのため、評判だけでなく、文書化された結果に対して投資を行うことができるのです。.
もしサーボハードウェアとコアとなる精度が世界的に利用可能であるならば、プレミアム価格はモーターのケーシングの中に隠れているはずがありません。それは、機械が実際の作業にどれだけ適合しているかという点に現れるはずです。.
そこで多くの小規模事業者が迷い込みます。彼らは法廷に足を踏み入れ、「[ブランド名]は誰か?」と問いかけます。まるでそれがミスコンテストであるかのように。カタログは磨き上げられた証人のように並び、ミクロン単位の繰り返し精度、光沢のあるフレーム、航空宇宙産業の伝統といった言葉が並びます。しかし、収益はランキングを気にしません。収益が気にするのは、あなたの機械が、出荷する部品において、毎日、あなたの公差範囲を達成しているかどうかです。.
問いが違えば、結論も異なります。.
私が工場を監査する際、ブランド名から始めることはありません。ノギスと最近の作業指示書の束から始めます。どの板厚が主流か? 曲げ長さは? どの角度公差で手直しが発生するか? 紙の上で±0.005mmを維持できる機械であっても、顧客が線形的な深さの誤差ではなく、±0.3度の角度変動で部品を拒否するなら、その精度に意味はありません。重要な公差とは、あなたの請求書に直結する公差のことです。.
そのように枠組みを捉え直せば、ブランドのプレミアム価格は、ロゴに対してではなく、あなたの公差範囲に対してその正当性を証明しなければならなくなります。.
剛性とはスローガンではありません。負荷がかかった際のたわみのことです。.
2つの工場を例に挙げます。一方は1.2mmのステンレス製筐体を一日中曲げ続けています。もう一方は、3mmの軟鋼製ブラケットと、時折加工する10mmの構造用タブを交互に扱っています。サーボのクラスは同じ。エンコーダーの分解能も同じ。しかし、フレームにかかる負荷は全く異なります。.
サーボ電気式システムは、高頻度で薄板を扱う作業で真価を発揮します。精密な制御、低い消費電力、最小限の油圧ドリフトが特徴です。しかし、より厚い構造用材料に適用しようとすると壁にぶつかります。それはソフトウェアの問題ではなく、物理の問題です。電気駆動装置は極めて高い精度で位置を指令できますが、設計上の許容範囲を超えてたわむフレームを補正することはできません。.
油圧システム、特に重量のある旧来のフレームは、力任せの用途で依然として主流です。その理由は明確です。加圧されたオイルは、マーケティングのサイクルなど気にしません。より幅広い材料に対してトン数を供給でき、フレームの質量が、軽量な構造では耐えられない衝撃荷重を吸収するからです。.
よくある間違いはこれです。中小企業が「念のため」という理由で、過剰なトン数の高級ブランド機を購入することです。その機械は稼働時間の90%を薄板の曲げ加工に費やし、めったに使わない構造用加工能力を抱え込んでいます。資本は固定され、床面積は占有され、エネルギーのオーバーヘッドは必要以上に高くなります。.
将来を見越して過剰なスペックにするということは、結局やってこない未来のために過剰な支払いをすることを意味することが多いのです。.
経験から学んだこと:私がこれまで見てきたダウンタイムの原因は、ブランドの欠陥よりも、過負荷状態の軽量電気式機械や、活用されていない重油圧機械による資本の浪費の方がはるかに多いです。実際に注文書を発行している金属に合わせてフレームを選びましょう。入札できたらいいなと夢見ている金属に合わせてはいけません。.
では、そもそも部品に航空宇宙レベルの公差が必要ない場合はどうでしょうか?
それは「失敗は許されない」という考え方です。“
この言葉は、どんな営業担当者よりも過剰な購入を促進します。経営者は、極めて高い精度を要求されるたった一つの仕事を想像し、日々の収益を支える80%の仕事ではなく、その仮定の仕事に合わせて機械のスペックを決めてしまうのです。.
簡単な思考実験をしてみましょう。数字は仮定ですが、力学は現実的です。機械Aは±0.005mmの繰り返し精度を持ち、価格は30%高いとします。機械Bは±0.02mmの精度を確実に維持し、価格は安価です。あなたの典型的な部品は、曲げ角度のばらつきが不良品となるまで、曲げ深さで±0.1mmの公差を許容します。.
どちらの機械が、投資額に対してより多くの利益を生み出すでしょうか?
もし機械Bが、ドリフトの追跡や絶え間ない再校正、ソフトウェアの複雑な操作といった手間なしに公差を満たせるなら、機械Aの余分な精度は使われない能力です。あなたは決して到達しない余裕のために代金を支払ったことになります。多くの場合、システムが精密であればあるほど、セットアップの規律、オペレーターのトレーニング、ソフトウェアの更新に対して敏感になります。高度な制御は強力ですが、トレーニング不足の現場では、それはタッチスクリーン付きのダウンタイムに過ぎません。.
「十分」であることは、仕様と真に一致している限り、妥協ではありません。それは利益(マージン)なのです。.
ここで法廷の例えが重要になります。マーケティングの主張は証言です。公差の積み重ねと手直し率は証拠です。判決を下すのはROI(投資利益率)であり、自慢話ではありません。.
しかし、今日の精度はもはや鋼材や溶接構造だけの問題ではありませんよね?
かつて私たちは質量を追い求めていました。より重いフレーム、より厚いサイドプレート、より大きなトン数。機械的な優位性こそが安定への道でした。.
今では、サーボループがその仕事の一部を担っています。.
クローズドループ制御(エンコーダーがリアルタイムの位置データを駆動装置にフィードバックする仕組み)により、機械はサイクルごとに自己修正を行います。わずかな機械的変動はミリ秒単位で測定・補正されます。精度とは、機械的完全性の上に重ねられたソフトウェアの問題となったのです。.
それによって、差別化の所在が変わります。.
2台の機械が同等のサーボパックとエンコーダクラスを共有している場合、意味のある違いは統合の品質へと移行します。制御アルゴリズムがどれだけうまく調整されているか、配線アーキテクチャがどれだけ整理されているか、長時間のシフト中にドライブ周辺の熱管理がどれだけ安定しているか、といった点です。華やかではありませんが、決定的な要素です。.
そして、ここにプレミアム価格が正当化される余地があります。メーカーが優れた統合、厳格な試運転、長期的なサポートを証明できる場合です。国籍や伝統が理由ではありません。あなたの負荷プロファイルの下で、あなたのオペレーターによって、長年にわたりシステムが予測通りに動作するからです。.
しかし、保護は精度ではありません。.
彼らは、グローバルなマーケティング、地域のショールーム、そして航空宇宙産業の主要企業向けに規模を合わせた企業R&D体制の費用を負担しています。もしあなたが航空宇宙レベルの公差や、そのようなエコシステムを必要とする自動化セルを運用していないのであれば、問いは再び変わります。あなたは将来的に活用するであろうソフトウェア主導の精度にお金を払っているのか、それとも苦戦することになるソフトウェアの複雑さにお金を払っているのか、ということです。
それが次の分岐点です。.
中西部の工場が、伝統あるヨーロッパブランドの135トンプレスブレーキを購入しました。パンフレットには「インダストリー4.0対応」と書かれています。2年後、彼らはERPと連携したリアルタイムのジョブ追跡と、現場からの自動曲げプログラムフィードバックを求めました。OEMからの回答は、ソフトウェアモジュール、ゲートウェイデバイス、工場認定の設置、および統合サポートが必要というものでした。.
見積もり総額:60,000ドル強。.
フレームは何も変わっていません。サーボパックも同じです。これは最初から存在していたソフトウェアの扉ですが、ペイウォール(課金)の裏側にロックされていたのです。.
そのため、中小企業の経営者から「成長段階においてプレミアムな統合に価値があるか」と聞かれたとき、私は哲学的な話から始めません。レンチと配線図から始めます。何がネイティブで、何がライセンス制で、何がメーカーの承認を必要とするのか。自動化への備えとは、ロゴの機能ではないからです。それは、前もって支払うか、後で利子をつけて支払うことになるアーキテクチャの決定なのです。.
利益は依然として、公差の整合性とシステムの適合性から生まれます。自動化は単に「適合」の所在を変えるだけです。.
制御盤の扉を開けてみてください。.
昨年私が監査したある中堅機では、コントローラーが標準的な産業用プロトコル(Ethernet/IPおよびOPC UA)を最初から公開していました。つまり、その機械は独自のミドルウェアを介さずに、生産データ、アラーム状態、サイクルカウントを直接プラントネットワークに送信できるということです。インテグレーターが一度ハンドシェイク(接続設定)を書けば、すぐに稼働できます。.
隣にあった旧式のユニットはどうでしょうか?同じクラスのサーボドライブで、エンコーダの解像度も同じです。しかし、データ層はOEMのエコシステム内にロックされていました。意味のある生産指標を抽出するには、彼らのブランドのゲートウェイと年間ソフトウェアライセンスが必要でした。.
これこそが、「インダストリー4.0対応」が現場の現実となる瞬間です。つまり、決して使いこなせないかもしれない高価なソフトウェアということです。.
ここで、その必要性を検証してみましょう。そのエコシステムにお金を払うことが理にかなっているケースもあります。もしあなたが同じブランドの機械を大陸をまたいで複数台運用しており、企業のIT部門が中央集権的な更新を備えた単一のダッシュボードを求めているなら、プレミアム価格は均一性を買うことになります。それは無駄ではありません。ガバナンス(統治)です。.
しかし、ほとんどの中小企業はグローバルなフリート(機械群)を運用しているわけではありません。彼らは見積もりのミスを減らし、実際のサイクルタイムを追跡し、あわよくば曲げプログラムをレーザーネスト(加工データ)と連携させようとしているだけです。MAC-Techの統合ガイドでは、上流と下流のシステムが連携することでリードタイムが20〜40%削減されると指摘しています。注目すべきは、その意味するところです。成功はワークフローの接続から生まれるのであり、ブランドの血統から生まれるのではないということです。.
もしその機械が60,000ドルの通行料なしでオープンプロトコルを話せないのであれば、ROI(投資収益率)の時計は遅れて動き出すことになります。.
経験から学ぶ知恵:私は、後付けの見積もりが機械を2回買うような金額だったために、統合を何年も先延ばしにする工場をいくつも見てきました。契約前に、ネイティブな通信プロトコルのリストを書面で要求してください。基本仕様に含まれていないのであれば、後で支払うことになるものと考えてください。.
しかし、コントロールセンターの人間がその機械を効率的に操作できなければ、データパイプなど無用の長物です。.
ある自動車部品メーカーでは、高トン数のブレーキプレスが約12週間で7桁の投資を回収しました。画面がきれいだったからではありません。プロセスを徹底的に最適化することで、サイクルタイム、スクラップ(不良品)、金型交換時間を削減したからです。.
コントローラーは重要でしたが、マーケティングが示唆するような意味ではありませんでした。.
多くの工場が見落としていることがあります。自動化によって高度な熟練手作業の必要性は減りますが、規律あるセットアップ、検査、プログラム管理の必要性は高まります。E-CIの自動化調査は、身も蓋もない指摘をしています。自動化されたプレスブレーキではラム(加圧部)での熟練労働は大幅に少なくて済みますが、労働力は移行しなければなりません。オペレーターはセットアップ技術者となり、品質管理の責任者となるのです。.
ここで、2つのインターフェースを想像してみてください。.
コントローラーAは視覚的に洗練されており、ガイド機能が充実していて、複雑さを隠してくれます。コントローラーBは地味ですが、材料データ、金型選択、曲げシーケンスの検証について明示的な入力を強制します。.
午前2時に3,000個のスクラップを出してしまうのを防ぐのはどちらでしょうか?
直感的なインターフェースは、重要なパラメーターを隠すことなくキーストロークとセットアップ時間を短縮できる場合に、生産性の原動力となります。逆に、工場でのトレーニングや、社内の「グル(専門家)」一人しか理解できない独自のプログラミングロジックに依存させてしまうと、ボトルネックになります。.
Midwest Engineering Systems社は、現場でのオペレーター向けトレーニングをプロジェクトの明示的な項目として盛り込んだロボット搬送セルを納入しました。これこそが誠実さです。彼らは学習曲線にかかるコストを価格に反映させていたのです。一部のプレミアムブランドは、そのコストを所有開始から90日間の費用に組み込んでいますが、その間、あなたのチームはソフトウェアエンジニアが設計した(製造現場の人間が設計したのではない)制御哲学を理解するために、ひっそりと時間を浪費しているのです。.
しかし、隔離は精度ではありません。分厚いマニュアルやグローバルなヘルプデスクがあっても、第2シフトのリーダーがプログラムのクラッシュから復旧できる保証はありません。ヨーロッパが目覚めるのを待つ必要があるからです。.
真の問いは「インターフェースがモダンか?」ではありません。「平均的なBランクのオペレーターが、体系的なトレーニングを受けた後に利益を出せるレベルで操作できるか?」です。“
なぜなら、FANUCの多くのケーススタディが示すように、自動化が労働力不足によって推進されているのであれば、指標となるのは優雅さではなく生存だからです。人を雇えないから自動化しているのです。コントローラーはその現実を許容しなければなりません。.
そして、コントローラーが実用的なものになると、次の制約が現れます。.
LVD社のロボット化されたプレスブレーキは、約20分のセットアップ時間で24時間365日の生産を実現しました。これは理論ではありません。機械的、電気的、そしてソフトウェア的に、最初からロボットと連携するように設計された機械だからです。.
これに対し、従来のブレーキの前に協働ロボットをボルトで固定して「第一歩」とする工場と対比してみてください。Olympus社はこれを自動化への入り口として位置づけています。それはそれで結構なことです。低コストで、目に見える労働軽減になります。.
しかし、ここに罠があります。.
もしプレスブレーキにロボット用のネイティブインターフェース信号(安全なI/Oハンドシェイク、同期プログラム呼び出し、オープンAPIアクセス)が欠けていれば、結局その協働ロボットは「非常に忍耐強い人間」のように振る舞うことになります。ロボットはロードとアンロードを行うだけです。ブレーキは依然として手動の確認や、不格好な信号の回避策を待たなければなりません。.
あなたはプロセスではなく、労働を自動化したに過ぎないのです。.
拡張性とは、単に制御装置のポート数の問題ではありません。ガードロジック、プログラムのバージョン管理、衝突ゾーン、オフラインシミュレーション機能など、メーカーが初日からロボットとの共存を考慮していたかどうかが重要です。後からロボットを追加するために制御盤を改造し、保証を無効にする必要があるような機械は、最初から自動化に対応していたわけではありません。それは「自動化の隣にある」に過ぎないのです。.
次のプレスブレーキが真にロボットセルへと拡張できるものなのか、それとも高額なレトロフィット(後付け)プロジェクトになってしまうのかを見極めるには、契約前にアーキテクチャを比較する価値があります。CN-HAWEのCNCベースのポートフォリオは、曲げ加工から板金自動化全体を網羅しており、プレスブレーキと産業用自動化の両分野における専門的な研究開発に裏打ちされています。そのため、統合戦略は後付けではなく、機械設計の一部として組み込まれています。貴社の工場のロボット計画、公差要件、アップグレードのロードマップについて相談するには、 CN-HAWE に連絡して 技術的なコンサルティングや見積もりの検討については、こちらまでお問い合わせください。.
ここで「ブランド税」のチェックが再び重要になります。現在、多くの中堅メーカーは、老舗ブランドと同じクラスの産業用ロボットアームや安全PLCを調達しています。違いは、統合レイヤーがオープンかプロプライエタリ(独自仕様)かという点です。両者が同等のハードウェアを使用しているなら、なぜ一方は6桁(数十万ドル)の自動化アップグレードを提示し、もう一方はインターフェースを基本アーキテクチャに組み込んでいるのでしょうか?
彼らは、グローバルなマーケティング、地域のショールーム、そして航空宇宙産業の主要企業向けに構築された巨大な企業研究開発体制の費用を負担しているのです。.
もし3年以内にマルチセルでの無人生産へ移行する予定がないのであれば、そのエコシステムが持つ理論上のメリットを享受することはできないかもしれません。一方で、オープンアーキテクチャと文書化されたロボットインターフェースを備えた中堅メーカーの機械であれば、まだ手にしていない未来のために過剰なコストを支払うことなく、将来の選択肢を残しておくことができます。.
傷から学ぶ知恵:将来を見据えた投資とは、資金調達できる最も高度なセルを買うことではありません。アーキテクチャの行き止まりを避けることです。購入前に一つだけ厳しい質問をしてください。「これと同じ機械で、すでにロボットを稼働させている実例を見せてほしい。そして、そこに至るまでに具体的に何が必要だったのかを教えてほしい」と。“
なぜなら、どれほど自動化に対応したプレスブレーキであっても、深夜3時に統合エラーが発生した際に誰も電話に出なければ、それはただの高価な彫刻に成り下がってしまうからです。.
中西部の工場で、135トンのプレスブレーキが8日間停止したままになっています。制御基板が故障したものの、交換部品が「ヨーロッパから輸送中」だからです。支払いの引き落としは進み、給与の支払いも発生します。顧客は依然として部品を求めています。.
これこそ、多くの中小企業が、独自の「フルエコシステム」にプレミアムを支払う価値があるかを検討する際に飛ばしてしまうROI(投資利益率)の計算です。彼らは購入価格とサイクルタイムの向上を比較し、自動化による人件費削減をモデル化します。しかし、彼らがめったにモデル化しないのがダウンタイムの経済学です。つまり、「1日あたりの収益 × 現実的な復旧時間 × 5年間の故障確率」です。.
もし貴社のブレーキが1日あたり4,000ドルの限界利益を生み出しており、サポート体制の不備で2年に1回10日間の停止が発生する場合、残業代や緊急輸送費、評判の低下を考慮する前に、すでに40,000ドルをドブに捨てていることになります。停止している機械は精密工具ではありません。それは沈黙の給与支出なのです。.
将来を見据えた投資により、アーキテクチャのロックインは回避できました。次は、ブランドの背後にあるサポート体制が、実際にその機械で利益を上げ続けられるかを検証します。.
同じ週に、私のデスクに2つの見積書が届きました。A社は「24時間の遠隔診断」を約束し、B社は「48時間のオンサイト技術者派遣」を保証しています。どちらも安心感があります。.
しかし、サーボドライブが深刻な故障を起こし、リセットも回避策も効かない場合、車で移動できる距離に部品が在庫されていなければ、遠隔診断はただのパフォーマンスに過ぎません。また、制御基板が税関で止まっているなら、地元の技術者はただの同情的な顔を見せることしかできません。.
サポートは2つの軸で成り立っています: 1) 有能な担当者による応答時間 2) 重要な予備部品の物理的な在庫状況
これらを組み合わせて評価しなければ、自分自身を欺いていることになります。.
現実的な仮定として、中堅メーカーが広く普及している安川電機クラスのサーボドライブと市販の安全PLCを使用している場合を考えてみましょう。地域の自動化機器販売代理店は、それらのドライブを在庫しています。なぜなら、それらは地域全体の包装ラインやCNCルーターで使用されているからです。OEMの回答が12時間以内にあり、部品が2時間以内の場所にあれば、次のシフトまでには稼働を再開できます。.
次に、独自のモーションモジュールを搭載したプレミアムブランドと比較してみましょう。確かに、彼らのホットラインは24時間体制です。しかし、そのモジュールはシリアル化され、ファームウェアでロックされており、海外の中央倉庫からしか出荷されません。故障率が低いとしても、ひとたび故障すれば、ダウンタイムは国際貨物便のスケジュールに左右されることになります。.
彼らはグローバルなマーケティング、地域のショールーム、そして航空宇宙産業の主要企業規模の企業研究開発体制を維持しています。それが悪いわけではありません。単に、彼らの部品物流が単一の機械を運用する中小企業向けではなく、大規模なフリート(機材群)向けに最適化されているというだけのことです。.
現場の真実:「グローバルなサービスネットワーク」は、多くの場合「優れた電話サポートと中央集権的な在庫」と言い換えられます。“
経験から得た知恵:過去5年間で故障が多かった上位10項目(ドライブ、エンコーダー、制御基板、安全リレーなど)のリストを求め、そして単刀直入にこう質問してください。「この部品は、私の地域では物理的にどこに在庫されていますか?」“
もし答えにパスポートが必要な場所が含まれているなら、それをROI(投資利益率)に組み込んで計算してください。.
南東部の工場が、±0.01mmの繰り返し精度、クリーンなキャビネットレイアウト、最新の制御装置という素晴らしいスペックを持つ輸入電気ブレーキを購入しました。書類上はヨーロッパの競合他社に匹敵するものでした。しかし実際には、18ヶ月後に最初のフレームの亀裂が現れました。.
鋼材が粗悪だったからではありません。機械が設置された床の平坦度が調査されておらず、初めて飛行機でやってきた作業員が設置し、彼らが試運転したことのない気候環境下だったからです。メーカーは500マイル(約800km)圏内に他に1台も機械を納入していませんでした。.
パンフレットに書かれている通り、すべてのプレスブレーキは「オーダーメイド」です。それは事実です。トン数、喉の深さ、金型の積み重ねなど、どれ一つとして普遍的なものはありません。しかし、その調整は、誰か近くの人間がすでにそのパターンで苦労した経験があって初めて機能するのです。.
ローカルリファレンス(地域での実績)テストは簡単です。「車で1日以内に行ける場所で稼働している、この正確なシリーズの機械を3台見せてください。そのオーナーと話をさせてください」と言うだけです。“
別の州にある旗艦モデルの300トン機ではありません。同じ親会社の姉妹レーザー加工機でもありません。同じブレーキ、同じ制御世代、同じ油圧または電気アーキテクチャの機械です。.
なぜか?地域的な密度が非公式なサポートを生むからです。技術者はパターン認識を習得し、スペアパーツは事前に配置され、ファームウェアのバグはあなたが遭遇する前に表面化して修正されます。.
地域初のお客様になるということは、レガシーブランドが新しい制御装置を立ち上げる場合であれ、中堅の輸出業者があなたの市場に参入する場合であれ、あなたがベータテスターになることを意味します。あなたは単に機械を買うのではなく、彼らの学習曲線のコストを負担しているのです。.
それは「失敗は許されない」という考え方です。“
経験から得た知恵:近くの設置先を訪問し、ハネムーン期間を過ぎたオーナーと話すことができないのであれば、あなたは信頼性を買っているのではなく、可能性を買っているに過ぎません。.
保証書が会議のテーブルに置かれます。「2年間の包括的保証」。安全に聞こえます。.
次に、除外事項を読みます。.
消耗品は対象外。電気部品は「メーカーの裁量」でカバー。90日以降の出張費は請求される。ソフトウェアサポートは「標準機能」に限定。突然、その包括的な盾が穴だらけのチーズのように見えてきます。.
以下の3つの故障カテゴリーに注目してください:
1) 高コストな電子機器 – メイン制御ボード、サーボドライブ、安全PLC。これらは部品代と工賃の両方が完全に保証対象ですか?それとも部品代のみで、出張費や診断料は請求されますか?
2) 構造部品 – フレーム、ラム、バックゲージ。保証期間はどれくらいですか?「5年間のフレーム保証」は一般的なマーケティング手法ですが、たわみが仕様を超えた場合の再調整や工賃は含まれていますか?
3) ソフトウェアおよびファームウェア – 制御システムのアップデートによってシステムが起動不能になった場合、復旧作業は保証対象ですか?それとも「有料サポート」扱いですか?
プレミアムなエコシステムブランドは、多くの場合、保証の適用条件として認定メンテナンスの受診や承認済み消耗品の使用を義務付けています。定期点検を怠ったり、サードパーティ製のツールを使用したりすると、保証範囲が狭まります。中堅メーカーは、よりシンプルな条件を提示する一方で、保証期間が短い場合があります。.
問題は、どちらの期間が長いかではありません。どちらの条件がより明確か、ということです。.
現場の真実:ドライブ、ボード、工賃、出張費を明示的にカバーする2年保証の方が、複雑な条件が付随する5年保証よりも安全な場合が多いのです。.
経験から得た知恵:保証規定を前に、メインコントローラーが18ヶ月目に故障した場合、輸送費や工賃を含めて誰が支払うのかを営業担当者に書面で確認し、イニシャル(署名)をもらってください。もし担当者が躊躇するなら、そこにこそ真のリスクプレミアムが隠れています。.
なぜなら、成長段階にある企業にとって、ROI(投資利益率)はロゴのブランド力やエコシステムの深さで決まるものではないからです。それは、何かが故障したときに(「もし」ではなく「いつか」)、どれだけ早く稼働を再開できるかで決まるのです。.
技術的な同質性が一般的であり、ダウンタイムによる経済的損失は個別の問題であると受け入れたとき、残された唯一の合理的な行動は、自社の成長軌道に合わせて、許容できるサポートリスクのレベルに応じた段階的な意思決定フレームワークを構築することです。.
サポート体制はレバー(梃子)のようなものです。そのレバーを、自社の工場が実際に持ち上げる負荷に合わせて調整する必要があります。.
多くの経営者はトン数やベッド長で考えがちですが、私は「リスクへの露出度」で考えることをお勧めします。そのラム(機械)が1日あたりいくらの収益を生み出しており、それが停止した際にどれほどの損失が出るのかを考えるのです。1台のプレスブレーキを稼働率70%で運用している6人規模のジョブショップと、2交代制でレーザーカットされたブランク材を同期セルに供給している40人規模の工場では、同じ機械カテゴリーであってもダウンタイムに対する許容度が異なります。.
つまり、フレームワークは「ブランド優先」ではなく「リスク優先」であるべきです。意思決定を「機械1台あたりの日次収益」「バックログの弾力性(顧客は待てるか?)」「その特定のモデルに対する地域のサポート密度」という3つの変数で構成してください。これら3つが揃ったとき、ロゴに関係なく「最も安全な」ランクが自ずと明らかになります。.
成長中のSME(中小企業)にとって、実際にROIのスイートスポットとなるのはどのランクでしょうか?
例えば、主に薄板ステンレス、アルミ筐体、医療用ブラケットの曲げ加工を行う8〜15人規模の加工工場を想定してみましょう。ここでは再現性が重要であり、±0.01mmクラスの電動サーボブレーキが威力を発揮します。組立工程とスペースを共有しているなら、75dB以下の静かな動作も重要です。床に油が漏れるような油圧式は適していません。.
現在、中堅クラスの電動メーカーは、大手ブランドと同じクラスのサーボドライブやリニアエンコーダーを採用しています。これはコモディティ化(一般化)です。「ブランド税」のチェックとして、単純な問いを投げかけてみてください。もしドライブ、エンコーダー、安全PLCのメーカーと定格が同じなら、一体何に対して2倍の価格を支払っているのでしょうか?
多くの場合、それはエコシステムの洗練度、ブランド化されたソフトウェア層、そしてグローバルなショールームによるものです。彼らはグローバルなマーケティング、地域のショールーム、そして航空宇宙産業の主要企業並みの規模を持つ企業R&D体制を支えています。.
しかし、保護は精度ではありません。.
この規模の工場にとって、透明性の高いコンポーネント、地域で在庫されているドライブ、そして3つの地域的な導入実績を持つミドルクラスの電動式の方が、通常はより早い投資回収を実現します。取得コストが低く、公差は同等で、保証規定もシンプルです。サーボが故障しても、海外からのシリアル化されたモジュールを待つのではなく、地域の販売代理店に電話をすれば済むからです。.
経験から学ぶ知恵:スイートスポットが存在するのは、材料の組み合わせが一定の範囲内に収まっている場合だけです。定格デューティサイクルを超えて厚い構造用プレートの加工を始めれば、電動式の利点は過負荷アラームと早期摩耗へと消え去ってしまいます。.
では、生産量や材料の範囲が変化した場合はどうなるのでしょうか?
ここで2つの道筋を想像してみてください。.
第一に、予測可能な部品を扱い、厚い高張力鋼を使用し、最低でも2交代制で稼働する大量生産の自動車部品サプライヤーです。ダウンタイムは単なる不便ではなく、契約違反となります。ここでは、油圧システムが依然としてその価値を発揮します。油圧は過負荷に対する耐性が高く、ボールねじの限界を気にすることなく、幅広い板厚の変化に対応できます。制御エコシステムは、特にプレミアムブランドの場合、ロボットセルや工場のMES(製造実行システム)とより緊密に統合されている可能性があります。.
この環境では、プレミアム価格を支払うことは合理的と言えます。それはブランドのためではなく、冗長性、全社的な部品共有、そしてサービス契約に明記された技術者の確実な対応のためです。あなたはリスクの移転を購入しているのです。.
第二に、週に30種類の部品番号を見積もり、5個から200個のバッチを扱う多品種少量生産のジョブショップです。材料は16ゲージから時折の1/4インチまで多岐にわたります。柔軟性と段取り替えの速さが利益を生みます。ここでは、過剰スペックの油圧トン数は死蔵資産となります。消費電力は増え、騒音は増え、メンテナンスの複雑さも増します。.
ミドルクラスの電動式、あるいはサポート体制の整ったミドルクラスの油圧式が選ばれることが多いのは、それが力任せではなく、変動性に対応しているからです。待機コストは低く、ラムの反転は速く、社内の技術者が実際に扱えるシンプルなメンテナンスルーチンで済みます。.
それは「失敗は許されない」という考え方です。“
自動車工場にとって「間違い」とは出荷の遅延を意味します。ジョブショップにとって「間違い」とは、決して収益化できない能力に現金が縛り付けられることを意味します。.
目標は同じ、安定したROI(投資利益率)です。しかし、リスクと過剰能力に対する許容度が異なります。.
そこで、法廷での尋問のような瞬間が訪れます。.
営業担当者は証言します。コンポーネントと物流は証拠です。あなたの仕事は反対尋問です。.
質問1:「メインのサーボドライブ、コントローラー、安全PLCの正確なメーカー名と型番を教えてください。それらはオープンマーケットのコンポーネントですか?また、他に誰が現地で修理対応していますか?」“ 答えが「独自の高性能モジュール」のように曖昧であれば、将来のボトルネックを見つけたことになります。透明性は選択肢があることを示し、選択肢があることはダウンタイムのリスクを低減します。.
質問2:「このシリーズと全く同じ機械を、車で1日以内の距離にある3箇所教えてください。また、故障しやすい上位5つの部品がどこに在庫されているか教えてください。」“ 本社ではありません。別のモデルでもありません。この機械です。サポートの密度はパンフレットの数値ではなく、地理的な事実です。.
質問3:「18ヶ月目にメインの制御基板が故障した場合、送料、人件費、出張費は誰が負担しますか?また、再び曲げ加工ができるようになるまで何日かかりますか?」“ 数字を提示させてください。範囲でも構いません。自信がどれほど早く「条件付きの言い回し」に変わるかを見てみましょう。.
ここから得られる、一見すると分かりにくい教訓はこうです。メーカーのランクは、あなたの野心ではなく、リスクへの露出度に合わせて選ぶべきだということです。初期段階や成長中の中小企業は、安心感を得るために「名声」を買うことがよくあります。しかし実際には、自社の10倍の規模の企業向けに構築されたインフラに対して対価を支払っているに過ぎません。.
最も安全なプレスブレーキとは、最も有名なロゴが付いたものではありません。その部品、サポートネットワーク、そして許容誤差の範囲が、あなたの収益モデルと合致しているものこそが、最も安全な選択肢なのです。.
機械を「トロフィー」ではなく「リスク管理ツール」として見れば、あらゆるパンフレットの読み方が変わってくるはずです。.


















