

Um 23:47 Uhr starrst du auf ein Angebot, das “Hydraulischer Finger-Abkantpressen-Aufsatz” heißt. Die Fotos zeigen eine einfache Abkantpresse mit einem geraden Stempel und einer Matrize. Keine abnehmbaren Finger. Keine Lücken. Nur eine schwere Stahlleiste, die über die gesamte Breite reicht.
Du zoomst heran, als ob sich die Finger vielleicht verstecken würden.
Sind sie nicht.
Genau diese Verwirrung ist der Punkt, an dem Garagenprojekte anfangen, Geld zu verlieren.
Harte Wahrheit: Du suchst nach einer Maschinenkategorie, die es nicht gibt, und dieses Missverständnis ist der Grund, warum dein Gehäuseprojekt immer wieder ins Stocken gerät, bevor die erste saubere Box von der Werkbank kommt.
Früher habe ich Lüftungskanäle gefertigt. Als ich an Wochenenden zu Autoprojekten wechselte, dachte ich, ich könnte meine kleine manuelle Kastenschwenkbiegemaschine “aufrüsten”, indem ich ihr hydraulische Kraft hinzufüge. Ich stellte mir ein kompaktes Monster vor – abnehmbare Finger oben, Wagenheber unten, aufs Pedal treten und 1,5-mm-Blech falten wie eine Pizzaschachtel. Klingt effizient. Außer dass die Industrie das aus gutem Grund nicht baut.
Denn das Problem, das du versuchst zu lösen, ist nicht die Kraft.
Es ist der Platz.
Und solange du das in deinem Kopf nicht trennst, wirst du weiter nach einem Einhorn suchen.

Eine Abkantpresse ist um einen geraden Stempel und eine gerade Matrize gebaut. Das Werkzeug läuft über die gesamte Breite. Das ist der ganze Sinn – es drückt Metall mit kontrolliertem Druck in eine V-Form. Perfekt für Halterungen, Profile, lange Biegungen.
Eine Kastenschwenkbiegemaschine – das, was man “Fingerbiegemaschine” nennt – hat abnehmbare Finger an der Klemmleiste. Man zieht ein paar heraus, lässt Lücken und plötzlich kann man die Seiten einer Box biegen, ohne die Wände zu beschädigen, die man bereits geformt hat. Es ist wie das Falten einer Pizzaschachtel: Man braucht kleine Laschen und Freiräume, nicht nur Druck.
Das sind zwei unterschiedliche Konstruktionsphilosophien.
Wenn du “Finger-Abkantpressen-Kit” eingibst, vermischst du die Namen, als wären es Ausstattungspakete desselben Lkw. Sind sie nicht. Das eine löst ein Kraftproblem mit Hydraulik. Das andere löst ein Geometrieproblem mit abnehmbaren Fingern und offenem Raum.
Hersteller ignorieren das Hybridkonzept nicht, weil sie faul sind. Sie meiden es, weil man, sobald man eine gerade hydraulische Presse fest einbaut, den offenen Zugang verliert, der die Finger überhaupt erst nützlich macht.
Was passiert also, wenn man das ignoriert und versucht, es in der Garage zu improvisieren?
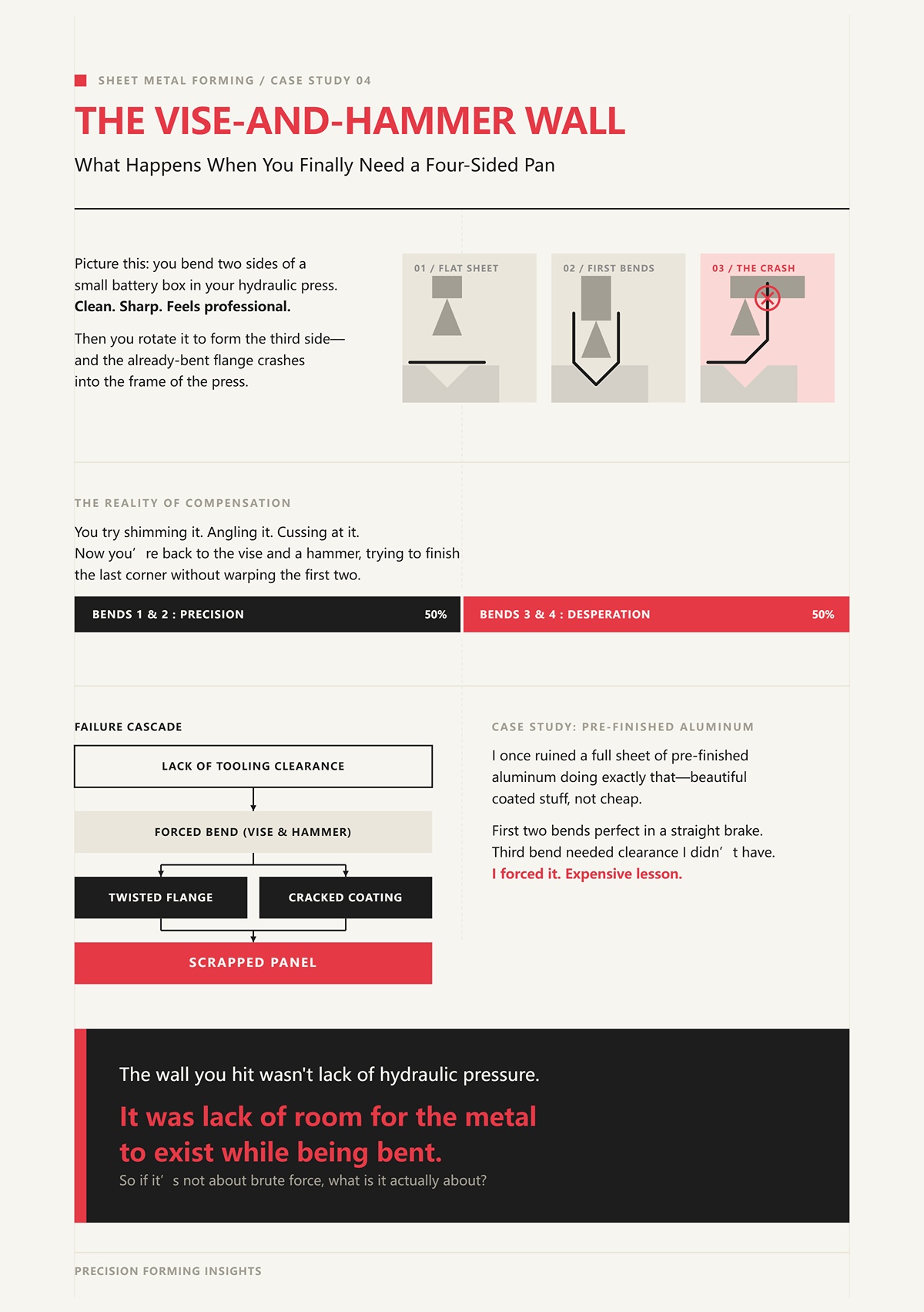
Stell dir vor: Du biegst zwei Seiten einer kleinen Batteriekiste in deiner hydraulischen Presse. Sauber. Scharf. Fühlt sich professionell an. Dann drehst du sie, um die dritte Seite zu formen – und der bereits gebogene Flansch stößt gegen den Rahmen der Presse.
Du versuchst es mit Unterlegen. Mit Winkel. Mit Fluchen.
Jetzt bist du wieder beim Schraubstock und Hammer, versuchst die letzte Ecke zu beenden, ohne die ersten beiden zu verziehen. Das ist keine Präzision. Das ist Verzweiflung.
Einmal habe ich ein ganzes Blech aus vorbeschichtetem Aluminium genau so ruiniert – wunderschön beschichtetes Material, kein billiges. Die ersten beiden Biegungen perfekt in der geraden Presse. Die dritte Biegung brauchte Freiraum, den ich nicht hatte. Ich habe sie erzwungen. Der Flansch verdrehte sich, die Beschichtung riss, die ganze Platte war Ausschuss. Teure Lektion.
Die Wand, gegen die du gestoßen bist, war kein Mangel an hydraulischem Druck.
Es war ein Mangel an Raum für das Metall, während es gebogen wurde.
Wenn es also nicht um rohe Kraft geht, worum geht es dann eigentlich?
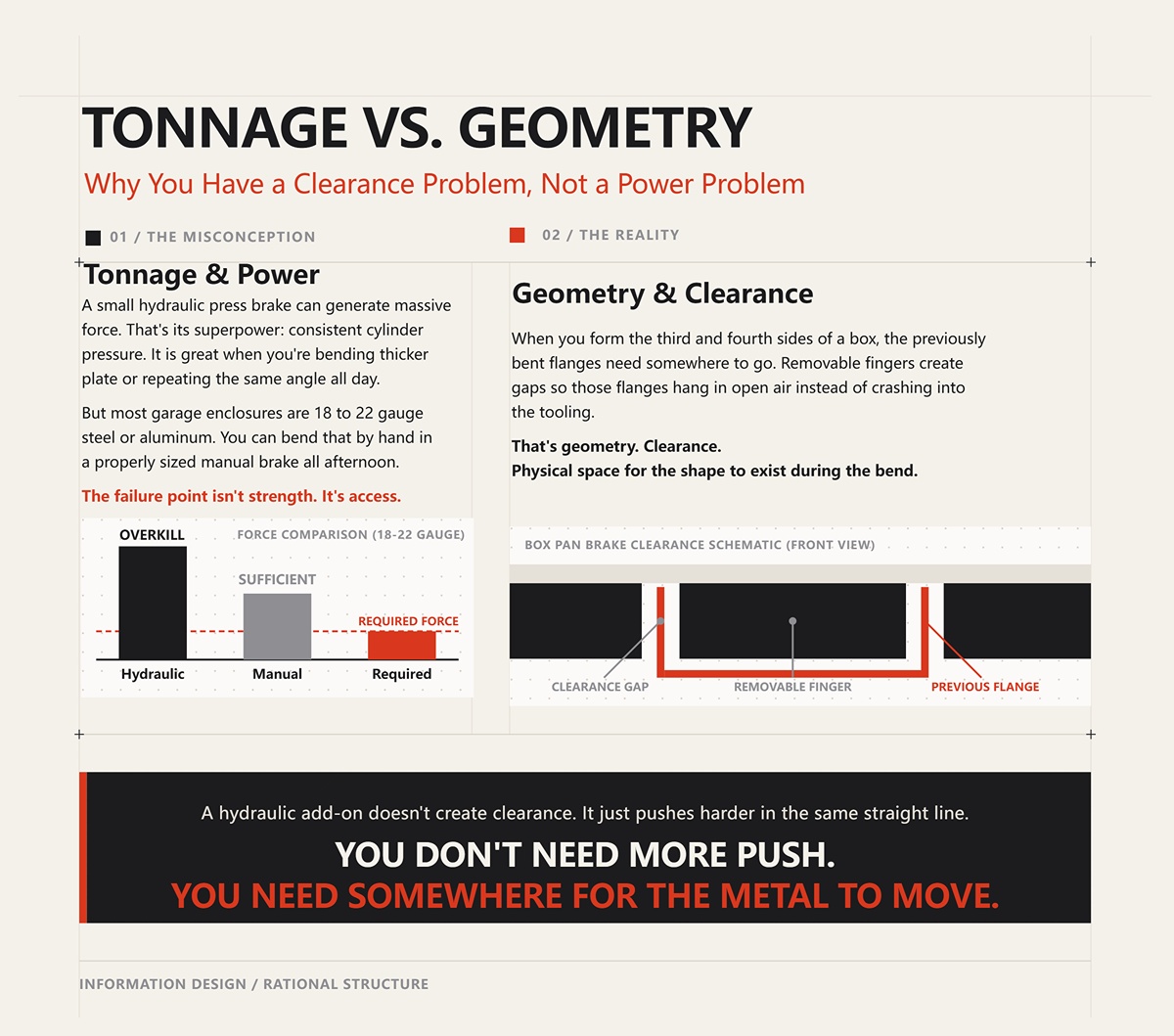
Eine kleine hydraulische Abkantpresse kann mehr Kraft erzeugen, als deine Arme es je könnten. Das ist ihre Superkraft: gleichmäßiger Zylinderdruck. Ideal, wenn du dickere Bleche biegst oder den ganzen Tag denselben Winkel wiederholst.
Aber die meisten Garagengehäuse bestehen aus Stahl oder Aluminium der Stärke 18 bis 22 Gauge. Das kannst du mit einer richtig dimensionierten Handabkantbank den ganzen Nachmittag über von Hand biegen. Der Schwachpunkt ist nicht die Stärke. Es ist der Zugang.
Wenn du die dritte und vierte Seite einer Box formst, brauchen die bereits gebogenen Flansche irgendwo Platz. Abnehmbare Finger schaffen Lücken, sodass diese Flansche in der Luft hängen, statt gegen das Werkzeug zu stoßen. Das ist Geometrie. Freiraum. Physischer Raum, damit die Form während des Biegens existieren kann.
Ein hydraulischer Zusatz schafft keinen Freiraum. Er drückt nur stärker in derselben geraden Linie.
Du brauchst keinen stärkeren Druck.
Du brauchst Platz, damit sich das Metall bewegen kann.
Du hast eine halb geformte Batteriebox auf der Werkbank liegen. Zwei Seiten aufgestellt, Ecken sauber. Du schiebst sie in eine gerade Abkantbank, um die dritte Wand zu formen – und der erste Flansch schlägt gegen die Spannleiste. Es gibt physisch keinen Platz für ihn, während du versuchst, die nächste Biegung zu machen.
Das ist die Geometriefalle.
In diesem Abschnitt wird festgestellt, dass der Schwachpunkt bei der Herstellung von Garagenboxen Geometrie und Zugang ist, nicht der Mangel an Hydraulikkraft. Die eigentliche Frage lautet also nicht “Wie drücke ich stärker?”, sondern “Wie verschaffe ich dem Metall Platz, sich zu bewegen?”
Abnehmbare Finger beantworten das auf die langweiligste, mechanischste Weise überhaupt: Sie entfernen Stahl aus dem Weg.
Ziehst du zwei Finger aus der Mitte einer Box-und-Pan-Abkantbank, entsteht eine Lücke. Diese Lücke ist leerer Raum. Wenn du das Biegebrett schwenkst, um die dritte Seite zu biegen, fallen die bereits geformten Wände in diese Lücke, anstatt gegen das Werkzeug zu stoßen. Das ist der Unterschied zwischen dem Falten einer Pizzabox entlang ihrer Ritzlinien und dem Versuch, sie mit einem Ziegelstein plattzuschlagen.
Die eine Maschine schafft Raum für die Form.
Die andere wendet einfach Kraft in einer geraden Linie an.
Welcher Biegemechanismus verzeiht dir also tatsächlich, wenn deine Messungen nicht perfekt sind?
Stell dir vor, du schneidest ein Blech 6 Zoll tief statt 5-7/8, weil du dein Maßband falsch abgelesen hast. Bei einer Biegebank – dem schwenkbaren Apron-Stil, der in Box-und-Pan-Maschinen verwendet wird – spannst du das Blech entlang einer geraden Kante ein und schwenkst das Brett nach oben. Die Biegelinie wird durch die Stelle definiert, an der du es einspannst. Wenn du ein kleines Stück danebenliegst, entspannst du, verschiebst leicht und biegst erneut. Das Metall ist nicht in einer Matrizenhöhlung gefangen.
Eine V-Matrize in einer Gesenkbiegepresse funktioniert anders. Der Stempel drückt das Blech in eine V-förmige Öffnung. Der Biegewinkel hängt von der Stempeltiefe, der Matrizenbreite und der Materialstärke ab. Kleine Fehlberechnungen summieren sich. Wenn dein Schenkel bereits steht und auf die Matrizenshoulder trifft, ist Schluss. Es gibt kein “leichtes Nachjustieren”, weil das Teil durch das Werkzeug eingeschlossen ist.
Harte Wahrheit: Anfänger kämpfen nicht mit Tonnagetabellen – sie kämpfen mit Layout-Verschiebungen, Schnittfugenfehlern und Schenkelkollisionen.
Das Biegen mit Schwenkbiegemaschinen ist physisch verzeihender, weil das Blech entlang einer flachen Spannleiste abgestützt ist und durch die Luft geschwenkt wird. Es gibt keine untere Matrizenshoulder, die die fertige Oberfläche beschädigen könnte. Das ist wichtig, wenn man mit vorlackiertem Stahl oder weichem Aluminium arbeitet.
Ich habe einmal versucht, ein kleines ECU-Gehäuse in der Hydraulikpresse eines Freundes mit einem Standard-V-Matrizensatz zu formen. Erster Biegevorgang sauber. Zweiter Biegevorgang gut. Dritter Biegevorgang? Der erste Schenkel glitt über die Matrizenschulter und hinterließ eine helle, polierte Kerbe quer über die sichtbare Fläche. Dieses Blech war nicht billig. Wieder im Schrott gelandet. Die Presse hatte mehr als genug Kraft. Sie hatte nur keine Toleranz für meine Geometrie.
Frag dich jetzt: Wenn das Schwenkbiegensetup verzeihender ist, was genau tun dann diese abnehmbaren Finger, was eine gerade Biegemaschine immer noch nicht kann?
Nimm eine gerade Biegemaschine. Eine durchgehende Spannleiste über die gesamte Breite. Keine abnehmbaren Finger. Versuch, eine vierseitige Box von 6x4x3 Zoll zu formen.
Du biegst Seite eins. Gut.
Seite zwei. In Ordnung.
Drehst für Seite drei – und die ersten beiden Schenkel blockieren die Spannfläche. Die Leiste kann sich nicht schließen, weil die senkrechten Wände im Weg sind. Du kannst das Teil physisch nicht mehr flach spannen.
Das hat nichts mit Winkelgenauigkeit zu tun. Das ist eine Frage der Kollision.
Segmentierte Finger lösen das, indem sie die Spannleiste in verstellbare “Zähne” verwandeln. Du nimmst die mittleren Zähne heraus, wo die Wände deiner Box hindurchtreten müssen. Wenn du nun für die dritte Biegung spannst, fallen die stehenden Wände zwischen die Finger in den freien Raum. Die Maschine spannt immer noch entlang der verbleibenden Segmente, und die Schwenkleiste dreht sich weiterhin sauber.
Das ist modulare Freigängigkeit.
Aber hier werden Anfänger gerne romantisch: Fingerbieger sind flexibel für individuelle Formen, ja – aber sie sind keine Wundermaschinen. Sie haben Probleme mit komplexen Mehrwinkelbördeln oder gleichbleibender Serienfertigung. Eine Gesenkbiegepresse mit dem richtigen Werkzeug übertrifft eine Fingerbiegemaschine an einem Produktionstag mit 600 Biegungen problemlos. Das ist Realität. In der Produktion gewinnt das wiederholbare Niederdrücken in einer V-Matrize.
Aber du betreibst keine Produktionslinie in einer Zweiautogarage.
Du stellst eine Batteriewanne, zwei Relaiskästen, vielleicht eine Lüfterabdeckung her. Variierende Serien. Einzelstücke. Unterschiedliche Abmessungen jedes Wochenende. In dieser Umgebung schlägt geometrische Zugänglichkeit industrielle Wiederholgenauigkeit.
Und das führt uns zurück zu der Ausrede, die ich jeden Monat höre: “Ja, aber Hydraulik würde es einfacher machen.”
Würde sie das?
Stell dich vor eine 30-Zoll-Handkastenbiegepresse, die für 1,2 mm Stahl (Gauge 18) ausgelegt ist. Spanne einen Streifen aus 0,9 mm Blech (Gauge 20) ein. Greif den Schwenkhebel. Du übst vielleicht 18 bis 27 kg Kraft am Griff aus, multipliziert mit der Hebellänge. Die Scharniergeometrie wandelt das in Hunderte Pfund Kraft entlang der Biegelinie um.
Das ist bereits mehr, als das Material erfordert.
Aber die meisten Garagenverkleidungen bestehen aus Stahl oder Aluminium mit einer Stärke von 18 bis 22 Gauge. Mit einer richtig dimensionierten manuellen Abkantbank bist du weit entfernt von der Umformgrenze des Materials. Die Scharnierstifte, der Klemmdruck und die Steifigkeit der Finger sind wichtiger als das Hinzufügen eines Hydraulikzylinders.
Hydrauliksysteme glänzen, wenn man dickere Platten im Luftbiegeverfahren bearbeitet oder identische Winkel über Dutzende von Teilen hinweg einhalten muss. Sie sorgen für gleichmäßige Ergebnisse unter Belastung.
Sie schaffen jedoch keine zusätzliche Freigängigkeit zwischen bereits gebogenen Flanschen.
Ich dachte einmal, das Hinzufügen eines Wagenhebers zu einer kleinen Abkantbank würde mir erlauben, “aufzurüsten” und stärkeres Material zu bearbeiten. Alles, was geschah, war, dass sich der Rahmen verbog und die Klemmleiste leicht krümmte, weil die Struktur nicht für diese Punktbelastung ausgelegt war. Die Biegungen wurden dadurch nicht schärfer. Sie waren ungleichmäßig. Das Metall brauchte keine größere Kraft. Die Maschine brauchte eine smartere Geometrie.
Harte Wahrheit: Hydraulik zu dünnblechigen Gehäusearbeiten hinzuzufügen ist, als würde man mit einem Vorschlaghammer eine Pizzaschachtel falten wollen. Du wirst dich stark fühlen. Du wirst jedoch das eigentliche Problem nicht lösen.
Wenn also abnehmbare Finger das Kollisionsproblem lösen und die manuelle Hebelwirkung den Kraftbedarf bereits abdeckt – wonach solltest du dann eigentlich suchen, anstatt diesem sagenumwobenen Hybrid hinterherzujagen?
Du stehst in einem Werkzeuggang und starrst auf zwei Preisschilder.
Das eine ist eine 30-Zoll-Tisch-Abkantbank mit segmentierten Fingern, ausgelegt für 18-Gauge-Mildstahl. Das Datenblatt listet auf: abnehmbare Finger in mehreren Breiten, maximaler Biegewinkel 90 Grad, Einstellschrauben für das Biegebrett, austauschbare Scharnierstifte.
Das andere ist eine 20-Tonnen-A-Rahmen-Werkstattpresse mit einem “Abkantaufsatz” – im Wesentlichen eine V-Matrize und ein Stempel, die du zwischen die Säulen schraubst.
Beide behaupten, Metall zu biegen. Nur eine davon erlaubt es dir, ein vierseitiges Gehäuse fertigzustellen, ohne dabei zu fluchen.
Wenn du “Finger Press Brake Kit” eintippst, kombinierst du die Bezeichnungen, als seien es Ausstattungspakete desselben Werkzeugs. Sind sie aber nicht. Die eine ist auf Freigängigkeit und Geometrie ausgelegt. Die andere auf vertikale Kraft. Wenn du Batteriegehäuse, Relaisboxen oder Armaturenbretter baust – dünnes Blech, vier Biegungen, manchmal eine Kantung – brauchst du Zugang zwischen den Wänden mehr als Tonnage.
Wonach solltest du also tatsächlich suchen?
Für Gehäusearbeiten in 18–22 Gauge Stahl oder Aluminium ist die Kurzliste einfach: segmentierte Finger in verschiedenen Breiten, mindestens 30 Zoll Arbeitsbreite, eine realistische 18-Gauge-Stahlklassifizierung (nicht “20 Gauge max”), einstellbare Anschläge für wiederholbare Winkel und eine Klemmleiste, die unter Druck gerade bleibt. Alles andere ist Nebensache.
Warum steht der Pressenaufsatz nicht auf dieser Liste?
Stell dir das Innere einer typischen 20‑Tonnen‑Werkstattpresse vor. Zwei vertikale Stützen. Eine Bettauflage, die du auf verschiedene Höhen stecken kannst. Ein Wagenheber, der senkrecht nach unten drückt.
Nun baue eine V‑Matrize ein.
Du hast gerade einen schmalen Canyon zwischen Stahlstützen geschaffen. Dein Blech muss von vorne eingeschoben werden, genau unter dem Stößel liegen und nach unten in eine feste V‑Öffnung gebogen werden. Für eine flache Halterung ist das in Ordnung. Für eine halbgeformte Box ist es ein Albtraum.
Eine Seite eines 6×6-Panels um 90 Grad nach oben biegen. Jetzt versuchen Sie, das Teil für die zweite Biegung zu drehen. Diese erste Lasche steht aufrecht und stößt sofort gegen den Ständer der Presse, bevor die Biegelinie überhaupt die Mittellinie des Gesenkes erreicht. Die Maschine blockiert Sie physisch.
Das ist nicht theoretisch. Ein Heimwerker in einem Maschinenbauforum besitzt sowohl eine 17-Tonnen hydro-mechanische Abkantpresse als auch eine 35-Tonnen pneumatische Abkantpresse – ernstzunehmende Geräte – und hält trotzdem eine 4-Fuß-Fingerbiegemaschine für seine Arbeiten mit 18er Blech bereit. Nicht weil die Presse zu wenig Kraft hätte. Sondern weil ihr der Zugang fehlt, sobald Teile aufrecht stehen.
Harte Wahrheit: Ein A-Rahmen-Presseaufsatz gibt Ihnen mehr Kraft, als Sie brauchen, und weniger Zugang, als Sie sich leisten können.
Und die Kraft ist absurd überdimensioniert für das, was Sie tun. Eine 20-Tonnen-Presse entspricht 40.000 Pfund Kraft. Das Biegen von 0,9-mm-Mildstahl über 24 Zoll erfordert nur einen Bruchteil davon, besonders beim Luftbiegen. Aber die Presse dosiert nicht “gerade genug” auf freundliche Weise. Sie steuern die Tiefe mit einem Wagenhebergriff, beobachten den Winkel mit dem Auge, und gleichen die Rückfederung manuell aus. Es gibt keinen Anschlag. Keine breite Klemmfläche, die den Druck verteilt, wie wenn man einen Pizzakarton entlang einer geraden Kante faltet. Es ist ein punktgetriebenes System, das das Blech in ein V zwingt.
Ich habe einmal versucht, kleine U-Halterungen aus vorbeschichtetem Aluminium auf einer 12-Tonnen-Presse mit einem angeschraubten Bremsensatz herzustellen. Das erste Teil war in Ordnung. Beim zweiten habe ich die Tiefe minimal falsch eingeschätzt. Der Stempel schlug härter durch, als ich erwartete, und hinterließ eine feine Falte jenseits des Biegeradius. Nicht katastrophal. Nur unschön. Das Blech war teuer. Ich habe die Serie verworfen, weil jedes Stück einen leicht unterschiedlichen Winkel und eine Sichtmarke hatte. Die Kraft war nicht das Problem. Kontrolle und Unterstützung waren es.
Sie können Metall in einer Werkstattpresse durchaus biegen. Die Frage ist: Können Sie ein vierseitiges Gehäuse sauber und wiederholbar biegen, ohne gegen den Rahmen der Maschine anzukämpfen?
Stellen Sie eine 30-Zoll-Kasten- und Paneelbremse auf Ihre Werkbank. Lösen Sie die Klemmleiste. Entfernen Sie zwei mittlere Finger. Lassen Sie einen 6-Zoll-Abstand zwischen den Segmenten. Spannen Sie Ihr Panel so ein, dass die zukünftigen Seitenwände in diesem Abstand hängen.
Jetzt drehen Sie die Biegewange.
Die ersten beiden Wände fallen zwischen die Finger, während die dritte Seite nach oben kommt. Nichts kollidiert. Der Klemdruck wird auf die verbleibenden Finger verteilt, sodass die Biegelinie gerade bleibt. Sie treiben das Blech nicht in eine Kavität; Sie drehen es durch freie Luft.
Das ist das ganze Geheimnis.
Abnehmbare Finger gibt es typischerweise in 1-Zoll-, 2-Zoll-, 3-Zoll- und längeren Segmenten. Diese Mischung ist wichtiger als die beworbene Tonnage. Sie ermöglicht es, physische Lücken dort zu “programmieren”, wo Flansche vorbeilaufen müssen. Wenn Ihr Gehäuse eine Versatz- oder abgestufte Wand hat, ordnen Sie die Zähne neu. Ohne abnehmbare Finger sind Sie wieder bei Kollisionsmathematik.
Was ist mit der Präzision? Es wird angegeben, dass hydraulische oder elektrische Abkantpressen Toleranzen bis in den Mikrometerbereich halten können. Das stimmt – bei CNC-Produktionsmaschinen. Aber wir sprechen hier über handgefertigte Garagengehäuse. Ihr Fehler beim Maßband ist größer als der Unterschied zwischen der Wiederholgenauigkeit eines hydraulischen Kolbens und eines manuellen Anschlags. Die wichtigste Spezifikation bei einer manuellen Bremse ist nicht die Mikron-Genauigkeit, sondern ob die Klemmleiste unter Last gerade bleibt und ob die Scharnierbolzen fest genug sitzen, um ein Verdrehen über 30 Zoll zu vermeiden.
Harte Wahrheit: Für Leichtblech-Gehäusearbeiten schlägt Steifigkeit rohe Tonnage jedes Mal.
Die Dickenzulassung ist Ihre Grenze. Wenn die Bremse ehrlich für 18er-Mildstahl über ihre volle Breite ausgelegt ist, lacht sie über 20er oder 22er Blech. Wenn Sie regelmäßig 2-mm-Stahl biegen wollen, sind Sie im Bereich der Abkantpressen. Aber die meisten Garagengehäuse bestehen aus 18 bis 22er Stahl oder Aluminium. Das liegt eindeutig im Bereich der manuellen Kasten- und Paneelbremsen. Kaufen Sie keine Kapazität, die Sie nicht nutzen werden, und verzichten Sie dann auf die Fingerausführung, die Sie tatsächlich benötigen.
Vor Jahren, bevor ich es besser wusste, habe ich an einer geraden Bremse ohne Segmentierung gespart, weil sie eine etwas größere Stärke vertrug. Ich versuchte, eine vierseitige Elektronikwanne herzustellen. Die dritte Biegung wurde durch die massive Klemmleiste blockiert. Ich zwang das Teil, in der Hoffnung, die Freigängigkeit zu überlisten. Alles, was ich tat, war, die zweite Lasche zu verformen und die Biegelinie zu zerknittern. Das Blech knickte genau an der Ecke. Ausschuss. Ich sparte Geld beim Werkzeug und zahlte es in zerstörtem Material.
Die Tisch-Fingerbremse kostet anfangs mehr als ein grundlegendes Pressenaufsatz-Kit. Aber sie verschafft Ihnen wiederholbaren Zugang zu dreidimensionalen Formen – was der eigentliche Zweck der Gehäusefertigung ist.
Lassen Sie uns zwei echte Arbeitsabläufe durchgehen.
Mit einer Werkstattpresse: herausrollen, Bett-Höhe fixieren, das Matrizenset einsetzen, den Stempel zentrieren, Probeschlag am Ausschuss, Winkel anpassen, dann Teile einzeln zuführen. Jede Biegung bedeutet, die Biegelinie unter einer schmalen Stempelspitze auszurichten. Wenn Ihr Teil Wände bekommt, schwenken und unterlegen Sie es um die Ständer herum.
Mit einer Tisch‑Abkantbank: Zwei Knöpfe lösen, Finger umstellen, einspannen, das Biegebrett bis zum eingestellten Anschlag ziehen. Das Teil drehen. Einspannen. Noch einmal ziehen.
Keine Bettstifte. Kein Werkzeugwechsel. Kein Kampf mit Säulen.
Bei einer einzelnen Halterung ist der Zeitunterschied gering. Bei einem Einzelgehäuse mit vier Seiten und vielleicht einem Rückfalz summiert sich der Reibungsverlust beim Einrichten der Presse. Und jeder zusätzliche Einrichtungsschritt ist eine weitere Gelegenheit, die Ausrichtung zu verfehlen und die fertige Oberfläche zu beschädigen.
Harte Wahrheit: Bequemlichkeit ist keine Faulheit – sie ist Fehlerminimierung.
Ich habe einmal versucht, kleine Schaltdosen auf einer Presse in Serie zu fertigen, weil ich dachte, der Hydraulikstempel würde es “professioneller” machen. Beim dritten Teil überprüfte ich vor jedem Biegevorgang erneut die Ausrichtung, weil ich meinem Auge zur Zentrierung nicht traute. Die Winkel variierten um ein paar Grad. Nichts Katastrophales. Nur so viel, dass die Deckel nicht plan auflagen, ohne nachzujustieren. Ich verschrottete zwei Stücke, auf der Suche nach einer Gleichmäßigkeit, die mir ein Anschlagblatt automatisch gegeben hätte.
Rohes Tonnengewicht wirkt beeindruckend. Ein einfaches manuelles Set wirkt schlicht. Aber genau diese Schlichtheit schützt Anfänger davor, kleine Fehler zu teurem Ausschuss zu vervielfachen.
Hier also die Grenze, der wir nicht ausweichen können: Was passiert, wenn man tatsächlich dickeres Material als 18 Gauge braucht – und ändert das die Empfehlung?
Man spannt einen 30‑Zoll‑Streifen echten 16‑Gauge‑Stahls in eine leichte Tisch‑Finger‑Abkantbank. Man drückt auf das Biegebrett. Es bewegt sich, aber die Biegelinie in der Mitte hinkt den Enden hinterher. Also drückt man stärker. Die Scharnierstifte protestieren. Die Spannleiste hebt sich in der Mitte leicht an. Wenn man loslässt, ist der Stahl gebogen – nur nicht gleichmäßig. Die Maschine hat sich gesetzt, auch wenn man es noch nicht sieht.
Das ist der Moment, in dem Anfänger denken: “Hätte ich doch Hydraulik gekauft.”
Harte Wahrheit: Manchmal hätte man das wirklich tun sollen. Aber nicht so oft, wie man denkt.
Die physikalische Grenze einer manuellen Finger‑Abkantbank ist nichts Mystisches. Es geht um Hebelwirkung und Balkendurchbiegung. Das Biegebrett ist ein langer Hebel. Spannbalken und Rahmen sind Träger. Wenn Dicke und Biegelänge zunehmen, steigt das erforderliche Biegemoment schnell. Gibt der Rahmen der Maschine nach, bevor das Blech sich biegt, dann biegt man nicht den Stahl – man biegt die Abkantbank. Und sobald eine Abkantbank verzogen ist, wird sie nie wieder wirklich rechtwinklig.
Wo genau liegt also diese Grenze?
Stellen Sie sich zwei Aufträge vor.
Auftrag eins: 16‑Gauge‑Stahl, 4 Zoll breit. Auftrag zwei: 20‑Gauge‑Stahl, 30 Zoll breit.
Die meisten Anfänger nehmen an, dass Auftrag eins schwerer sei, weil das Metall dicker ist. In der Praxis kann Auftrag zwei eine kleine Abkantbank stärker belasten, weil die Last über die gesamte Breite verteilt ist. Die Biegekraft steigt mit der Dicke, ja – aber auch mit der Biegelänge. Verdoppelt man die Länge, verdoppelt man die Gesamtlast, die versucht, den Spannbalken anzuheben.
Ein Hersteller könnte angeben, dass eine schwere Finger‑Abkantbank bis etwa 4 mm Stahl über die volle Breite bewältigen kann. Das ist Industrie‑Niveau. Dein $200‑Importset ist nicht diese Maschine. Es hat dünnere Seitenplatten, kleinere Scharnierstifte und eine Spannleiste, die sich wie ein leicht flexibles Lineal verhält. Unter Last möchte sich die Mitte anheben.
Diese Lektion lernte ich an einer 24‑Zoll‑Abkantbank, die ich gebraucht gekauft hatte. Ich versuchte, eine lange Batteriewanne aus dickerem Blech zu biegen, als angemessen war. Die Enden erreichten 90 Grad. Die Mitte stoppte bei vielleicht 82. Ich drückte stärker. Die Wanne bog sich. Und die Abkantbank auch. Von da an hatten selbst 20‑Gauge‑Biegungen eine flache Wölbung in der Mitte. Ich überschritt nicht die Grenze des Metalls. Ich überschritt die Steifigkeit der Maschine.
Das ist die eigentliche Variable: nicht nur die Dicke, sondern Dicke multipliziert mit Länge. Das bedeutet, deine Aussage “Ich brauche nur gelegentlich 16 Gauge” braucht eine zweite Zahl dahinter – wie breit?
Bleiben wir konkret.
Eine typische 30-Zoll-, $200-Tischfalzmaschine wiegt vielleicht 70 bis 90 Pfund. Dünne Seitenplatten. Kleine Drehbolzen. Die Klemmleiste ist oft ein einfaches rechteckiges Profil. Funktioniert einwandfrei für 18–22 Gauge über die volle Breite.
Steigen Sie auf eine $600–$800 Maschine mit derselben Breite um, und Sie bemerken sofort drei Dinge: dickere Seitenrahmen, größere Scharnierbolzen und einen tieferen Klemmträger. Mehr Masse dort, wo die Biegespannung konzentriert ist. Diese Masse ist keine Zierde – sie ist Widerstand gegen elastische Verformung.
Wenn Sie echtes 16-Gauge-Blech (etwa 1,5 mm) über 24–30 Zoll biegen, wird sich die billige Falzmaschine so weit durchbiegen, dass der Biegewinkel über die Länge variiert. Die schwerere bleibt innerhalb der elastischen Grenzen, sodass sich das Blech nach dem Lösen wieder gerade richtet, anstatt leicht gebogen zu bleiben.
Harte Wahrheit: 16-Gauge ist die Grenze, an der die Verarbeitungsqualität aufhört, kosmetisch zu sein, und anfängt, strukturell wichtig zu werden.
Hier kommt nun der Punkt, den Anfänger oft übersehen. Selbst hydraulische Abkantaufsätze für 20-Tonnen-Werkstattpressen haben dasselbe Steifigkeitsproblem. Leute, die versuchen, eine 1/4‑Zoll-Platte über 6 Zoll zu biegen, stützen den Pressenrahmen schließlich mit 4×4‑Pfosten ab, weil sich die Ständer spreizen. Der Stößel hat Kraft. Der Rahmen hat keine Steifigkeit. Leistung ohne Steifigkeit verschiebt die Durchbiegung nur an eine andere Stelle.
Wenn Sie also regelmäßig über die gesamte Breite 14‑ oder 16‑Gauge biegen müssen, ja – dann beginnen hydraulische Systeme Sinn zu ergeben. Aber nur, wenn der Rahmen, der den Stößel trägt, dem Auseinanderdrücken widersteht. Andernfalls tauschen Sie nur einen Flexpunkt gegen einen anderen.
Das führt uns zu einem weiteren Problem, das dickeres Metall mit sich bringt.
Biegen Sie einen Streifen 16‑Gauge‑Baustahl auf 90 Grad. Lassen Sie los. Er entspannt sich um ein paar Grad zurück. Das ist Rückfederung – elastische Erholung, nachdem Sie die Kraft entfernt haben.
Tauschen Sie nun das Blech gegen Edelstahl gleicher Dicke aus. Gleiche Biegung. Gleicher Zielwinkel. Lassen Sie los, und es federt deutlich stärker zurück, weil Edelstahl eine höhere Streckgrenze hat. Aluminium? Weniger Kraft zum Biegen nötig, aber es kann reißen, wenn Ihr Biegeradius zu eng ist.
Bei einer manuellen Segmentabkantbank gleichen Sie das durch leichtes Überbiegen aus. Sie lernen Ihre Maschine kennen. Vielleicht ergibt die Einstellung auf 92 Grad bei Baustahl ein exaktes 90. Das ist Muskelgedächtnis.
Hydraulische Gesenkbiegepressen gleichen das mit kontrollierter Stößeltiefe aus. Industriemaschinen passen sich sogar während des Prozesses an. Das ist echte Präzision. Wenn Sie wiederkehrende Produktionen in verschiedenen Legierungen durchführen, ist diese Kontrolle entscheidend.
Aber in einer Garage, in der Gehäuse gefertigt werden, arbeiten Sie in der Regel nur mit einem Material gleichzeitig. Man tastet sich mit Reststücken heran und macht weiter. Das größere Problem bei dickeren Materialien ist nicht die Rückfederung – sondern ob Ihre Biegemaschine physisch genug überbiegen kann, ohne dass der Rahmen sich verwindet.
Ich habe einmal versucht, dickere Edelstahlfinger für ein Sondergehäuse zu biegen, weil “es ja nur ein Stück ist”. Ich habe extra nachgezogen, um gegen die Rückfederung anzukämpfen. Der Edelstahl hat nur gespottet. Die Finger der Biegemaschine hinterließen schwache Druckmarken vom ungleichmäßigen Druck, weil der Klemmträger sich in der Mitte anhob. Teures Blech. Ruinierte Oberfläche. Das Problem war nicht der Winkel, sondern die Klemmsteifigkeit unter höherer Last.
Ja, hydraulische Systeme gewinnen in Sachen berechenbarer Kraft und Wiederholbarkeit bei dicken, hochfesten Legierungen. Aber das ist ein Produktionsargument – nicht automatisch ein Gehäuseargument.
Und selbst wenn Ihre Biegemaschine steif genug ist, wartet bei langen Biegungen noch ein weiterer Störenfried.
Stellen Sie sich vor, Sie ziehen eine lange Schraubzwinge über ein Brett. Die Enden greifen zuerst. Die Mitte braucht länger, bis sie anliegt. Eine lange Biegemaschine verhält sich genauso.
Unter Last biegen sich die Klemmleiste und das Biegebrett in der Mitte leicht durch. Das Ergebnis? Die Mitte einer 30-Zoll-Biegung bleibt ein oder zwei Grad hinterher. Das ist der Kroneneffekt – das Gegenteil von dem, was Sie wollen.
Industrielle Abkantpressen lösen dieses Problem mit verstellbaren Bombierungssystemen, die das Bett absichtlich vorspannen, damit es sich unter Last abflacht. Deine Werkzeuge in der Garage haben das nicht. Aber du kannst die Physik austricksen.
Bei einer manuellen Segmentabkantbank kannst du die Mitte unter der Spannleiste mit dünnem Material unterlegen, um sie vorzuspannen. Oder du biegst die Enden leicht über 90 Grad hinaus und triffst den Mittelwert. Bei kurzen Biegungen – typischen Halterungsbreiten – fällt das kaum auf. Bei Gehäuseseiten in voller Breite und stärkerem Blech schon.
Harte Wahrheit: lange, dicke Biegungen über volle Breite sind der Punkt, an dem leichte Maschinen ihr wahres Gesicht zeigen.
Jetzt kommen wir zum eigentlichen Entscheidungspunkt. Wenn du regelmäßig 14‑Gauge über 30 Zoll für Strukturteile biegst, bist du außerhalb des Bereichs einer Hobby‑Segmentabkantbank. Dann ist eine richtig gebaute Abkantpresse – oder eine sehr schwere manuelle Abkantbank – ihren Platz auf dem Werkstattboden wert. Der Schritt zu einer CNC‑Plattform wie der CN-HAWE-Abkantpresse führt dich in echtes Produktionsgebiet, wo gesteuerte Tonnage, reproduzierbare Hinteranschlagpositionierung und Automatisierungsoptionen für vollbreite Strukturbiegen ausgelegt sind, nicht für gelegentliche Werkstattprojekte.
Angesichts dessen, dass das Produktportfolio von CN-HAWE zu 100 % CNC-basiert ist und High-End-Szenarien im Laser-schneiden, Biegen, Ritzen und Scheren abdeckt, besteht der nächste Schritt darin, direkt mit dem Team zu sprechen, Kontaktieren Sie uns passt hier natürlich hinein.
Aber wenn deine Arbeit hauptsächlich Gehäuse mit gelegentlichen stärkeren Halterungen unter 6 Zoll Breite umfasst, musst du nicht auf abnehmbare Finger und Geometrie verzichten, nur um der Tonnage nachzujagen. Du musst Dicke und Länge an die Steifigkeit der Maschine anpassen.
Das führt zur praktischen Frage: Wie wählst du ein realistisches Sub‑$500‑Setup, das dich hinsichtlich 16‑Gauge nicht täuscht?
Du kaufst nicht mehr nach Leistung. Du kaufst nach Steifigkeit.
Wenn du eine Sub‑$500‑Segmentabkantbank willst, die gelegentliches 16‑Gauge übersteht, ohne sich in eine Banane zu verwandeln, kommt es auf Folgendes an: echtes Gewicht in den Seitenrahmen, Gelenkstifte, die du nicht mit den Fingern verbiegen kannst, eine Spannleiste, die tief und massiv aussieht statt flach und zierlich, und eine angegebene Kapazität, die 16‑Gauge bei Teilbreite, nennt, nicht über die gesamte Bettlänge. Ignoriere glänzende Behauptungen über “20‑Tonnen‑kompatible” Maschinen. Das ist eine andere Kategorie.
Harte Wahrheit: Unter $500 kaufst du keine volle Breite für 16‑Gauge – du kaufst eine Maschine, die sich beim Biegen von 16‑Gauge‑Haltern mit 4 bis 8 Zoll Breite nicht dauerhaft verformt.
Das reicht für die meisten Garagengehäuse.
Aber die meisten Garagengehäuse bestehen aus Stahl oder Aluminium mit 18 bis 22 Gauge. Die 16‑Gauge‑Momente sind meist Scharnierplatten, Befestigungslaschen, Batterieträger – kurze Biegungen. Also lautet die eigentliche Frage: Wie erkennst du die Abkantbank, die sich elastisch biegt und gerade zurückfedert, statt sich plastisch zu verformen und verdreht zu bleiben?
Beginne mit den Seitenrahmen. Sie sind die Wirbelsäule.
Gusseisenrahmen sehen grob aus, manchmal sogar uneben an den Kanten, aber sie sind dick und widerstehen dem Auseinanderdrücken unter Last. Geschweißte Stahlrahmen können hervorragend sein – wenn sie ausreichend dicke Platten und richtige Verstrebungen verwenden. Im Billigsegment bedeutet “geschweißter Stahl” jedoch oft dünne Platten, die zusammengenäht wurden, um industriell auszusehen.
Flexibilität versteckt sich in den Ständern.
Stell dir vor, du biegst 16‑Gauge über 10 Zoll. Das Biegeblatt will sich drehen. Der Spannbalken drückt nach unten. Die Seitenrahmen versuchen, sich wie die Deckel eines Buches, das du gewaltsam öffnest, auseinanderzudrücken. Wenn sich diese Seiten auch nur um ein Millimeter verformen, ändert sich dein Biegewinkel über die Länge. Mach das oft genug, und die Drehbolzenlöcher werden oval. Dann hast du keine Flexibilität mehr. Du hast Spiel.
Ich habe einmal eine preisgünstige Abkantbank mit geschweißtem Rahmen gekauft, die auf Fotos sehr robust aussah. Beim ersten echten 16‑Gauge‑Winkel, vielleicht 15 cm breit, spürte ich, wie die rechte Säule leicht nachgab – kaum merklich, nur ein Hauch. Beim dritten Teil kehrte die Biegewange nicht mehr völlig flach zurück. Der Rahmen war nicht gerissen. Er hatte sich verformt. Diese Maschine wurde über Nacht zu einer Spezialistin für 18‑Gauge.
Gewicht ist dein grobes, aber nützliches Maß. Zwei 30‑Zoll‑Abkantbänke mit gleicher angegebener Kapazität – eine wiegt 85 Pfund, die andere 140. Die schwerere ist fast immer die steifere. Masse ist Widerstand gegen Biegespannung. Kein Glamour. Physik.
Und nein, ein elektrisch unterstütztes Modell unter $500 behebt keinen schwachen Rahmen auf magische Weise. Ein Motor kann stärker ziehen als deine Arme. Er kann aber keine dünnen Seitenplatten dicker machen.
Wenn du also den schwersten, steifsten Rahmen gewählt hast, den du dir leisten kannst – was bestimmt dann tatsächlich, ob die Kanten deines Gehäuses sauber herauskommen?
Ausrichtung ist der Punkt, an dem Anfänger dem Werkzeug die Schuld für ihre eigene Ungeduld geben.
Abnehmbare Finger sind der eigentliche Grund, warum es überhaupt eine Schachtel‑ und Blechabkantbank gibt. Ohne abnehmbare Finger keine Gehäuseecken. Aber jeder Finger muss perfekt bündig mit seinen Nachbarn und exakt rechtwinklig zur Klemmkante sitzen. Wenn einer minimal tiefer sitzt, senkt sich das Blech an dieser Stelle beim Klemmen. Beim Biegen wird aus dieser Senke eine Welle.
Stell dir vor, du faltest den Deckel einer Pizzaschachtel. Wenn die Kante der Schachtel uneben ist, wandert die Falzlinie. Gleiches Material. Gleiche Kraft. Unterschiedliches Ergebnis.
Günstige Bausätze kommen selten perfekt eingestellt an. Plane ein, die Fingerbolzen zu lösen, einen geraden Schrottstreifen entlang der Klemmkante zu führen und jeden Finger zu klopfen, bis die gesamte Reihe sich wie eine durchgehende Fläche anfühlt. Dann Schrott klemmen und einen Testbiegevorgang ausführen. Anpassen. Wiederholen. Das sind die echten 15 Minuten – manchmal 30, wenn du Anfänger bist.
Ich habe einmal eine vorlackierte Aluminiumplatte ruiniert, weil ich auf die Werksausrichtung vertraute. Ein Finger saß gerade so hoch, dass er beim Klemmen eine feine Drucklinie über die Oberfläche hinterließ. Der Biegewinkel war einwandfrei. Die Oberfläche nicht. Teure Lektion fürs Überspringen von Schrotttests.
Hier ist der Punkt, den die meisten übersehen: Das Austauschen der Finger für eine andere Kistenbreite dauert nur Minuten. Schneller als der Wechsel von Gesenkwerkzeugen bei vielen Pressbänken. In einer Heimwerkstatt, die Einzelgehäuse fertigt, schlägt die Umrüstgeschwindigkeit fast immer die reine Presskraft.
Und damit kommen wir zu etwas, woran niemand denkt – bis zum ersten kräftigen Zug.
Wenn du die Biegewange bei 16‑Gauge ziehst, drückt die Abkantbank nicht nur auf das Metall nach unten. Sie versucht, sich selbst von der Werkbank zu heben.
Diese Aufwärtskraft überrascht viele.
Der Klemmträger drückt auf das Blech. Die Biegewange dreht sich nach oben. Die Gegenkräfte laufen durch die Drehpunkte in die Seitenrahmen und anschließend in deine Befestigungsschrauben. Wenn deine Werkbank eine leichte Sperrholzplatte auf 2×4‑Beinen ist, kann die gesamte Konstruktion sich bei einem starken Biegevorgang nach hinten verziehen oder sogar leicht kippen.
Ich habe Männer gesehen, die “schwache Abkantbänke” beschuldigten, obwohl der eigentliche Übeltäter eine nachgiebige Werkbank war, die unter dem Werkzeug wie eine Feder wirkte.
Ich habe einmal eine kleine gusseiserne Abkantbank mit Schlagschrauben in Sperrholz auf eine Handwerkerbank montiert. Beim ersten ernsthaften 16‑Gauge‑Biegevorgang hoben sich die hinteren Beine gerade genug, um mich zu erschrecken. Die Abkantbank war in Ordnung. Die Werkbank war für diesen Aufwärtsmoment nicht gebaut. Am Ende habe ich durch Bolzen in eine verstärkte Platte befestigt, die mit den Wandpfosten verbunden war. Problem gelöst.
Harte Wahrheit: Deine Abkantbank ist nur so steif, wie das, woran sie befestigt ist.
Verwende Durchgangsbolzen mit Schrauben der Güteklasse 5 oder 8. Verwende große Unterlegscheiben oder Gegenplatten unter der Werkbankplatte. Noch besser: Verbinde die Bank mit der Wand oder dem Boden, wenn du regelmäßig mit 16‑Gauge arbeitest. Du fügst keine Kraft hinzu. Du schließt den letzten Flexpunkt im System.
Und sobald der Rahmen steif ist, die Finger ausgerichtet sind und die Werkbank sich nicht bewegt, sieht man endlich, was eine richtig eingerichtete manuelle Abkantpresse tatsächlich leisten kann – und ebenso wichtig, wo sie ehrlich gesagt ihre Grenzen erreicht.
Du hast den Rahmen versteift. Du hast die Finger ausgerichtet. Du hast das Ding auf eine Bank geschraubt, die nicht nachgibt. Wie weit kommt also eine richtig eingerichtete Sub‑$500-Fingerbremse, bevor sie an die Wand stößt?
Hier ist die klare Antwort: Sie bewältigt alles im Bereich von 18–22 Gauge bei praxisgerechten Breiten, kommt mit 16‑Gauge über kürzere Spannweiten problemlos zurecht und beginnt zu klagen, wenn du volle Breite in 16 oder dickerem Material verlangst. Nicht explodieren. Nicht brechen. Nur so viel nachgeben, dass Winkelkonstanz und Kraftaufwand zu den begrenzenden Faktoren werden.
Das ist die ehrliche Grenze.
Das weniger Offensichtliche ist Folgendes: Diese Grenze hängt von Geometrie und Spannweite ab, nicht von reiner Stärke. Das Biegen von 16‑Gauge über 8 Zoll ist etwas ganz anderes als über 30 Zoll. Gleiche Dicke, völlig anderer Kraftfluss durch den Rahmen. Sobald man das erkennt, hört man auf zu fragen: “Wie viele Tonnen?” und beginnt zu fragen: “Wie breit ist meine Biegekante?”
Das bedeutet, das richtige Werkzeug richtet sich nicht danach, was du vielleicht einmal machst. Sondern danach, was du meistens machst.
Aber die meisten Garagengehäuse bestehen aus Stahl oder Aluminium mit 18 bis 22 Gauge.
ECU‑Boxen. Relais‑Paneele. Batteriewannen. Kleine Steuerungsgehäuse. Das ist „Pizzakarton‑Arbeit“ – vier Seiten hoch, Boden flach, Ecken durch abnehmbare Finger freigeräumt, damit sich das Metall falten kann, ohne gegen eine feste Backe zu stoßen. Eine manuelle Kasten‑ und Wannenbremse wurde genau für diese Geometrie gebaut.
Harte Wahrheit: Eine hydraulische Presse macht die Kastengeometrie nicht einfacher. Sie macht nur gerade Biegungen stärker.
Wenn du “Finger Press Brake Kit” eintippst, klatscht du die Begriffe zusammen, als wären sie Ausstattungspakete auf demselben Truck. Sie lösen unterschiedliche Probleme. Die Fingerbremse löst das Problem der Freiräume – sie erlaubt zuvor gebogene Flansche frei im Raum zu hängen, während du die nächste Seite formst. Eine Pressbremse mit V‑Matrize löst das Kraftproblem – sie drückt dickes Material in eine Matrizenöffnung.
Wenn 80% deiner Projekte wie gefaltete Pizzakartons aus 20‑Gauge oder dünnerem Material aussehen, ist eine manuelle Fingerbremse kein Kompromiss. Sie ist die richtige Antwort.
Ich habe einmal versucht, einen einfachen 20‑Gauge‑Gehäuseauftrag auf die hydraulische Presse eines Freundes mit einer generischen V‑Matrize “aufzurüsten”, weil ich dachte, mehr Kraft bedeute sauberere Biegungen. Ich hatte die Flanschfreiräume vergessen. Die zweite Biegung drückte den ersten Flansch gegen die Schultern der Matrize und hinterließ eine helle Kerbe quer über die Fläche. Dasselbe Metall hätte ich auf einer manuellen Fingerbremse makellos falten können. Teures Blech – ohne Nutzen verkratzt.
Unter realen Bedingungen schafft eine gut eingestellte 30‑Zoll‑Budget‑Bremse 20‑Gauge in voller Breite den ganzen Tag. Sie schafft 18‑Gauge ohne Beschwerden. Sie schafft 16‑Gauge über 10–12 Zoll für Halterungen und kleine Wannen, wenn du dich reinlehnst und akzeptierst, dass du dich nahe der Wohlfühlgrenze befindest. Was sie nicht elegant schafft, sind volle Breiten in 16 immer wieder, als wäre sie eine Produktionsmaschine.
Wenn diese Beschreibung nach 80% von dem klingt, was du baust, warum suchst du dann nach Tonnage, die du nicht nutzt?
Jetzt drehen wir es um.
Wenn du keine Boxen herstellst – nur gerade Halterungen, Laschen, Verstärkungen – brauchst du überhaupt keine abnehmbaren Finger. Keine abnehmbaren Finger.
Eine durchgehende gerade Bremse ist entlang der Klemmkante steifer, weil es keine Nähte zwischen Segmenten gibt. Weniger Fugen. Weniger Ausrichtungsvariablen. Bessere Kraftverteilung. Für gerade Biegungen ist diese Einfachheit Stärke.
Und hier stolpern Anfänger oft: Pressenbremsen haben ihre eigene Lernkurve. Auswahl der Matrizen, Matrizenbreite im Verhältnis zur Materialdicke, Rückfederungskompensation, Rückanschlag. Man kann durchaus einfache Halterungen auf einer Presse biegen. Aber für dünnes Material bietet eine manuelle Geradebremse dir ein fühlbares Feedback in den Händen. Du spürst, wann das Metall nachgibt. Du tastest dich an den Winkel heran, statt die Tonnage zu raten.
Ich habe einmal ein Blech der Stärke 18 verzogen, als ich versuchte, eine flache Halterungsbiegung in einer Presseneinrichtung mit zu breiter V-Matrize “anzutippen”. Das Metall sank tiefer ein, als ich erwartet hatte, bevor es nachgab, und ich überschritt den Winkel in einem Augenblick. An einer manuellen Abkantbank hätte ich diesen Übergang gespürt.
Wenn du nur gerade Halterungen aus 14‑ bis 16‑Gauge machst, klar – eine Abkantpresse beginnt da mehr Sinn zu ergeben. Aber wenn du im Dünnblechbereich arbeitest, sind abnehmbare Finger nur unnötige Komplexität, und hydraulische Kraft löst ein Problem, das du kaum je hast.
Was ist, wenn deine Arbeit nicht so sauber aufgeteilt ist?
Hier findet reife Entscheidungsfindung statt.
Harte Wahrheit: Du sicherst eine Heimwerkstatt nicht für die Zukunft, indem du Industrie‑Kapazität kaufst, die du zweimal im Jahr nutzt.
Wenn der Großteil deiner Arbeit aus dünnen Gehäusen besteht, kauf die beste manuelle Box‑und‑Schwenk‑Abkantbank, die dein Budget zulässt, und richte sie richtig ein. Lass sie diese Welt der 18–20‑Gauge dominieren. Akzeptiere, dass volle Breite 16 ihre obere Grenze ist, nicht ihr tägliches Brot.
Wenn du dann 1/4‑Zoll‑Bleche oder lange Läufe von 14‑Gauge biegen musst, miete Presszeit oder bezahle einen örtlichen Fertigungsbetrieb für genau diese Biegungen. Selbst moderne elektrische Abkantpressen, die sauberer und wartungsärmer geworden sind, kosten immer noch echtes Geld, beanspruchen echten Platz und lohnen sich nur, wenn du sie regelmäßig mit schweren Arbeiten versorgst.
Ich habe einmal versucht, den Kauf einer 20‑Tonnen‑Hydraulikanlage zu rechtfertigen, weil zwei Projekte mit 3/16‑Zoll‑Blechen anstanden. Als ich die Werkzeugkosten und die notwendige Bodenverstärkung berechnete, wurde mir klar, dass ich einer Werkstatt jahrelang für das Biegen dieser Teile zahlen könnte, bevor ich auf Null käme. Ich behielt meine manuelle Abkantbank. Keine Reue.
Hier ist die Sichtweise, die du zukünftig behalten solltest: Trenne Geometrie und Kraft in deinem Kopf.
Manuelle Finger‑Abkantbank = löst Geometrie für dünnwandige Boxen.
Abkantpresse = löst Kraft für dickes Material und Produktionsskalierung.
Wenn du aufhörst, diese beiden in ein mythisches “Finger‑Pressen‑Hybrid” zu vermischen, wird die Kaufentscheidung auf die beste Weise langweilig. Schau dir deine letzten zehn Projekte an. Zähle, wie viele davon Pizzakartons unter 20‑Gauge waren. Wenn das acht oder mehr sind, kennst du die Antwort bereits.
Und wenn sich dieses Verhältnis eines Tages umkehrt – wenn schwere Bleche dein Normalfall werden – dann ist das kein Upgrade‑Problem.
Das ist eine andere Werkstatt.


















