

La citation que j’entends le plus souvent dans les réunions d’achat ne parle ni de tonnage ni de répétabilité du butoir arrière. C’est celle-ci : “ Nous ne pouvons pas nous permettre de nous tromper. ”
Le propriétaire la prononce en pointant un presse-plieuse de milieu de gamme équipée de moteurs Siemens et d’une CNC européenne familière. Puis il entoure la ligne Amada ou Trumpf qui coûte 120 000 EUR de plus et l’appelle “ le choix sûr ”. Personne n’a comparé la résolution des encodeurs. Personne n’a demandé qui avait fabriqué les servopacks. Le logo a clos le dossier avant que les preuves soient examinées.
Ce réflexe avait du sens autrefois. Ce n’est plus le cas aujourd’hui.
Prenez deux presses plieuses modernes à 8 axes sur un salon professionnel. Toutes deux fonctionnent avec des systèmes servo-électriques à boucle fermée. Toutes deux utilisent des encodeurs linéaires avec un retour d’information au niveau du micron. Toutes deux annoncent une répétabilité à quelques millièmes de pouce près. L’une coûte le prix d’un petit immeuble ; l’autre laisse six chiffres sur la table.
Où, exactement, se cache la précision supplémentaire ?
Quand j’audite ces machines, je ne commence pas par la peinture. J’ouvre l’armoire. Servomoteurs Bosch Rexroth. Siemens. Yaskawa. Les mêmes fournisseurs industriels vendant à l’échelle mondiale. Encodeurs haute résolution provenant du même petit nombre de fabricants. Vis à billes rectifiées avec précision selon des normes ISO qui se moquent de la fidélité à la marque.
Vérité d’atelier : si l’architecture de commande de mouvement est matériellement similaire, le plafond de précision est essentiellement déterminé par la classe des composants et la rigueur de la calibration—non par l’écusson sur la porte.
Les marques historiques investissent effectivement en recherche et développement. Trumpf détient des centaines de brevets. La série servo-électrique EGB d’Amada atteint des vitesses d’approche impressionnantes et affiche de faibles taux de défaut. Ce sont de véritables réussites. Mais pour une petite ou moyenne entreprise qui cintre des équerres en acier doux sur des longueurs de 3 mètres, la question n’est pas de savoir si une machine emblématique peut faire mieux—c’est de savoir si cette performance supplémentaire se traduit sur vos factures.
La plupart du temps, ce n’est pas le cas.

Le marché nord-américain des presses plieuses est dominé par cinq grandes marques qui contrôlent environ la moitié des parts. Cette domination n’est pas due au hasard. Elle repose sur des réseaux de distributeurs, des centres de formation, des installations de démonstration éclatantes et une présence commerciale dans chaque zone industrielle.
Cette infrastructure a un coût.
Lorsqu’un atelier se tourne par défaut vers un logo historique, il n’achète pas seulement une traverse et une butée arrière. Il finance le marketing mondial, les showrooms régionaux et une machine de R&D corporate dimensionnée pour les grands comptes de l’aéronautique. Pour certains acheteurs, cette protection contre le doute vaut le prix.
Mais la protection n’est pas la précision.
Cicatrices devenues sagesse : j’ai vu des ateliers payer un surcoût pour une “ précision sans compromis ” et ensuite fonctionner toute la journée avec des tolérances de ±0,010 pouce parce que leur soudage en aval ne peut pas tenir plus serré de toute façon. La machine était capable d’un travail chirurgical. Le processus, lui, ne l’était pas.
Alors que se passe-t-il après la vente, quand cette machine haut de gamme a besoin d’attention ?
Ouvrez une facture de service issue d’un écosystème propriétaire et vous verrez la vraie arithmétique. Cartes de contrôle sur mesure. Licences logicielles spécifiques à la marque. Techniciens certifiés uniquement. Temps de déplacement facturé à tarif premium.
Si l’amplificateur servo tombe en panne sur une machine de milieu de gamme utilisant des composants industriels courants, plusieurs solutions de service existent. Sur une plate-forme propriétaire strictement contrôlée, les options se réduisent rapidement. Vous n’achetez pas seulement de la précision—vous vous engagez dans une chaîne d’approvisionnement.
Ce verrouillage avait du sens lorsque l’écart technologique était important. Quand seuls quelques fabricants pouvaient contrôler de manière fiable la synchronisation multi-axes à grande vitesse, vous payiez pour la tribu dotée de la meilleure caisse de guerre.
Mais si la technologie de mouvement centrale est désormais largement accessible, à quoi êtes-vous exactement verrouillé — à une flexion supérieure ou à un marketing supérieur ?

J’ai autrefois examiné les journaux de production d’un atelier utilisant un fleuron servoélectrique de 100 tonnes, capable de vitesses de coulisseau fulgurantes et de changement d’outil automatisé. Machine impressionnante. Travail moyen ? Panneaux en acier doux de 14 gauge par lots de 40.
Le changeur automatique d’outils restait inactif. Les algorithmes de pliage assistés par IA ne quittaient jamais le mode basique. Les gains de temps de cycle ne faisaient que grignoter quelques secondes sur des tâches déjà limitées par le chargement manuel.
Ils avaient acheté des capacités aéronautiques pour des marges de CVC.
C’est le changement cognitif qui importe : arrêtez de demander “ Est-ce la meilleure machine disponible ? ” et commencez à demander “ Quelle capacité mesurable génère des revenus dans mon flux de travail ? ”.”
Les marques historiques fabriquent toujours d’excellents équipements. Mais l’excellence au-delà de votre modèle de revenus n’est pas une sécurité — c’est un coût fixe.
Et si une précision comparable est désormais réalisable sans la majoration de prestige, qu’est-ce qui a changé dans la technologie sous-jacente pour rendre cette parité possible ?
En 2005, si vous vouliez une synchronisation multi-axes haute résolution sur une presse plieuse — un vrai contrôle en boucle fermée avec retour d’encodeur au micron — vous achetiez auprès d’une courte liste de fabricants de servomoteurs européens et japonais. L’intégration était difficile. Le réglage relevait du savoir tribal. Un mauvais pack servo signifiait des oscillations en fin de course et de la ferraille sur la palette.
Avance rapide. Aujourd’hui, Bosch Rexroth, Yaskawa, Siemens, Mitsubishi — et de plus en plus Inovance et Estun — vendent des plateformes servo modulaires avec routines d’auto-ajustement, encodeurs 24 bits et compatibilité bus de terrain prêtes à l’emploi. Non sur mesure. Catalogue.
C’est le basculement.
Quand le matériel de mouvement de base — moteur, variateur, encodeur, boucle de contrôle — devient disponible mondialement pour quiconque a le volume d’achat, la précision cesse d’être un avantage national et devient une décision d’approvisionnement. La question passe de “ Qui l’a construit ? ” à “ Qu’y a-t-il à l’intérieur ? ”
Et dès que vous ouvrez l’armoire électrique, la romance s’évapore rapidement.
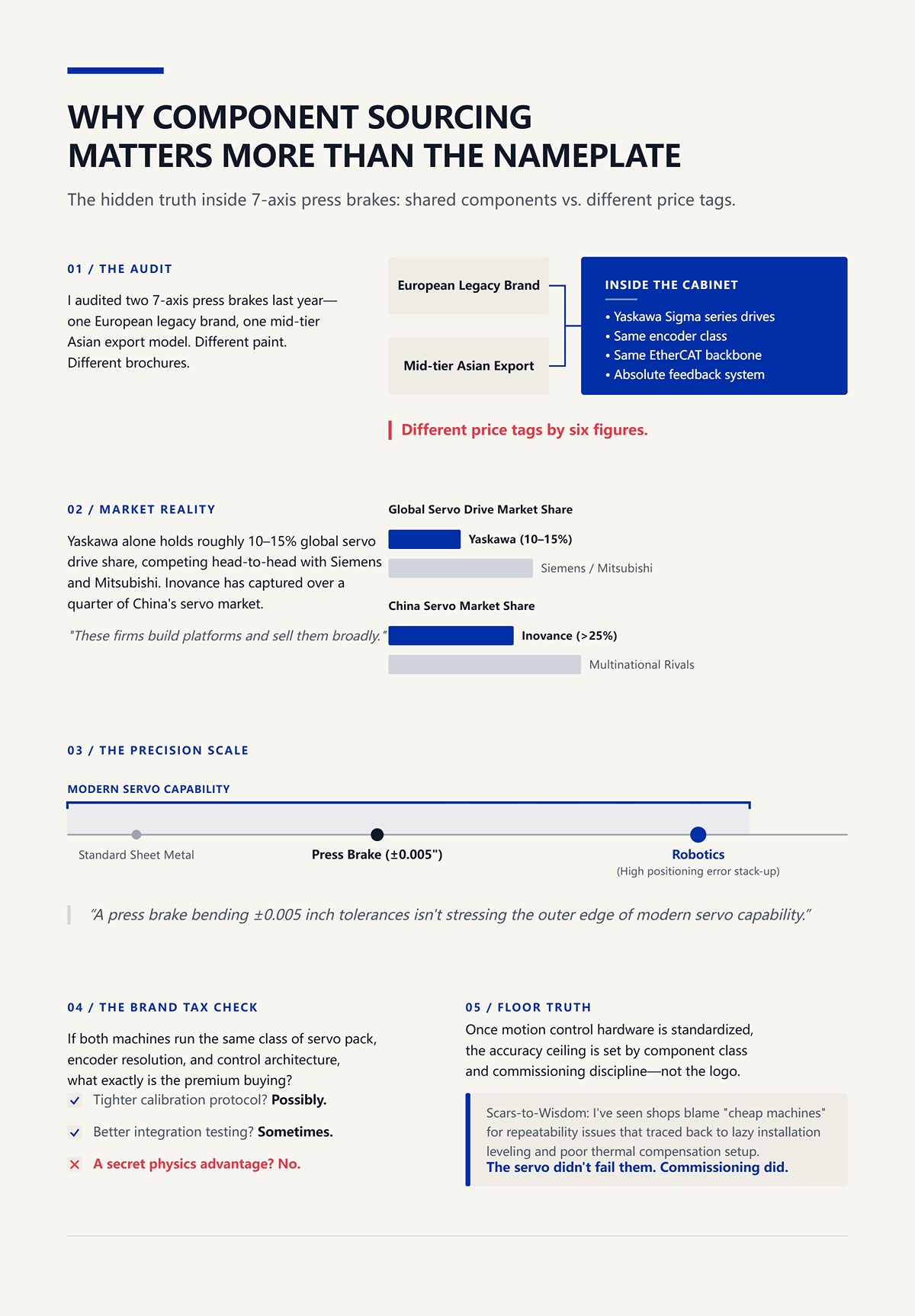
J’ai audité deux presses plieuses à 7 axes l’an dernier — une marque européenne historique, un modèle asiatique d’exportation de milieu de gamme. Peintures différentes. Brochures différentes. À l’intérieur de l’armoire électrique : des variateurs série Sigma de Yaskawa sur les deux. Même classe d’encodeur. Même structure de communication EtherCAT. Même type de système de retour absolu.
Des étiquettes de prix différentes de six chiffres.
Yaskawa détient à elle seule environ 10–15 % de part mondiale des servovariateurs, en compétition directe avec Siemens et Mitsubishi. Ces sociétés ne construisent pas des variateurs exclusivement pour des OEM prestigieux ; elles conçoivent des plateformes et les vendent à grande échelle. Estun, autrefois perçue comme un fournisseur chinois domestique, produit aujourd’hui des systèmes servo utilisés dans des robots et des machines-outils dans le monde entier. Inovance a capturé plus d’un quart du marché chinois des servomoteurs — face à des concurrents multinationaux — en fabriquant des variateurs haute performance répondant aux exigences de l’automatisation industrielle à grande échelle.
Cette échelle compte.
Parce que lorsqu’un fabricant de variateurs fournit des systèmes pour la robotique — où les erreurs de position s’accumulent rapidement — les exigences de précision dépassent ce que la plupart des ateliers de tôlerie demanderont jamais. Une presse plieuse travaillant avec des tolérances de ±0,005 pouce ne pousse pas la limite de capacité des servomoteurs modernes.
Alors nous effectuons le Brand Tax Check. Si les deux machines utilisent la même catégorie de pack de servomoteurs, la même résolution d’encodeur, une architecture de commande similaire, qu’achète-t-on exactement avec la prime ? Un protocole de calibration plus rigoureux ? Peut-être. Des tests d’intégration plus poussés ? Parfois. Mais pas un avantage physique secret.
Vérité du plancher : une fois le matériel de commande de mouvement standardisé, le plafond de précision est fixé par la classe des composants et la rigueur de la mise en service — pas par le logo sur le vérin.
Cicatrices devenues sagesse : j’ai vu des ateliers blâmer des “ machines bon marché ” pour des problèmes de répétabilité qui provenaient en réalité d’un nivellement d’installation paresseux et d’un mauvais réglage de la compensation thermique. Ce n’est pas le servomoteur qui les a trahis. C’est la mise en service.
Mais la précision n’est pas le seul champ de bataille. La consommation d’énergie raconte sa propre histoire.
Entrez dans une presse plieuse hydraulique fonctionnant avec un moteur à vitesse constante et vous l’entendrez — la pompe qui gémit à plein régime que le vérin bouge ou non. Mesurez avec un pince ampèremétrique et vous verrez une consommation stable même à vide.
Comparez maintenant avec un système servo-électrique moderne ou servo-hydraulique hybride. Le moteur accélère uniquement lorsque le mouvement est requis. La consommation à vide chute de manière spectaculaire. Certains fabricants annoncent des réductions d’énergie atteignant 30–40% par rapport aux systèmes hydrauliques conventionnels. Le chiffre exact dépend du cycle de travail, mais le principe est simple : puissance à la demande, pas puissance en attente.
C’est là que la géographie entre en jeu.
La région Asie-Pacifique représente la majeure partie de la croissance du marché mondial des servomoteurs et des variateurs ces dernières années. Cette croissance est stimulée par l’adoption de la robotique, des grappes manufacturières denses et des objectifs d’efficacité ambitieux. Quand votre marché intérieur installe des centaines de milliers d’axes servo chaque année, le gain d’efficacité marginal n’est pas un argument marketing — c’est une question de marge.
Les marques européennes historiques investissent bien sûr dans la R&D. Mais les fabricants asiatiques à fort volume évoluent dans un environnement où économiser des kilowatts à grande échelle produit des effets cumulatifs rapides. L’efficacité énergétique devient une arme concurrentielle, pas un slogan de durabilité.
Et pour une PME qui fonctionne en deux équipes, l’électricité n’est pas une abstraction. C’est une charge fixe.
Cicatrices devenues sagesse : un atelier que j’ai audité a économisé suffisamment chaque année sur la réduction de la consommation hydraulique après être passé à des systèmes servo-hybrides pour financer entièrement la maintenance préventive. Ils n’ont pas acheté du prestige. Ils ont acheté une friction opérationnelle réduite.
Ce qui soulève une question plus difficile. Si l’efficacité et les composants de précision sont disponibles mondialement, comment distinguer les constructeurs destinés à l’exportation des assembleurs strictement domestiques ?
Tous les constructeurs de milieu de gamme ne se valent pas. Certains assemblent des machines autour de bons composants mais font des économies sur les normes de câblage, la conformité des protections ou la documentation. Ce n’est pas de la commoditisation — c’est de la roulette.
Les fabricants destinés à l’exportation se révèlent d’eux-mêmes d’une manière plus discrète.
Ouvrez l’armoire et cherchez des faisceaux de câblage étiquetés, des composants conformes UL ou CE, une architecture de mise à la terre correcte, un espacement thermique autour des variateurs. Vérifiez si la CNC prend en charge les interfaces multilingues et les circuits de sécurité reconnus internationalement. Demandez des tests de répétabilité documentés, pas seulement des tolérances de brochure.
Les fabricants qui visent l’Europe ou l’Amérique du Nord — des noms comme LONGBOW ou Hunsone dans le segment milieu de gamme — tendent à spécifier des marques de servomoteurs reconnues internationalement, publier une documentation de conformité, et construire autour de composants réparables à l’échelle mondiale. Les fabricants destinés exclusivement à leur marché intérieur ne le font souvent pas. Leur marché ne l’exige pas.
La différence n’est pas la nationalité. C’est la discipline du marché ciblé.
Et cette discipline se manifeste plus tard — lorsque vous avez besoin de pièces dans cinq ans et que vous découvrez si votre variateur de servomoteur est une référence mondiale ou un produit régional orphelin.
Mais testons vraiment la solidité de l’affirmation principale. Même avec des servomoteurs de marques identiques, les systèmes de milieu de gamme peuvent-ils réellement égaler la répétabilité européenne sous charge ?
Imaginez réduire deux machines à leurs fondamentaux : mêmes packs servo Yaskawa, même catégorie d’encodeurs linéaires, tonnage de châssis similaire, vitesse d’interpolation CNC comparable. Vous équipez les deux de comparateurs à cadran et exécutez 500 cycles à charge nominale, en mesurant la variation du point mort inférieur.
Si la répétabilité diverge, la cause ne sera pas la nationalité du moteur servo. Ce sera la rigidité du châssis, la stabilité thermique, la qualité de la vis à billes ou la méthode d’étalonnage.
Et ce sont des variables d’ingénierie, non des propriétés mystiques de marque.
Les marques européennes historiques excellent souvent dans la conception de châssis et la durabilité à long terme. C’est réel. Structures soudées plus lourdes, procédés de détente des contraintes plus raffinés, tolérances d’usinage plus serrées. Au fil des décennies, cela forge une réputation.
Mais les constructeurs exportateurs de milieu de gamme ont comblé une grande partie de cet écart grâce à l’analyse par éléments finis pour la conception de châssis, à l’approvisionnement en vis à billes rectifiées avec précision selon les normes ISO, et à leur association avec la même catégorie de systèmes de retour haute résolution. Lorsque la boucle servo peut corriger en temps réel à partir des retours d’encodeur, les faibles variations mécaniques sont activement compensées.
Ainsi, le verdict n’est pas que toutes les machines se valent.
Il est plus nuancé — et plus inconfortable pour les acheteurs de prestige.
Lorsque la technologie servo de base est devenue mondialement accessible, la précision a cessé d’être un club exclusif pour devenir un exercice d’intégration. Les marques historiques se distinguent encore par leur écosystème, leurs réseaux de service et les applications de pointe extrême. Elles soutiennent un marketing mondial, des showrooms régionaux et une machine de R&D dimensionnée pour les donneurs d’ordre aéronautiques. Pour certains ateliers, cette protection procure un sentiment de sécurité.
Mais la protection n’est pas la précision.
Pour la PME moderne, la question la plus intelligente n’est pas : “ Quelle marque est la mieux classée ? ” mais plutôt : “ Quelle tolérance mon flux de production exige‑t‑il réellement — et quelle architecture de composants transparente peut la fournir sans surtaxe de prestige ? ” En pratique, cela signifie évaluer des systèmes entièrement CNC conçus autour de scénarios réels de pliage, intégrés aux processus amont et aval de travail de la tôle, et offrant une répétabilité mesurable sur les pièces que vous produisez réellement. Des solutions comme la presse plieuse CN-HAWE sont conçues selon cette logique axée d’abord sur la performance — privilégiant la précision, la compatibilité avec l’automatisation et une performance évolutive plutôt que la valeur de l’emblème — afin que vous investissiez dans des résultats documentés, et non dans la réputation seule.
Si le matériel servo et la précision de base sont mondialement accessibles, alors la prime ne peut pas se cacher dans le boîtier du moteur. Elle doit apparaître dans la façon dont la machine s’adapte à votre travail réel.
C’est là que la plupart des PME se perdent. Elles entrent dans la salle du tribunal en demandant : “ Qui est #1 ? ” comme si c’était un concours de beauté, et les brochures s’alignent comme des témoins bien polis — chiffres de répétabilité en microns, cadres brillants, discours sur l’héritage aérospatial. Mais le chiffre d’affaires ne se préoccupe pas des classements. Il se soucie de savoir si votre machine respecte votre plage de tolérance, jour après jour, sur les pièces que vous livrez réellement.
Question différente. Verdict différent.
Lorsque j’audite un atelier, je ne commence pas par les noms de marque. Je commence avec des pieds à coulisse et une pile de bons de travail récents. Quelles épaisseurs dominent ? Quelles longueurs de pliage ? Quelles tolérances angulaires déclenchent les retouches ? Une machine capable de tenir ±0,005 mm sur le papier ne veut rien dire si vos clients rejettent les pièces à ±0,3 degré de variation angulaire, et non sur l’erreur de profondeur linéaire. La tolérance qui compte est celle liée à vos factures.
Et dès que vous le formulez ainsi, la prime de prestige doit se justifier par rapport à votre plage de tolérance, et non par rapport à un logo.
La rigidité n’est pas un slogan. C’est la déflexion sous charge.
Prenez deux ateliers. L’un plie des boîtiers en acier inoxydable de 1,2 mm toute la journée. L’autre alterne entre des supports en acier doux de 3 mm et, à l’occasion, des pattes structurelles de 10 mm. Même classe de servo. Même résolution d’encodeur. Des exigences complètement différentes pour la structure.
Les systèmes servo-électriques excellent dans les travaux répétitifs à tôles fines. Contrôle précis, faible consommation d’énergie, dérive hydraulique minimale. Mais poussez-les dans des matériaux structurels plus épais et vous rencontrez une limite—pas logicielle, physique. Les entraînements électriques peuvent commander la position avec une précision exquise ; ils ne peuvent pas compenser une structure qui fléchit au-delà de sa fenêtre de conception.
Les systèmes hydrauliques, en particulier dans les structures lourdes héritées, dominent encore les applications de force brute pour une bonne raison. L’huile sous pression se moque des cycles de marketing. Elle délivre de la tonnage sur une plus large gamme de matériaux, et la masse de ces structures absorbe les chocs que les bâtis plus légers supporteraient mal.
Voici l’erreur que je constate : une PME achète une machine surdimensionnée d’une marque prestigieuse “ juste au cas où ”. La machine passe 90 % de sa vie à plier de la tôle fine, traînant une capacité structurelle qu’elle utilise rarement. Capital immobilisé. Espace au sol occupé. Consommation d’énergie plus élevée que nécessaire.
Le surdimensionnement pour anticiper l’avenir revient souvent à surpayer pour un avenir qui n’arrive jamais.
De cicatrices en sagesse : j’ai vu plus de temps d’arrêt causé par des électriques légères surchargées et plus de capital gaspillé avec des hydrauliques lourdes sous-utilisées que par un défaut de marque. Adaptez la structure au métal pour lequel vous passez réellement des bons de commande, pas à celui sur lequel vous fantasmez de soumissionner.
Et alors, si vos pièces n’exigent pas de tolérances de niveau aérospatial ?
C’est ceci : “ Nous ne pouvons pas nous permettre de nous tromper. ”
Cette phrase provoque plus de surachat que n’importe quel commercial. Les propriétaires imaginent le seul travail nécessitant une précision extrême et choisissent une machine pour ce scénario hypothétique au lieu des 80 % de travaux qui paient les factures.
Faisons une simple expérience de pensée. Chiffres hypothétiques, mais dynamiques réalistes. Supposons que la Machine A tienne une répétabilité de ±0,005 mm et coûte 30 % de plus. La Machine B tient ±0,02 mm de façon fiable et coûte moins cher. Vos pièces habituelles tolèrent ±0,1 mm en profondeur de pli avant que la variation d’angle ne provoque de la rebut.
Quelle machine génère le plus de profit par dollar investi ?
Si la Machine B respecte la tolérance sans difficulté—pas de dérive à corriger, pas de recalibrage constant, pas d’acrobaties logicielles—alors la précision supplémentaire de la Machine A est une capacité inutilisée. Vous avez payé pour une marge que vous n’utilisez jamais. Et souvent, plus le système est précis, plus il est sensible à la discipline de réglage, à la formation des opérateurs et aux mises à jour logicielles. Le contrôle avancé est puissant, mais dans un atelier peu formé, il devient du temps d’arrêt tactile.
Suffisamment bon, quand cela correspond vraiment à votre spécification, n’est pas de la médiocrité. C’est de la marge.
L’analogie avec le tribunal compte ici. Les affirmations marketing sont des témoignages. Votre empilement de tolérances et votre taux de retouche sont des preuves. Le verdict, c’est le retour sur investissement, pas le droit de se vanter.
Mais la précision aujourd’hui ne concerne plus seulement l’acier et les assemblages soudés, n’est-ce pas ?
Nous poursuivions autrefois la masse. Structure plus lourde, flasques latérales plus épaisses, plus de tonnage. La domination mécanique était le chemin vers la constance.
Aujourd’hui, la boucle servo prend une part de ce travail.
Le contrôle en boucle fermée—où les encodeurs renvoient les données de position en temps réel à l’entraînement—signifie que la machine se corrige elle-même à chaque cycle. Les variations mécaniques mineures sont mesurées et compensées en quelques millisecondes. La précision devient un problème logiciel superposé à l’intégrité mécanique.
Cela change l’endroit où réside la différenciation.
Si deux machines partagent des ensembles servo et des classes d’encodeurs comparables, alors les différences significatives se déplacent vers la qualité d’intégration : à quel point l’algorithme de contrôle est bien réglé, à quel point l’architecture de câblage est propre, à quel point la gestion thermique autour des entraînements reste stable pendant un long quart de travail. Rien de glamour. Mais décisif.
Et c’est là que la prime peut encore se justifier — si le constructeur prouve une intégration supérieure, une rigueur de mise en service et un soutien à long terme. Pas à cause de la nationalité. Pas à cause de l’héritage. Parce que le système se comporte de manière prévisible sous votre profil de charge, avec vos opérateurs, sur des années.
Mais la protection n’est pas la précision.
Ils financent le marketing mondial, les salles d’exposition régionales et une machine de R&D d’entreprise dimensionnée pour les grands donneurs d’ordre aéronautiques. Si vous ne travaillez pas avec des tolérances aéronautiques ou des cellules d’automatisation qui exigent cet écosystème, alors la question se déplace à nouveau : payez-vous pour une précision pilotée par logiciel que vous allez exploiter — ou pour une complexité logicielle avec laquelle vous allez lutter ?
C’est la prochaine bifurcation sur la route.
Un atelier du Midwest achète une presse plieuse de 135 tonnes d’une marque européenne historique. La brochure indique “ Prête pour l’Industrie 4.0 ”. Deux ans plus tard, ils veulent un suivi des tâches en temps réel relié à leur ERP et un retour automatisé de programmes de pliage depuis l’atelier. La réponse de l’OEM : un module logiciel, un dispositif passerelle, une installation certifiée en usine et une assistance à l’intégration.
Devis total : un peu plus de 60 000 $.
Rien n’a changé dans le bâti. Rien dans le pack servo. C’est une porte logicielle qui a toujours existé — mais verrouillée derrière un mur payant.
Alors, quand une PME me demande si une intégration premium vaut la peine à son stade de croissance, je ne commence pas par la philosophie. Je commence avec une clé et un schéma de câblage. Qu’est-ce qui est natif ? Qu’est-ce qui est sous licence ? Qu’est-ce qui nécessite la validation de l’usine ? Car la préparation à l’automatisation n’est pas une fonctionnalité de logo. C’est une décision d’architecture que vous avez soit payée à l’avance, soit que vous paierez plus tard avec les intérêts.
Le profit vient toujours de l’alignement des tolérances et de l’adéquation du système. L’automatisation ne fait que déplacer l’endroit où réside cette “ adéquation ”.
Ouvrez la porte de l’armoire.
Sur une machine de milieu de gamme que j’ai auditée l’année dernière, le contrôleur exposait des protocoles industriels standards — Ethernet/IP et OPC UA — dès la sortie de la boîte. Cela signifie que la machine peut publier les données de production, les états d’alarme et les compteurs de cycles directement sur un réseau d’usine sans intergiciel propriétaire. Votre intégrateur écrit la poignée de main une fois. Vous êtes en ligne.
Sur l’unité historique à côté ? Même catégorie de variateurs servo. Même résolution d’encodeur. Mais la couche de données était enfermée dans l’écosystème de l’OEM. Pour extraire des métriques de production pertinentes, il fallait leur passerelle de marque et une licence logicielle annuelle.
C’est là que “ Prête pour l’Industrie 4.0 ” devient la vérité de l’atelier : un logiciel coûteux que vous n’utiliserez peut-être jamais pleinement.
Maintenant, mettez cela à l’épreuve. Il existe des cas où payer pour cet écosystème a du sens. Si vous exploitez plusieurs machines de la même marque sur plusieurs continents, et que le service informatique de l’entreprise veut une seule interface avec des mises à jour centralisées, la prime achète l’uniformité. Ce n’est pas du vent. C’est de la gouvernance.
Mais la plupart des PME n’exploitent pas de flottes mondiales. Elles essaient de réduire les erreurs de devis, de suivre les temps de cycle réels et, peut-être, de relier les programmes de pliage aux imbrications laser. Le guide d’intégration de MAC-Tech indique des réductions de délais de 20 à 40 % lorsque les systèmes en amont et en aval communiquent entre eux. Remarquez ce que cela implique : le gain vient de la connexion du flux de travail, pas du pedigree de la marque.
Si la machine ne peut pas utiliser des protocoles ouverts sans un péage de 60 000 $, votre horloge de ROI démarre en retard.
Cicatrices devenues sagesse : j’ai vu des ateliers retarder l’intégration pendant des années parce que le devis de rétrofit donnait l’impression d’acheter la machine une deuxième fois. Demandez une liste écrite des protocoles de communication natifs avant de signer. Si ce n’est pas dans la spécification de base, supposez que vous paierez plus tard.
Mais les canalisations de données sont inutiles si les personnes aux commandes ne peuvent pas faire fonctionner l’ensemble efficacement.
Chez un fournisseur automobile, une presse à freiner de forte capacité a amorti un investissement à sept chiffres en environ 12 semaines. Pas parce qu’elle avait un écran plus joli. Parce qu’ils ont réduit le temps de cycle, les rebuts et le changement d’outillage grâce à une optimisation de processus rigoureuse.
Le contrôleur comptait — mais pas de la façon dont le marketing le suggère.
Voici ce que la plupart des ateliers oublient : l’automatisation réduit le besoin de pliage manuel hautement qualifié, mais elle augmente le besoin de configuration disciplinée, d’inspection et de gestion de programmes. Une étude E-CI sur l’automatisation le dit clairement — les presses plieuses automatisées nécessitent beaucoup moins de main-d’œuvre qualifiée sur le coulisseau, mais la main-d’œuvre doit évoluer. Les opérateurs deviennent des techniciens de réglage et des garants de la qualité.
Imaginez maintenant deux interfaces.
Le contrôleur A est esthétiquement soigné, fortement assisté, il dissimule la complexité. Le contrôleur B est moins séduisant mais impose une saisie explicite des données matériaux, du choix des outils et de la validation des séquences de pliage.
Lequel empêche la série de rebuts $3,000 à 2 h du matin ?
Une interface intuitive est un moteur de productivité lorsqu’elle réduit les frappes clavier et le temps de réglage sans masquer les paramètres critiques. Elle devient un goulot d’étranglement lorsqu’elle crée une dépendance à la formation en usine ou à une logique de programmation propriétaire qu’un seul “guru” interne comprend.
Midwest Engineering Systems a livré une cellule robotisée d’assistance avec formation des opérateurs sur site comme ligne de projet explicite. C’est de l’honnêteté. Ils ont évalué la courbe d’apprentissage. Certaines marques haut de gamme intègrent ce coût dans les 90 premiers jours de propriété, pendant que votre équipe brûle silencieusement des heures à comprendre une philosophie de contrôle qui semble conçue par des ingénieurs logiciels plutôt que par des fabricants.
Mais l’isolation n’est pas la précision. Un manuel épais et un centre d’assistance mondial ne garantissent pas que votre chef d’équipe de deuxième quart puisse récupérer après un plantage de programme sans attendre le réveil de l’Europe.
La vraie question n’est pas “L’interface est-elle moderne ?” mais “Mon opérateur moyen de niveau B peut-il la faire fonctionner rentablement après une formation structurée ?”
Car si l’automatisation est motivée par les pénuries de main-d’œuvre — comme le montrent de nombreuses études de cas FANUC — alors la survie, et non l’élégance, est le véritable critère. Vous automatisez parce que vous ne pouvez pas embaucher. Le contrôle doit tolérer cette réalité.
Et une fois que le contrôleur est fonctionnel, la contrainte suivante apparaît.
Une presse plieuse robotisée de LVD a démontré une production en continu, 24 h/24 et 7 j/7, avec des temps de réglage d’environ 20 minutes. Ce n’est pas de la théorie. C’est une machine conçue dès le départ pour se coordonner avec un robot — mécaniquement, électriquement et via le logiciel.
À comparer avec les ateliers qui fixent un cobot devant une presse plieuse conventionnelle comme “première étape”. Olympus présente cela comme une entrée accessible vers l’automatisation. C’est juste. Moins coûteux. Allègement visible du travail manuel.
Mais voici le piège.
Si la presse plieuse ne dispose pas de signaux d’interface robotique natifs — échanges I/O sécurisés, appels de programmes synchronisés, accès API ouvert — vous finissez avec un cobot agissant comme un humain très patient. Il charge et décharge. La presse continue d’attendre des confirmations manuelles ou des contournements de signaux maladroits.
Vous avez automatisé la main-d’œuvre, pas le processus.
L’évolutivité ne concerne pas seulement les ports sur une commande. Il s’agit de savoir si le constructeur a réfléchi à la cohabitation robotique dès le premier jour : logique de protection, contrôle de version des programmes, zones de collision, capacité de simulation hors ligne. Si l’ajout d’un robot plus tard nécessite de démonter l’armoire de commande et d’annuler les garanties, cette machine n’a jamais été prête pour l’automatisation. Elle était simplement adjacente à l’automatisation.
Si vous évaluez la capacité de votre prochaine presse plieuse à s’intégrer réellement dans une cellule robotisée — ou à devenir un projet de modernisation coûteux — il vaut la peine de comparer les architectures avant de signer. Le portefeuille CNC‑basé 100% de CN‑HAWE couvre le pliage et l’automatisation complète de la tôlerie, soutenu par une R&D dédiée pour les presses plieuses et l’automatisation industrielle, faisant de la stratégie d’intégration une partie de la conception de la machine plutôt qu’une réflexion après coup. Pour discuter des plans robots de votre atelier, des exigences de tolérance et de la feuille de route de mise à niveau, vous pouvez contacter CN-HAWE demander une consultation technique ou une revue de devis.
Et voici où revient le contrôle de la “taxe de marque”. De nombreux constructeurs de milieu de gamme utilisent désormais la même catégorie de bras robots industriels et d’automates de sécurité que les marques historiques. La différence réside dans la nature ouverte ou propriétaire de la couche d’intégration. Si les deux utilisent un matériel comparable, pourquoi l’un propose-t‑il une mise à niveau d’automatisation à six chiffres tandis que l’autre intègre l’interface dans l’architecture de base ?
Ils financent le marketing mondial, les salles d’exposition régionales et une machine de R&D d’entreprise dimensionnée pour les grands comptes de l’aéronautique.
Si vous ne passez pas à une production multi-cellules, sans surveillance, en moins de trois ans, vous ne profiterez peut-être jamais du potentiel théorique de cet écosystème. Pendant ce temps, une machine de milieu de gamme avec une architecture ouverte et des signaux d’interface robot documentés préserve vos options sans vous faire payer pour un futur que vous n’avez pas encore mérité.
Cicatrices en sagesse : la pérennité ne consiste pas à acheter la cellule la plus avancée que vous puissiez financer. Elle consiste à éviter les impasses architecturales. Posez une question difficile avant l’achat : “ Montrez-moi une machine comme celle-ci, déjà en fonctionnement avec un robot, et dites-moi exactement ce qu’il a fallu pour y parvenir. ”
Parce que même la presse plieuse la plus prête pour l’automatisation se transforme en sculpture coûteuse si personne ne décroche le téléphone lorsque l’intégration présente une panne à 3 heures du matin.
Une presse plieuse de 135 tonnes est à l’arrêt dans un atelier du Midwest pendant huit jours parce qu’une carte de commande est défaillante et que le remplacement est “ en transit depuis l’Europe ”. Le paiement est toujours encaissé. La paie est toujours versée. Le client veut toujours ses pièces.
C’est le calcul de retour sur investissement que la plupart des PME omettent lorsqu’elles se demandent si l“” écosystème complet » propriétaire mérite la prime. Elles comparent le prix d’achat aux gains de temps de cycle. Elles modélisent les économies de main-d’œuvre liées à l’automatisation. Ce qu’elles modélisent rarement, c’est l’économie des temps d’arrêt : revenu par jour × temps de récupération réaliste × probabilité de panne sur cinq ans.
Si votre plieuse génère $4 000 par jour de marge de contribution et que votre structure de support permet une panne de dix jours une fois tous les deux ans, vous venez de brûler $40 000 — avant les heures supplémentaires, le transport express ou les dommages de réputation. Une machine à l’arrêt n’est pas un outil de précision. C’est une dépense salariale silencieuse.
La pérennité a permis d’éviter le verrouillage architectural. Nous testons maintenant si l’architecture de support derrière le logo peut réellement maintenir les revenus.
J’ai vu deux devis sur mon bureau la même semaine. La marque A promet un “ diagnostic à distance en 24 heures ”. La marque B garantit un “ technicien sur site en 48 heures ”. Les deux semblent rassurantes.
Mais lorsqu’un variateur de servo tombe en panne sévère — sans réinitialisation ni contournement — les diagnostics à distance ne sont qu’un spectacle si aucune pièce n’est disponible à proximité. Et un technicien local n’est qu’un visage compatissant si la carte de commande est immobilisée en douane.
Le support repose sur deux axes : 1) Temps de réponse pour obtenir des mains compétentes 2) Disponibilité physique des pièces critiques
Tracez-les ensemble, sinon vous vous mentez à vous-même.
Prenons une hypothèse réaliste : un fabricant de milieu de gamme utilise des servovariateurs de classe Yaskawa largement disponibles et un PLC de sécurité standard. Votre distributeur local d’automatisation stocke ces variateurs parce qu’ils sont utilisés dans les lignes d’emballage et les fraiseuses CNC de toute la région. Si le constructeur répond en 12 heures mais que la pièce se trouve à deux heures de route, vous reprenez la découpe au prochain quart de travail.
Comparez maintenant cela à une marque haut de gamme utilisant un module de mouvement propriétaire. Oui, leur ligne d’assistance est ouverte 24 h/24. Mais le module est doté d’un numéro de série, verrouillé par micrologiciel, et expédié uniquement depuis un entrepôt central à l’étranger. Même si le taux de panne est faible, quand cela arrive, votre temps d’arrêt dépend des voies de fret internationales.
Ils financent le marketing mondial, les showrooms régionaux et une machine de R&D d’entreprise dimensionnée pour l’aéronautique. Ce n’est pas un mal en soi. Cela signifie simplement que leur logistique de pièces est optimisée pour de grandes flottes, pas pour des PME à machine unique.
Vérité de terrain : “ Réseau de service mondial ” se traduit souvent par “ excellent support téléphonique et inventaire centralisé ”.”
Cicatrices devenues sagesse : Demandez la liste des dix pièces les plus sujettes à défaillance sur cinq ans — variateurs, codeurs, cartes de contrôle, relais de sécurité — puis posez une question franche : “ Où cette pièce est-elle physiquement stockée pour ma région ? ”
Si la réponse inclut un passeport, intégrez cela dans votre calcul de ROI.
Un atelier dans le Sud-Est a acheté un frein électrique importé aux spécifications impressionnantes : répétabilité ±0,01 mm, armoire propre, commande moderne. Sur le papier, il égalait ses concurrents européens. En pratique, la première fissure du châssis est apparue au bout de 18 mois.
Pas parce que l’acier était de mauvaise qualité. Parce que la machine a été installée sur un sol jamais vérifié pour sa planéité, par une équipe venue pour la première fois, dans un climat qu’elle n’avait jamais mis en service auparavant. Le constructeur n’avait aucune autre machine à moins de 800 kilomètres.
Chaque presse plieuse est “ faite sur mesure ”, comme le disent les brochures. C’est vrai. Capacité, profondeur de col de cygne, empilement d’outillage — rien de tout cela n’est universel. Mais la personnalisation ne fonctionne que si quelqu’un à proximité s’est déjà blessé sur ce modèle.
Le test de la référence locale est simple : “ Montrez-moi trois machines de cette série exacte en fonctionnement à une journée de route. Laissez-moi parler à ces propriétaires. ”
Pas un modèle phare de 300 tonnes dans un autre État. Pas une machine sœur au laser du même groupe. La même presse plieuse. Même génération de commande. Même architecture hydraulique ou électrique.
Pourquoi ? Parce que la densité régionale favorise le soutien informel. Les techniciens développent des réflexes de diagnostic. Les pièces de rechange sont prépositionnées. Les bogues de micrologiciel apparaissent et sont corrigés avant que vous ne les subissiez.
Être le premier client régional — que ce soit pour une marque historique lançant un nouveau contrôle ou pour un exportateur de milieu de gamme entrant sur votre marché — signifie que vous êtes le site bêta. Vous n’achetez pas seulement une machine. Vous financez leur courbe d’apprentissage.
C’est ceci : “ Nous ne pouvons pas nous permettre de nous tromper. ”
Cicatrices devenues sagesse : Si vous ne pouvez pas visiter une installation voisine et parler à un propriétaire qui a dépassé la phase de lune de miel, vous n’achetez pas de la fiabilité. Vous achetez du potentiel.
Une fiche de garantie arrive sur la table de conférence. “ Couverture complète de deux ans. ” Cela semble rassurant.
Puis vous lisez les exclusions.
Pièces d’usure non couvertes. Composants électriques couverts “ à la discrétion du fabricant ”. Frais de déplacement facturés après 90 jours. Support logiciel limité aux “ fonctions standard ”. Soudain, ce bouclier complet ressemble à du gruyère.
Concentrez-vous sur trois catégories de pannes :
1) Électronique à coût élevé – cartes de commande principales, variateurs servo, PLC de sécurité. Sont-ils entièrement couverts pour les pièces et la main-d’œuvre ? Ou seulement les pièces, avec les déplacements et les diagnostics facturés ?
2) Composants structurels – bâti, vérin, butée arrière. Pour combien de temps ? Une garantie de cinq ans sur le bâti est un argument marketing courant. Mais inclut-elle le réalignement et la main-d’œuvre si la déflexion dépasse les spécifications ?
3) Logiciels et micrologiciels – Si une mise à jour du contrôle rend le système inutilisable, la récupération est-elle couverte ? Ou s’agit-il d’un “ support facturable ” ?
Les marques de l’écosystème haut de gamme lient souvent la validité de la garantie aux visites d’entretien certifiées et aux consommables approuvés. Manquer un entretien planifié ou installer des outils tiers réduit la couverture. Les fabricants de milieu de gamme proposent parfois des conditions plus simples, mais des durées plus courtes.
La question n’est pas laquelle est la plus longue. C’est laquelle est la plus claire.
Vérité d’atelier : une garantie de deux ans avec couverture explicite des variateurs, cartes, main-d’œuvre et déplacements est souvent plus sûre qu’un titre de cinq ans assorti de conditions complexes.
Cicatrices devenues sagesse : Asseyez-vous avec la garantie et demandez à votre représentant commercial d’indiquer par écrit, avec ses initiales, qui paie si le contrôleur principal tombe en panne au dix-huitième mois — transport et main-d’œuvre inclus. S’il hésite, vous venez de découvrir la véritable prime de risque.
Parce qu’à votre stade de croissance, le ROI ne dépend pas du prestige du logo ni de la profondeur de l’écosystème. Il dépend de la rapidité avec laquelle vous pouvez reprendre le pliage quand — et non pas si — quelque chose casse.
Et une fois que l’on accepte que la parité technique est courante et que l’économie des arrêts de production est personnelle, la seule démarche rationnelle qui reste est de construire un cadre de décision hiérarchisé qui aligne votre trajectoire de croissance sur le niveau de risque de support que vous pouvez réellement assumer.
L’architecture du support est le levier. À vous maintenant d’associer ce levier au poids que votre atelier soulève réellement.
La plupart des propriétaires pensent en tonnage et en longueur de table. Je veux que vous pensiez en exposition : combien de dollars de chiffre d’affaires par jour reposent sur ce vérin, et combien de temps peuvent-ils rester immobiles avant que cela ne fasse mal ? Un petit atelier de 6 personnes exploitant une seule presse plieuse à capacité 70% appartient à une classe de risque différente d’une usine de 40 personnes alimentant deux équipes de production de flans découpés au laser dans des cellules synchronisées. Même catégorie de machine. Différente tolérance à l’arrêt.
Ainsi, le cadre n’est pas axé sur la marque, mais sur le risque. Basez votre décision sur trois variables : le revenu quotidien par machine, l’élasticité du carnet de commandes (vos clients peuvent-ils attendre ?) et la densité du support local pour ce modèle exact. Lorsque ces trois éléments s’alignent, le niveau de fabricant le plus “ sûr ” devient évident — quel que soit le logo.
Quel niveau offre réellement le meilleur retour sur investissement pour une PME en croissance ?
Prenons un atelier de fabrication hypothétique de 8 à 15 personnes pliant principalement de l’acier inox mince, de l’aluminium, des boîtiers, des supports médicaux. La répétabilité compte — les presse-plieuses servo-électriques à ±0,01 mm excellent ici. Un fonctionnement propre sous 75 dB est important si vous partagez l’espace avec l’assemblage. L’huile hydraulique sur le sol, non.
Les fabricants électriques de milieu de gamme achètent désormais la même catégorie de variateurs servo et de codeurs linéaires que les grandes marques. C’est la banalisation. Le “Brand Tax Check” pose une question simple : si le variateur, le codeur et le PLC de sécurité proviennent du même fabricant et ont les mêmes caractéristiques, pour quoi exactement payez-vous le double ?
Souvent, c’est la finition de l’écosystème. Des couches logicielles de marque. Des showrooms mondiaux. Ils soutiennent le marketing global, les showrooms régionaux et une machine de R&D d’entreprise dimensionnée pour les grands noms de l’aéronautique.
Mais la protection n’est pas la précision.
Pour cette taille d’atelier, le modèle électrique de gamme intermédiaire avec composants transparents, entraînements stockés localement et trois références régionales offre généralement un retour sur investissement plus rapide. Coût d’acquisition inférieur. Tolérance comparable. Langage de garantie plus simple. Si un servo tombe en panne, vous appelez un distributeur régional au lieu d’attendre un module sérialisé venu de l’étranger.
Cicatrices-vers-Sagesse : Le point d’équilibre n’existe que si votre mélange de matériaux reste dans son domaine. Commencez à pousser des plaques structurelles épaisses au-delà des cycles de travail prévus, et les avantages de l’électrique s’évaporent en alarmes de surcharge et en usure prématurée.
Alors, que se passe-t-il lorsque le volume de production ou la gamme de matériaux évolue ?
Imaginez maintenant deux chemins.
Premier : un fournisseur automobile à haut volume produisant des pièces prévisibles, en acier épais à haute résistance, minimum deux équipes. Les arrêts ne sont pas une gêne ; c’est une violation de contrat. Ici, les systèmes hydrauliques conservent leur valeur. Ils tolèrent mieux les surcharges. Ils gèrent de grandes variations d’épaisseur sans se heurter aux limites des vis à billes. L’écosystème de contrôle — surtout sur les marques haut de gamme — peut s’intégrer plus étroitement aux cellules robotiques et au MES de l’usine.
Dans cet environnement, payer le prix fort peut être rationnel. Pas pour le badge. Pour la redondance, la mutualisation des pièces à l’échelle du parc, et une intervention garantie du technicien inscrite dans un contrat de maintenance. Vous achetez un transfert de risque.
Deuxième : un atelier de production à forte diversité qui établit des devis pour 30 numéros de pièces par semaine, par lots de 5 à 200 unités. Les matériaux vont de la tôle de calibre 16 à du 1/4 pouce occasionnel. La flexibilité et la rapidité de changement déterminent la marge. Ici, une capacité hydraulique surdimensionnée devient du capital immobilisé. La consommation énergétique augmente. Le bruit augmente. La complexité de maintenance augmente.
Le modèle électrique moyen ou l’hydraulique de gamme intermédiaire bien soutenu l’emporte souvent, car il s’adapte à la variabilité et non à la force brute. Coût à l’arrêt réduit. Inversion du vérin plus rapide. Routines de maintenance plus simples que votre technicien interne peut réellement gérer.
C’est ceci : “ Nous ne pouvons pas nous permettre de nous tromper. ”
Pour l’usine automobile, “ se tromper ” signifie un envoi manqué. Pour l’atelier, “ se tromper ” signifie de l’argent immobilisé dans une capacité que vous ne monétiserez jamais.
Même objectif — ROI stable. Tolérance différente au risque et à la surcapacité.
Ce qui nous conduit au moment du verdict.
Les représentants témoignent. Les composants et la logistique constituent les preuves. Votre rôle : le contre-interrogatoire.
Question 1 : “ Listez la marque et le modèle exacts des principaux servomoteurs, du contrôleur et du PLC de sécurité. S’agit-il de composants du marché libre et qui d’autre les entretient localement ? ” Si la réponse est vague — “ module propriétaire haute performance ” — vous avez trouvé un futur point d’étranglement. La transparence signifie la possibilité de choix. La possibilité de choix réduit le risque de temps d’arrêt.
Question 2 : “ Montrez-moi trois machines de cette série exacte à moins d’une journée de route, et dites-moi où sont stockées les cinq principales pièces de rechange. ” Pas le siège social. Pas un autre modèle. Celle-ci. La densité de support n’est pas une donnée de brochure ; c’est un fait géographique.
Question 3 : “ Si ma carte de commande principale tombe en panne au mois 18, qui paie le transport, la main-d’œuvre et le déplacement — et combien de jours avant que je recommence à plier ? ” Faites-leur donner un chiffre. Même une fourchette. Observez à quelle vitesse la confiance se transforme en nuances.
La conclusion non évidente est la suivante : le niveau du fabricant doit être proportionnel à votre exposition, non à votre ambition. Les PME en phase de démarrage ou de croissance intermédiaire achètent souvent du prestige pour se sentir protégées. En réalité, elles paient pour une infrastructure dimensionnée pour des entreprises dix fois plus grandes.
La presse plieuse la plus sûre n’est pas celle qui porte le logo le plus célèbre — c’est celle dont les composants, le réseau d’assistance et la plage de tolérance s’alignent avec votre modèle de revenus.
Une fois que vous voyez les machines comme des instruments de gestion du risque plutôt que comme des trophées, chaque brochure se lit différemment.


















