

Er schwor, er habe alles genauso gemacht.
Dasselbe 90-Grad-Programm. Dasselbe 304er Edelstahl. Dasselbe Stempel- und Matrizenset. Aber an der älteren hydraulischen Abkantpresse kamen seine Teile drei Grad zu weit offen heraus. Er drückte das Pedal stärker durch, fuhr den Hub tiefer und versuchte, es “nach Gefühl” richtig zu biegen.
Bis zur Mittagspause hatten wir einen Stapel glänzenden Schrotts, der wie teure Lesezeichen aussah.
Also, was hat sich geändert?
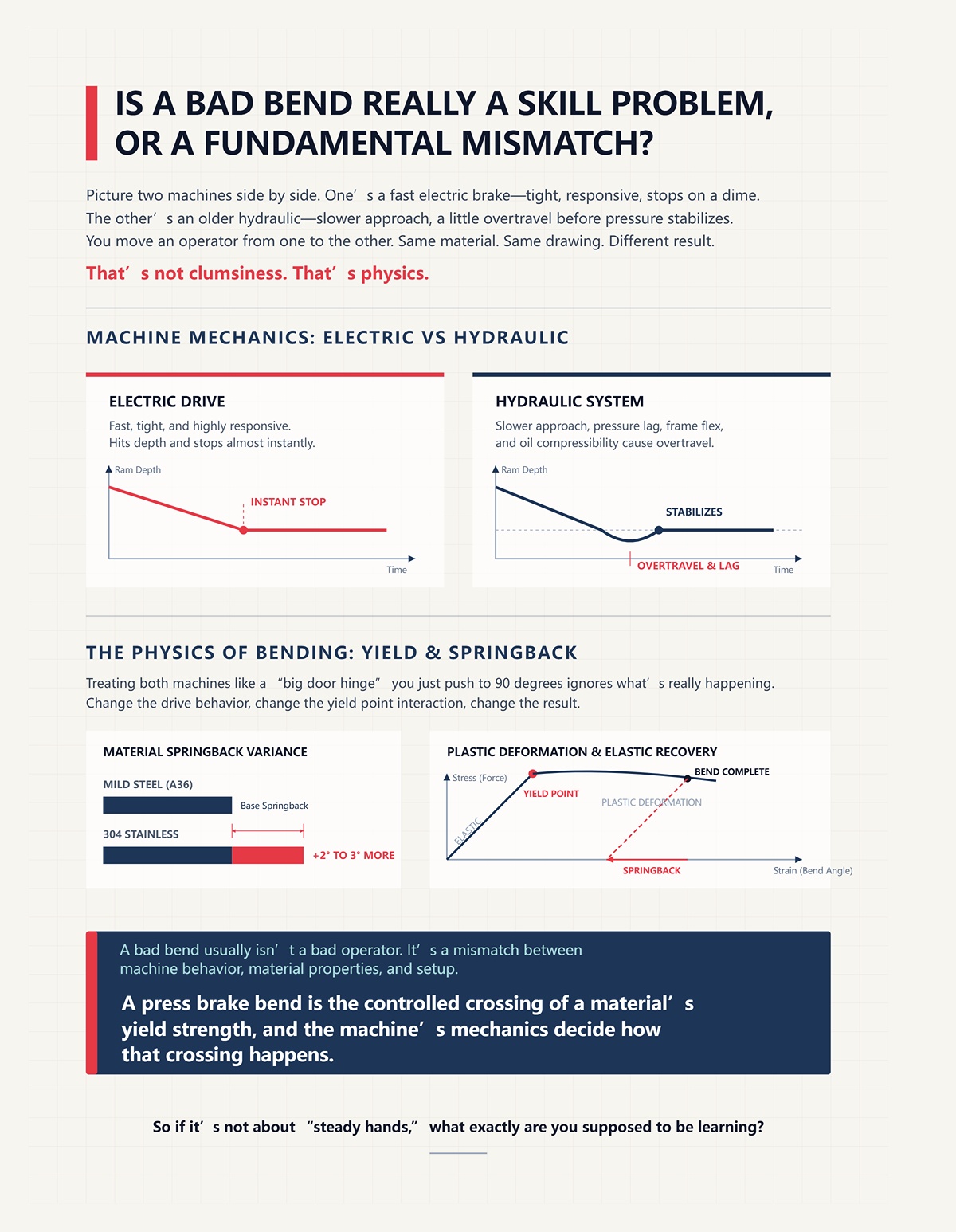
Stell dir zwei Maschinen nebeneinander vor. Eine ist eine schnelle elektrische Abkantpresse – präzise, reaktionsschnell, stoppt auf den Punkt. Die andere ist eine ältere hydraulische – langsamer im Anfahren, ein wenig Nachlauf, bevor der Druck sich stabilisiert. Du setzt den Bediener von der einen auf die andere um. Dasselbe Material. Dieselbe Zeichnung.
Unterschiedliches Ergebnis.
Das ist keine Ungeschicklichkeit. Das ist Physik.
Der elektrische Antrieb erreicht die Tiefe und stoppt fast augenblicklich. Das hydraulische System baut den Druck anders auf; es gibt Verzögerung, Rahmendurchbiegung, Ölkompressibilität. Dieser winzige Unterschied verändert, wie stark das Material tatsächlich plastisch verformt wird, bevor es zurückfedert. Bei 304er Edelstahl, der 2–3 Grad stärker zurückfedert als Baustahl wie A36, macht diese Verzögerung einen großen Unterschied.
Beide Maschinen wie ein “großes Türscharnier” zu behandeln, das man einfach auf 90 Grad drückt, ignoriert, was wirklich passiert: Man zwingt das Material über seine Streckgrenze hinaus, sodass es sich plastisch verformt, und versucht dann vorherzusagen, wie viel es elastisch zurückfedert.
Ändere das Antriebsverhalten, ändere die Wechselwirkung mit der Streckgrenze, ändere das Ergebnis.
Ein schlechter Biegewinkel ist normalerweise kein schlechter Bediener. Es ist ein Missverhältnis zwischen Maschinenverhalten, Materialeigenschaften und den zugrunde liegenden Annahmen beim Einrichten. Ein Biegevorgang an der Abkantpresse ist das kontrollierte Überschreiten der Streckgrenze eines Materials – und die Mechanik der Maschine bestimmt, wie dieses Überschreiten geschieht.
Wenn es also nicht um “ruhige Hände” geht – was genau soll man dann eigentlich lernen?
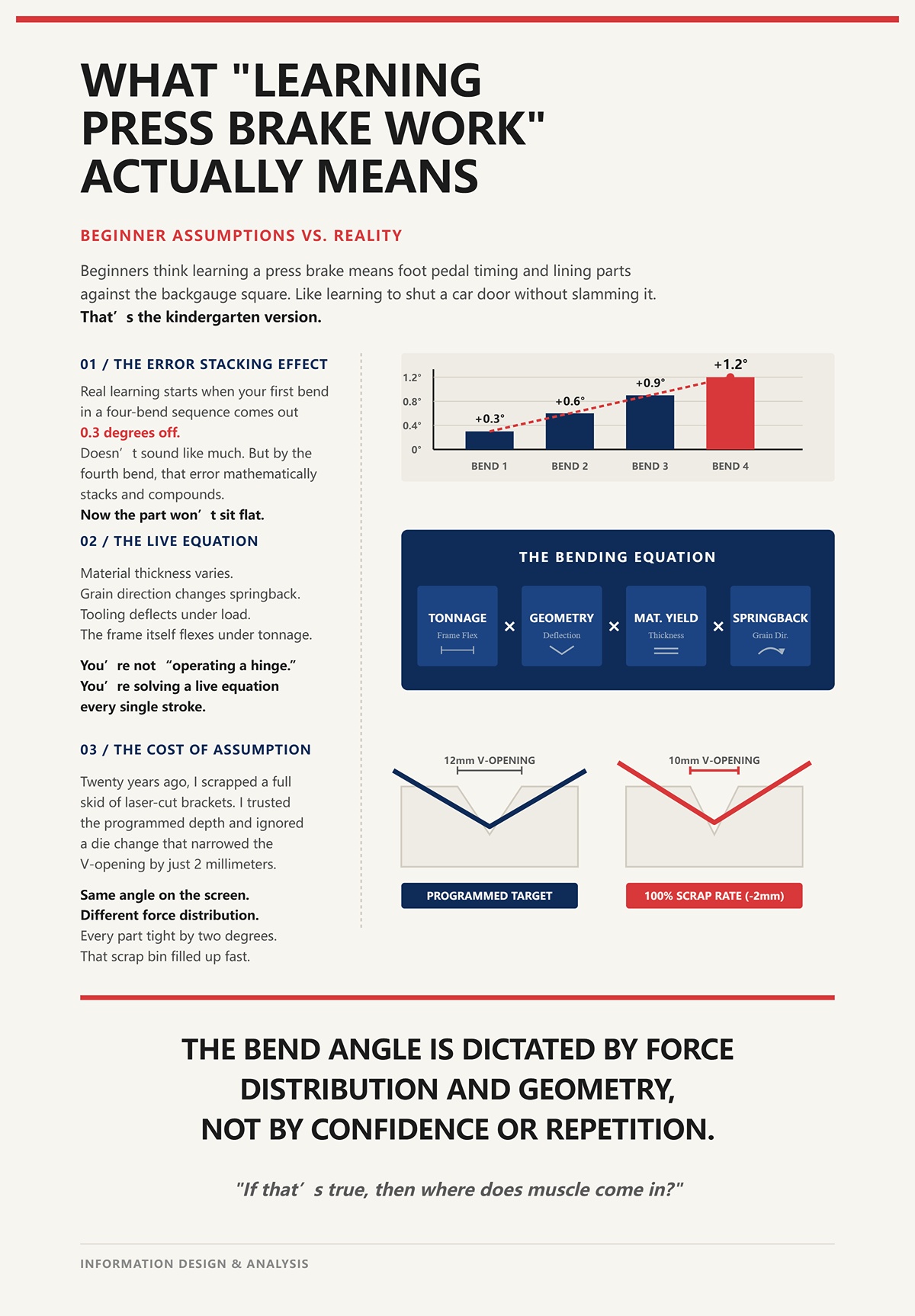
Anfänger denken, Abkantpresse zu lernen heißt, das Fußpedal im richtigen Moment zu betätigen und die Teile sauber gegen den Hinteranschlag zu legen. So wie man lernt, eine Autotür zu schließen, ohne sie zuzuschlagen.
Das ist die Kindergarten-Version.
Das echte Lernen beginnt, wenn dein erster Biegevorgang in einer Vier-Biegung-Sequenz um 0,3 Grad danebenliegt. Klingt nicht nach viel. Aber bei der vierten Biegung summiert sich der Fehler. Jetzt liegt das Teil nicht mehr plan auf. Selbst erfahrene Bediener stoppen dann, berechnen die Stößeltiefe neu, justieren den Hinteranschlag und passen das Programm manuell an.
Warum? Weil das Blech das Lehrbuch nicht gelesen hat.
Materialstärken schwanken. Die Walzrichtung beeinflusst das Rückfedern. Werkzeuge biegen sich unter Last. Der Rahmen selbst gibt unter Tonnage nach. Du “bedienst kein Scharnier”. Du löst bei jedem Hub eine Live-Gleichung: Tonnage × Werkzeuggeometrie × Materialstreckgrenze × Maschinendurchbiegung.
Vor zwanzig Jahren habe ich eine ganze Palette lasergeschnittener Halterungen verschrottet, weil ich der programmierten Tiefe vertraute und eine Matrizenänderung übersah, die die V-Öffnung um 2 Millimeter verengte. Derselbe Winkel auf dem Bildschirm. Andere Kraftverteilung im Metall. Jedes Teil zwei Grad zu eng. Der Schrottbehälter füllte sich schnell – und es lag nicht daran, dass mein Fuß ausgerutscht war.
Das Erlernen der Arbeit mit der Abkantpresse bedeutet zu verstehen, welche Variablen das Metall bewegen – und welche völlig unabhängig von Ihrer Erfahrung sind. Der Biegewinkel wird von Kraftverteilung und Geometrie bestimmt, nicht von Selbstvertrauen oder Wiederholung.
Wenn das stimmt, wo kommt dann Muskelkraft ins Spiel?

Ich habe neue Leute gesehen, die sich in ein Werkstück lehnen, als wollten sie eine Brechstange über dem Knie verbiegen. Schultern angespannt. Kiefer fest. Als ob Anstrengung Stahl überzeugen könnte.
Stahl verhandelt nicht.
Wenn der Stößel den unteren Totpunkt erreicht, hat die Maschine eine bestimmte Tonnage geliefert, basierend auf Hubtiefe und Werkzeug. Egal ob Sie gebaut sind wie ein Linebacker oder wie ein Buchhalter – das Material reagiert nur auf Kraft und Geometrie. Ihre Hände dienen der Positionierung, nicht der Kraft.
Stellen Sie es sich wie eine Personenwaage vor. Sie können sie böse anschauen, aufstampfen, Zuspruch zuflüstern – sie zeigt trotzdem nur die tatsächliche Kraft an, die Sie ausüben. Die Abkantpresse funktioniert genauso. Sie misst die Kraft, die ins Material eingebracht wird. Sie misst nicht, wie sehr Sie sich den Winkel wünschen.
Bei Serienfertigung auf einer manuellen Presse, bei der alles gleich bleibt – gleiche Matrize, gleiche Materialcharge, gleicher Winkel – können Sie wie ein Held aussehen, wenn Sie einfach ein festes Setup wiederholen. Das ist nicht der Sieg der Muskelkraft. Das ist Physik, die so begrenzt bleibt, dass sie Sie nicht überrascht.
In dem Moment, in dem Sie die Dicke, die Legierung, die V-Matrizenbreite oder die Maschine ändern, hört Muskelkraft auf, eine Rolle zu spielen. Nur das Setup zählt. Eine Abkantpresse liefert messbare Kraft durch feste Geometrie; menschliche Stärke kann diese Gleichung nicht verändern.
Wenn also nicht Ihre Hände den Biegevorgang bestimmen, was genau im Inneren der Maschine tut es dann?
Sie stehen am Steuer, Fuß schwebend, und starren auf 3 mm Baustahl über einer 24 mm V-Matrize. Ein Meter lang. Auf dem Papier braucht dieser Biegevorgang etwa 20 Tonnen. Nicht 10. Nicht “ungefähr”. Zwanzig. Verdoppeln Sie die Dicke auf 6 mm, und Sie verdoppeln nicht die Tonnage – Sie vervierfachen sie ungefähr.
Dieser Sprung ist keine Einstellungssache. Das ist Mathematik, eingebaut in Maschine und Metall.
Wenn Sie das Pedal drücken, “biegen” Sie nicht Stahl. Sie schließen ein System: Stößel bewegt sich nach unten, Bett bleibt stabil, Stempel drückt ins Blech, Matrize widersteht von unten. Vier Stück gehärteten Stahls entscheiden, wohin die Kraft geht und wie sie sich verteilt. Noch bevor Ihre Hände das Blech berühren, begrenzt das Verhältnis zwischen Stempelradius und Öffnung der Matrize bereits, welcher Winkel bei einer bestimmten Tiefe überhaupt möglich ist.
Fragen Sie also, was im Inneren der Maschine den Biegevorgang tatsächlich bestimmt – hören Sie auf, Ihre Stiefel anzusehen, und schauen Sie auf diese vier Teile.
Denn sie sind diejenigen, die die Arbeit erledigen.
Beobachten Sie den Stößel bei einem langen Biegevorgang – zum Beispiel 2,4 Meter 4 mm Stahl. Wenn er unter Last herunterkommt, können Sie die Durchbiegung in der Mitte messen. Einige Tausendstel Zoll. Klingt nach wenig. Aber über die Länge hinweg bedeutet das, dass die Mitte weniger Kraft erfährt als die Enden, es sei denn, Sie gleichen das mit einer Bombierung aus.
Das ist Rahmenphysik.
Der Stößel ist der bewegliche Träger. Das Bett ist der feste Träger. Wenn sich der Druck aufbaut, biegen sich beide. Hydraulische Maschinen erzeugen Druck durch Öl; es gibt eine gewisse Kompressibilität und eine leichte Verzögerung, bevor sich der volle Druck stabilisiert. Elektrische Antriebe erreichen die Position schneller und halten sie präziser, aber sie belasten den Rahmen auf die gleiche Weise, sobald der Druck ansteigt. Anderes Gefühl. Gleiche Balkenbiegung unter Last.
Er schwor, er habe alles genauso gemacht.
Aber an der älteren hydraulischen Abkantpresse kamen seine Teile drei Grad offen heraus.
Was sich geändert hatte, war nicht sein Fuß. Es war die Art, wie der Stößel die Kraft aufbrachte und stabilisierte, bevor der Rahmen vollständig belastet war. Wenn der Stößel an der Tiefe stoppt, bevor sich der Druck über das Bett hinweg ausgleicht, übersteigt das Material in der Mitte nie vollständig die Streckgrenze. Das führt zu Variationen über das gesamte Teil.
Ich habe einmal abgenutzte Führungen ignoriert – jene Gleitflächen, die den Stößel auf geradem Kurs halten. Unter hoher Last verdrehte sich der Stößel gerade so weit, dass eine Seite bevorzugt wurde. Wir fertigten 200 Teile, bevor wir den Winkel von Seite zu Seite überprüften.
Alles Ausschuss. Direkt in die Tonne.
Der Stößel und das Bett “halten” das Werkzeug nicht nur. Sie sind gegeneinander arbeitende Träger in einem kontrollierten Biegesystem. Wenn sie sich durchbiegen, ändert sich die Kraftverteilung. Wenn sich die Kraftverteilung ändert, verschiebt sich die Fließlinie im Metall. Kraft ist nur in dem Moment und an dem Punkt real, an dem sie gleichmäßig zwischen Stößel und Bett abgestützt ist.
Und wenn die Kraft durch diese Träger hindurch muss, was formt sie dann als Nächstes?
Nimm eine 12‑mm‑V-Matrize und tausche sie gegen eine 16‑mm‑V-Matrize aus. Gleicher Stempel. Gleiches Material. Gleicher programmierter Winkel.
Dein Biegewinkel ändert sich.
Warum? Weil beim Luftbiegen das Blech nur den Stempelspitzpunkt und die beiden Schultern der Matrize berührt. Dadurch wird die Matrizenöffnung zur Basis eines Dreiecks. Der Stempelradius ist die Spitze. Der Winkel, den dieses Dreieck bei gegebener Eindringtiefe bildet, ist Geometrie, keine Begeisterung.
Schneller pressen. Langsamer pressen. Das Dreieck kümmert das nicht.
Anfänger denken, Geschwindigkeit “schnappt” das Metall in Form. Tut sie nicht. Geschwindigkeit verändert die Zykluszeit. Geometrie bestimmt den Winkel. Bei einer breiteren V-Öffnung sinkt das Material tiefer, bevor es denselben eingeschlossenen Winkel erreicht. Diese tiefere Eindringung verändert den Anteil des Querschnitts, der plastisch gegenüber elastisch wird, was den Rückfederungswert verändert.
Vor zwanzig Jahren habe ich eine V-Matrize um 2 mm verengt, ohne das Programm anzupassen. Gleicher Bildschirmwinkel. Gleiche Tiefe.
Jede Halterung kam um zwei Grad zu eng heraus.
Das waren keine Kobolde. Eine schmälere Matrize konzentriert die Kraft auf eine kleinere Spannweite und erhöht die Eindringung bei gleichem Hub. Mehr plastische Verformung. Weniger Rückfederung. Anderes Ergebnis. Die Geometrie verschob sich; der Winkel folgte.
Stell es dir vor wie Holzspalten. Ein schärferer Keil (Effekt einer schmaleren Matrize) konzentriert die Kraft und dringt tiefer ein bei demselben Schlag. Ein stumpfer Keil verteilt sie breiter. Das behebst du nicht, indem du härter zuschlägst. Du behebst es, indem du den richtigen Keil wählst.
Beim Luftbiegen wird der Endwinkel durch die geometrische Beziehung zwischen Stempelradius und Matrizenöffnung bei einer bestimmten Eindringtiefe bestimmt.
Also wenn die Geometrie den Winkel bestimmt, warum prahlen manche Typen damit, “bis zum Anschlag zu gehen”, als wäre das echte Muskelkraft?
Richte zwei Arbeitsaufträge in 3 mm Baustahl ein.
Auftrag eins: Luftbiegen auf 90 Grad über einer 24 mm V-Matrize.
Auftrag zwei: Anschlagen in einer engen Matrize, bei der der Stempel das Blech vollständig in den Matrizenwinkel drückt.
Das Luftbiegen könnte etwa 20 Tonnen pro Meter benötigen.
Anschlagen? Leicht drei bis fünfmal so viel, je nach Material.
Luftbiegen nutzt drei-Punkt-Kontakt. Du formst einen kontrollierten Bogen und lässt die Rückfederung geschehen, um dann mit der Eindringtiefe zu kompensieren. Beim Anschlagen zwingst du das Material in vollen Oberflächenkontakt mit dem Matrizenwinkel. Du überschreitest nicht nur die Streckgrenze – du bügelst das Material in Form. Das braucht ernsthafte Tonnage.
Und hier die Überraschung: Der Prozess, der weniger rohe Kraft benötigt – Luftbiegen – ist derjenige, den die meisten Präzisionsarbeiten verwenden.
Warum? Weil er einstellbar ist. Kleine Tiefenänderungen – tausendstel Zoll – führen zu Zehntelgrad Abweichungen. Du justierst die Eindringtiefe, nicht das Blech mit maximaler Gewalt.
Ich habe einen Typen gesehen, der dünnen Edelstahl auf einer leicht gebauten Abkantpresse angeschlagen hat, weil er dachte “mehr Kraft = genauer”. Er hat die Maschine überlastet, den Rahmen verformt und am Ende trotzdem ungleichmäßige Winkel bekommen.
Dazu noch einen Serviceeinsatz.
Anschlagen fühlt sich entschlossen an. Luftbiegen wirkt sanft. Aber Präzision bevorzugt kontrollierte Eindringtiefe gegenüber maximaler Kraft. Je weniger Oberflächenkontakt du erzwingst, desto weniger Tonnage brauchst du und desto vorhersehbarer wird die Geometrie.
Was uns zu dem Moment bringt, der wirklich zählt – die Millisekunde, in der das Metall aufgibt und nachgibt.
Verlangsamen Sie den Hub in Ihrem Kopf.
Die Stempelspitze berührt das Blech. Noch nichts Dauerhaftes – das ist elastische Verformung. Das Metall dehnt sich auf der Außenseite, komprimiert sich innen, aber es wird sofort wieder zurückfedern, wenn du stoppst.
Geh tiefer.
Bei einer bestimmten Spannung – seiner Streckgrenze – können die äußeren Fasern nicht zurückkehren. Sie verformen sich plastisch. Das ist der Punkt ohne Rückkehr. Die Innenseite ist anfangs noch hauptsächlich elastisch. Mit zunehmender Eindringtiefe wächst die plastische Zone durch die Dicke. Wo dieser Übergang liegt – genannt Verschiebung der neutralen Achse – hängt von der Matrizenbreite und dem Stempelradius ab.
Breitere Matrize? Die neutrale Achse verschiebt sich anders. Mehr Rückfederung.
Schärferer Stempel? Höhere lokale Dehnung. Weniger Rückfederung.
Das ist keine Philosophie. Es ist Spannungsverteilung über einen Querschnitt. Wie beim Biegen eines Plastiklineals: Oben wird es weiß, wo es über die Streckgrenze hinaus gedehnt wird. Dieses Weißwerden ist deine Fließlinie in Echtzeit.
Wenn der Stößel stoppt, bevor genug der Dicke plastisch wird, dominiert die elastische Rückkehr und der Winkel öffnet sich. Geht er tiefer, bleibt mehr Material dauerhaft verformt und die Rückfederung schrumpft.
Als ob Anstrengung Stahl überreden könnte.
Kann sie nicht. Nur Spannung, die die Streckgrenze in der richtigen Tiefe, über die richtige Geometrie überschreitet, fixiert den Winkel. Und diese Spannung wird durch Stößel, Bett, Stempel und Matrize als geschlossene mechanische Gleichung übertragen.
Ein Bogen wird nur dann dauerhaft, wenn die angelegte Spannung die Streckgrenze über einen ausreichenden Teil der Materialdicke überschreitet – gesteuert durch Eindringtiefe und Werkzeuggeometrie, nicht durch die Kraft des Bedieners.
Jetzt, da du die vier Komponenten und den genauen Moment siehst, in dem das Metall nachgibt, ist die nächste Frage keine der Fähigkeit.
Es geht um die Kapazität.
Wie viel Tonnage hat deine Maschine tatsächlich in Reserve, bevor diese kleine, feine Gleichung in einen weiteren Gang zur Schrottkiste umschlägt?
Willst du wissen, was in der Maschine tatsächlich entscheidet, ob dieser Bogen sauber gelingt oder in Schrott endet?
Es ist nicht deine Haltung am Fußpedal. Es ist die Kraftkurve, die der Stößel liefern kann, die Steifigkeit des Rahmens unter Last und wie diese Kraft durch Stempel, Blech und Matrize als geschlossener Kreislauf fließt. Die Hydraulikzylinder (oder Servokugelspindeln bei einer elektrischen) drücken nach unten. Das Bett drückt nach oben. Der Rahmen dehnt sich mikroskopisch. Das Werkzeug konzentriert diese Kraft in eine schmale Linie. Wenn irgendein Teil dieser Kette für die Berechnung zu klein dimensioniert ist, täuscht dich der Winkel.
Vor ein paar Jahren nahm sich ein Junge in der zweiten Schicht 6 mm Baustahl und sagte: “Einfach mehr Tonnage einstellen.” Er schwor, er hätte alles gleich gemacht. Gleicher Stempel. Gleiche Tiefe. Gleiche Maschine. Aber er wechselte zu einer schmaleren Matrize, weil er einen kleineren Innenradius wollte. Zehn Teile später hatten wir gerissene Kanten und eine stöhnende Abkantpresse.
Das war kein Kraftproblem. Das war ein Geometrieproblem, das sich als Festigkeitsproblem ausgab.
Lass uns die Falle aufbrechen.
Nimm 3 mm Baustahl. Leg ihn auf eine 24 mm V-Matrize. Das ist die alte Faustregel – etwa das 8-fache der Materialdicke für Luftbiegen. Jetzt tausche diese Matrize gegen eine 12 mm V, weil du es “schärfer haben” willst.”
Schau zu, was passiert.
Die schmalere Matrize reduziert den Abstand zwischen den Kontaktpunkten. Gleiche Stößelkraft, aber jetzt wird diese Kraft über eine kleinere Breite konzentriert. Druck – Kraft geteilt durch Fläche – steigt schnell. Das Material erfährt höhere lokale Spannungen. Eindringen nimmt bei gleichem Hub zu. Rückfederung sinkt. Klingt gut.
Bis du dir das Tonnagendiagramm ansiehst.
Beim Luftbiegen von Weichstahl folgt die benötigte Tonnage pro Meter ungefähr:
Tonnage ∝ (Materialdicke²) ÷ V-Matrizenöffnung
Die Dicke wird quadriert. Die Matrizenöffnung steht im Nenner. Halbierst du das V, verdoppelst du beinahe die erforderliche Tonnage.
Das bedeutet, dass deine 50-Tonnen-Presse, die bei einer 24-mm-V-Öffnung bequem war, möglicherweise an ihre Grenze gerät bei einer 12-mm-V-Öffnung – obwohl sich die Blechdicke nie geändert hat.
Ich habe vor Jahren eine Charge verzinkter Halterungen verschrottet, weil ich mit einer kleineren Matrize einen engeren Radius erreichen wollte. Die Maschine erreichte ihr Tonnagelimit mitten im Hub, der Rahmen wurde verdrängt, die Winkel wichen über die Länge um zwei Grad ab. Sah aus wie Bedienerfehler.
Es war Mathematik.
Die Öffnung der Matrize formt nicht nur den Bogen. Sie bestimmt, wie viel von der Nennkapazität deiner Maschine du verbrauchst. Erforderliche Biegekraft steigt mit der Dicke im Quadrat und fällt, wenn die Matrizenöffnung größer wird – die Geometrie legt die Last fest, bevor dein Fuß das Pedal berührt.
Was passiert also, wenn du das ignorierst und einfach “drauf los” gehst?
Überlaste eine Presse und sie explodiert nicht wie im Cartoon. Sie täuscht dich.
Wenn du die Nenntonnage überschreitest, dehnt sich der Rahmen – nur um Mikrometer, aber genug. Bett und Stößel geben in der Mitte nach. Deine Enden erreichen den Winkel, die Mitte öffnet sich. Du unterlegst. Du passt die Bombierung an. Du jagst Geister.
Langfristig nutzt du Bolzen, Buchsen und Zylinderdichtungen ab. Die Maschine verliert ihre Wiederholgenauigkeit, weil sie zu oft über ihre Komfortzone hinaus gebogen wurde.
Wenn du nun die Tonnage unterschreitest – das heißt, du übst nicht genügend Kraft für die gewählte Matrize und Dicke aus – sieht der Fehler anders aus. Der Stößel erreicht die programmierte Tiefe, aber das Material ist nicht durch genügend von seiner Dicke plastisch geworden. Du bekommst starken Rückfederungseffekt. Winkel öffnen sich um drei Grad. Bediener beginnen willkürlich zu überbiegen.
Aber an der älteren hydraulischen Abkantpresse kamen seine Teile drei Grad offen heraus.
Er gab den Hydrauliken die Schuld. Realität? Er wechselte von A36 zu 304 Edelstahl und behielt dieselbe Matrize und Tiefe. Edelstahl hat eine höhere Streckgrenze. Es widersteht der plastischen Verformung länger. Es brauchte mehr Kraft oder mehr Eindringtiefe. Die Maschine lieferte, was ihr gesagt wurde. Das Material ergab sich nicht wie erwartet.
Überlastungsfehler verzerren die Maschine. Untertonnagefehler verzerren das Werkstück.
Beide werden auf “schlechte Pressen” oder “empfindliches Material” geschoben.”
Keines hat etwas damit zu tun, wie finster du das Bedienfeld anstarrst. Überschreitest du die Nenntonnage, gibt die Maschine nach; unterschreitest du die benötigte Tonnage, federt das Material zurück – die Kraft muss die Streckgrenze überschreiten, ohne die Rahmengrenzen zu überschreiten.
Und das führt direkt zur Nase des Stempels.
Greifen Sie einen Stempel mit rasiermesserscharfer Spitze und treiben Sie ihn in 4 mm Aluminium über eine schmale Matrize.
Sie werden sehen, wie sich entlang der Außenseite der Biegung eine helle Linie bildet. Danach vielleicht ein Riss.
Warum?
Ein scharfer Stempelradius konzentriert die Belastung auf die äußeren Fasern. Erinnern Sie sich an die Verschiebung der neutralen Achse, über die wir gesprochen haben? Je kleiner der Innenradius, desto mehr muss sich die Außenfläche dehnen. Wenn die benötigte Dehnung die Duktilität des Materials—seine Fähigkeit, sich zu dehnen, bevor es reißt—übersteigt, versagt es.
Es ist wie das langsame Biegen einer Büroklammer im Vergleich zum harten Knicken an einem Punkt. Je enger der Biegeradius, desto lokalisierter ist die Belastung.
Und hier schnappt die Tonnage-Falle zu: Ein schärferer Stempel erfordert oft eine schmalere Matrize, um diesen Radius zu unterstützen. Schmalere Matrize bedeutet höhere Tonnage-Anforderung. Höhere Tonnage bedeutet höhere Belastung sowohl im Material als auch in der Maschine.
Ich habe einmal hochfesten Stahl mit einem Stempelradius gebogen, der zu klein für seine Dehnungsbewertung war. Das erste Teil sah gut aus. Das zweite hatte Mikrorisse. Das dritte brach sauber. Der Schrottbehälter wurde gefüllt, weil ich versucht habe, einen Radius “zu erzwingen”, in den sich das Material physisch nicht hinein dehnen konnte.
Als ob Anstrengung Stahl überreden könnte.
Es geht nicht. Der Innenradius beim Luftbiegen ist größtenteils eine Funktion der Matrizenöffnung, nicht nur der Stempelschärfe. Sie können nicht verlangen, dass eine 5 mm Platte einen 1 mm Innenradius hat, nur weil die Stempelspitze 1 mm misst. Material und Matrize entscheiden gemeinsam.
Der minimal erreichbare Innenradius wird durch die Duktilität des Materials und die Matrizenbreite bestimmt—die Belastungskonzentration, nicht der Wille des Bedieners, entscheidet, ob es sich biegt oder bricht.
Also, wie hören Sie auf zu raten und berechnen tatsächlich, was Ihre Pressebrechbank leisten kann?
Gehen wir es sauber durch.
Angenommen, Sie haben:
Eine Standard-Tonnage-Tabelle für Luftbiegen von Baustahl wird für diese Konfiguration etwa 20 Tonnen pro Meter angeben. Das liegt im Bereich einer 50-Tonnen-Bremse mit 2 Metern Länge—unter der Annahme gleichmäßiger Belastung und guten Zustands.
Da CN-HAWE mehr als 50 Verkaufs- und Servicepunkte in China und im Ausland betreibt und seine Produkte in mehr als 100 Länder und Regionen verkauft, für Leser, die detaillierte Materialien wünschen, Broschüren ist eine nützliche Anschlussressource.
Nun ändern Sie eine Variable.
Behalte eine Dicke von 3 mm bei. Behalte eine Länge von 1 Meter bei. Wechsle auf eine 12 mm V-Matrize.
Die Tabelle springt auf fast 40 Tonnen pro Meter.
Nichts ist dicker geworden. Du hast nicht “um mehr Biegung gebeten”. Du hast die Geometrie verändert. Die Gleichung hat entsprechend reagiert.
Ändere nun das Material.
Gleiche 3 mm Dicke. Gleiche 24 mm Matrize. Aber wechsle zu 304 Edelstahl.
Da seine Streckgrenze höher ist, steigt der erforderliche Druck – oft um 30 – 50 % mehr als bei Baustahl, je nach Zustand. Deine angenehmen 20 Tonnen pro Meter könnten auf 28 oder 30 steigen.
Wenn deine Maschine über diese Länge mit 25 Tonnen pro Meter bewertet ist, bist du nicht mehr auf der sicheren Seite. Nicht, weil dir der Mut fehlt. Sondern weil die Zahlen nicht passen.
Hier geraten unerfahrene Bediener in die Falle. Sie sehen die Tonnage als große Grenzzahl auf dem Maschinenschild. Sie teilen nicht durch die Biegelänge. Sie passen die Matrizenbreite nicht an. Sie berücksichtigen die Streckgrenze des Materials nicht.
Sie behandeln die Tonnage wie die Pferdestärke bei einem Pickup-Truck.
Es sind aber keine Pferdestärken. Es ist die zulässige Kraft, die über eine Spannweite verteilt ist, bestimmt durch Geometrie und Materialeigenschaften. Eine strenge Gleichung.
Und sobald du verstehst, dass sich Matrizenöffnung, Streckgrenze des Materials, Biegelänge und Dicke zu einer berechenbaren Last zusammensetzen, hört die nächste Frage auf, “Kann ich das einfach durchdrücken?” zu sein.”
Sie wird zu: Wie genau erzeugt und steuert diese spezielle Abkantpresse diese Kraft über ihr Antriebssystem – und wie präzise kann sie sie am unteren Umkehrpunkt halten? Genau dort zählen Maschinendesign und Verifizierung. In einem modernen System wie einem CN-HAWE-Abkantpresse, werden Rahmen- und Stößelkraft durch Finite-Elemente-Analyse validiert und unter einem disziplinierten Qualitätskontrollprozess gefertigt, sodass die Nennkraft nicht nur theoretisch ist – es ist eine Kraft, die du sicher und wiederholbar anwenden kannst.
Bei einer mechanischen Abkantpresse ist der Stößel über eine Kurbel mit einem rotierenden Schwungrad verbunden. Sobald die Kupplung einkuppelt, fährt der Stößel nach unten – ob du willst oder nicht. Voller Hub. Fester Weg. Die Tonnagekurve erreicht ihr Maximum nahe dem unteren Totpunkt, weil die Kurbelgeometrie dort den maximalen mechanischen Vorteil bietet.
Bei einer hydraulischen Presse drücken zwei Zylinder den Stößel mit unter Druck stehendem Öl nach unten. Der Druck steigt, wenn der Widerstand steigt. Du kannst mitten im Hub anhalten. Du kannst am unteren Ende verweilen. Die Kraft ergibt sich aus dem hydraulischen Druck multipliziert mit der Kolbenfläche.
Bei einer elektrischen Servopresse wandeln Kugelspindeln, die von Servomotoren angetrieben werden, Drehbewegung in lineare Kraft um. Die Steuerung misst in Echtzeit Motordrehmoment und Position. Sie weiß genau, wo sich der Stößel befindet und wie viel Kraft er in diesem Moment aufbringt.
Gleiches Blech. Gleiche Matrize. Gleiche Tonnagetabelle. Drei völlig unterschiedliche Arten, diese berechnete Kraft bereitzustellen.
Und genau dieser Unterschied ist deine Fehlertoleranz.
Die Tonnagegleichung, die wir gerade durchgegangen sind, kümmert sich nicht um deine Haltung. Sie setzt voraus, dass die Maschine an einer bestimmten Position eine bestimmte Kraft liefern und dort halten kann, ohne zu überschießen, nachzugeben oder über den Punkt hinauszulaufen, an dem das Material nachgibt. Wenn das Antriebssystem Kraft und Position nicht gemeinsam kontrollieren kann, ist deine Berechnung zwar richtig, aber dein Teil trotzdem falsch.
Das ist der Dreh- und Angelpunkt: Das Antriebssystem ist der Mechanismus, der theoretische Tonnage in reale, kontrollierte Verformung umwandelt. Kraft muss erzeugt, positioniert und im Einklang mit der Materialstreckgrenze gehalten werden – Kontrolle, nicht Anstrengung, bestimmt die Genauigkeit.
Ich habe mit einer mechanischen angefangen. Ein großes Schwungrad summte über mir wie ein Deckenventilator, der dich töten könnte. Du stellst die Endhöhe ein, richtest das Werkzeug aus, und wenn du das Pedal trittst, verpflichtet sich der Stößel.
Er schwor, er habe alles genauso gemacht.
Neuer Mitarbeiter. Gleicher 2 mm Baustahl. Gleiche 20 mm V-Matrize. Gleicher Hinteranschlag. Erster Durchgang war in Ordnung. Zweiter Durchgang? Übergebogen um fast zwei Grad. Was hat sich geändert? Er hat die Endhöhe minimal angepasst, um es “fester zu machen”. Bei einer mechanischen verschiebt diese winzige Anpassung den Punkt, an dem die maximale Tonnage im Verhältnis zum unteren Totpunkt erreicht wird. Die Kurbel läuft weiter. Es gibt keine Haltephase. Keine Druckregelung. Sie schießt durch die Streckgrenze und rollt aus.
Das ist die Gefahr. Eine mechanische Presse liefert ihre maximale Kraft an einem festen geometrischen Punkt ihrer Rotation. Wenn die Höhe des Werkzeugs, die Materialstärke oder die Position des Hinteranschlags nicht stimmen, kompensiert die Maschine nicht. Sie fährt den Hub zu Ende. Als ob Anstrengung Stahl überzeugen könnte.
Ich habe einen Stapel verzinkter Halterungen verschrottet, weil einer mechanischen Presse die Timing-Haltephase für das Rückfedern egal ist. Keine Bodenhaltezeit bedeutet, dass das Material sofort mit der elastischen Rückstellung beginnt, sobald die Kraft abfällt. Du bekommst eine Variabilität, die du nicht herausregeln kannst, ohne physisch die Endhöhe zu ändern und es erneut zu versuchen. Die Schrotttonne war in dieser Woche schnell voll.
Und Sicherheit? Sobald der Stößel eingreift, kommt er herunter. Wenn ein Anfänger die Einrichtung falsch einschätzt, verzeiht die Maschine nicht. Sie verpflichtet sich.
Mechanische Pressen sind nicht veraltet, weil sie schwach sind. Sie sind veraltet, weil ihre Kraftkurve an die Kurbelgeometrie gebunden ist. Es gibt keine dynamische Kontrolle, nur einen positionsbasierten Kraftgipfel. Wenn die Kraftabgabe durch die Gelenkgeometrie festgelegt ist, schrumpft deine Fehlertoleranz auf null.
Was ersetzt diese Starrheit, ohne die Maschine in ein Ratespiel zu verwandeln?
Ich habe gesehen, wie Auszubildende von einer modernen elektrischen Presse zu einer älteren hydraulischen wechselten. Gleiches Programm. Gleiche Werte. Aber auf der älteren hydraulischen Presse kamen seine Teile drei Grad zu offen heraus.
Er gab den Hydrauliken die Schuld.
Realität? Der elektrische Servoantrieb hatte den Hub beendet, das Drehmomentspitzen erkannt und die Position für eine programmierte Haltezeit von 0,5 Sekunden gehalten. Diese Haltezeit ließ das Material vollständig fließen, bevor es zurückzog. Die Hydraulik war auf einen schnelleren Zyklus mit minimaler Haltezeit eingestellt. Sie erreichte die Tiefe und fuhr wieder hoch. Das Material hatte sich unter Last noch nicht vollständig stabilisiert. Rückfedern erwischte ihn.
Das Antriebssystem hat geändert, wie lange die volle Tonnage angewendet wurde.
Hydrauliken bauen Kraft auf, während der Druck steigt. Wenn das System gute Proportionalventile und CNC-Steuerung hat, kann es die Geschwindigkeit nahe dem unteren Punkt runterfahren, den vollen Druck anlegen und halten. Diese Haltefähigkeit ist Vergebung. Verfehlt man um ein paar Zehntel Millimeter, kann man die Tiefe erhöhen und erneut treffen, ohne einen vollständigen, heftigen Hub auszuführen.
Elektrische Systeme messen das Motordrehmoment direkt. Sie sind brutal präzise in der Position – oft im Mikrometerbereich. Aber sie haben in vielen Modellen eine geringere Spitzentonnage und verlassen sich auf Motordrehmomentbegrenzungen. Für dünnes Material und kurze Flansche sind sie chirurgisch genau. Für 12 mm Platte über ein langes Bett dominieren Hydrauliken weiterhin, weil Zylinder massive Kraft erzeugen und halten können, ohne dass Motoren überhitzen.
Angesichts dessen, dass das Produktportfolio von CN-HAWE zu 100 % CNC-basiert ist und High-End-Szenarien im Laser-schneiden, Biegen, Ritzen und Scheren abdeckt, besteht der nächste Schritt darin, direkt mit dem Team zu sprechen, Kontaktieren Sie uns passt hier natürlich hinein.
Und hier werden Anfänger getäuscht: Sie denken, Hydrauliken seien “weicher”, weil Öl leicht komprimiert wird. In Wirklichkeit korrigieren moderne geschlossene Hydrauliksysteme mit Linearencodern das in Echtzeit. Die Vergebung kommt von kontrollierbarem Druck und Haltezeit, nicht von Spiel.
Ich habe einmal 3 mm Baustahl gegen hochfestes Blech auf einer hydraulischen Presse getauscht, die dafür bequem ausgelegt war. Der erste Hub kam untergebogen heraus. Anstatt harte Anschläge wie bei einer mechanischen zurückzusetzen, habe ich 0,3 mm Tiefe und eine Sekunde Haltezeit hinzugefügt. Zweites Teil genau richtig. Die Schrotttonne bekam nur ein Stück statt fünfzig.
Vergebung ist keine Magie. Es ist die Fähigkeit, Kraft und Haltezeit anzupassen, ohne die harte Geometrie zu verändern. Ein Antrieb, der am unteren Totpunkt die Kraft modulieren und aufrechterhalten kann, erweitert deine Toleranz beim Einrichten.
Aber was ist mit den Maschinen, die versuchen, einen Mittelweg zu finden?
Hybride verwenden Servomotoren, um hydraulische Pumpen nur dann anzutreiben, wenn Bewegung erforderlich ist. Du erhältst Hydraulikzylinder für die Kraft, aber elektrische Steuerung über Pumpengeschwindigkeit und Energieverbrauch.
Auf dem Papier klingt das nach dem Besten aus beiden Welten. Und in Werkstätten mit hoher Variantenvielfalt, die nach Energieeinsparungen und Geräuschreduzierung streben, ergibt das Sinn.
Für einfache Halterungen und Gehäuse? Die Physik ändert sich nicht. Du hast immer noch Zylinder, die einen Stößel drücken. Du verlässt dich immer noch auf Druck mal Kolbenfläche für die Tonnage. Der Vorteil von Hybriden liegt in der Effizienz und manchmal in einer schnelleren Annäherungsgeschwindigkeit, nicht in einem anderen Kraftverhalten an der Biegelinie.
Ich habe gesehen, wie eine kleine Werkstatt ein Hybridgerät kaufte, weil sie glaubte, es würde “die Ungleichmäßigkeit lösen”. Ihr eigentliches Problem waren unpassende Matrizen und die Missachtung der Tonnage pro Meter. Die neue Maschine war leiser. Effizienter. Die Teile waren immer noch falsch, bis sie ihre Berechnungen korrigiert hatten.
Hybride schreiben die Gleichung nicht neu. Sie verfeinern lediglich, wie die Energie demselben Hydraulikmechanismus zugeführt wird. Wenn du mit unter 6 mm Baustahl und moderaten Biegelängen arbeitest, bringt die Komplexität allein keine höhere Genauigkeit.
Die Frage lautet nicht “Ist sie modern?”, sondern “Regelt sie Kraft und Position präzise genug für deinen Lastbereich?”
Denn das letzte Stück ist nicht nur Vergebung. Es ist Wiederholgenauigkeit.
Die Zykluszeit zeigt, was die Maschine wertschätzt.
Mechanische Pressen sind schnell, sobald sie eingreifen. Das Schwungrad speichert Energie. Bang – Hub abgeschlossen. Großartig für wiederholte flache Biegungen, bei denen sich Werkzeug und Material nie ändern. Schlecht, wenn du kontrollierte Tiefenvariation brauchst.
Hydraulik kann sich schnell annähern, beim Kontakt verlangsamen, pressen, halten, zurückfahren. Diese segmentierte Bewegung ist programmierbar. Die Wiederholgenauigkeit hängt von der Qualität des Encoders und der Steifigkeit des Rahmens ab, aber moderne CNC-Hydraulikanlagen erreichen die Tiefe den ganzen Tag über innerhalb von Hundertstelmillimetern – bei guter Wartung.
Elektrische Systeme glänzen bei Kurzhub- und Hochwiederhol-Aufträgen. Kein Aufwärmen für Öl. Keine Ventilverzögerung. Die Position wird direkt vom Servo an die Spindel übertragen. Bei dünnen Edelstahlblechen habe ich gesehen, dass elektrische Systeme den Winkel enger halten als ältere Hydrauliken – einfach, weil weniger fluiddynamische Verzögerung besteht.
Aber hier ist die Grenze: Elektrische Systeme haben oft eine geringere maximale Tonnage bei großen Betten. Hydraulik dominiert bei schweren Platten, weil sie 250 metrische Tonnen und mehr aushalten kann, ohne Motoren zu überhitzen. Mechanische Systeme können hohe Spitzenkräfte liefern, aber nicht mit adaptiver Steuerung.
Dein Antriebssystem setzt zwei feste Grenzen: die maximal kontrollierbare Kraft und das minimal kontrollierbare Positionsinkrement. Das ist dein Genauigkeitsfenster.
Wählst du falsch, kämpfst du entweder gegen Rückfederung, die du nicht ausgleichen kannst, oder du schleppst dich durch Zyklen, weil deine schwere Hydraulik für 1 mm Aluminium überdimensioniert ist.
Die Maschine ist ein System aus Hebel und Waage. Sie reagiert nur auf messbare Eingaben – Druck, Drehmoment, Position. Wähle den Antrieb, der die Kraft erzeugen und halten kann, die deine Gleichung verlangt, innerhalb der Positionstoleranz, die dein Teil erfordert.
Denn sobald der Stößel wieder hochkommt, ist das Material noch nicht fertig mit dem Reden. Es federt zurück.
Du hast die richtige Frage gestellt: Wenn die Maschine die Tiefe auf Hundertstelmillimeter genau treffen kann, warum ändert sich der Winkel, nachdem der Stößel wieder hochkommt?
Weil Stahl kein Ton ist.
Wenn der Stempel in die V-Matrize fährt, dehnen sich die äußeren Fasern des Blechs, und die inneren Fasern werden zusammengedrückt. Im unteren Totpunkt ist ein Teil dieser Verformung dauerhaft – wir haben die Streckgrenze überschritten –, aber nicht alles. Ein Teil ist elastisch, wie ein gedehntes Gummiband, das im Bogen verborgen ist. In dem Moment, in dem der Druck nachlässt, schnappt dieser elastische Anteil zurück und öffnet den Winkel um ein oder drei Grad, je nach Material.
Dieses Zurückschnappen nennt man Rückfederung.
Ich habe gesehen, wie ein junger Mann auf seine perfekte 90 unter Last starrte und grinste, als hätte er das Universum gelöst. Der Stößel fährt hoch. Jetzt sind es 92. Er schwor, er habe alles genauso gemacht. Hat er. Die Maschine auch. Das Metall hat nur seinen Satz beendet, nachdem das Werkzeug aufgehört hat zu sprechen.
Hier ist der Punkt, den du dir ins Gehirn brennen musst: Präzision bei voller Kraft garantiert keine Präzision nach dem Entladen. Das Antriebssystem kann Kraft und Position mit chirurgischer Genauigkeit steuern, aber sobald die Kraft auf Null geht, entscheidet die Streckgrenze des Materials, wie viel es sich erholt. Diese Erholung ist keine Meinung. Es ist Physik.
Denk daran wie beim Biegen eines Plastiklineals über die Tischkante. Drück es auf 90, lass los, und es öffnet sich. Drück über 90, lass los, und vielleicht bleibt es dort, wo du es haben willst. Du streitest nicht mit dem Lineal. Du drückst absichtlich über das Ziel hinaus.
Dieses “Darüber hinaus” ist kein Ratespiel. Es ist Kompensation.
Und das führt zur ersten praktischen Frage, die jeder Abkantpressenbediener beantworten muss.
Du zielst nie auf 90, wenn du 90 willst.
Du zielst darüber hinaus.
Wie weit darüber hinaus hängt von der Streckgrenze ab – der Spannung, bei der das Material aufhört, sich wie eine Feder zu verhalten, und anfängt, sich dauerhaft zu verformen. Weiches A36 könnte um ein Grad zurückfedern. 304 Edelstahl? Zwei, manchmal drei. Das ist keine Charakterfrage. Das ist eine höhere Streckgrenze, die mehr elastische Energie speichert, bevor sie aufgibt.
Ich hatte einmal eine Charge Edelstahlhalterungen, die bei 88 herauskamen, obwohl wir 90 programmiert hatten. Anstatt die Zertifikate zu prüfen, stellte der Bediener die Tiefe blind nach. Fünf Teile später hatte die Schrottkiste ein hübsches kleines Fächerchen glänzender Fehler. Wir maßen den ersten Bogen richtig, sahen, dass er um 2,5 Grad zurückfederte, programmierten ein Ziel von 92,5, und der nächste Lauf saß perfekt. Eine gemessene Anpassung hätte den Haufen erspart.
Hier passiert Folgendes im Inneren: Wenn du überbiegst, zwingst du mehr vom Querschnitt über die Streckgrenze, sodass beim Entspannen des elastischen Anteils dein beabsichtigter Winkel bleibt. Zu wenig Überbiegen, und er öffnet sich wieder. Zu viel, und du zerdrückst den Innenradius oder überlastest das Korn.
Also wie viel?
Du misst das erste Teil mit einem digitalen Winkelmesser. Du vergleichst Soll mit Ist. Du passt die Stößeltiefe entsprechend an. Moderne CNC-Steuerungen erlauben sogar, die Rückfederung direkt zu kompensieren. Aber das erste Teil sagt immer die Wahrheit. Nicht dein Bauchgefühl.
Weil Der Rückfederungseffekt ist proportional zur Streckgrenze und zur Biegegeometrie, nicht zu Ihrem Selbstvertrauen am Bedienpult.
Jetzt denken Sie vielleicht – gut, ich kann überbiegen. Problem gelöst.
Nicht ganz.
Stellen Sie sich ein langes Bücherregal vor, das in der Mitte unter schweren Lehrbüchern durchhängt.
Das ist Ihre Abkantpresse unter Last.
Wenn Sie ein langes Werkstück biegen, werden Stempel und Tisch in der Mitte leicht nach unten gedrückt, weil dort die Kraft konzentriert wird. Selbst ein schwerer Rahmen bewegt sich unter 200 Tonnen ein wenig. Das Ergebnis? Die Mitte Ihres Werkstücks wird weniger effektiv durchdrungen als die Enden.
Also erreichen die Enden unter Last 90 Grad. Die Mitte vielleicht 89. Dann lassen Sie los. Alles federt zurück – aber ungleichmäßig. Jetzt sind Ihre Enden bei 92 und Ihre Mitte bei 94.
Sie haben kein anderes Material benutzt. Sie haben die Tiefe nicht verändert. Die Maschine hat sich verbogen.
Bombierungssysteme – mechanische Keile oder hydraulische Ausgleichsvorrichtungen entlang des Tisches – drücken die Mitte absichtlich nach oben, um diese Durchbiegung auszugleichen. Sie biegen die Maschine absichtlich entgegen der erwarteten Verformung, sodass sie sich unter voller Tonnage begradigt.
Keine Bombierung bei einem langen, schweren Biegevorgang ist eine leise Methode, einen Stapel “fast richtig” Teile zu fertigen, die in der Montage nicht flach sitzen. Ich habe vor Jahren ein 2-Meter-Gehäusepaneel verschrottet, weil ich der Tonnagetabelle vertraute und die Tischdurchbiegung ignorierte. Wunderschönes Finish. Falsche Geometrie. Dem Schrottcontainer ist egal, wie glänzend es ist.
Die Regel hier ist einfach und gnadenlos: Rahmenverformung verändert die effektive Biegetiefe, und die effektive Biegetiefe bestimmt das Rückfederungsergebnis.
Also selbst wenn Ihr Antriebssystem perfekt ist, hat die Struktur, die die Kraft trägt, ein Mitspracherecht.
Und die Struktur ist nicht die einzige verborgene Variable.
Ja.
Beim Walzen eines Blechs dehnen Sie die Faserstruktur entlang der Walzrichtung. Biegen Sie parallel zu dieser Faser, biegen Sie entlang der Fasern. Biegen Sie senkrecht dazu, biegen Sie über die Fasern hinweg.
Es ist wie beim Spalten von Brennholz.
Mit der Faser getroffen, öffnet es sich leicht. Gegen die Faser, wehrt es sich.
Wenn Sie senkrecht zur Faserrichtung biegen, erhalten Sie oft etwas mehr Widerstand und manchmal mehr Rückfederung. Der Unterschied ist bei dünnem Weichstahl nicht enorm, aber bei hochfesten Materialien reicht er aus, um enge Toleranzen durcheinanderzubringen, wenn Sie so tun, als gäbe es ihn nicht.
Ich hatte eine Serie von Teilen, die sich in Prototypen auf eine Weise verhielten und in der Produktion auf eine andere. Gleiche Dicke. Gleiche Spezifikationen. Einziger Unterschied? Die Rohlinge wurden anders verschachtelt, sodass die Biegerichtung um 90 Grad zur Walzrichtung gedreht wurde. Die erste Produktionscharge kam mit zu weitem Winkel heraus. Der Schrottbehälter wurde gefüllt, bis wir die Orientierungsänderung bemerkten.
Die Faserrichtung schreibt die Gleichung nicht neu, aber sie verändert die Konstanten. Ignorieren Sie sie, und Ihre “perfekte” Kompensation driftet.
Weil Materialanisotropie – richtungsabhängige Eigenschaften durch Walzen – verändert das Fließverhalten leicht und damit die Rückfederung.
Nun lassen Sie uns über das Material sprechen, das Ihre Ehrlichkeit wirklich auf die Probe stellt.
Hochfeststahl ist der bessere Lügner.
Weichstahl lässt sich biegen und bleibt größtenteils in Form. Seine geringere Streckgrenze bedeutet weniger gespeicherte elastische Energie bei gleicher Geometrie. Sie überbiegen um ein paar Grad, er bleibt nahezu so.
Hochfeststahl speichert mehr Energie, bevor er fließt. Unter Last wirkt er folgsam. Presse hoch, und er öffnet sich wie ein gebrochenes Versprechen.
Ich bin einmal von 3 mm Weichstahl auf eine hochfeste Platte umgestiegen, ohne die Rückfederungskompensation zu ändern. Auf der älteren hydraulischen Abkantpresse kamen die Teile um drei Grad offener heraus. Gleiche Tiefe. Gleiches Werkzeug. Unterschiedliche Streckgrenze. Da sah mich der Lehrling an, als könne Anstrengung Stahl überzeugen.
Kann sie nicht.
304er Edelstahl federt typischerweise ein paar Grad mehr zurück als Weichstahl. Moderne hochfeste Stähle können schlimmer sein. Je stärker das Material, desto mehr verhält es sich wie ein Plastiklineal, das sich dagegen wehrt, gerade zu bleiben.
Also, welches lügt am meisten?
Das stärkere.
Weil Je höher die Streckgrenze, desto größer die elastische Rückfederung nach dem Entladen.
Und das ist der Realitätscheck: Selbst mit perfekter Kraftkontrolle, perfekter Position und steifem Werkzeug bekommt das Metall das letzte Wort, wenn der Druck verschwindet.
Die eigentliche Frage ist also nicht: “Kann meine Maschine die Tiefe treffen?”
Es ist diese: Denken Sie in Bezug auf Kraft, Struktur und Materialverhalten als eine Gleichung – oder hoffen Sie immer noch, dass der Stahl einfach dort bleibt, wo Sie ihn hingeschoben haben?
Sie wollen wissen, wie man die Rückfederung vorhersagen kann, bevor Sie anfangen, den Schrottbehälter zu füttern.
Gut. Das ist die richtige Frage.
Hier ist der Gedankensprung: Hör auf zu fragen “Wie stark wird sich dieses Metall zurückfedern?” und fang an zu fragen “Welche elastische Energie speichere ich in dieser Geometrie auf dieser Maschine?” Rückfederung ist keine Charaktereigenschaft von 304er Edelstahl oder hochfestem Blech. Sie ist das sichtbare Ergebnis gespeicherter elastischer Dehnungsenergie, die sich entlädt, wenn der Stempel loslässt. Wenn du die eingebrachte Energie kontrollierst – durch Kraft, V-Matrizenbreite, Stempelradius, Materialdicke und tatsächliche Maschinenverformung – kontrollierst du den Winkel, der herauskommt.
Das ist nicht offensichtlich, weil die meisten Anfänger Rückfederung wie Wetter behandeln. Man schaut auf eine Tabelle. Man hofft.
Tabellen kennen nicht die Rahmenstreckung deiner Maschine bei 180 Tonnen über 8 Fuß. Tabellen wissen nicht, dass deine Matrizen-Schultern auf einer Seite um 0,2 mm abgenutzt sind. Tabellen wissen nicht, dass dein Zuschnitt diesmal quer zur Walzrichtung erfolgte. Du weißt es.
Das neue Modell lautet also: Die Abkantpresse ist ein kalibriertes Hebel-und-Keil-System. Das Metall ist eine Feder, die du teilweise plastisch verformst. Deine Aufgabe ist es, die Eingangsgrößen zu messen und zu standardisieren, die bestimmen, wie viel elastische Energie beim Entlasten verbleibt – nicht, das Ergebnis zu erraten.
Sobald du es so siehst, ändert sich die Frage von “Wie groß ist der richtige Überbiegewinkel?” zu “Wie fixiere ich die Variablen, damit der Überbiegewinkel jedes Mal vorhersehbar ist?”
Wenn du sagst “Ich biege Metall”, stellst du dir vor, etwas zu drücken, bis es bleibt, wo es ist.
Dieses Bild ist falsch.
Du treibst einen Keil (den Stempel) in eine definierte Öffnung (die V-Matrize), mit einem Hebelsystem (dem Stößel und Rahmen), um die Streckgrenze in einer schmalen Zone zu überschreiten, während du elastische Energie im umgebenden Material belässt. Das ist Mechanik, keine Muskelkraft.
Ich habe einmal zugesehen, wie ein junger Bediener am Handrad zog und die Tiefe nach Gefühl einstellte. Er schwor, er habe alles gleich gemacht. Die Teile kamen trotzdem um anderthalb Grad zu offen heraus. Er gab dem Stahl die Schuld. Ich baute den Aufbau auseinander. Andere V-Matrize als beim letzten Auftrag – 16 mm statt 20 mm. Das änderte den Innenradius, was die Dehnungsverteilung änderte, was wiederum die elastische Rückstellung änderte. Wir verschrotteten einen halben Stapel, bevor er aufhörte, es wie Armdrücken zu behandeln, und anfing, es wie Geometrie zu behandeln. Lektion aus dem Schrottcontainer: Wenn du die Matrizenbreite änderst, hast du die Gleichung geändert, ob du es zugibst oder nicht.
Hier ist der praktische Wandel: Du standardisierst die Setups so, wie ein Zerspaner Werkzeugversätze standardisiert. Gleiche Materialnorm. Gleicher Dicken-Batch. Gleiche Walzrichtung. Gleiche Regel für die V-Öffnung (zum Beispiel 8× Dicke für Baustahl – hypothetischer Ausgangspunkt). Gleicher Stempelradius. Notiere die tatsächliche Rückfederung des ersten validierten Teils, nicht des ersten hoffnungsvollen.
Dann erstellst du eine werkstattspezifische Rückfederungstabelle. Nicht aus einem Handbuch. Aus deiner Maschine, deinem Werkzeug, deinen Lieferanten.
Weil Rückfederung ist proportional zur gespeicherten elastischen Dehnungsenergie, und gespeicherte Energie wird durch Kraft, Geometrie und Materialeigenschaften bestimmt – nicht durch die Anstrengung des Bedieners..
Sobald du Energie statt “Biegen” managst, hört Vorhersage auf, mystisch zu sein. Sie wird reproduzierbar. Aber reproduzierbar – innerhalb welcher Grenzen?
Die Zeichnung sagt 90 Grad.
Die Maschine sagt: “Unter welchen Bedingungen?”
Hier verbrennen sich neue Bediener. Sie planen die Biegreihenfolge nach der Zeichnung, nicht nach der Kapazität und dem Verhalten der Presse.
Deine Checkliste vor dem ersten Hub:
Warum 80%? Weil die Rahmenverformung nichtlinear zunimmt, wenn Sie sich der maximalen Tonnage nähern. Ihre effektive Eindringtiefe ändert sich stärker pro Tonne. Das bedeutet, dass Ihre Rückfederungskompensation pro Tausendstel des Stößelweges empfindlicher wird.
Ich habe einen Durchlauf langer U-Profile verschrottet, weil ich einem engen Innenradius hinterhergelaufen bin, auf einer Presse, die einfach zu leicht für die Länge war. Wir liefen am äußersten Limit. Die Mitte schwebte, die Enden bissen hart. Jede Einstellung korrigierte das eine und ruinierte das andere. Die Schrotttonne verhandelt nicht mit der Physik.
Wenn Sie um die Maschine herum konstruieren, verhält sie sich. Wenn Sie nur um die Zeichnung herum konstruieren, kämpfen Sie gegen unsichtbare Bewegungen.
Und hier ist der nicht offensichtliche Teil: Wenn Sie Tonnagebereich, Matrizenbreitenverhältnis und Materialcharge für eine Produktfamilie standardisieren, wird Ihre Rückfederungskompensation zu einem festen Offset plus einer Feineinstellung – kein tägliches Experiment.
Weil Wiederholbarkeit entsteht durch Arbeiten innerhalb eines stabilen Kraftbereichs, in dem Maschinenverformung und Materialreaktion konstant bleiben..
Aber was, wenn der Bereich selbst falsch ist?
Es gibt einen Moment, in dem man es zugeben muss.
Wenn Sie enge, wiederholbare Radien in hochfestem Material über große Längen benötigen und bei fast maximaler Tonnage in jeder Phase Bodenpressen betreiben, liegt das Problem nicht in Ihrer Kompensationsberechnung.
Es ist die Maschinenauswahl.
Manuelle Pressen glänzen bei einfachen, wiederholten Biegungen, bei denen das Setup unverändert bleibt. CNC-Pressen bewältigen komplexe Sequenzen, weil sie menschliche Positionierungsfehler beseitigen. Aber keine kann die Kapazität überlisten. Wenn Ihr Teil die Münzpresskraft erfordert und Ihr Rahmen für Luftbiegen ausgelegt wurde, speichern Sie Energie an Orten, die Sie nicht kontrollieren – in der Maschine selbst.
Dann ist es an der Zeit, keine Offsets mehr anzupassen, sondern zu hinterfragen, ob eine Presse mit schwererem Rahmen, ein anderes Antriebssystem oder sogar ein anderes Umformverfahren sinnvoll ist.
Ich habe das auf die harte Tour mit einer Charge dicker Edelstahlhalterungen gelernt. Wir fügten ständig Überbiegen hinzu. Kämpften weiter gegen Rückfederung. Aber auf der älteren hydraulischen Presse kamen seine Teile drei Grad offener heraus, sobald sich das Öl erwärmte und die Reaktion sich leicht änderte. Dasselbe Programm. Unterschiedliches dynamisches Verhalten. Wir versuchten, eine Mittelklasse-Presse wie eine Münzprägemaschine arbeiten zu lassen. Der Schrottbehälter füllte sich, während wir vorgaben, Beharrlichkeit sei eine Strategie.
Hier ist der Blickwinkel, den ich Ihnen mitgeben möchte:
Eine Abkantpresse ist kein Biegewerkzeug. Sie ist ein Kraftübertragungssystem mit strukturellen Grenzen. Ihr Teil passt entweder in den vorhersehbaren Bereich dieses Systems – oder nicht.
Wenn du eine Aufgabe beurteilst, frag nicht: “Können wir das biegen?”
Frag: “Können wir die Kraft, Geometrie und Durchbiegung so präzise steuern, dass Rückfederung zu einem festen, gemessenen Offset wird statt zu einem beweglichen Ziel?”
Weil Präzision ist das Nebenprodukt kontrollierter Kraft innerhalb der Maschinenlimits — und keine Menge an Einsatz des Bedieners kann diese Gleichung außer Kraft setzen..
Jetzt biegst du nicht nur Teile.
Du entscheidest, ob die Physik mitspielt, bevor du überhaupt das Pedal trittst.


















