

Yeni abkant presiniz, 2 mm’lik alüminyum bir parçayı kusursuz bir hassasiyetle bükerek sorunsuz çalışıyor—ta ki iş, 10 mm kalınlığında ağır bir çelik levhaya gelene kadar ve servo motorlar yarıya varmadan kilitlenene kadar. Üretim duruyor, teslim tarihleri kayıyor ve çok övülen “her işi yapan” elektrikli makine aniden sınırlarını ortaya koyuyor. Gerçek şu: belirli eşiklerin ötesinde—tonaj, tolerans gereksinimleri veya tabla uzunluğu—fiziksel yasalar, hiçbir pazarlama kampanyasının silemeyeceği sabit kısıtlamalar koyar. Bu kısıtlamaları aşmak marka tercihi ile ilgili değil; iş yükünüzü uzun vadede gerçekten kaldırabilecek tek makine tipini seçmekle ilgilidir.
Elektrikli abkant presler orta kuvvet senaryolarında parlıyor ve genelde 150 ila 300 ton arasında maksimuma ulaşıyor. Gereksinimleriniz 400–600+ ton aralığına yükseldiğinde—tersane gemi gövdesi kaplamaları veya büyük yapısal kirişler düşünün—kesinlikle hidrolik bölgesindesiniz. Hidrolik sistemler, silindir temelli tasarımları sayesinde kuvveti katlayarak ve yüksek torklu servo motorların karşılaştığı ısıl darboğazlara takılmadan 1.000 tona rahatlıkla ulaşabilir.
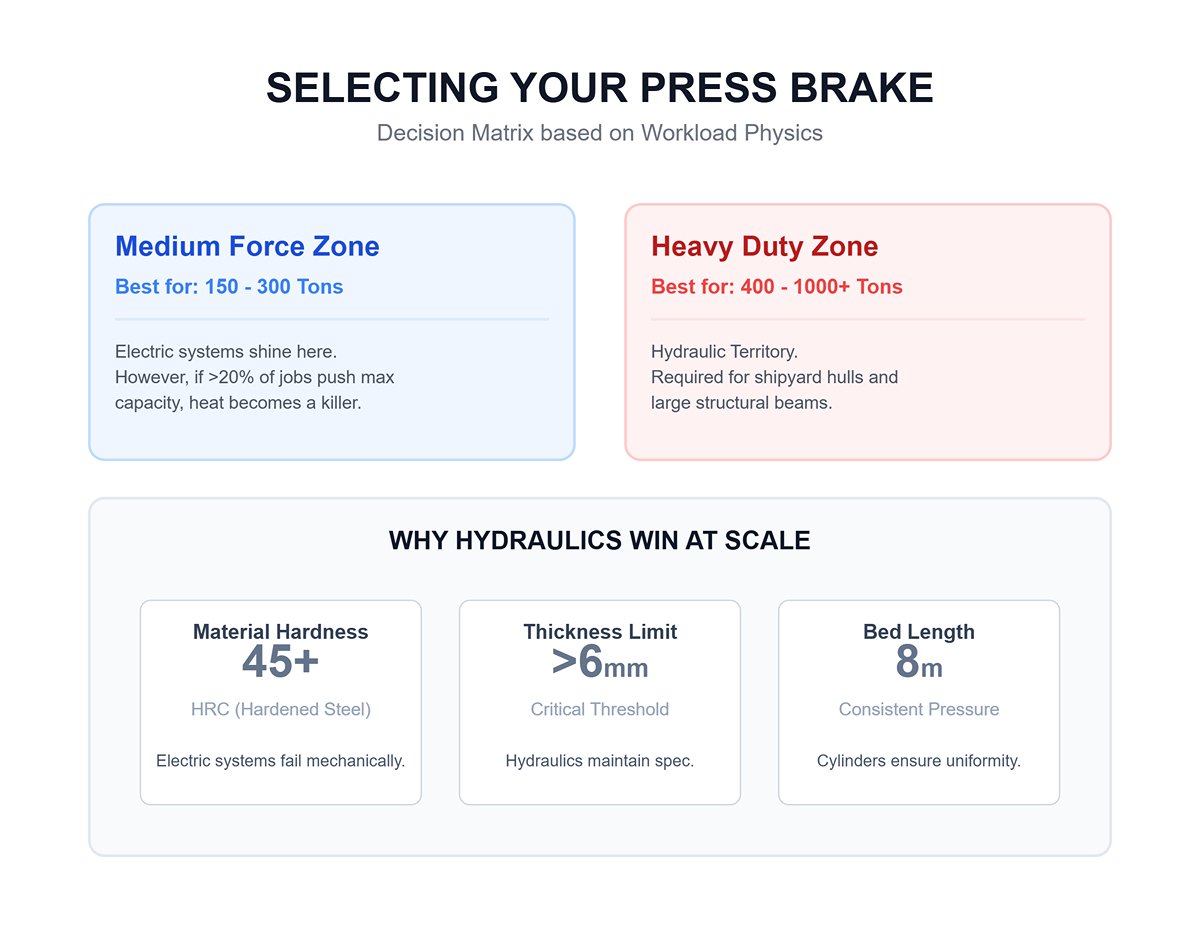
Malzeme sertliği de belirleyici bir faktördür: 6 mm'nin üzerindeki kalınlıklar veya 45–60 HRC (sertleştirilmiş çelik) aralığındaki sertlik seviyelerinde elektrikli sistemler ciddi mekanik ve ısıl zorlanma yaşar. İşlerin “sinden fazlası makinenin tonaj sınırına dayanıyorsa, elektrikli hız avantajı genellikle ısıya bağlı duruşlarla ortadan kalkar. Her iki tipi de deneyen bir imalatçının özetlediği gibi: ”Elektrikler yaklaşık 300 ton civarında tıkanıyordu—daha kalın olan her şey doğrudan hidroliklere gidiyordu.”
Hidrolikler, ağır yük altında uzun tablalar boyunca tutarlı sonuçlar verir. 8 m’lik bir kiriş, yüksek kuvvet altında bile spesifikasyonlara uygun kalır çünkü hidrolik silindirler tüm uzunluk boyunca eşit basıncı koruyabilir. Benzer tonaj denemesindeki elektrikli sistemler ise aşırı ısınabilir, bilyalı vidaları erken aşındırabilir ve yükün üstesinden gelmek için aşırı pahalı tahrik sistemi yükseltmeleri gerektirebilir. İş yükünüz ağır bükme yönünde eğilim gösteriyorsa, seçiminiz aslında önceden belirlenmiştir—bu kararı fizik verir.
Ölçeği küçültün: ince malzemeleri kompakt veya karmaşık şekillere bükmek. İşte burada elektrikli abkant presler mükemmelleşir, hidroliklerin sağlayamayacağı hassasiyet seviyelerine ulaşır. Servo tahrikli koçlar, hidrolik sistemlerin yaklaşık yarısı kadar yaklaşma ve geri dönüş hızına ulaşır. ±0,005″ tekrarlanabilirlik binlerce çevrim boyunca sürekli korunur, elektrikler yüksek çeşitlilikte üretimde eşi bulunmaz hassasiyet sunar—hidrolik ünitelerdeki yağ sıcaklık değişimlerinin neden olabileceği konum kayması olmadan.
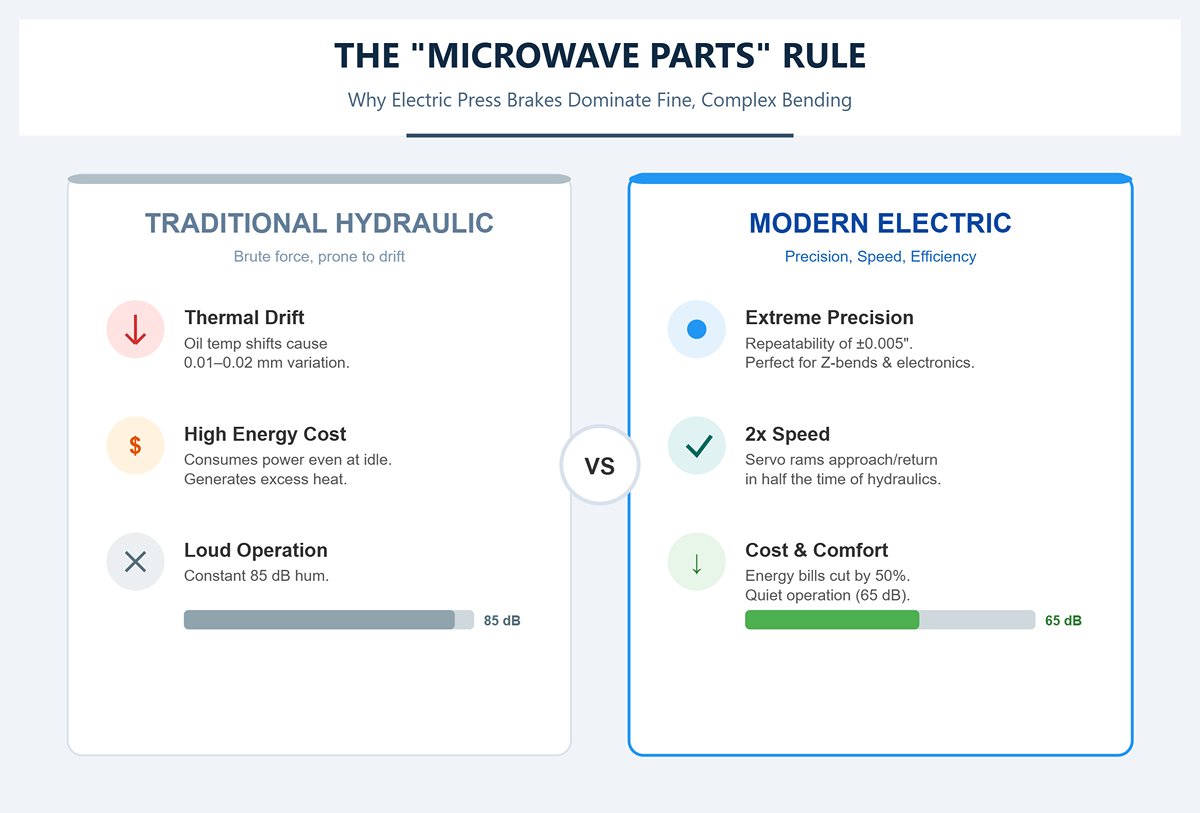
Elektronik üretimi veya ev aleti prototipleme gibi alanlarda operatörler genellikle Z bükümler veya çok açılı profiller içeren küçük parçaları hızlı ardışık şekilde üretir. Hidrolik sistemler, boştayken bile güç tüketir ve fazla ısı üretir, elektrikli tahrikler ise çok daha az enerji kullanarak işletme maliyetlerini düşürür. Elektrikli sisteme geçen bir elektronik atölyesi elektrik faturasını yarıya indirdi ve daha tutarlı hassasiyet elde etti. Çalışanlar, hidrolik pompaların 85 dB’lik uğultusuna kıyasla sadece 65 dB’lik sessiz ortamı da takdir etti.
Elektrikli preslerin gücünün yetersiz olduğu eski fikri unutun—onlar başka bir alanda üstün: kontrol hassasiyeti. Geniş sıcaklık dalgalanmalarının olduğu ortamlarda güvenilir çalışırlar, hidrolik makinelerin gün içinde 0,01–0,02 mm kaymasına neden olabilecek viskozite değişimlerinden etkilenmezler. Karmaşık ve detay odaklı üretimde, hassasiyet her zaman kaba kuvvete galip gelir.
Parça uzunluğu, toplam tonaj kadar kritik olabilir. Elektrik tahrikli bilyalı vida sistemleri yaklaşık 4 m (13 ft) uzunluğa kadar en verimli şekilde çalışır. Bundan sonra, mekanik sapma ve ısı birikimi etkisini gösterir—bileşenlere ekstra yük bindirir ve hassasiyeti riske atar. Öte yandan hidrolik abkant presler, 8 m (26 ft) veya daha fazla ölçeğe çıkabilir, bu da onları büyük kirişler, gemi panelleri veya römork şasileri gibi ağır uygulamalar için ideal kılar—küçük elektrikli ünitelerde görülen taç oluşumu sorunları olmadan.
Daha uzun iş parçaları bükme dinamiklerini kökünden değiştirir. Koçtan destek noktalarına olan mesafe arttıkça sapma olasılığı da artar. Tabla boyunca eşit kuvvet dağılımını sağlamak, elektrikli tahrikler için giderek karmaşık hale gelir. Hidrolikler ise, parçanın genişliğinden veya kalınlığından bağımsız olarak tüm uzunluk boyunca mükemmel dengelenmiş basınç sağlayan çok silindirli sistemlerle bunu dengeler. Parçalarınız 4 m’yi aştığında veya tonajınız 300’ü geçtiğinde artık tercih meselesi olmaktan çıkar. Bu aralıkta elektrikli model seçmek hem performans verimsizlikleri hem de olası mekanik arızalar riski taşır.
Birçok üretici, elektrikli tasarımların “esnekliğini” pazarlamalarında vurgular, ancak genellikle ince yazılarda katı tabla uzunluğu sınırlarını göz ardı eder. Satın almadan önce en uzun beklenen parçalarınızı ölçmezseniz, büyük işleri dışarıya yaptırmak zorunda kalabilir ve kâr getiren işi rakiplerinize kaptırabilirsiniz.
| Sınır | Elektrik İçin Tatlı Nokta | Hidrolik Olmazsa Olmaz |
|---|---|---|
| Tonaj | ≤200–300 ton | 300–1.000+ ton |
| Yatak Uzunluğu | ≤4 m (13 ft) | 4–8 m (13–26 ft) |
| Malzeme | 0,5–6 mm, ≤45 HRC | >6 mm, 45–60 HRC |
Bu ölçekte, abkant pres kararları fiyat etiketlerine veya pazarlama görüntüsüne bağlı olmamalıdır. Kararlar, güç üretimi, malzeme direnci ve gövde geometrisinin değişmeyen gerçekleri tarafından belirlenir. Bu sınırları erken fark edin, böylece gerçek üretim taleplerinize ayak uydurabilecek tek makineye yatırım yaparsınız.
İsterseniz şimdi Bölüm 2, taslağını, aynı otoriter tonla ve karar verme çerçevesini genişleterek hazırlayabilirim. Devam etmemi ister misiniz?
“Dakikadaki inç” sporda kullanılan bir araba için verilen azami hız derecesi gibidir—makine tam adımda olduğunda ne kadar hızlı hareket edebileceğini gösterir. Ancak gerçekte, çoğu bükme işlemi hareketin ilk birkaç inçinde gerçekleşir; bu noktada hızlanma—azami hız değil—gerçek operatör deneyimini belirler. Abkant pres reklamları büyük IPM rakamlarını sever, çünkü bunlar kesin ve etkileyici görünür, ancak neredeyse hiçbir atölyenin karşılaşmadığı senaryolara uygulanır: maksimum hızda uzun, kesintisiz çalıştırmalar. Gerçekte ise çoğu iş 1–3 inçlik stroklar ve her birkaç saniyede bir yön değişimi içerir. İşte fark burada ortaya çıkar: hidrolik sistem, hareket başlamadan önce basınç oluşturmak zorundadır; elektrikli tahrik ise torku anında iletir. Bu nedenle, yayınlanan hızları benzer görünse bile, çevrim süreleri çok farklı bir hikâye anlatır.
Elektrikli abkant presler, servo motorun bilyalı vidanı doğrudan çalıştırarak torku anında iletmesi sayesinde neredeyse anında hızlanma sağlar. Hidrolikler ise valfleri devreye sokmalı, sistem basıncı oluşturmalı ve yağ akışını stabilize etmelidir; bu, ram etkin bir hıza ulaşmadan önce gerçekleşmesi gereken aşamalardır. Bu fark en çok, hızlanma mesafesinin toplam hareket süresinin büyük kısmını oluşturduğu kısa stroklar sırasında göze çarpar.
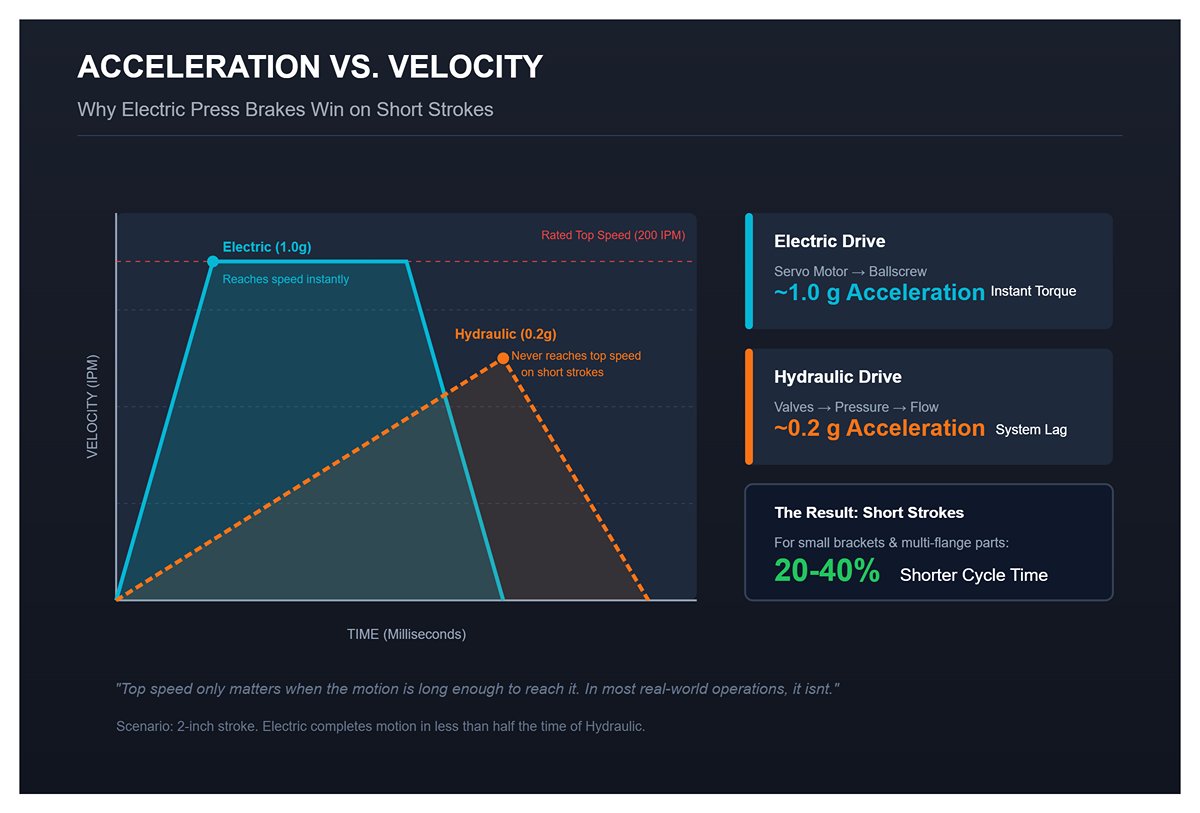
Bunu gözünüzde canlandırmanın kolay bir yolu: iki presin 2 inçlik bir strok üzerinden çalıştığını hayal edin. Her ikisi de yaklaşık 200 IPM’lik azami hızları reklam edebilir, ancak elektrikli model bu hıza hareketin bir kısmında ulaşır. Hidrolik sistem ise yavaşlamadan önce belirtilen hızına çoğu zaman ulaşamaz. Kısa Z bükmelerde, hassas adım ayarlamalarında veya çok flanşlı parçalarda, elektriğin hem hızlanma hem de yavaşlama süresini kısaltma yeteneği, ince ama güçlü bir üretkenlik avantajına dönüşür. Operatörler bunu daha az “ölü zaman” olarak hissederler—pedal basılı bekleyerek ramın geri dönmesini bekleme süresinin azalması.
Kısa bir örnek fiziği netleştirmeye yardımcı olur. Diyelim ki:
Bu koşullar altında, elektrikli pres, her iki modelin de aynı en yüksek IPM değeri paylaşmasına rağmen, strokunu hidrolikten yarıdan daha kısa sürede tamamlayabilir. Azami hız yalnızca hareket o hıza ulaşacak kadar uzun olduğunda önemlidir; çoğu gerçek operasyonlarda bu süre yetmez.
İşte bu yüzden, küçük braketler, çok flanşlı paneller veya sık sık yeniden darbe gerektiren parçaları şekillendiren atölyeler, katalog özellikleri benzer görünse bile elektrikli preslerde genellikle –40 daha kısa çevrim süresi bildirmektedir. Yarışı gerçekten kazandıran şey hız değil, ivmedir.
Her pres çevrimi dört aşamadan oluşur: yaklaşma, etkileşim, bekleme (dwell) ve geri dönüş. Yalnızca bir aşama — etkileşim — aslında şekillendirme işini yapar. Geri kalanı fazladan süredir. Özellikle altı veya daha fazla bükümü olan birçok parçada, yaklaşma ve dönüş aşamaları toplam çevrim süresinin büyük kısmını oluşturur.
Hidrolik sistemler burada iki temel nedenle geri kalır. Birincisi, sistem hareket başlamadan önce basınç oluştururken zaman kaybeder. İkincisi, dönüş hızı yağın vanalar üzerinden ne kadar düzgün aktığına bağlıdır, bu nedenle yön değişiklikleri ve yavaşlama ek gecikme yaratır. Elektrikli tahrikler hareketi neredeyse anında tersine çevirebilir, böylece CNC’ler neredeyse hiç durma süresi olmadan sıkı ve verimli hareket profilleri programlayabilir.
Her bükümde yarım saniyelik fark önemsiz görünebilir—ama bunu çarpmak gerekir. Yaklaşma ve dönüşte yalnızca 0,5 saniye kazandıran, 2 inç strok uzunluğuna sahip altı bükümlü bir parça, parça başına üç saniye kazanır. Vardiya başına 600 parçada, bu her vardiyada operatöre geri kazandırılan yarım saat demektir. Yılda bu, iş gücü verimliliğinde ve makine kullanılabilirliğinde on binlerce dolarlık artışa denk gelir. İşte o hidrolik IPM değerlerinin arkasına gizlenmiş hikâye.
Çevrim süresi, sadece ram strokunu değil, bükme etrafındaki tüm hareketleri kapsar. Elektrik makinelerinin hız avantajının atölyenize gerçekten tasarruf sağlayıp sağlamadığını görmek için beş temel veri noktasına ihtiyacınız olacak:
Basit bir ivme modeli kullanarak tek hareket segmentini hesaplayın. Yaklaşık üç inçten daha kısa stroklar için ram asla maksimum hıza ulaşmaz—bu nedenle ivmelenme ve yavaşlama toplam sürede baskın olur. Bekleme, arka dayama hareketleri ve operatör elleçleme sürelerini ekleyin, parça başına büküm sayısıyla çarpın ve ardından kendi atölyenize ait verileri kullanarak hidrolik ve elektrikli performansı karşılaştırın.
Net bir kural ortaya çıkar: Parçalar üç inç veya daha kısa strok ve dört veya daha fazla büküm gerektiriyorsa, elektrikli presler genellikle daha kısa çevrimler ve daha düşük işçilik maliyeti sağlar. Tona yakın uzun, ağır bükümlerde ise hidrolikler, aşırı ısınma veya termal yük sorunları olmaksızın sürekli çalıştıkları için hâlâ üretimde avantajlı olabilir.
Matematik tamamlandığında efsane açığa çıkar. Dakika başına inç (IPM) değeri tek başına, bükümler arasındaki gerçek bekleme süresi hakkında hiçbir şey söylemez. İvme oranları ve yaklaşma ile dönüş hareketlerinin verimliliği, gerçekten önemli olan her şeyi neredeyse tamamen ortaya çıkarır.
Her hidrolik abkant pres operatörü sabah sessiz ritüeli bilir: birkaç deneme bükümü yapmak, açıyı ince ayarlamak ve günün ilk parçasına güvenmemek. Bunun sağlam bir nedeni vardır. Hidrolik yağı yaklaşık 20 °C’den 45 °C’ye ısındıkça viskozitesi yarıya inebilir. Vanalar daha hızlı tepki verir, silindirler daha rahat hareket eder ve ram aynı komut altında biraz daha derine yerleşir. Sonuç? Sabah 8’de tam olarak 90,0° ölçülen bir büküm, öğlen 2’de 89,7° gösterir. Bu, flanş ucu farkı olarak 0,05 ila 0,3 mm’ye denk gelir—ölçekte küçük ama dar toleranslar içinde önemli.
Termal genleşme ise daha yavaş bir kayma kaynağıdır. Çelik çerçeveler her 10 °C sıcaklık artışı için metre başına yaklaşık 0,012 mm uzar. Bu nedenle, yoğun bir vardiyada 20 °C ısınan 3 m’lik bir tabla yaklaşık 0,07 mm uzar. Bu hafif uzama, özellikle orta hatt boyunca ram sapma modellerini değiştirir. Sınırlı taçlama veya sapma telafisi olan preslerde bu, gün ortasında açı kayması şeklinde görünür—ve Cuma öğleden sonrasında, atölyenin ortam sıcaklığı birkaç derece daha yükseldiğinde, operatörler bunu tekrar fark eder.
Çözüm, efsane değil—kanıtlanmış bir uygulamadır. Oransal valfler, sıcaklık izleme ve yüksek çözünürlüklü doğrusal cetvellerle donatılmış modern hidrolik presler, termal kaymanın çoğunu otomatik olarak düzeltebilir. Daha basit makineler içinse üretime gerçekten başlamadan önce on dakikalık ısınma bükümleri yeterlidir. Burada söylenmek istenen hidroliklerin doğruluk eksikliği değil; doğruluklarının termal dengeye ulaşmaya bağlı olduğudur.
Basit bir atölye deneyi bunu net şekilde ortaya koyar. 200 mm genişliğinde, 2 mm kalınlığında bir şerit üzerinde standart 90° bükme programlayın. Makine soğukken ilk bükmeyi yapın, açıyı kaydedin, sonra ayarları değiştirmeden her on dakikada bir, bir saat boyunca tekrarlayın. Sonuçları grafiğe döktüğünüzde açı kaymasının azalmasını görürsünüz. Eğri üç ila beş bükmeden sonra dengeleniyorsa, hem makinenizin ısınma kaynaklı kaymasını hem de kararlı hâline dönüşünü yakalamışsınız demektir.
Şaşırtıcı bir durum: Sürekli yağ sirkülasyonu ve aktif kontrollü soğutma devresine sahip iyi tasarlanmış bir hidrolik sistem tüm gün boyut olarak sabit kalabilir. Öte yandan, güneşten ısınan bir duvarın yanına konmuş elektrikli abkant pres, kodlayıcıları ve takımları farklı oranlarda genleştiği için birkaç yüzde milimetre sapma gösterebilir. Kayma, makine tipinden değil sıcaklıktan kaynaklanır—ve yalnızca iyi bir tasarım sistemin bunu telafi edip etmeyeceğini belirler.
Bükme hassasiyeti sadece makineye değil, aynı zamanda yaylanmayı—her düzgün kurulum tablosunu sessizce bozan elastik geri tepme—ne kadar etkili yönettiğine bağlıdır. Elektrikli (servo) abkant presler, konumu ve kuvveti doğrudan motor miline bağlanmış kodlayıcılar aracılığıyla okur. Açı düzeltme etkinleştirildiğinde, makine her bükmeyi ölçülen açı, programlanan değerle birkaç yüzde derece içinde eşleşinceye kadar tekrar şekillendirir ve malzemenin davranışını gerçek zamanlı olarak öğrenir. Bir kez belirlendiğinde, kontrolör bu telafiyi her çevrime uygular.
Hidrolik presler genellikle basınç okumalarına ve silindir hareketine dayanır, açıyı kuvvet tablolarından çıkarır—bu, yağ sıcaklığı sabit olduğunda güvenilirdir, olmadığında yanıltıcıdır. Sabah kalibre edilen bir telafi tablosu, gün içinde 0,4° fazla bükme yapabilir. Operatörler sonunda makineyi ısındığında manuel olarak düzeltir veya kontrolü yeniden öğretir, böylece kurulum süresini uzatır ve gereksiz hurda üretir.
Fark, çevrim geliştirme sırasında netleşir. Bir servo elektrikli pres, yeni bir paslanmaz çelik partisinin yaylanmasını ince ayarlamak için yalnızca bir veya iki deneme bükmesine ihtiyaç duyabilirken, bir hidrolik versiyon, termal olarak sabit bir ortamda çalışmadığı sürece beş veya altı deneme yapabilir. Yüksek çeşitlilik, düşük hacimli üretime odaklanan atölyelerde, bu ekstra kurulum dakikaları, başlangıçtaki makine maliyetinde yapılan tasarrufları kolayca gölgede bırakır. Buna karşılık, yüksek hacimli, tekrarlı üretimde, hidrolik bir pres termal dengeye ulaştığında, tüm üretim boyunca tutarlı performans gösterir—onu bir iş gücü hâline getirir.
Tekrarlanabilirlik—aynı bükmeleri parça parça yeniden üretme kapasitesi—tamamen kontrol sisteminin konumu nasıl ölçtüğüne bağlıdır, fiziksel hareket mekanizmasına değil. Servo elektrikli abkant presler, mutlak ram konumunu mikron seviyesinde doğrulukla izleyebilen elektronik kodlayıcılar kullanır. Sıcaklık dalgalanmaları çalışma alanını ısıtabilir ancak verileri bozmaz. Üreticiler genellikle ±0,01–0,02 mm tekrarlanabilirlik değerleri verir, bazı sistemler iklim kontrollü ortamlarda bundan bile daha iyi performans gösterir. Genleşecek, büzülecek veya hava yapacak hidrolik sıvı bulunmadığından, parça geometrisi sabahtan akşama kadar tutarlı kalır.
Hidrolik presler, gelişmiş servo hidrolik devrelerle bile, yağ viskozitesindeki ve valf tepkisindeki küçük değişiklikler nedeniyle gün boyunca ±0,03–0,05 mm gibi biraz daha fazla varyasyon gösterme eğilimindedir. Buna rağmen, birçok modern sistem bu etkileri dijital kapalı çevrim geri bildirim, aktif taçlama düzeltmesi ve sıcaklık kontrollü depolarla dengeler. Disiplinli bakım—sıvı analizi, planlı kalibrasyon ve sabit atölye koşulları—ile hidrolik bir ünite, çoğu malzeme kalınlığı için elektrikli bir presin toleranslarına yakın değerleri koruyabilir. Farklar en çok ince sac, dar flanşlar veya yüksek yüzey kalitesi estetik parçalarla çalışırken hissedilir.
Daha önce bahsedilen hızlı doğrulama testi bunu da vurgular. Isınma çevriminizi çalıştırdıktan sonra makineyi bir saat boyunca boşta bırakın, sonra aynı test parçasını yeniden bükün. Açı 0,2°’den fazla saparsa, süreciniz ortam sıcaklığı değişimine duyarlıdır; elektrikli bir pres genellikle bu varyasyonu yarı yarıya azaltır. Bunu anlamak, gerçek etkiyi ölçmenizi ve günlük ısınmada kaybedilen birkaç dakikanın mı yoksa on binlerce liralık yeni teknoloji yatırımının mı daha iyi olduğunu tartmanızı sağlar.
Çıkarım: Hassasiyet yalnızca hidrolik veya elektrik seçimine bağlı değildir. Bu, her sistemin ısıyı nasıl yönettiğine, geri bildirim döngüsünün ne kadar sıkı ayarlandığına ve atölye disiplininize bağlıdır. Elektrikli presler tasarım gereği gün sonu termal kaymayı ortadan kaldırır, hidrolikler ise tutarlılık ve rutin bakım ile bunu dengeler. Hangi faktörleri en kolay etkileyebileceğinizi anlayın ve beklentilerinizi makinelerinizi kalibre ettiğiniz kadar dikkatli şekilde hizalayın.
Birçok alıcı, hidrolik abkant preslerin yalnızca elektrik tüketmediğini—aynı zamanda ilgi de tükettiğini gözden kaçırır. Her birkaç ayda bir yağ boşaltılmalı, filtrelenmeli, test edilmeli ve değiştirilmelidir. Tipik bir ünite 150 ila 200 galon yağ tutar ve tam sıvı servisi, genellikle yılda bir kez olmak üzere 6.000 saatte bir yapılır. Filtre değişimleri, conta kontrolleri ve tehlikeli atığın mevzuata uygun şekilde bertaraf edilmesi eklenince, bu “rutin” görevler yavaş yavaş bütçeyi ve iş gücünü aşındırır. On yıl içinde, tek bir makine yalnızca yağ için yaklaşık $2,400 harcayabilir—sızıntı ve kirlenmeden kaynaklanan verimlilik kayıpları öncesinde bile.
Daha büyük gider, ısı ve basınç dalgalanmaları arttığında ortaya çıkar. Yağ 60 °C’yi geçtiğinde, koyulaşır, hızla okside olur ve contaları sertleştirir—bu da sızıntılara, ram hizalamasının bozulmasına ve bükmelerin yanlış olmasına yol açar. Her planlanmamış duruş saatte yaklaşık $1,500’a mal olur ve çoğu atölye sızıntıları ancak bir sorun çıktığında fark ettiğinden, duruş süresi hızla artar. Sıcaklıkla ilgili conta arızaları nedeniyle yapılan onarımlar, planlı bakıma göre genellikle yüzde 30 daha pahalıdır. Önleyici alışkanlıklar—haftalık yağ kontrolleri, sıcaklık kayıtları ve basınç kalibrasyonu—arıza oranını yüzde 80’e kadar azaltabilir, yatırılan zamanın beş katından fazla geri dönüş sağlayabilir. Ancak birçok atölye, makineleri çalışır halde tutmak için bu kontrolleri atlar, bugünkü birkaç dakikalık ekstra üretim için yarının büyük mali kayıplarını göze alır.
Küçük ihmaller hızla büyür: tek bir gevşek bağlantı veya atlanan iki ayda bir gresleme noktası, mil piyesi ile arka dayamanın sıkışmasına neden olabilir. İronik olarak, haftada bir saatlik planlı denetim, yıllık işletme maliyetlerini genellikle yüzde 12 ila 18 azaltır. Asıl “kirli sır” yalnızca yağ değil—hidrolik sistemlerin verimli kalmak için sürekli gözetim gerektirdiğine dair uzun süredir devam eden beklentidir.
Elektrikli abkant presler, hidrolik sistemleri bu kadar bakım yoğun hale getiren karmaşık hortum ve pompa ağını ortadan kaldırır, ancak bu sadeleştirilmiş tasarım farklı bir zayıf nokta gizler: bilyalı vida. Ortalama arıza arası süre yaklaşık 15.000 saattir—bu, hidrolik pompa için tipik 8.000 saatin neredeyse iki katıdır—ve bilyalı vida hem tahrik mekanizması hem de hassas kılavuz olarak görev yapar. Uygun şekilde soğutulup yağlandığında, on yılı aşkın süre sorunsuz çalışabilir; ancak ihmal veya aşırı ısınma ani ve maliyetli arızalara yol açabilir.
Bilyalı vida sıkıştığında, belirgin sızıntı veya duman olmaz—sadece durur. Asıl maliyet, temizlikte değil, yedeğin temininde ve onu takmak için özel teknisyenleri çalıştırmakta yatar. Öngörücü izleme, bu riski büyük ölçüde azaltır. Modern elektrikli üniteler, yükü, sıcaklığı ve akım çekişini sürekli izlemek için servo kontrol yazılımından yararlanır, gerçek arıza gerçekleşmeden çok önce yorgunluğun erken belirtilerini belirler. Disiplinli planlama ile, yıllık plansız duruş süresi hidrolikler için yaklaşık otuz iki saate kıyasla elektriklilerde yaklaşık dört saate düşer.
Potansiyel tuzak çoğu zaman tasarımda değil, makine spesifikasyonundadır. Satıcılar genellikle sıvı bakımı gerektirmediğini vurgular, ancak sürekli, ağır hizmette bükme için soğutma gereksinimlerini göz ardı eder. Potansiyel alıcılar, maksimum torkta görev döngüleri ve motor soğutma parametreleri hakkında ayrıntı talep etmelidir. Bir kontrol sistemi aşırı ısıya tepki olarak performansı azaltıyorsa, üretim tutarlılığı beklentilerin altında kalabilir. Yine de, bakım sıklığı önemli bir göstergedir: elektrikliler için genellikle yılda yalnızca bir bakım ziyareti, hidrolikler için dört ziyaret. On yıl içinde, yalnızca bu fark, genellikle daha yüksek ilk satın alma fiyatını telafi eder.
Enerji tüketimi, yatırım getirisi tablosunun en dramatik şekilde değiştiği noktadır. Hidrolik abkant preslerde, motor ve pompa sürekli çalışır; elektrik, ram hareket etsin ya da durgun kalsın hidrolik basınca dönüştürülür. Elektrikli tahrikler ise yalnızca aktif çalışırken güç çeker. Benzer iş yüklerinde, elektrikli sistemler genellikle yüzde 20 ile yüzde 50 arasında daha az elektrik kullanır.
Yılda yaklaşık 4.000 çalışma saati kaydedilen iki vardiyalı bir kurulumda, elektrik faturaları durumu açıkça ortaya koyar. Hidrolikler yıllık $3.000–$5.000 aralığında elektrik maliyeti çıkarırken, karşılaştırılabilir elektrikli modeller $1.500 ile $2.500 arasına düşer. On yıllık sürede, bu tasarruflar—yağ alımlarının ortadan kalkmasıyla birlikte—işletme bütçenizden $50.000–$75.000 rahatlatabilir. Daha hızlı çevrim sürelerinden kaynaklanan mütevazı yüzde 20’lik verim artışını hesaba kattığınızda, elektrikli makinenin ilk fiyat etiketinin $50.000 daha yüksek olması halinde bile amortisman noktası üç yılın altına iner.
Termal performans, boşa harcanan enerjinin başka bir güvenilir göstergesidir. Yaklaşık 45–50 °C’de sabit kalan bir hidrolik sistem verimli çalışmaktadır; sıcaklıklar 60 °C’nin üzerine çıktığında oksidasyon hızlanır, iç sızıntı artar ve pompanın kendi tonaj değerini korumak için ek akım çekmesi gerekir. Elektrikli bir servo motor ise çok farklı davranır: güç kullanımı yalnızca eksen hareket ettiğinde artar ve neredeyse hiç bekleme süresi tüketimi olmaz.
Tüm bu verileri yan yana koyduğunuzda, uzun vadeli maliyet tablosu, hidroliklerin her zaman ekonomik olduğu yönündeki eski inancı tamamen bozar:
| Metrek | Elektrik | Hidrolik | Tasarruf/Avantaj |
|---|---|---|---|
| Yıllık Servis Ziyaretleri | 1 | 4 | 75% daha az servis süresi |
| Sıvı Maliyetleri (Toplam) | $0 | $2,400 | Sıvı gideri yok |
| Plansız Duruş | 4 saat/yıl | 32 saat/yıl | Saatte $1,5K üzerinden $48K+ tasarruf |
| MTBF (Saat) | 15,000 | 8,000 | 87% daha fazla çalışma süresi |
| Toplam 10 Yıllık Bakım | Temel | –$50–75K | Elektrik büyük farkla önde |
Hidrolik sistemler güvenilir performans sağlayabilir, ancak bu güvenilirlik sık bakım, daha yüksek enerji kullanımı ve sürekli sarf malzemeleriyle satın alınır. Elektrikli sistemler, daha yüksek bir peşin fiyat gerektirebilir, ancak sıvıya bağlı öngörülemezliği düzenli bakım aralıkları ve ölçülebilir şekilde daha düşük işletme maliyetleriyle değiştirir. Bu geçişte dramatik bir şey yoktur—sonuç basittir. Toplam sahip olma maliyeti kıyaslama ölçüsü haline geldiğinde, gizli bakım saatleri ve sürekli güç tüketimi, ROI’yi (yatırımın geri dönüşünü) her gün pompanın arka planda vızıldamadığı şekilde çalışan elektrikli sistemlerin lehine çevirmek için fazlasıyla yeterlidir.
Çoğu alıcı pres frenlerini tonaj ve çevrim hızı açısından karşılaştırır, ancak atölye sahasında gürültünün gerçek bir maliyeti vardır. Hidrolik sistemlerin gözden kaçan cezası, basıncı koruyan pompanın sürekli uğultusudur. Sekiz saatlik bir vardiya boyunca bu arka plan vızıltısı, operatörleri OSHA’nın 85 dBA eylem sınırının ötesine itebilir—bu eşik, zorunlu bir işitme koruma programını tetikler. Eğer operatörün kulak seviyesindeki ölçümler vardiya boyunca ortalama 85 dBA civarındaysa, siz farkında olmadan odyogramlar, yıllık eğitimler ve zorunlu KKD (Kişisel Koruyucu Donanım) formunda ek işçilik maliyetleri yüklüyorsunuz demektir.
Hidrolik pompalar yerine servo aktüatörlerle çalışan elektrikli pres frenleri bu sürekli arka plan gürültüsünü ortadan kaldırır. Motorları yalnızca bükme işlemi sırasında çalışır ve genellikle 10 ila 20 desibel daha düşük seviyede ses çıkarırlar—insan kulağına yaklaşık yarısı kadar yüksek gelir. Kalibre edilmiş bir ses ölçer veya akıllı telefon uygulamasıyla donatılmış bir fabrika yöneticisi için bu bir pazarlama iddiası değil, ölçülebilir bir gerçektir. 15 dakikalık bir test her şeyi anlatır: Ölçüm cihazını operatör yüksekliğinde konumlandırın ve tipik bir üretim çevrimini kaydedin. Eğer ölçümler 85 dBA sınırına yaklaşıyorsa, elektrikli tahrik sistemleri yalnızca konforla ilgili değildir—yerleşik bir uyum garantinizdir.
Birçok alıcının gözden kaçırdığı nokta, gürültü uygunluğu yükümlülüklerinin kartopu etkisidir. OSHA eşiğini aştığınız anda, sizi yıllık işitme testleri, ayarlanmış vardiya programları ve titiz kayıt tutma gibi sürekli bir döngüye kilitler. Beş yıllık bir sürede, bu idari ve programla ilgili maliyetler, daha sessiz bir makinenin ek fiyatına eşit olabilir. Gürültü seviyesi yüksek operasyonlarda—zaten plazma kesiciler veya hava kompresörleriyle dolu atölyelerde—sessiz bir pres freni, sınırın altında kalmakla pahalı bir işitme koruma programını tetiklemek arasındaki fark olabilir.
Bir sonraki tartışılmaz etken ayaklarınızın altındadır. Her teknik veri sayfası bir makinenin ağırlığını ve kapladığı alanı listeler, ancak çok az alıcı bunu kare başına pound cinsine çevirir—zemininizin yükü taşıyıp taşıyamayacağının gerçek ölçüsü budur. Yağla dolu ve ağır dökümlü standart bir 150 tonluk hidrolik pres freni, 600 psf’ten fazla basınç uygulayabilir. Birçok endüstriyel zemin yalnızca 300–500 psf’ye kadar derecelendirilmiştir. Bu uyumsuzluk maliyetleri hızla artırır: temel tasarımının yeniden yapılması, ek çelik takviyesi veya dökülmüş beton plakalar, satın alma fiyatına 10–15 % ekleyip kurulumu birkaç hafta uzatabilir.
Doğası gereği daha hafif olan elektrikli pres frenleri genellikle standart zemin limitleri içinde kalır. Hacimli yağ tankları ve sıvı sistemlerini kompakt servo mekanizmalarla değiştirirler ve doğrudan tahrikli düzenleri, ayrı pompa üniteleri veya soğutma devrelerine olan ihtiyacı ortadan kaldırır. Kural basittir: makine ağırlığını kapladığı alanla bölün ve binanızın zemin dayanım değeriyle karşılaştırın. Eğer bu değer dayanımı aşıyorsa ve takviye maliyetleri makine fiyatının %’sini geçiyorsa, bunu anlaşmayı bozan bir unsur olarak değerlendirin. Sonuçta karar veren, teknik föy değil, zemininizdir.
Fiziksel yerleşim operasyonel verimlilikte kritik bir rol oynar. Hidrolik makineler genellikle harici hidrolik güç üniteleri, uzun hortum yönlendirmeleri ve geniş bakım boşlukları gerektirir; bu da gerçek kapladıkları alanın listelenenden daha büyük olduğu anlamına gelir. Buna karşılık, çoğu elektrikli model tamamen bağımsızdır; değerli koridor alanını malzeme akışı veya robotik besleme istasyonlarının entegrasyonu için serbest bırakır. Alanın dar olduğu, yüksek çeşitlilikte ama düşük hacimli üretim yapan atölyelerde, elektrikli frenlerin daha hafif iskeletleri ve daha küçük bakım alanları, üretim hızını anında artırabilir—ROI tablolarında kolayca fark edilmeyen, ancak günlük iş akışında hissedilen bir rahatlıktır.
Enerji verimliliğini veya beton zemini güçlendirmeyi bütçeyle çözebilirsiniz; ancak insan faktörünü yönetmek daha keskin bir değerlendirme gerektirir. Hidrolik presler genellikle pratik mekanik bilgiyi ödüllendirir. Çalıştırılması oldukça basittir ve arızalar genellikle görünürdür—düşük yağ seviyesi, aşınmış valfler, sızıntılar veya basınç sorunları. Birçok deneyimli pres freni operatörü hidrolik sistemlerde eğitim görmüştür ve standart mekanik becerilerle rutin bakımı yapabilir. Ancak elektrikli pres frenleri sofistike mekatronik sistemlerdir: servo motorlarla sağlanan hareket, kodlayıcılardan gelen geri bildirim ve yazılım aracılığıyla hassas ayarlanan performans. Sorunlar ortaya çıktığında, arıza giderme işlemi, servo tahrik sistemleri, PLC hata ayıklama ve CNC kontrolüne fiber optik bağlantılar konusunda bilgili bir teknisyen gerektirir.
Denge noktası ekibinizin yeteneklerine bağlıdır. Şu soruları düşünün:
Yanıtlarınız mekanik becerilere ve sınırlı elektronik desteğe eğilimliyse, hidrolik sistemler daha güvenli bir seçim olmaya devam eder. Ancak atölyeniz hâlihazırda CNC lazerler veya robotik hücrelerle çalışıyorsa, ekibinizin mevcut dijital yetkinlikleri, elektrikli frenleri pratik—ve çoğu zaman üstün—bir seçenek haline getirir. Hassas kontrol, kurulum atıklarını en aza indirir; bu da, her yanlış bükmenin saatlerce yeniden takım değiştirme ve yeniden programlama anlamına geldiği, yüksek çeşitlilikte kısa süreli üretimlerde son derece önemlidir.
İnce fark şudur: hidrolikler, zorlu ve doğaçlama koşullarda çalışır durumda tutmak açısından daha kolaydır; elektrikliler ise ekibiniz eğitim aldığında en yüksek hassasiyetle çalıştırılabilir. İlki bakım kaynakları öngörülemeyen atölyelere uygundur, ikincisi ise beceri, hız ve hassasiyetin sürekli güçlü olduğu yerlerde üstünlük gösterir.
Beklenmedik Gerçek: Birçok alıcı, gürültü seviyesi, zemin taşıma kapasitesi ve operatör yetkinliğini göz ardı edip, bunun yerine parlak teknik özelliklere ve yatırım getirisini gösteren tablolarına odaklanır. Oysa bu “ikincil” unsurlar genellikle anlaşmayı bozan unsurlardır — birkaç dakikada kontrol edebileceğiniz ve o finansal modelleri anlamsız kılabilecek metriklerdir. Abkant presler soyut simülasyonlarda değil, elle hissedilen gerçek dünyada çalışır; gürültülü atölyelerde, kusurlu beton zeminler üzerinde bulunur ve sabrı sınırlı, becerisi farklılık gösteren insanlar tarafından kullanılır. En akıllıca seçim, en etkileyici broşüre sahip makine değil, tesisinizin değiştirilemez fiziksel kısıtları ve insani gerçekleriyle uyum sağlayan makinedir.
İş atölyeleri sürekli değişim içindedir — parça numaraları her gün değişir, kurulumlar saatler içinde değişir ve operatörler dar teslim tarihleriyle öngörülemeyen siparişleri aynı anda yönetir. Kâğıt üzerinde elektrikli abkant presler doğal seçim gibi görünür — daha hızlı, daha sessiz, daha temizdir — fakat gerçek dünya koşulları bu tabloyu karmaşık hale getirir.
Elektrikli modeller, sık değişimlerin programı belirlediği durumlarda öne çıkar. Servo tahrikleri yalnızca büküm sırasında güç sağlar ve yaklaşık olarak % daha hızlı döngüler elde eder; bu da hidroliklere kıyasla kısa serilerde fark yaratır. Kurulum hızı da önemlidir: elektrikli bir presin yeniden programlanması ortalama parça başına 10 saniye, sürerken, hidrolikte bu süre 15 saniye civarındadır. Yüzlerce program değişimi boyunca bu dakikalar hızla birikir. Orta ölçekli bir mobilya üreticisi, elektrikliye geçtikten sonra % çevrim süresinde azalma ve ve elektrik kullanımının yarıya indiğini bildirerek personel eklemeden üretim hızını artırmıştır.
Ancak, maksimum kuvvet hâlâ sahipliğin sınırlarını belirler. Elektrikli abkant presler genellikle yaklaşık 300 tonla sınırlanır. Parçalarınızın hatta %’inin düzenli olarak daha fazla kuvvet gerektirmesidurumunda — örneğin gemi gövdesi destekleri, sertleştirilmiş çelik açılar veya kalın bağlantı parçaları gibi — yalnızca elektriğe güvenmek aşırı yük uyarılarını ve duraklamaları tetikleme riski taşır. İşte bu noktada servo‑hidrolik hibritler devreye girer: elektrik hassasiyeti (±0.01 mm tekrarlanabilirlik) sunar, ancak ekstra güç gerektiğinde hidrolik kuvvetten yararlanır.
Hızlı Atölye Karar Rehberi
Kısacası, çevikliğin ön planda olduğu durumlarda elektrikliler önde gelir, ancak hibritler, sıra dışı bir kalın levha işi sırasında maliyetli gecikmeleri önler.
Aynı parçaları vardiya üstüne vardiya bükerek üreten hatlarda, değişim sıklığından çok tutarlı hız önemlidir. Bu durumda, hidrolik abkant pres tartışmasız liderdir. Sağlar uzun ve kesintisiz çalışmalarda tam tonaj gücü, servo motorları etkileyebilecek termal sınırlardan kaçınır ve otomotiv şasileri, ağır hizmet ataşmanları ve büyük muhafaza imalatındaki tekrarlayan çevrimlerde üstün performans gösterir.
Bu operasyonlar binlerce kez aynı koordinatları tekrar ettiğinden, hidroliklerin daha yavaş strok hızı büyük ölçüde önemsiz hale gelir. Pompa basıncı sürekli ve öngörülebilir kalır ve zamanla bir servo sürücü sistemini zorlayabilecek küçük hizasızlıklardan etkilenmez. Bakım rutin olarak yapılır—filtreler, contalar ve yağ kontrolleri—ve aynı tonajı sunabilecek çok eksenli elektrikli bir makine satın almaktan daha düşük başlangıç maliyetine sahiptir.
Hidrolikler iki ila üç kat daha fazla enerji, tüketse de, kalın malzemelerde sürekli üretim için ekonomisi hâlâ avantajlıdır. Binlerce aynı parçaya yayıldığında, ek güç tüketimi parça başına sadece birkaç kuruş ekler. Elektrikli bir abkant pres benzer hassasiyet sağlayabilir, ancak uzun süreli, yüksek tonajlı çevrimlerde termal veya aşırı yük sınırlamaları nedeniyle yaklaşık 20% daha fazla durma süresi yaşayabilir.
İstisna, parça geometrisinin yüksek yüzey hassasiyeti gerektirdiği durumlarda ortaya çıkar—parlatılmış paslanmaz paneller veya karmaşık katlama desenleri. Bu durağan işlerde, elektrikli tahrikler sıcaklıklar değişse bile ±0,01 mm tekrarlanabilirlik sağlar ve hidroliklerden yaklaşık 25% daha iyi uniformite elde eder. Ancak malzeme dayanımı ve tekrarlılık öncelikli olduğunda, hidrolikler üstün güvenilirlik ve maliyet etkin performansla galip gelir.
Çoğu imalat atölyesi uç noktalar arasında bir yerde çalışır. Tekrar eden işlerin yanı sıra çeşitli kalınlıklarda kısa süreli siparişlerin istikrarlı bir akışını yönetirler. Bu karma talep ortamı, tamamen hidrolik veya tamamen elektrikli tasarımların doğasında olan sınırlamaları ortaya çıkarır. Hibrit abkant presler—servo kontrollü hidrolik sistemler—bu boşluğu etkili şekilde doldurur.
Servo motorların hem düşük hem yüksek basınçta hidrolik akışı hassas biçimde ölçmesi sayesinde hibritler, hidroliklerinki kadar güç rezervlerini korurken elektriklilerin doğruluğunu sunar. Enerji tüketimini –50 oranında eski hidrolik modellere kıyasla azaltır, yine de geleneksel pistonlarla aynı seviyede kuvvet sağlar. Operatörler daha sessiz çalışma (75–85 dB yerine yaklaşık 60 dB), daha temiz çalışma alanları ve hidrolik devre yalnızca aktif bükme sırasında çalıştığı için daha hızlı ısınma avantajından yararlanır.
Gerçek bir durum örneği düşünün: Hem cerrahi bileşenler hem de endüstriyel braketler üreten bir kontrat imalatçısı. İki geleneksel hidrolik abkant presi hibrit modellerle değiştirdikten sonra şirket, artışla üretim hızında çeşitli işlerde önemli bir kazanç gördü, bakım saatlerini ciddi oranda azalttı ve yağ sızıntılarını neredeyse tamamen ortadan kaldırdı. Daha geniş bir malzeme yelpazesiyle çalışmayı veya üretimi genişletmeyi planlayan genel imalatçılar için hibritler, gelecekteki hassasiyet ile ağır yük dengesi arasında yanlış değerlendirme riskine karşı güvence sunar.
Performans Kırılma Noktaları
| Senaryo Tetikleyici | En İyi Seçim | Ana Veri Noktaları |
|---|---|---|
| En yüksek tonajda, minimal değişimle ’den fazla iş | Hidrolik | Daha düşük başlangıç yatırımı, sınırsız kuvvet kapasitesi |
| İnce sac veya yüksek hassasiyetli parçalarda ’tan fazla, sık kurulum | Elektrik | daha hızlı çevrim süresi, mikron seviyesinde doğruluk |
| Talebi öngörülemeyen –60 arası karma iş yükü | Hibrit | Doğruluk ve gücü birleştirir, 15–50% daha düşük işletme maliyetleri |
Hızlı Yatırım Getirisi Değerlendirmesi – 10 Dakika veya Daha Az
Hibritler iyi uygulanmış bir mühendislik dengesi sunar: Saf tonaj gerektiğinde tam güç güvenilirliği sağlar ve hassasiyetin değer kattığı durumlarda ince servo kontrolü sunar. Farklı iş türleriyle ve öngörülebilir üretim programlarıyla çalışan atölyeler için özellikle faydalıdır—pazardaki en büyük segmenttir.
Çoğu satıcının sormanızı istemeyeceği soruyla başlayın: “Performans verilerini gösterin benim parçalarım için.” Genel rakamlar değil, pazarlama örnekleri değil—senin 2 mm alüminyum Z‑büküm, senin 5 mm çelik kanal. Tedarikçiler senin belirli geometrin için sonuç göstermek zorunda kaldığında belirsizlik ortadan kalkar. Elektrik makinesi temsilcileri, 10 saniyelik bir bükümün hidroliklerdeki 15 saniyeye karşı nasıl avantaj sağladığını hevesle gösterebilir; hidrolik temsilciler ise hızla “çalışma döngüsü” veya “sağlam yapı kalitesi” hakkında konuşmaya yönelebilir. Tonlarındaki veya odağındaki bu değişim ilk ipucun olur—artık teorik kategoriler yerine gerçek dünya performansını konuşuyorsun.
Sadece üç soru, gerçekten güç, hassasiyet ya da verimlilik mi satın aldığını ve ek maliyetin haklı olup olmadığını ortaya çıkarabilir.
Hidrolik presler bu soruya net cevap verir—yüksek tonaj tam olarak bunun için tasarlanmışlardır. Elektrikli makineler ise tereddüt etmeye başlar, ve sunum “soğutma kapasitesi” konuşmasına kayarsa, pratik kuvvet sınırına ulaşılmış demektir. Bu sınır gerçektir: yaklaşık 300 tonun üzerine çıktığında elektrikliler avantajını kaybeder, hibrit veya tamamen hidrolik sistemler devreye girer. Sonuç açık: atölyen düzenli olarak uzun, yüksek tonajlı vardiyalar çalıştırıyorsa, belirsiz veya koşullu her cevap termal gücün düşmesi ve teslimat takviminin aksayacağına dair önemli bir uyarıdır.
Elektrikli makineler ±0.01 mm hassasiyetini korur çünkü servo motorlar atölyen serin de olsa sıcak da olsa tutarlıdır. Hidrolikler öyle değildir—yağ ısındıkça kayar ve bu kayma hızlıca ±0.02–0.05 mm hatalı parçalara dönüşür. Aslında sorduğun şey basittir: ortamına uyum sağlayan bir makine mi istiyorsun, yoksa tüm gün boyunca ayar yapıp düzeltme mi?
Elektrikleri tercih etmek enerji tüketimini yaklaşık yarıya indirir ve yağla ilgili bakımı ortadan kaldırır, ancak servo onarımları geldiğinde pahalı olabilir. Hidrolikler hem elektrik hem de yağ maliyeti açısından daha pahalıdır ama sahada servisleri daha kolaydır. Bir temsilci “duruma göre değişir” diyorsa, gerçekteki çalışma süreni anlayıp anlamadığını kontrol ediyordur. Uzun saatler ve sık kalıp değişimlerle çalışıyorsan ekonomik denge elektrikten yana olur. Ancak sürekli ağır çelik büküyorsan, hidroliklerin servis kolaylığı genellikle kazanır.
Uyarı işaretleri cevaplar kadar önemlidir. “Özelleştirilebilir” genellikle kanıtlanmış kıstasların olmadığını gösterir. “Elektrikle karşılaştırılabilir” ifadesi genellikle hassasiyet sapmasını saklar. “Soğutma sistemimiz güçlüdür” cümlesi döngülerin yavaşlayacağı anlamına gelir. Bu kaçamakların hepsi aynı gerçeğe işaret eder: makine senin parça çeşitliliğine gerçekten uygun değildir—sadece fark etmeyeceğini umuyorlar.
En akıllıca sonraki adım, çoğu atölyenin atladığı şeydir: geri dön, üretimde kullanılan gerçek bir parçayı al ve demo’ya götür. Çünkü kalıp senin malzemeye değdiği anda karar kendiliğinden netleşir—parçanı en iyi şekilde bükebilen makine, gerçekten yatırımını karşılayacak olandır.


















