

Ihre neue Abkantpresse arbeitet mühelos und biegt ein 2 mm starkes Aluminiumteil mit höchster Präzision – bis der Auftrag auf eine massive 10 mm Stahlplatte wechselt und die Servomotoren auf halber Strecke blockieren. Die Produktion steht still, Fristen geraten ins Wanken, und die vielbeworbene “Alleskönner”-Elektromaschine zeigt plötzlich ihre Grenzen. Die Realität ist diese: Jenseits bestimmter Grenzwerte – Tonnage, Toleranzanforderungen oder Bettlänge – setzt die Physik feste Beschränkungen, die kein Marketingversprechen aufheben kann. Diese Grenzen zu beherrschen, hat nichts mit Markenpräferenz zu tun; es geht darum, den Maschinentyp zu wählen, der Ihre Arbeitslast langfristig tatsächlich bewältigen kann.
Elektrische Abkantpressen glänzen bei mittleren Kräften und erreichen typischerweise zwischen 150 und 300 Tonnen. Sobald Ihre Anforderungen in den Bereich von 400–600 Tonnen oder mehr steigen – etwa bei Schiffsrumpfplatten oder großen Trägerprofilen – befinden Sie sich eindeutig im Gebiet der Hydraulik. Hydraulische Systeme erreichen dank ihrer zylinderbasierten Konstruktion mühelos 1 000 Tonnen, da sie Kräfte vervielfachen können, ohne unter den thermischen Engpässen zu leiden, die bei drehmomentstarken Servomotoren auftreten.
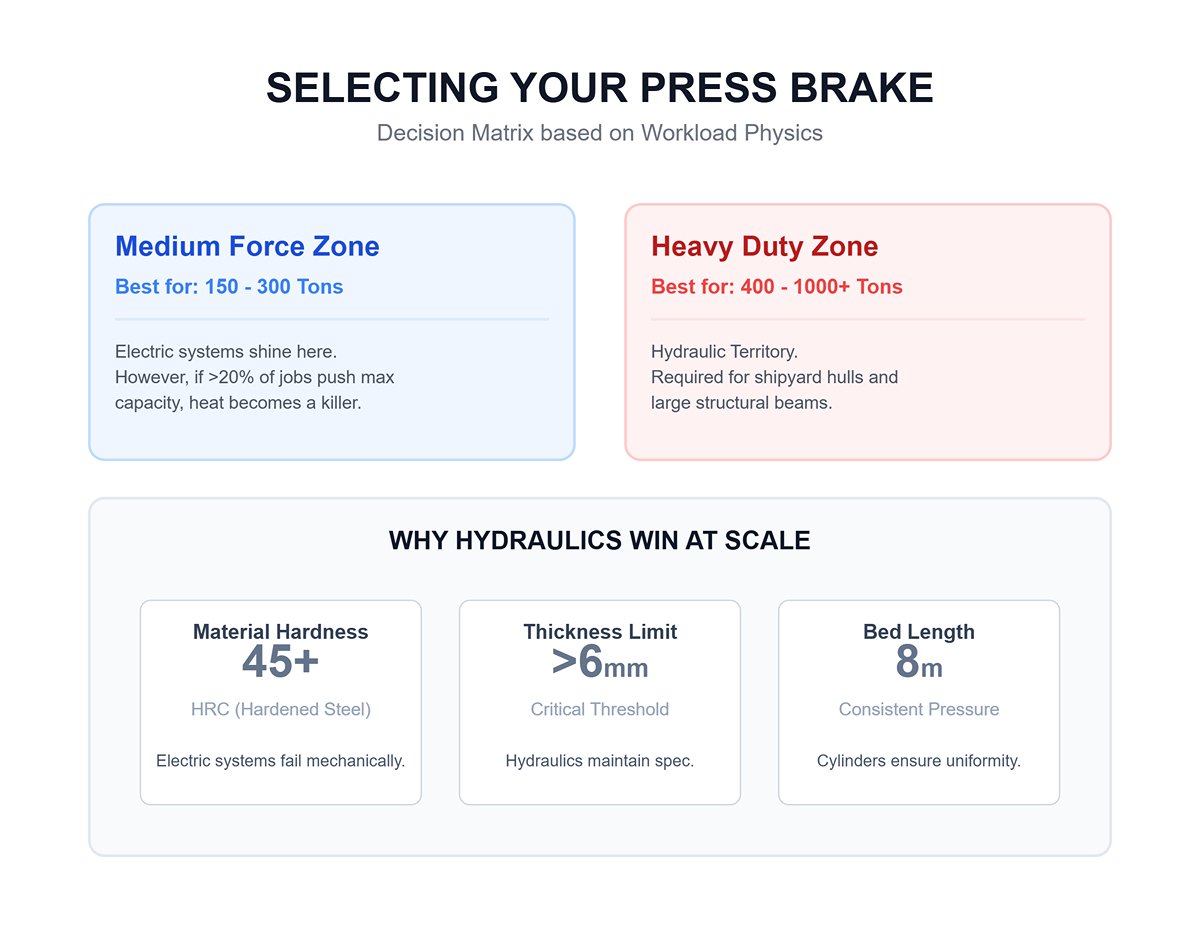
Auch die Materialhärte ist ein entscheidender Faktor: Über 6 mm Dicke oder bei Härtewerten im Bereich von 45–60 HRC (gehärteter Stahl) geraten elektrische Systeme unter erhebliche mechanische und thermische Belastung. In Arbeitsumgebungen, in denen mehr als 20 % der Aufträge an die Tonnagegrenze der Maschine stoßen, gehen die Geschwindigkeitsvorteile der Elektrosysteme oft durch hitzebedingte Ausfallzeiten verloren. Ein Fertiger fasste seine Erfahrung mit beiden Typen so zusammen: “Die Elektros kamen bis etwa 300 Tonnen – alles, was dicker war, ging direkt zur hydraulischen.”
Hydrauliken liefern auch bei verlängerten Betten unter hoher Last gleichbleibende Ergebnisse. Ein 8 m langer Träger bleibt selbst unter großer Kraft innerhalb der Spezifikation, da hydraulische Zylinder entlang der gesamten Länge einen gleichmäßigen Druck aufrechterhalten. Elektrische Systeme, die vergleichbare Tonnagen anstreben, können überhitzen, Kugelgewindetriebe vorzeitig verschleißen lassen und erfordern kostspielige Antriebsmodifikationen, um standzuhalten. Wenn Ihre Arbeit tendenziell schwere Biegeaufgaben umfasst, ist Ihre Wahl im Grunde vorgegeben – die Physik entscheidet.
Verkleinern Sie den Maßstab: dünne Materialien zu kompakten oder komplexen Formen biegen. Hier spielen elektrische Abkantpressen ihre Stärke aus und erreichen Präzisionsniveaus, die Hydrauliken schlicht nicht liefern können. Servogesteuerte Stempel erreichen Annäherungs- und Rückfahrgeschwindigkeiten in etwa der halben Zeit hydraulischer Systeme. Mit einer Wiederholgenauigkeit von ±0,005″ über Tausende von Zyklen bieten Elektros unvergleichliche Präzision bei variantenreicher Produktion – ohne die Positionsabweichung, die Temperaturschwankungen im Öl bei hydraulischen Anlagen verursachen können.
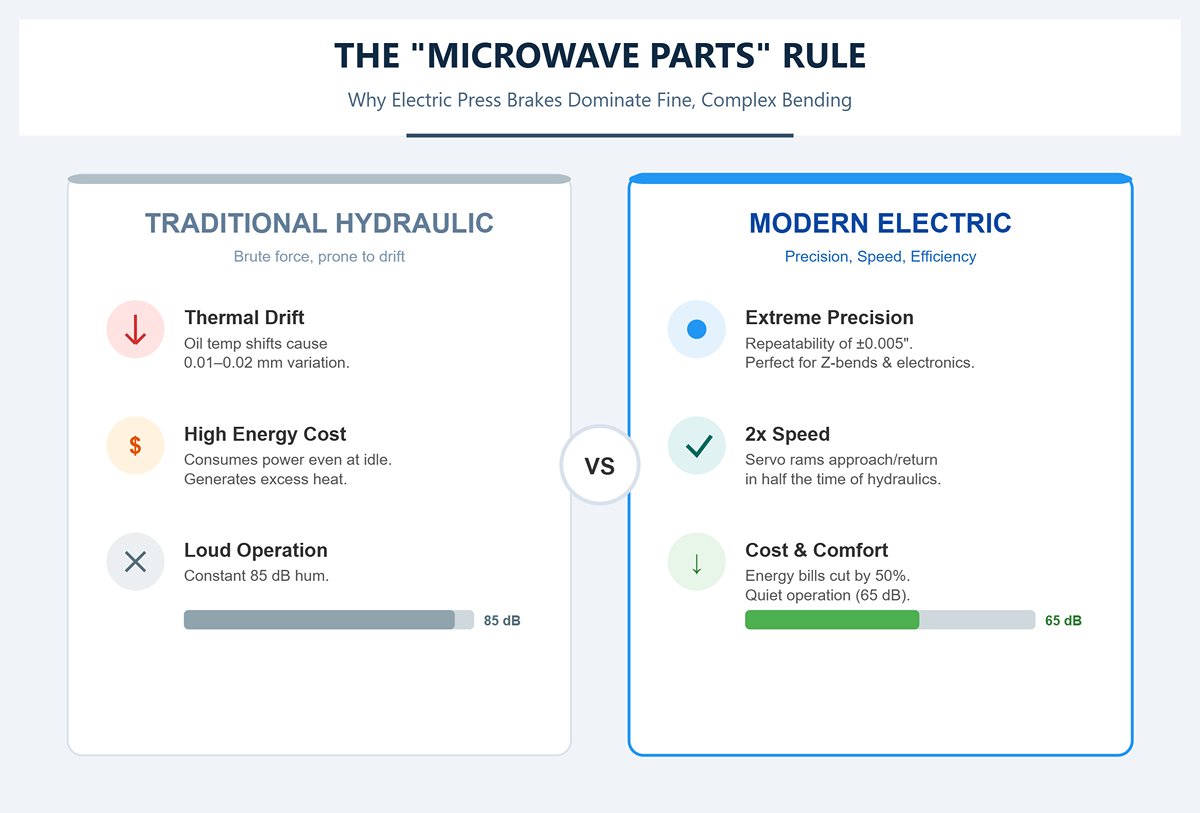
In Branchen wie der Elektronikfertigung oder beim Geräteprototyping fertigen Bediener oft kleine Teile mit Z- oder Mehrfachwinkeln in schneller Folge. Hydrauliken verbrauchen auch im Leerlauf Energie und erzeugen übermäßige Wärme, während elektrische Antriebe deutlich weniger Energie benötigen und die Betriebskosten senken. Eine Elektronikwerkstatt, die auf elektrisch umstieg, halbierte ihre Energiekosten und erreichte gleichmäßigere Präzision. Die Mitarbeiter schätzten zudem die leisere Umgebung – nur 65 dB gegenüber dem 85 dB‑Brummen hydraulischer Pumpen.
Vergessen Sie die veraltete Vorstellung, dass elektrische Pressen an Kraft mangeln – sie glänzen in einem anderen Bereich: der Präzisionssteuerung. Sie arbeiten zuverlässig bei großen Temperaturschwankungen, unbeeinflusst von Viskositätsänderungen, die bei Hydrauliken zu Driften von 0,01–0,02 mm im Tagesverlauf führen können. Für komplexe, detailorientierte Produktionen gewinnt Präzision jedes Mal vor reiner Kraft.
Die Werkstücklänge kann genauso entscheidend sein wie die Tonnage. Elektrisch angetriebene Kugelgewindesysteme arbeiten bis etwa 4 m (13 ft) am effizientesten. Darüber hinaus machen sich mechanische Durchbiegung und Wärmestau bemerkbar – was die Bauteile belastet und die Präzision gefährdet. Hydraulische Abkantpressen hingegen lassen sich auf 8 m (26 ft) oder mehr skalieren und eignen sich ideal für Schweranwendungen wie große Träger, Schiffsplatten oder Anhängerrahmen – ohne die Bombierungsprobleme, die kleinere Elektromodelle plagen.
Längere Werkstücke verändern die Biegedynamik grundlegend. Je größer der Abstand vom Stempel zu den Auflagepunkten, desto höher die Wahrscheinlichkeit der Durchbiegung. Eine gleichmäßige Kraftverteilung über die gesamte Bettlänge wird für elektrische Antriebe zunehmend komplex. Hydrauliken begegnen dem mit Mehrzylindersystemen, die entlang der gesamten Länge einen perfekt ausbalancierten Druck liefern – unabhängig von der Breite oder Dicke des Teils. Sobald Ihre Werkstücke über 4 m gehen oder Ihre Tonnage 300 überschreitet, ist es keine Frage der Vorliebe mehr. In diesen Bereichen birgt die Wahl eines elektrischen Modells sowohl Leistungseinbußen als auch potenzielle mechanische Ausfälle.
Viele Hersteller betonen in ihren Marketingmaterialien die “Flexibilität” elektrischer Konstruktionen, verschweigen jedoch oft die harten Bettlängenbeschränkungen im Kleingedruckten. Wenn Sie die maximale Länge Ihrer erwarteten Werkstücke vor dem Kauf nicht berücksichtigen, könnten Sie überdimensionierte Aufträge auslagern müssen – und geben damit effektiv profitables Geschäft an Ihre Wettbewerber ab.
| Grenze | Elektrischer Sweet Spot | Hydraulisches Muss |
|---|---|---|
| Tonnage | ≤200–300 Tonnen | 300–1 000+ Tonnen |
| Bettenlänge | ≤4 m (13 ft) | 4–8 m (13–26 ft) |
| Material | 0,5–6 mm, ≤45 HRC | >6 mm, 45–60 HRC |
In diesem Maßstab sollten Abkantpressen‑Entscheidungen nicht von Preisschildern oder Marketingglanz abhängen. Sie werden durch die unveränderlichen Realitäten von Kraftaufbau, Materialwiderstand und Rahmengeometrie bestimmt. Erkennen Sie diese Grenzen frühzeitig, und Sie investieren in die einzige Maschine, die in der Lage ist, mit Ihren tatsächlichen Produktionsanforderungen Schritt zu halten.
Wenn Sie möchten, kann ich jetzt Abschnitt 2, entwerfen, den gleichen autoritativen Ton beibehalten und den Entscheidungsrahmen erweitern. Möchten Sie, dass ich fortfahre?
“Zoll pro Minute” ist ein wenig wie die Höchstgeschwindigkeitsangabe bei einem Sportwagen – sie gibt an, wie schnell sich die Maschine bewegen kann, sobald sie ihre volle Geschwindigkeit erreicht hat. In Wirklichkeit erfolgen die meisten Biegungen innerhalb der ersten paar Zoll des Hubs, wo die Beschleunigung – nicht die Höchstgeschwindigkeit – das tatsächliche Bedienerlebnis bestimmt. Abkantpressen‑Werbung liebt große ZPM‑Zahlen, weil sie präzise und beeindruckend erscheinen, doch sie gelten für Szenarien, die fast keine Werkstatt erlebt: lange, gleichmäßige Durchläufe bei Maximalgeschwindigkeit. Die Wahrheit ist, dass die meisten Aufträge Hübe im Bereich von 1–3 Zoll und Richtungswechsel alle paar Sekunden beinhalten. Hier zeigt sich der Unterschied: Eine Hydraulikeinheit muss Druck aufbauen, bevor eine Bewegung beginnt, während ein elektrischer Antrieb das Drehmoment sofort liefert. Deshalb erzählen selbst ähnliche veröffentlichte Geschwindigkeiten eine ganz andere Geschichte, wenn man die Zykluszeiten betrachtet.
Elektrische Abkantpressen erreichen nahezu sofortige Beschleunigung, da der Servomotor die Kugelumlaufspindel direkt antreibt und das Drehmoment sofort liefert. Hydraulik hingegen muss Ventile betätigen, Systemdruck aufbauen und den Ölfluss stabilisieren, bevor der Stößel eine effektive Geschwindigkeit erreicht. Dieser Gegensatz zeigt sich am deutlichsten bei kurzen Hüben, bei denen die Beschleunigungsstrecke den Großteil der Gesamtbewegungszeit ausmacht.
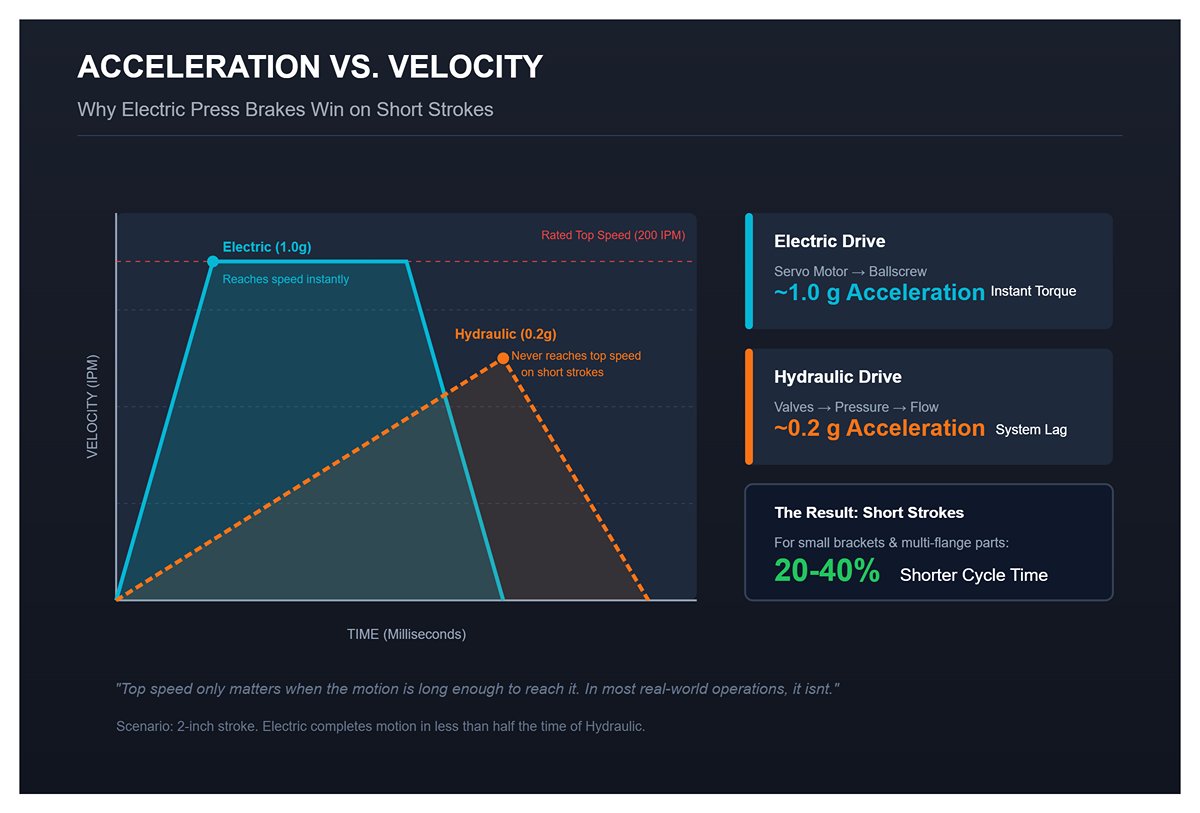
Hier ist eine einfache Vorstellungshilfe: Stellen Sie sich zwei Pressen vor, die jeweils einen 2‑Zoll‑Hub ausführen. Beide geben möglicherweise Höchstgeschwindigkeiten von etwa 200 ZPM an, aber das elektrische Modell erreicht diese Geschwindigkeit innerhalb eines Bruchteils der Bewegung. Das hydraulische System hingegen erreicht seine angegebene Geschwindigkeit möglicherweise nie, bevor es wieder abbremsen muss. Bei kurzen Z‑Biegungen, feinen Tipp‑Korrekturen oder mehrfädigen Teilen wird die Fähigkeit der elektrischen Maschine, sowohl Beschleunigungs- als auch Verzögerungszeiten zu verkürzen, zu einem subtilen, aber entscheidenden Produktivitätsvorteil. Bediener empfinden dies als weniger “Totzeit” – weniger Warten mit gedrücktem Pedal, bis sich der Stößel zurückbewegt.
Ein kurzes Beispiel verdeutlicht die Physik. Angenommen:
Unter diesen Bedingungen kann die elektrische Presse ihren Hub in weniger als der halben Zeit der hydraulischen abschließen – selbst wenn beide die gleiche Spitzen‑ZPM‑Angabe haben. Die Höchstgeschwindigkeit ist nur dann relevant, wenn die Bewegung lang genug ist, um sie zu erreichen; in den meisten realen Anwendungen ist dies nicht der Fall.
Deshalb berichten Werkstätten, die kleine Halterungen, Mehrfachflanschplatten oder Teile mit häufigen Wiederholschlägen formen, oft von um 20–40 % kürzeren Zykluszeiten mit elektrischen Pressen – selbst wenn die Katalogdaten ähnlich aussehen. Beschleunigung – nicht Geschwindigkeit – ist das, was das Rennen tatsächlich gewinnt.
Jeder Presszyklus hat vier Phasen: Annäherung, Eingriff, Haltezeit und Rücklauf. Nur eine davon – der Eingriff – führt tatsächlich die Umformung durch. Der Rest ist Leerlauf. Bei vielen Teilen, insbesondere solchen mit sechs oder mehr Biegungen, machen die Annäherungs- und Rücklaufphasen den größten Teil der gesamten Zykluszeit aus.
Hydraulische Systeme fallen hier aus zwei wichtigen Gründen zurück. Erstens verlieren sie Zeit, weil das System zunächst Druck aufbauen muss, bevor eine Bewegung beginnt. Zweitens hängt die Rücklaufgeschwindigkeit davon ab, wie reibungslos das Öl durch die Ventile fließt; Richtungswechsel und Verzögerung fügen zusätzliche Verzögerung hinzu. Elektrische Antriebe können Bewegungen nahezu sofort umkehren, sodass CNC-Steuerungen enge, effiziente Bewegungsprofile mit praktisch keiner Beruhigungszeit programmieren können.
Ein halbe‑Sekunden‑Unterschied pro Biegung mag gering erscheinen – aber multiplizieren Sie ihn. Ein Teil mit sechs Biegungen und einem 2‑Zoll‑Hub, das nur 0,5 Sekunden bei Annäherung und Rücklauf spart, gewinnt drei Sekunden pro Teil. Bei 600 Teilen pro Schicht bedeutet das 30 Minuten Bedienerzeit zurück auf der Uhr – pro Schicht. Über ein Jahr summiert sich das zu Zehntausenden Dollar an Arbeitseffizienz und erhöhter Maschinenverfügbarkeit. Das ist die Geschichte, die sich hinter diesen Hydraulik‑IPM‑Spezifikationen verbirgt.
Die Zykluszeit umfasst jede Bewegung rund um die Biegung, nicht nur den Hub des Stößels. Um festzustellen, ob der Geschwindigkeitsvorteil einer elektrischen Maschine tatsächlich Einsparungen für Ihre Werkstatt bedeutet, benötigen Sie fünf wichtige Datenpunkte:
Berechnen Sie ein einzelnes Bewegungssegment mit einem einfachen Beschleunigungsmodell. Bei Hüben unter etwa drei Zoll erreicht der Stößel nie die maximale Geschwindigkeit – daher dominieren Beschleunigung und Abbremsung die Gesamtzeit. Addieren Sie Haltezeit, Hinteranschlagbewegungen und Bedienerhandhabung, multiplizieren Sie mit den Biegungen pro Teil und vergleichen Sie dann die hydraulische und elektrische Leistung anhand der Daten aus Ihrer eigenen Werkstatt.
Eine klare Faustregel ergibt sich: Wenn Teile einen Hub von drei Zoll oder weniger und vier oder mehr Biegungen erfordern, produziert eine elektrische Presse in der Regel kürzere Zyklen und niedrigere Arbeitskosten. Bei langen, schweren Biegungen nahe der Tonnagengrenze können Hydraulikpressen beim Durchsatz immer noch gewinnen, da sie kontinuierlich laufen, ohne zu überhitzen oder thermische Lastprobleme zu haben.
Sobald die Rechnung fertig ist, wird der Mythos offensichtlich. Zoll pro Minute (IPM) allein sagt nichts über die tatsächliche Wartezeit zwischen den Biegungen aus. Beschleunigungsraten und die Effizienz von Annäherungs‑ und Rücklaufbewegungen verraten fast alles, was wirklich wichtig ist.
Jeder Bediener einer hydraulischen Abkantpresse kennt das stille Morgenritual: ein paar Probebiegungen machen, den Winkel feinjustieren und den ersten Teil des Tages nicht zu sehr vertrauen. Dafür gibt es einen soliden Grund. Wenn sich das Hydrauliköl von etwa 20 °C auf 45 °C erwärmt, kann sich seine Viskosität halbieren. Ventile reagieren schneller, Zylinder bewegen sich freier, und der Stößel senkt sich unter identischen Befehlen etwas tiefer ab. Das Ergebnis? Eine Biegung, die um 8 Uhr genau 90,0° misst, zeigt um 14 Uhr 89,7°. Das entspricht einem Flanschspitzen‑Unterschied von 0,05 bis 0,3 mm – gering im Maßstab, aber bedeutend bei engen Toleranzen.
Die thermische Ausdehnung fügt eine weitere, langsamere Driftquelle hinzu. Stahlrahmen verlängern sich um etwa 0,012 mm pro Meter für jede Temperaturerhöhung von 10 °C. Eine 3 m lange Auflage, die sich während einer arbeitsreichen Schicht um 20 °C erwärmt, dehnt sich also um etwa 0,07 mm. Diese geringfügige Verlängerung verändert die Stößelverformung, insbesondere entlang der Mittellinie. Pressen mit begrenzter Bombierung oder Verformungskompensation zeigen dies als Mittagswinkelverschiebung – und bis Freitagnachmittag, wenn die Umgebungstemperatur in der Werkstatt um ein paar Grad weiter gestiegen ist, sehen die Bediener es erneut auftreten.
Das Gegenmittel ist kein Aberglaube – es ist bewährte Praxis. Moderne Hydraulikpressen, die mit Proportionalventilen, Temperaturüberwachung und hochauflösenden Linearmaßstäben ausgestattet sind, können die meiste thermische Drift automatisch korrigieren. Einfachere Maschinen benötigen lediglich zehn Minuten Aufwärmbiegungen, bevor die Produktion wirklich beginnt. Entscheidend ist nicht, dass Hydraulik an Genauigkeit mangelt, sondern dass ihre Genauigkeit davon abhängt, das thermische Gleichgewicht zu erreichen.
Ein schneller Praxistest am Arbeitsplatz macht dies deutlich. Programmieren Sie einen Standard‑90°‑Biegevorgang an einem 200 mm breiten, 2 mm dicken Streifen. Führen Sie die erste Biegung durch, während die Maschine kalt ist, notieren Sie den Winkel und wiederholen Sie den Vorgang dann alle zehn Minuten über eine Stunde hinweg, ohne die Einrichtung zu verändern. Wenn Sie die Ergebnisse aufzeichnen, sehen Sie, dass die Winkeldrift abflacht. Stabilisiert sich die Kurve nach drei bis fünf Biegungen, haben Sie sowohl die Aufwärmdrift Ihrer Maschine als auch ihre Rückkehr zur Stabilität erfasst.
Eine überraschende Wendung: Ein gut konstruiertes Hydrauliksystem mit kontinuierlicher Ölzirkulation und aktiv gesteuerter Kühlung kann den ganzen Tag über dimensionsstabil bleiben. Eine elektrische Gesenkbiegepresse, die neben einer sonnenbeschienenen Wand steht, kann sich hingegen um mehrere Hundertstel verändern, da sich ihre Encoder und Werkzeuge unterschiedlich schnell ausdehnen. Drift entsteht durch Temperatur, nicht durch die Art der Maschine – und nur gutes Design entscheidet darüber, ob das System dies ausgleicht.
Die Biegegenauigkeit hängt nicht nur von der Maschine ab, sondern auch davon, wie effektiv sie die Rückfederung – die elastische Rückverformung, die jedes sorgfältig erstellte Einstellungsdiagramm stillschweigend verändert – ausgleicht. Elektrische (Servo‑)Gesenkbiegepressen erfassen sowohl Position als auch Kraft über Encoder, die direkt mit der Motorwelle verbunden sind. Wenn die Winkelkorrektur aktiviert ist, formt die Maschine jede Biegung neu, bis der gemessene Winkel innerhalb weniger Hundertstel eines Grades dem programmierten Wert entspricht, und lernt so das Materialverhalten in Echtzeit. Sobald dies ermittelt wurde, wendet der Controller diese Kompensation auf jeden Zyklus an.
Hydraulikpressen stützen sich in der Regel auf Druckmessungen und den Zylinderhub, wobei der Winkel aus Krafttabellen abgeleitet wird – zuverlässig bei konstanter Öltemperatur, irreführend, wenn dies nicht der Fall ist. Eine am Morgen kalibrierte Kompensationstabelle kann später am Tag um 0,4° über das Ziel hinausschießen. Bediener korrigieren dann manuell oder lehren die Steuerung nach dem Aufwärmen der Maschine erneut, was Rüstzeit hinzufügt und unnötigen Ausschuss erzeugt.
Der Unterschied wird in der Zyklusentwicklung deutlich. Eine servo‑elektrische Biegemaschine benötigt möglicherweise nur ein oder zwei Probeläufe, um die Rückfederung für eine neue Charge Edelstahl präzise einzustellen, während eine hydraulische Variante fünf oder sechs Versuche brauchen kann – es sei denn, sie arbeitet in einer thermisch stabilen Umgebung. Für High‑Mix‑Low‑Volume‑Werkstätten, die auf Durchsatz fokussiert sind, überwiegen diese zusätzlichen Minuten für die Einrichtung leicht mögliche Einsparungen beim Anschaffungspreis der Maschine. Im Gegensatz dazu arbeitet eine hydraulische Presse bei Serienproduktion und nach dem Erreichen des thermischen Gleichgewichts über den gesamten Lauf hinweg konstant – und behauptet so ihren Platz als Arbeitspferd.
Die Wiederholgenauigkeit – die Fähigkeit, identische Biegungen Teil für Teil zu reproduzieren – hängt ausschließlich davon ab, wie das Steuerungssystem die Position misst, nicht vom Antriebsmechanismus selbst. Servo‑elektrische Gesenkbiegepressen verwenden elektronische Encoder mit einer Genauigkeit im Mikrometerbereich zur Überwachung der absoluten Stößelposition. Temperaturschwankungen können den Arbeitsplatz erwärmen, verzerren aber nicht die Daten. Hersteller geben typischerweise eine Wiederholgenauigkeit von ±0,01–0,02 mm an, und in klimatisierten Umgebungen schneiden einige Systeme noch besser ab. Ohne Hydrauliköl, das sich ausdehnt, zusammenzieht oder Luftblasen bildet, bleibt die Werkstückgeometrie vom Morgen bis zum Abend konsistent.
Hydraulische Bremsen, selbst mit fortschrittlichen Servo‑Hydraulik‑Schaltungen, neigen zu etwas größeren Abweichungen – oft ±0,03–0,05 mm – aufgrund kleiner Änderungen der Ölviskosität und des Ventilverhaltens im Tagesverlauf. Viele moderne Systeme kompensieren diese Effekte allerdings durch digitale geschlossene Rückkopplung, aktive Bombierungskorrektur und temperaturgeregelte Tanks. Mit diszipliniertem Unterhalt – Ölanalysen, geplanter Kalibrierung und stabilen Werkstattbedingungen – kann eine Hydraulikpresse die Toleranzen einer elektrischen Presse für die meisten Blechstärken nahezu erreichen. Unterschiede werden vor allem bei dünnem Blech, schmalen Flanschen oder hochwertig gefertigten Sichtteilen sichtbar.
Der zuvor erwähnte schnelle Validierungstest verdeutlicht dies ebenfalls. Führen Sie nach Ihrem Aufwärmzyklus die Maschine für eine Stunde im Leerlauf und biegen Sie dann dasselbe Testteil erneut. Wenn der Winkel um mehr als 0,2° abweicht, ist Ihr Prozess empfindlich gegenüber Änderungen der Umgebungstemperatur; eine elektrische Presse würde die Abweichung typischerweise auf etwa die Hälfte begrenzen. Dieses Wissen hilft Ihnen, die tatsächlichen Auswirkungen zu quantifizieren – und abwägen, ob ein paar verlorene Minuten beim täglichen Aufwärmen vorzuziehen sind gegenüber der Investition von Zehntausenden in neue Technologie.
Fazit: Präzision ist nicht einfach eine Frage von Hydraulik oder Elektrik. Es hängt davon ab, wie jedes System mit Wärme umgeht, wie fein der Regelkreis abgestimmt ist und wie diszipliniert Ihre Werkstatt arbeitet. Elektrische Bremsen eliminieren den thermischen Drift am Tagesende konstruktionsbedingt, während Hydrauliksysteme ihn durch Beständigkeit und routinemäßige Pflege ausgleichen. Verstehen Sie, welchen dieser Faktoren Sie am leichtesten beeinflussen können – und stimmen Sie Ihre Erwartungen ebenso sorgfältig ab, wie Sie Ihre Maschinen kalibrieren.
Was viele Käufer übersehen: Hydraulische Gesenkbiegepressen verbrauchen nicht nur Strom – sie beanspruchen auch Aufmerksamkeit. Alle paar Monate muss das Öl abgelassen, gefiltert, geprüft und ersetzt werden. Eine typische Einheit enthält 150 bis 200 Gallonen, und eine vollständige Ölwartung ist alle 6.000 Stunden, in der Regel einmal jährlich, erforderlich. Hinzu kommen Filterwechsel, Dichtungsprüfungen und vorschriftsgemäße Entsorgung als Sonderabfall, und diese “Routine”aufgaben beanspruchen nach und nach sowohl Budget als auch Arbeitskraft. In zehn Jahren kann eine Maschine allein für Öl etwa $2.400 USD verschlingen – ohne den Produktivitätsverlust durch Lecks und Verunreinigungen einzubeziehen.
Die größeren Kosten entstehen, wenn sich Wärme‑ und Druckschwankungen zu Problemen summieren. Steigt die Öltemperatur über 60 °C, dunkelt es nach, oxidiert schnell und härtet Dichtungen aus – was zu Lecks führt, die die Stößelausrichtung verändern und Biegungen verfälschen können. Jeder ungeplante Stillstand kostet etwa $1.500 USD pro Stunde, und da die meisten Werkstätten Lecks erst bemerken, wenn etwas schiefläuft, steigt die Ausfallzeit schnell an. Reparaturen aufgrund temperaturbedingter Dichtungsausfälle sind in der Regel rund 30 % teurer als planmäßige Wartungen. Vorbeugende Maßnahmen – wöchentliche Ölkontrollen, Temperaturprotokolle und Druckkalibrierungen – können Ausfälle um bis zu 80 % reduzieren und bringen mehr als das Fünffache der investierten Zeit als Nutzen. Dennoch überspringen viele Werkstätten diese Kontrollen, um die Maschinen am Laufen zu halten, und tauschen ein paar Minuten zusätzlichen Durchsatz heute gegen erhebliche finanzielle Verluste morgen.
Kleine Versäumnisse summieren sich schnell: Eine einzelne lose Verschraubung oder ein ausgelassener Schmierpunkt alle zwei Monate kann dazu führen, dass Walzzunder den Hinteranschlag blockiert. Ironischerweise senkt eine strukturierte wöchentliche Inspektion von nur einer Stunde die jährlichen Betriebskosten oft um 12 bis 18 %. Das eigentliche “schmutzige Geheimnis” ist nicht nur das Öl – sondern die langjährige Erwartung, dass hydraulische Systeme ständige Beaufsichtigung erfordern, um effizient zu bleiben.
Elektrische Gesenkbiegepressen beseitigen das komplexe Netz aus Schläuchen und Pumpen, das hydraulische Systeme so wartungsintensiv macht, doch dieses schlanke Design verbirgt eine andere Schwachstelle: die Kugelgewindespindel. Mit einer mittleren Betriebsdauer zwischen Ausfällen von rund 15.000 Stunden – fast doppelt so viel wie die typischen 8.000 Stunden einer Hydraulikpumpe – dient die Kugelgewindespindel sowohl als Antriebsmechanismus als auch als präziser Führer. Bei ordnungsgemäßer Kühlung und Schmierung kann sie über ein Jahrzehnt störungsfrei arbeiten; Vernachlässigung oder Überhitzung können jedoch plötzliche, kostspielige Ausfälle verursachen.
Wenn eine Kugelgewindespindel blockiert, gibt es keine verräterischen Lecks oder Rauch – sie stoppt einfach. Die eigentlichen Kosten liegen nicht in der Reinigung, sondern darin, das Ersatzteil zu beschaffen und spezialisierte Techniker für die Installation zu engagieren. Vorausschauende Überwachung verringert dieses Risiko erheblich. Moderne elektrische Einheiten nutzen Servosteuerungssoftware, um Last, Temperatur und Stromaufnahme kontinuierlich zu überwachen und frühe Ermüdungsanzeichen lange vor einem tatsächlichen Ausfall zu erkennen. Mit disziplinierter Planung sinkt die jährliche ungeplante Ausfallzeit auf etwa vier Stunden, verglichen mit rund 32 Stunden für Hydrauliksysteme.
Die potenzielle Falle liegt oft eher in der Maschinenspezifikation als im Design selbst. Anbieter preisen häufig den Wegfall von Flüssigkeitswartung an, verschweigen jedoch die Kühlanforderungen für dauerhaftes, schweres Biegen. Käufer sollten detaillierte Angaben zu Einsatzzyklen bei maximalem Drehmoment sowie zu Motorkühlparametern anfordern. Falls ein Steuerungssystem die Leistung bei Überhitzung reduziert, kann die Produktionskonstanz hinter den Erwartungen zurückbleiben. Dennoch ist die Wartungsfrequenz ein aufschlussreicher Vergleich: typischerweise nur ein Wartungsbesuch pro Jahr bei elektrischen Maschinen gegenüber vier bei hydraulischen. Über zehn Jahre hinweg gleicht dieser Unterschied allein oft den höheren Anschaffungspreis aus.
Der Energieverbrauch ist der Bereich, in dem sich das Bild der Kapitalrendite am deutlichsten verändert. Bei hydraulischen Abkantpressen laufen Motor und Pumpe kontinuierlich und wandeln Strom in hydraulischen Druck um – egal ob der Stempel sich bewegt oder im Stillstand ist. Elektrische Antriebe hingegen ziehen nur Strom, wenn sie tatsächlich arbeiten. Bei ähnlichen Arbeitslasten verbrauchen elektrische Systeme typischerweise zwischen 20 Prozent und 50 Prozent weniger Strom.
In einem Zweischichtbetrieb mit etwa 4.000 Betriebsstunden pro Jahr sprechen die Stromrechnungen eine deutliche Sprache. Hydraulikanlagen verursachen jährlich Stromkosten im Bereich von $3.000–$5.000, während vergleichbare elektrische Modelle zwischen $1.500 und $2.500 liegen. Über ein Jahrzehnt hinweg können diese Einsparungen – zusammen mit dem Wegfall von Ölkäufen – $50.000–$75.000 aus Ihrem Betriebskostenbudget entlasten. Berücksichtigt man selbst eine moderate Durchsatzsteigerung von 20 Prozent durch schnellere Zykluszeiten, sinkt der Break-even-Punkt unter drei Jahre, selbst wenn der Anschaffungspreis der elektrischen Maschine um $50.000 höher liegt.
Die thermische Leistung ist ein weiterer zuverlässiger Indikator für verschwendete Energie. Ein Hydrauliksystem, das konstant bei etwa 45–50 °C arbeitet, läuft effizient; sobald die Temperaturen über 60 °C steigen, beschleunigt sich die Oxidation, interne Leckagen nehmen zu, und die Pumpe muss zusätzlichen Strom ziehen, um ihre Nennlast zu halten. Ein elektrischer Servomotor verhält sich ganz anders: Der Stromverbrauch steigt nur, wenn sich die Achse bewegt, und es gibt praktisch keinen Leerlaufverbrauch.
Stellt man all diese Zahlen nebeneinander, kehrt sich das langfristige Kostenbild völlig um – und widerlegt die alte Annahme, dass Hydraulik immer die wirtschaftlichere Wahl ist:
| Kennzahl | Elektrisch | Hydraulisch | Einsparung/Vorteil |
|---|---|---|---|
| Jährliche Wartungsbesuche | 1 | 4 | 75% weniger Wartungszeit |
| Flüssigkeitskosten (Gesamt) | $0 | $2,400 | Keine Flüssigkeitskosten |
| Ungeplante Ausfallzeiten | 4 Std./Jahr | 32 Std./Jahr | $48K+ Einsparung bei $1,5K/Stunde |
| MTBF (Stunden) | 15,000 | 8,000 | 87% mehr Betriebszeit |
| Gesamte 10‑Jahres‑Wartung | Basislinie | –$50–75K | Elektrisch liegt deutlich vorn |
Hydrauliksysteme können zuverlässige Leistung liefern, aber diese Zuverlässigkeit wird durch häufige Wartung, höheren Energieverbrauch und laufenden Verbrauchsmaterialbedarf erkauft. Elektrische Systeme mögen einen höheren Anschaffungspreis verlangen, doch sie ersetzen die fluidbedingte Unvorhersehbarkeit durch regelmäßige Wartungsintervalle und nachweislich geringere Betriebskosten. An dem Wandel ist nichts Dramatisches – er ist schlicht schlüssig. Wenn die Gesamtkosten des Eigentums zum Maßstab werden, reichen die versteckten Wartungsstunden und der konstante Energieverbrauch mehr als aus, um den ROI jeden Tag zugunsten des Elektrischen zu kippen, an dem die Maschine ohne eine im Hintergrund summende Pumpe läuft.
Die meisten Käufer vergleichen Abkantpressen nach Tonnage und Zykluszeit, aber auf dem Werkstattboden hat Lärm echte Kosten. Die übersehene Strafe der Hydraulik ist das ständige Surren einer Pumpe, die den Druck aufrechterhält. Über eine Acht‑Stunden‑Schicht hinweg kann dieses Hintergrundbrummen die Bediener über den OSHA‑Grenzwert von 85 dBA treiben – die Schwelle, die ein verpflichtendes Gehörschutzprogramm auslöst. Wenn Messungen am Ohr des Bedieners im Schnitt 85 dBA über die Schicht ergeben, absorbieren Sie stillschweigend zusätzliche Arbeitskosten in Form von Audiogrammen, jährlichen Schulungen und vorgeschriebener PSA.
Elektrische Abkantpressen, die von Servoantrieben statt Hydraulikpumpen betrieben werden, beseitigen diesen konstanten Hintergrundlärm. Ihre Motoren laufen nur während des Biegevorgangs und liegen typischerweise 10 bis 20 Dezibel niedriger – für das menschliche Ohr etwa halb so laut. Für einen Produktionsleiter mit kalibriertem Schallpegelmesser oder sogar einer Smartphone‑App ist dies messbare Tatsache, kein Marketingspruch. Ein 15‑minütiger Test erzählt die Geschichte: Platzieren Sie das Messgerät auf Bedienhöhe und erfassen Sie einen typischen Produktionszyklus. Wenn die Werte sich der 85‑dBA‑Marke nähern, geht es bei elektrischen Antrieben nicht nur um Komfort – sie sind Ihre eingebaute Compliance‑Garantie.
Was viele Käufer übersehen, ist der Schneeballeffekt von Lärm‑Compliance‑Pflichten. Sobald Sie den OSHA‑Grenzwert überschreiten, stecken Sie in einem dauerhaften Zyklus aus jährlichen Hörtests, angepassten Schichtplänen und akribischer Dokumentation. Über einen Zeitraum von fünf Jahren können diese Verwaltungs‑ und Programmkosten dem Aufpreis einer leiseren Maschine entsprechen. In Betrieben mit hoher Geräuschkulisse – beispielsweise Werkstätten mit Plasmaschneidern oder Luftkompressoren – kann eine leise Abkantpresse den Unterschied bedeuten zwischen Einhaltung der Grenzwerte und dem Auslösen eines kostspieligen Gehörschutzprogramms.
Der nächste nicht verhandelbare Faktor liegt unter Ihren Füßen. Jedes Datenblatt listet Gewicht und Stellfläche einer Maschine auf, aber wenige Käufer übersetzen das in Pfund pro Quadratfuß – das wahre Maß dafür, ob Ihr Boden die Last tragen kann. Eine Standard‑Hydraulikpresse mit 150 Tonnen, gefüllt mit Öl und schweren Gussteilen, kann über 600 psf erreichen. Viele Industrieböden sind nur für 300–500 psf ausgelegt. Diese Diskrepanz treibt die Kosten schnell in die Höhe: Fundamentneukonstruktionen, zusätzliche Stahlverstärkungen oder gegossene Betonplatten können 10–15 % zum Kaufpreis hinzufügen und die Installation um mehrere Wochen verlängern.
Elektrische Abkantpressen, von Natur aus leichter, bleiben typischerweise deutlich innerhalb der Standard‑Bodenlastgrenzen. Sie ersetzen sperrige Öltanks und Hydrauliksysteme durch kompakte Servomechanismen, und ihr Direktantrieb macht separate Pumpenstände oder Kühlkreisläufe überflüssig. Die Faustregel ist einfach: Teilen Sie das Maschinengewicht durch die Stellfläche und vergleichen Sie den Wert mit der Tragfähigkeit der Gebäudedecke. Überschreitet die Zahl den Wert und übersteigen die Verstärkungskosten 10 % des Maschinenpreises, gilt das als Ausschlusskriterium. Am Ende entscheidet Ihr Boden – nicht das Datenblatt.
Das physische Layout spielt eine entscheidende Rolle für die Betriebseffizienz. Hydraulische Maschinen erfordern oft externe Hydraulikaggregate, lange Schlauchführungen und großzügige Wartungsabstände, wodurch ihre tatsächliche Stellfläche größer ist als angegeben. Im Gegensatz dazu sind die meisten elektrischen Modelle vollständig eigenständig, wodurch wertvoller Gassenraum für Materialfluss oder die Integration mit Roboter‑Beladestationen frei wird. In High‑Mix‑, Low‑Volume‑Werkstätten, wo Platz knapp ist, können die leichteren Rahmen und kleineren Wartungszonen elektrischer Pressen den Durchsatz sofort steigern – eine Verbesserung, die sich nicht leicht in ROI‑Berechnungen erfassen lässt, aber im täglichen Arbeitsablauf klar spürbar ist.
Energieeffizienz können Sie mit Geld erkaufen, ebenso eine verstärkte Bodenplatte; den menschlichen Faktor zu steuern erfordert jedoch schärferes Urteilsvermögen. Hydraulikpressen belohnen praktisches mechanisches Wissen. Ihr Betrieb ist unkompliziert, und Fehler sind meist sichtbar – niedriger Ölstand, verschlissene Ventile, Leckagen oder Druckprobleme. Viele erfahrene Abkantpressen‑Bediener wurden an Hydrauliksystemen geschult und können Routinewartungen mit Standard‑Mechanikerkenntnissen durchführen. Elektrische Abkantpressen hingegen sind hochentwickelte mechatronische Systeme: Bewegung durch Servoantriebe, Rückmeldung durch Encoder und Leistungsoptimierung über Software. Wenn Probleme auftreten, erfordert die Fehlersuche einen Techniker, der sich mit Servoantriebssystemen, SPS‑Diagnose und Glasfaserverbindungen zur CNC‑Steuerung auskennt.
Der entscheidende Punkt hängt von den Fähigkeiten Ihres Teams ab. Ziehen Sie diese Fragen in Betracht:
Wenn Ihre Antworten eher auf mechanische Fertigkeiten und minimale Elektronikunterstützung hindeuten, bleibt Hydraulik die sicherere Wahl. Wenn Ihr Betrieb jedoch bereits CNC‑Laser oder Roboterzellen einsetzt, macht die vorhandene digitale Kompetenz Ihres Teams elektrische Pressen zu einer praktischen – und oft überlegenen – Option. Ihre präzise Steuerung minimiert Rüstabfall, was besonders in High‑Mix‑, Short‑Run‑Fertigung entscheidend ist, wo jeder Fehlbiegevorgang Stunden an Nachrüstung und Neu‑Programmierung bedeuten kann.
Hier ist die differenzierte Wahrheit: Hydraulikanlagen lassen sich leichter in grober, improvisierter Weise am Laufen halten; elektrische Anlagen sind leichter mit höchster Genauigkeit zu bedienen, sobald Ihr Team geschult ist. Erstere eignen sich für Werkstätten mit unvorhersehbaren Wartungsressourcen, während Letztere dort gedeihen, wo Fähigkeiten, Geschwindigkeit und Präzision durchgehend stark sind.
Die unerwartete Realität: Viele Käufer spielen Lärmbelastung, Bodenlastkapazität und Bedienerkompetenz herunter und konzentrieren sich stattdessen auf glänzende Spezifikationen und ROI-Tabellen. In Wahrheit sind diese “sekundären” Faktoren oft Ausschlusskriterien – Kennzahlen, die Sie in wenigen Minuten überprüfen können und die Finanzmodelle bedeutungslos machen können. Abkantpressen arbeiten in der taktilen Welt, nicht in abstrakten Simulationen; sie stehen in lauten Werkstätten, auf unebenem Beton und werden von Menschen mit begrenzten Fähigkeiten und Geduld bedient. Die klügere Wahl ist nicht die Maschine mit der beeindruckendsten Broschüre – sondern diejenige, die zu den unveränderlichen physischen Einschränkungen und menschlichen Realitäten Ihrer Anlage passt.
Jobshops arbeiten in einem ständigen Fluss – Teilenummern ändern sich täglich, Rüstungen verschieben sich stündlich, und Bediener jonglieren mit engen Zeitplänen und unvorhersehbaren Bestellungen. Auf dem Papier scheinen elektrische Abkantpressen die natürliche Wahl – schneller, leiser, sauberer – aber die Bedingungen der realen Welt verkomplizieren dieses Bild.
Elektrische Modelle glänzen, wenn häufige Umrüstungen den Zeitplan dominieren. Ihre Servoantriebe liefern nur während des Biegens Kraft, was etwa 35% schneller Zyklen für Kleinserien im Vergleich zu Hydrauliksystemen erreicht. Rüstgeschwindigkeit zählt ebenfalls: Das Umprogrammieren einer elektrischen Presse dauert durchschnittlich 10 Sekunden pro Teil, gegenüber 15 Sekunden bei einer hydraulischen. Über Hunderte von Programmwechseln summieren sich diese Minuten schnell. Ein mittelständischer Möbelhersteller berichtete von einer 25% Reduzierung der Zykluszeit und halbiertem Stromverbrauch nach der Umstellung auf elektrisch – dies steigerte den Durchsatz ohne zusätzliches Personal.
Die maximale Kraft definiert jedoch weiterhin die Grenzen des Besitzes. Elektrische Abkantpressen liegen typischerweise bei maximal etwa 300 Tonnen. Wenn sogar 20% Ihrer Teile regelmäßig mehr Kraft benötigen– wie Schiffsrumpfverstärkungen, gehärtete Stahlwinkel oder dicke Laschen – birgt ein rein elektrischer Betrieb das Risiko von Überlastmeldungen und Stillständen. Hier glänzen servohydraulische Hybride: Sie bieten Präzision auf elektrischem Niveau (±0,01 mm Wiederholgenauigkeit), rufen jedoch hydraulische Leistung nur dann ab, wenn zusätzliche Kraft erforderlich ist.
Schnellshop-Entscheidungsratgeber
Kurz gesagt: Elektrische Maschinen sind unschlagbar, wenn Beweglichkeit höchste Priorität hat, aber Hybride verhindern teure Verzögerungen, wenn ein unerwarteter dickblechiger Auftrag in der Warteschlange auftaucht.
Auf Produktionslinien, die Schicht für Schicht dieselben Teile biegen, zählt gleichbleibende Geschwindigkeit weit mehr als häufige Umrüstungen. In diesem Umfeld bleibt die hydraulische Abkantpresse der unbestrittene Spitzenreiter. Sie bietet Volllast‑Leistung über lange, ununterbrochene Läufe, vermeidet die thermischen Grenzen, die Servomotoren beeinträchtigen können, und glänzt in den sich wiederholenden Zyklen, wie sie bei Fahrzeugrahmen, Schwerlast‑Anbaugeräten und der Fertigung großer Gehäuse üblich sind.
Da diese Prozesse tausendfach identische Koordinaten wiederholen, wird die langsamere Hubgeschwindigkeit der Hydraulik weitgehend bedeutungslos. Ihr Pumpendruck bleibt stabil und vorhersehbar und sie ist unempfindlich gegenüber kleinen Fehlstellungen, die ein Servoantriebssystem nach und nach herausfordern können. Die Wartung bleibt routinemäßig – Filter, Dichtungen und Ölkontrollen – und die Anschaffungskosten sind niedriger als der Kauf einer Mehrachsen‑Elektromaschine, die die gleiche Tonnage leisten kann.
Obwohl Hydraulik zwei‑ bis dreimal mehr Energie, verbraucht, ist die Wirtschaftlichkeit für die kontinuierliche Produktion von dicken Materialien dennoch gegeben. Auf tausende identische Teile verteilt, fallen die zusätzlichen Energiekosten pro Einheit nur mit wenigen Cent ins Gewicht. Eine elektrische Abkantpresse könnte ähnliche Präzision erreichen, doch sie könnte etwa 20% mehr Ausfallzeit haben aufgrund thermischer oder Überlastungsgrenzen während längerer Hochtonnagezyklen.
Die Ausnahme tritt auf, wenn die Geometrie der Teile höchste Oberflächengenauigkeit verlangt – polierte Edelstahlplatten oder komplexe Faltmuster. Für diese Dauerläufe behalten elektrische Antriebe eine Wiederholgenauigkeit von ±0,01 mm auch bei Temperaturschwankungen bei und erreichen etwa 25% bessere Gleichmäßigkeit als Hydraulik. Wenn jedoch Materialfestigkeit und Wiederholungen Priorität haben, setzt sich die Hydraulik durch ihre schiere Zuverlässigkeit und kosteneffiziente Leistung durch.
Die meisten Fertigungsbetriebe bewegen sich irgendwo zwischen den Extremen. Sie bearbeiten eine Mischung aus Wiederholungsaufträgen und einem gleichmäßigen Strom von Kleinserien in unterschiedlichen Blechstärken. Diese gemischte Nachfrageumgebung offenbart die inhärenten Einschränkungen rein hydraulischer oder rein elektrischer Konstruktionen. Hybride Abkantpressen – servo‑gesteuerte Hydrauliksysteme – schließen diese Lücke effektiv.
Durch den Einsatz von Servos zur präzisen Dosierung des Hydraulikflusses bei niedrigem und hohem Druck liefern Hybride eine Genauigkeit, die der von elektrischen Maschinen vergleichbar ist, während sie die Leistungsreserven der Hydraulik beibehalten. Sie senken den Energieverbrauch um 20–50% im Vergleich zu älteren Hydraulikmodellen, bieten aber dennoch Kraftniveaus, die herkömmlichen Pressen entsprechen. Bediener profitieren von einem leiseren Betrieb (etwa 60 dB gegenüber 75–85 dB), saubereren Arbeitsbereichen und schnellerem Aufwärmen, da der Hydraulikkreislauf nur während des aktiven Biegens läuft.
Ein Praxisbeispiel: ein Auftragsfertiger, der sowohl chirurgische Komponenten als auch industrielle Halterungen produziert. Nach dem Austausch von zwei herkömmlichen hydraulischen Abkantpressen gegen Hybridmodelle verzeichnete das Unternehmen eine 30% Steigerung des Durchsatzes über verschiedene Aufträge hinweg, verringerte die Wartungsstunden drastisch und reduzierte Öllecks nahezu auf null. Für allgemeine Fertiger, die planen zu expandieren oder mit einem breiteren Materialspektrum zu arbeiten, bieten Hybride eine Absicherung gegen Fehleinschätzungen des zukünftigen Gleichgewichts zwischen Präzision und Schwerlastarbeit.
Leistungskippunkte
| Szenarioauslöser | Beste Wahl | Wichtige Datenpunkte |
|---|---|---|
| Über 20% der Aufträge bei maximaler Tonnage mit minimalen Umrüstungen | Hydraulisch | Geringere Anfangsinvestition, unbegrenzte Kraftkapazität |
| Über 60% Dünnblech- oder Hochpräzisionsteile, häufige Rüstvorgänge | Elektrisch | 35% schnellere Zykluszeiten, Genauigkeit im Mikrometerbereich |
| 20–60% gemischte Arbeitslast mit unvorhersehbarer Nachfrage | Hybrid | Kombiniert Genauigkeit und Leistung, 15–50% niedrigere Betriebskosten |
Schnelle ROI-Bewertung – 10 Minuten oder weniger
Hybride bieten eine ausgewogene Ingenieursleistung: Sie liefern volle Kraftzuverlässigkeit, wenn pure Tonnage gefragt ist, und präzise Servosteuerung, wenn Genauigkeit den Wert steigert. Sie sind besonders vorteilhaft für Werkstätten, die zwischen verschiedenen Auftragsarten und planbaren Produktionszeiten operieren – das größte Segment am Markt.
Beginnen Sie mit der Frage, die die meisten Verkäufer nicht hören wollen: “Zeigen Sie mir Leistungsdaten für meine Teile.” Keine generischen Zahlen, keine Marketingmuster—dein 2 mm Aluminium-Z‑Biegung, dein 5 mm Stahlprofil. In dem Moment, in dem sie Ergebnisse für deine spezifische Geometrie vorführen müssen, verschwindet die Mehrdeutigkeit. Vertreter von elektrischen Maschinen präsentieren vielleicht mit Begeisterung eine 10‑Sekunden‑Biegung gegenüber 15 Sekunden bei Hydraulikgeräten; Vertreter von Hydrauliksystemen wechseln dann schnell zu Themen wie “Einschaltdauer” oder “robuste Bauqualität”. Diese Veränderung in Ton oder Fokus ist dein erster Hinweis – jetzt sprichst du über reale Leistung, nicht über theoretische Kategorien.
Nur drei Fragen können aufzeigen, ob du tatsächlich Leistung, Präzision oder Durchsatz kaufst – und ob die zusätzlichen Kosten gerechtfertigt sind.
Hydraulische Pressen beantworten diese Frage eindeutig – hohe Tonnage ist genau das, wofür sie gebaut sind. Elektrische Maschinen werden dann vorsichtiger, und wenn das Gespräch plötzlich auf “Kühlkapazität” abdriftet, hast du ihre praktische Kraftgrenze erreicht. Diese Grenze ist real: oberhalb von etwa 300 Tonnen verlieren elektrische Maschinen ihren Vorteil, und Hybride oder vollhydraulische Systeme übernehmen. Die Schlussfolgerung ist einfach: Wenn deine Werkstatt regelmäßig lange Schichten mit hoher Tonnage fährt, ist jede vage oder bedingte Antwort ein Warnsignal für thermische Leistungsreduzierung und verspätete Liefertermine.
Elektrische Maschinen halten ±0,01 mm, weil Servos gleichbleibend arbeiten – egal, ob deine Werkstatt kühl oder heiß ist. Hydrauliksysteme tun das nicht – sie verändern sich mit der Öltemperatur, und dieser Drift zeigt sich schnell als ±0,02–0,05 mm Ausschuss. Die eigentliche Frage ist einfach: Willst du eine Maschine, die sich an deine Umgebung anpasst, oder eine, die du den ganzen Tag nachjustieren und korrigieren musst?
Elektrische Maschinen halbieren den Energieverbrauch etwa und eliminieren ölbedingte Wartung, aber ihre Servos können teuer werden, wenn Reparaturen anfallen. Hydrauliken verursachen höhere Betriebskosten – sowohl beim Strom als auch beim Öl –, sind jedoch im Einsatz leichter zu warten. Wenn ein Vertreter sagt “kommt drauf an”, prüft er, ob du deine tatsächliche Laufzeit kennst. Wenn du lange Stunden mit häufigen Umrüstungen arbeitest, sprechen die wirtschaftlichen Vorteile für elektrisch. Wenn du dagegen ständig schwere Stahlteile verarbeitest, überwiegt meist die Einfachheit der Hydraulik bei Service und Wartung.
Warnsignale sind ebenso wichtig wie die Antworten selbst. “Anpassbar” bedeutet oft, dass belastbare Referenzwerte fehlen. “Vergleichbar mit elektrisch” kaschiert meist Genauigkeitsdrift. “Unser Kühlsystem ist robust” ist ein Code für langsamere Zyklen. All diese Ausflüchte weisen auf dasselbe hin: Die Maschine passt nicht wirklich zu deiner Teilevielfalt – sie hoffen nur, dass du das übersiehst.
Der klügste nächste Schritt ist der, den die meisten Werkstätten überspringen: Geh zurück auf deinen Hallenboden, nimm ein echtes Produktionsteil und bring es zur Vorführung mit. Denn in dem Moment, in dem das Werkzeug auf das dein Material trifft, wird die Entscheidung offensichtlich – die Maschine, die dein Teil am besten biegt, ist diejenige, die sich wirklich bezahlt macht.


















