

Цитата, которую я чаще всего слышу на встречах по закупкам, не касается ни тоннажа, ни повторяемости заднего упора. Она звучит так: “Мы не можем позволить себе ошибиться”.”
Владелец говорит это, указывая на пресс-гиб среднего класса с приводами Siemens и знакомым европейским ЧПУ. Затем он обводит строку с Amada или Trumpf, которая стоит на 120 000 дороже, и называет её “безопасной ставкой”. Никто не сравнивает разрешение энкодеров. Никто не спрашивает, кто сделал сервопакеты. Логотип решил дело до того, как появились доказательства.
Этот рефлекс раньше имел смысл. Сейчас — больше нет.
Возьмём два современных 8-осевых гибочных пресса в шоуруме. Оба работают на сервоприводах с замкнутым контуром. Оба используют линейные энкодеры с микронной обратной связью. Оба заявляют повторяемость в пределах нескольких тысячных дюйма. Один стоит как небольшое здание, другой оставляет на столе шесть цифр экономии.
Где же, собственно, спрятана дополнительная точность?
Когда я проверяю эти машины, я начинаю не с краски. Я открываю шкаф. Серводрайвы от Bosch Rexroth, Siemens, Yaskawa — те же промышленные поставщики, что продают по всему миру. Высокоточные энкодеры от тех же нескольких производителей. Шарико-винтовые пары, шлифованные с точностью по стандартам ISO, которым всё равно, какая марка указана на корпусе.
Правда с цехового пола: если архитектура системы управления движением материально схожа, то предел точности в основном определяется классом компонентов и дисциплиной калибровки — а не значком на двери.
Безусловно, старые бренды вкладываются в исследования и разработки. У Trumpf сотни патентов. Серия Amada EGB с сервоприводом демонстрирует впечатляющие скорости подхода и низкий уровень дефектов. Это реальные достижения. Но для небольшой или средней мастерской, гнущей скобы из мягкой стали длиной 10 футов, вопрос не в том, может ли флагманская машина превзойти конкурентов, а в том, отражается ли эта разница в производительности на ваших счетах.
В большинстве случаев — нет.

Рынок гибочных прессов в Северной Америке контролируют пять крупных брендов, на долю которых приходится примерно половина рынка. Это доминирование возникло не случайно. Оно построено на дилерских сетях, учебных центрах, демонстрационных площадках и присутствии отдела продаж в каждом промышленном регионе.
Эта инфраструктура стоит денег.
Когда мастерская по умолчанию выбирает старый бренд, она покупает не только пресс и задний упор. Она финансирует глобальный маркетинг, региональные шоурумы и корпоративную научно-исследовательскую машину, рассчитанную на авиационно-космические корпорации. Для некоторых покупателей эта защита от сомнений стоит своих денег.
Но защита — это не точность.
От шрамов к мудрости: я видел, как мастерские платили переплату за “абсолютную точность без компромиссов”, а потом весь день работали с допусками ±0,010, потому что их сварка всё равно не держит точнее. Машина была способна на хирургическую точность. Процесс — нет.
Так что же происходит после продажи, когда премиальная машина требует внимания?
Откройте счёт за обслуживание в проприетарной системе — и вы увидите настоящие расчёты. Пользовательские платы управления. Программные лицензии конкретного бренда. Только сертифицированные техники. Время в пути, выставленное по завышенным ставкам.
Если усилитель сервопривода выходит из строя на машине среднего класса с широко доступными промышленными компонентами, существует несколько путей обслуживания. На строго контролируемой проприетарной платформе варианты быстро сокращаются. Вы покупаете не просто точность — вы вписываетесь в определённую цепочку поставок.
Такая привязка имела смысл, когда технологический разрыв был широким. Когда лишь горстка производителей могла надежно контролировать синхронизацию по нескольким осям на высокой скорости, вы платили за команду с самым сильным «военным» запасом.
Но если базовая технология движения теперь доступна повсеместно, к чему именно вы привязаны — к превосходному качеству гибки или к превосходному бренду?

Однажды я анализировал производственные журналы мастерской, где стоял 100-тонный флагман с сервоприводом, способный на ошеломляющую скорость хода и автоматическую смену инструмента. Машина впечатляла. Средняя работа? Панели из мягкой стали толщиной 14-gauge, партиями по 40 штук.
Автоматический сменщик инструмента простаивал. Алгоритмы гибки с ИИ никогда не выходили из базового режима. Прирост времени цикла сокращал секунды в работах, которые уже были ограничены ручной загрузкой.
Они купили возможности уровня аэрокосмоса для маржи HVAC.
Вот тот когнитивный сдвиг, который действительно важен: перестаньте спрашивать “Это ли лучшая машина, доступная на рынке?” Начните спрашивать “Какая измеримая способность приносит доход в моем рабочем процессе?”
Старые бренды по-прежнему строят отличное оборудование. Но превосходство, выходящее за рамки вашей модели дохода, — это не безопасность, а накладные расходы.
И если сопоставимая точность теперь достижима без надбавки за престиж, что изменилось в базовой технологии, чтобы сделать такое равенство возможным?
В 2005 году, если вы хотели высокоточное синхронизирование по нескольким осям на листогибочном прессе — настоящий замкнутый контур с обратной связью от энкодеров на уровне микронов — вы выбирали из короткого списка европейских и японских производителей приводов. Интеграция была сложной. Настройка — племенным знанием. Плохой пакет сервопривода означал колебания в нижней точке хода и отходы на паллете.
Перенесёмся в сегодняшний день. Сейчас Bosch Rexroth, Yaskawa, Siemens, Mitsubishi — и всё чаще Inovance и Estun — продают модульные платформы сервоприводов с автоналаживающимися режимами, 24-битными энкодерами и совместимостью с полевыми шинами прямо с полки. Не индивидуальные, а каталог.
Вот этот момент.
Когда базовое оборудование для движения — мотор, привод, энкодер, контур управления — становится доступно глобально для любого с достаточным объёмом закупок, точность перестает быть национальным преимуществом и превращается в вопрос выбора источника поставок. Вопрос смещается от “Кто это построил?” к “Что внутри?”
А как только вы откроете шкаф, романтика быстро исчезает.
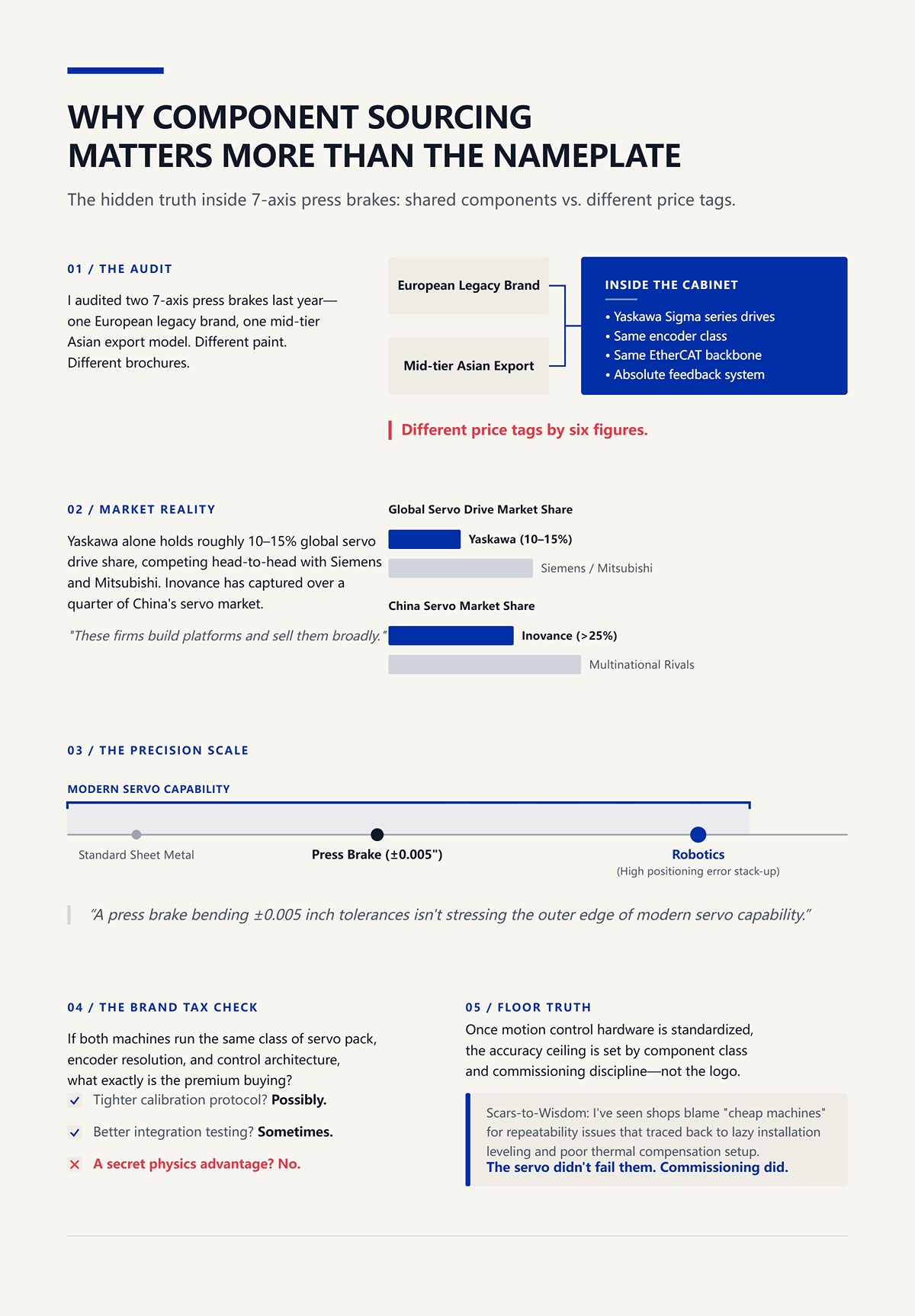
В прошлом году я проверял два семиосных листогибочных пресса — один европейский бренд с наследием, другой азиатская экспортная модель среднего уровня. Разная краска. Разные рекламные буклеты. Внутри электрошкафа: на обоих приводы серии Yaskawa Sigma. Один и тот же класс энкодеров. Один и тот же коммуникационный каркас EtherCAT. Один и тот же тип системы абсолютной обратной связи.
Разница в цене — шесть цифр.
Одна только Yaskawa занимает примерно 10–15 % глобального рынка сервоприводов, конкурируя напрямую с Siemens и Mitsubishi. Эти фирмы не строят приводы исключительно для престижных OEM; они создают платформы и продают их широко. Estun, ранее воспринимавшийся как внутренний китайский поставщик, теперь производит сервосистемы, используемые в роботах и станках по всему миру. Inovance захватила более четверти китайского рынка сервоприводов — против многонациональных конкурентов — создавая высокопроизводительные приводы, которые удовлетворяют потребности промышленной автоматизации в масштабах.
Такой масштаб имеет значение.
Потому что когда производитель приводов поставляет продукцию в робототехнику — где ошибки позиционирования быстро накапливаются — требования к точности превышают то, что большинство мастерских по обработке листового металла когда-либо будут требовать. Листогибочный пресс, гнущий с допусками ±0,005 дюйма, не использует предельные возможности современных сервоприводов.
Итак, мы проводим «налоговую проверку бренда». Если обе машины работают с одинаковым классом сервопакета, с тем же разрешением энкодера, с похожей архитектурой управления, за что именно платится премия? Более строгий протокол калибровки? Возможно. Более тщательное тестирование интеграции? Иногда. Но это не секретное физическое преимущество.
Истина на производственном полу: когда аппаратное обеспечение системы управления движением стандартизировано, верхний предел точности определяется классом компонентов и дисциплиной при вводе в эксплуатацию — а не логотипом на ползуне.
Путь от шрамов к мудрости: я видел цеха, которые обвиняли “дешёвые машины” в проблемах с повторяемостью, хотя причиной оказывались ленивое выравнивание при установке и плохо настроенная термокомпенсация. Серво их не подвело. Подвёл ввод в эксплуатацию.
Но точность — не единственное поле битвы. Потребление энергии также рассказывает свою историю.
Зайдите в гидравлический листогибный пресс с двигателем постоянной скорости — и вы услышите это: насос визжит на полных оборотах, независимо от того, движется ли ползун или нет. Измерьте ток клещами — и вы увидите стабильное потребление даже при простое.
Теперь сравните это с современной сервоэлектрической или гибридной серво-гидравлической системой. Двигатель разгоняется только тогда, когда требуется движение. Потребление при простое падает резко. Некоторые производители заявляют о сокращении энергозатрат на 30–40% по сравнению с традиционными гидравлическими системами. Точная цифра зависит от рабочего цикла, но механизм очевиден: питание по потребности, а не питание в режиме ожидания.
И вот где география имеет значение.
Азиатско-Тихоокеанский регион в последние годы обеспечивает основную часть роста мирового рынка сервомоторов и приводов. Этот рост обусловлен внедрением робототехники, плотными производственными кластерами и амбициозными целями по энергоэффективности. Когда ваш внутренний рынок ежегодно устанавливает сотни тысяч сервoосей, прирост эффективности — это не маркетинговый пункт, а источник прибыли.
Европейские бренды с историей, безусловно, инвестируют в R&D. Но азиатские производители с высокими объёмами работают в среде, где экономия киловатт на масштабе быстро накапливается. Энергоэффективность становится конкурентным оружием, а не лозунгом устойчивого развития.
А для малого или среднего предприятия, работающего в две смены, электроэнергия — это не абстракция. Это накладные расходы.
Путь от шрамов к мудрости: цех, который я анализировал, сэкономил ежегодно столько на снижении потребления гидравлической энергии после перехода на серво-гибридные системы, что смог полностью профинансировать профилактическое обслуживание. Они не купили престиж. Они купили меньшее эксплуатационное трение.
Это поднимает более трудный вопрос. Если эффективное и точное оборудование доступно по всему миру, как отличить производителей экспортного уровня от тех, кто собирает только для внутреннего рынка?
Не все производители среднего сегмента одинаковы. Некоторые собирают машины из неплохих компонентов, но экономят на стандартах электропроводки, защитных ограждениях или документации. Это не массовое производство — это лотерея.
Производители экспортного уровня выдают себя более тихими признаками.
Откройте шкаф и посмотрите на промаркированные кабельные жгуты, компоненты с сертификацией UL или CE, правильное заземление, тепловые зазоры вокруг приводов. Проверьте, поддерживает ли ЧПУ многоязычный интерфейс и общепринятые схемы безопасности. Попросите задокументированные тесты повторяемости, а не рекламные допуски.
Производители, нацеленные на Европу или Северную Америку — такие, как LONGBOW или Hunsone в среднем сегменте — обычно используют международно признанные бренды сервоприводов, публикуют документы о соответствии и строят машины на основе компонентов, доступных в глобальном сервисе. Производители, ориентированные только на внутренний рынок, зачастую этого не делают — их рынок не требует.
Разница не в национальности. Разница — в дисциплине целевого рынка.
И эта дисциплина проявляется позже — когда через пять лет вам понадобятся запчасти, и вы узнаете, является ли ваш сервопривод глобальной моделью или региональным сиротой.
Но давайте проверим основное утверждение на прочность. Даже при одинаковых брендах серводвигателей могут ли системы среднего уровня действительно соответствовать европейской повторяемости под нагрузкой?
Представьте, что две машины сведены к фундаменту: одинаковые сервопакеты Yaskawa, одинаковый класс линейных энкодеров, сопоставимая тоннажность станин, сопоставимая скорость интерполяции ЧПУ. Вы оснащаете обе машины индикаторами часового типа и запускаете 500 циклов при номинальной нагрузке, измеряя отклонение нижней мёртвой точки.
Если повторяемость расходится, причина будет не в национальности сервомотора. Это будет жесткость рамы, термостабильность, качество шариковых винтов или методика калибровки.
И всё это инженерные переменные, а не мистические свойства бренда.
Европейские бренды с историей часто превосходят в конструировании рам и долговечности. Это реально. Более массивные сварные конструкции, усовершенствованные процессы снятия напряжений, более строгие допуски при обработке. На протяжении десятилетий это складывается в репутацию.
Но производители среднего уровня, ориентированные на экспорт, сузили этот разрыв, применяя конечно-элементный анализ при проектировании рам, используя высокоточные шлифованные шариковые винты по стандартам ISO и сочетая их с тем же классом высокоразрешающих систем обратной связи. Когда серво-петля может корректировать движение в реальном времени на основе данных энкодера, незначительные механические отклонения активно компенсируются.
Так что вердикт не в том, что все машины равны.
Он более узкий — и более неудобный для покупателей престижных брендов.
Когда основная серво-технология стала доступна по всему миру, точность перестала быть закрытым клубом и превратилась в задачу интеграции. Бренды с наследием по-прежнему выделяются экосистемой, сетями обслуживания и крайними областями применения. Они финансируют глобальный маркетинг, региональные шоурумы и корпоративные НИОКР, рассчитанные на аэрокосмических заказчиков. Для некоторых производств эта «изоляция» ощущается как безопасность.
Но защита — это не точность.
Для современного малого или среднего предприятия более разумный вопрос — не “Какой бренд самый лучший?”, а “Какой допуск действительно требует мой рабочий процесс — и какой прозрачный набор компонентов обеспечивает это без наценки за престиж?” На практике это означает оценку полноценных систем с ЧПУ, разработанных для реальных сценариев гибки, интеграции с процессами листового металла до и после, и измеряемой повторяемости на фактических деталях, которые вы производите. Такие решения, как пресс-гиб CN-HAWE построены вокруг подхода, где приоритет — функциональность: точность, совместимость с автоматизацией и масштабируемая производительность важнее, чем «ценность эмблемы». Вы вкладываетесь в документированные результаты, а не в репутацию.
Если серво-оборудование и базовая точность доступны по всему миру, то премия не может скрываться в корпусе мотора. Она должна проявляться в том, насколько хорошо машина соответствует вашей реальной работе.
Именно здесь большинство малых и средних предприятий теряются. Они входят в зал суда, спрашивая “Кто такой #1?”, словно это конкурс красоты, а брошюры выстраиваются в ряд, как отполированные свидетели — показатели повторяемости в микронах, блестящие рамы, рассказы о аэрокосмическом наследии. Но доход не заботится о рейтингах. Доход заботится о том, попадает ли ваша машина в ваш диапазон допусков день за днём на тех деталях, которые вы действительно отгружаете.
Другой вопрос. Другой вердикт.
Когда я провожу аудит мастерской, я не начинаю с имён брендов. Я начинаю с штангенциркулей и стопки недавних заказов. Какие толщины доминируют? Какие длины гибки? Какие угловые допуски вызывают переделку? Машина, способная удерживать ±0,005 мм на бумаге, бессмысленна, если ваши клиенты отклоняют детали при ±0,3 градусов отклонения угла, а не при ошибке линейной глубины. Важен тот допуск, который связан с вашими счетами.
И как только вы сформулируете это таким образом, премия за престиж должна оправдываться относительно вашего диапазона допусков, а не относительно логотипа.
Жёсткость — это не лозунг. Это прогиб под нагрузкой.
Возьмите два цеха. Один весь день гнёт корпуса из нержавейки толщиной 1,2 мм. Другой чередует кронштейны из мягкой стали толщиной 3 мм и изредка табы из конструкционной стали толщиной 10 мм. Один и тот же класс сервоприводов. Одинаковое разрешение энкодера. Совершенно разные требования к раме.
Сервоприводные системы блестяще работают в операциях высокой повторяемости с тонким материалом. Точный контроль, низкое энергопотребление, минимальный гидравлический дрейф. Но стоит их нагрузить толстыми конструкционными материалами — и вы упираетесь в стену, не в софт, а в физику. Электроприводы могут задавать положение с изысканной точностью; они не способны компенсировать изгиб рамы, выходящий за пределы её расчетного окна.
Гидравлические системы, особенно в тяжёлых устаревших рамах, до сих пор доминируют в силовых применениях по одной причине. Масло под давлением не заботится о маркетинговых циклах. Оно обеспечивает тонnage в более широком диапазоне материалов, а масса этих рам поглощает ударные нагрузки, от которых более лёгкие конструкции могли бы «жаловаться».
Вот ошибка, которую я вижу: малое предприятие покупает слишком большую тонnage у престижного бренда “на всякий случай”. Машина проводит 90 % своей жизни, изгибая тонкий лист, таская за собой конструкционную мощь, которую почти никогда не использует. Капитал заморожен. Площадь пола занята. Энергопотребление выше, чем нужно.
Чрезмерная мощность ради «защиты будущего» часто означает переплату за будущее, которое так и не наступит.
От шрамов к мудрости: я видел больше простоев из-за перегруженных лёгких электроприводов и больше потраченного впустую капитала из-за неиспользуемых тяжёлых гидравлик, чем из-за дефектов бренда. Подбирайте раму под металл, на который вы реально оформляете заказные наряды, а не под металл, о котором мечтаете в тендерной заявке.
А что, если ваши детали изначально не требуют аэрокосмической точности?
Суть вот в чём: “Мы не можем позволить себе ошибиться”.”
Эта фраза вызывает больше чрезмерных покупок, чем любой торговый представитель. Владельцы представляют себе одну работу, требующую экстремальной точности, и выбирают машину под этот гипотетический случай вместо 80 % работы, которая оплачивает счета.
Давайте проведём простой мысленный эксперимент. Числа гипотетические, но динамика реалистична. Предположим, Машина A держит повторяемость ±0,005 мм и стоит на 30 % дороже. Машина B держит ±0,02 мм стабильно и стоит меньше. Ваши обычные детали допускают ±0,1 мм по глубине гиба, прежде чем отклонение угла становится браком.
Какая машина даёт больше прибыли на доллар инвестиций?
Если Машина B соответствует допуску без проблем — без слежения за дрейфом, без постоянной перекалибровки, без программных ухищрений — то дополнительная точность Машины A остаётся неиспользованной возможностью. Вы заплатили за запас, которым никогда не пользуетесь. И часто, чем tighter система, тем более чувствительна она к дисциплине настройки, обучению оператора и обновлениям ПО. Продвинутое управление мощно, но в неподготовленном цехе превращается в простой с сенсорным экраном.
«Достаточно хорошая», когда она реально соответствует вашему стандарту, — это не посредственность. Это маржа.
Аналогия с судом здесь важна. Маркетинговые заявления — это показания. Ваша накапливаемая погрешность и уровень переделки — это доказательства. Вердикт — это ROI, а не право на похвальбу.
Но точность сегодня — это уже не только про сталь и сварные конструкции, не так ли?
Мы раньше гнались за массой. Более тяжёлая рама, более толстые боковые пластины, больше тонnage. Механическое превосходство было путём к стабильности.
Теперь часть этой работы выполняет сервопетля.
Замкнутое управление — когда энкодеры передают данные о положении в режиме реального времени обратно на привод — означает, что машина корректирует себя каждый цикл. Незначительные механические отклонения измеряются и компенсируются за миллисекунды. Точность становится задачей ПО, наложенной на механическую прочность.
Это меняет то, где живёт дифференциация.
Если две машины имеют сопоставимые серводрайверы и классы энкодеров, то значимые различия смещаются в область качества интеграции: насколько хорошо настроен алгоритм управления, насколько чистая архитектура проводки, насколько стабильна система термоконтроля вокруг приводов во время длительной смены. Не гламурно. Но решающе.
И именно здесь премия всё ещё может быть оправдана — если производитель докажет превосходную интеграцию, строгость наладки и долгосрочную поддержку. Не из-за национальности. Не из-за наследия. А потому что система ведёт себя предсказуемо под вашей нагрузкой, с вашими операторами, на протяжении многих лет.
Но защита — это не точность.
Они финансируют глобальный маркетинг, региональные демонстрационные залы и корпоративную R&D-машину, рассчитанную на ведущих компаний аэрокосмической отрасли. Если вы не работаете с аэрокосмическими допусками или автоматизированными ячейками, которые требуют этой экосистемы, то вопрос снова меняется: вы платите за точность, управляемую ПО, которую будете масштабировать — или за сложность ПО, с которой будете бороться?
Это следующая развилка на пути.
Цех на Среднем Западе покупает пресс-гиб на 135 тонн от известного европейского бренда. В брошюре написано “Готов к Industry 4.0”. Через два года им нужен контроль заданий в реальном времени, интегрированный с ERP, и автоматическая обратная связь по программам гибки с пола. Ответ OEM: программный модуль, шлюзовое устройство, заводская сертифицированная установка и поддержка интеграции.
Общая смета: чуть больше $60,000.
Ничего в раме не изменилось. Ничего в серводрайвере не изменилось. Это программная дверь, которая всегда была — но заперта за платным доступом.
Так что, когда малое или среднее предприятие спрашивает меня, стоит ли премиальная интеграция на их стадии роста, я не начинаю с философии. Я начинаю с гаечного ключа и схемы проводки. Что нативное? Что лицензировано? Что требует заводского одобрения? Потому что готовность к автоматизации — это не функция логотипа. Это архитектурное решение, за которое вы либо заплатили заранее, либо заплатите позже с процентами.
Прибыль всё ещё зависит от согласования допусков и соответствия системы. Автоматизация лишь смещает то, где живёт “соответствие”.
Откройте дверь шкафа.
На одной машине среднего уровня, которую я проверял в прошлом году, контроллер сразу поддерживал стандартные промышленные протоколы — Ethernet/IP и OPC UA. Это значит, что машина может публиковать данные о производстве, состояниях тревог и счетчиках циклов напрямую в заводскую сеть без проприетарного промежуточного ПО. Ваш интегратор пишет обмен один раз. Вы в эфире.
На старой модели рядом? Та же категория серводрайверов. То же разрешение энкодера. Но слой данных был заперт внутри экосистемы OEM. Чтобы получить значимые показатели производства, требовался их фирменный шлюз и ежегодное лицензирование ПО.
И вот здесь “Готов к Industry 4.0” превращается в реальность цеха: дорогое ПО, которое вы можете никогда полностью не использовать.
А теперь протестируйте это на прочность. Есть случаи, когда платить за эту экосистему имеет смысл. Если у вас несколько машин одного бренда по всему миру, и корпоративная IT-служба хочет единую панель управления с централизованными обновлениями, премия обеспечивает единообразие. Это не пустяк. Это управление.
Но большинство малых и средних предприятий не управляют глобальными парками. Они пытаются уменьшить ошибки в расчётах, отслеживать реальные времена циклов и, возможно, связывать программы гибки с лазерными раскроями. Руководство по интеграции MAC-Tech указывает на сокращение времени выполнения на 20–40 %, когда системы вверх и вниз по потоку обмениваются данными. Заметьте, что это подразумевает: успех приходит от связи рабочих потоков, а не от бренда.
Если машина не может работать с открытыми протоколами без платного барьера в $60,000, ваш счётчик ROI запускается с опозданием.
От шрамов к мудрости: я видел, как цеха откладывали интеграцию на годы, потому что смета на модернизацию казалась покупкой второй машины. Запросите письменный список нативных протоколов связи до подписания договора. Если это не в базовой спецификации — предполагается, что вы заплатите позже.
Но данные каналы бесполезны, если люди, управляющие ими, не могут эффективно запускать процесс.
У одного автопоставщика тормоз с высокой тонностью окупил инвестицию в семь цифр примерно за 12 недель. Не потому, что у него был красивее экран. А потому, что они сократили время цикла, брак и смену штампового инструмента через дисциплинизированную оптимизацию процесса.
Контроллер был важен — но не так, как утверждает маркетинг.
Вот что упускает большинство цехов: автоматизация снижает потребность в высококвалифицированном ручном гибе, но повышает потребность в дисциплинированной наладке, инспекции и управлении программами. Исследование автоматизации E-CI утверждает прямо — автоматизированные пресс-гибы требуют гораздо меньше квалифицированного труда у ползуна, но рабочей силе нужно адаптироваться. Операторы становятся специалистами по наладке и ответственными за качество.
Теперь представьте два интерфейса.
Контроллер A выглядит эффектно, с сильной визуальной подсказкой, скрывает сложность. Контроллер B менее гламурный, но требует явного ввода данных о материале, выборе инструмента и проверке последовательности гибов.
Какой из них предотвратит $3,000 партию брака в 2 часа ночи?
Интуитивный интерфейс является двигателем продуктивности, когда он сокращает количество нажатий клавиш и время наладки, не скрывая критических параметров. Он становится узким местом, когда создаёт зависимость от заводского обучения или закрытой логики программирования, которую понимает только один “гуру” внутри компании.
Midwest Engineering Systems поставила ячейку роботизированного обслуживания с обучением операторов на месте как отдельный пункт проекта. Это честно. Они заложили стоимость кривой обучения. Некоторые премиум-бренды прячут эту стоимость в первые 90 дней владения, когда ваша команда тихо теряет часы, разбираясь с философией управления, которая кажется созданной программистами, а не производственниками.
Но изоляция — это не точность. Толстый мануал и глобальная служба поддержки не гарантируют, что ваш ведущий второй смены сможет восстановиться после сбоя программы, не дожидаясь, пока Европа проснётся.
Настоящий вопрос не “современен ли интерфейс?”, а “может ли мой обычный оператор уровня B прибыльно работать с ним после структурированного обучения?”
Потому что если автоматизация вызвана нехваткой рабочей силы — как показывают многие кейсы FANUC — то выживание, а не изящество, становится метрикой. Вы автоматизируете, потому что не можете нанять. Контроллер должен учитывать эту реальность.
А когда контроллер становится работоспособным, возникает следующая ограничивающая переменная.
Роботизированный пресс-гиб от LVD продемонстрировал круглосуточное производство с временем наладки около 20 минут. Это не теория. Это машина, изначально спроектированная для координации с роботом — механически, электрически и программно.
Сравните это с цехами, которые крепят кобота перед обычным пресс-гибом как “первый шаг”. Olympus позиционирует это как доступный вход в автоматизацию. Вполне логично. Более низкая стоимость. Видимое облегчение труда.
Но вот ловушка.
Если пресс-гиб не имеет встроенных сигналов интерфейса с роботом — безопасных I/O-сопряжений, синхронизированных вызовов программ, открытого доступа к API — вы получаете кобота, действующего как очень терпеливый человек. Он загружает и разгружает. Пресс-гиб всё ещё ждёт ручных подтверждений или грубых обходных сигналов.
Вы автоматизировали труд, но не процесс.
Масштабируемость — это не только вопрос количества портов на контроллере. Речь идёт о том, продумал ли производитель сосуществование с роботами с самого первого дня: логика ограждений, контроль версий программ, зоны коллизий, возможность офлайн‑симуляции. Если добавление робота позже требует вскрывать шкаф управления и аннулировать гарантию, такая машина никогда не была готова к автоматизации. Она лишь находилась рядом с ней.
Если вы оцениваете, действительно ли ваш следующий листогиб сможет масштабироваться до роботизированной ячейки — или превратится в дорогостоящий проект модернизации, — стоит сравнить архитектуры до подписания контракта. Портфолио CN‑HAWE 100% на базе ЧПУ охватывает гибку и полную автоматизацию листовой обработки, подкреплённое специализированными НИОКР в области пресс‑гибов и промышленной автоматизации, что делает стратегию интеграции частью конструкции машины, а не постфактум‑дополнением. Чтобы обсудить планы по роботизации вашего производства, требования к допускам и дорожную карту обновлений, вы можете связаться с CN-HAWE назначить техническую консультацию или запросить рассмотрение коммерческого предложения.
И вот снова возникает проверка «налога бренда». Многие производители среднего уровня теперь используют те же промышленные роботизированные манипуляторы и защитные ПЛК, что и легендарные бренды. Разница в том, открыта ли интеграционная среда или она проприетарна. Если оба используют сопоставимое оборудование, почему один предлагает модернизацию автоматизации на сотни тысяч, а другой закладывает интерфейс прямо в базовую архитектуру?
Первый оплачивает глобальный маркетинг, региональные шоу‑румы и корпоративную машину НИОКР, рассчитанную на авиакосмические холдинги.
Если вы не планируете масштабирование до многоклеточного, полностью автономного производства в течение трёх лет, вы, возможно, никогда не извлечёте теоретическую выгоду из этой экосистемы. Между тем машина среднего уровня с открытой архитектурой и задокументированными сигналами робот‑интерфейса сохраняет для вас свободу действий, не взимая плату за будущее, которого вы ещё не достигли.
Шрамы‑в‑мудрость: защита от устаревания заключается не в покупке самой продвинутой ячейки, которую вы можете профинансировать. Это вопрос избежания архитектурных тупиков. Задайте один жёсткий вопрос перед покупкой: “Покажите мне такую же машину, уже работающую с роботом, и расскажите точно, что потребовалось, чтобы дойти до этого”.”
Потому что даже самый готовый к автоматизации листогиб превращается в дорогую скульптуру, если никто не отвечает на звонок, когда интеграция выдаёт ошибку в три часа ночи.
Пресс‑гиб мощностью 135 т простаивает в мастерской на Среднем Западе восемь дней, потому что вышла из строя плата управления, а замена “в пути из Европы”. Платёж всё равно списывается. Зарплата всё равно выплачивается. Клиент всё равно ждёт детали.
Вот расчёт окупаемости, который большинство малых и средних предприятий пропускают, задаваясь вопросом, стоит ли проприетарная “полная экосистема” своей наценки. Они сравнивают цену покупки с выигрышем во времени цикла. Они моделируют экономию на труде при автоматизации. Но редко моделируют экономику простоев: выручка в день × реалистическое время восстановления × вероятность отказа за пять лет.
Если ваш листогиб приносит $4 000 в день маржинального дохода и структура поддержки допускает простои на десять дней раз в два года, вы фактически сожгли $40 000 — ещё до сверхурочных, срочной доставки или ущерба репутации. Машина, которая не работает, — это не прецизионный инструмент. Это молчаливый расход на зарплату.
Будущее без архитектурной привязки мы уже обеспечили. Теперь проверим, способна ли архитектура поддержки за логотипом действительно сохранить доходность.
На одной неделе я видел два предложения на столе. Бренд A обещает “дистанционную диагностику за 24 часа”. Бренд B гарантирует “выезд техника за 48 часов”. Оба звучат обнадёживающе.
Но когда серво‑привод выдаёт жёсткую ошибку — без сброса, без обхода — удалённая диагностика превращается в театр, если нужной детали нет на складе в пределах достижимости. А местный техник — лишь сочувствующее лицо, если управляющая плата застряла на таможне.
Поддержка живёт по двум осям: 1) Время отклика до компетентных рук 2) Физическая доступность критически важных запчастей
Нанесите их обе на одну ось или лжёте себе.
Возьмем реалистичный гипотетический пример: производитель среднего уровня использует широко доступные серводрайвы класса Yaskawa и стандартный безопасный ПЛК. Ваш локальный дистрибьютор автоматизации хранит эти приводы, потому что они используются на упаковочных линиях и ЧПУ фрезерах по всему региону. Если OEM отвечает за 12 часов, а деталь находится в двух часах отсюда, то уже к следующей смене вы снова режете.
Теперь сравните это с премиальным брендом, работающим на проприетарном модуле движения. Да, их горячая линия работает круглосуточно. Но модуль имеет серийный номер, прошивка заблокирована и поставляется только из центрального склада за границей. Даже если уровень отказов низкий, когда это случается, ваш счетчик простоев начинает зависеть от международных каналов грузоперевозок.
Они финансируют глобальный маркетинг, региональные шоурумы и корпоративную машину исследований и разработок, рассчитанную на авиационно-космических подрядчиков. Это не зло. Это просто означает, что их логистика запчастей оптимизирована для крупных флотов, а не для отдельных машин малых и средних предприятий.
Правда с цеха: “Глобальная сервисная сеть” часто означает “отличная телефонная поддержка плюс централизованный склад”.”
Шрамы в мудрость: Запросите список десяти наиболее часто выходящих из строя элементов за пять лет — приводы, энкодеры, платы управления, блоки безопасности — а затем задайте один прямой вопрос: “Где физически хранится эта деталь для моего региона?”
Если в ответ фигурирует паспорт, включите это в расчет вашей окупаемости.
Мастерская на юго-востоке купила импортный электрический пресс-тормоз с впечатляющими характеристиками: повторяемость ±0,01 мм, аккуратное расположение в шкафу, современное управление. На бумаге он соответствовал европейским конкурентам. На практике первая трещина на раме появилась через 18 месяцев.
Не потому, что сталь была плохой. А потому, что машина была установлена на полу, который никогда не обследовали на ровность, бригадой, прилетевшей впервые, в климате, с которым они раньше не сталкивались при вводе в эксплуатацию. У производителя не было других машин в радиусе 800 километров.
Каждый пресс-тормоз “изготовлен на заказ”, как говорят в буклетах. Верно. Усилие, глубина зева, набор оснастки — ничего из этого не является универсальным. Но настройка работает только тогда, когда рядом есть кто-то, кто уже испытал этот шаблон на себе.
Тест “Местная рекомендация” прост: «Покажите мне три машины этой конкретной серии, работающие в пределах одного дня пути. Позвольте мне поговорить с их владельцами.»
Не флагман на 300 тонн в другом штате. Не связанная лазерная установка от той же материнской компании. Тот же самый пресс-тормоз. То же поколение управления. Та же гидравлическая или электрическая архитектура.
Почему? Потому что региональная плотность обеспечивает неформальную поддержку. Техники приобретают распознавание шаблонов. Запасные части размещаются заранее. Ошибки прошивки выявляются и исправляются до того, как вы их увидите.
Быть первым региональным клиентом — будь то для бренда с наследием, запускающего новое управление, или для экспортера среднего уровня, выходящего на ваш рынок — значит быть тестовым объектом. Вы покупаете не только машину. Вы финансируете их кривую обучения.
Суть вот в чём: “Мы не можем позволить себе ошибиться”.”
Шрамы в мудрость: Если вы не можете посетить близкую установку и поговорить с владельцем, который уже прошел фазу «медового месяца», вы не покупаете надежность. Вы покупаете потенциал.
Лист гарантийных условий попадает на стол переговоров. “Два года полного покрытия.” Звучит безопасно.
А потом вы читаете исключения.
Износные детали не покрываются. Электрические компоненты покрываются “по усмотрению производителя”. Поездки оплачиваются после 90 дней. Поддержка программного обеспечения ограничена “стандартными функциями”. Внезапно этот полный щит выглядит, как швейцарский сыр.
Сосредоточьтесь на трех категориях неисправностей:
1) Высокостоймостная электроника – основные платы управления, серводрайвы, безопасные ПЛК. Они полностью покрываются по запчастям и работе? Или только по запчастям, а поездки и диагностика оплачиваются отдельно?
2) Конструктивные компоненты – рама, ползун, задний упор. На какой срок? Пятилетняя гарантия на раму — частый маркетинговый ход. Но включает ли она выравнивание и оплату труда, если прогиб превышает спецификацию?
3) Программное обеспечение и прошивка – Если обновление контроллера превращает систему в “кирпич”, покрывается ли восстановление? Или это считается «платной поддержкой»?
Премиальные бренды экосистем часто связывают соблюдение гарантии с сертифицированными сервисными визитами и одобренными расходными материалами. Пропусти запланированное обслуживание или установи инструмент стороннего производителя — и покрытие сужается. Производители среднего уровня иногда предлагают более простые условия, но на более короткий срок.
Вопрос не в том, какая дольше. Вопрос в том, какая понятнее.
Правда внизу: Двухлетняя гарантия с чётким покрытием приводов, плат, работы и поездок зачастую безопаснее, чем пятилетняя громкая, но с множеством оговорок.
Мудрость через шрамы: Сядьте с текстом гарантии и попросите продавца письменно поставить инициалы напротив пункта, кто платит, если главный контроллер выйдет из строя на 18-м месяце — включая доставку и труд. Если он замялся — вы только что нашли реальную премию за риск.
Потому что на вашей стадии роста ROI определяется не престижем логотипа и не глубиной экосистемы. Он определяется тем, как быстро вы сможете снова начать гнуть детали, когда — а не если — что-то сломается.
И как только мы признаём, что техническое равенство стало обычным, а экономика простоев — личной, остаётся только один рациональный шаг: построить многоуровневую структуру принятия решений, которая соотносит вашу траекторию роста с уровнем риска поддержки, который вы действительно можете себе позволить.
Архитектура поддержки — это рычаг. Теперь нужно соотнести этот рычаг с тем весом, который реально поднимает ваш цех.
Большинство владельцев думают в тоннах и длине стола. Я хочу, чтобы вы думали в категориях рисков: сколько дохода в день «лежит» на этом ползуне и как долго он может стоять без движения, прежде чем станет больно? Небольшая мастерская из 6 человек, работающая на одном прессе с мощностью 70%, находится в другом классе риска, чем завод из 40 человек, работающий в две смены с синхронизированными линиями. Категория машины та же. Допустимый простой — разный.
Поэтому структура основывается не на бренде, а на риске. Ставьте решение на трёх переменных: дневная выручка на машину, эластичность загрузки (могут ли клиенты подождать?) и плотность локальной поддержки именно для этой модели. Когда эти три фактора совпадают, “самый безопасный” уровень становится очевидным — независимо от логотипа.
Какой уровень действительно даёт оптимальное соотношение ROI для развивающегося малого или среднего предприятия?
Возьмём гипотетическую фабрику из 8–15 человек, гнущую в основном тонкий нержавеющий лист, алюминиевые корпуса, медицинские кронштейны. Повторяемость важна — электрические сервопрессы класса ±0.01 мм отлично подходят. Чистая работа при уровне шума <75 дБ важна, если вы делите помещение со сборкой. Гидравлическое масло на полу — нет.
Производители электрических прессов среднего уровня теперь закупают тот же класс серводрайвов и линейных энкодеров, что и крупные бренды. Это и есть коммодитизация. Проверка «налога на бренд» задаёт простой вопрос: если привод, энкодер и безопасный ПЛК имеют одного и того же производителя и одинаковые характеристики, за что именно вы платите вдвое больше?
Часто это доводка экосистемы. Фирменные программные уровни. Глобальные шоурумы. Они финансируют мировую маркетинговую сеть, региональные демонстрационные площадки и корпоративную систему НИОКР, сопоставимую по масштабу с оборонно‑аэрокосмическими корпорациями.
Но защита — это не точность.
Для такого размера производства оптимальным обычно оказывается электрический пресс среднего класса с прозрачными компонентами, приводами из локальных складов и тремя региональными референсами: он обеспечивает более быструю окупаемость. Меньше начальные затраты. Сопоставимая точность. Проще гарантийные условия. Если выходит из строя серводвигатель, вы звоните региональному дистрибьютору, а не ждёте серийный модуль из‑за границы.
От шрамов к мудрости: золотая середина существует лишь при условии, что ваш ассортимент материалов остаётся в своих пределах. Начнёте гнуть толстые конструкционные плиты сверх заданного рабочего цикла — электрические преимущества растворятся в сигналах перегрузки и преждевременном износе.
И что происходит, когда объём или ассортимент производства меняются?
Теперь представьте два пути.
Первый: крупный поставщик автопрома, выпускающий предсказуемые детали из толстых сталей повышенной прочности, минимум две смены. Простой — не просто неудобство, а нарушение контракта. Здесь гидравлика по‑прежнему оправдывает себя: она лучше переносит перегрузки, работает с широким диапазоном толщин без ограничений шарико‑винтовых передач. Управляющая экосистема — особенно у премиальных брендов — может теснее интегрироваться с роботизированными ячейками и заводской MES‑системой.
В такой обстановке переплата может быть рациональной. Не из‑за логотипа, а ради резервирования, общего пула запчастей для всего парка машин и гарантированной реакции сервисных специалистов, прописанной в контракте. Вы покупаете передачу рисков.
Второй: мелкосерийный цех, еженедельно рассчитывающий стоимость 30 позиций, партиями от 5 до 200 штук. Материалы — от листа 16‑го калибра до изредка 1/4 дюйма. Гибкость и скорость переналадки обеспечивают рентабельность. Здесь избыточная гидравлическая мощность превращается в «мертвый» капитал. Растёт энергопотребление. Растёт шум. Растёт сложность обслуживания.
Электрический пресс среднего уровня или хорошо поддерживаемая гидравлика того же класса часто выигрывают, потому что соответствуют изменчивости условий, а не полагаются на грубую мощь. Ниже затраты на холостой ход. Быстрее реверс ползуна. Проще процедуры обслуживания, с которыми справится ваш собственный техник.
Суть вот в чём: “Мы не можем позволить себе ошибиться”.”
Для автозавода “ошибка” означает сорванную поставку. Для мелкосерийного цеха “ошибка” — это замороженные деньги в мощностях, которые никогда не окупятся.
Одна и та же цель — стабильная отдача от инвестиций. Разная терпимость к риску и избытку мощности.
А теперь — момент истины в зале суда.
Торговые представители дают показания. Компоненты и логистика — это доказательства. Ваша задача — перекрёстный допрос.
Вопрос 1: “Перечислите точные марку и модель основных серводрайвов, контроллера и защитного ПЛК. Это компоненты открытого рынка? Кто ещё обслуживает их локально?” Если ответ расплывчат — “закрытый высокопроизводительный модуль” — вы нашли будущий узкий момент. Прозрачность сигнализирует о возможности выбора. Возможность выбора снижает риск простоя.
Вопрос 2: “Покажите мне три станка этой же серии в пределах однодневной поездки и скажите, где хранятся пять наиболее часто выходящих из строя деталей.” Не корпоративный штаб. Не другая модель. Именно эта. Плотность сервисной поддержки — не рекламный показатель, а географический факт.
Вопрос 3: “Если моя основная плата управления выйдет из строя на 18‑м месяце, кто оплачивает доставку, работу и поездку, и через сколько дней я снова начну гнуть?” Заставьте их назвать число. Пусть даже диапазон. Следите, как быстро уверенность превращается в оговорки.
Неочевидный вывод таков: уровень производителя должен масштабироваться вместе с вашим уровнем вовлечённости, а не с вашими амбициями. Компании на ранней стадии и в фазе среднего роста часто покупают престиж, чтобы чувствовать себя защищёнными. На деле они платят за инфраструктуру, рассчитанную на компании в десять раз больше.
Самый безопасный листогибочный пресс — не тот, у которого самый известный логотип, а тот, чьи компоненты, сеть поддержки и диапазон допусков соответствуют вашей модели дохода.
Как только вы начинаете воспринимать машины как инструменты управления рисками, а не как трофеи, каждый рекламный буклет читается по‑иному.


















