

Votre nouvelle presse plieuse électrique fonctionne sans effort, pliant une pièce en aluminium de 2 mm avec une précision remarquable—jusqu’à ce que le travail passe à une plaque d’acier de 10 mm, et que les servomoteurs se bloquent à mi‑course. La production s’arrête, les délais glissent, et la machine “ universelle ” tant vantée révèle soudain ses limites. La réalité est la suivante : au‑delà de certains seuils—tonnage, exigences de tolérance ou longueur de table—la physique impose des contraintes fixes qu’aucun argument marketing ne peut effacer. Maîtriser ces contraintes ne relève pas d’une préférence de marque ; il s’agit de choisir le type de machine capable de soutenir réellement votre charge de travail sur le long terme.
Les presses plieuses électriques excellent dans les scénarios de force moyenne, atteignant généralement un maximum entre 150 et 300 tonnes. Dès que vos besoins s’élèvent dans la fourchette des 400–600 tonnes et plus—par exemple pour le cintrage de tôles de coques de navires ou de poutres structurelles de grande taille—vous entrez clairement sur le terrain de l’hydraulique. Les systèmes hydrauliques peuvent atteindre sans effort 1 000 tonnes grâce à leur conception à vérins, qui multiplie la force sans subir les goulots d’étranglement thermiques auxquels sont confrontés les servomoteurs à couple élevé.
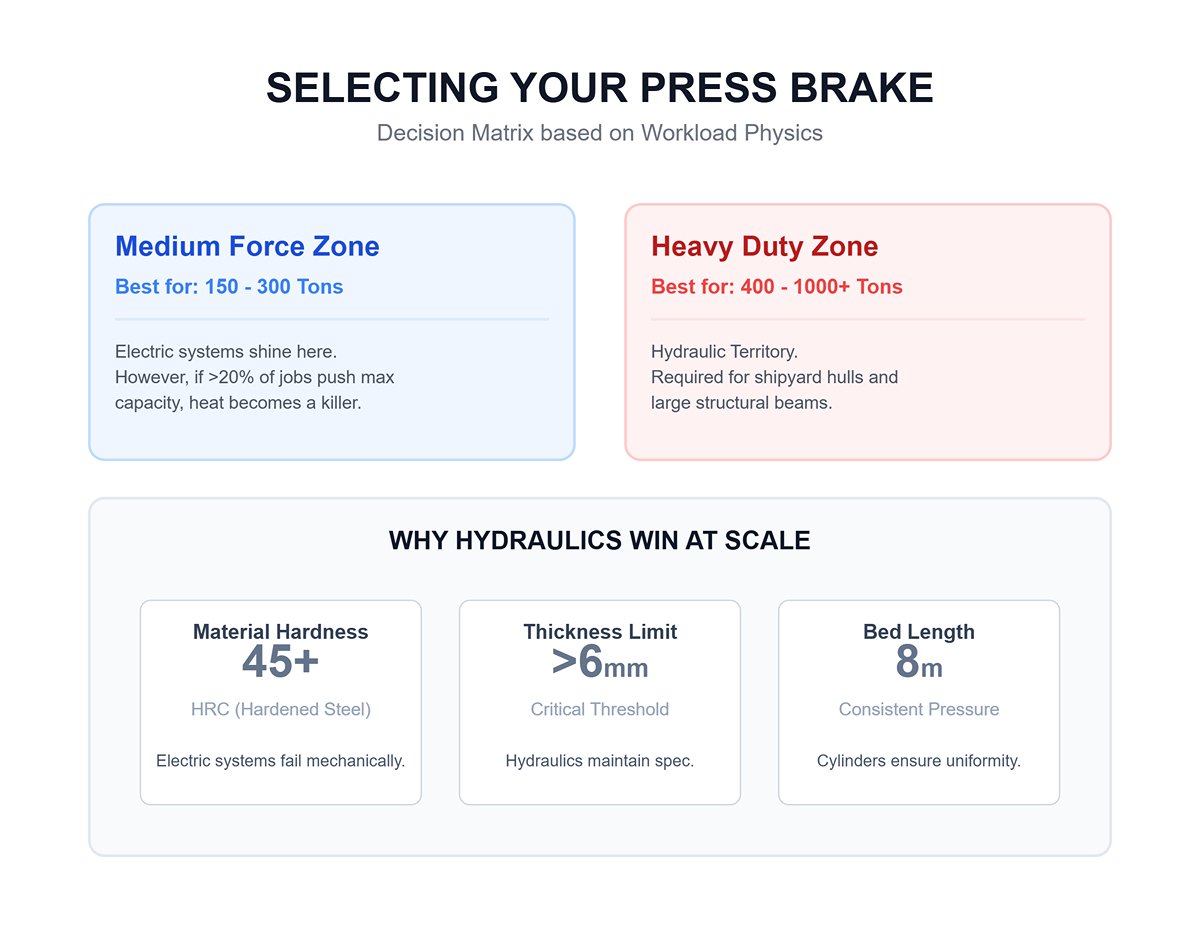
La dureté du matériau est un autre facteur déterminant : au‑delà de 6 mm d’épaisseur ou de niveaux de dureté de l’ordre de 45–60 HRC (acier trempé), les systèmes électriques subissent de fortes contraintes mécaniques et thermiques. Dans les flux de production où plus de 20 % des travaux atteignent la limite de tonnage de la machine, les avantages de vitesse de l’électrique sont souvent annulés par les temps d’arrêt dus à la chaleur. Comme l’a résumé un chaudronnier après avoir testé les deux types : “ Les électriques plafonnaient autour de 300 tonnes — tout ce qui était plus épais passait directement à l’hydraulique. ”
Les systèmes hydrauliques offrent également des résultats constants sur de longues tables sous forte charge. Une poutre de 8 m soumise à une contrainte importante reste dans les tolérances, car les vérins hydrauliques maintiennent une pression uniforme tout au long de la longueur. Les systèmes électriques tentant un tonnage comparable peuvent surchauffer, user prématurément les vis à billes et exiger des mises à niveau de transmission très coûteuses pour y faire face. Si votre charge de travail tend vers le cintrage lourd, votre choix est pratiquement prédéterminé : c’est la physique qui le dicte.
Réduisez l’échelle : pliage de matériaux fins en formes compactes ou complexes. C’est là que les presses plieuses électriques excellent, atteignant des niveaux de précision que l’hydraulique ne peut tout simplement pas égaler. Les vérins à entraînement par servomoteur atteignent des vitesses d’approche et de retour environ deux fois plus rapides que les systèmes hydrauliques. Avec une répétabilité de ±0,005″ maintenue de façon constante sur des milliers de cycles, les presses électriques offrent une précision inégalée pour la production à grande diversité—sans la dérive de position causée par les variations de température d’huile dans les unités hydrauliques.
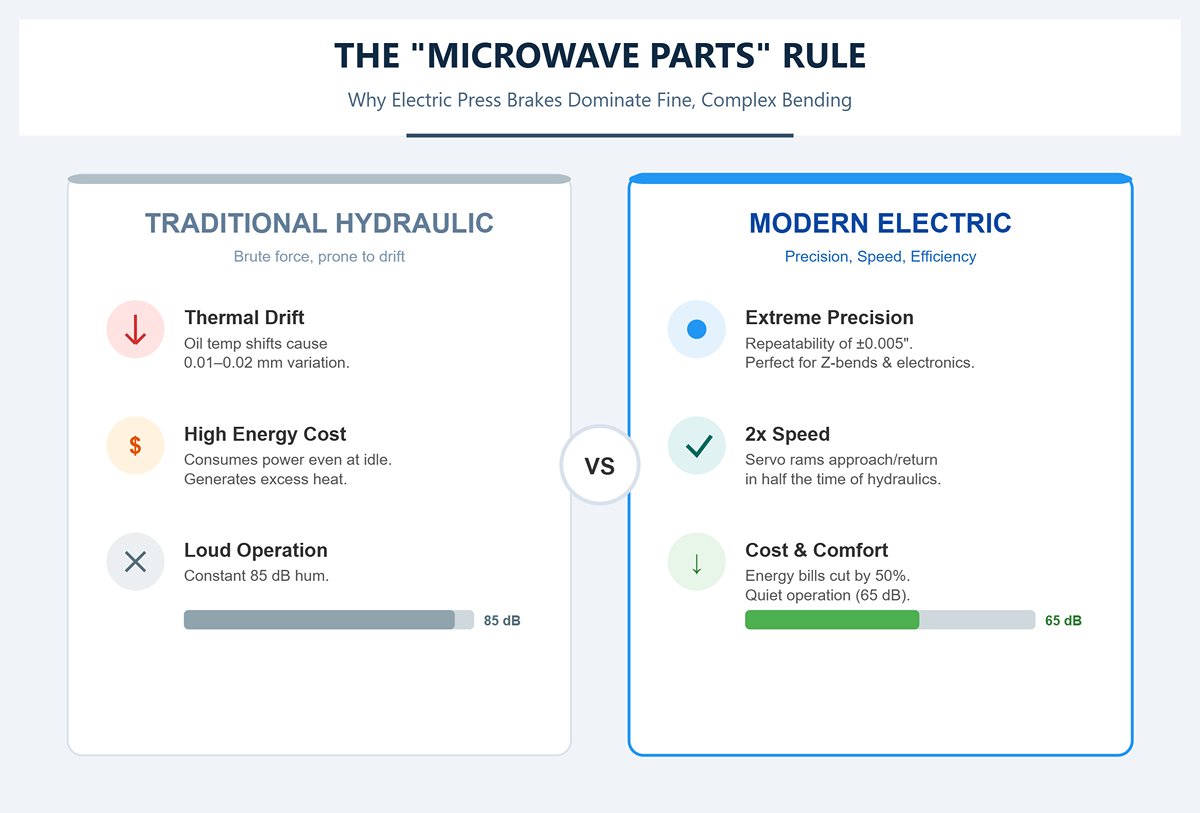
Dans des domaines tels que la fabrication électronique ou le prototypage d’appareils électroménagers, les opérateurs produisent souvent de petites pièces avec des plis en Z ou des profils multi‑angles en séquence rapide. Les systèmes hydrauliques consomment de l’énergie même à vide et génèrent un excès de chaleur, tandis que les entraînements électriques utilisent beaucoup moins d’énergie, réduisant ainsi les coûts d’exploitation. Un atelier d’électronique passé à l’électrique a réduit sa facture d’énergie de moitié tout en gagnant en constance de précision. Les opérateurs ont également apprécié un environnement plus silencieux—à peine 65 dB contre les 85 dB du ronron des pompes hydrauliques.
Oubliez l’idée dépassée selon laquelle les presses électriques manquent de puissance—elles excellent dans un autre domaine : la précision de contrôle. Elles fonctionnent de manière fiable dans des environnements à fortes variations de température, sans être affectées par les changements de viscosité qui peuvent faire dériver les machines hydrauliques de 0,01 à 0,02 mm sur une journée. Pour les productions complexes et détaillées, la précision l’emporte toujours sur la force brute.
La longueur de la pièce peut être aussi critique que le tonnage total. Les systèmes à vis à billes entraînés électriquement fonctionnent le plus efficacement jusqu’à environ 4 m (13 pi). Au‑delà, la déflexion mécanique et l’accumulation de chaleur commencent à faire effet—imposant un stress supplémentaire sur les composants et compromettant la précision. Les presses plieuses hydrauliques, en revanche, peuvent atteindre 8 m (26 pi) ou plus, ce qui les rend idéales pour les applications lourdes comme les grandes poutres, les panneaux de navire ou les châssis de remorque—sans les problèmes de bombage qui affligent les unités électriques plus petites.
Les pièces plus longues modifient fondamentalement la dynamique du pliage. Plus la distance entre le vérin et les points de support est grande, plus le risque de déflexion est élevé. Obtenir une répartition uniforme de la force sur la table devient de plus en plus complexe pour les entraînements électriques. Les systèmes hydrauliques compensent cela avec des systèmes à vérins multiples qui appliquent une pression parfaitement équilibrée sur toute la longueur—quelle que soit la largeur ou l’épaisseur de la pièce. Dès que vos pièces dépassent 4 m ou que votre tonnage franchit les 300, ce n’est plus une question de préférence personnelle. Dans ces plages, choisir un modèle électrique présente des risques d’inefficacité et de défaillance mécanique potentielles.
De nombreux fabricants mettent en avant la “ flexibilité ” des conceptions électriques dans leur marketing, mais passent souvent sous silence les limites réelles de longueur de table dans les petites lignes du contrat. Si vous ne mesurez pas vos pièces les plus longues avant l’achat, vous pourriez finir par sous‑traiter les travaux surdimensionnés—et ainsi remettre un travail rentable directement à vos concurrents.
| Limite | Zone de confort de l’électrique | Indispensable hydraulique |
|---|---|---|
| Tonnage | ≤200–300 tonnes | 300–1 000 tonnes et plus |
| Longueur du lit | ≤4 m (13 pi) | 4–8 m (13–26 pi) |
| Matériau | 0,5–6 mm, ≤45 HRC | >6 mm, 45–60 HRC |
À cette échelle, les décisions concernant la presse plieuse ne devraient pas dépendre des étiquettes de prix ou du vernis marketing. Elles sont régies par les réalités immuables de la génération de force, de la résistance des matériaux et de la géométrie du bâti. Reconnaissez ces limites dès le départ, et vous investirez dans la seule machine capable de suivre le rythme de vos véritables exigences de production.
Si vous le souhaitez, je peux maintenant rédiger Section 2, en conservant le même ton autoritaire et en développant le cadre décisionnel. Souhaitez-vous que je continue ?
“Les ” pouces par minute » sont un peu comme la vitesse de pointe indiquée sur une voiture de sport : elles reflètent la rapidité du mouvement une fois la machine pleinement lancée. Mais dans la réalité, la plupart des pliages se produisent dans les premiers pouces de déplacement, là où l’accélération — et non la vitesse maximale — détermine l’expérience réelle de l’opérateur. La publicité pour les presses plieuses adore afficher de grands chiffres IPM, car ils paraissent précis et impressionnants, pourtant ils s’appliquent à des scénarios que presque aucun atelier ne rencontre : des séquences longues et stables à vitesse maximale. En vérité, la plupart des travaux impliquent des courses de 1 à 3 pouces et des changements de direction toutes les quelques secondes. C’est là que la différence se révèle : une unité hydraulique doit d’abord accumuler de la pression avant que le mouvement ne commence, tandis qu’un entraînement électrique délivre immédiatement le couple. C’est pourquoi, même lorsque leurs vitesses publiées semblent similaires, les durées de cycle racontent une toute autre histoire.
Les presses plieuses électriques atteignent une accélération presque instantanée, car le servomoteur entraîne directement la vis à billes, délivrant immédiatement le couple. Les systèmes hydrauliques, en revanche, doivent activer les valves, établir la pression du système et stabiliser le flux d’huile avant que le coulisseau n’atteigne une vitesse efficace. Ce contraste est particulièrement marqué sur les courses courtes, où la distance d’accélération représente la majeure partie du temps de déplacement total.
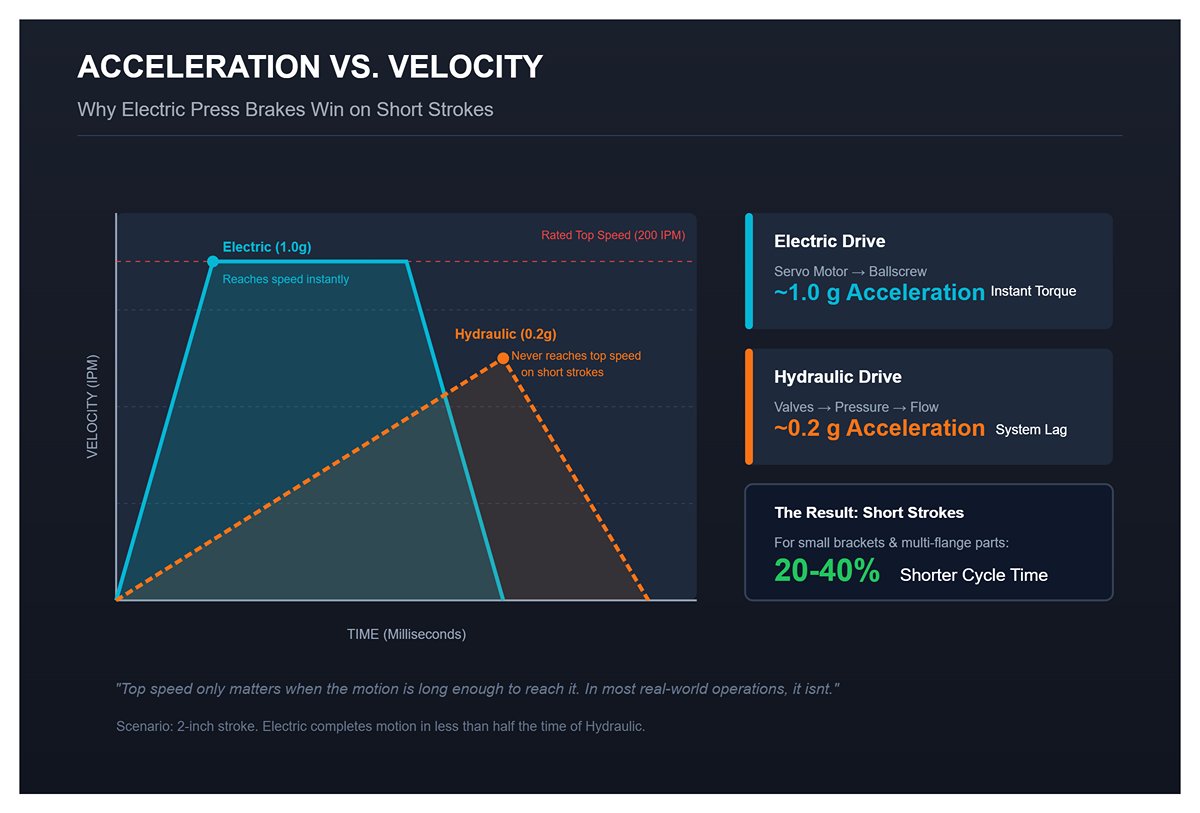
Voici une façon simple de l’imaginer : imaginez deux presses effectuant chacune une course de 2 pouces. Toutes deux peuvent annoncer des vitesses maximales d’environ 200 IPM, mais le modèle électrique atteint cette vitesse sur une fraction du mouvement. Le système hydraulique, lui, n’atteint peut-être jamais sa vitesse nominale avant de devoir ralentir à nouveau. Sur les petits plis en Z, les réglages fins ou les pièces à multiples rebords, la capacité de l’électrique à réduire à la fois le temps d’accélération et de décélération devient un gain de productivité subtil mais puissant. Les opérateurs le ressentent comme moins de “ temps mort ” — moins d’attente avec la pédale enfoncée pour que le coulisseau revienne.
Un exemple rapide aide à clarifier la physique. Supposons :
Dans ces conditions, la presse plieuse électrique peut accomplir sa course en moins de la moitié du temps de l’hydraulique — même lorsqu’elles affichent toutes deux la même vitesse IPM de pointe. La vitesse maximale ne compte que lorsque le mouvement est assez long pour l’atteindre ; dans la plupart des opérations réelles, ce n’est pas le cas.
C’est pourquoi les ateliers qui forment de petits supports, des panneaux à multiples rebords ou des pièces nécessitant des reprises fréquentes constatent souvent des temps de cycle 20 à 40 % plus courts avec des presses électriques, même lorsque les spécifications du catalogue semblent similaires. C’est l’accélération — et non la vitesse — qui fait réellement la différence.
Chaque cycle de presse comporte quatre étapes : approche, engagement, maintien et retour. Une seule — l’engagement — effectue réellement le formage. Les autres représentent du temps perdu. Pour de nombreuses pièces, en particulier celles comportant six plis ou plus, les phases d’approche et de retour constituent la majeure partie du temps de cycle total.
Les systèmes hydrauliques prennent du retard ici pour deux raisons principales. Premièrement, ils perdent du temps lorsque le système met la pression avant que le mouvement ne commence. Deuxièmement, la vitesse de retour dépend de la fluidité avec laquelle l’huile circule dans les valves ; les changements de direction et la décélération entraînent donc des délais supplémentaires. Les entraînements électriques peuvent inverser le mouvement presque instantanément, permettant aux CNC de programmer des profils de mouvement serrés et efficaces, avec pratiquement aucun temps de stabilisation.
Une différence d’une demi-seconde par pli peut sembler minime — mais multipliez-la. Une pièce à six plis avec une course de 2 pouces économisant seulement 0,5 seconde à l’approche et au retour gagne trois secondes par pièce. À 600 pièces par poste, cela représente 30 minutes de temps opérateur récupérées — à chaque poste. Sur un an, cela se traduit par des dizaines de milliers de dollars en efficacité de main-d’œuvre et en disponibilité machine accrue. C’est l’histoire cachée derrière ces spécifications hydrauliques en IPM.
Le temps de cycle inclut chaque mouvement entourant le pli, et pas seulement la course du vérin. Pour déterminer si l’avantage de vitesse d’une machine électrique se traduit réellement par des économies pour votre atelier, vous aurez besoin de cinq données clés :
Calculez un seul segment de mouvement à l’aide d’un modèle d’accélération simple. Pour les courses inférieures à environ trois pouces, le vérin n’atteint jamais sa vitesse maximale ; l’accélération et la décélération dominent donc le temps total. Ajoutez le maintien, les mouvements du butée arrière et la manipulation de la pièce par l’opérateur, multipliez par le nombre de plis par pièce, puis comparez les performances hydrauliques et électriques à partir des données de votre propre atelier.
Une règle pratique claire se dégage : lorsque les pièces nécessitent une course de trois pouces ou moins et quatre plis ou plus, une presse électrique produit généralement des cycles plus courts et des coûts de main-d’œuvre réduits. Pour les longs plis lourds proches de la limite de tonnage, l’hydraulique peut encore l’emporter en débit, car elle fonctionne en continu sans surchauffe ni problème de charge thermique.
Une fois les calculs terminés, le mythe devient évident. Les pouces par minute (IPM) à eux seuls ne révèlent rien du temps réel d’attente entre les plis. Les taux d’accélération et l’efficacité des phases d’approche et de retour montrent presque tout ce qui compte réellement.
Chaque opérateur de presse plieuse hydraulique connaît le rituel silencieux du matin : réaliser quelques plis d’essai, ajuster l’angle et ne pas faire confiance à la première pièce de la journée. Il y a une raison solide à cela. Lorsque l’huile hydraulique chauffe d’environ 20 °C à 45 °C, sa viscosité peut diminuer de moitié. Les valves réagissent plus vite, les vérins coulissent plus librement et le vérin principal descend légèrement plus profondément sous des commandes identiques. Résultat ? Un pli mesurant exactement 90,0° à 8 h 00 peut afficher 89,7° à 14 h 00. Cela se traduit par une différence en bout de rebord de 0,05 à 0,3 mm — minime en apparence mais significative dans des tolérances serrées.
La dilatation thermique ajoute une autre cause plus lente de dérive. Les cadres en acier s’allongent d’environ 0,012 mm par mètre et par élévation de 10 °C. Ainsi, un banc de 3 m chauffant de 20 °C pendant un quart de travail intense s’étire d’environ 0,07 mm. Cet allongement modifie les schémas de fléchissement du vérin, particulièrement sur la ligne médiane. Les presses disposant d’un système de compensation de flèche ou de bombage limité montrent cela sous forme de variation d’angle en milieu de journée — et le vendredi après‑midi, lorsque la température ambiante de l’atelier a encore grimpé de quelques degrés, les opérateurs le constatent à nouveau.
Le remède n’est pas une légende — c’est une pratique éprouvée. Les presses hydrauliques modernes équipées de valves proportionnelles, de surveillance de température et d’échelles linéaires haute résolution peuvent corriger automatiquement la plupart des dérives thermiques. Les machines plus simples ont seulement besoin d’une dizaine de minutes de plis d’échauffement avant que la production ne commence réellement. Le point n’est pas que l’hydraulique manque de précision ; c’est que sa précision dépend d’un équilibre thermique atteint.
Une expérience rapide sur le plancher d’atelier permet de s’en rendre compte immédiatement. Programmez un pli standard à 90 ° sur une bande de 200 mm de large et de 2 mm d’épaisseur. Formez le premier pli alors que la machine est froide, notez l’angle, puis répétez toutes les dix minutes pendant une heure sans modifier le réglage. Lorsque vous reporterez les résultats sur un graphique, vous verrez la dérive de l’angle s’aplatir. Si la courbe se stabilise après trois à cinq plis, vous aurez capturé à la fois la dérive de mise en température de votre machine et son retour à la stabilité.
Une surprise : un système hydraulique bien conçu, doté d’une circulation d’huile continue et d’une boucle de refroidissement activement contrôlée, peut rester dimensionnellement stable toute la journée. Pendant ce temps, une presse plieuse électrique placée près d’un mur chauffé par le soleil peut dériver de quelques centièmes, à mesure que ses codeurs et ses outillages se dilatent à des vitesses différentes. La dérive vient de la température, pas du type de machine — et seule une bonne conception détermine si le système la compense ou non.
La précision du pli dépend non seulement de la machine, mais aussi de la façon dont elle gère le retour élastique – la reprise élastique qui réécrit discrètement chaque fiche de réglage parfaite. Les presses plieuses électriques (servo) mesurent à la fois la position et la force au moyen de codeurs directement reliés à l’arbre moteur. Lorsque la correction d’angle est activée, la machine reforme chaque pli jusqu’à ce que l’angle mesuré corresponde à la valeur programmée à quelques centièmes de degré près, apprenant ainsi le comportement du matériau en temps réel. Une fois établi, le contrôleur applique cette compensation à chaque cycle.
Les presses hydrauliques s’appuient généralement sur les lectures de pression et la course du vérin, en déduisant l’angle à partir de tables de force — fiables lorsque la température de l’huile est stable, trompeuses lorsqu’elle ne l’est pas. Une table de compensation étalonnée le matin peut dépasser la cible de 0,4 ° plus tard dans la journée. Les opérateurs finissent par corriger manuellement ou ré‑enseigner le contrôle une fois la machine réchauffée, ce qui ajoute du temps de réglage et génère des rebuts inutiles.
La différence devient évidente lors du développement de cycle. Une presse plieuse électro‑servo peut nécessiter seulement un ou deux plis d’essai pour affiner le retour élastique d’un nouveau lot d’acier inoxydable, tandis qu’une version hydraulique peut en exiger cinq ou six sauf si elle fonctionne dans un environnement thermiquement stable. Pour les ateliers à forte variété et faible volume cherchant à maximiser le débit, ces minutes de réglage supplémentaires surpassent facilement les économies sur le coût initial de la machine. En revanche, pour la production répétitive à grand volume, une fois qu’une presse hydraulique atteint l’équilibre thermique, elle offre des performances constantes tout au long de la série — ce qui lui vaut sa réputation de bête de somme.
La répétabilité — la capacité à reproduire des plis identiques pièce après pièce — dépend entièrement de la manière dont le système de commande mesure la position, et non du mécanisme d’entraînement lui‑même. Les presses plieuses électro‑servo utilisent des codeurs électroniques capables d’une précision au micron pour surveiller la position absolue du coulisseau. Les fluctuations de température peuvent réchauffer l’espace de travail, mais elles ne déforment pas les données. Les fabricants annoncent généralement une répétabilité de ±0,01–0,02 mm, et certains systèmes font encore mieux dans un environnement climatisé. Sans fluide hydraulique susceptible de se dilater, de se contracter ou de s’aérer, la géométrie des pièces reste constante du matin au soir.
Les plieuses hydrauliques, même avec des circuits servo‑hydrauliques avancés, présentent une variation légèrement plus grande — souvent de ±0,03–0,05 mm — en raison de légers changements de viscosité de l’huile et de la réponse des valves au fil de la journée. Cela dit, de nombreux systèmes modernes compensent ces effets grâce à une boucle de rétroaction numérique fermée, une correction de bombage active et des réservoirs à température régulée. Avec un entretien discipliné — analyses de fluide, calibrage planifié et conditions d’atelier stables — une unité hydraulique peut maintenir des tolérances proches de celles d’une presse électrique pour la plupart des épaisseurs. Les différences deviennent les plus notables lors du travail avec des tôles fines, des brides étroites ou des pièces à finition esthétique.
Le test de validation rapide mentionné précédemment le met également en évidence. Après votre cycle de mise en température, laissez la machine au repos pendant une heure, puis re‑pliez la même pièce d’essai. Si l’angle dérive de plus de 0,2 °, votre processus est sensible aux changements de température ambiante ; une presse électrique limiterait généralement la variation à environ la moitié de cette valeur. Comprendre cela vous aide à quantifier l’impact réel — et à évaluer si quelques minutes perdues chaque jour pour le réchauffement valent mieux qu’un investissement de plusieurs dizaines de milliers dans une nouvelle technologie.
En résumé : la précision ne dépend pas simplement du choix entre hydraulique ou électrique. Tout tient à la manière dont chaque système gère la chaleur, à la rigueur de sa boucle de rétroaction et à la discipline de vos pratiques d’atelier. Les plieuses électriques éliminent par conception la dérive thermique de fin de journée, tandis que les hydrauliques la contrent par la constance et un entretien régulier. Comprenez quels paramètres vous pouvez le plus facilement influencer — et alignez vos attentes aussi soigneusement que vous calibrez vos machines.
Ce que beaucoup d’acheteurs négligent, c’est que les presses plieuses hydrauliques ne consomment pas seulement de l’électricité — elles requièrent de l’attention. Tous les quelques mois, l’huile doit être vidangée, filtrée, testée et remplacée. Une unité typique contient de 150 à 200 gallons, et un cycle complet d’entretien du fluide s’effectue toutes les 6 000 heures, généralement une fois par an. Ajoutez les remplacements de filtres, les vérifications de joints et l’élimination conforme des déchets dangereux, et ces tâches “ de routine ” grignotent régulièrement le budget et la main‑d’œuvre. Sur dix ans, une seule machine peut consommer environ $ 2 400 € d’huile à elle seule — sans compter la productivité perdue à cause des fuites et de la contamination.
La dépense la plus importante apparaît lorsque les variations de chaleur et de pression s’amplifient. Une fois que l’huile dépasse 60 °C, elle s’assombrit, s’oxyde rapidement et durcit les joints — provoquant des fuites susceptibles de fausser l’alignement du coulisseau et de décaler les plis. Chaque arrêt imprévu coûte environ $ 1 500 € par heure, et comme la plupart des ateliers ne détectent les fuites qu’après un incident, les temps d’arrêt s’allongent rapidement. Les réparations dues à des défaillances de joints liées à la température coûtent typiquement environ 30 % de plus qu’un entretien planifié. Des habitudes préventives — contrôles hebdomadaires de l’huile, relevés de température et calibrage de pression — peuvent réduire les pannes jusqu’à 80 %, offrant plus de cinq fois le retour sur le temps investi. Pourtant, de nombreux ateliers négligent ces vérifications pour maintenir la production, échangeant quelques minutes de production supplémentaire aujourd’hui contre de lourdes pertes financières demain.
Les petites négligences s’accumulent vite : un seul raccord desserré ou un graissage bimensuel oublié peut permettre à la calamine d’usine de bloquer le butoir arrière. Ironiquement, une heure d’inspection hebdomadaire structurée réduit souvent les coûts d’exploitation annuels de 12 à 18 %. Le véritable “ secret sale ” n’est pas seulement l’huile — c’est l’idée bien ancrée que les systèmes hydrauliques exigent une surveillance constante pour rester efficaces.
Les presses plieuses électriques éliminent le réseau complexe de flexibles et de pompes qui rend les systèmes hydrauliques si exigeants en maintenance, mais cette conception épurée dissimule un autre point de vulnérabilité : la vis à billes. Avec un temps moyen entre pannes d’environ 15 000 heures — près du double des 8 000 heures typiques d’une pompe hydraulique — la vis à billes fait office à la fois de mécanisme d’entraînement et de guide de précision. Lorsqu’elle est correctement refroidie et lubrifiée, elle peut fonctionner sans problème pendant plus de dix ans ; mais une négligence ou une surchauffe peut entraîner une panne soudaine et coûteuse.
Lorsqu’une vis à billes se grippe, il n’y a ni fuite ni fumée annonciatrice — elle s’arrête simplement. Le vrai coût réside non pas dans le nettoyage, mais dans la recherche de la pièce de rechange et l’intervention de techniciens spécialisés pour l’installer. La surveillance prédictive réduit considérablement ce risque. Les unités électriques modernes exploitent un logiciel de commande servo pour suivre en continu la charge, la température et la consommation de courant, détectant les premiers signes de fatigue bien avant une panne effective. Avec une planification rigoureuse, le temps d’arrêt annuel non planifié chute à environ quatre heures, contre une trentaine pour l’hydraulique.
Le piège potentiel réside souvent dans la spécification de la machine plutôt que dans sa conception. Les fournisseurs vantent fréquemment l’absence d’entretien de fluide tout en minimisant les besoins de refroidissement pour les travaux de pliage continu et intensif. Les acheteurs potentiels devraient demander des détails sur les cycles de service à couple maximal ainsi que sur les paramètres de refroidissement du moteur. Si un système de commande réduit les performances en réponse à une chaleur excessive, la constance de la production peut ne pas être à la hauteur des attentes. Cela dit, la fréquence d’entretien reste un indicateur révélateur : typiquement une seule visite de maintenance par an pour les électriques contre quatre pour les hydrauliques. Sur dix ans, cette différence compense souvent à elle seule le coût d’achat initial plus élevé.
La consommation d’énergie est le domaine où le retour sur investissement change le plus radicalement. Dans les presses plieuses hydrauliques, le moteur et la pompe fonctionnent en continu, convertissant l’électricité en pression hydraulique que le vérin soit en mouvement ou à l’arrêt. Les entraînements électriques, en revanche, ne consomment de l’énergie que lorsqu’ils sont en fonctionnement. Pour des charges de travail similaires, les systèmes électriques utilisent généralement entre 20 % et 50 % d’électricité en moins.
Dans une configuration à deux équipes totalisant environ 4 000 heures de fonctionnement par an, les factures d’électricité parlent d’elles‑mêmes. Les systèmes hydrauliques totalisent des coûts d’électricité de l’ordre de $3 000 à $5 000 € par an, tandis que les modèles électriques comparables se situent entre $1 500 et $2 500 €. Sur dix ans, ces économies — combinées à la suppression des achats d’huile — peuvent alléger votre budget d’exploitation de $50 000 à $75 000 €. En tenant compte d’une augmentation même modeste de 20 % du rendement due à des cycles plus rapides, le point d’équilibre tombe en dessous de trois ans, même si le prix initial de la machine électrique est supérieur de $50 000 €.
Les performances thermiques constituent un autre indicateur fiable des pertes d’énergie. Un système hydraulique maintenant une température stable d’environ 45 à 50 °C fonctionne efficacement ; dès que la température dépasse 60 °C, l’oxydation s’accélère, les fuites internes augmentent, et la pompe doit consommer davantage de courant simplement pour maintenir la force nominale. Un moteur servo‑électrique se comporte très différemment : sa consommation d’énergie n’augmente que lorsque l’axe est en mouvement, avec une consommation presque nulle pendant les périodes d’inactivité.
Lorsque vous regroupez toutes ces données côte à côte, la vision des coûts à long terme renverse complètement l’ancienne croyance selon laquelle l’hydraulique est toujours le choix le plus économique :
| Indicateur | Électrique | Hydraulique | Économies/Avantage |
|---|---|---|---|
| Visites de maintenance annuelles | 1 | 4 | 75% de temps de maintenance en moins |
| Coûts de fluide (total) | $0 | $2,400 | Aucune dépense liée aux fluides |
| Temps d’arrêt imprévus | 4 h/an | 32 h/an | $48 K+ économisés à $1,5 K/h |
| MTBF (heures) | 15,000 | 8,000 | 87% de disponibilité en plus |
| Maintenance totale sur 10 ans | Ligne de base | –$50–75K | L’électrique en avance de loin |
Les systèmes hydrauliques peuvent offrir des performances fiables, mais cette fiabilité s’obtient au prix d’un entretien fréquent, d’une consommation d’énergie plus élevée et de consommables constants. Les systèmes électriques peuvent exiger un investissement initial plus important, mais ils remplacent l’imprévisibilité liée aux fluides par des intervalles d’entretien réguliers et des coûts d’exploitation mesurablement inférieurs. Il n’y a rien de spectaculaire dans cette évolution — c’est simplement une conclusion évidente. Lorsque le coût total de possession devient la référence, les heures d’entretien cachées et la consommation d’énergie constante suffisent amplement à faire pencher le retour sur investissement en faveur de l’électrique, chaque jour où la machine tourne sans qu’une pompe ne vrombrisse en arrière-plan.
La plupart des acheteurs comparent les presses plieuses en termes de tonnage et de vitesse de cycle, mais sur le plancher de production, le bruit a un coût réel. Le désavantage souvent ignoré de l’hydraulique est le bourdonnement permanent d’une pompe maintenant la pression. Sur un quart de huit heures, ce bruit de fond peut pousser les opérateurs au‑delà de la limite d’action de 85 dBA fixée par l’OSHA — le seuil qui déclenche l’obligation de mettre en place un programme de conservation de l’audition. Si les mesures à hauteur d’oreille d’un opérateur affichent en moyenne 85 dBA sur la durée du quart, vous absorbez silencieusement des coûts de main‑d’œuvre supplémentaires sous forme d’audiogrammes, de formations annuelles et d’EPI obligatoires.
Les presses plieuses électriques, alimentées par des actionneurs servo plutôt que par des pompes hydrauliques, éliminent ce bruit de fond constant. Leurs moteurs ne tournent que pendant le processus de pliage et affichent généralement des niveaux de bruit inférieurs de 10 à 20 décibels — soit environ deux fois moins forts pour l’oreille humaine. Pour un responsable d’usine muni d’un sonomètre étalonné ou même d’une application pour smartphone, il s’agit d’un fait mesurable, non d’un argument marketing. Un test de 15 minutes suffit : placez le sonomètre à hauteur d’opérateur et enregistrez un cycle de production typique. Si les mesures approchent la barre des 85 dBA, les systèmes à entraînement électrique ne concernent pas seulement le confort — ils constituent votre garantie intégrée de conformité.
Ce que beaucoup d’acheteurs négligent, c’est l’effet boule de neige des obligations de conformité acoustique. Une fois le seuil OSHA dépassé, vous êtes pris dans un cycle continu d’examens auditifs annuels, d’ajustement des horaires et de tenue méticuleuse de registres. Sur cinq ans, ces coûts administratifs et de programme peuvent égaler le supplément de prix d’une machine plus silencieuse. Dans les environnements bruyants — ateliers déjà remplis de découpeuses plasma ou de compresseurs d’air — une presse plieuse silencieuse peut faire la différence entre rester sous la limite et déclencher un programme coûteux de conservation de l’audition.
Le prochain facteur non négociable se trouve sous vos pieds. Chaque fiche technique indique le poids et l’encombrement d’une machine, mais peu d’acheteurs traduisent cela en livres par pied carré — la véritable mesure permettant de savoir si votre plancher peut supporter la charge. Une presse plieuse hydraulique standard de 150 tonnes, remplie d’huile et de lourds moulages, peut exercer plus de 600 psf. Beaucoup de sols industriels ne sont conçus que pour 300 à 500 psf. Ce décalage fait rapidement grimper les coûts : refonte de fondations, renforts en acier supplémentaires ou dalles de béton coulées, ce qui peut ajouter 10 à 15 % au prix d’achat et retarder l’installation de plusieurs semaines.
Les presses plieuses électriques, par nature plus légères, restent généralement bien en deçà des limites standard du sol. Elles échangent les volumineux réservoirs d’huile et circuits hydrauliques contre des mécanismes servo compacts, et leur configuration à entraînement direct élimine le besoin d’unités de pompe ou de circuits de refroidissement séparés. La règle de base est simple : divisez le poids de la machine par son empreinte au sol et comparez‑le à la capacité de votre dalle. Si ce chiffre dépasse la limite et que les coûts de renforcement dépassent 10 % du prix de la machine, considérez‑le comme rédhibitoire. En fin de compte, c’est votre sol — et non la fiche technique — qui tranche.
La disposition physique joue un rôle essentiel dans l’efficacité opérationnelle. Les machines hydrauliques nécessitent souvent des unités d’alimentation externes, un long passage de flexibles et de larges zones de service, ce qui élargit considérablement leur véritable empreinte. En revanche, la plupart des modèles électriques sont entièrement autonomes, libérant un espace précieux pour la circulation des matériaux ou l’intégration de cellules robotisées. Dans les ateliers à forte variété et faible volume où l’espace est restreint, la structure plus légère et les zones de maintenance plus petites des presses électriques peuvent accroître immédiatement le débit — une amélioration difficile à refléter dans les tableaux de ROI, mais évidente dans la facilité quotidienne de déplacer le travail sur le plancher.
Vous pouvez investir pour améliorer l’efficacité énergétique ou renforcer les dalles en béton ; gérer le facteur humain exige un jugement plus affûté. Les presses hydrauliques ont tendance à récompenser le savoir‑faire mécanique. Leur fonctionnement est simple, et les défaillances sont souvent visibles : niveau d’huile bas, soupapes usées, fuites ou problèmes de pression. Beaucoup d’opérateurs expérimentés formés sur l’hydraulique peuvent assurer l’entretien de base grâce à des compétences mécaniques standard. Les presses électriques, toutefois, sont des systèmes mécatroniques sophistiqués : mouvement commandé par servos, retour d’information par codeurs, et performances réglées via logiciel. Lorsqu’un problème survient, le diagnostic exige un technicien compétent en systèmes d’entraînement servo, diagnostics d’automates programmables et connexions à fibre optique vers le contrôle CNC.
Le point de bascule dépend des compétences de votre équipe. Posez‑vous ces questions :
Si vos réponses penchent vers la compétence mécanique et un soutien électronique limité, l’hydraulique reste le choix le plus sûr. Mais si votre atelier exploite déjà des lasers CNC ou des cellules robotiques, les compétences numériques déjà présentes dans votre équipe font des presses électriques une option pratique — et souvent supérieure. Leur contrôle de précision minimise les rebuts à la mise en route, ce qui est crucial dans les productions à forte diversité et faibles volumes, où chaque pliage incorrect peut signifier des heures de re‑réglage et de re‑programmation.
Voici la vérité nuancée : les systèmes hydrauliques sont plus faciles à faire fonctionner de manière rudimentaire et improvisée ; les systèmes électriques sont plus simples à utiliser avec une précision maximale une fois l’équipe formée. Les premiers conviennent aux ateliers disposant de ressources de maintenance imprévisibles, tandis que les seconds excellent là où les compétences, la rapidité et la précision sont constamment solides.
La réalité inattendue : De nombreux acheteurs minimisent l’importance du niveau sonore, de la capacité de charge du sol et de la compétence des opérateurs, en se concentrant plutôt sur les spécifications attrayantes et les tableaux de rentabilité. En réalité, ces facteurs “ secondaires ” sont souvent décisifs — des paramètres que vous pouvez vérifier en quelques minutes et qui peuvent rendre ces modèles financiers caducs. Les presses plieuses fonctionnent dans un monde tangible, non dans des simulations abstraites ; elles évoluent dans des ateliers bruyants, sur des sols en béton imparfaits, et sont manipulées par des personnes dont les compétences et la patience sont limitées. Le choix le plus judicieux n’est pas la machine au dépliant le plus impressionnant — c’est celle qui correspond aux contraintes physiques immuables et aux réalités humaines de votre atelier.
Les ateliers fonctionnent dans un état de flux constant — les numéros de pièces changent quotidiennement, les réglages varient d’heure en heure, et les opérateurs jonglent entre délais serrés et commandes imprévisibles. Sur le papier, les presses plieuses électriques semblent être le choix naturel — plus rapides, plus silencieuses, plus propres — mais les conditions réelles nuancent ce tableau.
Les modèles électriques excellent lorsque les changements fréquents dominent le planning. Leurs servomoteurs délivrent la puissance uniquement pendant la phase de pliage, atteignant environ 35% plus rapides par cycle pour les petites séries par rapport aux modèles hydrauliques. La rapidité des réglages compte également : la reprogrammation d’une presse plieuse électrique prend en moyenne 10 secondes par pièce, contre 15 secondes pour une hydraulique. Sur des centaines de changements de programme, ces minutes s’accumulent rapidement. Un fabricant de meubles de taille moyenne a signalé une réduction du temps de cycle de 25% et une consommation d’électricité réduite de moitié après le passage à l’électrique — augmentant le débit sans ajouter de personnel.
Cependant, la force maximale définit toujours les limites de possession. Les presses plieuses électriques plafonnent généralement à environ 300 tonnes. Si même 20% de vos pièces nécessitent régulièrement plus de force— comme les raidisseurs de coque de navire, les cornières en acier trempé ou les goussets épais — compter uniquement sur l’électrique risque de provoquer des alertes de surcharge et des arrêts. C’est là que les hybrides servo‑hydrauliques excellent : ils offrent la précision d’un modèle électrique (±0,01 mm de répétabilité) tout en ne faisant appel à la puissance hydraulique que lorsque de la force supplémentaire est requise.
Guide de décision d’achat rapide
En résumé, l’électrique domine lorsque l’agilité prime, mais les hybrides évitent des retards coûteux lorsqu’un travail imprévu sur une plaque épaisse arrive dans la file d’attente.
Sur les lignes de production pliant les mêmes pièces poste après poste, la vitesse constante compte beaucoup plus que les changements fréquents. Dans ce contexte, la presse plieuse hydraulique reste la leader incontestée. Elle offre une puissance à tonnage complet sur de longues séries ininterrompues, évite les limites thermiques pouvant affecter les servomoteurs et excelle dans les cycles répétitifs typiques des cadres automobiles, des accessoires lourds et de la fabrication de grands coffrets.
Parce que ces opérations répètent les mêmes coordonnées des milliers de fois, la vitesse de course plus lente de l’hydraulique devient largement insignifiante. La pression de sa pompe reste stable et prévisible, et elle n’est pas affectée par les légers désalignements qui peuvent progressivement poser problème à un système à servocommande. L’entretien demeure routinier — filtres, joints et contrôles d’huile — et le coût initial est inférieur à l’achat d’une machine électrique multiaxes capable d’égaler le même tonnage.
Bien que les systèmes hydrauliques consomment deux à trois fois plus d’énergie, l’économie reste à leur avantage pour une production continue sur des matériaux épais. Répartie sur des milliers de pièces identiques, la consommation d’énergie supplémentaire n’ajoute que quelques centimes par unité. Une presse plieuse électrique pourrait offrir une précision comparable, mais elle risquerait de connaître environ 20% de temps d’arrêt supplémentaire en raison de contraintes thermiques ou de surcharge pendant des cycles prolongés à fort tonnage.
L’exception se présente lorsque la géométrie de la pièce exige une précision de finition élevée — panneaux inox polis ou motifs de pliage complexes. Pour ces travaux à régime stable, les entraînements électriques maintiennent une répétabilité de ±0,01 mm même lorsque la température fluctue, atteignant environ 25% de meilleure uniformité que l’hydraulique. Mais lorsque la résistance des matériaux et la répétition deviennent prioritaires, l’hydraulique prévaut grâce à sa fiabilité absolue et à ses performances économiques.
La plupart des ateliers de fabrication se situent entre les extrêmes. Ils traitent un mélange de travaux répétitifs et un flux constant de commandes de courte série, dans des épaisseurs variées. Cet environnement à demande mixte met en évidence les limites inhérentes des conceptions purement hydrauliques ou purement électriques. Les presses plieuses hybrides — des systèmes hydrauliques à commande servo — comblent efficacement cette lacune.
En utilisant des servomoteurs pour doser avec précision le flux hydraulique à basse et haute pression, les modèles hybrides offrent une précision comparable à celle des électriques tout en préservant les réserves de puissance de l’hydraulique. Ils réduisent la consommation d’énergie de 20–50% par rapport aux anciens modèles hydrauliques, tout en offrant des niveaux de force équivalents aux vérins conventionnels. Les opérateurs bénéficient d’un fonctionnement plus silencieux (environ 60 dB contre 75–85 dB), d’espaces de travail plus propres et d’une mise en route plus rapide puisque le circuit hydraulique ne fonctionne que pendant le pliage actif.
Prenons un cas réel : un fabricant sous contrat produisant à la fois des composants chirurgicaux et des supports industriels. Après avoir remplacé deux presses plieuses hydrauliques classiques par des modèles hybrides, l’entreprise a constaté une augmentation de 30% du rendement sur divers travaux, une réduction drastique des heures de maintenance et la quasi‑disparition des fuites d’huile. Pour les fabricants généraux qui prévoient d’étendre leur activité ou de travailler avec une gamme plus large de matériaux, les modèles hybrides offrent une garantie contre une mauvaise évaluation de l’équilibre futur entre précision et charges lourdes.
Points de basculement des performances
| Déclencheur de scénario | Meilleur choix | Données clés |
|---|---|---|
| Plus de 20% de travaux à tonnage maximal avec peu de changements | Hydraulique | Investissement initial plus faible, capacité de force illimitée |
| Plus de 60% de pièces à faible épaisseur ou haute précision, réglages fréquents | Électrique | Cycle 35% plus rapide, précision au niveau du micron |
| Charge de travail mixte de 20–60% avec demande imprévisible | Hybride | Allie précision et puissance, coûts d’exploitation inférieurs de 15 à 50 % |
Évaluation rapide du retour sur investissement – 10 minutes ou moins
Les hybrides offrent un équilibre d’ingénierie bien maîtrisé : ils fournissent une fiabilité à pleine force lorsque la tonnage brute est nécessaire, et un contrôle servo précis lorsque la valeur dépend de la précision. Ils sont particulièrement avantageux pour les ateliers opérant entre divers types de travaux et des plannings de production prévisibles — le segment le plus important du marché.
Commencez par la question que la plupart des vendeurs espèrent que vous ne poserez pas : “ Montrez-moi les données de performance pour mon pièces.” Pas de chiffres génériques, pas d’échantillons marketing—votre pli en Z d’aluminium de 2 mm, votre profilé en acier de 5 mm. Dès qu’ils doivent démontrer des résultats pour votre géométrie spécifique, l’ambiguïté disparaît. Les représentants des machines électriques peuvent présenter avec enthousiasme un pliage de 10 secondes contre 15 secondes pour les hydrauliques ; les représentants hydrauliques orientent rapidement la discussion vers le “ cycle de travail ” ou la “ robustesse de la construction ”. Ce changement de ton ou de sujet est votre premier indice — vous parlez désormais de performance réelle, pas de catégories théoriques.
Trois questions suffisent pour révéler si vous achetez réellement de la puissance, de la précision ou du débit—et si le coût supplémentaire est justifié.
Les presses hydrauliques répondent à cette question sans hésiter—le tonnage élevé, c’est précisément leur domaine. Les machines électriques commencent à nuancer, et si le discours dérive vers la “ capacité de refroidissement ”, vous avez atteint leur limite de force pratique. Cette limite est réelle : au-delà d’environ 300 tonnes, les électriques perdent leur avantage, et les hybrides ou les hydrauliques pures prennent le relais. L’idée est simple : si votre atelier effectue régulièrement de longues équipes à tonnage élevé, toute réponse vague ou conditionnelle est un signe d’alerte pour une dégradation thermique et des délais de livraison compromis.
Les machines électriques maintiennent ±0,01 mm car les servomoteurs restent stables que votre atelier soit frais ou étouffant. Les hydrauliques non — elles varient à mesure que l’huile chauffe, et cette dérive apparaît vite sous forme de rebut à ±0,02–0,05 mm. Ce que vous demandez vraiment est simple : voulez-vous une machine qui s’adapte à votre environnement, ou une machine que vous devrez régler et corriger toute la journée ?
Les électriques réduisent la consommation d’énergie de moitié environ et éliminent la maintenance liée à l’huile, mais leurs servomoteurs peuvent coûter cher lors des réparations. Les hydrauliques coûtent plus cher à l’utilisation—tant en électricité qu’en huile—mais elles sont plus faciles à entretenir sur place. Quand un représentant dit “ cela dépend ”, il vérifie si vous comprenez votre temps de fonctionnement réel. Si vous tournez longtemps avec des changements fréquents, l’économie penche vers l’électrique. Si vous traitez de l’acier lourd en continu, la simplicité de service des hydrauliques l’emporte généralement.
Les signaux d’alerte comptent autant que les réponses elles-mêmes. “ Personnalisable ” signifie souvent qu’ils n’ont pas d’étalons éprouvés. “ Comparable à l’électrique ” cache généralement une dérive de précision. “ Notre système de refroidissement est robuste ” est un code pour un ralentissement du cycle. Toutes ces esquives pointent vers la même réalité : la machine n’est pas réellement adaptée à votre gamme de pièces—ils espèrent simplement que vous ne le remarquerez pas.
La prochaine étape la plus intelligente est celle que la plupart des ateliers négligent : retournez sur votre plancher, prenez une vraie pièce de production et apportez-la à la démonstration. Car au moment où l’outillage touche votre le matériau, la décision devient évidente : la machine qui plie le mieux votre pièce est celle qui rapportera vraiment.


















