

A sua nova prensa dobradeira funciona suavemente ao dobrar um componente de alumínio de 2 mm com precisão milimétrica — até que o trabalho muda para uma placa de aço robusta de 10 mm, e os servomotores bloqueiam a meio do processo. A produção pára, os prazos atrasam‑se, e a muito elogiada máquina elétrica “faz‑tudo” revela subitamente os seus limites. A realidade é esta: para além de certos valores de referência — tonagem, exigências de tolerância ou comprimento da mesa —, a física impõe restrições fixas que nenhum discurso de marketing pode apagar. Dominar essas restrições não se trata de preferência por marcas; trata‑se de escolher o tipo de máquina que realmente consegue lidar com o seu volume de trabalho a longo prazo.
As prensas dobradeiras elétricas destacam‑se em cenários de força média, normalmente atingindo um máximo entre 150 e 300 toneladas. Quando as suas necessidades sobem para a faixa das 400–600+ toneladas — pense em chapas de casco de navio ou grandes vigas estruturais —, entra firmemente no território hidráulico. Os sistemas hidráulicos atingem 1 000 toneladas com facilidade graças ao seu design baseado em cilindros, que multiplica a força sem sofrer os estrangulamentos térmicos que afetam os servomotores de alto binário.
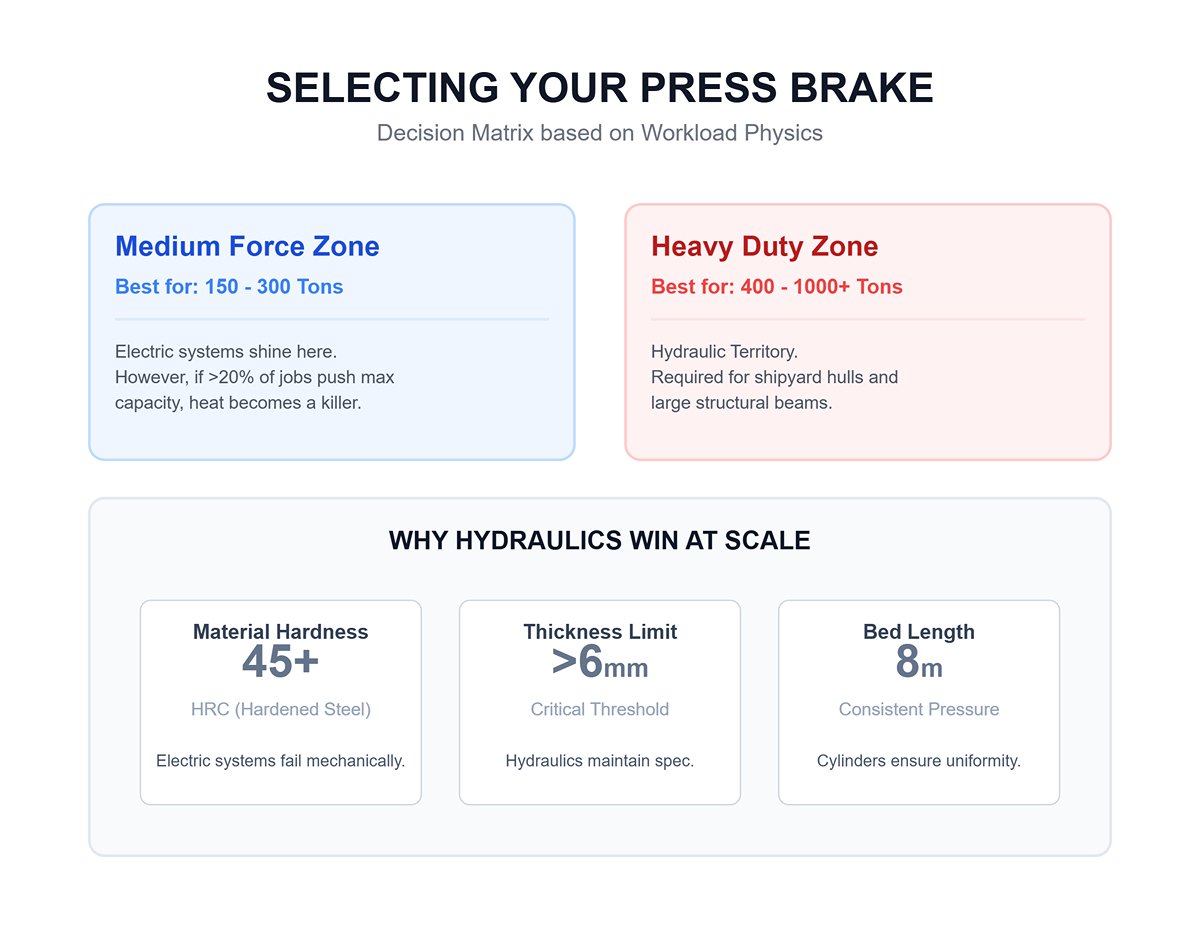
A dureza do material é outro fator decisivo: acima de 6 mm de espessura ou níveis de dureza na faixa de 45–60 HRC (aço temperado), os sistemas elétricos enfrentam forte esforço mecânico e térmico. Em fluxos de trabalho onde mais de 20 % das tarefas se aproximam do limite de tonagem da máquina, verifica‑se frequentemente que as vantagens de velocidade da elétrica são anuladas por tempos de paragem relacionados com o calor. Como resumiu um fabricante após testar ambos os tipos: “As elétricas chegavam ao limite por volta das 300 toneladas — tudo o que era mais grosso ia diretamente para a hidráulica.”
As hidráulicas também oferecem resultados consistentes ao longo de bancadas extensas sob carga pesada. Uma viga de 8 m sob força substancial mantém‑se dentro das especificações porque os cilindros hidráulicos conseguem manter pressão uniforme por todo o comprimento. Os sistemas elétricos que tentam tonagens comparáveis podem sobreaquecer, desgastar prematuramente os fusos de esferas e exigir atualizações de transmissão proibitivamente caras para aguentar. Se o seu trabalho tende para a dobra pesada, a escolha está praticamente feita — a física dita‑a.
Reduza a escala: dobrar materiais finos em formas compactas ou intrincadas. É aqui que as prensas elétricas brilham, atingindo níveis de precisão que as hidráulicas simplesmente não conseguem oferecer. Os êmbolos acionados por servomotores atingem velocidades de aproximação e retorno em aproximadamente metade do tempo dos sistemas hidráulicos. Com repetibilidade de ±0,005″ mantida de forma consistente ao longo de milhares de ciclos, as elétricas oferecem uma precisão inigualável em produções de alta variedade — sem o desvio posicional que as variações de temperatura do óleo podem causar nas unidades hidráulicas.
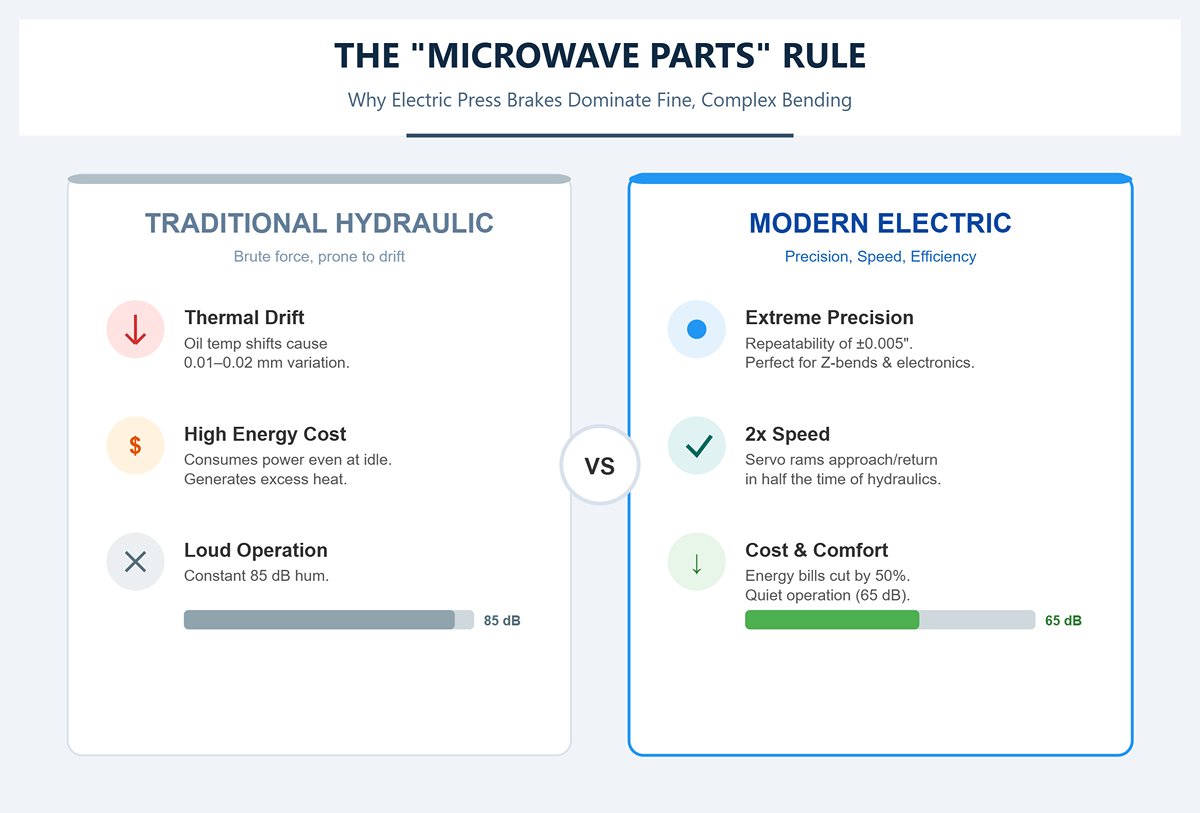
Em setores como a fabricação de produtos eletrónicos ou a prototipagem de eletrodomésticos, os operadores produzem frequentemente pequenas peças com dobras em Z ou perfis multiângulo em sequência rápida. As hidráulicas consomem energia mesmo em ponto morto e geram calor excessivo, enquanto as acionadas por motor elétrico utilizam muito menos energia, reduzindo drasticamente os custos operacionais. Um atelier de eletrónica que mudou para o sistema elétrico reduziu a conta de energia para metade e obteve uma precisão mais consistente. Os trabalhadores também apreciaram o ambiente mais silencioso — apenas 65 dB comparados com os 85 dB do zumbido das bombas hidráulicas.
Esqueça a ideia ultrapassada de que as prensas elétricas não têm força — elas destacam‑se noutro domínio: a precisão de controlo. Funcionam de forma fiável em ambientes com grandes variações de temperatura, sem serem afetadas pelas mudanças de viscosidade que podem fazer as máquinas hidráulicas desviarem‑se 0,01–0,02 mm ao longo do dia. Para produções complexas e orientadas para o detalhe, a precisão vence sempre a força bruta.
O comprimento da peça pode ser tão crítico quanto a tonagem total. Os sistemas elétricos com fusos de esferas funcionam de forma mais eficiente até cerca de 4 m (13 ft). A partir daí, a deflexão mecânica e a acumulação de calor começam a afetar — colocando stress extra sobre os componentes e comprometendo a precisão. As prensas hidráulicas, por outro lado, podem chegar a 8 m (26 ft) ou mais, tornando‑as ideais para aplicações pesadas como grandes vigas, painéis de navio ou chassis de reboque — sem os problemas de arqueamento que afligem as unidades elétricas mais pequenas.
Peças mais longas alteram fundamentalmente a dinâmica da dobra. Quanto maior a distância entre o êmbolo e os pontos de apoio, maior a probabilidade de deflexão. Alcançar uma distribuição uniforme de força na bancada torna‑se cada vez mais complexo para os acionamentos elétricos. As hidráulicas compensam isso com sistemas multicilindro que fornecem pressão perfeitamente equilibrada ao longo de todo o comprimento — independentemente da largura ou espessura da peça. Quando as suas peças ultrapassam os 4 m ou a tonagem excede as 300, já não se trata de preferência pessoal. Nessas faixas, escolher um modelo elétrico traz riscos de ineficiência de desempenho e possível falha mecânica.
Muitos fabricantes destacam a “flexibilidade” dos designs elétricos nas suas campanhas de marketing, mas muitas vezes omitem os limites reais de comprimento de bancada nas letras pequenas. Se não medir as peças mais longas que espera produzir antes da compra, pode acabar por terceirizar trabalhos de grandes dimensões — entregando, na prática, trabalho lucrativo diretamente à concorrência.
| Limite | Zona ideal para elétricas | Indispensável para hidráulicas |
|---|---|---|
| Tonelagem | ≤200–300 toneladas | 300–1 000+ toneladas |
| Comprimento da cama | ≤4 m (13 pés) | 4–8 m (13–26 pés) |
| Material | 0,5–6 mm, ≤45 HRC | >6 mm, 45–60 HRC |
Nesta escala, as decisões sobre quinadeiras não devem depender de etiquetas de preço ou de artifícios de marketing. São regidas pelas realidades imutáveis da geração de força, resistência do material e geometria da estrutura. Reconhece esses limites desde o início e investirás na única máquina capaz de acompanhar as tuas reais exigências de produção.
Se quiseres, posso agora redigir Secção 2, mantendo o mesmo tom autoritativo e ampliando o enquadramento de tomada de decisão. Queres que avance?
“Polegadas por minuto” é um pouco como a classificação de velocidade máxima de um carro desportivo — indica quão depressa a máquina pode mover-se quando atinge o seu ritmo máximo. Mas, na realidade, a maioria das dobras ocorre nos primeiros centímetros de deslocamento, onde a aceleração — e não a velocidade de ponta — determina a experiência real do operador. As publicidades das quinadeiras adoram números altos de IPM porque parecem precisos e impressionantes, mas aplicam-se a cenários que quase nenhuma oficina enfrenta: longas séries contínuas à velocidade máxima. A verdade é que a maioria dos trabalhos envolve cursos na faixa de 1 a 3 polegadas e mudanças de direção a cada poucos segundos. É aqui que surge a diferença: uma unidade hidráulica precisa de gerar pressão antes que o movimento comece, enquanto uma transmissão elétrica fornece binário instantaneamente. Por isso, mesmo quando as suas velocidades publicadas parecem semelhantes, os tempos de ciclo contam uma história muito diferente.
As quinadeiras elétricas atingem praticamente uma aceleração instantânea porque o servomotor aciona diretamente o fuso de esferas, fornecendo binário imediato. As hidráulicas, por outro lado, têm de acionar válvulas, gerar pressão no sistema e estabilizar o fluxo de óleo antes de o êmbolo atingir uma velocidade eficaz. Este contraste é mais evidente em cursos curtos, onde a distância de aceleração constitui grande parte do tempo total de movimento.
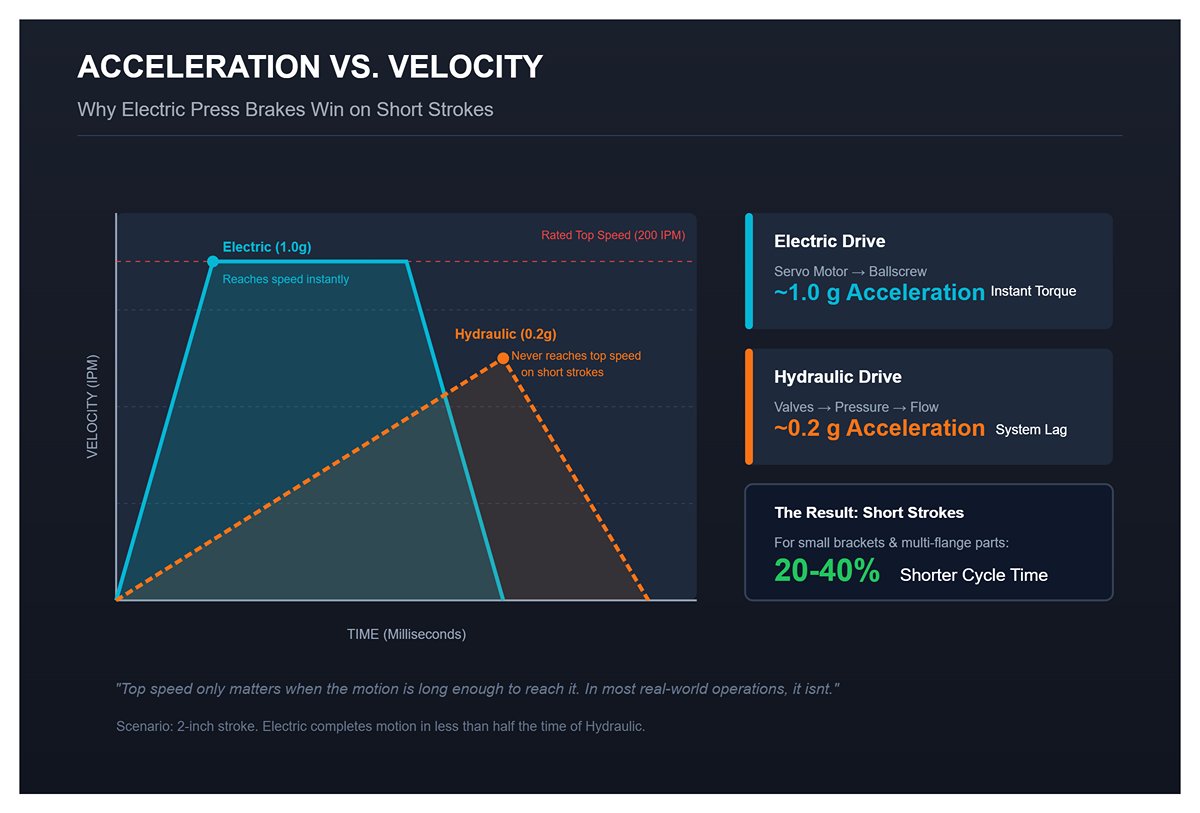
Eis uma forma simples de visualizar: imagina duas prensas a executar um curso de 2 polegadas cada. Ambas podem anunciar velocidades máximas de cerca de 200 IPM, mas o modelo elétrico atinge essa velocidade numa fração do movimento. O sistema hidráulico, entretanto, pode nunca realmente alcançar a sua velocidade nominal antes de ter de abrandar novamente. Em dobragens Z curtas, ajustes finos ou peças com várias abas, a capacidade da elétrica de reduzir tanto o tempo de aceleração como de desaceleração torna-se um ganho de produtividade subtil, mas poderoso. Os operadores sentem-no como menos “tempo morto” — menos espera com o pedal pressionado até que o êmbolo regresse à posição.
Um exemplo rápido ajuda a clarificar a física. Suponhamos:
Nessas condições, a prensa elétrica pode completar o seu curso em menos de metade do tempo da hidráulica — mesmo quando ambas partilham a mesma classificação máxima de IPM. A velocidade máxima só importa quando o movimento é suficientemente longo para a atingir; na maioria das operações reais, não é o caso.
É por isso que as oficinas que formam pequenos suportes, painéis com múltiplas abas ou peças que exigem rebatimentos frequentes costumam relatar tempos de ciclo 20–40 % mais curtos com prensas elétricas, mesmo quando as especificações de catálogo parecem semelhantes. A aceleração — não a velocidade — é o que realmente vence a corrida.
Cada ciclo de prensagem tem quatro fases: aproximação, engate, retenção e retorno. Apenas uma — o engate — realiza efetivamente a conformação. As restantes são tempo morto. Para muitas peças, especialmente as que têm seis ou mais dobras, as fases de aproximação e retorno representam a maior parte do tempo total do ciclo.
Os sistemas hidráulicos ficam em desvantagem aqui por duas razões principais. Primeiro, perdem tempo enquanto o sistema gera pressão antes que o movimento comece. Segundo, a velocidade de retorno depende da fluidez do óleo através das válvulas; por isso, as mudanças de direção e a desaceleração acrescentam mais atrasos. Os acionamentos elétricos podem inverter o movimento quase instantaneamente, permitindo que os CNC programem perfis de movimento apertados e eficientes, praticamente sem tempo de estabilização.
Meio segundo de diferença por dobra pode parecer pouco — mas multiplique. Uma peça de seis dobras com um curso de 2 polegadas que poupe apenas 0,5 segundos na aproximação e no retorno ganha três segundos por peça. A 600 peças por turno, são 30 minutos de tempo de operador recuperados — em cada turno. Ao fim de um ano, isso equivale a dezenas de milhares de euros poupados em eficiência de mão de obra e maior disponibilidade da máquina. Essa é a história escondida por detrás das especificações hidráulicas de IPM.
O tempo de ciclo inclui todos os movimentos em torno da dobra, não apenas o curso do êmbolo. Para verificar se a vantagem de velocidade de uma máquina elétrica se traduz realmente em poupanças para a sua oficina, precisará de cinco dados fundamentais:
Calcule um único segmento de movimento utilizando um modelo simples de aceleração. Para cursos inferiores a aproximadamente três polegadas, o êmbolo nunca atinge a velocidade máxima — portanto, a aceleração e a desaceleração dominam o tempo total. Adicione a retenção, os movimentos do calibre traseiro e o manuseamento do operador, multiplique pelo número de dobras por peça e depois compare o desempenho hidráulico e elétrico usando dados da sua própria oficina.
Surge uma regra prática clara: quando as peças exigem cursos de três polegadas ou menos e quatro ou mais dobras, uma prensa elétrica tende a produzir ciclos mais curtos e custos de mão de obra mais baixos. Para dobras longas e pesadas próximas do limite de tonelagem, as hidráulicas ainda podem vencer em produtividade, já que funcionam continuamente sem sobreaquecimento ou problemas de carga térmica.
Uma vez terminados os cálculos, o mito torna-se evidente. Polegadas por minuto (IPM) apenas indicam pouco sobre o tempo real de espera entre dobras. As taxas de aceleração e a eficiência dos movimentos de aproximação e retorno revelam praticamente tudo o que realmente importa.
Todos os operadores de prensas hidráulicas conhecem o ritual silencioso da manhã: fazer algumas dobras de teste, ajustar o ângulo e não confiar na primeira peça do dia. Há uma razão sólida para isso. À medida que o óleo hidráulico aquece de cerca de 20 °C para 45 °C, a sua viscosidade pode cair para metade. As válvulas reagem mais depressa, os cilindros movem‑se mais livremente e o êmbolo assenta ligeiramente mais fundo sob os mesmos comandos. O resultado? Uma dobra que mede exatamente 90,0° às 8 h pode mostrar 89,7° às 14 h. Isso traduz‑se numa diferença na ponta da flange de 0,05 a 0,3 mm — mínima em escala, mas significativa em tolerâncias apertadas.
A expansão térmica acrescenta outra fonte de desvio, mais lenta. As estruturas de aço alongam-se cerca de 0,012 mm por metro para cada aumento de 10 °C na temperatura. Assim, uma mesa de 3 m que aquece 20 °C durante um turno movimentado estica cerca de 0,07 mm. Esse ligeiro alongamento altera os padrões de deflexão do martelo, especialmente ao longo da linha central. Prensas com compensação de arqueamento ou deflexão limitada mostram isso como uma mudança de ângulo a meio do dia — e, na tarde de sexta-feira, quando a temperatura ambiente da oficina sobe mais alguns graus, os operadores veem acontecer novamente.
O remédio não é folclore — é prática comprovada. As prensas hidráulicas modernas equipadas com válvulas proporcionais, monitorização de temperatura e escalas lineares de alta resolução podem corrigir automaticamente a maior parte do desvio térmico. Máquinas mais simples só precisam de dez minutos de dobras de aquecimento antes de a produção começar de facto. A questão não é que os sistemas hidráulicos faltem em precisão; é que a sua precisão depende de atingir o equilíbrio térmico.
Uma experiência rápida na oficina torna isto claro. Programe uma dobra padrão de 90° numa tira de 200 mm de largura e 2 mm de espessura. Faça a primeira dobra com a máquina fria, registe o ângulo e, em seguida, repita a operação a cada dez minutos durante uma hora sem tocar na configuração. Quando traçar os resultados, verá o desvio do ângulo estabilizar. Se a curva se estabilizar após três a cinco dobras, captou tanto o desvio de aquecimento da sua máquina como o seu retorno à estabilidade.
Uma reviravolta surpreendente: um sistema hidráulico bem concebido, com circulação contínua de óleo e um circuito de arrefecimento controlado ativamente, pode manter estabilidade dimensional durante todo o dia. Entretanto, uma prensa elétrica colocada junto a uma parede aquecida pelo sol pode divergir algumas centésimas de milímetro, à medida que os seus codificadores e ferramentas se expandem a taxas diferentes. O desvio provém da temperatura, não do tipo de máquina — e só um bom design determina se o sistema o compensa ou não.
A precisão da dobra depende não apenas da máquina, mas de quão eficazmente esta gere a recuperação elástica — o retorno elástico que reescreve silenciosamente cada tabela de configuração perfeita. As prensas elétricas (servo) leem tanto a posição como a força através de codificadores ligados diretamente ao veio do motor. Quando a correção de ângulo está ativada, a máquina reforma cada dobra até que o ângulo medido corresponda ao valor programado dentro de algumas centésimas de grau, aprendendo o comportamento do material em tempo real. Uma vez estabelecida, o controlador aplica essa compensação a cada ciclo.
As prensas hidráulicas costumam basear‑se em leituras de pressão e deslocamento do cilindro, inferindo o ângulo a partir de tabelas de força — fiáveis quando a temperatura do óleo é estável, enganadoras quando não é. Uma tabela de compensação calibrada de manhã pode exceder 0,4° mais tarde no dia. Os operadores acabam por corrigir manualmente ou reensinar o controlo após o aquecimento da máquina, aumentando o tempo de configuração e gerando desperdício desnecessário.
A diferença torna‑se clara durante o desenvolvimento do ciclo. Uma prensa servo‑elétrica pode precisar de apenas uma ou duas dobras de teste para ajustar a recuperação elástica de um novo lote de aço inox, enquanto uma versão hidráulica pode necessitar de cinco ou seis tentativas, a menos que opere num ambiente termicamente estável. Para oficinas de elevada variedade e baixo volume que se concentram na produtividade, esses minutos extra de configuração num novo lote facilmente superam qualquer poupança no custo inicial da máquina. Em contraste, para produção de alto volume e repetitiva, uma vez que uma prensa hidráulica atinge o equilíbrio térmico, atua de forma consistente ao longo da série — merecendo o título de cavalo de batalha.
A repetibilidade — a capacidade de reproduzir dobras idênticas peça após peça — depende inteiramente de como o sistema de controlo mede a posição, não do mecanismo de acionamento em si. As prensas servo‑elétricas utilizam codificadores eletrónicos capazes de precisão ao nível do mícron para monitorizar a posição absoluta do martelo. As variações de temperatura podem aquecer o espaço de trabalho, mas não distorcem os dados. Os fabricantes citam normalmente repetibilidades de ±0,01–0,02 mm, e em ambientes climatizados, alguns sistemas têm desempenho ainda melhor. Sem fluido hidráulico a expandir‑se, contrair‑se ou aerar‑se, a geometria da peça mantém‑se consistente do início ao fim do dia.
As prensas hidráulicas, mesmo com circuitos servo‑hidráulicos avançados, tendem a mostrar uma variação ligeiramente maior — geralmente ±0,03–0,05 mm — devido a pequenas alterações na viscosidade do óleo e na resposta das válvulas ao longo do dia. Dito isto, muitos sistemas modernos contrariam estes efeitos através de feedback digital em malha fechada, correção ativa de arqueamento e reservatórios com temperatura regulada. Com manutenção disciplinada — análise do fluido, calibração programada e condições estáveis de oficina — uma unidade hidráulica pode manter tolerâncias próximas das de uma prensa elétrica na maioria das espessuras de material. As diferenças tornam‑se mais notórias ao trabalhar com chapa fina, abas estreitas ou peças com acabamentos estéticos de alto nível.
O teste rápido de validação mencionado anteriormente também destaca isto. Após executar o ciclo de aquecimento, deixe a máquina inativa durante uma hora e depois dobre novamente a mesma peça de teste. Se o ângulo variar mais de 0,2°, o seu processo é sensível à alteração da temperatura ambiente; uma prensa elétrica normalmente manteria a variação em cerca de metade desse valor. Compreender isto ajuda‑o a quantificar o impacto real — e a ponderar se alguns minutos perdidos no aquecimento diário são preferíveis a investir dezenas de milhares numa nova tecnologia.
Conclusão: A precisão não depende simplesmente de escolher entre hidráulica ou elétrica. Resume‑se a como cada sistema lida com o calor, quão afinado está o circuito de feedback e quão disciplinadas são as suas práticas de oficina. As prensas elétricas eliminam por design o desvio térmico no final do dia, enquanto as hidráulicas o compensam através de consistência e manutenção regular. Compreenda qual destes fatores pode influenciar mais facilmente — e alinhe as suas expectativas com o mesmo cuidado com que calibra as suas máquinas.
O que muitos compradores ignoram é que as prensas hidráulicas não consomem apenas eletricidade — consomem atenção. A cada poucos meses, o óleo deve ser drenado, filtrado, testado e substituído. Uma unidade típica contém entre 150 e 200 galões, e os ciclos completos de serviço do fluido ocorrem a cada 6 000 horas, normalmente uma vez por ano. Some‑se a substituição de filtros, verificação de vedantes e eliminação de resíduos perigosos em conformidade, e estas tarefas “rotineiras” corroem gradualmente tanto o orçamento como a mão‑de‑obra. Ao longo de dez anos, uma única máquina pode gastar cerca de 1 2400 € só em óleo — antes de contabilizar a produtividade perdida por fugas e contaminação.
A despesa maior surge quando as variações de calor e pressão começam a aumentar em cascata. Quando o óleo ultrapassa 60 °C, escurece, oxida rapidamente e endurece as vedações — levando a fugas que podem desalinha o martelo e comprometer as dobras. Cada paragem não planeada custa cerca de 1 1500 € por hora, e como a maioria das oficinas deteta fugas apenas depois de algo correr mal, o tempo de inatividade aumenta rapidamente. Reparações provocadas por falhas de vedação relacionadas com temperatura custam tipicamente cerca de 30 % mais do que a manutenção programada. Hábitos preventivos — verificações semanais do óleo, registo de temperaturas e calibração da pressão — podem reduzir as falhas em até 80 %, proporcionando mais de cinco vezes o retorno do tempo investido. No entanto, muitas oficinas ignoram estas verificações para manter as máquinas em operação, trocando alguns minutos de produção extra hoje por perdas financeiras significativas amanhã.
Pequenos deslizes somam‑se rapidamente: uma única ligação solta ou um ponto de lubrificação bimensal em falta pode deixar a escala de referência traseira presa com carepa. Ironicamente, uma hora de inspeção semanal estruturada reduz frequentemente os custos operacionais anuais em 12 a 18 %. O verdadeiro “segredo sujo” não é apenas o óleo — é a antiga expectativa de que os sistemas hidráulicos exigem vigilância constante para se manterem eficientes.
As prensas elétricas eliminam a complexa rede de mangueiras e bombas que tornam os sistemas hidráulicos tão exigentes em manutenção, mas esse design simplificado oculta um ponto de vulnerabilidade diferente: o fuso de esferas. Com um tempo médio entre falhas de cerca de 15 000 horas — quase o dobro das típicas 8 000 horas de uma bomba hidráulica — o fuso de esferas funciona simultaneamente como mecanismo de acionamento e guia de precisão. Quando devidamente arrefecido e lubrificado, pode operar sem problemas durante mais de uma década; mas a negligência ou o sobreaquecimento podem causar avarias súbitas e dispendiosas.
Quando um fuso de esferas encrava, não há fugas nem fumo evidentes — simplesmente pára. O verdadeiro custo não está na limpeza, mas sim na obtenção da peça de substituição e na contratação de técnicos especializados para a instalar. A monitorização preditiva reduz muito este risco. As unidades elétricas modernas recorrem a software de controlo servo para acompanhar continuamente a carga, a temperatura e o consumo de corrente, detetando sinais precoces de fadiga muito antes de ocorrer uma falha real. Com um planeamento disciplinado, o tempo de paragem não planeado anual reduz‑se para cerca de quatro horas, comparado com aproximadamente trinta e duas horas nos sistemas hidráulicos.
O potencial problema encontra‑se muitas vezes na especificação da máquina, e não tanto no seu design. Os fornecedores costumam destacar a ausência de manutenção de fluidos, minimizando as exigências de arrefecimento em operações contínuas e de serviço pesado. Os compradores devem solicitar informações detalhadas sobre os ciclos de trabalho a binário máximo, bem como os parâmetros de arrefecimento do motor. Se o sistema de controlo reduzir o desempenho em resposta ao excesso de calor, a consistência da produção pode ficar aquém das expectativas. Ainda assim, a frequência de manutenção é um indicador revelador: normalmente apenas uma visita de manutenção por ano nas máquinas elétricas, contra quatro nas hidráulicas. Ao longo de dez anos, essa diferença por si só compensa frequentemente o preço inicial mais elevado.
O consumo de energia é onde o retorno do investimento muda de forma mais notória. Nos prensas hidráulicas, o motor e a bomba funcionam continuamente, convertendo eletricidade em pressão hidráulica quer o êmbolo se mova ou esteja parado. Os sistemas elétricos, porém, só consomem energia durante a operação ativa. Para cargas de trabalho semelhantes, os sistemas elétricos utilizam normalmente entre 20 por cento e 50 por cento menos eletricidade.
Num regime de dois turnos, com cerca de 4.000 horas de funcionamento por ano, as faturas de eletricidade falam por si. Os sistemas hidráulicos acumulam custos de eletricidade entre $3.000 e $5.000 por ano, enquanto os modelos elétricos comparáveis ficam entre $1.500 e $2.500. Ao longo de uma década, essas poupanças — juntamente com a eliminação da compra de óleo — podem aliviar entre $50.000 e $75.000 do orçamento operacional. Juntando um aumento modesto de 20 por cento na produtividade, graças a ciclos mais rápidos, o ponto de equilíbrio desce para menos de três anos, mesmo que o preço inicial da máquina elétrica seja $50.000 mais elevado.
O desempenho térmico é outro indicador fiável de desperdício energético. Um sistema hidráulico que se mantém estável entre cerca de 45–50 °C está a funcionar de forma eficiente; quando as temperaturas ultrapassam os 60 °C, a oxidação acelera, as fugas internas aumentam e a bomba tem de consumir mais corrente apenas para manter a tonelagem nominal. Um motor servo elétrico comporta‑se de maneira muito diferente: o seu consumo de energia aumenta apenas quando o eixo se move, praticamente sem consumo em tempo de inatividade.
Quando se compilam todos estes números lado a lado, o panorama de custos a longo prazo inverte completamente a antiga crença de que os sistemas hidráulicos são sempre a opção mais económica:
| Métrica | Elétrico | Hidráulico | Poupança/Vantagem |
|---|---|---|---|
| Visitas de manutenção anuais | 1 | 4 | 75% menos tempo de assistência |
| Custos de fluido (total) | $0 | $2,400 | Sem despesas com fluidos |
| Tempo de paragem não planeado | 4 h/ano | 32 h/ano | $48K+ poupados a $1,5K/h |
| MTBF (horas) | 15,000 | 8,000 | 87% mais tempo de atividade |
| Manutenção total de 10 anos | Linha de base | –$50–75K | Elétrico à frente por uma ampla margem |
Os sistemas hidráulicos podem oferecer desempenho fiável, mas essa fiabilidade é adquirida através de manutenção frequente, maior consumo energético e consumíveis contínuos. Os sistemas elétricos podem exigir um preço inicial mais elevado, mas substituem a imprevisibilidade associada aos fluidos por intervalos de manutenção estáveis e custos operacionais comprovadamente mais baixos. Não há nada de dramático nesta mudança — é simplesmente conclusiva. Quando o custo total de propriedade se torna o ponto de referência, as horas de manutenção ocultas e o consumo constante de energia são mais do que suficientes para inclinar o ROI a favor do sistema elétrico em todos os dias em que a máquina funciona sem uma bomba a zumbir em segundo plano.
A maioria dos compradores compara prensas dobradeiras em termos de tonelagem e velocidade de ciclo, mas no chão de fábrica o ruído tem um custo real. A penalização esquecida dos sistemas hidráulicos é o zumbido persistente da bomba a manter a pressão. Ao longo de um turno de oito horas, esse ruído de fundo pode empurrar os operadores para além do limite de ação de 85 dBA da OSHA — o limiar que desencadeia um programa obrigatório de conservação auditiva. Se as medições junto ao ouvido do operador atingirem uma média de 85 dBA ao longo do turno, está a absorver silenciosamente custos laborais adicionais sob a forma de audiogramas, formação anual e EPI obrigatório.
As prensas dobradeiras elétricas alimentadas por atuadores servo, em vez de bombas hidráulicas, eliminam esse ruído constante de fundo. Os seus motores só funcionam durante o processo de dobragem e geralmente registam entre 10 e 20 decibéis menos — aproximadamente metade do volume para o ouvido humano. Para um gestor de fábrica equipado com um medidor de som calibrado ou até uma aplicação de smartphone, isto é um facto mensurável, não argumento de marketing. Um teste de 15 minutos conta a história: posicione o medidor à altura do operador e registe um ciclo de produção típico. Se as medições se aproximarem da marca dos 85 dBA, os sistemas elétricos de acionamento não se limitam a proporcionar conforto — são também uma garantia incorporada de conformidade.
O que muitos compradores esquecem é o efeito de bola de neve das obrigações de conformidade acústica. Uma vez ultrapassado esse limiar da OSHA, fica preso num ciclo contínuo de exames auditivos anuais, horários de turno ajustados e registos minuciosos. Ao longo de cinco anos, esses custos administrativos e de programa podem igualar o preço adicional de uma máquina mais silenciosa. Em operações de elevado ruído — oficinas já repletas de cortadoras de plasma ou compressores de ar — uma prensa dobradeira silenciosa pode significar a diferença entre ficar abaixo do limite e desencadear um programa de conservação auditiva dispendioso.
O próximo fator inegociável está debaixo dos seus pés. Cada ficha técnica lista o peso e a dimensão de uma máquina, mas poucos compradores traduzem isso em libras por pé quadrado — a verdadeira medida de se o chão pode suportar a carga. Uma prensa dobradeira hidráulica padrão de 150 toneladas, cheia de óleo e peças pesadas, pode exercer mais de 600 psf. Muitos pisos industriais são classificados para apenas 300–500 psf. Essa incompatibilidade aumenta rapidamente os custos: redefinição de fundações, reforço adicional em aço ou novas lajes de betão podem acrescentar 10–15 % ao preço de compra e prolongar a instalação por várias semanas.
As prensas dobradeiras elétricas, intrinsecamente mais leves, normalmente ficam bem dentro dos limites padrão dos pisos. Substituem tanques de óleo volumosos e sistemas de fluido por mecanismos servo compactos, e o sistema de acionamento direto elimina a necessidade de suportes de bomba separados ou circuitos de refrigeração. A regra prática é simples: divida o peso da máquina pela área de ocupação e compare com a classificação da laje do seu edifício. Se esse valor exceder a classificação e os custos de reforço ultrapassarem 10 % do preço da máquina, considere isso um ponto decisivo. No final, é o seu chão — não a ficha técnica — que decide.
A disposição física desempenha um papel fundamental na eficiência operacional. As máquinas hidráulicas requerem frequentemente unidades de potência hidráulica externas, percursos longos de mangueiras e amplas zonas de manutenção, o que significa que a sua pegada real é maior do que a indicada. Por outro lado, a maioria dos modelos elétricos é totalmente autónoma, libertando espaço valioso nos corredores para o fluxo de materiais ou integração com estações robóticas de assistência. Em oficinas de elevada variedade e baixo volume, onde o espaço é escasso, as estruturas mais leves e as zonas de serviço reduzidas das prensas elétricas podem aumentar a produtividade imediatamente — uma melhoria que não é facilmente captada nas folhas de cálculo de ROI, mas é inconfundível na facilidade diária de movimentar trabalho pelo chão.
Pode investir dinheiro para melhorar a eficiência energética ou reforçar lajes de betão; gerir o fator humano exige um julgamento mais apurado. As prensas hidráulicas tendem a recompensar o conhecimento mecânico prático. O seu funcionamento é direto e as falhas são frequentemente visíveis — níveis baixos de óleo, válvulas gastas, fugas ou problemas de pressão. Muitos operadores experientes de prensas dobradeiras foram formados em sistemas hidráulicos e podem realizar manutenção de rotina com competências mecânicas padrão. As prensas elétricas, porém, são sistemas mecatrónicos sofisticados: movimento gerado por servos, retorno de informação a partir de codificadores e desempenho ajustado através de software. Quando surgem problemas, a resolução requer um técnico fluente em sistemas de acionamento por servo, diagnóstico de PLC e ligações de fibra ótica ao controlo CNC.
O ponto de viragem depende das capacidades da sua equipa. Considere estas questões:
Se as suas respostas se inclinam para uma maior proficiência mecânica e um apoio eletrónico mínimo, as soluções hidráulicas continuam a ser a escolha mais segura. Mas, se a sua oficina já opera com lasers CNC ou células robotizadas, as competências digitais já existentes na sua equipa tornam os travões elétricos uma opção prática — e muitas vezes superior. O seu controlo de precisão minimiza o desperdício na configuração, o que é crucial em trabalhos de alta variedade e pequenas séries, onde cada dobra incorreta pode significar horas de reajuste e reprogramação.
Eis a verdade com nuances: os sistemas hidráulicos são mais fáceis de manter a funcionar de forma improvisada; os elétricos são mais fáceis de operar com precisão máxima uma vez que a equipa esteja devidamente formada. Os primeiros adaptam‑se a oficinas com recursos de manutenção imprevisíveis, enquanto os segundos prosperam onde a competência, a rapidez e a precisão são consistentemente elevadas.
A Realidade Inesperada: Muitos compradores desvalorizam os níveis de ruído, a capacidade de carga do piso e a proficiência dos operadores, concentrando‑se antes nas especificações brilhantes e nas folhas de cálculo de ROI. Na realidade, estes fatores “secundários” são muitas vezes decisivos — métricas que se podem verificar em minutos e que podem tornar irrelevantes esses modelos financeiros. As quinadoras operam num mundo tátil, não em simulações abstratas; estão instaladas em oficinas barulhentas, sobre betão imperfeito, e são manuseadas por pessoas com competências e paciência limitadas. A escolha mais inteligente não é a máquina com o folheto mais impressionante — é aquela que corresponde às limitações físicas e realidades humanas imutáveis da sua instalação.
As oficinas trabalham num estado constante de mudança — os códigos de peça alteram‑se diariamente, as configurações mudam de hora a hora, e os operadores gerem prazos apertados com encomendas imprevisíveis. Em teoria, as quinadoras elétricas parecem a escolha natural — mais rápidas, mais silenciosas, mais limpas — mas as condições do mundo real complicam esse cenário.
Os modelos elétricos destacam‑se quando a agenda é dominada por trocas frequentes. Os seus servomotores fornecem potência apenas durante a dobra, atingindo aproximadamente 35% maior rapidez em ciclos curtos em comparação com os hidráulicos. A velocidade de configuração também conta: reprogramar uma quinadora elétrica demora em média 10 segundos por peça, em comparação com 15 segundos numa hidráulica. Ao longo de centenas de alterações de programa, esses minutos acumulam‑se rapidamente. Um fabricante de mobiliário de média dimensão relatou uma redução de 25% no tempo de ciclo e metade do consumo elétrico após a mudança para o sistema elétrico — aumentando a produção sem aumentar o número de funcionários.
No entanto, a força máxima continua a definir os limites da posse. As quinadoras elétricas atingem normalmente um máximo de cerca de 300 toneladas. Se mesmo 20% das suas peças exigem regularmente mais força—como reforços de casco de navio, cantoneiras de aço temperado ou reforços espessos—confiar apenas na energia elétrica implica o risco de acionar alertas de sobrecarga e paragens. É aqui que os híbridos servo‑hidráulicos se destacam: oferecem precisão ao nível elétrico (±0,01 mm de repetibilidade), mas recorrem à potência hidráulica apenas quando é necessário mais impulso.
Guia Rápido de Decisão de Oficina
Em resumo, as máquinas elétricas dominam quando a agilidade é essencial, mas os híbridos evitam atrasos dispendiosos quando surge inesperadamente um trabalho com chapa grossa na fila.
Em linhas de produção que dobram as mesmas peças turno após turno, a velocidade constante é muito mais importante do que trocas frequentes. Neste cenário, a quinadeira hidráulica mantém-se a líder incontestada. Oferece potência total de tonagem em séries longas e ininterruptas, evita os limites térmicos que podem afetar motores servo e destaca-se nos ciclos repetitivos comuns em estruturas automóveis, acessórios de uso intensivo e fabrico de grandes invólucros.
Como estas operações repetem coordenadas idênticas milhares de vezes, a velocidade de curso mais lenta da hidráulica torna-se praticamente irrelevante. A pressão da bomba mantém-se estável e previsível, e não é afetada pelos pequenos desalinhamentos que podem desafiar gradualmente um sistema de acionamento servo. A manutenção permanece rotineira—filtros, vedantes e verificação do óleo—e o custo inicial é inferior ao da aquisição de uma máquina elétrica multi‑eixo capaz de igualar a mesma tonagem.
Embora as hidráulicas consumam duas a três vezes mais energia, a economia continua a favorecer‑as para produção contínua em materiais espessos. Uma vez distribuído por milhares de peças idênticas, o consumo adicional de energia acrescenta apenas cêntimos por unidade. Uma quinadeira elétrica poderia oferecer precisão semelhante, mas poderá enfrentar cerca de 20% mais tempo de paragem devido a limitações térmicas ou de sobrecarga durante ciclos prolongados e de alta tonagem.
A exceção surge quando a geometria da peça exige precisão de acabamento elevada — painéis de aço inox polido ou padrões de dobra intrincados. Para estes trabalhos em estado estacionário, os acionamentos elétricos mantêm uma repetibilidade de ±0,01 mm mesmo com flutuações de temperatura, atingindo cerca de 25% melhor uniformidade do que os hidráulicos. Mas quando a resistência do material e a repetição são prioritárias, os sistemas hidráulicos prevalecem pela sua fiabilidade e desempenho económico.
A maioria das oficinas de fabrico opera algures entre os extremos. Lidam com uma combinação de trabalhos repetitivos e um fluxo constante de encomendas de curta duração em diversas espessuras. Este ambiente de procura mista expõe as limitações inerentes aos designs puramente hidráulicos ou puramente elétricos. As prensas híbridas — sistemas hidráulicos controlados por servomotor — preenchem eficazmente essa lacuna.
Ao usar servos para dosar com precisão o fluxo hidráulico tanto a baixas como a altas pressões, os híbridos oferecem uma precisão comparável à dos elétricos, mantendo as reservas de potência dos hidráulicos. Reduzem o consumo de energia em 20–50% em comparação com modelos hidráulicos antigos, e ainda assim oferecem níveis de força equivalentes aos pistões convencionais. Os operadores beneficiam de um funcionamento mais silencioso (cerca de 60 dB contra 75–85 dB), áreas de trabalho mais limpas e aquecimento mais rápido, pois o circuito hidráulico funciona apenas durante a dobra ativa.
Considere um caso real: um fabricante por contrato que produz tanto componentes cirúrgicos como suportes industriais. Após substituir duas prensas hidráulicas convencionais por modelos híbridos, a empresa registou um aumento de 30% no rendimento em vários tipos de trabalho, reduziu drasticamente as horas de manutenção e praticamente eliminou fugas de óleo. Para fabricantes gerais que planeiam expandir ou trabalhar com uma gama mais ampla de materiais, os híbridos oferecem uma salvaguarda contra o erro de avaliação do equilíbrio futuro entre precisão e cargas de trabalho pesadas.
Pontos Críticos de Desempenho
| Gatilho do Cenário | Melhor Escolha | Pontos de Dados‑Chave |
|---|---|---|
| Mais de 20% dos trabalhos na tonelagem máxima com mudanças mínimas | Hidráulico | Investimento inicial mais baixo, capacidade de força ilimitada |
| Mais de 60% de peças de espessura fina ou de alta precisão, configurações frequentes | Elétrico | 35% ciclos mais rápidos, precisão ao nível do micron |
| 20–60% carga mista com procura imprevisível | Híbrido | Combina precisão e potência, 15–50% custos operacionais mais baixos |
Avaliação Rápida do ROI – 10 Minutos ou Menos
Os híbridos proporcionam um equilíbrio de engenharia bem executado: oferecem fiabilidade de força total quando é necessária grande tonelagem e controlo servo preciso quando a precisão acrescenta valor. São especialmente vantajosos para oficinas que operam entre tipos de trabalho diversos e horários de produção previsíveis — o maior segmento do mercado.
Comece com a pergunta que a maioria dos vendedores espera que não faças: “Mostre‑me os dados de desempenho para as minhas peças.” Nada de números genéricos, nada de amostras de marketing —as tuas dobras em Z de alumínio de 2 mm, as tuas canais de aço de 5 mm. No momento em que têm de demonstrar resultados para a tua geometria específica, a ambiguidade desaparece. Os representantes de máquinas elétricas podem mostrar com entusiasmo uma dobra de 10 segundos em comparação com 15 em hidráulicas; os representantes de máquinas hidráulicas podem rapidamente mudar o discurso para falar sobre “ciclo de trabalho” ou “qualidade de construção robusta”. Essa mudança de tom ou de foco é a tua primeira pista — estás agora a discutir desempenho real, e não categorias teóricas.
Apenas três perguntas podem revelar se estás realmente a comprar potência, precisão ou produtividade — e se o custo adicional é justificado.
As prensas hidráulicas respondem a esta pergunta de forma decisiva — alta tonelagem é precisamente aquilo para que foram concebidas. As máquinas elétricas começam a hesitar, e se o discurso deriva para “capacidade de arrefecimento”, chegaste ao limite prático de força delas. Esse limite é real: acima de cerca de 300 toneladas, as elétricas perdem a vantagem, e as híbridas ou totalmente hidráulicas assumem. A conclusão é simples: se a tua oficina executa regularmente longos turnos de alta tonelagem, qualquer resposta vaga ou condicional é um sinal de aviso de desclassificação térmica e de prazos de entrega comprometidos.
As máquinas elétricas mantêm ±0,01 mm porque os servomotores permanecem consistentes esteja a tua oficina fria ou quente. As hidráulicas não — variam à medida que o óleo aquece, e essa deriva aparece rapidamente como refugo de ±0,02–0,05 mm. O que realmente estás a perguntar é simples: queres uma máquina que se adapte ao teu ambiente ou uma que terás de ajustar e corrigir o dia todo?
As elétricas reduzem o consumo de energia aproximadamente para metade e eliminam a manutenção relacionada com o óleo, mas os seus servomotores podem ser caros quando chega a hora das reparações. As hidráulicas custam mais a operar — tanto em eletricidade como em óleo — mas são mais fáceis de reparar no terreno. Quando um representante diz “depende”, está a verificar se compreendes o teu tempo de funcionamento real. Se trabalhas longas horas com trocas frequentes, a economia favorece as elétricas. Se estás a moldar aço pesado sem parar, a simplicidade de manutenção das hidráulicas costuma vencer.
Os sinais de alerta são tão importantes quanto as próprias respostas. “Personalizável” muitas vezes significa que não têm pontos de referência comprovados. “Comparável à elétrica” geralmente disfarça deriva de precisão. “O nosso sistema de arrefecimento é robusto” é código para lentidão no ciclo. Todas essas evasões apontam para a mesma verdade: a máquina não é realmente adequada à tua combinação de peças — apenas esperam que ignores isso.
O passo seguinte mais inteligente é aquele que a maioria das oficinas ignora: volta à tua linha de produção, pega numa peça real de fabrico e leva‑a à demonstração. Porque no momento em que a ferramenta toca no as tuas material, a decisão torna‑se óbvia — a máquina que dobra melhor a tua peça é aquela que realmente valerá o investimento.


















