

Ваш новый листогибочный пресс работает без усилий, изгибая алюминиевый компонент толщиной 2 мм с точностью до миллиметра — до тех пор, пока работа не переключается на массивную 10‑мм стальную плиту, и сервомоторы не замирают на полпути. Производство останавливается, сроки срываются, и разрекламированная “универсальная” электрическая машина внезапно демонстрирует свои пределы. Реальность такова: за определёнными порогами — тоннажем, требованиями к допускам или длиной стола — физика устанавливает ограничения, которые невозможно обойти никаким маркетингом. Освоение этих ограничений — это не вопрос бренда, а вопрос выбора именно того типа машины, который действительно справится с вашими нагрузками на долгосрочной основе.
Электрические листогибы превосходно работают в условиях средней силы, обычно достигая максимума между 150 и 300 тоннами. Когда ваши требования поднимаются до диапазона 400–600+ тонн — например, при гибке листов для корпуса судна или крупных конструкционных балок — вы твёрдо вступаете на территорию гидравлики. Гидравлические системы без труда достигают 1000 тонн благодаря конструкции с цилиндрами, которая позволяет умножать усилие без тех тепловых ограничений, с которыми сталкиваются мощные сервомоторы.
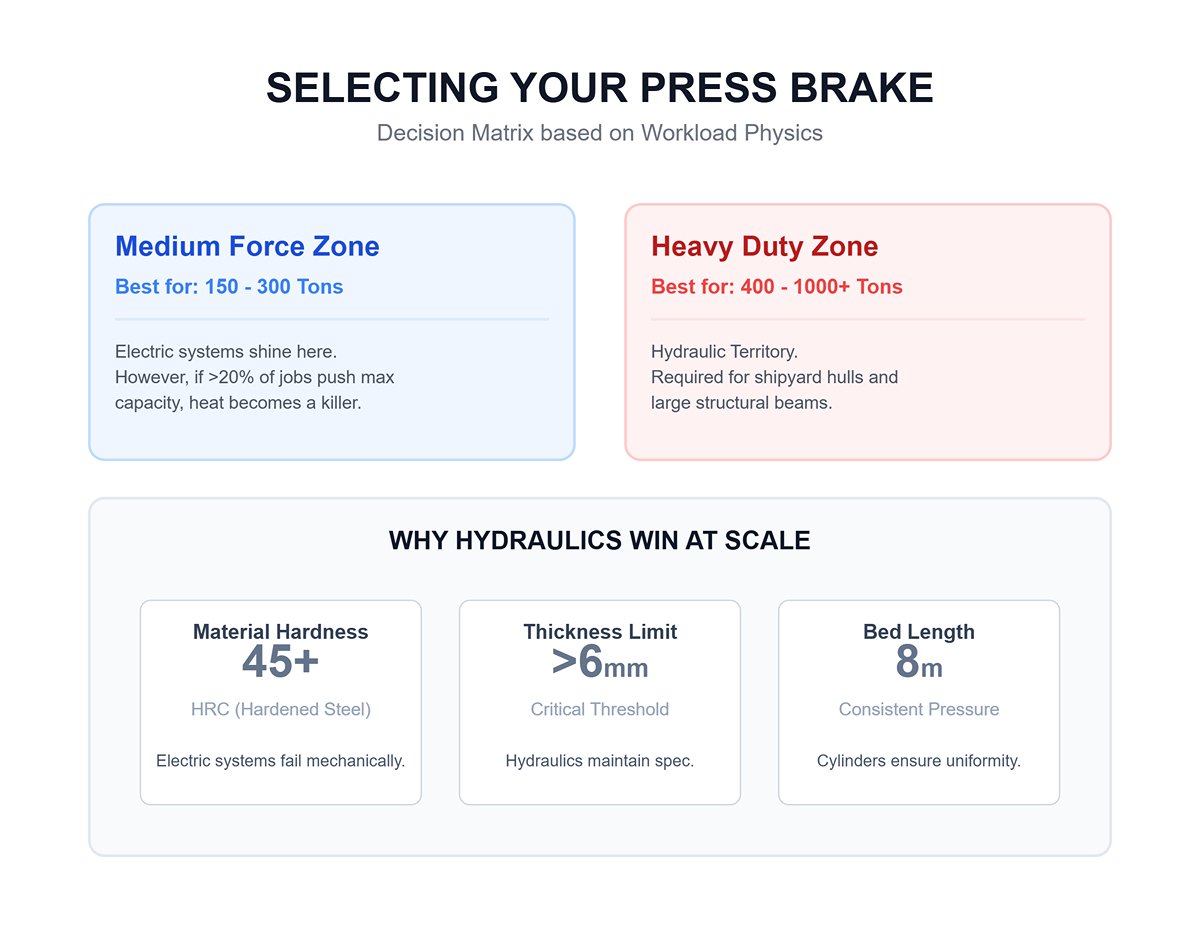
Твёрдость материала — ещё один решающий фактор: при толщине свыше 6 мм или твёрдости 45–60 HRC (закалённая сталь) электрические системы испытывают серьёзные механические и тепловые нагрузки. Там, где более 20 % работ вплотную приближаются к тоннажному пределу машины, преимущества скорости электрооборудования часто сводятся на нет простоем из‑за перегрева. Как подытожил один производитель после испытаний обоих типов: “Электрика стабильно держалась до примерно 300 тонн — всё, что толще, шло прямо на гидравлику”.”
Гидравлика также обеспечивает стабильные результаты по всей длине длинных столов под большой нагрузкой. Балка длиной 8 м под высокой силой сохраняет требуемые параметры, потому что гидравлические цилиндры способны поддерживать равномерное давление на всей длине. Электрические системы, пытаясь достичь сопоставимого тоннажа, могут перегреться, преждевременно изнашивать шариковые винты и требовать крайне дорогих модернизаций привода. Если ваше производство тяготеет к тяжёлым операциям гибки, выбор фактически предопределён — физика диктует условия.
Уменьшим масштаб: изгиб тонких материалов в компактные или сложные формы. Здесь электрические листогибы проявляют себя лучше всего, достигая уровня точности, которого гидравлика просто не может обеспечить. Сервоприводные ползуны достигают скоростей подхода и возврата примерно вдвое быстрее, чем гидравлические системы. С повторяемостью ±0,005″, стабильно поддерживаемой на протяжении тысяч циклов, электрика обеспечивает непревзойдённую точность при мелкосерийном производстве — без позиционных отклонений, вызванных изменением температуры масла в гидросистемах.
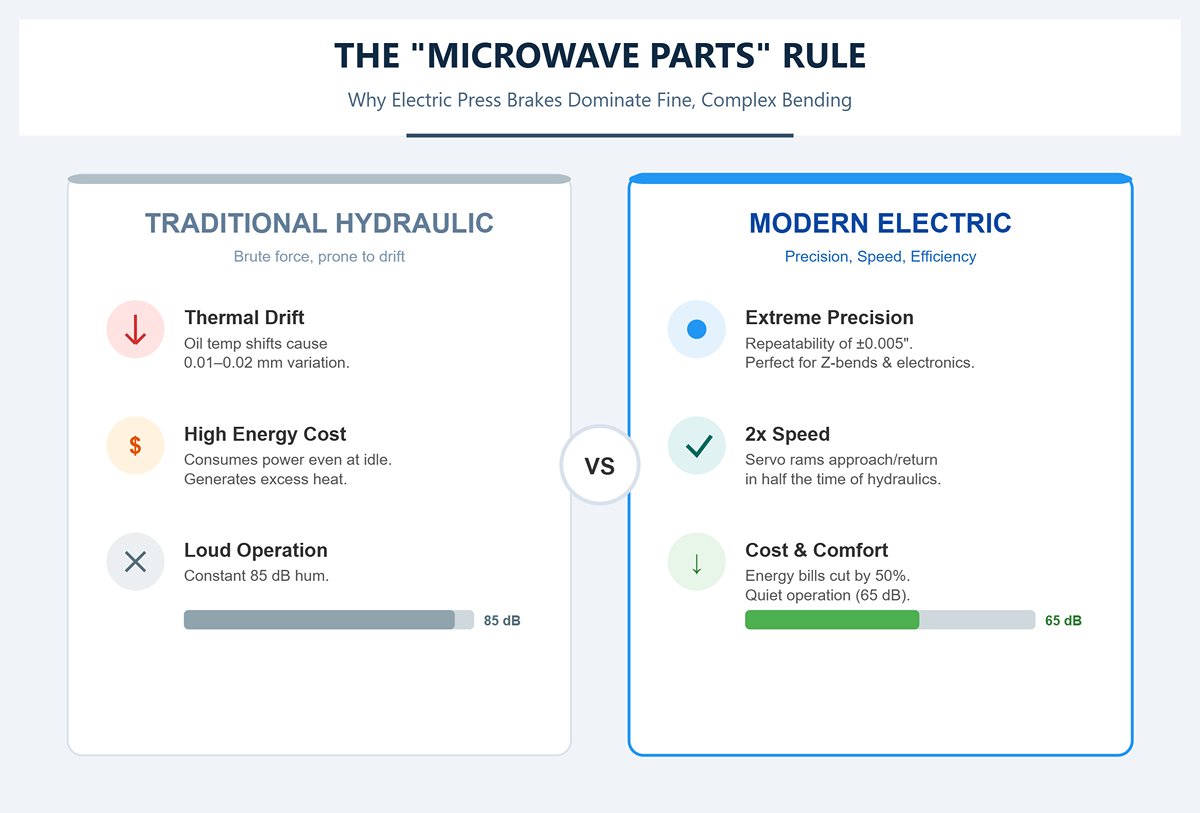
В таких отраслях, как производство электроники или прототипирование бытовой техники, операторы часто изготавливают мелкие детали с Z‑образными или многоугловыми профилями в быстрой последовательности. Гидравлика потребляет энергию даже на холостом ходу и создаёт избыточное тепло, тогда как электрические приводы расходуют куда меньше энергии, снижая эксплуатационные затраты. Одна электронная мастерская, перешедшая на электрику, сократила счёт за электроэнергию вдвое и добилась более стабильной точности. Работники также оценили более тихую атмосферу — всего 65 дБ против 85 дБ у гидравлических насосов.
Забудьте устаревшее мнение, будто электрические прессы «не тянут» — они просто сильны в другой области: в точности управления. Они работают стабильно в условиях значительных температурных колебаний, не подвержены изменению вязкости масла, из‑за которого гидравлика может давать отклонение 0,01–0,02 мм за день. Для сложного, детализированного производства точность важнее грубой силы.
Длина детали может быть столь же критичной, как и тоннаж. Электроприводные системы с шариковыми винтами наиболее эффективно работают примерно до 4 м (13 фт). После этой отметки начинают сказываться механический прогиб и накопление тепла — возрастают нагрузки на компоненты и снижается точность. Гидравлические листогибы, напротив, могут масштабироваться до 8 м (26 фт) и более, что делает их идеальными для тяжёлых применений — крупных балок, судовых панелей или рам прицепов — без проблем с прогибом, которые встречаются у меньших электрических моделей.
Длинные заготовки радикально меняют динамику гибки. Чем больше расстояние от ползуна до опорных точек, тем выше вероятность прогиба. Достижение равномерного распределения усилия по всей длине стола становится всё более сложной задачей для электрических приводов. Гидравлические системы компенсируют это с помощью многокамерных цилиндров, обеспечивая идеально сбалансированное давление по всей длине — независимо от ширины или толщины детали. Когда длина ваших деталей превышает 4 м или тоннаж переходит за 300, дело уже не в личных предпочтениях. В этих диапазонах выбор электрической модели чреват потерей эффективности и даже механическими отказами.
Многие производители в рекламе подчёркивают “гибкость” электрических конструкций, но часто умалчивают о жёстких ограничениях длины в сносках. Если вы не измерите самые длинные предполагаемые детали до покупки, то можете столкнуться с необходимостью передавать крупные заказы на сторону — фактически отдавая прибыльную работу конкурентам.
| Ограничение | Оптимальная зона для электрики | Необходимость для гидравлики |
|---|---|---|
| Тоннаж | ≤200–300 тонн | 300–1000+ тонн |
| Длина стола | ≤4 м (13 футов) | 4–8 м (13–26 футов) |
| Материал | 0,5–6 мм, ≤45 HRC | >6 мм, 45–60 HRC |
В этом масштабе решения о выборе гибочного пресса не должны зависеть от ценников или маркетингового блеска. Ими управляют неизменные законы: создание усилия, сопротивление материала и геометрия рамы. Осознав эти границы заранее, вы вложите средства в ту единственную машину, которая сможет соответствовать реальным требованиям вашего производства.
Если хотите, я могу сейчас подготовить Раздел 2, сохранив тот же авторитетный тон и расширив структуру принятия решений. Хотите, чтобы я продолжил?
“Дюймы в минуту” — это как максимальная скорость спортивного автомобиля: показатель того, насколько быстро машина может двигаться, когда уже вышла на полную мощность. Но на практике большинство гибов происходят в пределах первых нескольких дюймов хода, где именно ускорение, а не пиковая скорость, определяет реальный пользовательский опыт. Рекламе гибочных прессов нравятся большие цифры IPM, потому что они выглядят точными и впечатляющими, но соответствуют ситуациям, с которыми почти ни один цех не сталкивается — длинным, равномерным проходам на максимальной скорости. На деле же большинство задач включает ходы длиной 1–3 дюйма и смену направления каждые несколько секунд. Здесь и проявляется разница: гидравлической установке нужно сначала создать давление, прежде чем начнется движение, тогда как электропривод передает крутящий момент мгновенно. Вот почему, даже если указанные скорости кажутся одинаковыми, время цикла показывает совершенно разные результаты.
Электрические гибочные прессы достигают почти мгновенного ускорения, потому что сервопривод напрямую вращает ходовой винт, обеспечивая немедленную подачу крутящего момента. Гидравлическим же системам нужно задействовать клапаны, создать давление в системе и стабилизировать поток масла, прежде чем ползун выйдет на рабочую скорость. Этот контраст наиболее заметен при коротких ходах, где расстояние разгона составляет большую часть общего времени перемещения.
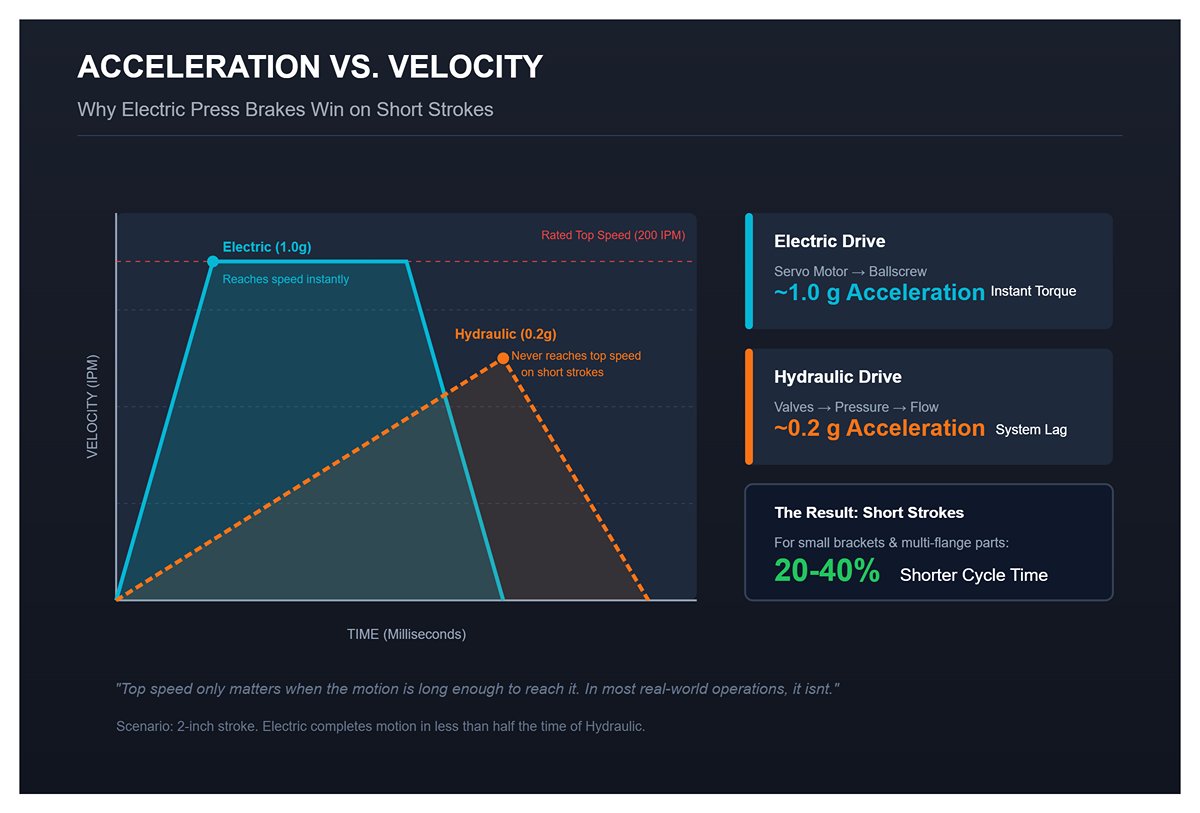
Вот простой способ это представить: вообразите два пресса, каждый из которых выполняет ход в 2 дюйма. Оба могут рекламироваться со скоростью около 200 IPM, но электрическая модель достигает этой скорости за долю движения. Гидравлическая система, между тем, может так и не достичь заявленной скорости, прежде чем снова придется тормозить. При коротких Z‑гибах, точных подводках или деталях с несколькими фланцами способность электрического пресса сокращать время как разгона, так и торможения превращается в едва заметное, но мощное преимущество в производительности. Операторы ощущают это как меньшее “мертвое время” — меньше ожидания с нажатой педалью, пока ползун возвращается.
Небольшой пример помогает прояснить физику. Предположим:
При этих условиях электрический пресс может завершить свой ход менее чем за половину времени, требуемого гидравлическому — даже если оба имеют одинаковое пиковое значение IPM. Максимальная скорость имеет значение только тогда, когда движение достаточно длинное, чтобы ее достичь; в большинстве реальных операций это не так.
Вот почему магазины, изготавливающие небольшие кронштейны, многофланговые панели или детали, требующие частых повторных прогибов, часто сообщают о сокращении времени цикла на 20–40 % при использовании электрических прессов, даже если характеристики в каталоге выглядят схожими. Побеждает в гонке именно ускорение, а не скорость.
Каждый цикл работы пресса состоит из четырёх этапов: подход, захват, выдержка и возврат. Только один из них — захват — действительно выполняет формовку. Остальное — это накладные расходы. Для многих деталей, особенно с шестью и более изгибами, этапы подхода и возврата составляют большую часть общего времени цикла.
Гидравлические системы отстают здесь по двум ключевым причинам. Во‑первых, они теряют время, пока система создаёт давление перед началом движения. Во‑вторых, скорость возврата зависит от того, насколько плавно масло проходит через клапаны, поэтому смена направления и замедление добавляют дополнительную задержку. Электроприводы могут практически мгновенно изменить направление движения, позволяя системам ЧПУ программировать плотные и эффективные профили движения с практически отсутствующим временем стабилизации.
Разница в полсекунды на один изгиб может показаться незначительной — но умножьте её. Деталь с шестью изгибами и ходом в 2 дюйма, экономящая всего 0,5 секунды на подходе и возврате, получает выигрыш в три секунды на деталь. При 600 деталях за смену это возвращает оператору 30 минут рабочего времени — каждый день. За год это складывается в десятки тысяч долларов за счёт повышения эффективности труда и доступности станка. Вот история, скрытая за показателями IPM для гидравлики.
Время цикла включает каждое движение вокруг изгиба, а не только ход ползуна. Чтобы понять, перерастает ли преимущество в скорости электрического станка в реальные сбережения для вашей мастерской, вам понадобятся пять ключевых данных:
Рассчитайте один участок движения, используя простой модель ускорения. Для ходов менее примерно трёх дюймов ползун никогда не достигает максимальной скорости — поэтому ускорение и замедление доминируют во времени цикла. Добавьте выдержку, передвижение заднего упора и работу оператора, умножьте на количество изгибов на деталь, а затем сравните производительность гидравлики и электроники, используя данные вашей мастерской.
Чёткое эмпирическое правило выглядит так: когда детали требуют хода три дюйма или меньше и имеют четыре или более изгиба, электрический пресс обычно обеспечивает более короткие циклы и меньшие затраты на труд. Для длинных, тяжёлых изгибов, близких к пределу по усилию, гидравлика всё ещё может выиграть по производительности, так как она работает непрерывно без перегрева или проблем с тепловой нагрузкой.
Когда расчёт завершён, миф становится очевиден. Дюймы в минуту (IPM) сами по себе ничего не говорят о реальном времени ожидания между изгибами. Скорость ускорения и эффективность подхода и возврата раскрывают почти всё, что действительно имеет значение.
Каждый оператор гидравлического листогибочного пресса знает утренний тихий ритуал: сделать пару пробных изгибов, слегка подкорректировать угол и не доверять первому изделию дня. Есть веская причина для этого. По мере того как гидравлическое масло нагревается примерно с 20 °C до 45 °C, его вязкость может падать вдвое. Клапаны реагируют быстрее, цилиндры движутся свободнее, а ползун опускается чуть глубже при одинаковых командах. Результат? Изгиб ровно 90,0° в 8 утра может превратиться в 89,7° к 14 часам. Это означает разницу на кончике фланца от 0,05 до 0,3 мм — величину минимальную, но значимую в рамках жёстких допусков.
Тепловое расширение добавляет ещё один, более медленный источник дрейфа. Стальные рамы удлиняются примерно на 0,012 мм на метр при каждом росте температуры на 10 °C. Таким образом, станина длиной 3 м, нагревшаяся на 20 °C за загруженную смену, вытягивается примерно на 0,07 мм. Это небольшое удлинение изменяет характер прогиба ползуна, особенно по центральной линии. Прессы с ограниченной системой компенсации прогиба или коронования показывают это как изменение угла в середине дня — и к пятнице во второй половине дня, когда температура в цехе поднялась ещё на несколько градусов, операторы снова замечают этот эффект.
Средство здесь — не фольклор, а проверенная практика. Современные гидравлические прессы, оснащённые пропорциональными клапанами, датчиками температуры и высокоточным линейным измерением, могут автоматически компенсировать большую часть теплового дрейфа. Более простые машины просто нуждаются в десяти минутах прогрева изгибами перед началом настоящего производства. Суть не в том, что гидравлика лишена точности, а в том, что её точность зависит от достижения теплового равновесия.
Быстрый эксперимент на производственном участке проясняет ситуацию. Запрограммируйте стандартный изгиб под 90° на полосе шириной 200 мм и толщиной 2 мм. Сделайте первый изгиб, пока станок холодный, зафиксируйте угол, затем повторяйте каждые десять минут в течение часа, не изменяя настроек. Когда вы нанесёте результаты на график, увидите, что дрейф угла выравнивается. Если кривая стабилизируется после трёх-пяти изгибов, вы зафиксировали как прогревочный дрейф станка, так и его возвращение к стабильности.
Неожиданный поворот: хорошо спроектированная гидравлическая система с непрерывной циркуляцией масла и активно управляемым контуром охлаждения может оставаться стабильной по размерам целый день. В это время электрический листогибочный пресс, расположенный рядом со стеной, нагреваемой солнцем, может отклоняться на несколько сотых миллиметра, поскольку его энкодеры и оснастка расширяются с разной скоростью. Дрейф возникает из-за температуры, а не из-за типа машины — и только грамотная конструкция определяет, компенсирует ли система этот эффект.
Точность изгиба зависит не только от станка, но и от того, насколько эффективно он компенсирует упругий возврат — эластичное восстановление формы, которое тихо переписывает каждый аккуратный график настроек. Электрические (серво) листогибочные прессы считывают как положение, так и усилие через энкодеры, напрямую связанные с валом двигателя. При включённой коррекции угла станок формует каждый изгиб до тех пор, пока измеренный угол не совпадёт с заданным с точностью до нескольких сотых градуса, изучая поведение материала в реальном времени. После этого контроллер применяет эту компенсацию к каждому циклу.
Гидравлические прессы обычно полагаются на показания давления и ход цилиндра, определяя угол по таблицам усилий — надёжно, когда температура масла постоянна, и ошибочно, когда она меняется. Таблица компенсации, откалиброванная утром, может давать превышение на 0,4° позже в течение дня. Операторам приходится корректировать вручную или заново обучать управление после прогрева станка, добавляя время на наладку и создавая лишний брак.
Разница становится очевидной при разработке цикла. Сервоэлектрический пресс может нуждаться всего в одном-двух пробных изгибах для точной настройки компенсации упругого возврата для новой партии нержавеющей стали, тогда как гидравлическому может потребоваться пять-шесть попыток, если он не работает в термостабильной среде. Для предприятий с широким ассортиментом и малыми объёмами, ориентированных на производительность, эти лишние минуты наладки легко перевешивают экономию на первоначальной стоимости станка. Напротив, для крупносерийного повторяющегося производства, когда гидравлический пресс достигает теплового равновесия, он работает стабильно на протяжении всей партии, заслуживая репутацию «рабочей лошадки».
Повторяемость — способность воспроизводить одинаковые изгибы деталь за деталью — полностью зависит от того, как система управления измеряет положение, а не от самого механизма привода. Сервоэлектрические листогибочные прессы используют электронные энкодеры, способные с микронной точностью отслеживать абсолютное положение ползуна. Перепады температуры могут нагревать рабочее место, но они не искажают данные. Производители обычно указывают повторяемость ±0,01–0,02 мм, а в климатически контролируемых условиях некоторые системы работают ещё точнее. Без гидравлической жидкости, которая может расширяться, сжиматься или насыщаться воздухом, геометрия детали остаётся стабильной с утра до вечера.
Гидравлические прессы, даже с современными сервогидравлическими схемами, обычно демонстрируют чуть большую вариацию — часто ±0,03–0,05 мм — из‑за небольших изменений вязкости масла и отклика клапанов в течение дня. Тем не менее, многие современные системы компенсируют эти эффекты с помощью цифровой замкнутой обратной связи, активной коррекции прогиба и температурно регулируемых резервуаров. При дисциплинированном обслуживании — анализе масла, плановых калибровках и стабильных условиях цеха — гидравлическое оборудование может удерживать допуски близкие к электрическим прессам для большинства толщин материала. Разница становится наиболее заметной при работе с тонким листом, узкими полками или деталями с высоким качеством поверхности.
Упомянутый ранее быстрый тест подтверждает это. После выполнения прогревочного цикла оставьте станок без работы на час, затем снова согните тот же тестовый образец. Если угол изменился более чем на 0,2°, ваш процесс чувствителен к изменениям температуры окружающей среды; электрический пресс обычно удерживает разброс примерно вдвое меньше. Понимание этого позволяет оценить реальное влияние и решить, что предпочтительнее — терять несколько минут на ежедневный прогрев или вложить десятки тысяч в новые технологии.
Вывод: точность заключается не просто в выборе между гидравликой и электричеством. Всё зависит от того, как каждая система справляется с нагревом, насколько точно настроена обратная связь и насколько дисциплинированы ваши производственные процессы. Электрические прессы по конструкции устраняют дневной тепловой дрейф, а гидравлические борются с ним благодаря постоянству и регулярному уходу. Поймите, какие факторы вы можете контролировать проще всего — и сопоставьте ожидания так же тщательно, как калибруете свои станки.
Многие покупатели упускают из виду, что гидравлические листогибочные прессы потребляют не только электричество — они требуют внимания. Каждые несколько месяцев масло необходимо сливать, фильтровать, тестировать и заменять. Типичный агрегат вмещает 150–200 галлонов, а полный сервис жидкости выполняется каждые 6 000 часов, обычно раз в год. Добавьте замену фильтров, проверку уплотнений и соблюдение правил утилизации опасных отходов — эти “рутинные” задачи постепенно съедают и бюджет, и рабочее время. За десять лет один станок может израсходовать около $2 400 только на масло — и это без учёта потерь производительности из‑за утечек и загрязнения.
Более серьёзные затраты возникают, когда перепады температуры и давления начинают накапливаться. Как только температура масла превышает 60 °C, оно темнеет, быстро окисляется и затвердевает уплотнения — это приводит к утечкам, способным сместить выравнивание ползуна и исказить изгибы. Каждый внеплановый простой обходится примерно в $1 500 в час, и поскольку большинство цехов обнаруживает утечки только после сбоя, время простоя быстро растёт. Ремонт, вызванный отказами уплотнений из‑за высоких температур, обычно обходится примерно на 30 % дороже, чем плановое обслуживание. Профилактические привычки — еженедельная проверка масла, ведение температурных журналов и калибровка давления — могут снизить количество поломок до 80 %, обеспечивая более чем пятикратную отдачу от вложенного времени. Тем не менее, многие цеха пропускают эти проверки ради непрерывной работы станков, обменивая несколько минут лишней выработки сегодня на крупные финансовые потери завтра.
Мелкие упущения быстро накапливаются: одно неплотное соединение или пропущенная точка смазки раз в два месяца могут привести к заклиниванию упора из‑за окалины. Парадоксально, что всего один час структурированного еженедельного осмотра часто сокращает ежегодные эксплуатационные расходы на 12–18 %. Настоящий “грязный секрет” заключается не только в масле — а в давней необходимости постоянно присматривать за гидравликой, чтобы она оставалась эффективной.
Электрические листогибочные прессы исключают сложную сеть шлангов и насосов, делающих гидравлику столь трудоёмкой в обслуживании, однако эта упрощённая конструкция скрывает другую уязвимость: шариковую винтовую пару. Среднее время между отказами составляет около 15 000 часов — почти вдвое больше, чем типичные 8 000 часов для гидравлического насоса — винтовая пара служит одновременно приводным механизмом и направляющей высокой точности. При правильном охлаждении и смазке она может работать без проблем более десяти лет, но пренебрежение или перегрев способны вызвать внезапные и дорогостоящие поломки.
Когда винтовая пара заклинивает, нет ни утечек, ни дыма — она просто перестаёт работать. Настоящие расходы связаны не с очисткой, а с поиском замены и привлечением специалистов для установки. Предиктивный мониторинг значительно снижает этот риск. Современные электрические агрегаты используют сервопрограммное обеспечение для непрерывного отслеживания нагрузки, температуры и потребления тока, выявляя ранние признаки износа задолго до фактического отказа. При дисциплинированном планировании годовое внеплановое время простоя снижается примерно до четырёх часов по сравнению примерно с тридцатью двумя часами для гидравлики.
Потенциальная опасность чаще кроется в спецификации станка, а не в самой конструкции. Поставщики часто подчёркивают отсутствие обслуживания жидкости, но умалчивают о требованиях охлаждения при непрерывной тяжёлой работе. Потенциальным покупателям стоит запросить подробности о режимах работы при максимальном крутящем моменте, а также параметры охлаждения двигателя. Если система управления снижает производительность при перегреве, стабильность производства может не соответствовать ожиданиям. Тем не менее, частота обслуживания — показатель, говорящий сам за себя: обычно всего один визит в год для электрических прессов против четырёх для гидравлических. За десять лет эта разница часто компенсирует более высокую начальную цену покупки.
Энергопотребление — это та область, где ситуация с окупаемостью инвестиций меняется наиболее резко. В гидравлических листогибах мотор и насос работают постоянно, превращая электричество в гидравлическое давление, независимо от того, движется ли ползун или стоит. Электроприводы же потребляют энергию только во время активной работы. При схожих нагрузках электрические системы обычно расходуют на 20 %–50 % меньше электроэнергии.
В двухсменном режиме работы, составляющем примерно 4 000 часов эксплуатации в год, счета за электроэнергию показывают картину предельно ясно. Гидравлика накапливает ежегодные расходы на электроэнергию в диапазоне $3 000–$5 000, тогда как сопоставимые электрические модели попадают в промежуток $1 500–$2 500. За десятилетие эта экономия — вместе с отказом от закупок масла — может освободить от $50 000 до $75 000 в вашем операционном бюджете. Если учесть даже умеренное увеличение производительности на 20 % за счёт более быстрого цикла, точка окупаемости снижается до менее чем трёх лет, даже если начальная цена электрической машины на $50 000 выше.
Тепловая производительность — ещё один надёжный показатель потерь энергии. Гидравлическая система, стабильно работающая при температуре примерно 45–50 °C, функционирует эффективно; как только температура превышает 60 °C, ускоряется окисление, растут внутренние утечки, и насос вынужден потреблять дополнительный ток, чтобы сохранять номинальную мощность. Электрический сервомотор ведёт себя совершенно по‑другому: его потребление энергии растёт только при движении оси, почти полностью исключая расход в период простоя.
Если сопоставить все эти показатели бок о бок, долгосрочная картина затрат полностью опровергает старое убеждение, что гидравлика всегда является экономичным выбором:
| Показатель | Электрический | Гидравлический | Экономия/Преимущество |
|---|---|---|---|
| Ежегодные сервисные визиты | 1 | 4 | 75% меньше времени на обслуживание |
| Затраты на жидкости (итого) | $0 | $2,400 | Нет расходов на жидкости |
| Незапланированные простои | 4 ч/год | 32 ч/год | $48K+ экономии при $1,5K/час |
| MTBF (часы) | 15,000 | 8,000 | 87% больше времени без отказов |
| Обслуживание за 10 лет | Базовый уровень | –$50–75K | Электропривод значительно впереди |
Гидравлика может обеспечивать надежную работу, но эта надежность достигается ценой частого обслуживания, повышенного энергопотребления и постоянных расходных материалов. Электрические системы могут иметь более высокую начальную стоимость, однако они заменяют непредсказуемость, связанную с жидкостями, предсказуемыми интервалами обслуживания и ощутимо более низкими эксплуатационными расходами. В этом переходе нет ничего драматичного — он просто очевиден. Когда общая стоимость владения становится ориентиром, скрытые часы обслуживания и постоянное энергопотребление более чем достаточны, чтобы ежедневно склонять показатель окупаемости инвестиций в пользу электрических систем, пока машина работает без жужжания насоса на заднем плане.
Большинство покупателей сравнивают листогибочные прессы по тоннажу и скорости цикла, но в производственном цехе шум имеет реальную цену. Недооценённый недостаток гидравлики — это постоянное жужжание насоса, поддерживающего давление. За восьмичасовую смену этот фоновый шум может привести к превышению предельного уровня OSHA в 85 дБА — порога, при котором требуется обязательная программа защиты слуха. Если уровень звука у уха оператора в среднем составляет 85 дБА за смену, вы незаметно несёте дополнительные затраты на оплату аудиограмм, ежегодное обучение и обязательные средства защиты слуха.
Электрические листогибочные прессы, работающие от сервоприводов, а не от гидравлических насосов, устраняют этот постоянный фоновый шум. Их двигатели работают только во время процесса гибки и обычно на 10–20 дБ тише — примерно вдвое менее громкие для человеческого уха. Для начальника производства, оснащённого калиброванным шумомером или даже приложением на смартфоне, это измеримый факт, а не маркетинговая реклама. 15‑минутный тест показывает всё: установите шумомер на уровне оператора и зафиксируйте типичный производственный цикл. Если показания приближаются к отметке 85 дБА, то электрический привод — это не только комфорт, но и встроенная гарантия соблюдения норм.
Многие покупатели упускают из виду эффект «снежного кома» обязательств по шумовым нормативам. Как только вы превышаете порог OSHA, вы попадаете в постоянный цикл ежегодных проверок слуха, корректировок графиков смен и тщательного ведения документации. За пятилетний период эти административные и программные расходы могут равняться дополнительной стоимости более тихой машины. В условиях повышенного шума — например, в цехах с плазморезами или воздушными компрессорами — бесшумный листогиб может стать ключевым фактором разницы между соблюдением норм и необходимостью дорогостоящей программы защиты слуха.
Следующий безальтернативный фактор находится у вас под ногами. Каждый паспорт машины указывает её вес и площадь основания, но немногие покупатели переводят это в фунты на квадратный фут — настоящий показатель того, выдержит ли ваш пол нагрузку. Стандартный 150‑тонный гидравлический листогиб, заполненный маслом и отлитыми деталями, может создавать нагрузку более 600 фунтов/фт². Многие промышленные полы рассчитаны всего лишь на 300–500 фунтов/фт². Это несоответствие быстро повышает расходы: перерасчёт фундамента, дополнительное армирование сталью или заливка бетонных подушек могут увеличить цену покупки на 10–15 % и задержать установку на несколько недель.
Электрические листогибы, по своей природе более лёгкие, как правило, вписываются в стандартные ограничения по нагрузке на пол. Они заменяют громоздкие масляные баки и гидросистемы компактными сервомеханизмами, а их система прямого привода устраняет необходимость в отдельных насосных блоках или охлаждающих контурах. Практическое правило простое: разделите вес машины на её площадь основания и сравните с допустимой нагрузкой плиты вашего здания. Если этот показатель превышает допустимый уровень, а стоимость усиления фундамента превышает 10 % от цены машины, это повод отказаться от такой покупки. В конечном итоге решает ваш пол, а не технический паспорт.
Планировка цеха играет критическую роль в операционной эффективности. Гидравлические машины часто требуют внешних гидравлических агрегатов, длинной прокладки шлангов и больших зон обслуживания, а значит, их реальная площадь размещения больше заявленной. Напротив, большинство электрических моделей полностью автономны, освобождая ценное место в проходах для перемещения материалов или интеграции с роботизированными станциями. В цехах с большим разнообразием изделий, но малыми партиями, где пространство ограничено, более лёгкие рамы и меньшие зоны обслуживания электрических листогибов способны сразу повысить производительность — улучшение, которое трудно выразить в таблицах ROI, но которое очевидно по ежедневному удобству работы на производстве.
Вы можете вложить деньги в энергоэффективность или усиление бетонной плиты, но управление человеческим фактором требует более точных решений. Гидравлические прессы, как правило, вознаграждают практические механические навыки. Их эксплуатация проста, а неисправности обычно видны — низкий уровень масла, изношенные клапаны, течи или проблемы с давлением. Многие опытные операторы листогибов обучались на гидравлике и способны выполнять стандартное обслуживание, имея базовые механические навыки. Электрические листогибы, напротив, представляют собой сложные мехатронные системы: движение обеспечивается сервоприводами, обратная связь поступает от энкодеров, а производительность точно регулируется программным обеспечением. При возникновении проблем диагностика требует специалиста, разбирающегося в системах сервоприводов, диагностике ПЛК и оптоволоконных соединениях с ЧПУ‑контролем.
Ключевой момент зависит от возможностей вашей команды. Задайте себе следующие вопросы:
Если ваши ответы склоняются в сторону механических навыков и минимальной поддержки электроники, гидравлика остаётся более безопасным выбором. Но если ваш цех уже использует лазерные станки с ЧПУ или роботизированные ячейки, существующий цифровой опыт вашей команды делает электрические листогибы практичным — и часто более выгодным — вариантом. Их точное управление минимизирует отходы при наладке, что особенно важно в условиях частой смены изделий и коротких серий, когда каждая неверная гибка может означать часы переналадки и перепрограммирования.
Вот в чем тонкая правда: гидравлика легче поддерживается в работе в грубом, импровизированном режиме; электрика проще в эксплуатации на пике точности, когда команда обучена. Первое подходит мастерским с непредсказуемыми ресурсами для обслуживания, а второе процветает там, где навыки, скорость и точность стабильно высоки.
Неожиданная реальность: Многие покупатели недооценивают уровень шума, допустимую нагрузку на пол и квалификацию оператора, сосредотачиваясь вместо этого на глянцевых характеристиках и таблицах окупаемости (ROI). На самом же деле, эти “второстепенные” факторы часто оказываются решающими — показателями, которые можно проверить за считанные минуты и которые способны сделать финансовые модели бессмысленными. Листогибы работают в мире тактильных ощущений, а не в рамках абстрактных симуляций; они стоят в шумных цехах, на несовершенном бетонном полу и управляются людьми с ограниченными навыками и терпением. Более разумный выбор — это не станок с самой впечатляющей брошюрой, а тот, который соответствует неизменным физическим условиям и человеческим реалиям вашего производства.
Мастерские работают в постоянном состоянии перемен — номера деталей меняются ежедневно, наладки переставляются ежечасно, а операторы балансируют между жесткими сроками и непредсказуемыми заказами. На бумаге электрические листогибы кажутся естественным выбором — быстрее, тише, чище — но реальные условия усложняют эту картину.
Электрические модели особенно хороши, когда в графике преобладают частые переналадки. Их сервоприводы подают мощность только во время гиба, достигая примерно 35% быстрее циклов при коротких сериях по сравнению с гидравлическими. Важна и скорость настройки: перепрограммирование электрического листогиба занимает в среднем 10 секунд на деталь, против 15 секунд для гидравлики. При сотнях изменений программ эти минуты быстро складываются. Один средний производитель мебели сообщил о 25% сокращении времени цикла и и вдвое меньшем потреблении электроэнергии после перехода на электрический — увеличив производительность без найма дополнительного персонала.
Тем не менее, максимальное усилие по‑прежнему определяет пределы применения. Электрические листогибы обычно ограничены примерно 300 тоннами. Если даже 20% ваших деталей регулярно требуют больше усилия— например, ребра жесткости для корпусов судов, уголки из закаленной стали или толстые косынки — полагаться только на электрический вариант означает риск перегрузок и остановок. Здесь на высоте сервогидравлические гибриды: они обеспечивают электрическую точность (±0,01 мм повторяемости), но используют гидравлическую силу только тогда, когда требуется дополнительная мощь.
Краткое руководство по выбору для мастерской
Проще говоря, электрические прессы лидируют, когда первостепенна гибкость, а гибриды помогают избежать дорогостоящих задержек, когда неожиданно в очередь попадает заказ на толстый лист.
На производственных линиях, где гнут одни и те же детали смена за сменой, постоянная скорость намного важнее частых переналадок. В этой ситуации гидравлический гибочный пресс остаётся безусловным лидером. Он обеспечивает полную мощность по тоннажу на протяжении длинных, непрерывных серий, избегает тепловых ограничений, которые могут влиять на сервомоторы, и превосходит в повторяющихся циклах, характерных для автомобильных рам, тяжёлых навесных элементов и крупногабаритных корпусов.
Поскольку эти операции повторяют одни и те же координаты тысячи раз, более медленная скорость хода гидравлики становится практически несущественной. Давление насоса остаётся стабильным и предсказуемым, и оно не влияет на небольшие несоответствия, которые со временем могут создавать проблемы для сервопривода. Обслуживание остаётся рутинным — фильтры, уплотнения, контроль масла — а начальная стоимость ниже, чем у многоосевого электрического станка, способного обеспечить ту же нагрузку.
Хотя гидравлика потребляет в два‑три раза больше энергии, экономика всё же играет на её стороне при непрерывном производстве толстых материалов. Распределённое на тысячи одинаковых деталей, дополнительное энергопотребление добавляет лишь копейки на единицу продукции. Электрический гибочный пресс может обеспечить аналогичную точность, но он может столкнуться с примерно на 20% большим простоем из‑за тепловых или перегрузочных ограничений во время продолжительных циклов с высокой нагрузкой.
Исключение возникает, когда геометрия детали требует высокой точности отделки — полированные панели из нержавеющей стали или сложные схемы сгиба. Для таких стабильно повторяющихся задач электрические приводы сохраняют повторяемость ±0,01 мм даже при колебаниях температуры, достигая примерно на 25% лучшей равномерности по сравнению с гидравликой. Но когда в приоритете прочность материала и повторяемость, гидравлика побеждает благодаря надёжности и экономичной производительности.
Большинство производственных цехов работают где-то между крайностями. Они обрабатывают смесь повторяющихся заказов наряду с постоянным потоком мелкосерийных заказов разной толщины. Такая среднеспросовая среда выявляет присущие ограничения чисто гидравлических или чисто электрических конструкций. Гибридные листогибочные прессы — гидравлические системы с сервоприводом — эффективно заполняют эту нишу.
Используя сервоприводы для точного дозирования гидравлического потока как при низком, так и при высоком давлении, гибриды обеспечивают точность, сопоставимую с электрическими системами, при этом сохраняя мощностной запас гидравлики. Они снижают энергопотребление на 20–50 % по сравнению со старыми гидравлическими моделями, но при этом предлагают уровень силы, сопоставимый с традиционными поршнями. Операторы получают преимущества в виде более тихой работы (около 60 дБ против 75–85 дБ), более чистых рабочих зон и более быстрого разогрева, поскольку гидравлический контур работает только во время активного гиба.
Рассмотрим реальный пример: контрактный производитель, выпускающий как хирургические компоненты, так и промышленные кронштейны. После замены двух традиционных гидравлических листогибов на гибридные модели компания получила 30 % рост производительности по разнообразным заказам, резко сократила часы технического обслуживания и почти полностью устранила утечки масла. Для универсальных производителей, планирующих расширение или работу с более широким ассортиментом материалов, гибриды обеспечивают защиту от неправильной оценки будущего баланса между точностью и тяжелыми нагрузками.
Ключевые точки производительности
| Сценарий, вызывающий действие | Лучший выбор | Ключевые показатели |
|---|---|---|
| Более 20 % заказов при максимальном тоннаже с минимальным количеством переналадок | Гидравлический | Невысокие начальные инвестиции, неограниченная силовая мощность |
| Более 60 % тонколистовых или высокоточных деталей, частые переналадки | Электрический | 35 % более быстрый цикл, микронная точность |
| 20–60 % смешанная загрузка с непредсказуемым спросом | Гибрид | Совмещает точность и мощность, на 15–50% ниже эксплуатационные расходы |
Быстрая оценка окупаемости – 10 минут или меньше
Гибриды обеспечивают хорошо сбалансированное инженерное решение: они дают надёжную полную мощность, когда требуется большое усилие, и точное сервоуправление, когда ценится высокая точность. Особенно полезны для мастерских, работающих с разнообразными типами заданий и предсказуемыми графиками производства — самой большой категории на рынке.
Начните с вопроса, которого большинство продавцов надеются не услышать: “Покажите мне данные по производительности для моих деталей”. Не общие цифры, не маркетинговые образцы —ваш 2 мм алюминиевый Z‑гиб, ваш 5 мм стальной канал. В тот момент, когда им нужно продемонстрировать результаты для вашей конкретной геометрии, двусмысленность исчезает. Представители электрических машин могут с энтузиазмом показать изгиб за 10 секунд против 15 секунд на гидравлике; представители гидравлики могут быстро переключиться на разговоры о “рабочем цикле” или “прочной конструкции”. Это изменение их тона или фокуса — ваш первый сигнал: теперь вы обсуждаете реальную производительность, а не теоретические категории.
Всего три вопроса могут выявить, покупаете ли вы на самом деле мощность, точность или производительность — и оправдана ли дополнительная стоимость.
Гидравлические прессы отвечают на этот вопрос однозначно — высокая тоннажность именно для этого и предназначена. Электрические машины начинают уходить от прямого ответа, и если презентация уходит в разговоры о “охлаждающей способности”, значит, вы достигли их практического предела. Этот предел реален: при нагрузках свыше примерно 300 тонн электрические машины теряют преимущество, и на сцену выходят гибриды или полностью гидравлические прессы. Вывод прост: если ваш цех регулярно работает длинные смены с высокой тоннажностью, любой расплывчатый или условный ответ — это предупреждение о тепловом снижении мощности и срывах сроков поставки.
Электрические машины держат ±0,01 мм, потому что серводвигатели остаются стабильными, будь ваш цех прохладным или жарким. Гидравлика — нет; по мере нагрева масла она смещается, и этот дрейф быстро проявляется как отход в пределах ±0,02–0,05 мм бракованной продукции. Вопрос на самом деле простой: хотите ли вы машину, которая подстраивается под вашу среду, или машину, которую будете настраивать и исправлять весь день?
Электрические машины сокращают потребление энергии примерно вдвое и исключают обслуживание, связанное с маслом, но их серводвигатели могут быть дорогими при ремонте. Гидравлика дороже в эксплуатации — как по электричеству, так и по маслу — но её проще обслуживать на месте. Когда представитель говорит “это зависит”, он проверяет, понимаете ли вы свой фактический режим работы. Если вы работаете долгие часы с частыми переналадками, экономика склоняется в пользу электрических. Если же вы непрерывно гнёте тяжёлую сталь, простота обслуживания гидравлики обычно побеждает.
Тревожные признаки важны не меньше самих ответов. “Настраиваемый” часто означает отсутствие проверенных ориентиров. “Сопоставим с электрическим” обычно скрывает потерю точности. “Наша система охлаждения надёжная” — это эвфемизм для замедления циклов. Все эти уходы от прямого ответа указывают на одну истину: машина не подходит для вашей номенклатуры — они просто надеются, что вы этого не заметите.
Самый разумный следующий шаг — тот, который большинство цехов пропускает: вернитесь на свой участок, возьмите реальную производственную деталь и принесите её на демонстрацию. Потому что в момент, когда инструмент коснётся ваш материала, решение становится очевидным — машина, которая лучше всего гнёт вашу деталь, действительно оправдает своё назначение.


















