

La cita que más escucho en las reuniones de compra no trata sobre tonelaje o repetibilidad del tope trasero. Es esta: “No podemos permitirnos estar equivocados.”
El propietario lo dice mientras señala una prensa plegadora de gama media con accionamientos Siemens y un CNC europeo conocido. Luego rodea con un círculo la partida de Amada o Trumpf que cuesta $120,000 más y la llama “la apuesta segura”. Nadie ha comparado la resolución del codificador. Nadie ha preguntado quién fabricó los servopaquetes. El logotipo cerró el caso antes de que se presentaran pruebas.
Ese reflejo solía tener sentido. Ya no lo tiene.
Toma dos prensas plegadoras modernas de 8 ejes en una sala de exhibición. Ambas utilizan sistemas servoeléctricos de bucle cerrado. Ambas emplean codificadores lineales con retroalimentación a nivel de micras. Ambas afirman una repetibilidad dentro de unas pocas milésimas de pulgada. Una cuesta lo mismo que un edificio pequeño; la otra deja seis cifras sobre la mesa.
¿Dónde, exactamente, se esconde la precisión adicional?
Cuando audito estas máquinas, no empiezo por la pintura. Abro el gabinete. Accionamientos servo de Bosch Rexroth. Siemens. Yaskawa. Los mismos proveedores industriales que venden a nivel mundial. Codificadores de alta resolución de los mismos pocos fabricantes. Husillos a bolas rectificados con precisión, fabricados según normas ISO que no se preocupan por la lealtad a la marca.
Verdad de taller: si la arquitectura de control de movimiento es materialmente similar, el techo de precisión está determinado en gran medida por la clase de los componentes y la disciplina de calibración, no por la insignia en la puerta.
Las marcas de legado invierten absolutamente en I+D. Trumpf posee cientos de patentes. La serie servoeléctrica EGB de Amada logra impresionantes velocidades de aproximación y bajas tasas de defectos. Esos son logros reales. Pero para un taller pequeño o mediano que dobla soportes de acero dulce de 10 pies de longitud, la pregunta no es si una máquina insignia puede superar a las demás, sino si ese rendimiento adicional se refleja en tus facturas.
La mayoría de las veces, no lo hace.

El mercado norteamericano de prensas plegadoras está dominado por cinco marcas principales que controlan aproximadamente la mitad de la cuota. Ese dominio no ocurrió por accidente. Se basa en redes de distribuidores, centros de formación, instalaciones de demostración llamativas y una presencia de ventas en cada corredor industrial.
Esa infraestructura cuesta dinero.
Cuando un taller se inclina automáticamente por un logotipo de legado, no solo está comprando un ariete y un tope trasero. Está financiando marketing global, salas de exposición regionales y una maquinaria corporativa de I+D dimensionada para los grandes contratistas aeroespaciales. Para algunos compradores, esa protección contra la duda vale la pena.
Pero la protección no es precisión.
De las cicatrices a la sabiduría: he visto talleres pagar un sobreprecio por una “precisión sin compromiso” y luego trabajar con tolerancias de ±0.010 todo el día porque su soldadura posterior no puede mantener una precisión mayor de todos modos. La máquina era capaz de trabajo quirúrgico. El proceso no lo era.
Entonces, ¿qué ocurre después de la venta, cuando esa máquina premium necesita atención?
Abre una factura de servicio de un ecosistema propietario y verás las matemáticas reales. Placas de control personalizadas. Licencias de software específicas de la marca. Solo técnicos certificados. Tiempo de viaje facturado a tarifas premium.
Si falla el amplificador del servomotor en una máquina de gama media que usa componentes industriales de disponibilidad amplia, existen múltiples rutas de servicio. En una plataforma propietaria estrictamente controlada, las opciones se reducen rápidamente. No solo estás comprando precisión: estás comprometiéndote con una cadena de suministro.
Ese bloqueo tenía sentido cuando la brecha tecnológica era amplia. Cuando solo un puñado de fabricantes podía controlar de manera confiable la sincronización multieje a alta velocidad, pagabas por la tribu con el mejor arsenal.
Pero si la tecnología de movimiento central ahora está ampliamente disponible, ¿en qué exactamente estás bloqueado—en una flexión superior o en una marca superior?

Una vez revisé los registros de producción de un taller que operaba una prensa plegadora servoeléctrica insignia de 100 toneladas, capaz de alcanzar velocidades de cilindro impresionantes y cambio de herramienta automatizado. Una máquina impresionante. ¿Trabajo promedio? Paneles de acero dulce calibre 14 en lotes de 40.
El cambiador automático de herramientas permanecía inactivo. Los algoritmos de plegado con IA nunca salían del modo básico. Las ganancias en tiempo de ciclo recortaban segundos en trabajos ya limitados por la carga manual.
Habían comprado capacidad aeroespacial para márgenes de HVAC.
Este es el cambio cognitivo que importa: deja de preguntar, “¿Es esta la mejor máquina disponible?” y comienza a preguntar, “¿Qué capacidad medible genera ingresos en mi flujo de trabajo?”
Las marcas tradicionales aún construyen equipos excelentes. Pero la excelencia más allá de tu modelo de ingresos no es seguridad—es sobrecosto.
Y si una precisión comparable ahora se puede lograr sin el recargo por prestigio, ¿qué cambió en la tecnología subyacente para hacer posible esa paridad?
En 2005, si querías una sincronización multieje de alta resolución en una prensa plegadora—control de lazo cerrado real con retroalimentación de codificador a nivel de micrones—comprabas de una lista corta de fabricantes europeos y japoneses de accionamientos. La integración era difícil. La calibración era conocimiento tribal. Un paquete de servo deficiente significaba oscilación al final del recorrido y chatarra en el pallet.
Avancemos en el tiempo. Hoy, Bosch Rexroth, Yaskawa, Siemens, Mitsubishi—y cada vez más Inovance y Estun—venden plataformas de servos modulares con rutinas de autoajuste, codificadores de 24 bits y compatibilidad con fieldbus, todo directamente del catálogo. No personalizados. De catálogo.
Ese es el cambio.
Cuando el hardware de movimiento esencial—motor, accionamiento, codificador, lazo de control—se vuelve globalmente accesible para cualquiera con volumen de compra, la precisión deja de ser una ventaja nacional y se convierte en una decisión de abastecimiento. La pregunta pasa de “¿Quién lo fabricó?” a “¿Qué tiene dentro?”
Y una vez que abres el gabinete, el encanto se desvanece rápidamente.
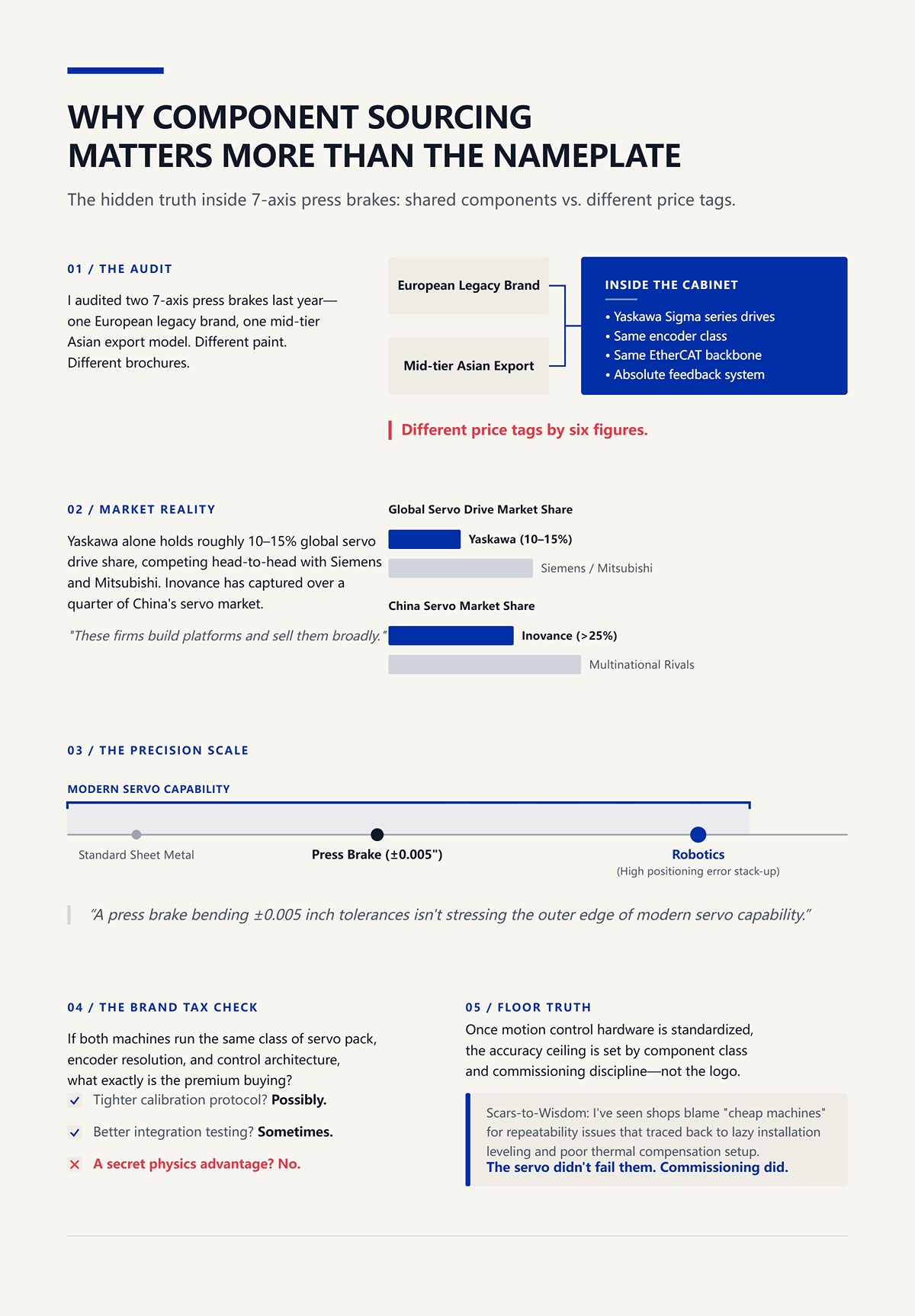
El año pasado audité dos prensas plegadoras de 7 ejes—una marca europea tradicional, un modelo de exportación asiático de gama media. Pintura diferente. Folletos diferentes. Dentro del gabinete eléctrico: accionamientos de la serie Sigma de Yaskawa en ambas. Mismo tipo de codificador. Misma red de comunicación EtherCAT. Mismo estilo de sistema de retroalimentación absoluta.
Etiquetas de precio diferentes por seis cifras.
Yaskawa por sí sola mantiene aproximadamente entre el 10 y el 15 % de la cuota mundial de servodrives, compitiendo directamente con Siemens y Mitsubishi. Estas empresas no fabrican accionamientos exclusivamente para fabricantes de prestigio; construyen plataformas y las venden ampliamente. Estun, antes vista como un proveedor nacional chino, ahora produce sistemas servo utilizados en robots y máquinas herramienta en todo el mundo. Inovance ha capturado más de una cuarta parte del mercado de servos en China—frente a rivales multinacionales—al fabricar accionamientos de alto rendimiento que satisfacen las demandas de automatización industrial a gran escala.
Esa escala importa.
Porque cuando un fabricante de accionamientos suministra al sector de la robótica—donde los errores de posicionamiento se acumulan rápidamente—los requisitos de precisión superan lo que la mayoría de los talleres de chapa metálica jamás necesitarán. Una prensa plegadora con tolerancias de ±0.005 pulgadas no está llevando al límite la capacidad de los servos modernos.
Así que ejecutamos The Brand Tax Check. Si ambas máquinas utilizan la misma clase de paquete servo, la misma resolución de codificador y una arquitectura de control similar, ¿qué exactamente se está pagando con la prima? ¿Un protocolo de calibración más estricto? Posiblemente. ¿Mejor prueba de integración? A veces. Pero no una ventaja secreta de física.
Verdad de piso: una vez que el hardware de control de movimiento se estandariza, el límite de precisión viene determinado por la clase de componente y la disciplina de puesta en marcha, no por el logotipo en el pistón.
Cicatrices a sabiduría: he visto talleres culpar a “máquinas baratas” por problemas de repetibilidad que se remontaban a una nivelación de instalación descuidada y a una mala configuración de compensación térmica. El servo no les falló. Lo hizo la puesta en marcha.
Pero la precisión no es el único campo de batalla. El consumo de energía cuenta su propia historia.
Entra en una prensa hidráulica con motor de velocidad constante y lo oirás: la bomba gimiendo a toda potencia, se mueva o no el pistón. Mídelo con un amperímetro de pinza y verás una demanda constante incluso en reposo.
Ahora compáralo con un sistema servoeléctrico moderno o servo-hidráulico híbrido. El motor solo se acelera cuando se requiere movimiento. El consumo en reposo cae drásticamente. Algunos fabricantes afirman reducciones energéticas que se acercan al 30–40% respecto de los sistemas hidráulicos convencionales. El número exacto depende del ciclo de trabajo, pero el mecanismo es sencillo: potencia bajo demanda, no potencia en espera.
Aquí es donde la geografía importa.
Asia-Pacífico representa la mayor parte del crecimiento del mercado global de motores y accionamientos servo en los últimos años. Ese crecimiento está impulsado por la adopción de la robótica, los densos conglomerados de fabricación y objetivos agresivos de eficiencia. Cuando tu mercado local instala cientos de miles de ejes servo al año, la eficiencia incremental no es un argumento de marketing, es margen.
Las marcas europeas tradicionales ciertamente invierten en I+D. Pero los fabricantes asiáticos de gran volumen operan en un entorno donde recortar kilovatios a escala se acumula rápidamente. La eficiencia energética se convierte en un arma competitiva, no en un eslogan de sostenibilidad.
Y para una pyme que trabaja dos turnos, la electricidad no es algo abstracto. Es gasto fijo.
Cicatrices a sabiduría: un taller que analicé ahorró lo suficiente cada año gracias a la reducción del consumo hidráulico al cambiar a sistemas híbridos servo como para financiar el mantenimiento preventivo por completo. No compraron prestigio. Compraron menor fricción operativa.
Lo que plantea una pregunta más difícil. Si el hardware de eficiencia y precisión está disponible globalmente, ¿cómo se distingue a los fabricantes de grado de exportación de los ensambladores solo nacionales?
No todos los fabricantes de nivel medio se crean iguales. Algunos ensamblan máquinas con componentes decentes pero recortan costos en estándares de cableado, cumplimiento de resguardos o documentación. Eso no es mercantilización, eso es ruleta.
Los fabricantes de grado de exportación se delatan de maneras más discretas.
Abre el gabinete y busca arneses de cableado etiquetados, componentes que cumplan con UL o CE, una arquitectura de puesta a tierra adecuada, espacios de gestión térmica alrededor de los accionamientos. Verifica si el CNC admite interfaces multilingües y circuitos de seguridad reconocidos globalmente. Pide pruebas documentadas de repetibilidad, no solo tolerancias de folleto.
Los fabricantes que se orientan a Europa o Norteamérica —nombres como LONGBOW o Hunsone en el segmento medio— tienden a especificar marcas de servos reconocidas internacionalmente, publicar documentación de conformidad y construir con componentes de servicio global. Los ensambladores solo domésticos a menudo no lo hacen. Su mercado no lo exige.
La diferencia no es la nacionalidad. Es la disciplina del mercado objetivo.
Y esa disciplina se revela más tarde, cuando necesitas repuestos en cinco años y descubres si tu accionamiento servo es un SKU global o un huérfano regional.
Pero pongamos a prueba la afirmación principal. Incluso con marcas de servomotores idénticas, ¿pueden los sistemas de gama media igualar verdaderamente la repetibilidad europea bajo carga?
Imagina desmontar dos máquinas hasta sus fundamentos: mismos paquetes de servomotores Yaskawa, misma clase de codificadores lineales, tonelaje de bastidor similar, velocidad de interpolación CNC comparable. Instrumentas ambas con indicadores de carátula y realizas 500 ciclos a carga nominal, midiendo la variación en el punto muerto inferior.
Si la repetibilidad diverge, la causa no será la nacionalidad del servomotor. Será la rigidez del bastidor, la estabilidad térmica, la calidad del husillo de bolas o la metodología de calibración.
Y esos son variables de ingeniería, no propiedades místicas de la marca.
Las marcas europeas de legado a menudo destacan en diseño de bastidor y durabilidad a largo plazo. Eso es real. Soldaduras más pesadas, procesos de alivio de tensiones más refinados, tolerancias de mecanizado más estrictas. Con los años, eso se transforma en reputación.
Pero los fabricantes exportadores de gama media han cerrado gran parte de esa brecha utilizando análisis de elementos finitos en el diseño del bastidor, adquiriendo husillos de bolas rectificados con precisión según normas ISO y combinándolos con la misma clase de sistemas de retroalimentación de alta resolución. Cuando el bucle del servomotor puede corregir en tiempo real según la entrada del codificador, la variación mecánica menor se compensa de forma activa.
Así que el veredicto no es que todas las máquinas sean iguales.
Es más estrecho—y más incómodo para los compradores de prestigio.
Cuando la tecnología central de servomotores se volvió accesible globalmente, la precisión dejó de ser un club exclusivo y se convirtió en un ejercicio de integración. Las marcas de legado aún se diferencian por su ecosistema, redes de servicio y aplicaciones de vanguardia extrema. Están respaldando el marketing global, los salones regionales y una máquina corporativa de I+D del tamaño de los grandes del sector aeroespacial. Para algunos talleres, ese aislamiento se siente seguro.
Pero la protección no es precisión.
Para la PYME moderna, la pregunta más inteligente no es “¿Qué marca ocupa el primer lugar?” sino “¿Qué tolerancia exige realmente mi flujo de trabajo—y qué conjunto de componentes transparentes lo proporciona sin un recargo de prestigio?” En la práctica, eso significa evaluar sistemas completamente basados en CNC diseñados en torno a escenarios reales de doblado, integración con procesos de chapa metálica anteriores y posteriores, y repetibilidad medible en las piezas que realmente produces. Soluciones como la prensa plegadora CN-HAWE están construidas alrededor de esta mentalidad enfocada en la capacidad—priorizando precisión, compatibilidad con automatización y rendimiento escalable por encima del valor de la insignia—así inviertes en resultados documentados, no solo en reputación.
Si el hardware de los servomotores y la precisión central están disponibles globalmente, entonces la prima no puede esconderse en la carcasa del motor. Tiene que demostrarse en qué tan bien la máquina se adapta a tu trabajo real.
Ahí es donde la mayoría de las PYMEs se confunden. Entran al tribunal preguntando “¿Quién es #1?” como si esto fuera un concurso de belleza, y los folletos se alinean como testigos pulidos: cifras de repetibilidad en micras, bastidores brillantes, discursos sobre herencia aeroespacial. Pero los ingresos no se preocupan por los rankings. Los ingresos se preocupan por si tu máquina cumple tu banda de tolerancia, día tras día, en las piezas que realmente envías.
Otra pregunta. Otro veredicto.
Cuando audito un taller, no empiezo con nombres de marca. Empiezo con calibradores y una pila de órdenes de trabajo recientes. ¿Qué espesores predominan? ¿Qué longitudes de doblado? ¿Qué tolerancias angulares provocan retrabajo? Una máquina que puede mantener ±0.005 mm en el papel no significa nada si tus clientes rechazan piezas con ±0.3 grados de variación angular, no error de profundidad lineal. La tolerancia que importa es la que está ligada a tus facturas.
Y una vez que lo enfocas de esa manera, la prima por prestigio debe justificarse frente a tu banda de tolerancia, no frente a un logotipo.
La rigidez no es un lema. Es deflexión bajo carga.
Toma dos talleres. Uno dobla carcasas de acero inoxidable de 1,2 mm todo el día. El otro alterna entre soportes de acero dulce de 3 mm y pestañas estructurales ocasionales de 10 mm. Misma clase de servomotor. Misma resolución de codificador. Exigencias completamente diferentes para el bastidor.
Los sistemas servoeléctricos brillan en trabajos de alta repetición y calibres ligeros. Control preciso, bajo consumo de energía, deriva hidráulica mínima. Pero empújalos hacia materiales estructurales más gruesos y te toparás con un muro—no de software, sino de física. Los accionamientos eléctricos pueden comandar la posición con una precisión exquisita; no pueden compensar un bastidor que se flexiona más allá de su ventana de diseño.
Los sistemas hidráulicos, especialmente en bastidores pesados heredados, aún dominan las aplicaciones de fuerza bruta por una razón. El aceite bajo presión no se preocupa por los ciclos de marketing. Entrega tonelaje a través de un espectro de materiales más amplio, y la masa de esos bastidores absorbe cargas de impacto que harían que las estructuras más ligeras se quejen.
Aquí está el error que veo: una pyme compra una máquina con toneladas de más de una marca prestigiosa “por si acaso.” La máquina pasa el 90 % de su vida doblando chapa delgada, arrastrando una capacidad estructural que raramente usa. Capital inmovilizado. Espacio ocupado. Consumo energético más alto de lo necesario.
Sobredimensionar para “asegurar el futuro” suele significar pagar de más por un futuro que nunca llega.
Cicatrices convertidas en sabiduría: he visto más tiempo de inactividad por eléctricos livianos sobrecargados y más capital desperdiciado en hidráulicos pesados infrautilizados que por defectos de marca. Adapta el bastidor al metal para el que realmente haces órdenes de compra, no al metal sobre el que fantaseas con ofertar.
¿Y si tus piezas ni siquiera requieren tolerancias aeroespaciales desde el principio?
Es esto: “No podemos permitirnos estar equivocados.”
Esa frase impulsa más compras excesivas que cualquier representante de ventas. Los propietarios imaginan ese único trabajo que exige precisión extrema y especifican una máquina basándose en ese hipotético, en lugar del 80 % del trabajo que realmente paga las cuentas.
Hagamos un experimento mental simple. Números hipotéticos, pero dinámicas realistas. Supón que la Máquina A sostiene una repetibilidad de ±0,005 mm y cuesta un 30 % más. La Máquina B mantiene ±0,02 mm de forma confiable y cuesta menos. Tus piezas típicas toleran ±0,1 mm en profundidad de doblado antes de que la variación de ángulo se convierta en un problema de desperdicio.
¿Qué máquina produce más ganancia por dólar invertido?
Si la Máquina B cumple la tolerancia sin dramas—sin perseguir derivas, sin recalibración constante, sin acrobacias de software—entonces la precisión extra de la Máquina A es una capacidad sin uso. Pagaste por margen que nunca alcanzas. Y a menudo, cuanto más ajustado el sistema, más sensible es a la disciplina de configuración, capacitación del operador y actualizaciones de software. El control avanzado es poderoso, pero en un taller mal capacitado se convierte en tiempo muerto con una pantalla táctil.
Suficientemente bueno, cuando está verdaderamente alineado con tu especificación, no es mediocridad. Es margen.
La analogía judicial importa aquí. Las afirmaciones de marketing son testimonio. Tu acumulación de tolerancias y tasa de retrabajos son evidencia. El veredicto es el retorno de inversión, no los derechos de presumir.
Pero la precisión hoy ya no trata solo de acero y soldaduras, ¿verdad?
Solíamos perseguir la masa. Bastidor más pesado, placas laterales más gruesas, más tonelaje. El dominio mecánico era el camino hacia la consistencia.
Ahora el bucle servo hace parte de ese trabajo.
El control de bucle cerrado—donde los codificadores retroalimentan datos de posición en tiempo real al accionamiento—significa que la máquina se corrige a sí misma en cada ciclo. La variación mecánica menor se mide y compensa en milisegundos. La precisión se convierte en un problema de software superpuesto a la integridad mecánica.
Eso cambia dónde vive la diferenciación.
Si dos máquinas comparten paquetes de servos y clases de codificadores comparables, las diferencias significativas se trasladan a la calidad de integración: qué tan bien está ajustado el algoritmo de control, qué tan limpia es la arquitectura del cableado, qué tan estable se mantiene la gestión térmica alrededor de los accionamientos durante un turno largo. No es glamoroso. Pero es decisivo.
Y aquí es donde todavía se puede justificar un precio premium —si el fabricante demuestra una integración superior, rigor en la puesta en marcha y soporte a largo plazo. No por nacionalidad. No por legado. Porque el sistema se comporta de manera predecible bajo tu perfil de carga, con tus operadores, a lo largo de los años.
Pero la protección no es precisión.
Están financiando el marketing global, las salas de exposición regionales y una maquinaria corporativa de I+D del tamaño de los principales contratistas aeroespaciales. Si no trabajas con tolerancias aeroespaciales ni con células de automatización que requieren ese ecosistema, entonces la pregunta cambia otra vez: ¿estás pagando por una precisión impulsada por software que escalarás en el futuro o por una complejidad de software con la que lucharás?
Esa es la siguiente bifurcación en el camino.
Un taller en el Medio Oeste compra una plegadora de 135 toneladas de una marca europea tradicional. El folleto dice “lista para Industria 4.0”. Dos años después, quieren seguimiento de trabajos en tiempo real conectado a su ERP y retroalimentación automatizada de programas de doblado desde el piso. La respuesta del OEM: un módulo de software, un dispositivo de pasarela, instalación certificada de fábrica y soporte de integración.
Cotización total: poco más de $60,000.
Nada cambió en el bastidor. Nada en el paquete de servos. Esta es una puerta de software que siempre estuvo allí, pero bloqueada tras un muro de pago.
Así que cuando una pyme me pregunta si vale la pena la integración premium en su etapa de crecimiento, no empiezo con filosofía. Empiezo con una llave inglesa y un diagrama de cableado. ¿Qué es nativo? ¿Qué está licenciado? ¿Qué requiere la aprobación de fábrica? Porque la preparación para la automatización no es una característica de logotipo. Es una decisión de arquitectura que o bien pagaste por adelantado, o bien pagarás más tarde con intereses.
La ganancia aún proviene de la alineación de tolerancias y el ajuste del sistema. La automatización simplemente cambia dónde vive ese “ajuste”.
Abre la puerta del gabinete.
En una máquina de nivel medio que audité el año pasado, el controlador exponía protocolos industriales estándar —Ethernet/IP y OPC UA— desde el primer momento. Eso significa que la máquina puede publicar datos de producción, estados de alarma y recuentos de ciclos directamente en una red de planta sin middleware propietario. Tu integrador escribe el enlace una vez. Estás en línea.
¿En la unidad tradicional junto a ella? Misma clase de servodrives. Misma resolución de codificador. Pero la capa de datos estaba bloqueada dentro del ecosistema del OEM. Para extraer métricas de producción significativas se requería su pasarela de marca y una licencia anual de software.
Aquí es donde “lista para Industria 4.0” se convierte en la Verdad del Piso: software costoso que tal vez nunca uses completamente.
Ahora pon eso a prueba. Hay casos en los que pagar por ese ecosistema tiene sentido. Si operas múltiples máquinas de la misma marca en varios continentes, y el departamento de TI corporativo quiere un solo panel con actualizaciones centralizadas, el precio premium compra uniformidad. Eso no es superficial. Eso es gobernanza.
Pero la mayoría de las pymes no operan flotas globales. Están tratando de reducir errores en cotización, rastrear tiempos de ciclo reales y tal vez vincular programas de doblado de regreso a nidos de láser. La guía de integración de MAC-Tech señala reducciones de tiempo de entrega de 20–40% cuando los sistemas ascendentes y descendentes se comunican entre sí. Observa lo que eso implica: la ganancia viene de la conexión del flujo de trabajo, no del pedigrí de la marca.
Si la máquina no puede hablar protocolos abiertos sin un peaje de $60,000, tu reloj de ROI empieza tarde.
De cicatrices a sabiduría: he visto talleres retrasar la integración por años porque la cotización de actualización se sintió como comprar la máquina dos veces. Pide una lista escrita de protocolos de comunicación nativos antes de firmar. Si no está en la especificación base, asume que pagarás más tarde.
Pero las tuberías de datos son inútiles si las personas en el control no pueden hacer funcionar el sistema de manera eficiente.
En un proveedor automotriz, una prensa de freno de alto tonelaje recuperó una inversión de siete cifras en aproximadamente 12 semanas. No porque tuviera una pantalla más bonita. Sino porque redujeron el tiempo de ciclo, el desperdicio y el cambio de troquel mediante una optimización disciplinada del proceso.
El controlador importaba, pero no de la manera en que el marketing sugiere.
Esto es lo que la mayoría de los talleres pasa por alto: la automatización reduce la necesidad de doblado manual altamente calificado, pero aumenta la necesidad de una configuración, inspección y gestión de programas disciplinadas. Un estudio de automatización E-CI hace un punto contundente: las prensas de freno automatizadas requieren mucha menos mano de obra calificada en el pistón, pero la fuerza laboral tiene que hacer la transición. Los operadores se convierten en técnicos de configuración y guardianes de calidad.
Ahora imagina dos interfaces.
El controlador A es visualmente atractivo, muy guiado, oculta la complejidad. El controlador B es menos glamoroso, pero obliga a introducir explícitamente los datos del material, la selección de herramientas y la validación de la secuencia de doblado.
¿Cuál evita la carrera de desperdicio $3,000 a las 2 a.m.?
Una interfaz intuitiva es un impulsor de productividad cuando reduce las pulsaciones de teclas y el tiempo de configuración sin enmascarar parámetros críticos. Se convierte en un cuello de botella cuando crea dependencia de la capacitación en fábrica o de una lógica de programación propietaria que solo entiende un “gurú” interno.
Midwest Engineering Systems entregó una celda robótica de asistencia con capacitación de operador en sitio como un elemento explícito del proyecto. Eso es honestidad. Valoraron la curva de aprendizaje. Algunas marcas premium integran ese costo en los primeros 90 días de propiedad, cuando tu equipo está quemando horas en silencio tratando de comprender una filosofía de control que parece diseñada por ingenieros de software, no por fabricantes.
Pero el aislamiento no es precisión. Un manual grueso y un servicio de ayuda global no garantizan que tu jefe del segundo turno pueda recuperar un programa bloqueado sin esperar a que Europa despierte.
La verdadera pregunta no es “¿Es moderna la interfaz?”. Es “¿Puede mi operador promedio de nivel B manejarla de manera rentable después de una capacitación estructurada?”
Porque si la automatización está impulsada por la escasez de mano de obra, como muestran muchos estudios de casos de FANUC, entonces la supervivencia, no la elegancia, es la métrica. Estás automatizando porque no puedes contratar. El control debe tolerar esa realidad.
Y una vez que el controlador sea funcional, aparece la siguiente limitación.
Una prensa de freno robotizada de LVD demostró producción 24/7 con tiempos de configuración de alrededor de 20 minutos. Eso no es teoría. Es una máquina diseñada desde el principio para coordinarse con un robot—mecánicamente, eléctricamente y en software.
Contrástalo con los talleres que colocan un cobot frente a una prensa convencional como un “primer paso”. Olympus presenta esto como una entrada accesible a la automatización. Está bien. Menor costo. Alivio visible de mano de obra.
Pero aquí está la trampa.
Si la prensa de freno carece de señales de interfaz nativas para robots—intercambios seguros de E/S, llamadas de programa sincronizadas, acceso abierto a API—terminas con un cobot que actúa como un humano muy paciente. Carga y descarga. La prensa aún espera confirmaciones manuales o soluciones de señal torpes.
Has automatizado la mano de obra, no el proceso.
La escalabilidad no se trata solo de los puertos en un control. Se trata de si el fabricante pensó en la coexistencia robótica desde el primer día: lógica de protección, control de versiones de programas, zonas de colisión, capacidad de simulación fuera de línea. Si agregar un robot más adelante requiere abrir el gabinete de control y anular las garantías, esa máquina nunca estuvo lista para la automatización. Solo estaba cerca de la automatización.
Si estás evaluando si tu próxima plegadora realmente escalará hacia una celda robótica—o se convertirá en un costoso proyecto de readaptación—vale la pena comparar arquitecturas antes de firmar. El portafolio CNC 100% de CN-HAWE abarca desde el doblado hasta la automatización completa de chapa metálica, respaldado por I+D dedicada en plegadoras y automatización industrial, haciendo que la estrategia de integración sea parte del diseño de la máquina y no una reflexión posterior. Para hablar sobre los planes robóticos de tu taller, los requisitos de tolerancia y la hoja de ruta de actualización, puedes contactar a CN-HAWE solicitar una consulta técnica o una revisión de cotización.
Y aquí es donde vuelve el Impuesto de Marca. Muchos fabricantes de nivel medio ahora obtienen el mismo tipo de brazos robóticos industriales y PLCs de seguridad que las marcas tradicionales. La diferencia está en si la capa de integración es abierta o propietaria. Si ambos usan hardware comparable, ¿por qué uno cotiza una actualización de automatización de seis cifras mientras que el otro integra la interfaz en la arquitectura base?
Están financiando marketing global, salas de exhibición regionales y una maquinaria corporativa de I+D del tamaño de los grandes del sector aeroespacial.
Si no estás escalando hacia producción multicelda y sin luces en tres años, quizá nunca logres captar la supuesta ventaja de ese ecosistema. Mientras tanto, una máquina de nivel medio con arquitectura abierta y señales de interfaz robótica documentadas mantiene tus opciones vivas sin cobrarte por un futuro que aún no has ganado.
De cicatrices a sabiduría: Prepararse para el futuro no se trata de comprar la celda más avanzada que puedas financiar. Se trata de evitar callejones arquitectónicos sin salida. Haz una pregunta difícil antes de comprar: “Muéstrame una máquina como esta, ya corriendo con un robot, y dime exactamente qué hizo falta para llegar ahí.”
Porque incluso la plegadora más preparada para la automatización se convierte en una escultura costosa si nadie contesta el teléfono cuando la integración lanza una falla a las 3 a.m.
Una plegadora de 135 toneladas permanece inactiva en un taller del Medio Oeste durante ocho días porque falló una placa de control y el reemplazo está “en tránsito desde Europa”. El giro de pago aún se procesa. La nómina sigue corriendo. El cliente aún quiere las piezas.
Ese es el cálculo de retorno sobre la inversión que la mayoría de las pymes omiten cuando preguntan si el “ecosistema completo” propietario justifica la prima de costo. Comparan el precio de compra con las ganancias en tiempo de ciclo. Modelan los ahorros laborales de la automatización. Lo que rara vez modelan son las economías del tiempo de inactividad: ingresos por día × tiempo de recuperación realista × probabilidad de falla en cinco años.
Si tu plegadora aporta $4.000 al día en margen de contribución y tu estructura de soporte permite una parada de diez días cada dos años, acabas de quemar $40.000—antes de contar horas extra, transporte urgente o daño reputacional. Una máquina que no funciona no es una herramienta de precisión. Es un gasto silencioso de nómina.
Prepararse para el futuro evitó el bloqueo arquitectónico. Ahora probamos si la arquitectura de soporte detrás del emblema realmente puede mantener la máquina produciendo ingresos.
He visto dos cotizaciones sobre mi escritorio la misma semana. La marca A promete “diagnóstico remoto en 24 horas.” La marca B garantiza “técnico en sitio en 48 horas.” Ambas suenan tranquilizadoras.
Pero cuando un servo falla gravemente—sin reinicio, sin solución alternativa—el diagnóstico remoto es teatro sin una pieza en un estante a distancia manejable. Y un técnico local es solo una cara comprensiva si la placa de control está retenida en aduanas.
El soporte vive en dos ejes: 1) Tiempo de respuesta hasta manos competentes 2) Disponibilidad física de repuestos críticos
Trázalos juntos o te estarás engañando a ti mismo.
Toma un escenario hipotético realista: un fabricante de nivel medio utiliza servodrives de clase Yaskawa ampliamente disponibles y un PLC de seguridad estándar. Tu distribuidor local de automatización tiene esos variadores en stock porque se usan en líneas de empaquetado y routers CNC en toda la región. Si el OEM responde en 12 horas pero la pieza está a dos horas de distancia, estarás cortando de nuevo para el siguiente turno.
Ahora compáralo con una marca premium que usa un módulo de movimiento propietario. Sí, su línea directa está atendida las 24 horas. Pero el módulo está serializado, bloqueado por firmware y solo se envía desde un almacén central en el extranjero. Aunque la tasa de fallos sea baja, cuando ocurre, tu reloj de inactividad depende de las rutas de transporte internacional.
Están financiando marketing global, salas de exhibición regionales y una maquinaria corporativa de I+D del tamaño de contratistas aeroespaciales principales. Eso no es malo. Simplemente significa que su logística de piezas está optimizada para flotas grandes, no para PYMES con una sola máquina.
Verdad del Suelo: “Red de servicio global” a menudo se traduce como “excelente soporte telefónico más inventario centralizado.”
Cicatrices convertidas en sabiduría: Pide una lista de los diez artículos con mayor índice de fallos en cinco años—variadores, codificadores, placas de control, relevadores de seguridad—y luego haz una pregunta directa: “¿Dónde se almacena físicamente esta pieza para mi región?”
Si la respuesta incluye un pasaporte, incorpora ese costo a tu ROI.
Un taller en el Sureste compró una prensa eléctrica importada con especificaciones impresionantes: repetibilidad de ±0,01 mm, diseño limpio del gabinete, control moderno. En papel, igualaba a los competidores europeos. En la práctica, la primera grieta en el bastidor apareció a los 18 meses.
No porque el acero fuera basura. Sino porque la máquina se instaló sobre un piso que nunca se inspeccionó por planitud, por un equipo que volaba por primera vez, en un clima para el que no habían hecho la puesta en marcha antes. El fabricante no tenía otras máquinas a menos de 800 kilómetros.
Cada prensa plegadora es “hecha a medida”, como dicen los folletos. Cierto. Tonnelaje, profundidad de garganta, configuración de herramientas—nada de eso es universal. Pero la personalización solo funciona si alguien cercano ya ha sangrado sobre el patrón.
La Prueba de Referencia Local es simple: “Muéstrame tres máquinas de esta misma serie funcionando a un día de viaje. Déjame hablar con esos propietarios.”
No una insignia de 300 toneladas en otro estado. No una láser hermana de la misma empresa matriz. La misma prensa. Misma generación de control. Misma arquitectura hidráulica o eléctrica.
¿Por qué? Porque la densidad regional impulsa el soporte informal. Los técnicos adquieren reconocimiento de patrones. Las piezas de repuesto se preposicionan. Los errores de firmware aparecen y se corrigen antes de que tú los encuentres.
Ser el primer cliente regional—ya sea de una marca con legado que lanza un nuevo control o de un exportador de nivel medio que ingresa a tu mercado—significa que eres el sitio beta. No solo estás comprando una máquina. Estás financiando su curva de aprendizaje.
Es esto: “No podemos permitirnos estar equivocados.”
Cicatrices convertidas en sabiduría: Si no puedes visitar una instalación cercana y hablar con un propietario que ya haya pasado la fase de luna de miel, no estás comprando fiabilidad. Estás comprando potencial.
Una hoja de garantía aterriza en la mesa de conferencias. “Cobertura integral de dos años.” Suena seguro.
Luego lees las exclusiones.
Piezas de desgaste no cubiertas. Componentes eléctricos cubiertos “a discreción del fabricante.” Viajes facturados después de 90 días. Soporte de software limitado a “funciones estándar.” De repente, ese escudo integral parece un queso suizo.
Concéntrate en tres categorías de fallos:
1) Electrónica de alto costo – placas de control principales, servomotores, PLCs de seguridad. ¿Están completamente cubiertos las piezas y la mano de obra? ¿O solo las piezas, con el viaje y el diagnóstico facturados aparte?
2) Componentes estructurales – bastidor, ariete, tope trasero. ¿Durante cuánto tiempo? Una garantía de cinco años en el bastidor es una estrategia de marketing común. Pero ¿incluye realineación y mano de obra si la deflexión excede la especificación?
3) Software y firmware – Si una actualización de control bloquea el sistema, ¿está cubierta la recuperación? ¿O eso cuenta como “soporte facturable”?
Las marcas del ecosistema premium suelen vincular el cumplimiento de la garantía a visitas de mantenimiento certificadas y consumibles aprobados. Si se omite un servicio programado o se instalan herramientas de terceros, la cobertura se reduce. Los fabricantes de nivel medio a veces ofrecen términos más simples pero duraciones más cortas.
La pregunta no es cuál dura más. Es cuál es más clara.
Verdad en el suelo: Una garantía de dos años con cobertura explícita en servos, placas, mano de obra y desplazamiento suele ser más segura que un titular de cinco años con condiciones en capas.
De las cicatrices a la sabiduría: Siéntate con la garantía y pide a tu representante de ventas que firme, por escrito, quién paga si el controlador principal falla en el mes 18, incluyendo transporte y mano de obra. Si duda, acabas de encontrar la verdadera prima de riesgo.
Porque en tu etapa de crecimiento, el ROI no se define por el prestigio del logo ni por la profundidad del ecosistema. Se define por la velocidad con la que puedes volver a doblar cuando—aunque no si—algo se rompe.
Y una vez aceptamos que la paridad técnica es común y que la economía del tiempo de inactividad es personal, el único movimiento racional que queda es construir un marco de decisión escalonado que adapte tu trayectoria de crecimiento al nivel de riesgo de soporte que realmente puedes costear.
La arquitectura de soporte es la palanca. Ahora tienes que ajustar esa palanca al peso que realmente levanta tu taller.
La mayoría de los propietarios piensan en tonelaje y longitud de cama. Quiero que pienses en exposición: cuántos dólares de ingreso diario dependen de ese ariete, y cuánto tiempo pueden quedarse quietos antes de que duela. Un taller con 6 personas que maneja un solo freno a capacidad de 70% pertenece a una clase de riesgo diferente que una planta de 40 personas alimentando dos turnos de piezas cortadas con láser en células sincronizadas. Misma categoría de máquina. Diferente tolerancia al tiempo de inactividad.
Así que el marco no se basa en la marca primero. Se basa en el riesgo primero. Organiza tu decisión en torno a tres variables: ingreso diario por máquina, elasticidad de la cartera de pedidos (¿los clientes pueden esperar?) y densidad de soporte local para ese modelo exacto. Cuando esas tres se alinean, el nivel más “seguro” se vuelve obvio, sin importar el logo.
¿Qué nivel realmente alcanza el punto óptimo de ROI para una PYME en crecimiento?
Imagina un taller de fabricación hipotético de 8 a 15 personas que dobla principalmente acero inoxidable de calibre ligero, recintos de aluminio y soportes médicos. La repetibilidad importa: las prensas eléctricas servo de clase ±0.01 mm destacan aquí. El funcionamiento limpio por debajo de 75 dB importa si compartes espacio con montaje. El aceite hidráulico en el suelo, no.
Los fabricantes eléctricos de nivel medio ahora compran la misma clase de servodrives y codificadores lineales que las grandes marcas. Eso es la comoditización. La Verificación del Impuesto de Marca plantea una pregunta simple: si el servodrive, el codificador y el PLC de seguridad comparten el mismo fabricante y clasificación, ¿por qué exactamente estás pagando el doble?
A menudo, se trata del pulido del ecosistema. Capas de software con marca. Salas de exposición globales. Están financiando el marketing global, los showrooms regionales y una maquinaria corporativa de I+D del tamaño de los principales contratistas aeroespaciales.
Pero la protección no es precisión.
Para este tamaño de taller, el modelo eléctrico de nivel medio con componentes transparentes, accionamientos con existencias locales y tres referencias regionales normalmente ofrece un retorno más rápido. Costo de adquisición menor. Tolerancia comparable. Lenguaje de garantía más simple. Si falla un servomotor, llamas a un distribuidor regional, no esperas un módulo serializado del extranjero.
Cicatrices a Sabiduría: El punto óptimo existe solo si tu mezcla de materiales se mantiene dentro de sus límites. Si comienzas a exigir a las placas estructurales gruesas más allá de sus ciclos nominales, las ventajas eléctricas se evaporan en alarmas de sobrecarga y desgaste prematuro.
Entonces, ¿qué ocurre cuando cambia el volumen de producción o el rango de materiales?
Ahora imagina dos caminos.
Primero: un proveedor automotriz de alto volumen que produce piezas predecibles, acero de alta resistencia y grosor, con un mínimo de dos turnos. El tiempo de inactividad no es una molestia; es una violación de contrato. Aquí, los sistemas hidráulicos todavía justifican su costo. Toleran mejor las sobrecargas. Manejan amplias variaciones de espesor sin preocuparse por los límites de los husillos de bolas. El ecosistema de control —especialmente en las marcas premium— puede integrarse más estrechamente con las celdas robóticas y el MES de planta.
En este entorno, pagar la prima puede ser racional. No por el logotipo. Sino por la redundancia, el intercambio de piezas en toda la flota y la respuesta del técnico garantizada en un contrato de servicio. Estás comprando transferencia de riesgo.
Segundo: un taller de alta mezcla que cotiza 30 números de parte por semana, lotes de entre 5 y 200 piezas. El material varía de calibre 16 a ocasionalmente 1/4 de pulgada. La flexibilidad y la velocidad de cambio impulsan el margen. Aquí, la tonelada hidráulica sobredimensionada se vuelve capital muerto. Aumenta el consumo energético. Aumenta el ruido. Aumenta la complejidad del mantenimiento.
La prensa eléctrica de nivel medio o la hidráulica de nivel medio con buen soporte suele ganar porque se alinea con la variabilidad, no con la fuerza bruta. Menor costo en reposo. Inversión del ariete más rápida. Rutinas de mantenimiento más simples que tu técnico interno realmente puede manejar.
Es esto: “No podemos permitirnos estar equivocados.”
Para la planta automotriz, “equivocarse” significa un envío perdido. Para el taller, “equivocarse” significa tener dinero inmovilizado en capacidad que nunca vas a monetizar.
Mismo objetivo: ROI estable. Diferente tolerancia al riesgo y a la sobrecapacidad.
Lo que nos lleva al momento del juicio.
Los representantes de ventas testifican. Los componentes y la logística son las pruebas. Tu tarea es el contrainterrogatorio.
Pregunta 1: “Enumere la marca y el modelo exactos de los principales servodrives, el controlador y el PLC de seguridad. ¿Son componentes de mercado abierto y quién más los da servicio localmente?” Si la respuesta es vaga —“módulo propietario de alto rendimiento”—, has encontrado un cuello de botella futuro. La transparencia indica opcionalidad. La opcionalidad reduce el riesgo de tiempo de inactividad.
Pregunta 2: “Muéstreme tres máquinas de esta misma serie a un día de viaje y dígame dónde se almacenan las cinco piezas con mayor índice de fallos.” No la sede corporativa. No otro modelo. Esta. La densidad de soporte no es un dato de folleto; es un hecho geográfico.
Pregunta 3: “Si mi placa de control principal falla en el mes 18, ¿quién paga el transporte, la mano de obra y el viaje, y cuántos días pasarán hasta que vuelva a estar operativa la prensa?” Haz que den un número. Incluso un rango. Observa lo rápido que la confianza se convierte en calificativos.
La conclusión no obvia es esta: el nivel del fabricante debe escalar con tu exposición, no con tu ambición. Las pymes en etapa temprana y de crecimiento medio suelen comprar prestigio para sentirse protegidas. En realidad, están pagando por una infraestructura diseñada para empresas diez veces más grandes.
La prensa plegadora más segura no es la que tiene el logo más famoso, sino la que cuenta con componentes, red de soporte y banda de tolerancia que se alinean con tu modelo de ingresos.
Una vez que ves las máquinas como instrumentos de riesgo en lugar de trofeos, cada folleto se lee de manera diferente.


















