

La citazione che sento più spesso nelle riunioni di acquisto non riguarda la tonnellata o la ripetibilità del riscontro posteriore. È questa: “Non possiamo permetterci di sbagliare.”
Il proprietario lo dice indicando una pressa piegatrice di fascia media con azionamenti Siemens e un familiare CNC europeo. Poi cerchia la voce Amada o Trumpf che costa 120.000 unità monetarie in più e la chiama “la scelta sicura”. Nessuno ha confrontato la risoluzione degli encoder. Nessuno ha chiesto chi ha costruito i pacchetti servo. Il logo ha chiuso il caso prima che venissero presentate le prove.
Quel riflesso aveva senso una volta. Ora non più.
Prendiamo due presse piegatrici moderne a 8 assi su un pavimento espositivo. Entrambe utilizzano sistemi servo-elettrici a ciclo chiuso. Entrambe hanno encoder lineari con feedback a livello di micron. Entrambe dichiarano una ripetibilità entro pochi millesimi di pollice. Una costa quanto un piccolo edificio; l’altra lascia sei cifre sul tavolo.
Dove, esattamente, si nasconde la precisione extra?
Quando controllo queste macchine, non comincio dalla vernice. Apro l’armadio. Azionamenti servo Bosch Rexroth. Siemens. Yaskawa. Gli stessi fornitori industriali che vendono a livello globale. Encoder ad alta risoluzione provenienti dallo stesso ristretto gruppo di produttori. Viti a ricircolo di sfere rettificate con precisione e costruite secondo standard ISO che non hanno alcuna lealtà verso i marchi.
Verità da officina: se l’architettura di controllo del movimento è materialmente simile, il limite di accuratezza è determinato principalmente dalla classe dei componenti e dalla disciplina di calibrazione—non dal distintivo sulla porta.
I marchi storici investono sicuramente in ricerca e sviluppo. Trumpf detiene centinaia di brevetti. La serie servo-elettrica EGB di Amada raggiunge velocità d’approccio impressionanti e bassi tassi di difetto. Sono risultati reali. Ma per un’officina piccola o media che piega staffe in acciaio dolce di 3 metri, la domanda non è se una macchina di punta possa fare meglio, bensì se quella prestazione extra si rifletta sulle fatture.
Nella maggior parte dei casi, no.

Il mercato nordamericano delle presse piegatrici è dominato da cinque grandi marchi che controllano circa metà della quota. Quel predominio non è casuale. Si basa su reti di rivenditori, centri di formazione, strutture dimostrative di lusso e una presenza commerciale in ogni corridoio industriale.
Quell’infrastruttura costa.
Quando un’officina sceglie automaticamente un marchio storico, non sta comprando solo un martinetto e un riscontro posteriore. Sta finanziando marketing globale, showroom regionali e una macchina di R&D aziendale dimensionata per i grandi appaltatori aerospaziali. Per alcuni acquirenti, quella protezione dal dubbio vale il prezzo.
Ma la protezione non è precisione.
Dalle Cicatrici alla Saggezza: ho visto officine pagare un premio per “precisione senza compromessi” e poi lavorare tutto il giorno con tolleranze di ±0,010 perché la loro saldatura a valle non riesce a mantenere valori più stretti. La macchina era capace di un lavoro chirurgico. Il processo no.
E cosa succede dopo la vendita, quando quella macchina di fascia alta necessita di assistenza?
Apri una fattura di assistenza di un ecosistema proprietario e vedrai la matematica reale. Schede di controllo personalizzate. Licenze software specifiche del marchio. Solo tecnici certificati. Tempo di viaggio fatturato a tariffe premium.
Se l’amplificatore servo si guasta su una macchina di fascia media che utilizza componenti industriali ampiamente reperibili, esistono molteplici percorsi di assistenza. Su una piattaforma proprietaria rigidamente controllata, le opzioni si riducono rapidamente. Non stai solo acquistando precisione—stai adottando una catena di fornitura.
Quel lock-in aveva senso quando il divario tecnologico era ampio. Quando solo una manciata di produttori poteva controllare in modo affidabile la sincronizzazione multi-asse ad alta velocità, si pagava la tribù con il miglior arsenale.
Ma se la tecnologia di movimento di base è ora ampiamente accessibile, in cosa sei esattamente bloccato: nella piegatura superiore o nel marchio superiore?

Una volta ho esaminato i registri di produzione di un’officina che utilizzava una servoelettrica da 100 tonnellate, fiore all’occhiello, capace di velocità di corsa impressionanti e di cambio utensile automatizzato. Macchina imponente. Lavoro medio? Pannelli in acciaio dolce da 14 gauge in lotti da 40 pezzi.
Il cambio utensile automatico restava inattivo. Gli algoritmi di piegatura AI non uscivano mai dalla modalità base. I guadagni nei tempi di ciclo riducevano di pochi secondi lavori già limitati dal carico manuale.
Avevano acquistato capacità aerospaziali per margini da HVAC.
Questo è il cambiamento cognitivo che conta: smettere di chiedersi, “È questa la migliore macchina disponibile?” e iniziare a chiedersi, “Quale capacità misurabile genera ricavi nel mio flusso di lavoro?”
I marchi storici continuano a costruire attrezzature eccellenti. Ma l’eccellenza al di là del tuo modello di ricavi non è sicurezza: è costo fisso.
E se una precisione comparabile è ora ottenibile senza il sovrapprezzo del prestigio, cosa è cambiato nella tecnologia di base per rendere possibile quella parità?
Nel 2005, se volevi una sincronizzazione multi-asse ad alta risoluzione su una pressa piegatrice – vero controllo ad anello chiuso con feedback da encoder a livello di micron – stavi scegliendo da una lista ristretta di produttori europei e giapponesi di drive. L’integrazione era complessa. La messa a punto era conoscenza tribale. Un pacchetto servo scadente significava oscillazioni al fondo della corsa e materiali di scarto sul pallet.
Avanti veloce. Oggi Bosch Rexroth, Yaskawa, Siemens, Mitsubishi — e sempre più Inovance ed Estun — vendono piattaforme servo modulari con routine di auto-tuning, encoder a 24 bit e compatibilità fieldbus pronti per l’uso. Non personalizzati. Da catalogo.
Questo è il cambiamento.
Quando l’hardware di movimento di base — motore, drive, encoder, anello di controllo — diventa disponibile globalmente per chiunque abbia volumi di acquisto, la precisione smette di essere un vantaggio nazionale e diventa una decisione di approvvigionamento. La domanda passa da “Chi l’ha costruito?” a “Cosa c’è dentro?”
E una volta aperto l’armadio elettrico, il romanticismo svanisce rapidamente.
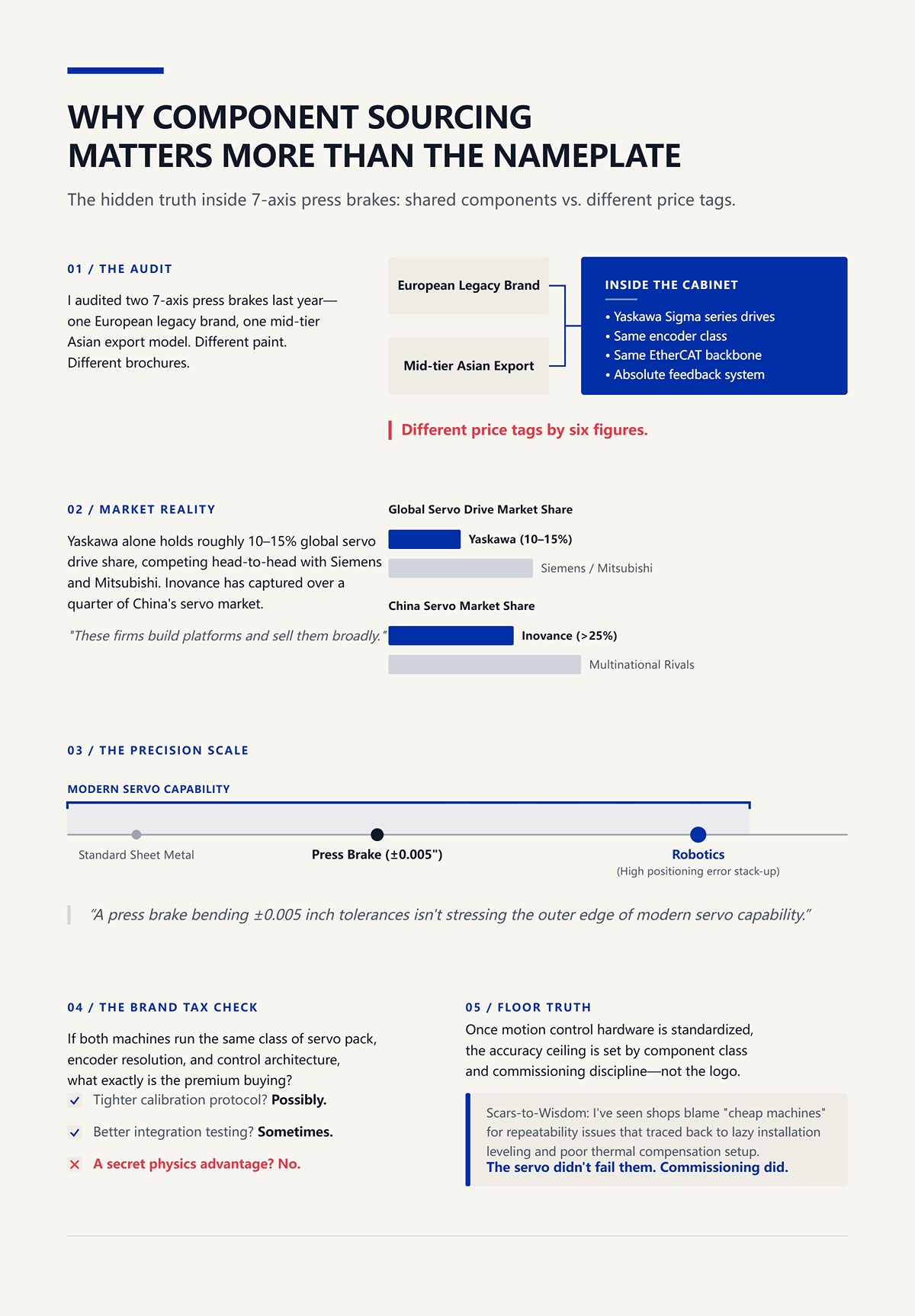
Ho esaminato due presse piegatrici a 7 assi lo scorso anno — una di un marchio europeo storico, l’altra un modello asiatico di fascia media destinato all’export. Verniciatura diversa. Brochure diverse. All’interno dell’armadio elettrico: drive della serie Yaskawa Sigma su entrambe. Stessa classe di encoder. Stessa dorsale di comunicazione EtherCAT. Stesso tipo di sistema di feedback assoluto.
Etichette di prezzo diverse per sei cifre.
Yaskawa da sola detiene circa il 10–15% della quota globale di drive servo, competendo direttamente con Siemens e Mitsubishi. Queste aziende non costruiscono drive esclusivamente per OEM di prestigio; costruiscono piattaforme e le vendono in modo esteso. Estun, un tempo considerata un fornitore cinese domestico, ora produce sistemi servo utilizzati in robot e macchine utensili in tutto il mondo. Inovance ha conquistato oltre un quarto del mercato servo cinese — contro rivali multinazionali — costruendo drive ad alte prestazioni che soddisfano le esigenze dell’automazione industriale su larga scala.
Quella scala è importante.
Perché quando un produttore di drive fornisce robotica — dove gli errori di posizionamento si accumulano rapidamente — i requisiti di precisione superano ciò che la maggior parte delle officine per la lavorazione della lamiera richiederà mai. Una pressa piegatrice che lavora tolleranze di ±0,005 pollici non sta stressando il limite estremo delle capacità dei servo moderni.
Quindi eseguiamo il Brand Tax Check. Se entrambe le macchine utilizzano la stessa classe di pacchetto servo, la stessa risoluzione dell’encoder e un’architettura di controllo simile, cosa si sta realmente acquistando con il sovrapprezzo? Un protocollo di calibrazione più rigoroso? Possibile. Un test di integrazione migliore? A volte. Ma non un vantaggio segreto di fisica.
Verità di Fondo: una volta che l’hardware di controllo del movimento è standardizzato, il limite superiore di precisione è determinato dalla classe dei componenti e dalla disciplina di messa in servizio—non dal logo sul cilindro.
Cicatrici-diventate-Saggezza: ho visto officine accusare “macchine economiche” per problemi di ripetibilità che in realtà derivavano da una livellatura d’installazione negligente e da un pessimo setup di compensazione termica. Il servo non le ha tradite. È stata la messa in servizio.
Ma la precisione non è l’unico campo di battaglia. Il consumo energetico racconta la sua storia.
Entra in una pressa piegatrice idraulica con un motore a velocità costante e lo sentirai—la pompa che ronza al massimo anche quando il cilindro non si muove. Misuralo con una pinza amperometrica e vedrai un assorbimento stabile anche in modalità inattiva.
Ora confrontalo con un sistema servo-elettrico moderno o un servo-idraulico ibrido. Il motore accelera solo quando è richiesta la movimentazione. Il consumo a vuoto cala drasticamente. Alcuni produttori dichiarano riduzioni energetiche fino al 30–40% rispetto ai sistemi idraulici convenzionali. Il numero esatto dipende dal ciclo di lavoro, ma il meccanismo è semplice: potenza su richiesta, non potenza in attesa.
Ecco dove la geografia conta.
L’area Asia-Pacifico rappresenta la maggior parte della crescita del mercato globale dei motori e dei drive servo negli ultimi anni. Tale crescita è trainata dall’adozione della robotica, da cluster manifatturieri densi e da obiettivi di efficienza aggressivi. Quando il mercato interno installa centinaia di migliaia di assi servo ogni anno, l’efficienza incrementale non è un punto marketing—è margine.
I marchi europei storici investono certamente in R&S. Ma i produttori asiatici a grande volume operano in un contesto in cui ridurre i kilowatt su larga scala produce rapidamente vantaggi. L’efficienza energetica diventa un’arma competitiva, non uno slogan di sostenibilità.
E per una PMI che lavora su due turni, l’elettricità non è astratta. È costo fisso.
Cicatrici-diventate-Saggezza: un’officina che ho analizzato ha risparmiato annualmente abbastanza sull’assorbimento idraulico ridotto, dopo il passaggio a sistemi servo-ibridi, da finanziare completamente la manutenzione preventiva. Non hanno comprato prestigio. Hanno comprato minore attrito operativo.
Il che solleva una domanda più difficile. Se l’efficienza e l’hardware di precisione sono disponibili globalmente, come si distinguono i costruttori di livello export da quelli solo domestici?
Non tutti i costruttori di fascia media sono uguali. Alcuni assemblano macchine con componenti discreti ma risparmiano su standard di cablaggio, conformità delle protezioni o documentazione. Non è banalizzazione—è roulette.
I produttori di livello export si rivelano in modi più silenziosi.
Apri il quadro elettrico e cerca cablaggi etichettati, componenti conformi UL o CE, un’architettura di messa a terra corretta, spazi di gestione termica attorno ai drive. Controlla se il CNC supporta interfacce multilingua e circuiti di sicurezza riconosciuti a livello globale. Chiedi test documentati di ripetibilità, non solo tolleranze da brochure.
I produttori orientati a Europa o Nord America—nomi come LONGBOW o Hunsone nel segmento medio—tendono a specificare marchi servo riconosciuti a livello internazionale, pubblicare documentazione di conformità e costruire con componenti globalmente manutenibili. I costruttori solo domestici spesso non si preoccupano. Il loro mercato non lo richiede.
La differenza non è la nazionalità. È la disciplina del mercato di riferimento.
E quella disciplina si manifesta più tardi—quando hai bisogno di pezzi di ricambio tra cinque anni e scopri se il tuo drive servo è un codice prodotto globale o un orfano regionale.
Ma mettiamo alla prova l’affermazione principale. Anche con marche di servomotori identiche, i sistemi di fascia media possono davvero eguagliare la ripetibilità europea sotto carico?
Immagina di ridurre due macchine ai fondamentali: stessi pacchi servo Yaskawa, stessa classe di encoder lineari, simile tonnellaggio del telaio, velocità di interpolazione CNC comparabile. Strumenti entrambe con comparatori e fai girare 500 cicli al carico nominale, misurando la variazione del punto morto inferiore.
Se la ripetibilità diverge, la causa non sarà la nazionalità del servomotore. Sarà la rigidità del telaio, la stabilità termica, la qualità della vite a sfere o la metodologia di calibrazione.
E queste sono variabili ingegneristiche, non proprietà di marca mistiche.
I marchi europei storici spesso eccellono nella progettazione del telaio e nella durata nel lungo termine. È reale. Saldature più pesanti, processi di distensione delle tensioni più raffinati, tolleranze di lavorazione più strette. Nel corso dei decenni, tutto ciò si traduce in reputazione.
Ma i costruttori di fascia media per l’esportazione hanno colmato gran parte di quel divario utilizzando l’analisi agli elementi finiti nella progettazione del telaio, acquistando viti a sfere rettificate di precisione secondo gli standard ISO e abbinandole alla stessa classe di sistemi di feedback ad alta risoluzione. Quando l’anello servo può correggere in tempo reale in base all’input dell’encoder, la variazione meccanica minore viene compensata attivamente.
Quindi il verdetto non è che tutte le macchine siano uguali.
È più ristretto — e più scomodo per gli acquirenti del segmento prestigioso.
Quando la tecnologia servo di base è diventata accessibile a livello globale, la precisione ha smesso di essere un club esclusivo ed è diventata un esercizio di integrazione. I marchi storici continuano a differenziarsi per ecosistema, reti di assistenza e applicazioni di livello estremo. Stanno finanziando marketing globale, showroom regionali e una macchina di R&D aziendale dimensionata per i prime contractor aerospaziali. Per alcune officine, quell’isolamento dà un senso di sicurezza.
Ma la protezione non è precisione.
Per la PMI moderna, la domanda più intelligente non è “Quale marca è la migliore?” ma “Quale tolleranza richiede effettivamente il mio flusso di lavoro — e quale stack di componenti trasparenti la garantisce senza sovrapprezzo di prestigio?” In pratica, significa valutare sistemi completamente CNC progettati per scenari di piegatura reali, l’integrazione con i processi a monte e a valle della lavorazione della lamiera, e la ripetibilità misurabile sui pezzi che produci realmente. Soluzioni come la pressa piegatrice CN-HAWE sono costruite attorno a questa mentalità orientata alla capacità — dando priorità alla precisione, alla compatibilità con l’automazione e alle prestazioni scalabili rispetto al valore del marchio — così investi in risultati documentati, non solo in reputazione.
Se l’hardware servo e la precisione di base sono accessibili globalmente, allora il sovrapprezzo non può nascondersi nel corpo del motore. Deve emergere da quanto bene la macchina si adatta al tuo lavoro reale.
Ed è qui che la maggior parte delle PMI si perde. Entrano nella “aula di tribunale” chiedendo “Chi è #1?” come se si trattasse di un concorso di bellezza, e le brochure si allineano come testimoni lucidi — valori di ripetibilità in micron, telai lucenti, discorsi sull’eredità aerospaziale. Ma al fatturato non importa la classifica. Al fatturato importa se la tua macchina mantiene la fascia di tolleranza giorno dopo giorno, sui pezzi che effettivamente consegni.
Domanda diversa. Verdettto diverso.
Quando ispeziono un’officina, non comincio dai marchi. Comincio con i calibri e una pila di ordini di lavoro recenti. Quali spessori dominano? Quali lunghezze di piega? Quali tolleranze angolari generano rilavorazioni? Una macchina capace di mantenere ±0,005 mm sulla carta è irrilevante se i tuoi clienti rifiutano i pezzi a ±0,3 gradi di variazione angolare, e non per errore di profondità lineare. La tolleranza che conta è quella collegata alle tue fatture.
E una volta che la imposti in questi termini, il sovrapprezzo del prestigio deve giustificarsi in rapporto alla tua fascia di tolleranza, non a un logo.
La rigidità non è uno slogan. È la deflessione sotto carico.
Prendi due officine. Una piega tutto il giorno involucri in acciaio inox da 1,2 mm. L’altra alterna tra staffe in acciaio dolce da 3 mm e occasionali linguette strutturali da 10 mm. Stessa classe di servo. Stessa risoluzione dell’encoder. Domande completamente diverse sulla struttura.
I sistemi servo-elettrici brillano nei lavori ripetitivi su materiali sottili. Controllo preciso, basso consumo energetico, minimo drift idraulico. Ma spingili su materiali strutturali più spessi e si incontra un muro—non nel software, nella fisica. Gli azionamenti elettrici possono comandare la posizione con una precisione squisita; non possono compensare una struttura che si flette oltre il suo intervallo di progetto.
I sistemi idraulici, specialmente in strutture pesanti e datate, dominano ancora le applicazioni di pura forza per una ragione. L’olio in pressione non si interessa dei cicli di marketing. Fornisce tonnellaggio su un ampio spettro di materiali, e la massa di quelle strutture assorbe carichi d’urto che farebbero lamentare costruzioni più leggere.
Ecco l’errore che vedo: una PMI compra una tonnellaggio sovradimensionato da un marchio prestigioso “per sicurezza”. La macchina passa il 90% della sua vita piegando lamiera sottile, portandosi dietro una capacità strutturale che usa raramente. Capitale immobilizzato. Spazio a pavimento occupato. Consumo energetico più alto del necessario.
Sovradimensionare per “futuro garantito” spesso significa pagare troppo per un futuro che non arriva mai.
“Cicatrici che portano saggezza”: ho visto più fermo macchina per sovraccarico di sistemi elettrici leggeri e più capitale sprecato in idrauliche pesanti sottoutilizzate che per difetti di marca. Abbina la struttura al metallo per cui emetti effettivamente ordini d’acquisto, non al metallo su cui fantastichi di fare offerte.
E se i tuoi pezzi non richiedono tolleranze da settore aerospaziale?
È questa: “Non possiamo permetterci di sbagliare.”
Quella frase causa più acquisti eccessivi di qualsiasi rappresentante commerciale. I proprietari immaginano il singolo lavoro che richiede una precisione estrema e specificano una macchina attorno a quell’ipotesi invece che sull’80% del lavoro che paga le bollette.
Facciamo un semplice esperimento mentale. Numeri ipotetici, ma dinamiche realistiche. Supponiamo che la Macchina A mantenga una ripetibilità di ±0,005 mm e costi un premio del 30%. La Macchina B mantiene ±0,02 mm in modo affidabile e costa meno. I tuoi pezzi tipici tollerano ±0,1 mm in profondità di piega prima che la variazione d’angolo diventi un problema di scarto.
Quale macchina produce più profitto per dollaro investito?
Se la Macchina B rispetta le tolleranze senza problemi—senza inseguire drift, senza costante ricalibrazione, senza acrobazie software— allora la precisione extra della Macchina A è una capacità inutilizzata. Hai pagato per margine che non utilizzi mai. E spesso, più il sistema è preciso, più è sensibile alla disciplina di setup, alla formazione dell’operatore e agli aggiornamenti software. Il controllo avanzato è potente, ma in un’officina poco formata diventa tempo di inattività con un touchscreen.
“Abbastanza buono”, quando realmente allineato con le tue specifiche, non è mediocrità. È margine.
L’analogia con l’aula del tribunale è importante qui. Le affermazioni di marketing sono testimonianze. Il tuo accumulo di tolleranze e il tasso di rilavorazione sono prove. Il verdetto è il ROI, non i diritti di vanto.
Ma oggi la precisione non riguarda più solo acciaio e saldature, vero?
Una volta inseguivamo la massa. Struttura più pesante, piastre laterali più spesse, più tonnellaggio. La dominanza meccanica era il percorso verso la coerenza.
Ora il ciclo del servo fa parte di quel lavoro.
Il controllo ad anello chiuso—dove gli encoder inviano dati di posizione in tempo reale all’azionamento—significa che la macchina si corregge da sola ad ogni ciclo. Le piccole variazioni meccaniche vengono misurate e compensate in millisecondi. La precisione diventa un problema software sovrapposto all’integrità meccanica.
Questo cambia dove risiede la differenziazione.
Se due macchine condividono pacchetti servo e classi di encoder comparabili, allora le differenze significative si spostano sulla qualità dell’integrazione: quanto bene è regolato l’algoritmo di controllo, quanto pulita è l’architettura dei cablaggi, quanto stabile rimane la gestione termica attorno agli azionamenti durante un turno lungo. Niente di appariscente. Ma decisivo.
Ed è qui che il prezzo premium può ancora essere giustificato — se il costruttore dimostra un’integrazione superiore, rigore nel collaudo e supporto a lungo termine. Non per nazionalità. Non per tradizione. Perché il sistema si comporta in modo prevedibile sotto il tuo profilo di carico, con i tuoi operatori, nel corso degli anni.
Ma la protezione non è precisione.
Stanno finanziando marketing globale, showroom regionali e una macchina di R&S aziendale dimensionata per i grandi committenti aerospaziali. Se non lavori con tolleranze aerospaziali o celle di automazione che richiedono quell’ecosistema, allora la domanda cambia di nuovo: stai pagando per un’accuratezza guidata dal software che intendi scalare — o per una complessità software con cui dovrai combattere?
Questo è il prossimo bivio.
Un’officina nel Midwest acquista una pressa piegatrice da 135 tonnellate da un marchio europeo storico. La brochure dice “pronto per l’Industry 4.0”. Due anni dopo, vogliono il monitoraggio in tempo reale dei lavori collegato al loro ERP e il feedback automatico dei programmi di piegatura dal reparto. La risposta dell’OEM: un modulo software, un dispositivo gateway, installazione certificata di fabbrica e supporto per l’integrazione.
Preventivo totale: poco più di $60.000.
Niente è cambiato nel telaio. Niente nel pacchetto servo. È una porta software che è sempre esistita — ma bloccata dietro un paywall.
Quindi, quando una PMI mi chiede se l’integrazione premium valga la pena nella loro fase di crescita, non parto dalla filosofia. Parto da una chiave inglese e da uno schema elettrico. Cosa è nativo? Cosa è concesso in licenza? Cosa richiede l’approvazione della fabbrica? Perché la prontezza all’automazione non è una caratteristica da logo. È una decisione di architettura che o hai pagato in anticipo o pagherai più tardi con gli interessi.
Il profitto deriva ancora dall’allineamento delle tolleranze e dalla compatibilità del sistema. L’automazione sposta solo dove risiede la “compatibilità”.
Apri la porta del quadro elettrico.
Su una macchina di fascia media che ho auditato l’anno scorso, il controllore esponeva protocolli industriali standard — Ethernet/IP e OPC UA — già pronti all’uso. Ciò significa che la macchina può pubblicare dati di produzione, stati di allarme e conteggi dei cicli direttamente in una rete di stabilimento senza middleware proprietari. Il tuo integratore scrive la comunicazione una volta sola. Sei operativo.
Sull’unità legacy accanto? Stessa classe di azionamenti servo. Stessa risoluzione di encoder. Ma il livello dei dati era bloccato dentro l’ecosistema dell’OEM. Per estrarre metriche di produzione significative servivano il loro gateway con marchio e licenze software annuali.
È qui che “pronto per l’Industry 4.0” diventa realtà di fabbrica: software costoso che potresti non usare mai del tutto.
Ora mettilo alla prova. Ci sono casi in cui pagare per quell’ecosistema ha senso. Se gestisci più macchine dello stesso marchio in diversi continenti, e l’IT aziendale vuole una dashboard unica con aggiornamenti centralizzati, il premio paga l’uniformità. Non è fumo. È governance.
Ma la maggior parte delle PMI non gestisce flotte globali. Stanno cercando di ridurre gli errori nei preventivi, monitorare i tempi ciclo reali e magari collegare i programmi di piegatura ai nidi del laser. La guida all’integrazione di MAC-Tech indica riduzioni dei tempi di consegna del 20–40 % quando i sistemi a monte e a valle comunicano tra loro. Nota cosa implica: il vantaggio deriva dalla connessione del flusso di lavoro, non dal pedigree del marchio.
Se la macchina non può comunicare con protocolli aperti senza un pedaggio da $60.000, il tuo orologio del ROI parte in ritardo.
Dalle cicatrici alla saggezza: ho visto officine rimandare l’integrazione per anni perché il preventivo per il retrofit sembrava come comprare la macchina due volte. Chiedi un elenco scritto dei protocolli di comunicazione nativi prima di firmare. Se non è nella specifica base, dai per scontato che lo pagherai più avanti.
Ma i condotti di dati sono inutili se le persone al controllo non riescono a far funzionare il tutto in modo efficiente.
Presso un fornitore automobilistico, una pressa freno ad alta tonnellaggio ha ripagato un investimento di sette cifre in circa 12 settimane. Non perché avesse uno schermo più bello. Ma perché hanno ridotto il tempo di ciclo, gli scarti e i tempi di cambio stampo attraverso un’ottimizzazione disciplinata del processo.
Il controller ha avuto importanza—ma non nel modo suggerito dal marketing.
Ecco cosa la maggior parte degli stabilimenti non capisce: l’automazione riduce la necessità di piegature manuali altamente qualificate, ma aumenta la necessità di impostazioni disciplinate, ispezione e gestione dei programmi. Uno studio sull’automazione E-CI lo afferma chiaramente: le presse piegatrici automatizzate richiedono molta meno manodopera qualificata al pistone, ma la forza lavoro deve fare una transizione. Gli operatori diventano tecnici di configurazione e garanti della qualità.
Ora immagina due interfacce.
Il Controller A è visivamente elegante, molto guidato, e nasconde la complessità. Il Controller B è meno appariscente ma richiede un inserimento esplicito dei dati del materiale, la selezione degli utensili e la convalida della sequenza di piegatura.
Quale dei due impedisce una produzione di scarti $3,000 alle 2 del mattino?
Un’interfaccia intuitiva è un motore di produttività quando riduce le pressioni dei tasti e i tempi di configurazione senza mascherare parametri critici. Diventa un collo di bottiglia quando crea dipendenza dalla formazione in fabbrica o da una logica di programmazione proprietaria che solo un “guru” interno comprende.
Midwest Engineering Systems ha fornito una cella robotizzata con formazione degli operatori in loco come voce esplicita del progetto. Questo è onestà. Hanno inserito nel prezzo la curva di apprendimento. Alcuni marchi premium includono quel costo nei primi 90 giorni di proprietà, quando il tuo team consuma ore cercando di capire una filosofia di controllo che sembra progettata da ingegneri software, non da fabbri.
Ma l’isolamento non è precisione. Un manuale spesso e un helpdesk globale non garantiscono che il caporeparto del secondo turno possa ripristinare un programma bloccato senza dover aspettare che in Europa si sveglino.
La vera domanda non è “L’interfaccia è moderna?” ma “Il mio operatore medio di livello B può farla funzionare in modo redditizio dopo una formazione strutturata?”
Perché se l’automazione è guidata dalla carenza di manodopera — come mostrano molti casi studio FANUC — allora la sopravvivenza, non l’eleganza, è il parametro di misura. Stai automatizzando perché non riesci ad assumere. Il controllo deve tollerare quella realtà.
E una volta che il controller funziona, emerge il prossimo vincolo.
Una pressa piegatrice robotizzata di LVD ha dimostrato una produzione 24/7 con tempi di configurazione di circa 20 minuti. Non è teoria. È una macchina progettata sin dall’inizio per coordinarsi con un robot—meccanicamente, elettricamente e a livello software.
Confronta questo con gli stabilimenti che montano un cobot davanti a una pressa convenzionale come “primo passo”. Olympus presenta questa soluzione come un ingresso accessibile all’automazione. Giusto. Costo inferiore. Rilievo visibile della manodopera.
Ma ecco la trappola.
Se la pressa piegatrice non dispone di segnali di interfaccia robot nativi—handshake di I/O sicuri, chiamate di programma sincronizzate, accesso API aperto—finisci con un cobot che agisce come un essere umano molto paziente. Carica e scarica. La pressa aspetta ancora conferme manuali o goffi aggiramenti dei segnali.
Hai automatizzato la manodopera, non il processo.
La scalabilità non riguarda solo il numero di porte di un controllo. Si tratta di capire se il costruttore ha pensato alla coesistenza robotica fin dal primo giorno: logica di protezione, controllo delle versioni del programma, zone di collisione, capacità di simulazione offline. Se aggiungere un robot in un secondo momento richiede di smontare il quadro elettrico e invalidare la garanzia, quella macchina non è mai stata pronta per l’automazione. Era solo adiacente all’automazione.
Se stai valutando se la tua prossima pressa piegatrice si integrerà davvero in una cella robotizzata — o se diventerà un costoso progetto di retrofit — vale la pena confrontare le architetture prima di firmare. Il portafoglio basato su CNC 100% di CN‑HAWE copre la piegatura e l’automazione completa della lamiera, supportato da R&D dedicata tra presse piegatrici e automazione industriale, rendendo la strategia di integrazione parte del progetto macchina e non un ripensamento. Per discutere i piani robotici della tua officina, i requisiti di tolleranza e la roadmap di aggiornamento, puoi contatta CN-HAWE per una consulenza tecnica o una revisione del preventivo.
Ed è qui che ritorna il Controllo Tassa di Marca. Molti costruttori di fascia media ora si approvvigionano della stessa classe di bracci robotici industriali e PLC di sicurezza dei marchi storici. La differenza sta nel fatto che lo strato di integrazione sia aperto o proprietario. Se entrambi utilizzano hardware comparabile, perché uno propone un aggiornamento di automazione da sei cifre mentre l’altro integra l’interfaccia direttamente nell’architettura di base?
Stanno finanziando marketing globale, showroom regionali e una macchina per la ricerca e sviluppo aziendale dimensionata per i primi dell’aerospazio.
Se non stai scalando verso una produzione multi-cella e senza operatori entro tre anni, potresti non cogliere mai il potenziale teorico di quell’ecosistema. Nel frattempo, una macchina di fascia media con architettura aperta e segnali di interfaccia robot documentati mantiene vive le tue opzioni senza farti pagare per un futuro che non hai ancora guadagnato.
Cicatrici‑in‑Saggezza: la protezione del futuro non consiste nel comprare la cella più avanzata che puoi finanziare. Si tratta di evitare vicoli ciechi architetturali. Fai una domanda difficile prima dell’acquisto: “Mostrami una macchina come questa, già operativa con un robot, e dimmi esattamente cosa è servito per arrivarci.”
Perché anche la pressa piegatrice più pronta per l’automazione si trasforma in una scultura costosa se nessuno risponde al telefono quando l’integrazione genera un guasto alle tre del mattino.
Una pressa piegatrice da 135 tonnellate resta ferma in un’officina del Midwest per otto giorni perché si è guastata una scheda di controllo e il ricambio è “in transito dall’Europa”. L’addebito del pagamento viene comunque effettuato. Le buste paga vengono ugualmente emesse. Il cliente vuole comunque i pezzi.
È questo il calcolo del ROI che la maggior parte delle PMI tralascia quando si chiede se l“”ecosistema completo” proprietario valga il prezzo maggiorato. Confrontano il prezzo di acquisto con i guadagni in tempo ciclo. Modellano i risparmi in manodopera grazie all’automazione. Ciò che raramente modellano è l’economia dei tempi di inattività: ricavi per giorno × tempo di recupero realistico × probabilità di guasto in cinque anni.
Se la tua pressa genera $4.000 al giorno di margine di contribuzione e la tua struttura di supporto consente un fermo macchina di dieci giorni ogni due anni, hai appena bruciato $40.000 — prima di straordinari, spedizioni urgenti o danni di reputazione. Una macchina ferma non è uno strumento di precisione. È un costo del personale silenzioso.
La protezione futura ha evitato il vincolo architetturale. Ora verifichiamo se l’architettura di supporto dietro il marchio può effettivamente mantenere la produttività.
Ho visto due preventivi sulla mia scrivania nella stessa settimana. Il Marchio A promette “diagnostica remota in 24 ore.” Il Marchio B garantisce “tecnico in loco in 48 ore.” Entrambe le affermazioni suonano rassicuranti.
Ma quando un azionamento del servo va in errore grave — nessun reset, nessuna soluzione temporanea — la diagnostica remota è teatro se non c’è un ricambio su uno scaffale nel raggio di guida. E un tecnico locale è solo un volto comprensivo se la scheda di controllo è ferma alla dogana.
Il supporto vive su due assi: 1) Tempo di risposta fino a mani competenti 2) Disponibilità fisica dei ricambi critici
Tracciali insieme oppure stai mentendo a te stesso.
Prendiamo un’ipotesi realistica: un costruttore di fascia media utilizza servoazionamenti di classe Yaskawa ampiamente disponibili e un PLC di sicurezza standard. Il tuo distributore locale di automazione tiene in magazzino quei dispositivi perché vengono utilizzati in linee di confezionamento e router CNC in tutta la regione. Se l’OEM risponde entro 12 ore ma il pezzo è a due ore di distanza, torni a tagliare entro il turno successivo.
Ora confrontalo con un marchio premium che utilizza un modulo di movimento proprietario. Sì, la loro hotline è attiva 24 ore su 24. Ma il modulo è numerato in serie, bloccato via firmware e spedito solo da un magazzino centrale oltreoceano. Anche se il tasso di guasto è basso, quando succede, il tuo tempo di fermo è legato alle rotte del trasporto internazionale.
Stanno sostenendo marketing globale, showroom regionali e una macchina di ricerca e sviluppo aziendale dimensionata per fornitori aerospaziali. Non è qualcosa di malvagio. Significa solo che la loro logistica dei pezzi è ottimizzata per grandi flotte, non per PMI con una sola macchina.
Verità di officina: “Rete globale di assistenza” spesso si traduce in “eccellente supporto telefonico più inventario centralizzato”.”
Dalle cicatrici alla saggezza: chiedi l’elenco dei dieci componenti che più frequentemente si guastano in cinque anni—azionamenti, encoder, schede di controllo, relè di sicurezza—e poi poni una domanda diretta: “Dove è fisicamente stoccato questo pezzo per la mia regione?”
Se la risposta include un passaporto, calcola quel costo nel tuo ROI.
Un’officina nel Sudest ha acquistato un freno elettrico importato con specifiche impressionanti: ±0,01 mm di ripetibilità, quadro elettrico pulito, controllo moderno. Sulla carta, sembrava equivalente ai concorrenti europei. In pratica, la prima crepa del telaio è comparsa dopo 18 mesi.
Non perché l’acciaio fosse scadente. Ma perché la macchina è stata installata su un pavimento mai verificato per la planarità, da una squadra arrivata per la prima volta, in un clima che non avevano mai collaudato prima. Il costruttore non aveva altre macchine nel raggio di 500 miglia.
Ogni pressa piegatrice è “su misura”, come dicono le brochure. Vero. Tonnellaggio, profondità del collo, disposizione degli utensili—nulla è universale. Ma il su misura funziona solo se qualcuno nelle vicinanze ha già versato sangue su quello schema.
Il Test del Riferimento Locale è semplice: “Mostrami tre macchine di questa identica serie che lavorano a una giornata di viaggio di distanza. Fammi parlare con quei proprietari.”
Non una macchina di punta da 300 tonnellate in un altro stato. Non un laser gemello della stessa casa madre. La stessa piegatrice. Stessa generazione di controllo. Stessa architettura idraulica o elettrica.
Perché? Perché la densità regionale genera supporto informale. I tecnici sviluppano riconoscimento dei modelli. I pezzi di ricambio vengono preposizionati. I bug del firmware emergono e vengono corretti prima che tu li incontri.
Essere il primo cliente regionale—che si tratti di un marchio storico che lancia un nuovo controllo o di un esportatore di fascia media che entra nel tuo mercato—significa essere il sito beta. Non stai solo comprando una macchina. Stai finanziando la loro curva di apprendimento.
È questa: “Non possiamo permetterci di sbagliare.”
Dalle cicatrici alla saggezza: se non puoi visitare un’installazione vicina e parlare con un proprietario che ha superato la fase della luna di miele, non stai comprando affidabilità. Stai comprando potenziale.
Un foglio di garanzia arriva sul tavolo della riunione. “Copertura completa di due anni.” Sembra rassicurante.
Poi leggi le esclusioni.
Componenti soggetti a usura non coperti. Componenti elettrici coperti “a discrezione del produttore”. Spese di viaggio addebitate dopo 90 giorni. Supporto software limitato a “funzioni standard”. Improvvisamente quello scudo completo sembra un groviera.
Concentrati su tre categorie di guasti:
1) Elettronica ad alto costo – schede di controllo principali, servoazionamenti, PLC di sicurezza. Sono completamente coperti per parti e manodopera? Oppure solo le parti, con viaggio e diagnostica fatturati a parte?
2) Componenti strutturali – telaio, pistone, riscontro posteriore. Per quanto tempo? Una garanzia di cinque anni sul telaio è un frequente argomento di marketing. Ma include riallineamento e manodopera se la flessione supera le specifiche?
3) Software e firmware – Se un aggiornamento di controllo blocca il sistema, il ripristino è coperto? O rientra nel “supporto a pagamento”?
I marchi dell’ecosistema premium spesso collegano la validità della garanzia a visite di manutenzione certificate e a consumabili approvati. Se si salta un intervento programmato o si installano utensili di terze parti, la copertura si riduce. I costruttori di fascia media talvolta offrono condizioni più semplici ma durate più brevi.
La domanda non è quale sia più lunga. È quale sia più chiara.
Verità da officina: una garanzia di due anni con copertura esplicita su azionamenti, schede, manodopera e trasferta è spesso più sicura di un titolo “cinque anni” con condizioni stratificate.
Dalle cicatrici alla saggezza: siediti con la garanzia e chiedi al tuo rappresentante commerciale di mettere per iscritto, con la sua sigla, chi paga se il controllore principale si guasta al mese 18—comprese spedizione e manodopera. Se esita, hai appena scoperto il vero premio di rischio.
Perché, nella tua fase di crescita, il ROI non è deciso dal prestigio del logo o dalla profondità dell’ecosistema. È deciso da quanto velocemente puoi tornare a piegare quando—non se—qualcosa si rompe.
E una volta accettato che la parità tecnica è comune e che l’economia dei fermi macchina è personale, l’unica mossa razionale che resta è costruire un quadro decisionale a livelli che colleghi la tua traiettoria di crescita al livello di rischio di assistenza che puoi realmente permetterti.
L’architettura del supporto è la leva. Ora devi abbinare quella leva al peso che la tua officina solleva realmente.
La maggior parte dei proprietari pensa in termini di tonnellaggio e lunghezza del banco. Io voglio che tu pensi in termini di esposizione: quanti dollari di fatturato al giorno si trovano su quel pistone e per quanto tempo possono restare fermi prima che faccia male? Un’officina di 6 persone che usa una sola pressa piegatrice con capacità 70% si trova in una classe di rischio diversa rispetto a uno stabilimento di 40 persone che alimenta due turni di tagli laser in celle sincronizzate. Stessa categoria di macchina. Differente tolleranza ai tempi di inattività.
Quindi il quadro non è orientato al marchio. È orientato al rischio. Pianifica la tua decisione attorno a tre variabili: ricavo giornaliero per macchina, elasticità dell’arretrato (i clienti possono aspettare?), e densità del supporto locale per quel modello esatto. Quando queste tre si allineano, il livello “più sicuro” diventa ovvio—indipendentemente dal logo.
Quale livello raggiunge davvero il punto ideale di ROI per una PMI in crescita?
Prendi un’officina di fabbricazione ipotetica da 8–15 persone che piega principalmente acciaio inox sottile, alluminio, involucri e staffe medicali. La ripetibilità è importante—le presse piegatrici elettriche con classe ±0,01 mm sono eccellenti in questo. Un funzionamento pulito sotto i 75 dB è rilevante se si condivide lo spazio con l’assemblaggio. L’olio idraulico sul pavimento no.
I costruttori elettrici di fascia media ora acquistano la stessa classe di servoazionamenti e encoder lineari dei grandi marchi. Questa è la commoditizzazione. Il “Brand Tax Check” pone una domanda semplice: se azionamento, encoder e PLC di sicurezza condividono lo stesso produttore e la stessa classificazione, per cosa esattamente stai pagando il doppio?
Spesso si tratta di una rifinitura dell’ecosistema. Strati software con marchio. Showroom globali. Stanno finanziando il marketing globale, showroom regionali e una macchina aziendale di ricerca e sviluppo dimensionata per i grandi gruppi aerospaziali.
Ma la protezione non è precisione.
Per questa dimensione di officina, la fascia media elettrica con componenti trasparenti, azionamenti in stock locale e tre referenze regionali di solito offre un ritorno più rapido sull’investimento. Costo di acquisizione inferiore. Tolleranza paragonabile. Linguaggio di garanzia semplificato. Se un servo si guasta, chiami un distributore regionale, non aspetti un modulo serializzato proveniente dall’estero.
Cicatrici-verso-Saggezza: Il punto ideale esiste solo se la tua combinazione di materiali rimane nel suo ambito di utilizzo. Se inizi a spingere lastre strutturali spesse oltre i cicli di lavoro nominali, i vantaggi dell’elettrico si dissolvono in allarmi di sovraccarico e usura prematura.
Cosa succede quindi quando il volume di produzione o la gamma dei materiali cambia?
Ora immagina due percorsi.
Primo: un fornitore automobilistico ad alto volume che produce parti prevedibili, acciaio ad alta resistenza e spessore, minimo due turni. I tempi di fermo non sono un inconveniente; sono una violazione contrattuale. Qui, i sistemi idraulici mantengono ancora la loro utilità. Tollerano meglio i sovraccarichi. Gestiscono ampie variazioni di spessore senza scontrarsi con i limiti delle viti a ricircolo di sfere. L’ecosistema di controllo—soprattutto nei marchi premium—può integrarsi più strettamente con le celle robotiche e il MES di fabbrica.
In questo contesto, pagare il prezzo premium può essere razionale. Non per il marchio. Per la ridondanza, la condivisione di componenti a livello di flotta e la garanzia di intervento tecnico scritta in un contratto di assistenza. Stai acquistando trasferimento del rischio.
Secondo: un’officina a elevato mix che quota 30 codici di parte a settimana, lotti da 5 a 200 pezzi. I materiali variano dal lamierino da 16 gauge fino al raro quarto di pollice. Flessibilità e velocità di cambio guidano il margine. Qui, la tonnellatura idraulica sovradimensionata diventa capitale morto. Il consumo energetico aumenta. Il rumore aumenta. La complessità di manutenzione aumenta.
La fascia media elettrica o idraulica ben supportata spesso vince perché si allinea alla variabilità, non alla forza bruta. Costi di inattività inferiori. Inversione più rapida del martinetto. Routine di manutenzione semplificate che il tuo tecnico interno può realmente gestire.
È questa: “Non possiamo permetterci di sbagliare.”
Per l’impianto automobilistico, “sbagliato” significa una spedizione mancata. Per l’officina, “sbagliato” significa capitale immobilizzato in una capacità che non monetizzerai mai.
Stesso obiettivo—ROI stabile. Differente tolleranza al rischio e alla sovraccapacità.
Il che ci porta al momento della sentenza.
I rappresentanti commerciali testimoniano. I componenti e la logistica sono le prove. Il tuo compito è il controinterrogatorio.
Domanda 1: “Elenca marca e modello esatti dei principali servodrive, del controller e del PLC di sicurezza. Sono componenti disponibili sul mercato aperto e chi li assiste localmente?” Se la risposta è vaga—“modulo proprietario ad alte prestazioni”—hai individuato un futuro collo di bottiglia. La trasparenza segnala flessibilità. La flessibilità riduce il rischio di fermo macchina.
Domanda 2: “Mostrami tre macchine di questa esatta serie entro una giornata di viaggio e dimmi dove sono stoccate le cinque parti di ricambio più soggette a guasti.” Non la sede centrale aziendale. Non un altro modello. Questa. La densità di supporto non è una metrica da brochure; è un fatto geografico.
Domanda 3: “Se la mia scheda di controllo principale si guasta al mese 18, chi paga trasporto, manodopera e viaggio, e quanti giorni passeranno prima che ricominci a piegare?” Falli dare un numero. Anche solo un intervallo. Osserva quanto velocemente la sicurezza si trasforma in qualificatori.
La conclusione non ovvia è questa: il livello del produttore dovrebbe crescere in base alla tua esposizione, non alla tua ambizione. Le PMI in fase iniziale o di crescita intermedia spesso acquistano prestigio per sentirsi protette. In realtà, stanno pagando per infrastrutture dimensionate per aziende dieci volte più grandi.
La pressa piegatrice più sicura non è quella con il logo più famoso—è quella i cui componenti, rete di assistenza e margine di tolleranza sono allineati al tuo modello di reddito.
Quando inizi a vedere le macchine come strumenti di gestione del rischio invece che come trofei, ogni brochure si legge in modo diverso.


















