

La tua nuova pressa piegatrice elettrica lavora senza sforzo piegando un componente in alluminio da 2 mm con precisione millimetrica—finché il lavoro passa a una pesante lamiera d’acciaio da 10 mm, e i motori servo si bloccano a metà. La produzione si ferma, le scadenze slittano e la tanto pubblicizzata macchina “tuttofare” rivela improvvisamente i suoi limiti. La realtà è questa: oltre certi parametri—tonnellaggio, requisiti di tolleranza o lunghezza del banco—la fisica impone vincoli fissi che nessuna strategia di marketing può cancellare. Padroneggiare questi vincoli non riguarda la preferenza di marca; si tratta di scegliere il tipo di macchina che può davvero gestire il tuo carico di lavoro nel lungo periodo.
Le presse piegatrici elettriche brillano in scenari a forza media, tipicamente raggiungendo un massimo tra 150 e 300 tonnellate. Quando le tue esigenze salgono nella fascia 400–600+ tonnellate—come nel caso di piastre di scafo per cantieri navali o grandi travi strutturali—sei decisamente in territorio idraulico. I sistemi idraulici possono raggiungere facilmente 1.000 tonnellate grazie ai loro design a cilindro, che moltiplicano la forza senza subire i colli di bottiglia termici che incontrano i motori servo ad alta coppia.
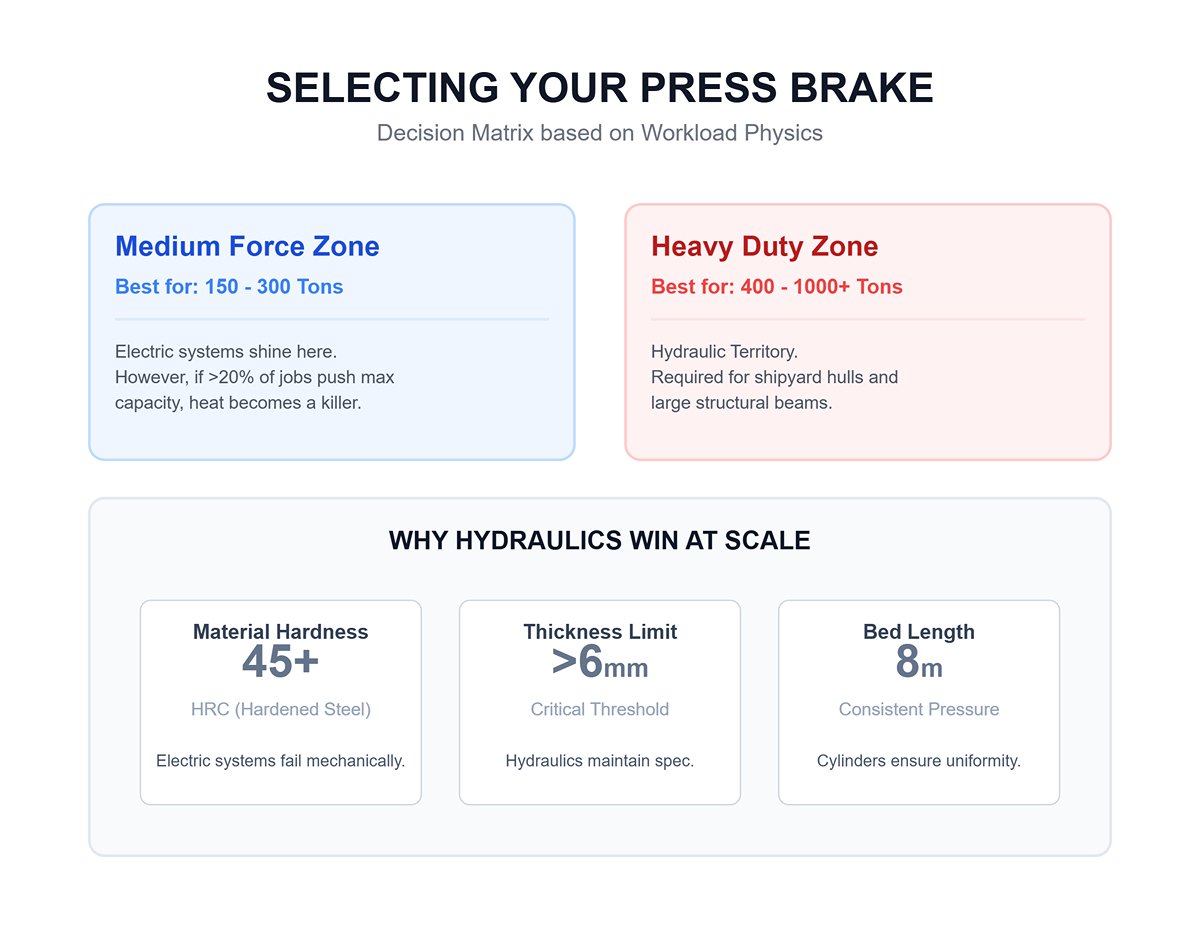
La durezza del materiale è un altro fattore decisivo: oltre i 6 mm di spessore o livelli di durezza tra 45–60 HRC (acciaio temprato), i sistemi elettrici affrontano gravi sollecitazioni meccaniche e termiche. Nei flussi di lavoro in cui più del 20% dei lavori si avvicina al limite di tonnellaggio della macchina, spesso si scopre che i vantaggi di velocità dell’elettrico vengono annullati dai tempi di inattività dovuti al calore. Come ha riassunto un fabbricatore dopo aver provato entrambi i tipi: “Gli elettrici si fermavano intorno alle 300 tonnellate—qualsiasi spessore maggiore passava direttamente all’idraulica.”
L’idraulica offre anche risultati costanti lungo banchi estesi sotto carico pesante. Una trave da 8 m sotto forza sostanziale rimane entro le specifiche perché i cilindri idraulici possono mantenere una pressione uniforme lungo tutta la sua lunghezza. I sistemi elettrici che tentano tonnellaggi comparabili possono surriscaldarsi, usurare prematuramente le viti a ricircolo di sfere e richiedere aggiornamenti del sistema di trasmissione proibitivamente costosi per far fronte. Se il tuo carico di lavoro tende verso piegature pesanti, la scelta è essenzialmente predeterminata—la fisica lo impone.
Riduci la scala: piegare materiali sottili in forme compatte o intricate. Qui le presse piegatrici elettriche eccellono, raggiungendo livelli di precisione che l’idraulica semplicemente non può offrire. I martinetti azionati da servo raggiungono velocità di avvicinamento e ritorno in circa metà del tempo rispetto ai sistemi idraulici. Con una ripetibilità di ±0,005″ mantenuta costantemente su migliaia di cicli, gli elettrici offrono un’accuratezza impareggiabile nella produzione ad alta varietà—senza la deriva posizionale che le variazioni di temperatura dell’olio possono causare nelle unità idrauliche.
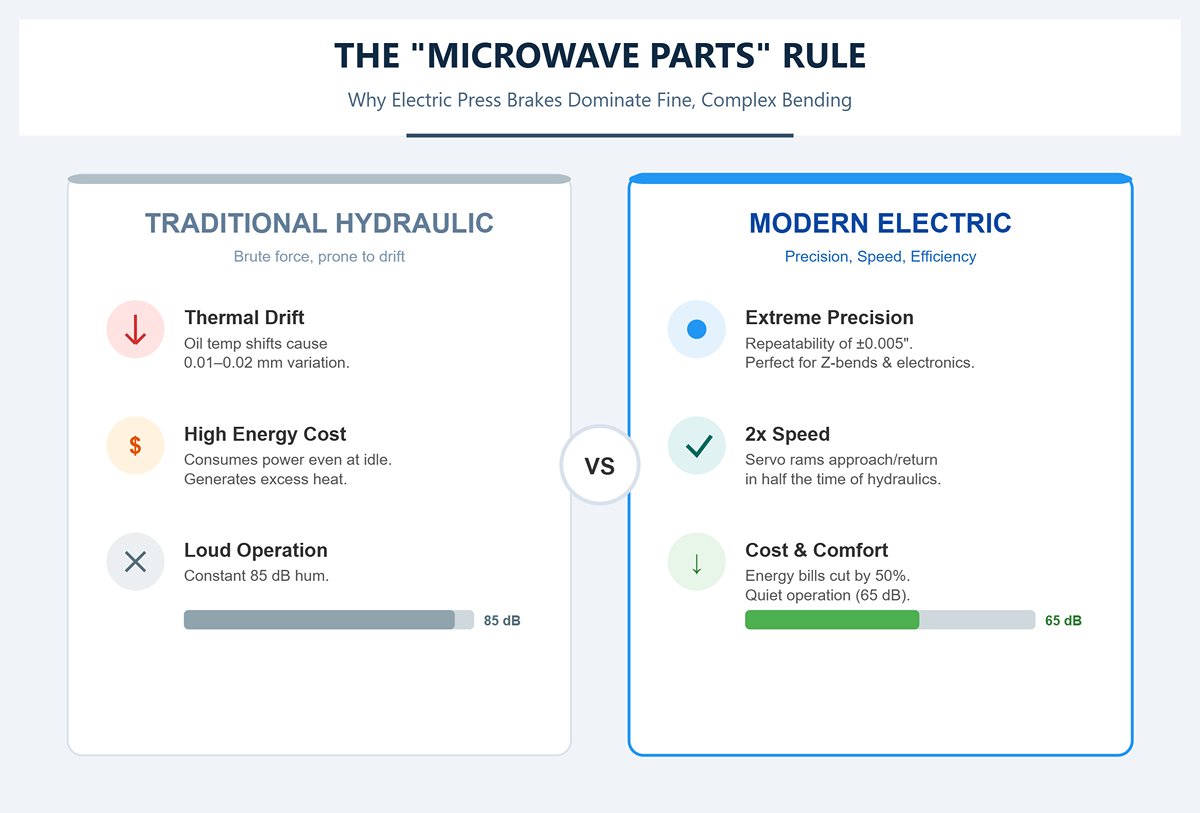
In settori come la produzione di elettronica o il prototipaggio di elettrodomestici, gli operatori producono spesso piccole parti con piegature a Z o profili multi-angolo in sequenza rapida. L’idraulica consuma energia anche a vuoto e genera calore in eccesso, mentre le trasmissioni elettriche utilizzano molta meno energia, riducendo drasticamente i costi operativi. Un laboratorio di elettronica che è passato all’elettrico ha dimezzato la bolletta energetica e ottenuto una precisione più costante. I lavoratori hanno anche apprezzato l’ambiente più silenzioso—solo 65 dB rispetto agli 85 dB del ronzio delle pompe idrauliche.
Dimentica l’idea superata che le presse elettriche manchino di forza—eccellono in un’altra arena: la precisione di controllo. Funzionano in modo affidabile in ambienti con ampie fluttuazioni di temperatura, non influenzate dai cambiamenti di viscosità che possono far derivare le macchine idrauliche di 0,01–0,02 mm nell’arco di una giornata. Per produzioni complesse e orientate ai dettagli, la precisione vince sulla forza bruta ogni volta.
La lunghezza del pezzo può essere altrettanto critica quanto il tonnellaggio totale. I sistemi elettrici a vite a ricircolo di sfere funzionano al meglio fino a circa 4 m (13 ft). Oltre questo punto, la deflessione meccanica e l’accumulo di calore iniziano a farsi sentire—mettendo ulteriore stress sui componenti e compromettendo la precisione. Le presse piegatrici idrauliche, invece, possono arrivare a 8 m (26 ft) o più, rendendole ideali per applicazioni pesanti come grandi travi, pannelli di navi o telai di rimorchi—senza le problematiche di bombatura che affliggono le unità elettriche più piccole.
I pezzi più lunghi cambiano radicalmente la dinamica della piegatura. Maggiore è la distanza dal martinetto ai punti di supporto, più alta è la probabilità di deflessione. Ottenere una distribuzione uniforme della forza lungo il banco diventa sempre più complesso per le trasmissioni elettriche. L’idraulica contrasta questo con sistemi multi‑cilindro che forniscono una pressione perfettamente bilanciata lungo tutta la lunghezza—indipendentemente dalla larghezza o dallo spessore del pezzo. Una volta che i tuoi pezzi superano i 4 m o il tonnellaggio oltrepassa le 300 tonnellate, non è più questione di preferenza personale. In questi intervalli, scegliere un modello elettrico comporta rischi sia di inefficienza prestazionale che di potenziale guasto meccanico.
Molti produttori evidenziano la “flessibilità” dei modelli elettrici nelle loro campagne di marketing, ma spesso sorvolano sui limiti concreti di lunghezza del banco nelle note in piccolo. Se non misuri la lunghezza massima prevista dei tuoi pezzi prima dell’acquisto, potresti ritrovarti a esternalizzare lavori fuori misura—e di fatto a consegnare lavoro redditizio direttamente ai tuoi concorrenti.
| Limite | Punto di forza dell’elettrico | Must-have idraulico |
|---|---|---|
| Tonnellaggio | ≤200–300 tonnellate | 300–1.000+ tonnellate |
| Lunghezza del letto | ≤4 m (13 ft) | 4–8 m (13–26 ft) |
| Materiale | 0,5–6 mm, ≤45 HRC | >6 mm, 45–60 HRC |
A questa scala, le decisioni sulla pressa piegatrice non dovrebbero dipendere dal prezzo o dal marketing. Sono governate dalle realtà immutabili della generazione di forza, della resistenza del materiale e della geometria del telaio. Riconosci questi limiti fin dall’inizio e investirai nella macchina capace di tenere il passo con le tue reali esigenze produttive.
Se vuoi, ora posso redigere Sezione 2, mantenendo lo stesso tono autorevole ed espandendo il quadro decisionale. Vuoi che proceda?
“Pollici al minuto” è un po’ come la velocità massima dichiarata di un’auto sportiva: riflette quanto velocemente la macchina può muoversi una volta raggiunto il passo completo. Ma in realtà, la maggior parte delle piegature avviene nei primi pochi pollici di corsa, dove l’accelerazione—non la velocità di punta—determina la reale esperienza dell’operatore. La pubblicità delle presse piegatrici ama i grandi valori IPM perché sembrano precisi e impressionanti, ma si applicano a scenari che quasi nessuna officina incontra: lunghe corse costanti alla massima velocità. La verità è che la maggior parte dei lavori comporta corse nella gamma di 1–3 pollici e cambi di direzione ogni pochi secondi. Qui emerge la differenza: un’unità idraulica deve costruire pressione prima che il movimento inizi, mentre un azionamento elettrico fornisce coppia istantaneamente. Ecco perché, anche quando le velocità dichiarate sembrano simili, i tempi di ciclo raccontano una storia molto diversa.
Le presse piegatrici elettriche raggiungono un’accelerazione quasi istantanea perché il servomotore aziona direttamente la vite a ricircolo di sfere, fornendo coppia immediatamente. Le idrauliche, invece, devono attivare le valvole, costruire la pressione del sistema e stabilizzare il flusso dell’olio prima che il punzone raggiunga una velocità efficace. Questo contrasto è più evidente nelle corse corte, dove la distanza di accelerazione costituisce la maggior parte del tempo di movimento totale.
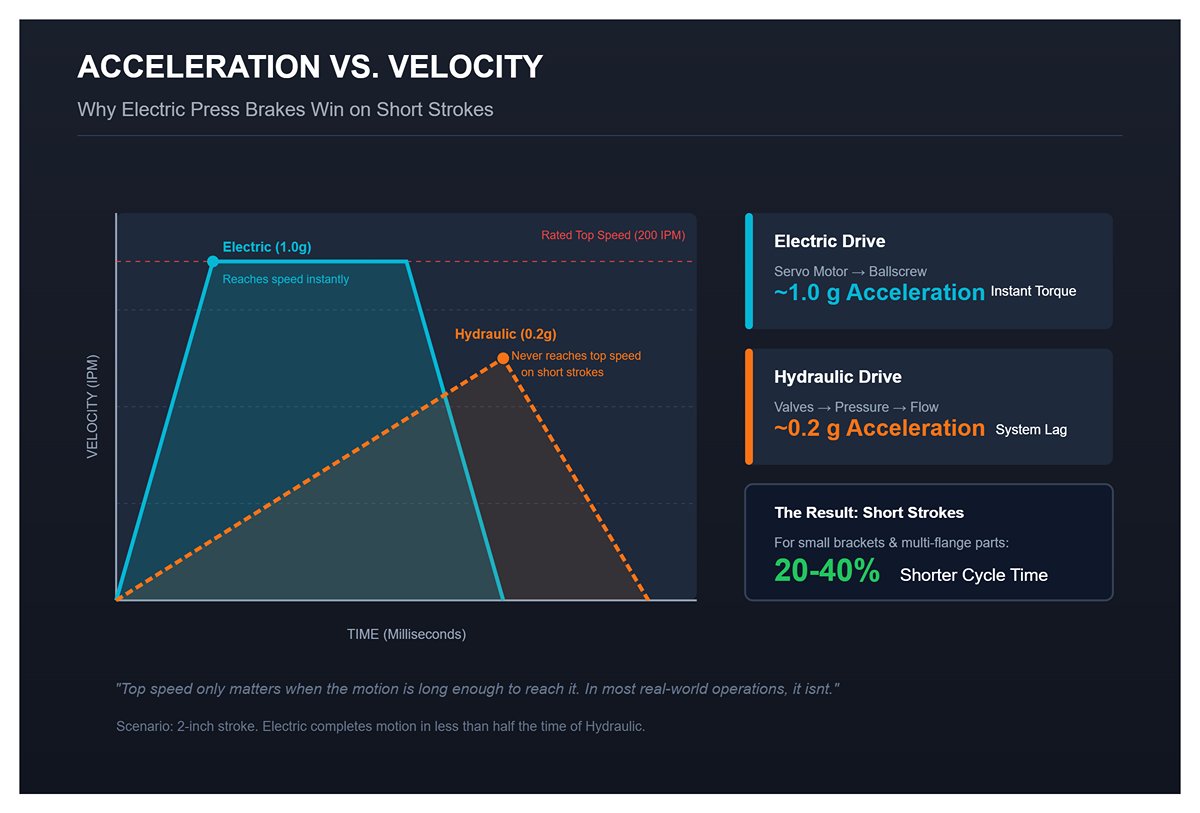
Ecco un modo semplice per immaginarlo: pensa a due presse che eseguono entrambe una corsa di 2 pollici. Entrambe possono dichiarare velocità massime di circa 200 IPM, ma il modello elettrico raggiunge quella velocità in una frazione del movimento. Il sistema idraulico, invece, potrebbe non raggiungere mai la velocità nominale prima di dover rallentare di nuovo. Nelle piegature a Z corte, nelle regolazioni fini o nei pezzi multi‑flangia, la capacità dell’elettrico di ridurre sia il tempo di accelerazione che di decelerazione diventa un vantaggio produttivo sottile ma potente. Gli operatori lo percepiscono come meno “tempo morto”—meno attesa con il pedale premuto per il ritorno del punzone.
Un rapido esempio aiuta a chiarire la fisica. Supponiamo:
In queste condizioni, la pressa elettrica può completare la corsa in meno della metà del tempo rispetto all’idraulica—anche quando entrambe hanno lo stesso valore massimo di IPM. La velocità di punta conta solo quando il movimento è abbastanza lungo da raggiungerla; nella maggior parte delle operazioni reali, non lo è.
Ecco perché le officine che formano piccoli supporti, pannelli multi‑flangia o pezzi che richiedono frequenti ri‑colpi spesso riportano tempi di ciclo più brevi del 20–40 % con le presse elettriche, anche quando le specifiche a catalogo sembrano simili. L’accelerazione—non la velocità—è ciò che vince davvero la gara.
Ogni ciclo di pressatura ha quattro fasi: avvicinamento, ingaggio, mantenimento e ritorno. Solo una—l’ingaggio—esegue effettivamente la formatura. Il resto è tempo morto. Per molti pezzi, soprattutto quelli con sei o più pieghe, le fasi di avvicinamento e ritorno costituiscono la maggior parte del tempo totale del ciclo.
I sistemi idraulici restano indietro qui per due motivi principali. Primo, perdono tempo mentre il sistema costruisce pressione prima che inizi il movimento. Secondo, la velocità di ritorno dipende da quanto agevolmente l’olio fluisce attraverso le valvole, quindi i cambi di direzione e la decelerazione aggiungono ulteriori ritardi. I motori elettrici possono invertire il movimento quasi istantaneamente, permettendo ai CNC di programmare profili di movimento stretti ed efficienti con praticamente nessun tempo di assestamento.
Una differenza di mezzo secondo per piega può sembrare minima—ma moltiplicatela. Un pezzo con sei pieghe e una corsa di 2 pollici che risparmia solo 0,5 secondi su avvicinamento e ritorno guadagna tre secondi per pezzo. A 600 pezzi per turno, sono 30 minuti di tempo operatore recuperati—ogni turno. In un anno, questo si traduce in decine di migliaia di dollari in efficienza del lavoro e maggiore disponibilità della macchina. Questa è la storia nascosta dietro quelle specifiche IPM idrauliche.
Il tempo ciclo include ogni movimento attorno alla piega, non solo la corsa del punzone. Per vedere se il vantaggio di velocità di una macchina elettrica si traduce davvero in risparmi per il tuo laboratorio, ti servono cinque dati chiave:
Calcola un singolo segmento di movimento usando un semplice modello di accelerazione. Per corse inferiori a circa tre pollici, il punzone non raggiunge mai la velocità massima—quindi accelerazione e decelerazione dominano il tempo totale. Aggiungi il mantenimento, i movimenti del riscontro posteriore e la manipolazione dell’operatore, moltiplica per le pieghe per pezzo, e poi confronta le prestazioni idrauliche ed elettriche usando i dati del tuo laboratorio.
Emergono regole chiare: quando i pezzi richiedono tre pollici di corsa o meno e quattro o più pieghe, una pressa elettrica produce generalmente cicli più brevi e costi di manodopera inferiori. Per pieghe lunghe e pesanti vicino al limite di tonnellaggio, l’idraulica può ancora vincere in produttività poiché funziona continuamente senza problemi di surriscaldamento o carico termico.
Una volta completata la matematica, il mito diventa evidente. I pollici al minuto (IPM) da soli non dicono nulla sul tempo di attesa reale tra le pieghe. I tassi di accelerazione e l’efficienza dei movimenti di avvicinamento e ritorno rivelano quasi tutto ciò che conta davvero.
Ogni operatore di pressa piegatrice idraulica riconosce il tranquillo rituale mattutino: fare alcune pieghe di prova, regolare l’angolo e evitare di fidarsi del primo pezzo della giornata. C’è una ragione concreta per questo. Quando l’olio idraulico si riscalda da circa 20 °C a 45 °C, la sua viscosità può diminuire della metà. Le valvole reagiscono più velocemente, i cilindri si muovono più liberamente e il punzone si assesta leggermente più in profondità sotto comandi identici. Il risultato? Una piega che misura esattamente 90,0° alle 8 AM potrebbe mostrare 89,7° alle 14 PM. Ciò si traduce in una differenza sulla punta della flangia di 0,05 a 0,3 mm—minima in scala ma significativa entro tolleranze strette.
La dilatazione termica aggiunge un’altra fonte di deriva, più lenta. I telai in acciaio si allungano di circa 0,012 mm per metro per ogni aumento di temperatura di 10 °C. Quindi un banco di 3 m che si riscalda di 20 °C durante un turno intenso si allunga di circa 0,07 mm. Questo leggero allungamento modifica i modelli di deflessione del punzone, in particolare lungo la linea centrale. Presse con compensazione di bombatura o deflessione limitata mostrano questo come uno spostamento dell’angolo a metà giornata—e entro il venerdì pomeriggio, quando la temperatura ambiente del laboratorio è salita di qualche grado in più, gli operatori lo notano di nuovo.
Il rimedio non è folklore—è pratica comprovata. Le presse idrauliche moderne dotate di valvole proporzionali, monitoraggio della temperatura e scale lineari ad alta risoluzione possono correggere automaticamente la maggior parte della deriva termica. Le macchine più semplici hanno solo bisogno di dieci minuti di pieghe di riscaldamento prima che la produzione inizi davvero. Il punto non è che l’idraulica manchi di precisione; è che la sua precisione dipende dal raggiungimento dell’equilibrio termico.
Un rapido esperimento in officina lo chiarisce. Programma una piega standard a 90° su una striscia larga 200 mm e spessa 2 mm. Esegui la prima piega mentre la macchina è fredda, registra l’angolo, poi ripeti ogni dieci minuti per un’ora senza toccare la configurazione. Quando tracci i risultati, vedrai che la deriva dell’angolo si appiattisce. Se la curva si stabilizza dopo tre o cinque pieghe, hai catturato sia la deriva da riscaldamento della tua macchina sia il suo ritorno alla stabilità.
Una svolta sorprendente: un sistema idraulico ben progettato con circolazione continua dell’olio e un circuito di raffreddamento controllato attivamente può rimanere dimensionalmente stabile per tutto il giorno. Nel frattempo, una pressa piegatrice elettrica posizionata accanto a una parete riscaldata dal sole può variare di diversi centesimi mentre i suoi encoder e utensili si espandono a velocità diverse. La deriva proviene dalla temperatura, non dal tipo di macchina—e solo un buon design determina se il sistema la compensa.
La precisione di piega dipende non solo dalla macchina ma da quanto efficacemente gestisce il ritorno elastico—il rimbalzo che riscrive silenziosamente ogni tabella di impostazione ordinata. Le presse piegatrici elettriche (servo) leggono sia la posizione che la forza attraverso encoder collegati direttamente all’albero motore. Quando la correzione dell’angolo è attivata, la macchina riforma ogni piega finché l’angolo misurato corrisponde al valore programmato entro pochi centesimi di grado, imparando il comportamento del materiale in tempo reale. Una volta stabilita, il controllore applica quella compensazione a ogni ciclo.
Le presse idrauliche di solito si affidano a letture di pressione e corsa del cilindro, deducendo l’angolo dalle tabelle di forza—affidabile quando la temperatura dell’olio è stabile, fuorviante quando non lo è. Una tabella di compensazione calibrata al mattino può eccedere di 0,4° più tardi nella giornata. Gli operatori finiscono per correggere manualmente o ri‑insegnare il controllo una volta che la macchina si scalda, aggiungendo tempo di impostazione e generando scarti inutili.
La differenza diventa evidente durante lo sviluppo del ciclo. Una piegatrice servo‑elettrica può richiedere solo una o due pieghe di prova per mettere a punto il ritorno elastico per un nuovo lotto di acciaio inox, mentre una versione idraulica può necessitare di cinque o sei tentativi a meno che non operi in un ambiente termicamente stabile. Per officine ad alta varietà e basso volume focalizzate sulla produttività, quei minuti extra di impostazione superano facilmente qualsiasi risparmio sul costo iniziale della macchina. Al contrario, per produzioni ad alto volume e ripetitive, una volta che una pressa idraulica raggiunge l’equilibrio termico, funziona in modo consistente per tutta la serie—guadagnandosi il posto di cavallo di battaglia.
La ripetibilità—la capacità di riprodurre pieghe identiche pezzo dopo pezzo—dipende interamente da come il sistema di controllo misura la posizione, non dal meccanismo di azionamento fisico stesso. Le presse piegatrici servo‑elettriche utilizzano encoder elettronici capaci di precisione a livello di micron per monitorare la posizione assoluta del punzone. Le variazioni di temperatura possono riscaldare l’area di lavoro, ma non distorcono i dati. I produttori tipicamente dichiarano una ripetibilità di ±0,01–0,02 mm, e in ambienti climatizzati, alcuni sistemi offrono prestazioni ancora migliori. Senza fluido idraulico che si espanda, si contragga o si aerizzi, la geometria del pezzo rimane consistente dal mattino alla sera.
Le piegatrici idrauliche, anche con circuiti servo‑idraulici avanzati, tendono a mostrare una variazione leggermente maggiore—spesso ±0,03–0,05 mm—a causa di piccoli cambiamenti nella viscosità dell’olio e nella risposta delle valvole nel corso della giornata. Detto ciò, molti sistemi moderni contrastano questi effetti attraverso feedback digitale in anello chiuso, correzione attiva del bombamento e serbatoi a temperatura regolata. Con una manutenzione disciplinata—analisi del fluido, calibrazione programmata e condizioni stabili in officina—un’unità idraulica può mantenere tolleranze vicine a quelle di una pressa elettrica per la maggior parte degli spessori di materiale. Le differenze diventano più evidenti quando si lavora con lamiera sottile, flange strette o pezzi estetici ad alta finitura.
Il test di validazione rapida menzionato in precedenza evidenzia anche questo. Dopo aver eseguito il ciclo di riscaldamento, lascia la macchina inattiva per un’ora, poi ripiega lo stesso pezzo di prova. Se l’angolo varia di più di 0,2°, il tuo processo è sensibile ai cambiamenti di temperatura ambiente; una pressa elettrica normalmente manterrebbe la variazione a circa la metà. Comprendere questo ti aiuta a quantificare l’impatto reale—e a valutare se qualche minuto perso nel riscaldamento quotidiano sia preferibile rispetto a investire decine di migliaia in nuova tecnologia.
Conclusione: la precisione non è semplicemente una questione di scegliere idraulico o elettrico. Dipende da come ogni sistema gestisce il calore, da quanto è ben tarato il ciclo di feedback e da quanto sono disciplinate le pratiche della tua officina. Le piegatrici elettriche eliminano la deriva termica di fine giornata per progettazione, mentre le idrauliche la contrastano attraverso la costanza e la cura abituale. Comprendi quali di questi fattori puoi influenzare più facilmente—e allinea le tue aspettative con la stessa attenzione con cui calibri le tue macchine.
Ciò che molti acquirenti trascurano è che le presse piegatrici idrauliche non consumano solo elettricità—consumano attenzione. Ogni pochi mesi, l’olio deve essere drenato, filtrato, testato e sostituito. Un’unità tipica contiene da 150 a 200 galloni, e il ciclo completo di servizio del fluido avviene ogni 6.000 ore, di solito una volta all’anno. Aggiungi sostituzioni di filtri, controlli delle guarnizioni e smaltimento conforme dei rifiuti pericolosi, e queste attività “di routine” erodono costantemente sia il budget che la manodopera. In dieci anni, una macchina può consumare circa $2.400 solo in olio—prima di considerare la produttività persa a causa di perdite e contaminazioni.
La spesa maggiore emerge quando le variazioni di calore e pressione iniziano ad accumularsi. Una volta che l’olio supera i 60 °C, si scurisce, ossida rapidamente e indurisce le guarnizioni—portando a perdite che possono alterare l’allineamento del punzone e compromettere le pieghe. Ogni fermo non pianificato costa circa $1.500 all’ora, e poiché la maggior parte delle officine rileva le perdite solo dopo che qualcosa va storto, i tempi di inattività aumentano rapidamente. Le riparazioni dovute a guasti delle guarnizioni legati alla temperatura costano tipicamente circa il 30 percento in più rispetto alla manutenzione programmata. Abitudini preventive—controlli settimanali dell’olio, registri di temperatura e calibrazione della pressione—possono ridurre i guasti fino all’80 percento, offrendo più di cinque volte il ritorno sul tempo investito. Eppure molte officine saltano questi controlli per mantenere le macchine in funzione, scambiando qualche minuto di produttività extra oggi con grandi perdite finanziarie domani.
Piccole mancanze si accumulano rapidamente: un singolo raccordo allentato o un punto di ingrassaggio bimestrale mancato può permettere alla calamina di bloccare il riscontro posteriore. Ironia vuole che un’ora di ispezione strutturata settimanale riduca spesso i costi operativi annuali del 12–18 percento. Il vero “segreto sporco” non è solo l’olio—è la vecchia aspettativa che i sistemi idraulici richiedano un monitoraggio costante per rimanere efficienti.
Le presse piegatrici elettriche eliminano la complessa rete di tubi e pompe che rende i sistemi idraulici così intensivi in manutenzione, ma quel design semplificato nasconde un diverso punto di vulnerabilità: la vite a ricircolo di sfere. Con un tempo medio tra guasti di circa 15.000 ore—quasi il doppio delle tipiche 8.000 ore di una pompa idraulica—la vite a ricircolo di sfere funge sia da meccanismo di azionamento che da guida di precisione. Quando mantenuta correttamente raffreddata e lubrificata, può funzionare senza problemi per più di un decennio; ma trascurarla o surriscaldarla può causare improvvisi e costosi guasti.
Quando una vite a ricircolo di sfere si blocca, non ci sono perdite o fumo evidenti—semplicemente si ferma. La vera spesa non sta nella pulizia, ma nel reperire il ricambio e impiegare tecnici specializzati per installarlo. Il monitoraggio predittivo riduce notevolmente questo rischio. Le unità elettriche moderne sfruttano software di controllo servo per monitorare continuamente carico, temperatura e assorbimento di corrente, individuando segni precoci di affaticamento ben prima di un guasto effettivo. Con una pianificazione disciplinata, il tempo di inattività non pianificato annuale scende a circa quattro ore, rispetto a circa trentadue ore per l’idraulica.
Il potenziale rischio si trova spesso nella specifica della macchina piuttosto che nel design stesso. I fornitori spesso vantano l’assenza di manutenzione dei fluidi, minimizzando però le esigenze di raffreddamento per piegature continue e pesanti. I potenziali acquirenti dovrebbero richiedere dettagli sui cicli di lavoro alla coppia massima, insieme ai parametri di raffreddamento del motore. Se un sistema di controllo riduce le prestazioni in risposta al calore eccessivo, la costanza di produzione può non soddisfare le aspettative. Anche così, la frequenza di servizio è un indicatore rivelatore: tipicamente solo una visita di manutenzione all’anno per le elettriche contro quattro per le idrauliche. In dieci anni, questa differenza da sola spesso compensa il prezzo di acquisto iniziale più elevato.
Il consumo energetico è l’aspetto in cui il quadro del ritorno sull’investimento cambia più drasticamente. Nei pressopiegatori idraulici, il motore e la pompa funzionano continuamente, convertendo l’elettricità in pressione idraulica sia che il pistone si muova sia che resti fermo. I sistemi a trasmissione elettrica, invece, assorbono energia solo quando sono effettivamente in funzione. Per carichi di lavoro simili, i sistemi elettrici utilizzano tipicamente tra il 20 percento e il 50 percento in meno di elettricità.
In un assetto a due turni con circa 4.000 ore di funzionamento all’anno, le bollette energetiche mostrano chiaramente la differenza. Gli impianti idraulici accumulano costi elettrici nell’ordine di $3.000–$5.000 all’anno, mentre modelli elettrici comparabili si collocano tra $1.500 e $2.500. In un decennio, tali risparmi—insieme all’eliminazione degli acquisti di olio—possono liberare $50.000–$75.000 dal tuo budget operativo. Considerando anche un modesto aumento del 20 percento della produttività grazie a tempi ciclo più rapidi, il punto di pareggio scende sotto i tre anni, anche se il prezzo iniziale della macchina elettrica è superiore di $50.000.
La prestazione termica è un altro indicatore affidabile di energia sprecata. Un sistema idraulico che mantiene una temperatura costante di circa 45–50 °C funziona in modo efficiente; quando le temperature superano i 60 °C, l’ossidazione accelera, le perdite interne aumentano e la pompa deve assorbire più corrente solo per mantenere la tonnellata nominale. Un motore servo elettrico si comporta in modo molto diverso: il suo consumo di energia aumenta solo quando l’asse si muove, lasciando praticamente nullo il consumo in tempi di inattività.
Quando metti insieme tutti questi dati fianco a fianco, il quadro dei costi a lungo termine ribalta completamente la vecchia convinzione che l’idraulica sia sempre la scelta economica:
| Metrica | Elettrico | Idraulico | Risparmio/Vantaggio |
|---|---|---|---|
| Visite di manutenzione annuali | 1 | 4 | 75% meno tempo di manutenzione |
| Costi dei fluidi (Totale) | $0 | $2,400 | Nessuna spesa per fluidi |
| Fermi imprevisti | 4 ore/anno | 32 ore/anno | $48K+ risparmiati a $1,5K/ora |
| MTBF (Ore) | 15,000 | 8,000 | 87% più tempo di attività |
| Manutenzione totale su 10 anni | Baseline | –$50–75K | Elettrico in vantaggio di un ampio margine |
Gli impianti idraulici possono offrire prestazioni affidabili, ma tale affidabilità si paga con interventi frequenti, maggior consumo energetico e uso continuo di materiali di consumo. I sistemi elettrici possono richiedere un prezzo iniziale più alto, ma sostituiscono l’imprevedibilità legata ai fluidi con intervalli di manutenzione regolari e costi operativi sensibilmente più bassi. Non c’è nulla di drammatico nel cambiamento—è semplicemente conclusivo. Quando il costo totale di proprietà diventa il parametro di riferimento, le ore di manutenzione nascoste e il consumo costante di energia sono più che sufficienti per far pendere il ROI a favore dell’elettrico ogni giorno in cui la macchina funziona senza una pompa che ronza in sottofondo.
La maggior parte degli acquirenti confronta le presse piegatrici in termini di tonnellaggio e velocità di ciclo, ma in officina il rumore comporta un costo reale. La penalità trascurata degli impianti idraulici è il ronzio persistente di una pompa che mantiene la pressione. Durante un turno di otto ore, quel rumore di fondo può spingere gli operatori oltre il limite d’azione OSHA di 85 dBA—la soglia che attiva un programma obbligatorio di conservazione dell’udito. Se le letture all’altezza dell’orecchio dell’operatore registrano in media 85 dBA durante il turno, si stanno assorbendo silenziosamente costi di manodopera extra sotto forma di audiogrammi, formazione annuale e DPI obbligatori.
Le presse piegatrici elettriche alimentate da attuatori servo, anziché da pompe idrauliche, eliminano quel rumore di fondo costante. I loro motori funzionano solo durante il processo di piegatura e di solito registrano da 10 a 20 decibel in meno—circa la metà del volume percepito dall’orecchio umano. Per un responsabile di stabilimento dotato di un fonometro calibrato o anche di un’app per smartphone, questo è un fatto misurabile, non un discorso di marketing. Un test di 15 minuti racconta la storia: posizionare il fonometro all’altezza dell’operatore e registrare un ciclo di produzione tipico. Se le letture si avvicinano alla soglia di 85 dBA, i sistemi di azionamento elettrico non riguardano solo il comfort—sono la vostra garanzia integrata di conformità.
Ciò che molti acquirenti trascurano è l’effetto a valanga degli obblighi di conformità al rumore. Una volta superata la soglia OSHA, si entra in un ciclo continuo di esami annuali dell’udito, orari di turno modificati e scrupolosa tenuta dei registri. In un arco di cinque anni, tali costi amministrativi e di programma possono eguagliare il prezzo aggiuntivo di una macchina più silenziosa. In operazioni ad alto rumore—officine già piene di tagliatrici al plasma o compressori d’aria—una pressa piegatrice silenziosa può significare la differenza tra restare sotto il limite e attivare un costoso programma di conservazione dell’udito.
Il prossimo fattore non negoziabile si trova sotto i piedi. Ogni scheda tecnica elenca il peso e l’ingombro di una macchina, ma pochi acquirenti traducono questo in libbre per piede quadrato—la vera misura di quanto il pavimento possa sopportare il carico. Una pressa piegatrice idraulica standard da 150 tonnellate, riempita d’olio e con fusioni pesanti, può esercitare più di 600 psf. Molti pavimenti industriali sono valutati solo per 300–500 psf. Questa discrepanza fa aumentare rapidamente i costi: ridisegni delle fondamenta, rinforzi in acciaio aggiuntivi o getti di calcestruzzo possono aggiungere dal 10 al 15 % al prezzo d’acquisto e prolungare l’installazione di diverse settimane.
Le presse piegatrici elettriche, intrinsecamente più leggere, rientrano tipicamente nei limiti standard del pavimento. Scambiano ingombranti serbatoi d’olio e sistemi a fluido per meccanismi servo compatti, e il loro sistema a trasmissione diretta elimina la necessità di basi per pompe separate o circuiti di raffreddamento. La regola pratica è semplice: dividere il peso della macchina per l’ingombro e confrontarlo con la valutazione della soletta del vostro edificio. Se quel valore supera la valutazione e i costi di rinforzo superano il 10 % del prezzo della macchina, consideratelo un fattore decisivo. Alla fine, è il vostro pavimento—non la scheda tecnica—a decidere.
La disposizione fisica gioca un ruolo fondamentale nell’efficienza operativa. Le macchine idrauliche spesso richiedono unità di potenza idraulica esterne, percorsi di tubi estesi e ampi spazi di servizio, il che significa che il loro ingombro reale è maggiore di quello indicato. Al contrario, la maggior parte dei modelli elettrici è completamente autonoma, liberando prezioso spazio nei corridoi per il flusso di materiale o l’integrazione con stazioni robotiche di alimentazione. In officine ad alta varietà e basso volume dove lo spazio è limitato, i telai più leggeri e le zone di servizio ridotte delle presse elettriche possono aumentare immediatamente la produttività—un miglioramento non facilmente catturato nei fogli di calcolo del ROI, ma inconfondibile nella facilità quotidiana di spostare il lavoro sul pavimento.
Si può spendere denaro per migliorare l’efficienza energetica o rinforzare le solette in calcestruzzo; gestire il fattore umano richiede un giudizio più acuto. Le presse idrauliche tendono a premiare la conoscenza meccanica pratica. Il loro funzionamento è semplice e i guasti sono spesso visibili—livelli d’olio bassi, valvole usurate, perdite o problemi di pressione. Molti operatori esperti di presse piegatrici si sono formati sugli impianti idraulici e possono effettuare la manutenzione ordinaria con competenze meccaniche standard. Le presse piegatrici elettriche, invece, sono sofisticati sistemi meccatronici: movimento azionato da servomotori, feedback da encoder e prestazioni ottimizzate tramite software. Quando sorgono problemi, la diagnostica richiede un tecnico esperto in sistemi di azionamento servo, diagnostica PLC e connessioni in fibra ottica al controllo CNC.
Il punto di svolta dipende dalle capacità del vostro team. Considerate queste domande:
Se le vostre risposte tendono verso la competenza meccanica e un supporto elettronico minimo, l’idraulica resta la scelta più sicura. Ma se la vostra officina già utilizza laser CNC o celle robotiche, le competenze digitali già presenti nel vostro team rendono le presse elettriche un’opzione pratica—e spesso superiore. Il loro controllo di precisione riduce al minimo gli scarti di setup, fondamentale in lavori ad alta varietà e brevi serie dove ogni piega errata può significare ore di riattrezzaggio e riprogrammazione.
Ecco la verità sfumata: le idrauliche sono più facili da mantenere funzionanti in modo approssimativo e improvvisato; le elettriche sono più facili da far funzionare alla massima precisione una volta che il team è addestrato. Le prime si adattano alle officine con risorse di manutenzione imprevedibili, mentre le seconde prosperano dove abilità, velocità e precisione sono costanti e solide.
La realtà inaspettata: Molti acquirenti minimizzano l'importanza dei livelli di rumore, della capacità di carico del pavimento e della competenza dell'operatore, concentrandosi invece su specifiche luccicanti e fogli di calcolo del ROI. In realtà, questi fattori “secondari” sono spesso decisivi—metriche che si possono verificare in pochi minuti e che possono rendere inutili quei modelli finanziari. Le presse piegatrici operano nel mondo tattile, non in simulazioni astratte; si trovano in officine rumorose, su cemento imperfetto, e sono gestite da persone con abilità e pazienza limitate. La scelta più intelligente non è la macchina con la brochure più impressionante—è quella che corrisponde ai vincoli fisici immutabili e alle realtà umane della tua struttura.
Le officine operano in uno stato costante di cambiamento—i codici dei pezzi cambiano quotidianamente, le configurazioni si modificano di ora in ora, e gli operatori gestiscono scadenze strette con ordini in arrivo imprevedibili. Sulla carta, le presse piegatrici elettriche sembrano la scelta naturale—più veloci, più silenziose, più pulite—ma le condizioni reali complicano questo quadro.
I modelli elettrici brillano quando i frequenti cambi di produzione dominano il programma. I loro servomotori erogano potenza solo durante la piegatura, ottenendo circa 35% più veloci cicli per produzioni brevi rispetto alle idrauliche. Anche la velocità di configurazione conta: riprogrammare una pressa elettrica richiede in media 10 secondi per pezzo, contro 15 secondi per una idraulica. Su centinaia di cambi di programma, quei minuti si accumulano rapidamente. Un produttore di mobili di medie dimensioni ha riportato una 25% riduzione del tempo di ciclo e dimezzato consumo di elettricità dopo il passaggio all’elettrico—aumentando la produttività senza aggiungere personale.
Tuttavia, la forza massima definisce ancora i limiti di proprietà. Le presse piegatrici elettriche di solito arrivano a circa 300 tonnellate. Se anche 20% dei tuoi pezzi richiedono regolarmente più forza—come rinforzi per scafi di navi, angoli in acciaio temprato o spessi rinforzi—affidarsi esclusivamente all’elettrico rischia di provocare allarmi di sovraccarico e fermate. Qui eccellono gli ibridi servo‑idraulici: offrono precisione a livello elettrico (±0,01 mm di ripetibilità) ma utilizzano la potenza idraulica solo quando serve più forza.
Guida rapida alle decisioni in officina
In breve, l’elettrico è ideale quando l’agilità è fondamentale, ma gli ibridi evitano costosi ritardi quando un lavoro imprevisto su lamiera spessa arriva in coda.
Su linee di produzione che piegano le stesse parti turno dopo turno, la velocità costante conta molto più dei frequenti cambi di attrezzaggio. In questo contesto, la pressa piegatrice idraulica rimane il leader indiscusso. Offre potenza a pieno tonnellaggio per lunghi cicli ininterrotti, evita i limiti termici che possono influire sui motori servo e eccelle nei cicli ripetitivi tipici di telai automobilistici, accessori pesanti e fabbricazione di grandi involucri.
Poiché queste operazioni ripetono coordinate identiche migliaia di volte, la velocità di corsa più lenta dell’idraulica diventa in gran parte irrilevante. La pressione della pompa rimane stabile e prevedibile, ed è immune da piccoli disallineamenti che possono progressivamente mettere alla prova un sistema a servo‑azionamento. La manutenzione resta ordinaria—filtri, guarnizioni e controlli dell’olio—e il costo iniziale è inferiore rispetto all’acquisto di una macchina elettrica multi‑asse capace di eguagliare lo stesso tonnellaggio.
Sebbene le idrauliche consumino da due a tre volte più energia, l’economia resta a loro favore per la produzione continua su materiali spessi. Una volta distribuito su migliaia di parti identiche, il consumo energetico aggiuntivo incide solo per pochi centesimi per unità. Una pressa piegatrice elettrica potrebbe offrire una precisione simile, ma potrebbe subire circa il 20 % di fermo macchina in più a causa di vincoli termici o di sovraccarico durante cicli prolungati ad alto tonnellaggio.
L’eccezione si presenta quando la geometria del pezzo richiede una precisione di finitura elevata—pannelli in acciaio inox lucidati o schemi di piegatura complessi. Per questi lavori a regime costante, gli azionamenti elettrici mantengono una ripetibilità di ±0,01 mm anche al variare delle temperature, ottenendo circa il 25 % di uniformità in più rispetto alle idrauliche. Ma quando la resistenza del materiale e la ripetizione hanno priorità, le idrauliche prevalgono grazie alla pura affidabilità e alla prestazione economicamente efficiente.
La maggior parte delle officine di fabbricazione opera in una via di mezzo tra gli estremi. Gestiscono una combinazione di lavori ripetuti insieme a un flusso costante di ordini a breve tiratura in spessori vari. Questo ambiente a domanda mista mette in evidenza le limitazioni intrinseche dei modelli puramente idraulici o puramente elettrici. Le presse piegatrici ibride—sistemi idraulici controllati da servo—colmano efficacemente questa lacuna.
Utilizzando i servo per dosare con precisione il flusso idraulico sia a basse che ad alte pressioni, le ibride offrono un’accuratezza paragonabile agli elettrici, mantenendo al contempo le riserve di potenza degli idraulici. Riducendo il consumo energetico di 20–50% rispetto ai modelli idraulici più vecchi, offrono comunque livelli di forza pari ai pistoni convenzionali. Gli operatori beneficiano di un funzionamento più silenzioso (circa 60 dB contro 75–85 dB), aree di lavoro più pulite e un riscaldamento più rapido, poiché il circuito idraulico funziona solo durante la piegatura attiva.
Consideriamo un caso reale: un produttore a contratto che realizza sia componenti chirurgici che staffe industriali. Dopo aver sostituito due presse piegatrici idrauliche convenzionali con modelli ibridi, l’azienda ha registrato un 30% aumento della produttività su lavori vari, ha drasticamente ridotto le ore di manutenzione e ha portato le perdite d’olio quasi a zero. Per i fabbricanti generici che pianificano di espandersi o lavorare con una gamma più ampia di materiali, le ibride offrono una protezione contro il rischio di valutare male il futuro equilibrio tra precisione e lavori pesanti.
Punti di svolta delle prestazioni
| Scenario di innesco | Scelta migliore | Punti dati chiave |
|---|---|---|
| Oltre il 20% di lavori alla massima tonnellata con cambi minimi | Idraulico | Investimento iniziale più basso, capacità di forza illimitata |
| Oltre il 60% di parti a lamiera sottile o ad alta precisione, frequenti impostazioni | Elettrico | 35% tempi di ciclo più rapidi, accuratezza a livello di micron |
| 20–60% carico di lavoro misto con domanda imprevedibile | Ibrida | Combina accuratezza e potenza, 15–50% costi operativi più bassi |
Valutazione rapida del ROI – 10 minuti o meno
Gli ibridi offrono un equilibrio ingegneristico ben realizzato: forniscono affidabilità a piena forza quando è necessaria pura tonnellaggio, e un controllo servo fine quando la precisione genera valore. Sono particolarmente vantaggiosi per le officine che operano tra diversi tipi di lavori e programmi di produzione prevedibili—il segmento più grande sul mercato.
Inizia con la domanda che la maggior parte dei venditori spera tu non faccia: “Mostrami i dati di prestazione per i miei pezzi.” Non numeri generici, non campioni di marketing—i tuoi piega a Z in alluminio da 2 mm, i tuoi Canale d’acciaio da 5 mm. Nel momento in cui devono dimostrare i risultati per la tua geometria specifica, l’ambiguità scompare. I rappresentanti delle macchine elettriche possono mostrare con entusiasmo una piega da 10 secondi rispetto ai 15 secondi delle idrauliche; i rappresentanti delle idrauliche potrebbero passare rapidamente a parlare di “ciclo di lavoro” o “robustezza della costruzione”. Questo cambiamento nel tono o nell’attenzione è il tuo primo indizio—ora stai discutendo di prestazioni reali, non di categorie teoriche.
Bastano tre domande per capire se stai davvero acquistando potenza, precisione o produttività—e se il costo aggiuntivo è giustificato.
Le presse idrauliche rispondono a questa domanda in modo deciso—l’alto tonnellaggio è esattamente ciò per cui sono costruite. Le macchine elettriche iniziano a tentennare, e se il discorso devia verso la “capacità di raffreddamento”, hai raggiunto il loro limite pratico di forza. Questo limite è reale: una volta superati circa 300 tonnellate, le elettriche perdono il vantaggio, e le ibride o le idrauliche complete prendono il sopravvento. La conclusione è semplice: se il tuo laboratorio lavora regolarmente turni lunghi ad alto tonnellaggio, qualsiasi risposta vaga o condizionata è un segnale di allarme per derating termico e programmi di consegna saltati.
Le macchine elettriche mantengono ±0,01 mm perché i servomotori restano costanti sia che il laboratorio sia fresco sia che sia rovente. Le idrauliche no—si spostano man mano che l’olio si scalda, e questo disallineamento si manifesta rapidamente come scarto di ±0,02–0,05 mm. Quello che stai realmente chiedendo è semplice: vuoi una macchina che si adatti al tuo ambiente, o una che dovrai regolare e correggere tutto il giorno?
Le elettriche riducono il consumo energetico di circa la metà ed eliminano la manutenzione legata all’olio, ma i loro servomotori possono essere costosi quando si tratta di riparazioni. Le idrauliche costano di più da far funzionare—sia in elettricità che in olio—ma sono più facili da riparare sul campo. Quando un rappresentante dice “dipende”, sta verificando se conosci il tuo effettivo tempo di funzionamento. Se lavori molte ore con frequenti cambi di produzione, l’economia pende verso l’elettrico. Se spingi acciaio pesante senza sosta, la semplicità di manutenzione delle idrauliche di solito prevale.
I segnali d’allarme contano tanto quanto le risposte stesse. “Personalizzabile” spesso significa che mancano parametri di riferimento comprovati. “Paragonabile all’elettrico” di solito nasconde derive di precisione. “Il nostro sistema di raffreddamento è robusto” è un codice per rallentamenti del ciclo. Tutte queste evasive puntano alla stessa verità: la macchina non è realmente adatta al tuo mix di pezzi—stanno solo sperando che tu lo ignori.
Il passo successivo più intelligente è quello che la maggior parte dei laboratori salta: torna sul tuo pavimento, prendi un pezzo di produzione reale e portalo alla dimostrazione. Perché nel momento in cui l’utensile tocca i tuoi il materiale, la decisione diventa ovvia—la macchina che piega meglio il tuo pezzo è quella che realmente si ripagherà.


















