

The quote I hear most in buying meetings isn’t about tonnage or backgauge repeatability. It’s this: “We can’t afford to be wrong.”
The owner says it while pointing at a mid-tier press brake with Siemens drives and a familiar European CNC. Then he circles the Amada or Trumpf line item that’s $120,000 higher and calls it “the safe bet.” Nobody has compared encoder resolution. Nobody has asked who built the servo packs. The logo closed the case before evidence was entered.
That reflex used to make sense. It doesn’t anymore.
Take two modern 8-axis press brakes on a showroom floor. Both run closed-loop servo-electric systems. Both use linear encoders with micron-level feedback. Both claim repeatability within a few thousandths of an inch. One costs the price of a small building; the other leaves six figures on the table.
Where, exactly, is the extra precision hiding?
When I audit these machines, I don’t start with the paint. I open the cabinet. Servo drives from Bosch Rexroth. Siemens. Yaskawa. The same industrial suppliers selling globally. High-resolution encoders from the same handful of manufacturers. Precision-ground ball screws built to ISO standards that don’t care about brand loyalty.
Floor Truth: if the motion control architecture is materially similar, the accuracy ceiling is largely set by component class and calibration discipline—not by the badge on the door.
Legacy brands absolutely invest in R&D. Trumpf holds hundreds of patents. Amada’s servo-electric EGB series hits impressive approach speeds and low defect rates. Those are real achievements. But for a small or mid-sized shop bending mild steel brackets at 10-foot lengths, the question isn’t whether a flagship machine can outperform—it’s whether that extra performance shows up on your invoices.
Most of the time, it doesn’t.

North America’s press brake market is dominated by five major brands controlling roughly half the share. That dominance didn’t happen by accident. It’s built on dealer networks, training centers, glossy demo facilities, and a sales presence in every industrial corridor.
That infrastructure costs money.
When a shop defaults to a legacy logo, they’re not just buying a ram and a backgauge. They’re underwriting global marketing, regional showrooms, and a corporate R&D machine sized for aerospace primes. For some buyers, that insulation from doubt is worth it.
But insulation isn’t precision.
Scars-to-Wisdom: I’ve seen shops pay a premium for “zero compromise accuracy” and then run ±0.010 tolerances all day because their downstream welding can’t hold tighter anyway. The machine was capable of surgical work. The process wasn’t.
So what happens after the sale, when that premium machine needs attention?
Open a service invoice from a proprietary ecosystem and you’ll see the real math. Custom control boards. Brand-specific software licenses. Certified technicians only. Travel time billed at premium rates.
If the servo amplifier fails on a mid-tier machine using widely available industrial components, multiple service paths exist. On a tightly controlled proprietary platform, options narrow fast. You’re not just buying precision—you’re committing to a supply chain.
That lock-in made sense when the technology gap was wide. When only a handful of manufacturers could reliably control multi-axis synchronization at speed, you paid for the tribe with the best war chest.
But if core motion technology is now widely accessible, what exactly are you locked into—superior bending, or superior branding?

I once reviewed production logs from a shop running a 100-ton servo-electric flagship capable of blistering ram speeds and automated tool change. Impressive machine. Average job? 14-gauge mild steel panels in batches of 40.
The auto tool changer sat idle. The AI bending algorithms never left basic mode. The cycle time gains shaved seconds off jobs already constrained by manual loading.
They had bought aerospace capability for HVAC margins.
This is the cognitive shift that matters: stop asking, “Is this the best machine available?” Start asking, “Which measurable capability generates revenue in my workflow?”
Legacy logos still build excellent equipment. But excellence beyond your revenue model is not safety—it’s overhead.
And if comparable precision is now achievable without the prestige markup, what changed in the underlying technology to make that parity possible?
In 2005, if you wanted high-resolution multi-axis synchronization on a press brake—true closed-loop control with micron-level encoder feedback—you were shopping from a short list of European and Japanese drive manufacturers. Integration was hard. Tuning was tribal knowledge. A bad servo package meant oscillation at the bottom of stroke and scrap on the pallet.
Fast-forward. Today, Bosch Rexroth, Yaskawa, Siemens, Mitsubishi—and increasingly Inovance and Estun—sell modular servo platforms with auto-tuning routines, 24-bit encoders, and fieldbus compatibility off the shelf. Not custom. Catalog.
That’s the shift.
When the core motion hardware—motor, drive, encoder, control loop—becomes globally available to anyone with purchase volume, precision stops being a national advantage and becomes a sourcing decision. The question moves from “Who built it?” to “What’s inside it?”
And once you open the cabinet, the romance drains out fast.
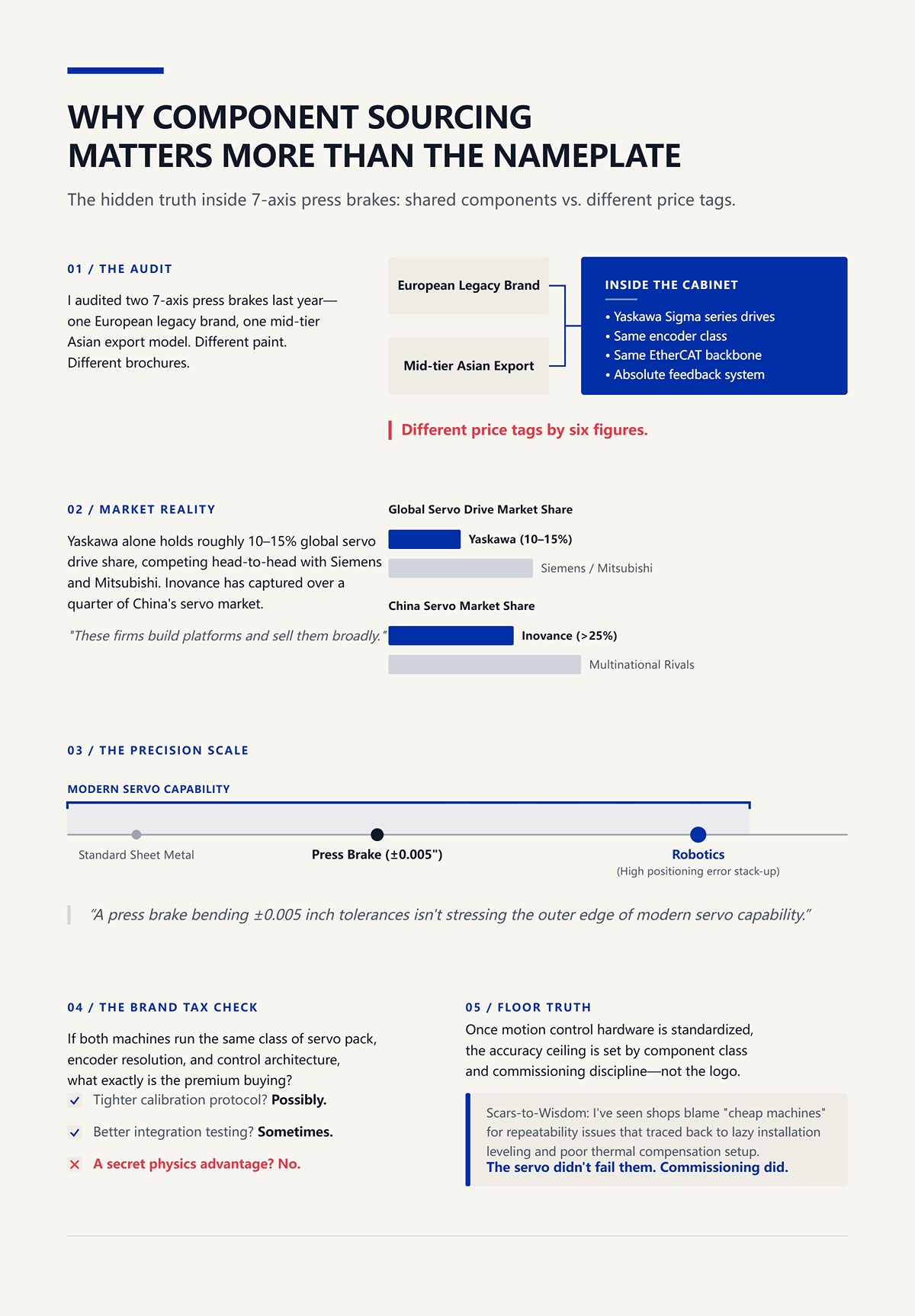
I audited two 7-axis press brakes last year—one European legacy brand, one mid-tier Asian export model. Different paint. Different brochures. Inside the electrical cabinet: Yaskawa Sigma series drives on both. Same encoder class. Same EtherCAT communication backbone. Same style of absolute feedback system.
Different price tags by six figures.
Yaskawa alone holds roughly 10–15% global servo drive share, competing head-to-head with Siemens and Mitsubishi. These firms don’t build drives exclusively for prestige OEMs; they build platforms and sell them broadly. Estun, once viewed as a domestic Chinese supplier, now produces servo systems used in robots and machine tools worldwide. Inovance has captured over a quarter of China’s servo market—against multinational rivals—by building high-performance drives that meet industrial automation demands at scale.
That scale matters.
Because when a drive manufacturer is shipping into robotics—where positioning errors stack up fast—the precision requirements exceed what most sheet metal shops will ever demand. A press brake bending ±0.005 inch tolerances isn’t stressing the outer edge of modern servo capability.
So we run The Brand Tax Check. If both machines run the same class of servo pack, same encoder resolution, similar control architecture, what exactly is the premium buying? Tighter calibration protocol? Possibly. Better integration testing? Sometimes. But not a secret physics advantage.
Floor Truth: once motion control hardware is standardized, the accuracy ceiling is set by component class and commissioning discipline—not the logo on the ram.
Scars-to-Wisdom: I’ve seen shops blame “cheap machines” for repeatability issues that traced back to lazy installation leveling and poor thermal compensation setup. The servo didn’t fail them. Commissioning did.
But precision isn’t the only battlefield. Power consumption tells its own story.
Walk into a hydraulic press brake running a constant-speed motor and you’ll hear it—the pump whining at full tilt whether the ram is moving or not. Measure it with a clamp meter and you’ll see steady draw even at idle.
Now compare that to a modern servo-electric or hybrid servo-hydraulic system. The motor ramps only when motion is required. Idle draw drops dramatically. Some manufacturers claim energy reductions approaching 30–40% versus conventional hydraulic systems. The exact number depends on duty cycle, but the mechanism is straightforward: power on demand, not power on standby.
Here’s where geography matters.
Asia-Pacific accounts for the majority of growth in the global servo motor and drive market in recent years. That growth is driven by robotics adoption, dense manufacturing clusters, and aggressive efficiency targets. When your domestic market is installing hundreds of thousands of servo axes annually, incremental efficiency isn’t a marketing bullet—it’s margin.
Legacy European brands absolutely invest in R&D. But high-volume Asian manufacturers operate in an environment where shaving kilowatts at scale compounds fast. Energy efficiency becomes a competitive weapon, not a sustainability slogan.
And for an SME running two shifts, electricity isn’t abstract. It’s overhead.
Scars-to-Wisdom: A shop I reviewed saved enough annually on reduced hydraulic power draw after switching to servo-hybrid systems to fund preventive maintenance outright. They didn’t buy prestige. They bought lower operating friction.
Which raises a harder question. If efficiency and precision hardware are available globally, how do you separate export-grade builders from domestic-only assemblers?
Not every mid-tier builder is created equal. Some assemble machines around decent components but cut corners on wiring standards, guarding compliance, or documentation. That’s not commoditization—that’s roulette.
Export-grade manufacturers tell on themselves in quieter ways.
Open the cabinet and look for labeled wiring harnesses, UL or CE-compliant components, proper grounding architecture, thermal management spacing around drives. Check whether the CNC supports multi-language interfaces and globally recognized safety circuits. Ask for documented repeatability tests, not just brochure tolerances.
Manufacturers positioning for Europe or North America—names like LONGBOW or Hunsone in the mid-tier segment—tend to spec internationally recognized servo brands, publish conformity documentation, and build around globally serviceable components. Domestic-only builders often don’t bother. Their market doesn’t demand it.
The difference isn’t nationality. It’s target market discipline.
And that discipline shows up later—when you need parts in five years and discover whether your servo drive is a global SKU or a regional orphan.
But let’s stress-test the core claim. Even with identical servo brands, can mid-tier systems truly match European repeatability under load?
Imagine stripping two machines down to fundamentals: same Yaskawa servo packs, same class of linear encoders, similar frame tonnage, comparable CNC interpolation speed. You instrument both with dial indicators and run 500 cycles at rated load, measuring bottom-dead-center variation.
If repeatability diverges, the cause won’t be the nationality of the servo motor. It will be frame rigidity, thermal stability, ball screw quality, or calibration methodology.
And those are engineering variables, not mystical brand properties.
European legacy brands often excel in frame design and long-term durability. That’s real. Heavier weldments, refined stress relief processes, tighter machining tolerances. Over decades, that compounds into reputation.
But mid-tier export builders have closed much of that gap by using finite element analysis in frame design, sourcing precision-ground ball screws to ISO standards, and pairing them with the same class of high-resolution feedback systems. When the servo loop can correct in real time based on encoder input, minor mechanical variance is actively compensated.
So the verdict isn’t that all machines are equal.
It’s narrower—and more uncomfortable for prestige buyers.
When core servo technology became globally accessible, precision stopped being an exclusive club and became an integration exercise. Legacy brands still differentiate on ecosystem, service networks, and extreme-edge applications. They’re underwriting global marketing, regional showrooms, and a corporate R&D machine sized for aerospace primes. For some shops, that insulation feels safe.
But insulation isn’t precision.
For the modern SME, the smarter question isn’t “Which brand ranks highest?” It’s “What tolerance does my workflow actually demand—and which transparent component stack delivers that without a prestige surcharge?” In practice, that means evaluating fully CNC-based systems designed around real bending scenarios, integration with upstream and downstream sheet metal processes, and measurable repeatability on the parts you actually run. Solutions like the CN-HAWE press brake are built around this capability-first mindset—prioritizing precision, automation compatibility, and scalable performance over badge value—so you’re investing in documented results, not reputation alone.
If servo hardware and core precision are globally accessible, then the premium can’t be hiding in the motor casing. It has to show up in how well the machine fits your actual work.
That’s where most SMEs get turned around. They walk into the courtroom asking, “Who is #1?” as if this were a beauty pageant, and the brochures line up like polished witnesses—repeatability figures in microns, glossy frames, talk of aerospace heritage. But revenue doesn’t care about rankings. Revenue cares about whether your machine hits your tolerance band, day after day, on the parts you actually ship.
Different question. Different verdict.
When I audit a shop, I don’t start with brand names. I start with calipers and a stack of recent work orders. What thicknesses dominate? What bend lengths? What angular tolerances trigger rework? A machine that can hold ±0.005 mm on paper is meaningless if your customers reject parts at ±0.3 degrees of angle variation, not linear depth error. The tolerance that matters is the one tied to your invoices.
And once you frame it that way, the prestige premium has to justify itself against your tolerance band, not against a logo.
Rigidity is not a slogan. It’s deflection under load.
Take two shops. One bends 1.2 mm stainless enclosures all day. The other alternates between 3 mm mild steel brackets and occasional 10 mm structural tabs. Same servo class. Same encoder resolution. Completely different demands on the frame.
Servo-electric systems shine in high-repetition, light-gauge work. Tight control, low energy draw, minimal hydraulic drift. But push them into thicker structural material and you hit a wall—not in software, in physics. Electric drives can command position with exquisite accuracy; they cannot compensate for a frame that flexes beyond its design window.
Hydraulic systems, especially in heavier legacy frames, still dominate brute-force applications for a reason. Oil under pressure doesn’t care about marketing cycles. It delivers tonnage across a broader material spectrum, and the mass of those frames absorbs shock loads that would make lighter builds complain.
Here’s the mistake I see: an SME buys oversized tonnage from a prestige brand “just in case.” The machine spends 90% of its life bending thin sheet, dragging around structural capability it rarely uses. Capital tied up. Floor space consumed. Energy overhead higher than necessary.
Oversizing for future-proofing often means overpaying for a future that never arrives.
Scars-to-Wisdom: I’ve seen more downtime from overloaded light-duty electrics and more wasted capital from underused heavy hydraulics than from any brand defect. Match the frame to the metal you actually cut purchase orders for, not the metal you fantasize about bidding.
So what if your parts don’t require aerospace tolerances to begin with?
It’s this: “We can’t afford to be wrong.”
That sentence drives more overbuying than any sales rep ever has. Owners imagine the one job that demands extreme precision and spec a machine around that hypothetical instead of the 80% of work that pays the bills.
Let’s run a simple thought experiment. Hypothetical numbers, but realistic dynamics. Suppose Machine A holds ±0.005 mm repeatability and costs a 30% premium. Machine B holds ±0.02 mm reliably and costs less. Your typical parts tolerate ±0.1 mm in bend depth before angle variation becomes a scrap issue.
Which machine produces more profit per dollar invested?
If Machine B meets tolerance without drama—no chasing drift, no constant recalibration, no software gymnastics—then the extra precision of Machine A is unused capability. You paid for headroom you never enter. And often, the tighter the system, the more sensitive it is to setup discipline, operator training, and software updates. Advanced control is powerful, but in an undertrained shop it becomes downtime with a touchscreen.
Good enough, when truly aligned with your spec, is not mediocrity. It’s margin.
The courtroom analogy matters here. Marketing claims are testimony. Your tolerance stack-up and rework rate are evidence. The verdict is ROI, not bragging rights.
But precision today is no longer just about steel and weldments, is it?
We used to chase mass. Heavier frame, thicker side plates, more tonnage. Mechanical dominance was the path to consistency.
Now the servo loop does a share of that work.
Closed-loop control—where encoders feed real-time position data back to the drive—means the machine corrects itself every cycle. Minor mechanical variation is measured and compensated within milliseconds. Accuracy becomes a software problem layered on top of mechanical integrity.
That changes where differentiation lives.
If two machines share comparable servo packs and encoder classes, then the meaningful differences shift to integration quality: how well the control algorithm is tuned, how clean the wiring architecture is, how stable the thermal management around drives remains during a long shift. Not glamorous. But decisive.
And this is where premium can still be justified—if the builder proves superior integration, commissioning rigor, and long-term support. Not because of nationality. Not because of legacy. Because the system behaves predictably under your load profile, with your operators, over years.
But insulation isn’t precision.
They’re underwriting global marketing, regional showrooms, and a corporate R&D machine sized for aerospace primes. If you are not running aerospace tolerances or automation cells that demand that ecosystem, then the question shifts again: are you paying for software-driven accuracy you will scale into—or software complexity you will wrestle with?
That’s the next fork in the road.
A shop in the Midwest buys a 135-ton press brake from a legacy European brand. The brochure says “Industry 4.0 ready.” Two years later, they want real-time job tracking tied to their ERP and automated bend program feedback from the floor. The answer from the OEM: a software module, a gateway device, factory-certified installation, and integration support.
Total quote: just north of $60,000.
Nothing about the frame changed. Nothing about the servo pack. This is a software door that was always there—but locked behind a paywall.
So when an SME asks me whether premium integration is worth it at their growth stage, I don’t start with philosophy. I start with a wrench and a wiring diagram. What is native? What is licensed? What requires factory blessing? Because automation readiness is not a logo feature. It’s an architecture decision you either paid for upfront or will pay for later with interest.
Profit still comes from tolerance alignment and system fit. Automation just shifts where “fit” lives.
Pull the cabinet door open.
On one mid-tier machine I audited last year, the controller exposed standard industrial protocols—Ethernet/IP and OPC UA—out of the box. That means the machine can publish production data, alarm states, and cycle counts directly to a plant network without proprietary middleware. Your integrator writes the handshake once. You’re live.
On the legacy unit next to it? Same class of servo drives. Same encoder resolution. But the data layer was locked inside the OEM’s ecosystem. To extract meaningful production metrics required their branded gateway and annual software licensing.
This is where “Industry 4.0 ready” becomes Floor Truth: expensive software you may never fully use.
Now stress-test that. There are cases where paying for that ecosystem makes sense. If you’re running multiple machines from the same brand across continents, and corporate IT wants a single dashboard with centralized updates, the premium buys uniformity. That’s not fluff. That’s governance.
But most SMEs aren’t running global fleets. They’re trying to reduce quoting errors, track real cycle times, and maybe tie bend programs back to laser nests. MAC-Tech’s integration guide points to 20–40% lead-time reductions when upstream and downstream systems talk to each other. Notice what that implies: the win comes from workflow connection, not from brand pedigree.
If the machine can’t speak open protocols without a $60,000 toll booth, your ROI clock starts late.
Scars-to-Wisdom: I’ve seen shops delay integration for years because the retrofit quote felt like buying the machine twice. Ask for a written list of native communication protocols before you sign. If it’s not in the base spec, assume you’ll pay later.
But data pipes are useless if the people at the control can’t run the thing efficiently.
At an automotive supplier, a high-tonnage brake paid back a seven-figure investment in roughly 12 weeks. Not because it had a prettier screen. Because they cut cycle time, scrap, and die changeover through disciplined process optimization.
The controller mattered—but not the way marketing suggests.
Here’s what most shops miss: automation reduces the need for highly skilled manual bending, but it increases the need for disciplined setup, inspection, and program management. An E-CI automation study makes the blunt point—automated press brakes require far less skilled labor at the ram, but the workforce has to transition. Operators become setup technicians and quality stewards.
Now picture two interfaces.
Controller A is visually slick, heavily guided, hides complexity. Controller B is less glamorous but forces explicit input on material data, tooling selection, and bend sequence validation.
Which one prevents the $3,000 scrap run at 2 a.m.?
An intuitive interface is a productivity driver when it reduces keystrokes and setup time without masking critical parameters. It becomes a bottleneck when it creates dependency on factory training or proprietary programming logic that only one in-house “guru” understands.
Midwest Engineering Systems delivered a robotic tending cell with on-site operator training as an explicit project line item. That’s honesty. They priced the learning curve. Some premium brands bake that cost into the first 90 days of ownership, when your crew is quietly burning hours figuring out a control philosophy that feels designed by software engineers, not fabricators.
But insulation isn’t precision. A thick manual and a global helpdesk don’t guarantee your second-shift lead can recover from a crashed program without waiting for Europe to wake up.
The real question isn’t “Is the interface modern?” It’s “Can my average B-level operator run it profitably after structured training?”
Because if automation is driven by labor shortages—as many FANUC case studies show—then survival, not elegance, is the metric. You’re automating because you can’t hire. The control has to tolerate that reality.
And once the controller is workable, the next constraint shows up.
A robotized press brake from LVD demonstrated 24/7 production with setup times around 20 minutes. That’s not theory. That’s a machine designed from the outset to coordinate with a robot—mechanically, electrically, and in software.
Contrast that with shops that bolt a cobot in front of a conventional brake as a “first step.” Olympus positions this as an accessible entry into automation. Fair enough. Lower cost. Visible labor relief.
But here’s the trap.
If the press brake lacks native robot interface signals—safe I/O handshakes, synchronized program calls, open API access—you end up with a cobot acting like a very patient human. It loads and unloads. The brake still waits for manual confirmations or clumsy signal workarounds.
You’ve automated the labor, not the process.
Scalability is not just about ports on a control. It’s about whether the builder thought through robotic coexistence from day one: guarding logic, program version control, collision zones, offline simulation capability. If adding a robot later requires ripping into the control cabinet and voiding warranties, that machine was never automation-ready. It was automation-adjacent.
If you’re evaluating whether your next press brake will truly scale into a robotic cell—or become an expensive retrofit project—it’s worth comparing architectures before you sign. CN-HAWE’s 100% CNC-based portfolio spans bending and full sheet metal automation, backed by dedicated R&D across press brakes and industrial automation, making integration strategy part of the machine design rather than an afterthought. To discuss your shop’s robot plans, tolerance requirements, and upgrade roadmap, you can contact CN-HAWE for a technical consultation or quotation review.
And here’s where the Brand Tax Check comes back. Many mid-tier builders now source the same class of industrial robot arms and safety PLCs as legacy brands. The difference is whether the integration layer is open or proprietary. If both use comparable hardware, why is one quoting a six-figure automation upgrade while the other builds the interface into the base architecture?
They’re underwriting global marketing, regional showrooms, and a corporate R&D machine sized for aerospace primes.
If you are not scaling into multi-cell, lights-out production within three years, you may never capture that ecosystem’s theoretical upside. Meanwhile, a mid-tier machine with open architecture and documented robot interface signals keeps your options alive without charging you for a future you haven’t earned yet.
Scars-to-Wisdom: Future-proofing is not about buying the most advanced cell you can finance. It’s about avoiding architectural dead ends. Ask one hard question before purchase: “Show me a machine like this, already running with a robot, and tell me exactly what it took to get there.”
Because even the most automation-ready press brake turns into an expensive sculpture if no one answers the phone when the integration throws a fault at 3 a.m.
A 135‑ton press brake sits idle in a Midwest shop for eight days because a control board failed and the replacement is “in transit from Europe.” The payment draft still clears. Payroll still runs. The customer still wants parts.
That’s the ROI calculation most SMEs skip when they ask whether the proprietary “full ecosystem” is worth the premium. They compare purchase price to cycle time gains. They model automation labor savings. What they rarely model is downtime economics: revenue per day × realistic recovery time × probability of failure over five years.
If your brake bills $4,000 a day in contribution margin and your support structure allows a ten‑day outage once every two years, you’ve just lit $40,000 on fire—before overtime, expedited freight, or reputation damage. A machine that’s down is not a precision tool. It’s a silent payroll expense.
Future-proofing avoided architectural lock-in. Now we test whether the support architecture behind the badge can actually keep the thing earning.
I’ve seen two quotes on my desk the same week. Brand A promises “24-hour remote diagnostics.” Brand B guarantees “48-hour on-site technician.” Both sound reassuring.
But when a servo drive faults hard—no reset, no workaround—remote diagnostics are theater without a part on a shelf within driving distance. And a local tech is just a sympathetic face if the control board is sitting in customs.
Support lives on two axes: 1) Response time to competent hands 2) Physical availability of critical spares
Plot them together or you’re lying to yourself.
Take a realistic hypothetical: a mid-tier builder uses widely available Yaskawa-class servo drives and an off-the-shelf safety PLC. Your local automation distributor stocks those drives because they’re used in packaging lines and CNC routers across the region. If the OEM answers in 12 hours but the part is two hours away, you’re back cutting by the next shift.
Now compare that to a premium brand running a proprietary motion module. Yes, their hotline is staffed around the clock. But the module is serialized, firmware-locked, and only shipped from a central warehouse overseas. Even if the failure rate is low, when it happens, your downtime clock is tied to international freight lanes.
They’re underwriting global marketing, regional showrooms, and a corporate R&D machine sized for aerospace primes. That’s not evil. It just means their parts logistics are optimized for large fleets, not single-machine SMEs.
Floor Truth: “Global service network” often translates to “excellent phone support plus centralized inventory.”
Scars-to-Wisdom: Ask for a list of the top ten failure items over five years—drives, encoders, control boards, safety relays—and then ask one blunt question: “Where is this part physically stocked for my region?”
If the answer includes a passport, price that into your ROI.
A shop in the Southeast bought an imported electric brake with impressive specs: ±0.01 mm repeatability, clean cabinet layout, modern control. On paper, it matched European competitors. In practice, the first frame crack showed up 18 months in.
Not because the steel was junk. Because the machine was installed on a floor never surveyed for flatness, by a crew flying in for the first time, in a climate they hadn’t commissioned for before. The builder had zero other machines within 500 miles.
Every press brake is “tailor-made,” as the brochures say. True. Tonnage, throat depth, tooling stack-up—none of it is universal. But the tailoring only works if someone nearby has already bled on the pattern.
The Local Reference Test is simple: “Show me three machines of this exact series running within a day’s drive. Let me talk to those owners.”
Not a flagship 300-ton in a different state. Not a sister laser from the same parent company. The same brake. Same control generation. Same hydraulic or electric architecture.
Why? Because regional density drives informal support. Technicians gain pattern recognition. Spare parts get pre-positioned. Firmware bugs surface and get patched before you see them.
Being the first regional customer—whether for a legacy brand launching a new control or a mid-tier exporter entering your market—means you’re the beta site. You’re not just buying a machine. You’re underwriting their learning curve.
It’s this: “We can’t afford to be wrong.”
Scars-to-Wisdom: If you can’t visit a nearby installation and talk to an owner who’s past the honeymoon phase, you are not buying reliability. You are buying potential.
A warranty sheet lands on the conference table. “Two years comprehensive coverage.” Sounds safe.
Then you read the exclusions.
Wear items not covered. Electrical components covered “at manufacturer discretion.” Travel billed after 90 days. Software support limited to “standard functions.” Suddenly that comprehensive shield looks like Swiss cheese.
Focus on three fault categories:
1) High-cost electronics – main control boards, servo drives, safety PLCs. Are they fully covered for parts and labor? Or just parts, with travel and diagnostics billed?
2) Structural components – frame, ram, backgauge. For how long? Five-year frame warranty is common marketing. But does it include realignment and labor if deflection exceeds spec?
3) Software and firmware – If a control update bricks the system, is recovery covered? Or is that “billable support”?
Premium ecosystem brands often tie warranty compliance to certified maintenance visits and approved consumables. Miss a scheduled service or install third-party tooling, and coverage narrows. Mid-tier builders sometimes offer simpler terms but shorter durations.
The question isn’t which is longer. It’s which is clearer.
Floor Truth: A two-year warranty with explicit coverage on drives, boards, labor, and travel is often safer than a five-year headline with layered conditions.
Scars-to-Wisdom: Sit with the warranty and ask your sales rep to initial, in writing, who pays if the main controller fails in month 18—including freight and labor. If they hesitate, you’ve just found the real risk premium.
Because at your growth stage, ROI isn’t decided by logo prestige or ecosystem depth. It’s decided by how fast you can get back to bending when—not if—something breaks.
And once we accept that technical parity is common and downtime economics are personal, the only rational move left is to build a tiered decision framework that matches your growth trajectory to the level of support risk you can actually afford.
Support architecture is the lever. Now you match that lever to the weight your shop actually lifts.
Most owners think in tonnage and bed length. I want you thinking in exposure: how many revenue dollars per day sit on that ram, and how long can they sit still before it hurts? A 6-person job shop running one brake at 70% capacity is in a different risk class than a 40-person plant feeding two shifts of laser-cut blanks into synchronized cells. Same machine category. Different tolerance for downtime.
So the framework isn’t brand-first. It’s risk-first. Stage your decision around three variables: daily revenue per machine, backlog elasticity (can customers wait?), and local support density for that exact model. When those three line up, the “safest” tier becomes obvious—regardless of logo.
Which tier actually hits the ROI sweet spot for a growing SME?
Take a hypothetical 8–15 person fabrication shop bending mostly light-gauge stainless, aluminum enclosures, medical brackets. Repeatability matters—±0.01 mm class electric servo brakes shine here. Clean operation under 75 dB matters if you share space with assembly. Hydraulic oil on the floor does not.
Mid-tier electric builders now buy the same class of servo drives and linear encoders the big names do. That’s commoditization. The Brand Tax Check asks a simple question: if the drive, encoder, and safety PLC share the same manufacturer and rating, what exactly are you paying double for?
Often, it’s ecosystem polish. Branded software layers. Global showrooms. They’re underwriting global marketing, regional showrooms, and a corporate R&D machine sized for aerospace primes.
But insulation isn’t precision.
For this shop size, the mid-tier electric with transparent components, locally stocked drives, and three regional references usually produces faster payback. Lower acquisition cost. Comparable tolerance. Simpler warranty language. If a servo fails, you’re calling a regional distributor, not waiting on a serialized module from overseas.
Scars-to-Wisdom: The sweet spot exists only if your material mix stays in its lane. Start pushing thick structural plate beyond rated duty cycles, and electric advantages evaporate into overload alarms and premature wear.
So what happens when production volume or material range shifts?
Now picture two paths.
First: a high-volume automotive supplier running predictable parts, thick high-strength steel, two shifts minimum. Downtime isn’t an inconvenience; it’s a contract violation. Here, hydraulic systems still earn their keep. They tolerate overloads better. They handle wide thickness swings without sweating ball-screw limits. The control ecosystem—especially on premium brands—may integrate tighter with robotic cells and plant MES.
In this environment, paying the premium can be rational. Not for the badge. For redundancy, fleet-wide parts pooling, and guaranteed technician response written into a service contract. You’re buying risk transfer.
Second: a high-mix job shop quoting 30 part numbers a week, batches of 5 to 200 pieces. Material ranges from 16-gauge to occasional 1/4-inch. Flexibility and changeover speed drive margin. Here, overspec’d hydraulic tonnage becomes dead capital. Energy draw rises. Noise rises. Maintenance complexity rises.
The mid-tier electric or well-supported mid-tier hydraulic often wins because it aligns with variability, not brute force. Lower idle cost. Faster ram reversal. Simpler maintenance routines your in-house tech can actually handle.
It’s this: “We can’t afford to be wrong.”
For the automotive plant, “wrong” means a missed shipment. For the job shop, “wrong” means cash tied up in capacity you’ll never monetize.
Same goal—stable ROI. Different tolerance for risk and overcapacity.
Which brings us to the courtroom moment.
Sales reps testify. Components and logistics are evidence. Your job is cross-examination.
Question 1: “List the exact make and model of the main servo drives, controller, and safety PLC. Are they open-market components, and who else services them locally?” If the answer is vague—“proprietary high-performance module”—you’ve found a future bottleneck. Transparency signals optionality. Optionality lowers downtime risk.
Question 2: “Show me three machines of this exact series within a day’s drive, and tell me where the top five failure parts are stocked.” Not corporate headquarters. Not another model. This one. Support density is not a brochure metric; it’s a geographic fact.
Question 3: “If my main control board fails in month 18, who pays freight, labor, and travel—and how many days until I’m bending again?” Make them give a number. Even a range. Watch how quickly confidence turns into qualifiers.
The non-obvious takeaway is this: manufacturer tier should scale with your exposure, not your ambition. Early-stage and mid-growth SMEs often buy prestige to feel protected. In reality, they’re paying for infrastructure sized for companies ten times larger.
The safest press brake isn’t the one with the most famous logo—it’s the one whose components, support network, and tolerance band align with your revenue model.
Once you see machines as risk instruments instead of trophies, every brochure reads differently.


















