

あなたの新しいプレスブレーキは、2 mmのアルミ部品を正確に曲げながら軽快に稼働します――しかし、作業が厚さ10 mmの重量級鋼板に切り替わると、サーボモーターが途中で停止します。生産は止まり、納期は遅れ、宣伝されていた「万能」電動機の限界が突如として明らかになります。現実はこうです:トン数、公差要求、またはベッド長といった一定の基準を超えると、物理的な制約が固定され、どんなマーケティングでも消すことはできません。これらの制約を攻略することはブランドの好みではなく、長期にわたり作業負荷を真に処理できる機械タイプを選ぶことです。.
電動プレスブレーキは中程度の力の場面で輝き、通常150〜300トンまで対応します。要求が400〜600トン以上に達する場合――造船所の船体パネルや大型構造梁を想定――は、完全に油圧の領域です。油圧システムはシリンダー構造により、トルクの高いサーボモーターが遭遇する熱的ボトルネックなしに、容易に1,000トンに到達できます。.
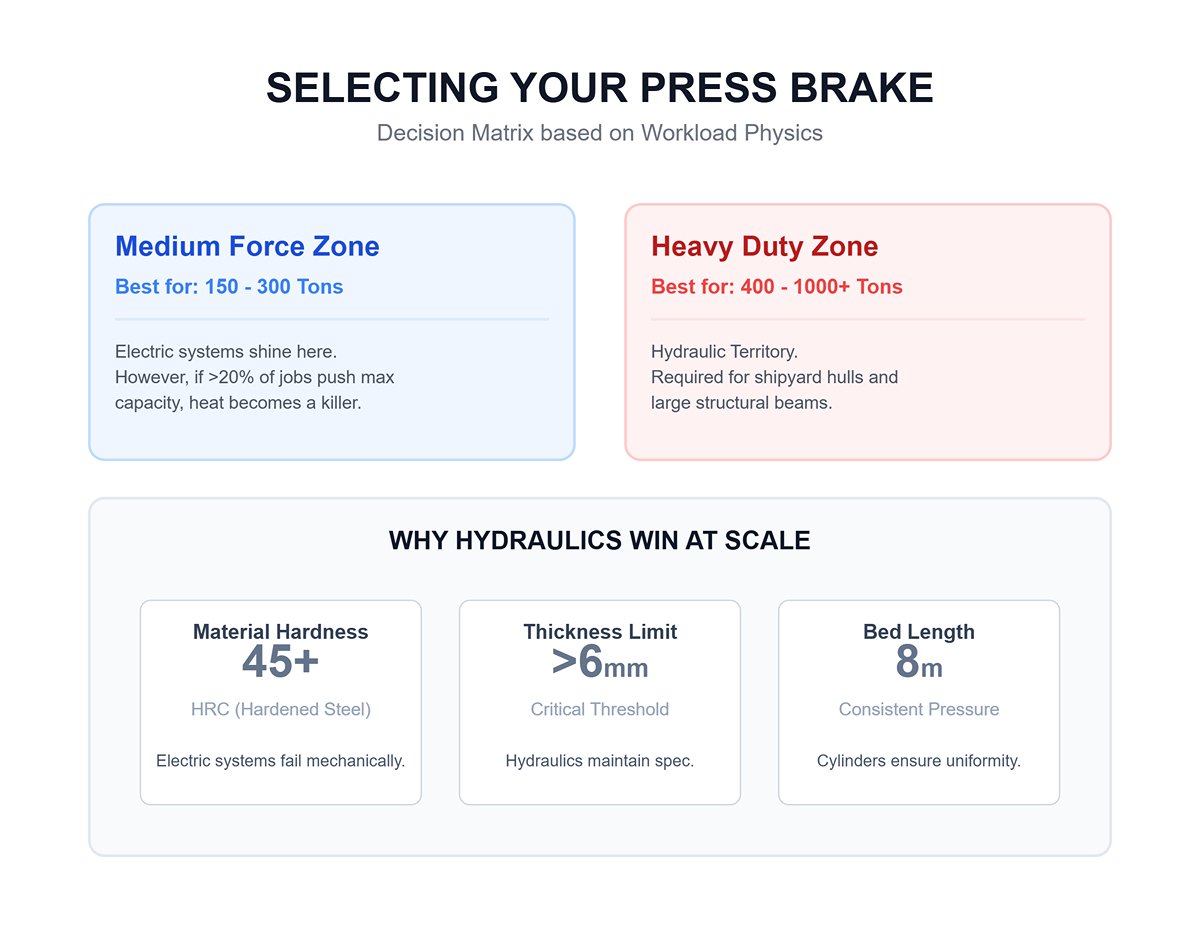
材料の硬度も決定的な要因です:厚さ6 mm以上、または硬度45〜60 HRC(焼入れ鋼)の範囲では、電動システムは深刻な機械的・熱的負荷に直面します。作業のうち20%以上が機械のトン数限界に迫る場合、電動機の速度利点は熱による停止時間で帳消しになることが多いです。両方のタイプを試したある加工業者はこうまとめました:「電動は300トン程度で限界――それ以上の厚物はすぐ油圧に回した。」“
油圧は重負荷下でも長いベッド全体にわたり安定した結果を出します。8 mの梁が大きな力を受けても仕様内に収まるのは、油圧シリンダーが長さ全体に均一な圧力を維持できるためです。電動システムが同等のトン数を試みれば、過熱やボールねじの早期摩耗、高価な駆動系アップグレードを必要とする事態に陥ります。あなたの作業負荷が高耐久曲げに偏っているなら、選択は事実上決まっています――物理がそれを決定します。.
スケールを縮小してみましょう:薄い材料をコンパクトまたは複雑な形に曲げる場合。ここで電動プレスブレーキが真価を発揮し、油圧では出せない精度を達成します。サーボ駆動ラムは油圧システムの約半分の時間で接近・戻り動作を行います。±0.005インチの繰り返し精度を数千サイクルにわたり安定して維持でき、油温変化による位置ズレが生じる油圧機と異なり、高混合生産で比類なき精度を誇ります。.
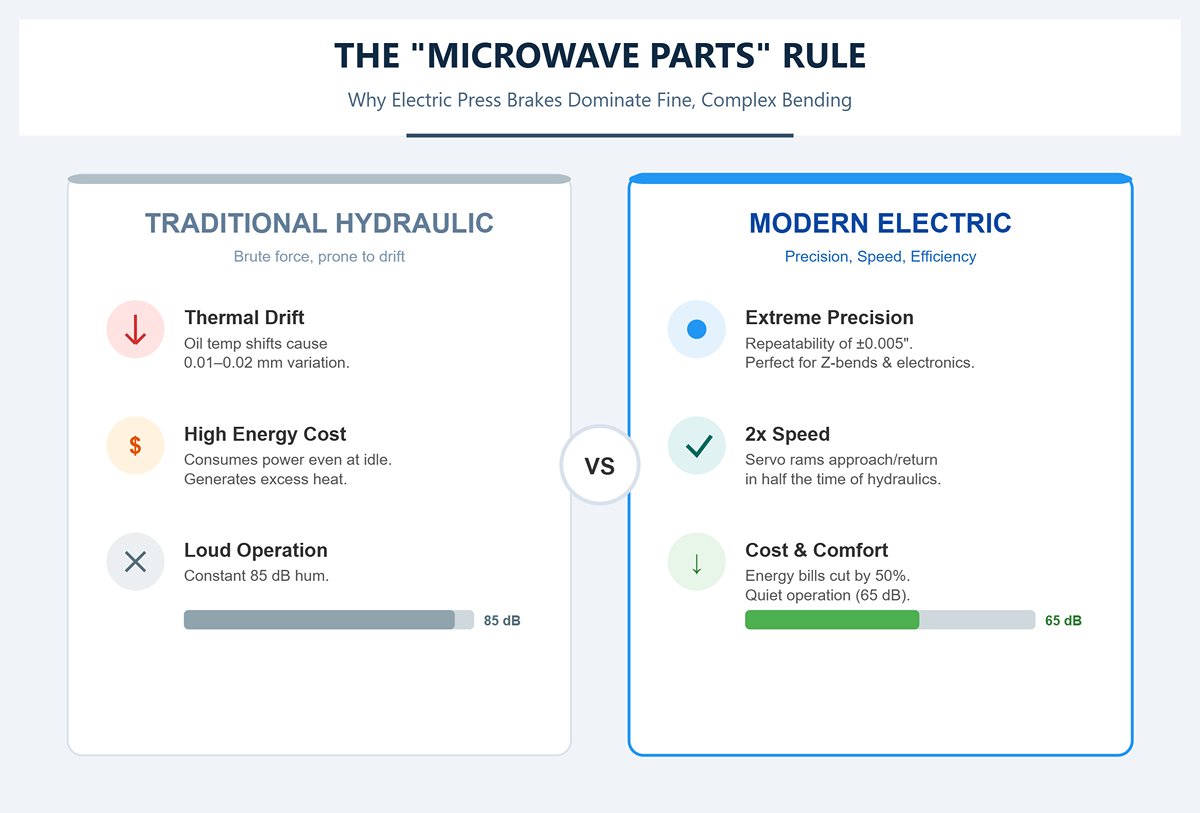
電子機器製造や家電試作の現場では、オペレーターがZ曲げや多角プロファイルの小型部品を連続生産することが多いです。油圧はアイドリング時でも電力を消費し、余分な熱を発生させますが、電動駆動は使用電力が格段に少なく、運用コストを削減します。電動に切り替えたある電子工房では電気代が半減し、精度も安定しました。作業環境も静かになり、油圧ポンプの85 dBに比べわずか65 dBとなり、作業者から好評でした。.
電動プレスが力不足という古い概念は忘れてください――彼らは別分野で優れています。それは制御精度です。油圧機が一日のうち0.01〜0.02 mmのズレを生む可能性がある粘度変化の影響を受けず、温度変動の大きい環境でも安定した性能を発揮します。複雑で細部重視の生産では、 brute force よりも精度が勝るのです。.
部品の長さは総トン数同様に重要です。電動のボールねじ駆動システムは、約4 m(13フィート)までが最も効率的です。それを超えると、機械的なたわみや熱の蓄積が影響し、部品への負荷と精度の低下を招きます。一方油圧プレスブレーキは8 m(26フィート)以上にスケール可能で、大型梁、船舶パネル、トレーラーフレームなどの重作業に適し、小型電動機を悩ませるクラウニング問題もありません。.
長尺ワークは曲げの力学を根本から変えます。ラムから支点までの距離が大きいほど、たわみが起こる可能性も高くなります。ベッド全体で均一な力を達成することは電動駆動にとってますます難しくなります。油圧は多シリンダーシステムによって、部品の幅や厚みに関係なく完全に均衡の取れた圧力を長さ全体に供給します。部品が4 mを超える、またはトン数が300を超える場合、それはもう好みの問題ではありません。この範囲では電動モデルを選ぶことは性能低下や機械故障のリスクを伴います。.
多くのメーカーは電動設計の「柔軟性」をマーケティングで強調しますが、細字部分でベッド長の制限を曖昧にします。購入前に最大部品長を測らなければ、他社への大型仕事の外注という形で利益を競合に渡すことになりかねません。.
| 制限 | 電動の適正ゾーン | 油圧が必須 |
|---|---|---|
| トン数 | ≤200〜300トン | 300〜1,000+トン |
| ベッド長 | ≤4 m(13フィート) | 4–8 m(13–26フィート) |
| 材質 | 0.5–6 mm、≤45 HRC | >6 mm、45–60 HRC |
この規模では、プレスブレーキの選択は価格や宣伝文句に左右されるべきではありません。決定を左右するのは、力の生成、材料の抵抗、そしてフレームの形状という変わらない現実です。その限界を早期に理解すれば、実際の生産需要に対応できる唯一の機械に投資することができます。.
もしよければ、ここから セクション2, に進み、同じ権威ある語調で意思決定の枠組みをさらに拡張できます。続行しましょうか?
“「インチ毎分」という指標は、スポーツカーの最高速度と似ています。これは、機械が全速で動いているときの速さを示すだけです。実際には、ほとんどの曲げ加工は動作の初期数インチ以内で行われ、この段階では最高速度ではなく加速度が操作者の体感に影響します。プレスブレーキの広告は、正確で印象的に見えるため、大きなインチ毎分(IPM)の数値を好んで表示しますが、それはほとんどの工場では遭遇しない状況―長く安定した全速運転―を前提にしたものです。実際には、多くの作業が1〜3インチのストロークと数秒ごとの方向転換を伴います。ここで違いが現れます。油圧式は動作が始まる前に圧力を作り上げなければならず、一方、電動式は即座にトルクを発生させます。だから、たとえ公表された速度が似ていても、実際のサイクルタイムでは大きな差が出ます。.
電動プレスブレーキは、サーボモーターがボールねじを直接駆動し、即座にトルクを発生させるため、ほぼ瞬時に加速します。一方、油圧式はバルブを作動させ、システム圧力を上げ、油の流れを安定させてからラムが有効速度に達します。この差は、加速度の距離が総移動時間の大部分を占めるような短いストロークで最も顕著です。.
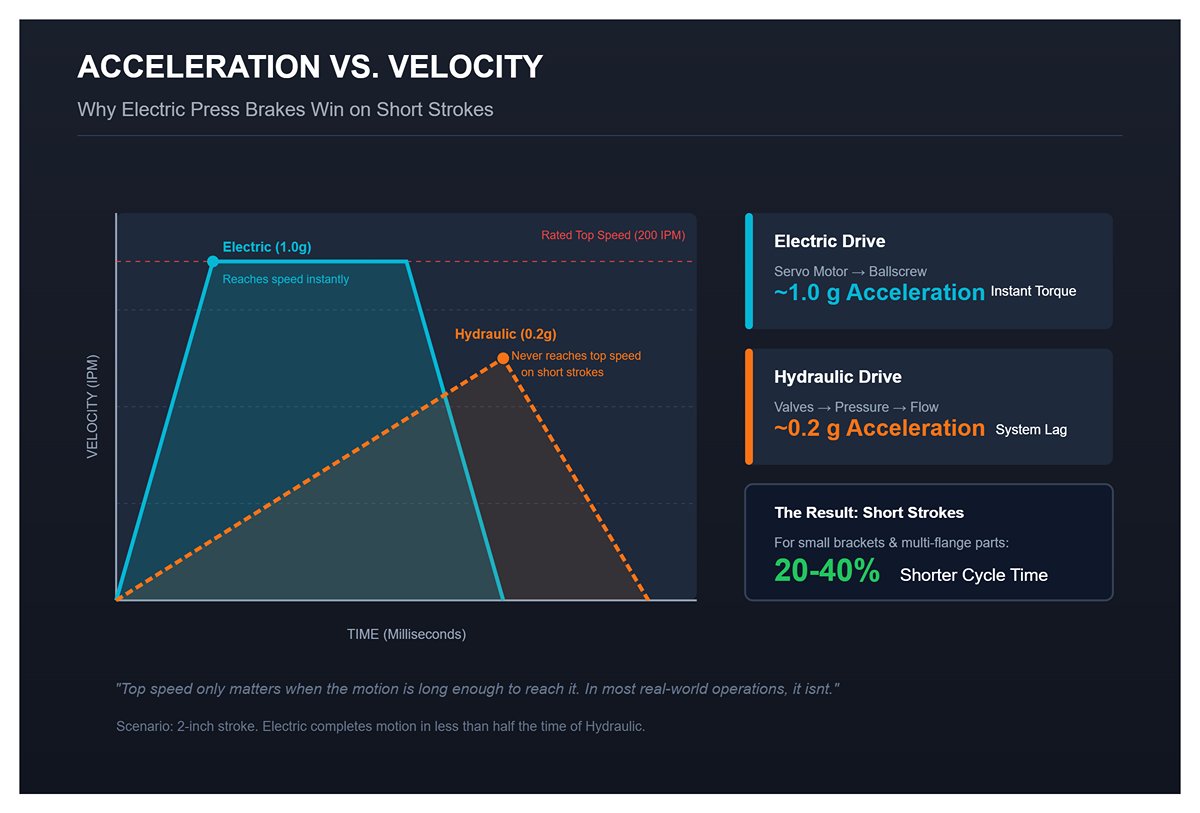
イメージしやすい例として、2インチのストロークを行う2台のプレスを想像してください。両方とも約200 IPMの最高速度を宣伝しているかもしれませんが、電動式は動きのわずかな間にその速度に到達します。油圧式は、減速が始まる前に最高速度に達することがないかもしれません。短いZ曲げ、細かいジョグ調整、または多段フランジ部品などでは、加速と減速の時間を短縮できる電動式は、控えめながらも強力な生産性向上をもたらします。操作者は、ペダルを踏んでからラムが戻るまでの「無駄な時間」が少ないと感じます。.
簡単な例で物理を確認しましょう。仮定:
この条件では、両方が同じ最高IPMを持っていても、電動プレスは油圧式の半分以下の時間でストロークを完了します。最高速度が重要になるのは、動作がその速度に達するのに十分長い場合だけであり、ほとんどの現場ではそうではありません。.
だから、小さなブラケット、多フランジパネル、または頻繁な再打ちを必要とする部品を成形するショップでは、カタログ仕様が似ていても、電動プレスで20〜40%短いサイクルタイムを報告することがよくあります。勝利するのは速度ではなく、加速度です。.
プレスのサイクルには4つの段階があります:接近、加工、保持、戻り。このうち実際に成形を行うのは「加工」だけです。他の段階はすべて付帯時間です。特に6回以上の曲げを行う部品では、接近と戻りの段階が総サイクルタイムのほとんどを占めます。.
油圧システムがここで遅れをとる理由は2つあります。第一に、動作が始まる前にシステムが圧力を構築する間に時間がかかること。第二に、戻り速度はバルブを通る油の流れのスムーズさに依存するため、方向転換や減速がさらなる遅延を招くことです。電動駆動ではほぼ瞬時に動作の逆転が可能で、CNCがほぼ待ち時間なく、タイトで効率的な動作プロファイルをプログラムできます。.
曲げごとに0.5秒の差は小さく思えるかもしれませんが、掛け算してみてください。ストローク2インチの6曲げ部品で、接近と戻りで0.5秒短縮できれば、部品ごとに3秒の短縮になります。1シフトで600個を生産すれば、毎シフト30分の作業者時間の節約です。年間では数万ドル規模の労働効率向上と機械稼働時間の増加になります。これが、油圧のIPM仕様の裏に隠された実態です。.
サイクルタイムにはラムストロークだけでなく、曲げに関わる全ての動作時間が含まれます。電動機の速度優位が本当にショップの節約につながるかどうかを確認するには、5つの重要なデータが必要です:
単一の動作区間を、簡単な加速度モデルで計算してください。およそ3インチ未満のストロークでは、ラムは最大速度に到達しないため、加速と減速が総時間の大部分を占めます。保持時間、バックゲージ移動、作業者の取り扱い時間を加え、部品1個あたりの曲げ回数を掛け、ショップ独自のデータを用いて油圧と電動の性能を比較します。.
明確な経験則が見えてきます:ストローク3インチ以下で曲げが4回以上必要な場合、電動プレスは一般にサイクル短縮と労務費削減をもたらします。トン数限界近くの長く重い曲げでは、油圧は過熱や熱負荷の問題なく連続運転できるため、スループットで優位になる場合があります。.
計算が終われば、神話は明らかになります。IPM(インチ毎分)だけでは曲げ間の実際の待ち時間はわかりません。加速度の数値と接近・戻り動作の効率が、本当に重要なほぼすべてを示します。.
油圧プレスブレーキの作業者なら皆知っている静かな朝の儀式があります:数本の試し曲げを行い、角度を微調整し、その日の最初の部品は信用しない。これには確かな理由があります。油圧オイルが約20°Cから45°Cに温まると、その粘度は半減することがあります。バルブの反応が速くなり、シリンダーがより自由に動き、同じ指示でもラムがわずかに深く沈み込みます。その結果、午前8時に正確に90.0°の曲げが、午後2時には89.7°になることがあります。これはフランジ先端で0.05〜0.3mmの差に相当し、小さな値でも厳しい公差内では重要です。.
熱膨張ももう一つの、より緩やかなドリフト要因です。鋼のフレームは温度が10°C上昇するごとに1mあたり約0.012mm伸びます。したがって、3mのベッドが忙しいシフト中に20°C加熱すると約0.07mm伸びます。このわずかな伸びがラムたわみのパターンを変化させ、特にセンターライン付近で影響が出ます。クラウニングやたわみ補正が限られているプレスでは、これが昼頃の角度変化として現れ、金曜午後には工場の気温がさらに数度上昇して再び変化が見られることがあります。.
解決策は迷信ではなく、実証済みの実践です。比例バルブ、温度監視、高精度リニアスケールを備えた最新の油圧プレスなら、ほとんどの熱ドリフトを自動補正できます。より単純な機械では、生産開始前に10分ほどウォームアップ曲げを行えば十分です。重要なのは、油圧が精度に欠けるということではなく、その精度が熱的安定状態に達することに依存しているということです。.
工場現場での簡単な実験でこれが明らかになります。 幅200 mm、厚さ2 mmの板材に標準の90°曲げをプログラムします。 機械が冷えている状態で最初の曲げを行い角度を記録し、その後設定を触らずに10分ごとに1時間繰り返します。 結果をプロットすると、角度のドリフトが平坦化していく様子が見えるでしょう。 曲線が3~5回の曲げで安定すれば、その機械のウォームアップによるドリフトと安定への復帰の両方を捉えたことになります。.
意外な事実として、連続したオイル循環と積極的に制御された冷却ループを備えた高性能な油圧システムは一日中寸法的に安定していられます。 一方で、日射で暖められた壁のそばに置かれた電動ベンディングマシンは、エンコーダや金型が異なる比率で膨張するために数百分の数ミリ単位でズレることがあります。 ドリフトは機械の種類ではなく温度が原因であり、それを補償できるかどうかは設計の良し悪しだけが決めます。.
曲げ精度は機械だけではなく、スプリングバック(弾性反発)をどれだけ効果的に管理できるかにも依存します。 スプリングバックはすべてのきれいなセットアップチャートを書き換える静かな要因です。 電動(サーボ)プレスブレーキは、モーターシャフトに直結したエンコーダで位置と力を読み取ります。 角度補正が有効な場合、機械は測定された角度がプログラム値に数百分の数度以内で一致するまで各曲げを再成形し、リアルタイムで材料の挙動を学習します。 一度補償値が確立されると、コントローラーはその補償をすべてのサイクルで適用します。.
油圧プレスは通常、圧力の測定とシリンダーの移動距離に依存し、角度を力のテーブルから推定します。これは油温が安定している場合は信頼できますが、そうでない場合は誤差を生みます。 朝に補正テーブルをキャリブレーションしても、午後には0.4°のオーバーシュートになることがあります。 結果として、オペレーターは手動で修正するか、機械が温まった後に再度コントロールを教え直さなければならず、セットアップ時間が増え、不要な廃材も発生します。.
この違いはサイクル開発時に明確になります。 サーボ電動プレスブレーキは、新しいステンレス鋼ロットのスプリングバック微調整に1〜2回の試験曲げがあれば十分ですが、油圧式は熱的に安定した環境でない限り5〜6回かかることがあります。 高混合・少量生産でスループット重視の工場では、その追加セットアップ時間は初期の機械コスト節約を簡単に上回ります。 対照的に、高量・繰り返し生産では、油圧プレスは一度熱平衡に達すればラン全体で安定した性能を発揮し、まさに頼れる作業馬となります。.
繰り返し精度—部品ごとに同じ曲げを再現する能力—は物理的な駆動機構ではなく、制御システムが位置を測定する方法に完全に依存します。 サーボ電動プレスブレーキは、ミクロンレベルの精度を持つ電子エンコーダでラムの絶対位置を監視します。 温度変動で作業場が暖まることはあっても、データが歪むことはありません。 メーカーは通常 ±0.01〜0.02 mmの繰り返し精度を公称し、温度管理された環境ではさらに優れた性能を発揮する場合もあります。 油圧流体が膨張・収縮・気泡化することがないため、部品形状は朝から夕方まで一貫しています。.
油圧ブレーキは、先進のサーボ油圧回路を備えていても、油粘度やバルブ応答の微妙な変化により、日中を通して ±0.03〜0.05 mm 程度のわずかな変動を示す傾向があります。 とはいえ、現代の多くのシステムはデジタル閉ループフィードバック、アクティブクラウニング補正、温度制御されたリザーバーによってこの影響を打ち消します。 流体分析、定期的なキャリブレーション、安定した工場環境といった規律ある保守を行えば、大部分の板厚で油圧機でも電動プレスに近い精度を維持できます。 違いが最も顕著になるのは、薄板、狭いフランジ、高仕上げの外観部品を扱う場合です。.
先ほどの簡易検証テストでもこの点が明らかになります。 ウォームアップサイクルを実行した後、機械を1時間放置し、同じ試験片を再度曲げます。 角度が0.2°以上変化した場合、その工程は外気温変化に敏感だということです。 電動プレスなら通常その変動を約半分に抑えられます。 このことを理解すれば、実際の影響を定量化でき、毎日のウォームアップで数分失う方が数万ドルの新技術投資より良いかどうか判断できます。.
まとめ:精密さは油圧か電動かの選択だけでは決まりません。 重要なのは各システムが熱をどう扱うか、フィードバックループがどれほど精密に調整されているか、そして工場の運用規律です。 電動ブレーキは設計上、午後遅くの熱ドリフトを排除し、油圧は一貫性と定期的ケアで対抗します。 どの要因を最も容易に制御できるかを理解し、機械のキャリブレーション同様に期待値を慎重に合わせてください。.
多くの購入者が見落としているのは、油圧プレスブレーキは電力だけでなく注意力も消費するということです。 数か月ごとにオイルを排出、濾過、検査、交換しなければなりません。 一般的なユニットは150〜200ガロンを保持し、完全な流体サービスは6,000時間ごと、通常は年1回行われます。 フィルター交換、シール点検、法令遵守の有害廃棄物処理を加えれば、これらの「定例」作業は予算と労力を着実に消耗させます。 10年間で、1台の機械がオイルだけで約$2,400ドルを消費することもあります。漏れや汚染による生産性損失を考慮する前でもこの額です。.
さらに大きな出費は、熱と圧力の変動が重なり始めると発生します。 オイルが60 °Cを超えると変色し、急速に酸化してシールを硬化させ、漏れにつながります。漏れはラムの位置合わせを狂わせ曲げ角度を乱します。 各計画外停止は1時間あたり約$1,500ドルの損失で、多くの工場では漏れが問題を引き起こしてからしか発見されないため、ダウンタイムは急速に悪化します。 温度関連のシール故障による修理費は定期保守より通常30%ほど高くつきます。 週単位でのオイル点検、温度記録、圧力キャリブレーションといった予防習慣は故障を最大80%減らし、時間投資の5倍以上のリターンをもたらします。 それでも多くの工場は稼働を維持するためにこれらの点検を省略し、今日の数分のスループット増加と引き換えに明日の大きな金銭損失を招いています。.
小さな怠慢はすぐに積み重なります。 たった一つの緩んだ継手や、隔月のグリースポイントの見落としでバックゲージがミルスケールで詰まることがあります。 皮肉なことに、週1時間の構造化された検査で年間運用コストを12〜18%削減できる場合があります。 本当の「隠された秘密」はオイルだけではなく、油圧システムが効率を維持するために絶えず注意を必要とすると長年期待されてきたことにあります。.
電動プレスブレーキは、油圧システムを保守集約型にしている複雑なホースやポンプの網を排除しますが、その簡素化された設計には別の弱点が隠されています。それがボールねじです。 ボールねじの平均故障間隔は約15,000時間で、油圧ポンプの典型的な8,000時間のほぼ2倍です。 ボールねじは駆動機構と精密ガイドの両方の役割を果たします。 適切な冷却と潤滑を保てば10年以上問題なく稼働できますが、放置や過熱は突然かつ高額な故障を招く可能性があります。.
ボールねじが固着した場合、漏れや煙といった兆候はなく、ただ動作が止まります。 真の費用は清掃ではなく、交換部品の調達と専門技術者による取り付けにあります。 予知監視はこのリスクを大幅に減らします。 最新の電動機ではサーボ制御ソフトを活用して負荷、温度、電流消費を継続的に監視し、実際の故障が発生する前に初期疲労の兆候を検知します。 規律あるスケジューリングで年間の計画外ダウンタイムは油圧の約32時間に比べておよそ4時間に抑えられます。.
潜在的な落とし穴は、設計そのものより機械仕様にあることが多いです。 ベンダーは流体保守不要という利点を強調する一方、連続的かつ重負荷曲げにおける冷却要求を軽視する場合があります。 購入予定者は最大トルクでのデューティサイクルやモーター冷却条件の詳細を求めるべきです。 制御システムが過熱に応じて性能を下げる場合、生産の一貫性が期待に届かないことがあります。 それでも、保守頻度は重要な指標です。 電動は年間1回の保守が一般的で、油圧は4回です。 10年間でこの差だけでも、高い初期購入価格を補えることが多いです。.
エネルギー消費は、投資回収率の見え方が最も劇的に変わる部分です。油圧式プレスブレーキでは、ラムが動いているか停止しているかに関わらず、モーターとポンプが常時稼働し、電気を油圧に変換します。一方で電動駆動は、作動中のみ電力を消費します。同等の作業負荷の場合、電動システムは通常20%〜50%程度電力消費が少なくなります。.
年間約4,000時間稼働する2交替制の場合、光熱費の差は明確に表れます。油圧式では年間$3,000〜$5,000ほどの電気代がかかるのに対し、同等の電動モデルでは$1,500〜$2,500の範囲に収まります。10年間では、これらの節約と油の購入不要を合わせることで、運用予算から$50,000〜$75,000を軽減できます。さらに、サイクルタイム短縮によって生産量がわずか20%向上するだけでも、仮に電動機の初期価格が油圧より$50,000高くても、損益分岐点は3年未満に下がります。.
熱性能も無駄なエネルギーを示す信頼できる指標です。油圧システムは約45〜50°Cで安定している状態が効率的な稼働であり、温度が60°Cを超えると酸化が加速し、内部漏れが増加し、定格荷重を維持するためにポンプが追加電流を消費するようになります。電動サーボモーターはまったく異なる動きをします。軸が動くときのみ電力を消費し、待機中の消費はほぼゼロです。.
これらの数値を並べて比較すると、長期のコスト構造は「油圧が常に経済的」という従来の考えを完全に覆します。
| 指標 | 電動 | 油圧 | 節約/優位性 |
|---|---|---|---|
| 年間サービス訪問回数 | 1 | 4 | 75%のサービス時間削減 |
| 流体コスト(総額) | $0 | $2,400 | 流体費用ゼロ |
| 計画外のダウンタイム | 年間4時間 | 年間32時間 | $1.5K/時間で$48K以上の節約 |
| MTBF(平均故障間隔・時間) | 15,000 | 8,000 | 87%の稼働時間増加 |
| 10年間の保守総計 | 基準値 | –$50–75K | 電動が大差で優位 |
油圧式は信頼性の高い性能を発揮できますが、その信頼性は頻繁なメンテナンス、高いエネルギー消費、そして継続的な消耗品で成り立っています。電動システムは初期費用が高くなる場合がありますが、流体関連の不確実性を安定した整備間隔と測定可能な低運転コストに置き換えます。この変化は派手さはありませんが、結論は明白です。総所有コストがベンチマークになると、隠れた保守時間や常時の電力消費が、ポンプの稼働音のない毎日の稼働において、ROIを電動の側に傾ける十分な理由となります。.
ほとんどの購入者はベンダープレスをトン数やサイクル速度で比較しますが、工場の現場では騒音に実際的なコストが伴います。油圧式の見落とされがちな欠点は、圧力を維持するポンプの持続的な唸り音です。8時間のシフト中、この背景音は作業者をOSHAの85dBA行動限界(聴覚保護プログラムの実施を義務付ける閾値)に達する状態へと押しやります。作業者の耳の位置での平均騒音がシフト中85dBAに達すると、聴力検査、年次研修、必須PPEといった追加労務コストを静かに吸収していることになります。.
油圧ポンプではなくサーボアクチュエーターで駆動する電動ベンダープレスは、この常時の背景音を排除します。モーターは曲げ加工中のみ稼働し、通常は10〜20デシベル低く、ヒトの耳にはほぼ半分の音量に感じられます。校正済みの騒音計やスマートフォンアプリをもつ工場長なら、これはマーケティング文句ではなく測定可能な事実です。15分のテストが物語ります:騒音計を作業者の高さに置き、典型的な生産サイクルを記録します。測定値が85dBAに近づくなら、電動駆動システムは快適さだけでなく、組み込みの遵守用安全策でもあります。.
多くの購入者が見落とすのは、騒音遵守義務の雪だるま効果です。OSHA閾値を超えると、年次聴力検査、シフトスケジュールの調整、詳細な記録管理という継続的なサイクルに縛られます。5年間でその事務・プログラムコストが、静かな機械を選ぶための追加価格と同等になる場合があります。すでにプラズマ切断機やエアコンプレッサーで騒音が高い作業場では、静かなベンダープレスが制限以下を維持するか、高価な聴覚保護プログラムを招くかの分かれ目になります。.
次の譲れない要因は足元にあります。すべての仕様書には機械の重量と設置面積が記載されていますが、平方フィートあたりの重量に換算する人はほとんどいません。それが床が荷重に耐えられるかの真の指標です。油と重い鋳物で満たされた標準的な150トン油圧ベンダープレスは、600 psf以上の荷重を床にかけることがあります。多くの工場床は300〜500 psfにしか対応していません。この不一致は基礎設計変更、鋼材補強、コンクリートの打設などでコストを急増させ、購入価格に対して10〜15 %の追加や数週間の設置延期を招きます。.
電動ベンダープレスは本質的に軽量で、通常は標準的な床の許容範囲内に収まります。大型オイルタンクや流体系をコンパクトなサーボ機構に置き換え、ダイレクトドライブ構造でポンプ台や冷却回路の必要をなくします。経験則は簡単です:機械重量を設置面積で割り、建物の床スラブの耐荷重と比較します。その値が耐荷重を超え、補強費用が機械価格の10 %を超えるなら、それは購入を避けるべき要因です。結局は仕様書ではなく床が決定します。.
物理的なレイアウトは運用効率に重要な役割を果たします。油圧機械は外部油圧パワーユニット、延長ホースの配管、広いサービススペースを必要とすることが多く、実際の設置面積は記載値よりも大きくなります。それに対し、多くの電動モデルは完全に自給式で、材料搬送路やロボット搬送ステーションとの統合のための貴重な通路スペースを確保できます。スペースが限られる多品種少量生産の工場では、軽量フレームと小さなサービスエリアの電動ブレーキが即座にスループットを向上させます—ROI表では捉えにくい改善ですが、日々の現場での作業移動の容易さで明らかになります。.
エネルギー効率やコンクリート床の補強には資金を投じられますが、人間要因の管理にはより鋭い判断が必要です。油圧プレスは機械的なノウハウを持つ人材を評価します。操作は簡単で、故障も見えやすく(油量不足、バルブの摩耗、漏れ、圧力問題など)、経験豊富な作業者は油圧の訓練を受けており、標準的な機械スキルで日常保守を行えます。一方、電動ベンダープレスは高度なメカトロニクスシステムで、サーボによる駆動、エンコーダーからのフィードバック、ソフトウェアによる性能微調整が動力となります。問題が発生した場合、サーボドライブシステム、PLC診断、CNC制御へのファイバー接続に精通した技術者によるトラブルシューティングが必要です。.
分岐点はチームの能力にあります。以下の質問を考えてください:
回答が機械的な熟練度や電子制御サポートの最小化に傾くなら、油圧式がより安全な選択肢です。しかし既にCNCレーザーやロボットセルを運用している工場なら、既存のデジタルスキルセットが電動ブレーキを実用的かつ多くの場合優れた選択肢にします。その精密な制御はセットアップ時の無駄を最小化し、多品種短納期作業では各誤曲げが数時間の再工具・再プログラムにつながるため、特に重要です。.
ここにある微妙な真実はこうです:油圧式は粗く即興的なやり方でも稼働を維持しやすく、電動式はチームが訓練されれば最高精度での操作が容易になります。前者はメンテナンス資源が予測しにくい工場に向いており、後者は技能・速度・精度が一貫して高い環境でこそ威力を発揮します。.
予想外の現実: 多くの購入者は騒音レベル、床の耐荷重、オペレーターの熟練度を軽視し、代わりに華やかな仕様やROIのスプレッドシートに注目します。実際には、これらの「二次的」要素はしばしば契約を左右する決定的要因となり得ます。数分で確認できる指標が、財務モデルを無意味にすることもあります。プレスブレーキは触感の世界で動作するのであり、抽象的なシミュレーションの中ではありません。騒がしい工場、不完全なコンクリート床、技能や忍耐力が限られた人間の手によって運用されるのです。より賢明な選択は、最も立派なパンフレットを持つ機械ではなく、施設の変えられない物理的制約や人間的現実に適合する機械なのです。.
ジョブショップは常に変動しており、品番は日々変わり、セットアップは時間ごとに変動し、オペレーターはきつい納期と予測不可能な受注を同時にこなしています。理論上では、電動式プレスブレーキが自然な選択に思えます――より速く、静かで、クリーン――しかし実際の条件はそのイメージを複雑にします。.
頻繁な段取り替えがスケジュールの大半を占める場合、電動モデルは際立ちます。サーボ駆動は曲げの間だけ電力を供給し、およそ 35% 高速 の短い生産サイクルを油圧式と比べて実現します。セットアップ速度も重要です:電動ブレーキの再プログラムは平均 1部品あたり10秒, に対し、油圧式では 15秒 かかります。数百回のプログラム変更を通じて、その数分はすぐに積み重なります。ある中規模家具メーカーは 35% でサイクルタイムを短縮 そして 電力消費を半減 したと報告しています。これは電動式に切り替えることで人員を追加せずにスループットを向上させた結果です。.
しかし、最大加圧力は依然として所有の限界を定義します。電動プレスブレーキは通常300トン程度が上限です。もし 部品の20%が定期的により大きな加圧力を必要とする――例えば船体補強材、硬化鋼製アングル、厚いガセットなど――場合、電動だけに頼ると過負荷警告や停止が発生するリスクがあります。ここでサーボ油圧式ハイブリッドが優位に立ちます:±0.01mmの繰り返し精度という電動並みの精密さを持ちながら、追加の力が必要な時だけ油圧を使います。.
工場のための簡易意思決定ガイド
要するに、俊敏性が最優先であれば電動式が有利ですが、予期せぬ厚板加工がキューに入った時にはハイブリッドが高価な遅延を回避します。.
同じ部品をシフトごとに曲げる生産ラインでは、頻繁な段取り替えよりも一貫した速度の方がはるかに重要です。この状況では油圧式プレスブレーキが揺るぎないリーダーです。それは、 長く途切れない運転で全トン数のパワーを提供し, 、サーボモーターに影響する可能性のある熱的限界を回避し、自動車フレームや重作業用アタッチメント、大型筐体製造などに共通する繰り返しサイクルで優れた性能を発揮します。.
これらの作業は同じ座標を数千回繰り返すため、油圧式のストローク速度の遅さはほとんど問題になりません。ポンプ圧力は安定して予測可能であり、サーボ駆動システムで徐々に問題となる軽微な位置ずれの影響も受けません。メンテナンスはフィルター、シール、オイルチェックといった定期的な作業で済み、多軸電動機で同じトン数に匹敵する能力を持つものを購入するよりも初期費用が安くなります。.
油圧式は 電力消費が2~3倍, ですが、厚材の連続生産においては経済性は依然として有利です。何千個もの同一部品に対して消費電力を分散すれば、追加の電力コストは1個あたりわずかな金額になります。電動式プレスブレーキも同等の精度を提供できますが、長時間の高トン数サイクルでは熱や過負荷の制約で 約20%多くのダウンタイム が発生する可能性があります。.
例外は、部品形状が高仕上げの精度を要求する場合です—鏡面仕上げのステンレスパネルや複雑な折りパターンなど。このような定常作業では、電動駆動は温度変動があっても±0.01mmの繰り返し精度を維持し、油圧式よりもおよそ 25%高い均一性 を達成します。しかし、材料強度と繰り返し性が優先される場合、油圧式は高い信頼性とコスト効率の良い性能によって優位に立ちます。.
ほとんどの製造工場は極端な条件の中間あたりで操業しています。繰り返しの仕事と、厚さの異なる短納期注文を定期的に扱う混合需要の環境では、純粋な油圧や純粋な電動設計の限界が露呈します。ハイブリッドプレスブレーキ(サーボ制御油圧システム)は、そのギャップを効果的に埋めます。.
サーボを用いて低圧・高圧の両方で油圧の流れを正確に調整することで、ハイブリッドは電動機器に匹敵する精度を実現しつつ、油圧機の力の余裕も維持します。これにより、エネルギー消費は 旧型油圧モデルと比べて20~50%削減され ながら、従来型ラムと同等の力を提供します。作業者はより静かな運転(約60dB対75~85dB)、より清潔な作業エリア、そして油圧回路が曲げ作業中のみ稼働するためのより速いウォームアップを享受できます。.
実例を考えてみましょう。外科用部品と産業用ブラケットの両方を製造する契約メーカーがあります。従来の油圧プレスブレーキ2台をハイブリッドモデルに置き換えた後、この会社は 生産量を30%向上 させ、多様な作業での保守時間を大幅に削減し、オイル漏れをほぼ皆無にしました。精密加工と重作業の将来の比率を誤らないため、拡張や多様な材料の加工を計画している一般的な製造業者にとって、ハイブリッドは安全策となります。.
性能の分岐点
| シナリオの引き金 | 最適な選択 | 主要データポイント |
|---|---|---|
| 最大トン数の作業が全体の20%以上で、段取り替えがほとんどない場合 | 油圧 | 初期投資が低く、力の容量は無制限 |
| 薄板や高精度部品が全体の60%以上で、頻繁な段取り替えがある場合 | 電動 | サイクルタイムが35%高速化、ミクロンレベルの精度 |
| 全体の20~60%が需要予測の難しい混合作業の場合 | ハイブリッド | 精度とパワーを兼ね備え、15–50%の低運用コスト |
迅速なROI評価 – 10分以内
ハイブリッドは優れたエンジニアリングバランスを提供します:純粋にトン数が必要な時には全力の信頼性を、精度が価値を左右する時には精密なサーボ制御を発揮します。多様なジョブタイプと予測可能な生産スケジュールの間で稼働する工場、つまり市場で最大のセグメントに特に有益です。.
ほとんどの営業担当者が聞かれたくない質問から始めてください:「私の部品の 性能データを見せてください」 汎用的な数値やマーケティングサンプルではなく—あなたの 2 mm アルミニウム Z字曲げ、, あなたの 5 mm スチールチャンネル。あなたの特定の形状で結果を示さなければならない瞬間、曖昧さは消えます。電動機械の担当者は熱心に「油圧では15秒のところが10秒で曲げられる」とアピールするかもしれません;油圧担当者はすぐに「デューティサイクル」や「頑丈な構造品質」について話を始めるかもしれません。その語調や焦点の変化が最初の手がかりです—今や理論的な分類ではなく、現実の性能について話しているのです。.
ほんの3つの質問で、あなたが本当に求めているのがパワー、精度、またはスループットなのか、そして追加費用が正当化されるかがわかります。.
油圧プレスはこの質問に決定的に答えます—高トン数こそがその設計目的です。電動機械は言葉を濁し始め、話が「冷却能力」に逸れるなら、それが実用的な力の限界に達している証拠です。この限界は現実のものです:約300トンを超えると、電動は優位性を失い、ハイブリッドや完全油圧が主導権を握ります。結論は明快です:もしあなたの工場が長時間の高トン数シフトを常態化しているなら、曖昧または条件付きの回答は熱による性能低下や納期遅延の警告サインです。.
電動機械は±0.01 mmを保持できます。サーボは工場が涼しくても暑くても一貫性を維持するからです。油圧はそうはいきません—油温が上がるにつれて変動し、そのドリフトは±0.02–0.05 mmの不良としてすぐに現れます。本質的にはこう聞いているのです:環境に適応する機械が欲しいのか、それとも一日中調整と修正を繰り返す機械が欲しいのか?
電動はエネルギー消費を約半分に削減し、オイルに関連するメンテナンスを不要にしますが、修理時にはサーボ代が高価になることがあります。油圧は電気とオイルの両面で運転コストが高いですが、現場でのサービスが簡単です。営業担当が「場合によります」と言うとき、それはあなたが実際の稼働時間を理解しているかを探っているのです。長時間稼働で頻繁な段取り替えがあるなら、経済性は電動に傾きます。重鋼材を止まらず加工するなら、油圧のサービス容易性が多くの場合勝ります。.
警告サインは回答と同じくらい重要です。「カスタマイズ可能」は実績あるベンチマークがないことを意味する場合があります。「電動と同等」は精度ドリフトを隠すことが多いです。「当社の冷却システムは頑丈です」はサイクルの低速化を暗に示しています。これらすべての回避表現は同じ真実を指しています:その機械はあなたの部品構成に本当に適していない—ただ見落としてくれることを期待しているのです。.
最も賢い次の一歩は、多くの工場が省略するものです:工場に戻り、実際の製造部品を手に取り、それをデモに持ち込む。なぜなら、工具が あなたの 材料に当たった瞬間、答えは明確になるからです—あなたの部品を最も良く曲げる機械こそ、実際に役立つ機械なのです。.


















