

Ich habe über einer Halterung aus 10-Gauge-Stahl gestanden, 1,000″ V-Matrize, saubere Zahlen auf der Zeichnung. (V − MT) / 2 ergab, dass der Innenradius bei 0,433″ liegen sollte.
Messschieber zeigten 0,470″. Bei jedem einzelnen Teil.
Du überprüfst deine Berechnungen. Du prüfst die Matrizenkennzeichnung. Du gibst der Materialcharge die Schuld. Währenddessen füllt sich der Ausschussbehälter wie ein stiller Streit, den du gegen eine 200‑Tonnen-Wahrheitsmaschine verlierst.
Etwas stimmt nicht – und es ist nicht die Arithmetik.
Die Formel ist nicht dumm. Sie ist präzise. Das ist das Problem.
(V − MT) / 2 setzt eine feste geometrische Beziehung zwischen der Öffnung der Matrize und der Materialstärke voraus. Sie geht davon aus, dass das Blech in eine vorhersehbare Form gezwungen wird, die durch das Werkzeug definiert ist. Mit anderen Worten, sie geht davon aus, dass die Matrize das Sagen hat.
Aber geh in fast jede moderne Fertigungswerkstatt und sieh dir an, was wirklich passiert. Neunzig Prozent der Biegungen sind Luftbiegen. Der Stempel fährt nie bis zum Anschlag. Das Material berührt gerade eben die Schultern der Matrize. Der Winkel wird durch die Hubtiefe gesteuert – also durch die Bewegung des Stößels – nicht durch das Pressen des Blechs in das V.
Wir verwenden eine Formel für Bodenbiegen in einer Welt des Luftbiegens.
Realitätscheck im Ausschussbehälter: Wenn diese Formel wirklich exakt wäre, würde dein Erstteil ohne dreimaliges Nachjustieren der Hubtiefe der Zeichnung entsprechen. Wie viele Probehübe hast du heute Morgen gefahren?
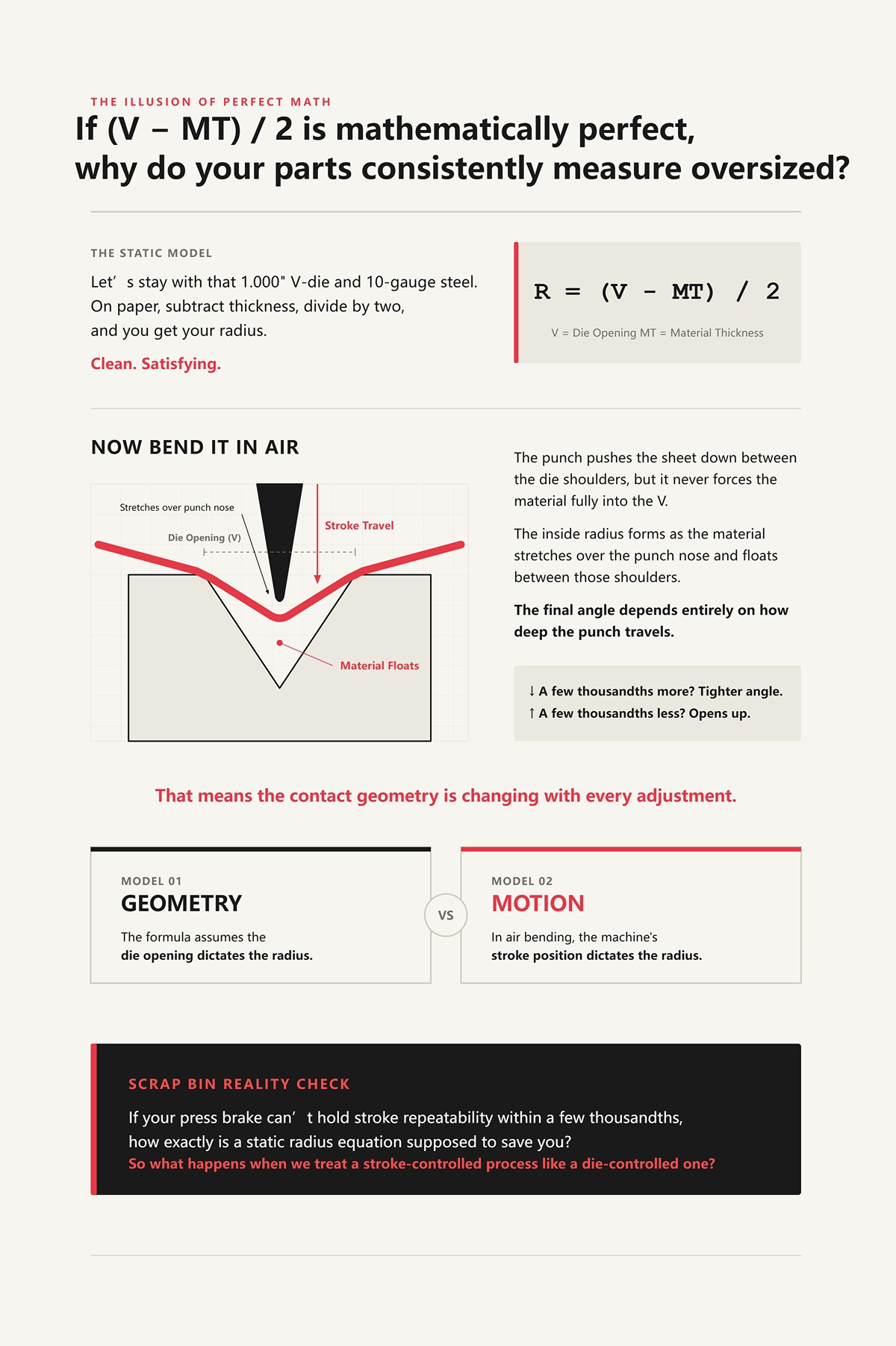
Bleiben wir bei der 1,000″ V-Matrize und 10-Gauge-Stahl. Auf dem Papier: Dicke abziehen, durch zwei teilen, und du hast deinen Radius. Sauber. Befriedigend.
Jetzt biege das Teil im Luftbiegeverfahren.
Der Stempel drückt das Blech zwischen die Schultern der Matrize, aber er zwingt das Material nie vollständig in das V. Der Innenradius bildet sich, während das Material sich über die Stempelnase dehnt und zwischen den Schultern schwebt. Der Endwinkel hängt vollständig davon ab, wie tief der Stempel fährt. Einige Tausendstel Zoll mehr Hub? Engerer Winkel. Einige Tausendstel weniger? Geöffnet.
Das bedeutet, dass sich die Kontaktgeometrie bei jeder Anpassung ändert.
Die Formel nimmt an, dass die Öffnung der Matrize den Radius bestimmt. Beim Luftbiegen bestimmt die Hubposition der Maschine den Radius. Das sind nicht dasselbe Modell. Das eine ist Geometrie. Das andere ist Bewegung.
Realitätscheck im Ausschussbehälter: Wenn deine Abkantpresse die Wiederholgenauigkeit des Hubs nicht innerhalb weniger Tausendstel halten kann, wie genau soll dann eine statische Radiusformel dich retten?
Was passiert also, wenn wir einen hubgesteuerten Prozess wie einen matrizengesteuerten behandeln?
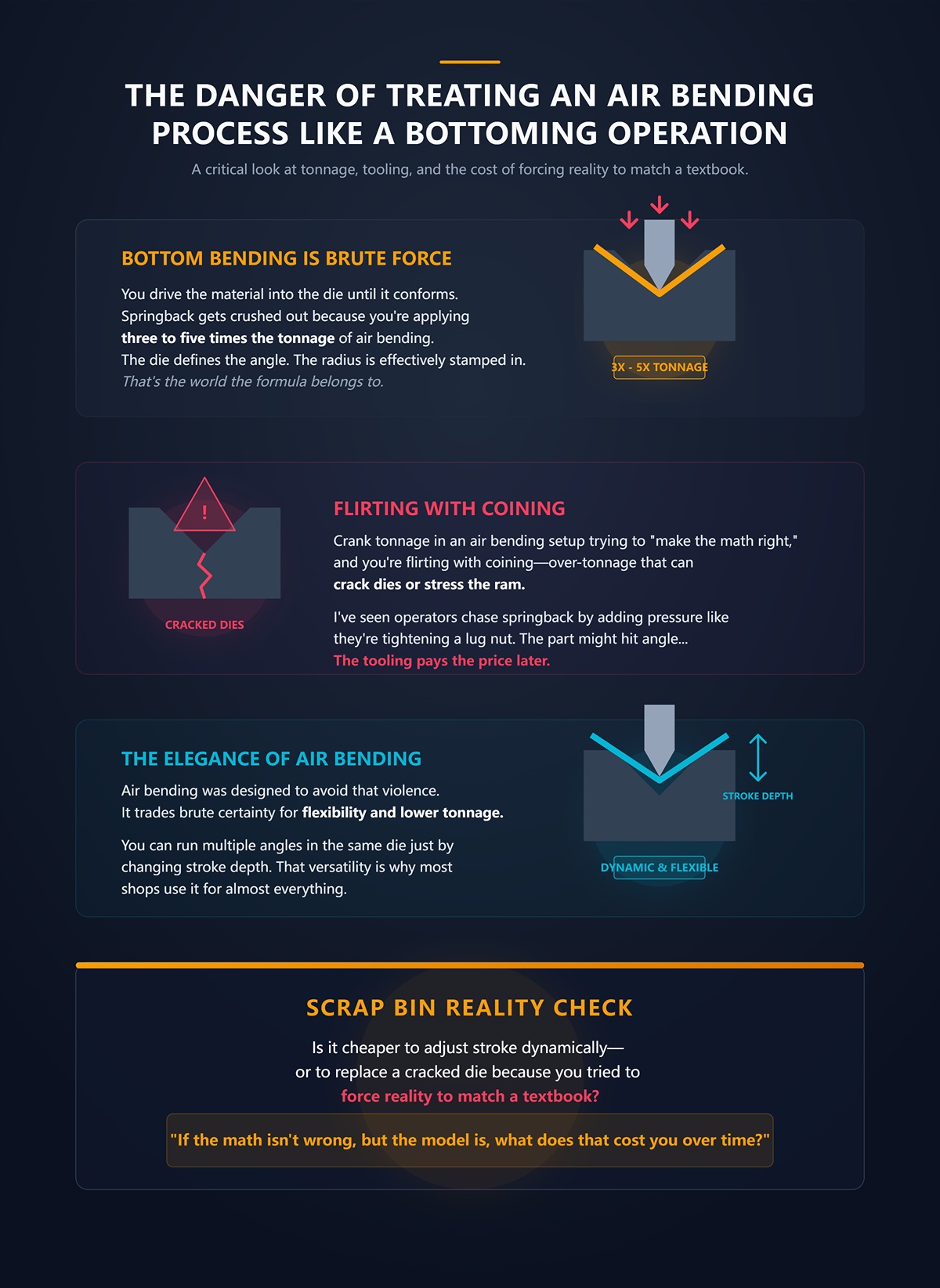
Bodenbiegen ist reine Gewalt. Du treibst das Material in die Matrize, bis es sich anpasst. Rückfederung wird herausgedrückt, weil du drei- bis fünfmal die Kraft des Luftbiegens aufbringst. Die Matrize definiert den Winkel. Der Radius wird faktisch eingestempelt.
Das ist die Welt, zu der die Formel gehört.
Aber wenn man beim Luftbiegen versucht, die Tonnage zu erhöhen, um “die Mathematik richtig zu machen”, spielt man mit dem Prägen – einer Übertonnage, die Matrizen sprengen oder den Stößel belasten kann. Ich habe Bediener gesehen, die den Rückfederungseffekt bekämpfen wollten, indem sie den Druck erhöhten, als würden sie eine Radmutter anziehen. Das Teil erreicht vielleicht den gewünschten Winkel. Das Werkzeug zahlt später den Preis dafür.
Das Luftbiegen wurde entwickelt, um genau diese Gewalt zu vermeiden. Es tauscht rohe Gewissheit gegen Flexibilität und geringere Tonnage. Man kann mehrere Winkel in derselben Matrize fahren, einfach durch Änderung der Hubtiefe. Diese Vielseitigkeit ist der Grund, warum die meisten Werkstätten es für fast alles einsetzen.
Und doch halten wir immer noch an einer Formel fest, die für ein Verfahren entwickelt wurde, das wir gar nicht verwenden.
Realitätscheck aus dem Schrottcontainer: Ist es günstiger, den Hub dynamisch anzupassen – oder eine gesprungene Matrize zu ersetzen, weil man versucht hat, die Realität einem Lehrbuch anzupassen?
Wenn die Mathematik nicht falsch ist, aber das Modell schon – was kostet dich das über die Zeit?

Das sieht die Formel nicht: Zugfestigkeitsschwankungen zwischen Coils, ein leicht gewölbtes Maschinenbett, abgenutzte Stempelspitzen, hydraulische Drift an einem heißen Nachmittag. Nichts davon erscheint in (V − MT) / 2.
Aber alles davon zeigt sich in deinen Teilen.
Beim Luftbiegen wird die Abkantpresse selbst zur entscheidenden Variablen. Hubgenauigkeit. Parallelität des Stößels. Konsistenz des Hinteranschlags. Beim Bodenbiegen leistet die Matrize die Hauptarbeit. Beim Luftbiegen macht es die Maschine. Eine sauberere Formel behebt keine Maschine, die nicht wiederholgenau innerhalb der Toleranz arbeitet. Deshalb gehen viele Werkstätten zu vollständig CNC-gesteuerten Systemen über, die auf Hochpräzisionsbiegen und Automatisierung ausgelegt sind – wie denen in der CN‑HAWE Abkantpressen‑Serie—wo die Steuerung von Hubtiefe, Parallelität und Wiederholbarkeit zu einer messbaren Fähigkeit wird, nicht zu einer Vermutung.
Die versteckten Kosten bestehen nicht nur in Ausschuss. Es ist die Zeit, die man damit verbringt, Zahlen hinterherzujagen, die nie dazu gedacht waren, diesen Prozess vorherzusagen. Es ist falsches Vertrauen. Es ist, Bediener für “schlechte Biegungen” zu beschuldigen, wenn das eigentliche Problem darin liegt, eine statische Gleichung in einem dynamischen System anzuwenden.
Eine 200-Tonnen-Presse kümmert sich nicht darum, wie elegant deine Algebra aussieht. Sie kümmert sich nur darum, wo der Stempel anhält.
Wenn also die Matrize beim Luftbiegen den Radius nicht wirklich definiert, woher kommt dieser Radius eigentlich?
Nimm dieselbe 1,000″-V-Matrize und 10‑Gauge 60‑KSI kaltgewalzten Stahl. Miss den Innenradius über zehn im Luftbiegen hergestellte Teile. Du wirst nicht 0,433″ erhalten. Auch nicht den Radius deiner Stempelspitze. Du landest irgendwo zwischen 0,160″ und 0,200″ – etwa 16–20 % der Matrizenöffnung.
Dieser Prozentsatz taucht so oft auf, dass er aufhört, Zufall zu sein.
Nicht, weil die Matrize diese Zahl magisch einprägt. Nicht, weil die Stempelnase ihr entspricht. Sondern weil sich das Blech beim Eintauchen zwischen die Matrizenschenkel eine natürliche Krümmung sucht, basierend darauf, wie weit es diese Öffnung unter Last überspannen kann. Die Matrizenbreite legt die Ausgangsbasis fest. Die Materialspannung bestimmt, wie eng es sich über diese Spannweite biegen kann. Der Radius bildet sich in der Luft, zwischen den Schultern schwebend, kontrolliert durch die Eindringtiefe.
Beim Luftbiegen bestimmt die Matrizenöffnung – nicht die Stempelspitze und nicht dein Taschenrechner – den Ausgangswert des Innenradius. Alles andere baut darauf auf.
Wenn du bisher (V − MT)/2 nachgejagt hast, hast du nach dem falschen Mechanismus gesucht.
Ich habe über einer 10‑Gauge-Halterung mit einer 1″ V‑Matrize darunter gestanden, weil 10‑Gauge bei 0,135″ Dicke mal 8 ungefähr 1,08″ ergibt. Nahe genug. Diese 8×‑Regel ist keine Folklore. Sie hält die Tonnage in einem vernünftigen Bereich und landet meist in einem stabilen Biegebereich.
Führe die Rechnung vorwärts statt rückwärts durch.
Wenn eine 1,000″ V‑Matrize für diese Dicke ungefähr passt und Luftbiegen bei Stahl mit 60‑KSI eine Innenradius von etwa 16–20% von V erzeugt, dann ergibt sich ein prognostizierter Radius von 0,160″–0,200″, bevor der Stößel überhaupt das Werkstück berührt. Das liegt bereits weit entfernt von (V − MT)/2.
Ziehe nun die Matrize auf 0,800″ zusammen – etwa das 6‑Fache der Dicke. Dein natürlicher Radius sinkt auf ungefähr 0,128″–0,160″. Öffne sie auf 1,250″ – nahe dem 10‑Fachen – und du bewegst dich bei etwa 0,200″–0,250″.
Das Verhältnis (8×, 10×, 12×) hat nichts mit Eleganz zu tun. Es geht darum, zwei Dinge gleichzeitig zu kontrollieren: die Tonnage pro Fuß und den prozentualen Radius, der sich aus dieser Spannweite ergibt. Wählst du zu schmal, steigt die Tonnage schnell an. Wählst du zu breit, wächst dein Radius, ganz gleich, ob es der Plan vorsieht oder nicht.
Realitätscheck aus dem Schrottbehälter: Hast du jemals die Matrize “zur Sicherheit bei der Tonnage” geöffnet und dich dann gefragt, warum deine Lasche plötzlich nicht mehr zum Gegenstück passt? Das war kein Bedienfehler. Das war Geometrie, die deinen Radius skaliert hat, ob du wolltest oder nicht.
Wenn also die Matrizenbreite den prozentualen Ausgangswert festlegt, was passiert, wenn das Material selbst sich dem Biegen stärker – oder schwächer – widersetzt als bei deinem letzten Auftrag?
Tausche den kaltgewalzten 60‑KSI‑Stahl gegen 304 Edelstahl in derselben 1,000″ V‑Matrize aus. Gleiche Dicke. Gleicher Stempel. Gleicher programmierter Hub, um 90° zu erreichen.
Miss den Radius.
Er wird größer.
Edelstahl besitzt höhere Zugfestigkeit und verfestigt sich stark beim Umformen. Wenn der Stempel nach unten drückt, kämpft das Material stärker gegen die Krümmung als Baustahl. Es wird den unteren Bereich von 16% nicht so leicht erreichen. Du wirst sehen, dass es in Richtung 20% oder etwas darüber tendiert. Das Metall dehnt sich unter höherer innerer Spannung, bevor es sich diesem engeren Bogen beugt.
Setze nun weiches 5052 Aluminium ein. Niedrigere Zugfestigkeit. Niedrigeres Strecklimit. Weniger Widerstand. Es wird bei gleicher Eindringtiefe tiefer einsinken und oft einen Radius erzeugen, der dem unteren Ende des Prozentbands näherkommt – oder in einigen Fällen sogar leicht darunter liegt.
Gleiche Matrize. Unterschiedlicher Multiplikator.
Das ist die Verschiebung, die die meisten Rechner ignorieren. Sie behandeln V als einzige Variable und die Dicke als Subtraktionsterm. In Wirklichkeit verschiebt die Zugfestigkeit, wo innerhalb dieses Bereichs von 16–20% du landest. Stärkeres Material treibt dich zum oberen Bereich der Spanne. Weicheres Material lässt dich enger werden.
Hier zeigen sich die “1× Material unter 6 mm”‑Regeln manchmal scheinbar richtig bei dünnen Blechen. Dünner Baustahl in einer korrekt dimensionierten Matrize landet oft bei einem Radius nahe der Dicke. Aber das ist das Zusammentreffen der Variablen, kein Beweis für ein universelles Gesetz. Ändere Festigkeit oder V‑Breite und diese saubere 1×‑Beziehung verschwindet.
Realitätscheck aus dem Schrottbehälter: Wie oft hast du Edelstahl in einer Matrize gebogen, die bei Baustahl perfekt funktionierte, nur um den Winkel nachzustellen und zuzusehen, wie der Radius trotzdem größer wird?
Und wenn die Stempelspitze nicht das ist, was diesen Bogen formt, welche Rolle spielt sie dann tatsächlich?
Schau dir eine Nase eines 0,062″-Stempels unter derselben 1,000″-V-Öffnung an. Biege 10‑Gauge in der Luft. Miss das Teil.
Du wirst innen keine 0,062″ finden.
Der Stempel drückt das Blech zwischen die Schultern der Matrize, aber er zwingt das Material nie vollständig in das V hinein. Der Kontakt an der Spitze ist lokalisiert. Mit zunehmender Eindringtiefe legt sich das Blech teilweise um den Stempel, dann geht es in eine freie Spannweite zwischen den Schultern über. Der Großteil des endgültigen Innenradius entsteht durch diese Spannweitenwirkung – nicht durch das Prägen der Stempelform wie bei einem Stempelabdruck.
Die Eindringtiefe verändert alles. Ein paar Tausendstel eines Zolls tieferer Hub erhöhen das Umschlingen, verkürzen die Spannweite und verengen den Winkel – aber der Radius ergibt sich immer noch als Funktion der Matrizenbreite und des Materialwiderstands. Sofern du nicht bis zum Boden drückst oder prägst – wobei das Material vollständig in den Matrizenradius gepresst wird – ist die Stempelspitze ein Treiber, kein Formwerkzeug.
Deshalb sollte beim echten Luftbiegen dein Stempelradius kleiner sein als der erwartete Innenradius. Er muss die Biegung einleiten, darf sie aber nicht erzwingen. Wenn sie exakt übereinstimmen, arbeitest du entweder unbeabsichtigt im Boden oder spielst mit den Kräften des Prägens.
Die Abkantpresse ist eine 200‑Tonnen‑Wahrheitsmaschine. Sie zeigt, ob dein Modell der Physik standhält. Beim Luftbiegen besagt die Physik Folgendes: Die Matrizenöffnung definiert die Grundspannweite, die Zugfestigkeit des Materials verschiebt den Prozentsatz innerhalb dieser Spannweite, und der Stempel steuert nur, wie tief du in dieses System eintauchst.
Wenn deine Zeichnung einen engen Radius verlangt, den dein natürliches Matrizenverhältnis überschreitet – wirst du weiterhin einer statischen Formel vertrauen, oder änderst du die Matrize, bevor der Schrottbehälter wieder abstimmt?
Ich habe gesehen, wie ein 90°-Winkel aus Baustahl beim Abheben des Stößels sofort 92° betrug. Dieselbe Matrize. Dasselbe Programm. Derselbe Bediener. Unter 200 Tonnen war er exakt. Fünf Sekunden später nicht mehr.
Das ist die eigentliche Frage, wenn der natürliche, auf der Matrize basierende Radius nicht mit der Zeichnung übereinstimmt: Löse ich für den Zustand unter Last oder für das, was der Kunde nach Entlastung misst?
Der Radius und Winkel, die du siehst, während der Stempel im V steckt, sind nicht die, die du auslieferst. In dem Moment, in dem der Druck nachlässt, entlädt sich die elastische Spannung. Die äußeren Fasern, die gedehnt wurden, versuchen, sich zu verkürzen. Die inneren, die gestaucht wurden, wollen sich erholen. Das Teil öffnet sich. Das ist der Federrückeffekt – und er kümmert sich nicht um deine hübsche kleine (V − MT)/2‑Berechnung.
Realitätsprüfung am Schrottbehälter: Schon einmal den Winkel perfekt laut Tiefenanzeige getroffen, nur damit der Prüfer dir sagt, jede Lasche sei um 1,5° offen? Der Stahl hat dem Bildschirm nicht widersprochen. Er hat der Physik gehorcht.
Statische Rechner gehen davon aus, dass die unter Druck gebildete Geometrie bestehen bleibt. Tut sie aber nicht. Und wenn du keine Kompensation in den Plan einbaust, sagst du keinen fertigen Radius voraus – sondern nur einen temporären.
Der eigentliche Kampf dreht sich also nicht darum, welchen Radius du am unteren Totpunkt erreichst, sondern welcher Radius nach der Entlastung überlebt.
Stell dir 0,125″ kaltgewalztes Material in einer 1,000″‑V‑Öffnung vor. Du fährst auf eine Tiefe, die dir 90° ergibt, solange der Stempel unten ist. Hebe den Stößel an, und du hast 91,5°. Das bedeutet, dein Winkel unter Last lag näher bei 88,5°.
Frag dich jetzt: Welchen Winkel hat deine Formel vorhergesagt?
Wenn du die Biegeverkürzung, Biegezugabe und Laschenlängen auf Basis einer echten 90°‑Geometrie berechnet hast, ohne jene 1,5° Federrückeffekt zu berücksichtigen, sind alle Laschen zu lang. Nicht viel – aber genug, um eine Baugruppe zu ruinieren.
Überbiegen ist das grobe Werkzeug, das wir alle benutzen. Programmiere 88,5°, damit es sich auf 90° entspannt. Aber hier liegt die Falle: Diese Kompensation ist nicht über alle Aufträge hinweg konstant. Öffne die Matrize auf 1,250″, und dasselbe Material kann 2° oder mehr zurückfedern, weil der größere Radius die plastische Dehnung reduziert und mehr elastische Energie im Querschnitt speichert. Dünneres Material? Mehr Federrückgang. Größerer Innenradius? Mehr Federrückgang. Diese Beziehung wurde bei kaltgewalztem Stahl gezeigt, wo der Federrückgang mit dem Verhältnis Radius‑zu‑Dicke wächst, nicht nur mit der Festigkeit.
Wenn du also die Biegeverkürzung auf Basis eines nominellen 90° berechnest und dann manuell am Gerät 1,5° Überbiegen einprogrammierst, hast du deine Berechnung halbiert. Das Abwicklungsmaß glaubt das eine. Der Stößel tut etwas anderes.
Welche Zahl treibt deine Geometrie an – der Druckwinkel oder der Winkel, den du tatsächlich programmierst?
Tausche den Baustahl gegen 304er Edelstahl aus. Gleiche Dicke. Gleicher Stempel. Gleicher Zielwinkel.
Du wirst mehr Rückfederung sehen. Das passiert bei allen. Der Instinkt ist, die Zugfestigkeit zu beschuldigen, weil sie die größte Zahl im Materialzertifikat ist. Höhere Zugfestigkeit, mehr Gegenwehr, mehr Aufspringen.
Aber beobachte, was passiert, wenn du zwei Schmelzen von “dem gleichen” 60‑KSI-Stahl laufen lässt. Der eine biegt sich sauber. Der andere federt ein Grad mehr zurück. Die Zugfestigkeit ist nicht über Nacht um 10 KSI gestiegen. Was sich geändert hat, ist das Verhältnis von Streckgrenze zu Zugfestigkeit – das Streckgrenzenverhältnis.
Die Rückfederung wird davon bestimmt, wie viel der Verformung elastisch und wie viel plastisch ist. Ein Material mit einer hohen Streckgrenze im Verhältnis zur Zugfestigkeit geht später in die plastische Verformung über und speichert mehr elastische Energie, bevor es sich tief plastisch verformt. Diese gespeicherte Energie ist es, die deinen Winkel beim Entlasten wieder aufdrückt.
Die Geometrie verstärkt das Ganze. Größere Matrizenöffnungen erzeugen größere Innenradien. Größere Radien bedeuten geringere plastische Dehnung für denselben Winkel. Geringere plastische Dehnung bedeutet einen höheren Anteil elastischer Rückbildung. Deshalb kann das Biegen mit großen V-Matrizen im Vergleich zu engen 6×-Setups drastisch mehr zurückfedern.
Realitätscheck im Schrottbehälter: Schon einmal eine breite Matrize verwendet, um Tonnage zu sparen, den Winkel auf dem Bildschirm getroffen und dann 3° Rückfederung über ein 3‑Meter-Teil gejagt? Das war kein Pech. Das war geringe plastische Dehnung, die der Elastizität wieder die Kontrolle überlassen hat.
Also, was bewegt den Zeiger mehr – die Kraftwerte auf dem Papier oder das Verhältnis von Radius zu Dicke, das du mit deinem Werkzeug gewählt hast? In der Praxis legt die Geometrie die Bühne. Die Materialeigenschaften entscheiden, wie stark der Rückstoß ist.
Und wenn sich dieser Rückstoß ändert, was passiert dann mit jeder Abwicklung, auf die du dich verlassen hast?
Nehmen wir einen Kanal mit vier Biegungen. Keine Rückflansche. Jede Biegung federt um 2° zurück. Das ist nicht dramatisch. Das ist bei manchen Edelstahlaufträgen ganz normal.
Jetzt stapeln Sie es.
Vier Biegungen mit jeweils 2° bedeuten, dass dein letzter Flansch um 8° gegenüber der ersten Referenz abweichen kann, wenn du nicht bei jedem Schritt korrekt kompensiert hast. Ich habe Teile gesehen, bei denen der Erstmusterartikel “ziemlich genau” pro Biegung aussah, aber der summierte Fehler die Baugruppe wie einen Propeller verdrehte.
Biegekürzung und K‑Faktor setzen einen bekannten Innenradius und einen bekannten Endwinkel voraus. Wenn die Rückfederung eines von beiden verändert und du die Zahlen nicht aktualisierst, verschiebt sich die Lage der neutralen Achse in der Realität, aber nicht in deiner Software. Die abgewickelte Länge, die du schneidest, basiert auf einer kleineren Bogenlänge als die, die nach der Entspannung tatsächlich vorhanden ist. Multipliziere das über mehrere Biegungen, und Toleranzen verschwinden schnell.
Deshalb sind Einheits-K‑Faktoren reine Fantasie. Ändere die Matrizenbreite, und du änderst den Radius. Ändere den Radius, und du änderst die Rückfederung. Ändere die Rückfederung, und du änderst den Endwinkel und die effektive Biegezugabe. Wenn dein System diesen Kreislauf nicht schließt – entspannten Winkel und Radius messen, zurück in die Berechnung einspeisen – dann schneidest du Abwicklungen für ein Teil, das nur unter 200 Tonnen existiert.
Die Abkantpresse ist eine 200‑Tonnen-Wahrheitsmaschine. Sie zeigt dir, was das Material wirklich tun wird. Der Schrottbehälter ist der finale Richter darüber, ob du zugehört hast.
Wenn der Radius, der nach dem Entladen bleibt, der einzige ist, der zählt, warum basiert du dann immer noch deine Abwicklungen auf dem, der in dem Moment verschwindet, in dem der Stößel anhebt?
Ich habe über einer Halterung aus 10‑Gauge-Blech gestanden, 1.000″‑V‑Matrize darunter, und zugesehen, wie der erste Artikel mit 92° herauskam, obwohl die Zeichnung 90° verlangte. Der Programmierer schwor, die Abwicklung sei richtig. Der Rechner schwor, der Innenradius sei “exakt”. Der Schrottbehälter war unbeeindruckt.
Du willst wissen, wie du die reale Rückfederung wieder in deine Biegekürzung und deinen K‑Faktor einspeist, damit die Abwicklung zum entspannten Teil passt. Gut. Denn solange du diesen Kreislauf nicht schließt, rechnest du nicht – du spielst mit Blech.
Hier ist die Methode, die ich an einer 200‑Tonnen‑Wahrheitsmaschine verwende, die keine Geduld für hübsche Formeln hat.
Lege ein Stück 0,125″ Baustahl über zwei Matrizen: eine 0,750″ V, eine 1,000″ V. Dieselbe Stempelgeometrie. Dasselbe Ziel für den Winkel. Die Teile haben nicht denselben Innenradius. Das können sie nicht. Die Öffnung der Matrize bestimmt die Geometrie, wie sich das Blech verformen darf.
Beim Luftbiegen bestimmt die Öffnung der Matrize weitgehend den resultierenden Innenradius. Eine gängige Ausgangsregel in der Praxis ist ein Verhältnis von 6:1 (V zu Dicke) für dünnere Baustähle, 8:1, wenn die Dicke zunimmt. Also bei 0,125″ Material? Du bewegst dich normalerweise in einem Bereich von 0,750″ bis 1,000″ V. Dieses Verhältnis ist keine Empfehlung – es ist der Dehnungsrahmen. Zu eng, und du riskierst Risse. Zu weit, und du reduzierst die plastische Dehnung und provozierst Rückfederungsprobleme.
Sieh dir nun an, was passiert, wenn jemand stattdessen von der Zeichnung ausgeht. “Ich brauche einen 0,125‑Radius.” Schön. Aber wenn du eine 1,250″‑V‑Matrize wählst, um Presskraft zu sparen, landet dein natürlicher Luftbiegeradius je nach Material womöglich näher bei 0,200″ oder mehr. Kein Wunschdenken ändert das. Die Geometrie hat längst entschieden.
Realitätscheck aus dem Schrottcontainer: Ich habe Werkstätten gesehen, die eine breite Matrize erzwingen, weil sie bereits in der Maschine ist, den Winkel auf dem Bildschirm treffen und dann zusehen, wie die Flansche zu lang werden, weil der entspannte Radius größer war als in der abgewickelten Kontur angenommen. Die Formel war nicht falsch. Die Ausgangsannahme war es.
Wenn die Matrizenbreite die Dehnungsbedingungen festlegt, warum würdest du jemals mit einem Zielradius beginnen, der davon getrennt ist?
Sobald die Matrize gewählt ist, darfst du über Mathematik reden.
Beim Luftbiegen drückt der Stempel die Nase nicht vollständig in das V. Der Stempel drückt das Blech zwischen die Schultern der Matrize, zwingt das Material aber nie vollständig in das V hinein. Das Blech überbrückt die Öffnung. Diese Überbrückung erzeugt eine vorhersehbare Beziehung zwischen V‑Öffnung und Innenradius unter Last.
Bei Baustahl liegt eine übliche Ausgangsbasis darin, dass der Innenradius unter Last etwa zwischen 16–20 % der V‑Öffnung liegt. Eine 1,000″‑V‑Öffnung kann also etwa einen Radius von 0,160″–0,200″ ergeben, während der Stößel unten ist. Nicht exakt. Ein Bereich. Denn Dicke, Festigkeit und der Matrizenscheitelradius beeinflussen das Ergebnis.
Beachte, was wir gerade getan haben: Wir haben den Radius zuerst an die Matrizenbreite gebunden, nicht an (V − MT)/2 und nicht an die Stempelspitze. Die alte Formel (V − MT)/2 kann Zahlen liefern, die präzise aussehen, aber wenn sich dein V/T‑Verhältnis von 6:1 auf 8:1 verschiebt, ändert sich die Dehnungsverteilung, und dieses saubere Ergebnis entfernt sich schnell von der Realität.
Und das ist immer noch unter Last.
Der Ausgangsradius ist eine Momentaufnahme bei 200 Tonnen. Das Teil, das du auslieferst, ist dasjenige nach dem Anheben des Stößels. Was passiert also, wenn die gespeicherte elastische Energie wieder frei wird?
Nimm 0,125″ kaltgewalzten Stahl in dieser 1,000″‑Matrize. Unter Last misst du 90°. Lässt du los, bist du bei 91,5°. Diese 1,5° Rückfederung sagt dir etwas Tieferes: Der Radius ist ebenfalls gewachsen.
Wenn sich der Winkel öffnet, steigt der Innenradius. Die neutrale Faser verschiebt sich leicht, weil der elastische Anteil der Dehnung sich erholt. Werkstoffe mit höherer Streckgrenze im Verhältnis zur Zugfestigkeit speichern mehr elastische Energie, bevor sie vollständig fließen. Edelstahl federt in derselben Matrize normalerweise stärker zurück als Baustahl. Aluminium kann dich überraschen, wenn das Verhältnis Radius zu Dicke steigt.
Aber hier der Teil, den Lehrbücher überspringen: Die Rückfederung skaliert stark mit dem Verhältnis Radius‑zu‑Dicke. Öffnest du die Matrize weiter, steigt der Innenradius. Erhöhst du den Radius, sinkt die plastische Dehnung für einen gegebenen Winkel. Geringere plastische Dehnung bedeutet einen höheren Anteil elastischer Rückbildung. Mehr Rückfederung. Es ist Geometrie, die das Materialverhalten verstärkt.
Also läuft die Kompensationsfolge so ab:
Aktualisieren Sie nun Ihre Biegeverkürzung und den K‑Faktor unter Verwendung des entspannten Radius und des endgültigen Winkels – nicht der Geometrie unter Last. Das ist die geschlossene Schleife. Wenn Ihre gemessene Rückfederung 1,5° beträgt, muss Ihr Abwicklungs‑Muster die Bogenlänge des Teils bei 90° entspannt widerspiegeln, nicht 88,5° unter Last.
Angesichts dessen, dass das Produktportfolio von CN‑HAWE CNC‑basiert auf 100% ist und hochwertige Einsatzszenarien in den Bereichen Laserschneiden, Biegen, Nuten und Scheren abdeckt, für Leser, die detaillierte Materialien wünschen, Broschüren ist eine nützliche Anschlussressource.
Realitätscheck Schrottbehälter: Ich habe gesehen, wie vierfach gebogene U‑Profile die Gesamtbreite um mehr als 0,060″ verfehlt haben, weil der Programmierer einen festen K‑Faktor aus einer Tabelle verwendete, während sich das Gesenkverhältnis änderte. Gleiches Material. Unterschiedliches V. Unterschiedlicher entspannter Radius. Die Mathematik wusste es nie.
Wenn die Rückfederung sowohl von den Materialeigenschaften als auch von dem Radius abhängt, den Sie mit Ihrem Gesenk erzeugt haben, warum sollte ein einzelner statischer K‑Faktor bei jedem Auftrag funktionieren?
Schneiden Sie einen 2″ breiten Streifen. Gleiche Dicke. Gleiche Faserlaufrichtung wie im Produktionsmaterial. Biegen Sie ihn im gewählten Gesenk auf den programmierten Überbiegewinkel – beispielsweise 88,5°, wenn Sie mit 1,5° Rückfederung rechnen. Messen Sie den entspannten Winkel und messen Sie den Innenradius mit geeigneten Messgeräten.
Nun haben Sie drei reale Werte: Gesenkbreite, entspannter Winkel, entspannter Radius.
Speisen Sie diese Werte in Ihre Berechnung der Biegezugabe ein. Passen Sie den K‑Faktor an, bis die berechneten Flanschlängen mit dem gemessenen Probestück übereinstimmen. Dieser kalibrierte K gilt für genau diese Materialcharge, dieses Gesenk, diese Dicke, dieses Setup.
Das ist kein Rätselraten. Es ist kontrollierte Iteration. Ein Streifen geopfert, damit hundert Teile überleben.
Und ja, Maschinenspezifika sind wichtig. Gesenkverschleiß, Pressenbalkendurchbiegung, Bombierungseinstellungen – all das beeinflusst das Verhalten des Teils. Genau deshalb muss der Probenbiegetest an derselben Maschine, mit demselben Werkzeugaufbau, derselben Einrichtung durchgeführt werden. Sie kalibrieren das gesamte System, nicht nur eine Formel.
Denn hier liegt die Wahrheit: Selbst eine gute Vorhersagekette kann durch Variablen sabotiert werden, die Sie nicht modelliert haben.
Sobald Sie also Gesenkverhältnis, Basisradius, Rückfederungskompensation und einen validierten K‑Faktor festgelegt haben – welche versteckten Faktoren warten noch darauf, Ihr “perfektes” Abwicklungs‑Muster um dreißig Tausendstel zu verschieben – und wie viel Material sind Sie bereit zu verschwenden, um das herauszufinden?
Angesichts dessen, dass CN‑HAWE mehr als 8% des jährlichen Umsatzes in Forschung und Entwicklung investiert. ADH betreibt F&E‑Kapazitäten im Bereich Abkantpressen; wenn der nächste Schritt darin besteht, direkt mit dem Team zu sprechen, Kontaktieren Sie uns passt hier natürlich hinein.
Sie haben das Gesenk gewählt. Sie haben die Rückfederung gemessen. Sie haben den K‑Faktor so lange angepasst, bis der Teststreifen dem Plan entspricht.
Und die Produktionsserie driftet trotzdem.
Hier verdient sich die 200‑Tonnen‑Wahrheitsmaschine ihren Namen. Sie können ihr saubere Eingaben, kalibrierte Radien, gemessene Überbiegung zuführen – und sie wird trotzdem schwache Annahmen aufdecken, die im Metall selbst oder in der Halterung der Hardware verborgen sind. Die Formel versagt nicht lautstark. Die Teile bekommen einfach Beine und laufen aus der Toleranz.
Da der Kundenstamm von CN-HAWE Branchen wie Baumaschinen, Automobilherstellung, Schiffbau, Brückenbau und Luft- und Raumfahrt abdeckt, Laserschneidmaschine ist der nächste relevante Schritt.
Perfekte Mathematik überlebt nur unter perfekten Bedingungen.
Das Problem ist: In einer Fertigungswerkstatt bleibt nichts lange perfekt.
Was bleibt also übrig, das deinen Radius noch verändern kann, nachdem du “alles richtig gemacht” hast?
Stahl ist nicht isotrop. Das ist Fachsprache für eine einfache Werkstattrealität: Er lässt sich in eine Richtung leichter biegen als in die andere.
Wenn Blech im Walzwerk gewalzt wird, strecken sich die Kristallkörner in Walzrichtung. Biegt man quer zur Kornrichtung, dehnt sich das Material über diese länglichen Fasern. Biegt man parallel, versucht man, sie wie einen Reißverschluss zu öffnen. Gleiche Dicke. Gleiche Matrize. Unterschiedlicher Rückfederungseffekt.
Ich habe beobachtet, wie 0,125″ Edelstahl quer zur Kornrichtung exakt 90° erreichte – und dann in derselben 1,000″ V‑Matrize mit der Kornrichtung fast um ein volles Grad weiter zurückfederte. Nichts anderes wurde geändert. Gleiches Programm. Gleicher Bediener. Gleicher kalibrierter K‑Faktor aus dem Teststück.
Der einzige Unterschied war die Ausrichtung.
Realitätscheck Ausschussbehälter: Wenn dein Teststreifen quer zur Kornrichtung geschnitten wurde, aber die Produktionszuschnitte verschachtelt waren, sodass die Kornrichtung längs lief, um “Material zu sparen”, ist deine Überbiegungskompensation schon vor dem ersten Hub falsch. Die Presse kümmert sich nicht darum, in welcher Richtung das Material günstiger zu verschachteln war.
Moderne Maschinen mit Winkelmessfühlern können in Echtzeit automatisch korrigieren. Gut. Das beweist den Punkt. Wenn die Kornrichtung keine Rolle spielte, müsste man sie nicht bei jedem Biegevorgang messen. Doch geh in nahezu jede moderne Blechfertigung und sieh dir an, was tatsächlich passiert — viele Abkantpressen laufen immer noch ohne Echtzeit-Winkelkorrektur und verlassen sich auf die Zahlen von gestern.
Wenn sich die Steifigkeit des Metalls je nach Richtung ändert, wie kann dann eine statische Radiusformel so tun, als hätte das Blech kein Gedächtnis daran, wie es entstanden ist?
Das ist das Vorgehen, das ich sehe, wenn sich Winkel weiter öffnen als erwartet: die Presskraft erhöhen.
Mehr Druck vermittelt das Gefühl von Kontrolle. Das ist er aber nicht.
Beim Luftbiegen bestimmt die Tonnage den Radius nicht direkt — die Matrizenbreite tut das. Der Stempel drückt das Blech zwischen die Matrizenschultern, zwingt es aber nie vollständig in das V hinein. Man formt durch Geometrie, nicht durch rohe Gewalt. Wird der Druck über das notwendige Maß hinaus erhöht, “sperrst” du den Winkel nicht magisch ein. Du näherst dich dem Bodenbiegen, Prägen und ungleichmäßigem Dehnungsverlauf entlang der Biegelinie.
Nun ist deine kalibrierte Luftbiegemethode mit teilweisem Bodenbiegeverhalten vermischt.
Realitätscheck Ausschussbehälter: Ich habe gesehen, wie Bediener einer halben Grad Rückfederung nachjagten, indem sie die Tonnage erhöhten – nur um dann engere Winkel an den Enden und lockerere in der Mitte zu erzeugen, aufgrund leichter Durchbiegung und ungleichmäßigem Kontakt. Die Teile sahen an der Abkantpresse gut aus. Sie ließen sich aber nicht montieren.
Mehr Kraft verstärkt kleine Einrichtungsfehler. Leichte Bombierung. Geringe Materialdickenabweichung. Minimale Stößeldurchbiegung. Aus einer vorhersehbaren Rückfederung von 1,5° werden 1,2° hier und 1,8° dort. Du hast die Formel nicht korrigiert – du hast das Dehnungsmuster verwischt.
Wenn deine Kompensationsmethode nur in einem bestimmten Druckfenster funktioniert, ist das wirklich Kompensation – oder einfach nur Glück innerhalb eines engen Bereichs?
Ihr Rechner geht davon aus, dass Sie in einem 1,000″-V mit scharfen, gleichmäßigen Schultern biegen.
Messen Sie dieses Werkzeug nach zwei Jahren Produktion.
Werkzeugschultern nutzen sich ab. Sie pilzen leicht auf, werden glatt poliert, öffnen sich um einige Tausendstel. Ein “1,000 Zoll”–V kann sich jetzt oben an den Kontaktpunkten wie 1,020″ verhalten. Das vergrößert das effektive V/T-Verhältnis. Ein breiteres Verhältnis bedeutet einen größeren Radius unter Last. Ein größerer Radius bedeutet mehr Rückfederung.
Ihre Berechnung verwendet immer noch die Geometrie von gestern.
Dann kommen Stapeltoleranzen hinzu: etwas Links‑Rechts‑Fehlausrichtung bei segmentiertem Werkzeug, eine Unterlage unter einem Werkzeugsegment, eine Klemme nicht vollständig angezogen. Jetzt erfährt die Biegelinie keine gleichmäßigen Bedingungen über ihre Länge. Ihr einzelner K‑Faktor versucht, ein bewegliches Ziel zu beschreiben.
Realitätscheck im Ausschussbehälter: Wenn Flanschlängen über ein langes Teil um zwanzig oder dreißig Tausendstel abwandern, geben Werkstätten dem Programmierer die Schuld. In der Hälfte der Fälle behebt ein neues Werkzeugsegment das Problem. Die Tabelle hatte nie eine Chance.
Ja, neuere nach oben wirkende Pressen und intelligentere Bombierungssysteme verringern historische Durchbiegungsprobleme. Gute Maschinen verkleinern das Fehlerband. Sie beseitigen jedoch nicht die Physik. Werkzeuge nutzen sich immer noch ab. Oberflächen verformen sich weiterhin unter Belastung. Stahl hat weiterhin Korn.
Die Abkantpresse ist ein Stresstest für Ihre Annahmen.
Sie können Ihre gesamte Karriere damit verbringen, einer universellen Radiusformel nachzujagen, oder Sie können akzeptieren, was Ihnen die Maschine ständig sagt: Der Radius ist keine Zahl, die man einmal berechnet — er ist eine Bedingung, die man steuert, überwacht und korrigiert.
Wenn also Korn die Steifigkeit verändert, Presskraft die Dehnung verfälscht und Werkzeuggeometrie sich im Laufe der Zeit verschiebt, warum tun wir dann immer noch so, als könnte eine statische Gleichung uns vor dem Ausschussbehälter bewahren?
Sie beheben einen sich verschiebenden Radius nicht mit einem besseren Rechner.
Sie beheben ihn, indem Sie ein System aufbauen, das davon ausgeht, dass die Abkantpresse Sie belügt, wenn Sie sie nicht verifizieren.
Ich habe über einer Halterung aus Stärke 10 gestanden, 1.000 Teile tief in einer Serie, und beobachtet, wie sich Winkel um ein halbes Grad verschoben, während sich die Coil-Härte von der Vorder- zur Rückseite der Palette änderte. Die Formel änderte sich nicht. Das V‑Werkzeug änderte sich nicht. Das Material schon. Da macht es Klick: Sie lösen keine Zahl — Sie steuern einen Prozess, der sich bewegt.
Die Abkantpresse ist eine 200‑Tonnen‑Wahrheitsmaschine. Sie entlarvt schwache Annahmen so, wie ein Zugversuch schwachen Stahl entlarvt. Wenn Ihre “Radiusformel” nur funktioniert, wenn alle Sterne in einer Linie stehen — gleiche Schmelze, gleiche Kornrichtung, gleicher Werkzeugverschleiß, gleicher Presskraftbereich — dann haben Sie keine Formel. Sie haben einen Zufall.
Wie sieht also ein System aus, das für die Realität und nicht für die Theorie gebaut ist?
Beginnen Sie mit Dickensprüngen.
Bei mittleren Blechstärken — sagen wir 6 bis 12 mm — liegt der Innenradius beim Luftbiegen mit gängigen Werkzeugverhältnissen häufig etwa bei 1,5× Materialdicke. Gehen Sie über 12 mm hinaus, kann dieser Radius trotz “korrekter” Skalierung der V‑Öffnung in Richtung des 3×‑Faktors springen. Das ist kein Rundungsfehler. Das ist nichtlineares Verhalten.
Die (V − MT)/2‑Fraktion behandelt Material so, als skaliere es glatt. Echter Stahl tut das nicht.
Mit zunehmender Dicke biegst du nicht nur mehr Material – du änderst die Dehnungsverteilung über den Querschnitt. Die neutrale Achse verschiebt sich. Erforderliche Tonnage steigt. Rückfederung nimmt zu, weil die äußeren Fasern mehr elastische Energie speichern. Gleicher V/T‑Wert auf dem Papier, aber ein anderes inneres Spannungsbild unter Last.
Jetzt füge die Zugfestigkeit hinzu.
Ein niedrigfester 5052‑Aluminium und ein hochfester Edelstahl im selben Matrizenöffnungsmaß federn nicht gleich zurück. Das stärkere Material speichert mehr elastische Dehnung, bevor es fließt. Diese Energie kommt zurück, wenn der Stempel anhebt. Wenn deine Radiusberechnung die Streckgrenze nicht kennt, ist sie blind.
Schrottkisten‑Realitätscheck: Ich habe zwei Schmelzen von “dem gleichen” A36 gesehen, die sich so unterschiedlich verhielten, dass sich die Flanschlänge über vier Biegungen um dreißig Tausendstel verschob. Die Tabelle sagte identische Eingaben. Die Teile sagten etwas anderes.
Und wir haben Hardwarefehler noch nicht einmal angesprochen. Ein Zehntelmillimeter Matrizenversatz kann deinen Winkel um mehr als ein halbes Grad verändern. Deine Universalformel setzt perfekte Geometrie voraus. Dein Werkstattboden tut das nicht.
Wenn Dickenstufen nichtlinear reagieren, Zugfestigkeit die Rückfederung verschiebt und die Werkzeugausrichtung täglich driftet – was genau soll dann diese eine saubere Gleichung darstellen?
Du hörst auf zu raten und fängst an zu messen.
Wähle deine Standard‑Matrizenverhältnisse – die, die du tatsächlich jeden Tag verwendest. Schneide für jede Materialgüte und Dickenklasse Teststreifen mit vermerktem Walzrichtungsverlauf. Luftbiege auf einen kontrollierten Winkel. Miss den Innenradius nach Rückfederung mit Radiuslehren oder optischer Prüfung. Zeichne den tatsächlichen Überbiegewinkel auf, der erforderlich ist, um einen freien 90°‑Zustand zu erreichen.
Tu das einmal pro Materialfamilie und Dickenklasse. Nicht einmal pro Auftrag. Einmal pro kontrollierter Bedingung.
Jetzt erstellst du eine Tabelle, die beispielsweise (hypothetische Zahlen) besagt:
Diese Tabelle ist keine Theorie. Sie ist Narbengewebe.
Wenn neues Material ohne zertifizierte Zugfestigkeitsdaten eintrifft, bieg ein Probestück und sieh, was passiert. Fünf Minuten an der Abkantpresse schlagen fünf Stunden Nacharbeit. Wenn du Streckgrenzwerte hast, umso besser – vergleiche sie mit deinen Tabellentrends. Mit der Zeit erkennst du Muster zwischen Festigkeit und Rückfederung an deiner eigenen Maschine, mit deinem eigenen Werkzeug.
Schrottkisten‑Realitätscheck: Werkstätten, die diesen Schritt auslassen, “stimmen” jedes Erstmuster live an Produktionsbauteilen ab. Das ist keine Flexibilität. Das ist Glücksspiel mit Blechmaterial.
Und hier kommt der Teil, den die meisten übersehen: Du musst die Maschine beherrschen, bevor du der Tabelle vertrauen kannst. Tägliche Überprüfung des Hinteranschlags. Werkzeug bündig eingesetzt und gereinigt. Prüfe die Matrizenbreite mit Stiften, nicht mit Annahmen. Wenn deine Hardware driftet, verfault deine Datenbasis.
Eine auf unkontrolliertem Aufbau beruhende Tabelle ist nur organisierte Fiktion.
Wenn der Rechner also nach dem Innenradius fragt – tippst du eine Schätzung ein oder greifst du auf eine Datenbank zurück, die deine Abkantpresse bereits bewiesen hat?
Das ist der Wandel in der Denkweise.
Der Taschenrechner liegt nicht falsch. Er ist unvollständig. Er setzt voraus, dass du die physikalische Welt bereits korrekt definiert hast — echte Matrizenbreite, reales Materialverhalten, geprüfte Ausrichtung. Die meisten Werkstätten geben Nominalwerte ein und hoffen.
Prozessverantwortung bedeutet, dass du diese Eingaben definierst und verteidigst.
Du standardisierst V/T‑Verhältnisse, anstatt Matrizen zufällig zu tauschen. Du legst fest, welche Materialien in welchen Öffnungen laufen. Du dokumentierst Anforderungen an die Walzrichtung auf Zeichnungen. Du sperrst neue Schmelzen, bis sie einen Biegetest bestehen. Du behandelst Winkeldifferenzen als Signal — nicht als Ärgernis, das man mit mehr Presskraft unterdrückt.
Und du akzeptierst, dass es keine universelle Formel für den inneren Radius gibt.
Es gibt nur deinen Radius, in deinen Matrizen, an deiner Abkantpresse, mit deinen Materialien — verifiziert unter Last von einer 200‑Tonnen‑Wahrheitsmaschine, der egal ist, was im Handbuch steht.
Das Einzige, was du mitnehmen solltest, ist dies: Der Radius ist keine Zahl, die man berechnet — er ist ein Verhalten, das man charakterisiert.
Sobald du es so siehst, hört die Frage “Wie lautet die Formel?” auf zu existieren und wird zu “Ist mein Prozess so präzise, dass die Formel überhaupt Sinn ergibt?”


















