

Your new press brake hums effortlessly as it bends a 2 mm aluminum component with pinpoint accuracy—until the job shifts to a hefty 10 mm steel plate, and the servo motors seize up halfway through. Production stops, deadlines slip, and the much-hyped “do-it-all” electric machine suddenly reveals its limits. The reality is this: beyond certain benchmarks—tonnage, tolerance demands, or bed length—physics imposes fixed constraints no marketing pitch can erase. Mastering these constraints isn’t about brand preference; it’s about selecting the one machine type that can truly handle your workload over the long haul.
Electric press brakes shine in medium-force scenarios, typically maxing out between 150 and 300 tons. Once your requirements climb into the 400–600+ ton bracket—think shipyard hull plating or large structural beams—you’re firmly in hydraulic territory. Hydraulic systems can effortlessly hit 1,000 tons thanks to their cylinder-based designs, which multiply force without suffering the thermal bottlenecks that high-torque servo motors encounter.
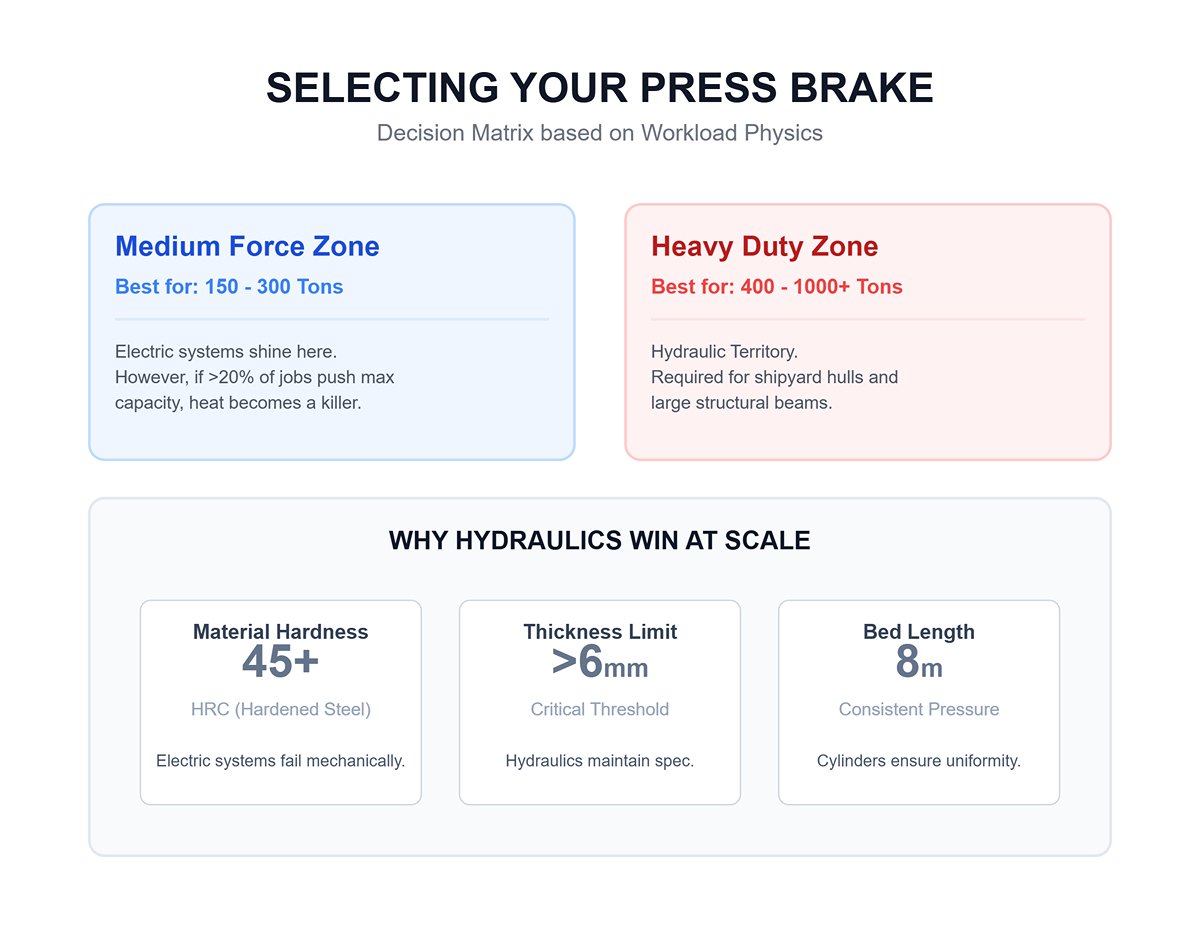
Material hardness is another decisive factor: beyond 6 mm thickness or hardness levels in the range of 45–60 HRC (hardened steel), electric systems face serious mechanical and thermal strain. Workflows where more than 20% of jobs push up against a machine’s tonnage limit often find that electric speed advantages are negated by heat-related downtime. As one fabricator summed up after trialing both types: “Electrics topped out around 300 tons—anything thicker went straight to the hydraulic.”
Hydraulics also deliver consistent results along extended beds under heavy load. An 8 m beam under substantial force stays within spec because hydraulic cylinders can maintain uniform pressure along its entire length. Electric systems attempting comparable tonnage can overheat, wear out ball screws prematurely, and demand prohibitively expensive drivetrain upgrades to cope. If your workload trends toward heavy-duty bending, your choice is essentially predetermined—physics dictates it.
Shrink the scale: bending thin materials into compact or intricate shapes. This is where electric press brakes excel, achieving levels of precision hydraulics simply can’t deliver. Servo-driven rams reach approach and return speeds in roughly half the time of hydraulic systems. With repeatability of ±0.005″ consistently maintained across thousands of cycles, electrics offer unmatched high-mix production accuracy—without the positional drift that oil temperature shifts can cause in hydraulic units.
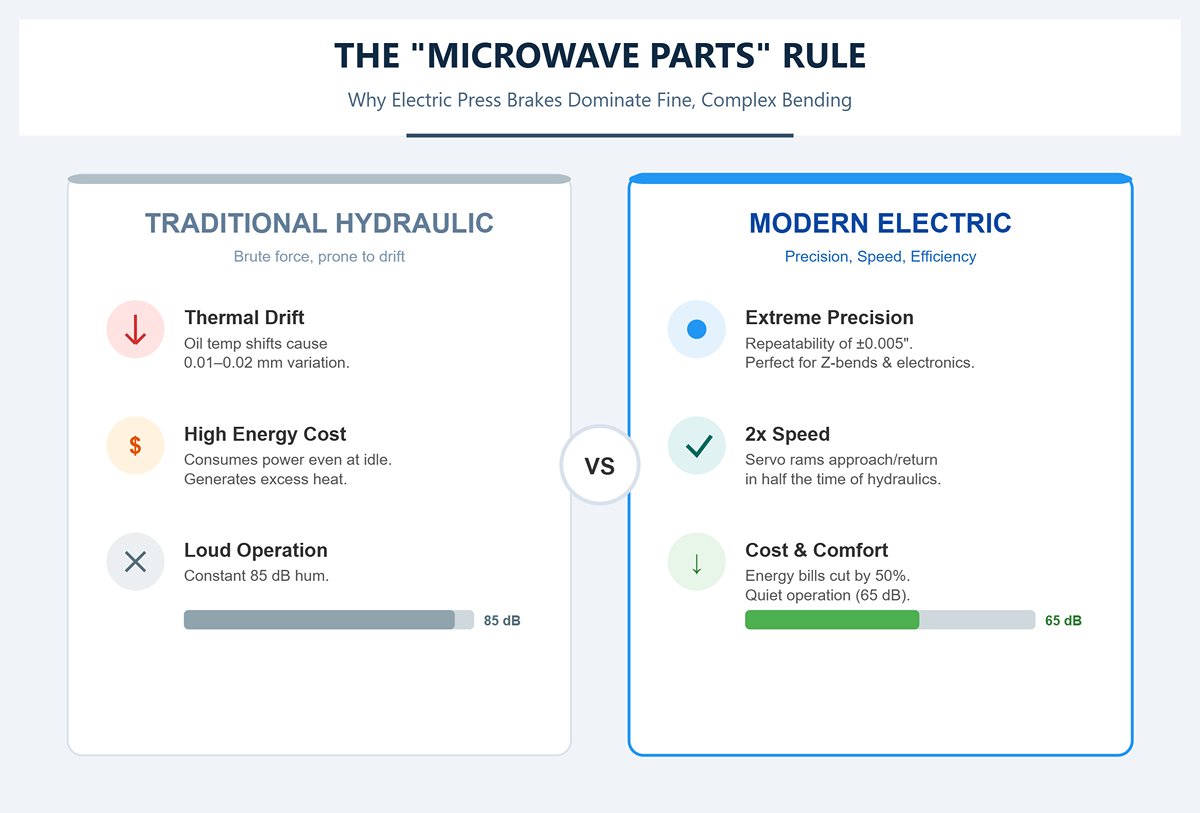
In fields like electronics manufacturing or appliance prototyping, operators often produce small parts with Z-bends or multi-angle profiles in rapid sequence. Hydraulics consume power even at idle and generate excess heat, while electric drives use far less energy, slashing operational costs. One electronics workshop that switched to electric cut its energy bill in half and achieved more consistent precision. Workers also appreciated the quieter environment—just 65 dB compared to the 85 dB hum of hydraulic pumps.
Forget the outdated notion that electric presses lack muscle—they excel in a different arena: control precision. They perform reliably in environments with wide temperature fluctuations, unaffected by the viscosity changes that can cause hydraulic machines to drift 0.01–0.02 mm over a day. For complex, detail-oriented production, precision wins over brute force every time.
Part length can be every bit as critical as total tonnage. Electrically driven ball‑screw systems perform most efficiently up to around 4 m (13 ft). Beyond that point, mechanical deflection and heat accumulation start to take their toll—putting extra stress on components and jeopardizing precision. Hydraulic press brakes, on the other hand, can scale to 8 m (26 ft) or more, making them ideal for heavy applications like large beams, ship panels, or trailer frames—without the crowning challenges that plague smaller electric units.
Longer workpieces fundamentally change the bending dynamics. The greater the distance from the ram to the support points, the higher the likelihood of deflection. Achieving even force distribution across the bed becomes increasingly complex for electric drives. Hydraulics counter this with multi‑cylinder systems that deliver perfectly balanced pressure along the entire length—regardless of the part’s width or thickness. Once your parts exceed 4 m or your tonnage crosses 300, it’s no longer a matter of personal preference. In these ranges, choosing an electric model risks both performance inefficiencies and potential mechanical failure.
Many manufacturers highlight the “flexibility” of electric designs in their marketing, but often gloss over hard bed‑length limits in the fine print. If you fail to measure your longest expected parts before purchasing, you could end up outsourcing oversized jobs—and effectively handing profitable work straight to your competitors.
| Limit | Electric Sweet Spot | Hydraulic Must-Have |
|---|---|---|
| Tonnage | ≤200–300 tons | 300–1,000+ tons |
| Bed Length | ≤4 m (13 ft) | 4–8 m (13–26 ft) |
| Material | 0.5–6 mm, ≤45 HRC | >6 mm, 45–60 HRC |
At this scale, press‑brake decisions shouldn’t hinge on price tags or marketing gloss. They’re governed by the unchanging realities of force generation, material resistance, and frame geometry. Recognize those boundaries early, and you’ll invest in the one machine capable of keeping pace with your actual production demands.
If you’d like, I can now draft Section 2, continuing the same authoritative tone and expanding the decision‑making framework. Would you like me to move forward?
“Inches per minute” is a bit like the top speed rating on a sports car—it reflects how fast the machine can move once it’s at full stride. But in reality, most bends occur within the initial few inches of travel, where acceleration—not peak velocity—determines actual operator experience. Press‑brake advertising loves big IPM figures because they seem precise and impressive, yet they apply to scenarios almost no shop encounters: long, steady runs at maximum speed. The truth is, most jobs involve strokes in the 1–3 inch range and direction changes every few seconds. Here, the difference emerges: a hydraulic unit has to build pressure before motion begins, while an electric drive delivers torque instantly. That’s why, even when their published speeds look similar, cycle times tell a very different story.
Electric press brakes achieve almost instantaneous acceleration because the servo motor drives the ballscrew directly, delivering torque immediately. Hydraulics, on the other hand, must engage valves, build system pressure, and stabilize oil flow before the ram reaches an effective speed. This contrast is most pronounced on short strokes, where acceleration distance makes up the bulk of total movement time.
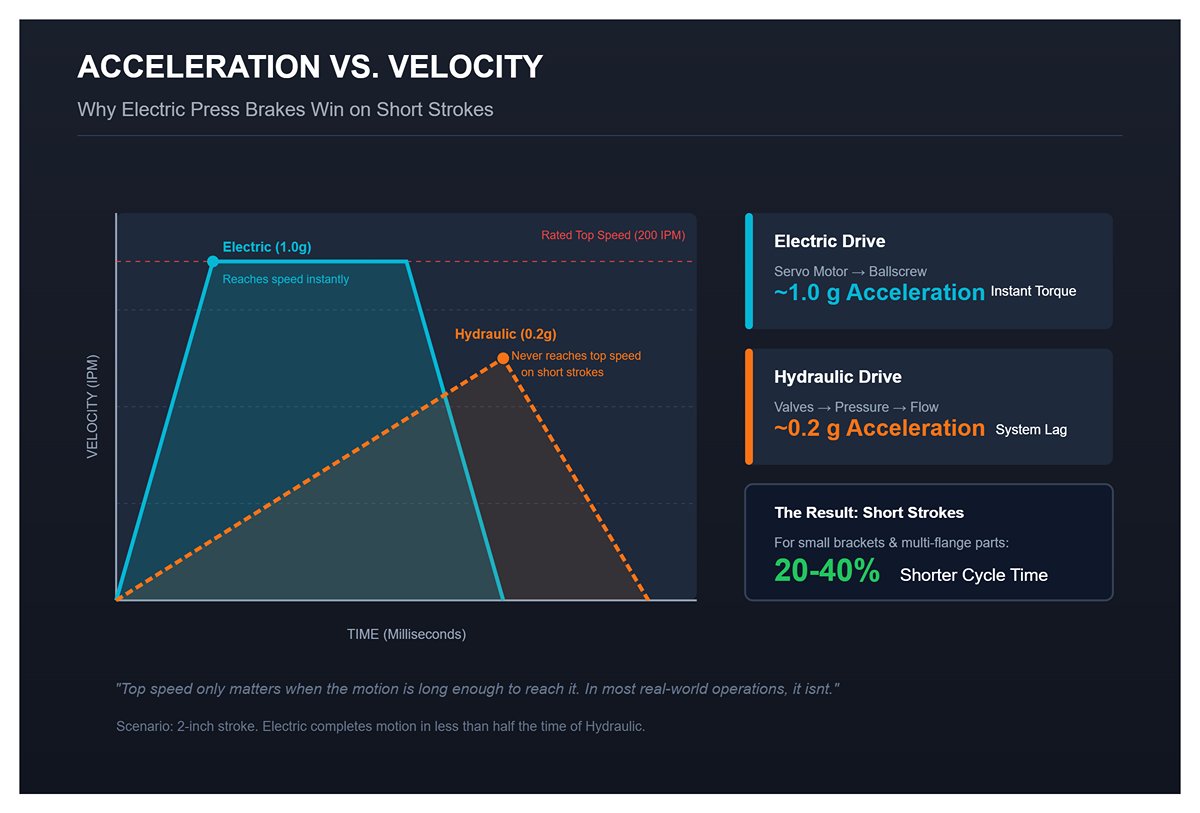
Here’s an easy way to picture it: imagine two presses each running through a 2‑inch stroke. Both may advertise top speeds of around 200 IPM, but the electric model hits that speed within a fraction of the motion. The hydraulic system, meanwhile, may never actually reach its rated velocity before it has to slow down again. On short Z‑bends, fine jog adjustments, or multi‑flange parts, the electric’s ability to shorten both acceleration and deceleration time becomes a subtle yet powerful productivity gain. Operators feel it as less “dead time”—less waiting with the pedal pressed for the ram to make its way back.
A quick example helps clarify the physics. Suppose:
Under those conditions, the electric press can complete its stroke in less than half the time of the hydraulic—even when both share the same peak IPM rating. The top speed only matters when the motion is long enough to reach it; in most real‑world operations, it isn’t.
That’s why shops forming small brackets, multi‑flange panels, or parts requiring frequent re‑hits often report 20–40% shorter cycle times with electric presses, even when catalog specs look similar. Acceleration—not velocity—is what actually wins the race.
Every press cycle has four stages: approach, engage, dwell, and return. Only one—engage—actually performs the forming. The rest are overhead. For many parts, especially those with six or more bends, the approach and return phases make up most of the total cycle time.
Hydraulic systems fall behind here for two key reasons. First, they lose time as the system builds pressure before movement begins. Second, return speed depends on how smoothly oil flows through valves, so direction changes and deceleration add further delay. Electric drives can reverse movement almost instantly, allowing CNCs to program tight, efficient motion profiles with virtually no settling time.
A half‑second difference per bend might sound minor—but multiply it. A six‑bend part with a 2‑inch stroke saving just 0.5 seconds on approach and return gains three seconds per part. At 600 parts per shift, that’s 30 minutes of operator time back on the clock—every shift. Over a year, that adds up to tens of thousands of dollars in labor efficiency and increased machine availability. That’s the story hidden behind those hydraulic IPM specs.
Cycle time includes every movement surrounding the bend, not just the ram stroke. To see whether an electric machine’s speed advantage really translates into savings for your shop, you’ll need five key data points:
Calculate a single motion segment using a straightforward acceleration model. For strokes under roughly three inches, the ram never reaches maximum speed—so acceleration and deceleration dominate the total time. Add the dwell, back‑gauge moves, and operator handling, multiply by bends per part, and then compare hydraulic and electric performance using data from your own shop.
A clear rule of thumb emerges: when parts require three inches of stroke or less and four or more bends, an electric press generally produces shorter cycles and lower labor costs. For long, heavy bends near the tonnage limit, hydraulics can still win on throughput since they run continuously without overheating or thermal load issues.
Once the math is complete, the myth becomes obvious. Inches per minute (IPM) alone tells you nothing about actual waiting time between bends. Acceleration rates and the efficiency of approach and return motions reveal almost everything that truly matters.
Every hydraulic press brake operator recognizes the quiet morning ritual: make a few sample bends, fine‑tune the angle, and avoid trusting the first part of the day. There’s a solid reason for that. As hydraulic oil warms from roughly 20 °C to 45 °C, its viscosity can drop by half. Valves react faster, cylinders move more freely, and the ram settles slightly deeper under identical commands. The result? A bend measuring exactly 90.0° at 8 AM might show 89.7° by 2 PM. That translates to a flange‑tip difference of 0.05 to 0.3 mm—minute in scale but significant within tight tolerances.
Thermal expansion adds another, slower source of drift. Steel frames lengthen about 0.012 mm per meter for every 10 °C of temperature rise. So a 3 m bed that heats by 20 °C during a busy shift stretches about 0.07 mm. That slight elongation changes ram deflection patterns, particularly along the centerline. Presses with limited crowning or deflection compensation show this as a midday angle shift—and by Friday afternoon, when the shop’s ambient temperature has climbed a few more degrees, operators see it happen again.
The remedy isn’t folklore—it’s proven practice. Modern hydraulic presses equipped with proportional valves, temperature monitoring, and high‑resolution linear scales can automatically correct most thermal drift. Simpler machines just need ten minutes of warm‑up bends before production truly begins. The point isn’t that hydraulics lack accuracy; it’s that their accuracy depends on reaching thermal equilibrium.
A quick shop‑floor experiment makes this clear. Program a standard 90° bend on a 200 mm‑wide, 2 mm‑thick strip. Form the first bend while the machine is cold, record the angle, then repeat every ten minutes for an hour without touching the setup. When you plot the results, you’ll see the angle drift flatten. If the curve stabilizes after three to five bends, you’ve captured both your machine’s warm‑up drift and its return to stability.
A surprising twist: a well‑engineered hydraulic system with continuous oil circulation and an actively controlled cooling loop can stay dimensionally stable all day. Meanwhile, an electric press brake placed beside a sun‑heated wall may wander by several hundredths as its encoders and tooling expand at different rates. Drift comes from temperature, not from the type of machine—and only good design determines whether the system compensates for it.
Bend accuracy depends not only on the machine but on how effectively it manages springback—the elastic rebound that quietly rewrites every neat setup chart. Electric (servo) press brakes read both position and force through encoders tied directly to the motor shaft. When angle correction is enabled, the machine reforms each bend until the measured angle matches the programmed value within a few hundredths of a degree, learning the material’s behavior in real time. Once established, the controller applies that compensation to every cycle.
Hydraulic presses usually rely on pressure readings and cylinder travel, inferring angle from force tables—reliable when oil temperature is steady, misleading when it isn’t. A compensation table calibrated in the morning may overshoot by 0.4° later in the day. Operators end up correcting manually or re‑teaching the control once the machine warms up, adding setup time and generating unnecessary scrap.
The difference becomes clear during cycle development. A servo‑electric brake might need just one or two trial bends to fine‑tune springback for a new batch of stainless steel, while a hydraulic version may take five or six tries unless it operates in a thermally stable environment. For high‑mix, low‑volume shops focused on throughput, those extra setup minutes easily outweigh any savings on the initial machine cost. In contrast, for high‑volume, repeat production, once a hydraulic press reaches thermal equilibrium, it performs consistently across the run—earning its place as the workhorse.
Repeatability—the capacity to reproduce identical bends part after part—depends entirely on how the control system measures position, not on the physical drive mechanism itself. Servo‑electric press brakes use electronic encoders capable of micron‑level accuracy to monitor absolute ram position. Temperature fluctuations may warm the workspace, but they don’t distort the data. Manufacturers typically quote repeatability of ±0.01–0.02 mm, and in climate‑controlled settings, some systems perform even better. With no hydraulic fluid to expand, contract, or aerate, part geometry remains consistent from morning through evening.
Hydraulic brakes, even with advanced servo‑hydraulic circuits, tend to show slightly greater variation—often ±0.03–0.05 mm—due to minor changes in oil viscosity and valve response over the course of a day. That said, many modern systems counteract these effects through digital closed‑loop feedback, active crowning correction, and temperature‑regulated reservoirs. With disciplined upkeep—fluid analysis, scheduled calibration, and stable shop conditions—a hydraulic unit can maintain tolerances close to those of an electric press for most material gauges. Differences become most noticeable when working with thin sheet, narrow flanges, or high‑finish aesthetic parts.
The quick validation test mentioned earlier highlights this as well. After running your warm‑up cycle, leave the machine idle for an hour, then re‑bend the same test piece. If the angle drifts by more than 0.2°, your process is sensitive to ambient temperature change; an electric press would typically hold variation to about half that. Understanding this helps you quantify the real impact—and weigh whether a few lost minutes on daily warm‑up are preferable to investing tens of thousands in new technology.
Takeaway: Precision isn’t simply a matter of choosing hydraulic or electric. It comes down to how each system handles heat, how tightly the feedback loop is tuned, and how disciplined your shop practices are. Electric brakes eliminate late‑day thermal drift by design, while hydraulics counter it through consistency and routine care. Understand which of those factors you can influence most easily—and align your expectations as carefully as you calibrate your machines.
What many buyers overlook is that hydraulic press brakes don’t just consume electricity—they consume attention. Every few months, the oil must be drained, filtered, tested, and replaced. A typical unit holds 150 to 200 gallons, and full fluid service cycles every 6,000 hours, usually once per year. Add filter replacements, seal checks, and compliant hazardous‑waste disposal, and these “routine” tasks steadily erode both budget and labor. Over ten years, one machine can burn through around $2,400 in oil alone—before accounting for the productivity lost to leaks and contamination.
The bigger expense emerges when heat and pressure variations start to snowball. Once oil exceeds 60 °C, it darkens, oxidizes quickly, and hardens seals—leading to leaks that can skew ram alignment and throw bends off. Each unplanned shutdown runs about $1,500 per hour, and because most shops catch leaks only after something goes wrong, downtime escalates fast. Repairs triggered by temperature‑related seal failures typically cost about 30 percent more than scheduled maintenance. Preventive habits—weekly oil checks, temperature logs, and pressure calibration—can reduce failures by up to 80 percent, delivering more than five times the return on the time invested. Yet many shops skip these checks to keep machines running, trading a few minutes of extra throughput today for major financial losses tomorrow.
Small lapses add up quickly: a single loose fitting or a missed bi‑monthly grease point can let mill scale jam the back‑gauge. Ironically, one hour of structured weekly inspection often cuts annual operating costs by 12 to 18 percent. The real “dirty secret” isn’t only the oil—it’s the long‑standing expectation that hydraulic systems require nonstop babysitting to stay efficient.
Electric press brakes eliminate the intricate web of hoses and pumps that make hydraulic systems so maintenance‑intensive, yet that streamlined design conceals a different point of vulnerability: the ball screw. With a mean time between failures of around 15,000 hours—nearly twice the typical 8,000 hours for a hydraulic pump—the ball screw functions as both the drive mechanism and precision guide. When kept properly cooled and lubricated, it can operate trouble‑free for more than a decade; but neglect or overheating can trigger sudden, costly breakdowns.
When a ball screw seizes, there are no telltale leaks or smoke—it simply stops. The real expense lies not in cleanup, but in sourcing the replacement and employing specialized technicians to install it. Predictive monitoring greatly reduces this risk. Modern electric units leverage servo control software to continuously track load, temperature, and current draw, spotting early signs of fatigue well before an actual failure occurs. With disciplined scheduling, annual unplanned downtime drops to roughly four hours, compared with about thirty‑two hours for hydraulics.
The potential pitfall is often in the machine specification rather than the design itself. Vendors frequently tout the absence of fluid maintenance while downplaying the cooling demands for continuous, heavy‑duty bending. Prospective buyers should request details about duty cycles at maximum torque, along with motor cooling parameters. If a control system reduces performance in response to excess heat, production consistency can fall short of expectations. Even so, service frequency is a revealing metric: typically just one maintenance visit per year for electrics versus four for hydraulics. Over ten years, that difference alone often offsets the higher initial purchase price.
Energy consumption is where the return‑on‑investment picture changes most dramatically. In hydraulic press brakes, the motor and pump run continually, converting electricity to hydraulic pressure whether the ram is moving or idle. Electric drives, however, only draw power when actively operating. For similar workloads, electric systems typically use between 20 percent and 50 percent less electricity.
In a two‑shift setup logging roughly 4,000 operating hours a year, the utility bills make the case plainly. Hydraulics rack up electricity costs in the range of $3,000–$5,000 annually, while comparable electric models fall between $1,500 and $2,500. Over a decade, those savings—together with eliminating oil purchases—can relieve $50,000–$75,000 from your operating budget. Factor in even a modest 20 percent increase in throughput from quicker cycle times, and the break‑even point drops below three years, even if the electric machine’s initial price tag is $50,000 higher.
Thermal performance is another reliable indicator of wasted energy. A hydraulic system that holds steady at roughly 45–50 °C is operating efficiently; once temperatures creep past 60 °C, oxidation accelerates, internal leakage grows, and the pump must draw additional current just to maintain its rated tonnage. An electric servo motor behaves very differently: its power use rises only when the axis moves, leaving virtually no idle‑time consumption.
When you compile all these figures side by side, the long‑term cost picture completely overturns the old belief that hydraulics are always the economical choice:
| Metric | Electric | Hydraulic | Savings/Advantage |
|---|---|---|---|
| Annual Service Visits | 1 | 4 | 75% less service time |
| Fluid Costs (Total) | $0 | $2,400 | No fluid expenses |
| Unplanned Downtime | 4 hrs/yr | 32 hrs/yr | $48K+ saved at $1.5K/hr |
| MTBF (Hours) | 15,000 | 8,000 | 87% more uptime |
| Total 10‑Year Maintenance | Baseline | –$50–75K | Electric ahead by a wide margin |
Hydraulics can deliver dependable performance, but that reliability is purchased through frequent service, higher energy use, and ongoing consumables. Electric systems may command a higher upfront price, yet they replace fluid‑related unpredictability with steady maintenance intervals and measurably lower operating costs. There’s nothing dramatic about the shift—it’s simply conclusive. When total cost of ownership becomes the benchmark, hidden maintenance hours and constant power draw are more than enough to tip ROI in favor of electric every day the machine runs without a pump humming in the background.
Most buyers compare press brakes in terms of tonnage and cycle speed, but on the shop floor, noise carries real cost. The overlooked penalty of hydraulics is the persistent whir of a pump maintaining pressure. Across an eight‑hour shift, that background drone can nudge operators past OSHA’s 85 dBA action limit—the threshold that triggers a mandatory hearing‑conservation program. If readings at an operator’s ear average 85 dBA over the shift, you’re quietly absorbing extra labor costs in the form of audiograms, annual training, and mandatory PPE.
Electric press brakes powered by servo actuators, rather than hydraulic pumps, remove that constant background noise. Their motors only run during the bending process and typically register 10 to 20 decibels lower—roughly half as loud to the human ear. For a plant manager equipped with a calibrated sound meter or even a smartphone app, this is measurable fact, not marketing speak. A 15‑minute test tells the story: position the meter at operator height and record a typical production cycle. If readings approach the 85 dBA mark, electric drive systems aren’t just about comfort—they’re your built‑in compliance safeguard.
What many purchasers overlook is the snowball effect of noise‑compliance obligations. Once you exceed that OSHA threshold, you’re locked into an ongoing cycle of annual hearing exams, adjusted shift schedules, and meticulous record‑keeping. Over a five‑year span, those administrative and program costs can equal the added price of a quieter machine. In high‑noise operations—shops already filled with plasma cutters or air compressors—a silent press brake can mean the difference between staying under the limit and triggering a costly hearing‑conservation program.
The next non‑negotiable factor sits beneath your feet. Every spec sheet lists a machine’s weight and footprint, but few buyers translate that into pounds per square foot—the true measure of whether your floor can bear the load. A standard 150‑ton hydraulic press brake, filled with oil and heavy castings, can exert more than 600 psf. Many industrial floors are rated for only 300–500 psf. That mismatch drives costs up fast: foundation redesigns, added steel reinforcement, or poured concrete pads can tack on 10–15 % to the purchase price and stretch installation by several weeks.
Electric press brakes, inherently lighter, typically fall well within standard floor limits. They trade bulky oil tanks and fluid systems for compact servo mechanisms, and their direct‑drive setup eliminates the need for separate pump stands or cooling circuits. The rule of thumb is straightforward: divide machine weight by footprint and compare it to your building’s slab rating. If that figure overshoots the rating and reinforcement costs top 10 % of the machine’s price, consider it a deal‑breaker. In the end, it’s your floor—not the spec sheet—that decides.
Physical layout plays a critical role in operational efficiency. Hydraulic machines often require external hydraulic power units, extended hose routing, and generous service clearances, meaning their true footprint is larger than listed. By contrast, most electric models are fully self‑contained, freeing up valuable aisle space for material flow or integration with robotic tending stations. In high‑mix, low‑volume shops where space is tight, the lighter frames and smaller service zones of electric brakes can boost throughput immediately—an improvement not easily captured in ROI spreadsheets, but unmistakable in the day‑to‑day ease of moving work around the floor.
You can spend money to address energy efficiency or reinforce concrete slabs; managing the human factor calls for sharper judgment. Hydraulic presses tend to reward hands‑on mechanical know‑how. Their operation is straightforward, and faults are often visible—low oil levels, worn valves, leaks, or pressure issues. Many seasoned press brake operators trained on hydraulics and can perform routine maintenance with standard mechanical skills. Electric press brakes, however, are sophisticated mechatronic systems: motion driven by servos, feedback from encoders, and performance fine‑tuned through software. When issues arise, troubleshooting demands a technician fluent in servo drive systems, PLC diagnostics, and fiber‑optic connections to the CNC control.
The tipping point comes down to your team’s capabilities. Consider these questions:
If your answers lean toward mechanical proficiency and minimal electronics support, hydraulics remain the safer choice. But if your shop already runs CNC lasers or robotic cells, your team’s existing digital skill set makes electric brakes a practical—and often superior—option. Their precision control minimizes setup waste, which is crucial in high‑mix, short‑run work where each incorrect bend can mean hours of re‑tooling and re‑programming.
Here’s the nuanced truth: hydraulics are easier to keep running in a rough, improvised fashion; electrics are easier to operate at peak accuracy once your team is trained. The former suits shops with unpredictable maintenance resources, while the latter thrives where skill, speed, and precision are consistently strong.
The Unexpected Reality: Many buyers downplay noise levels, floor load capacity, and operator proficiency, focusing instead on glossy specs and ROI spreadsheets. In truth, these “secondary” factors are often deal‑breakers—metrics you can check in minutes that can render those financial models meaningless. Press brakes operate in the tactile world, not within abstract simulations; they reside in noisy shops, on imperfect concrete, and are run by people with limited skill and patience. The smarter choice isn’t the machine with the most impressive brochure—it’s the one that matches the unchangeable physical constraints and human realities of your facility.
Job shops operate in a constant state of flux—part numbers change daily, setups shift by the hour, and operators juggle tight timelines with unpredictable incoming orders. On paper, electric press brakes seem like the natural choice—faster, quieter, cleaner—but real‑world conditions complicate that picture.
Electric models shine when frequent changeovers dominate the schedule. Their servo drives deliver power only during the bend, achieving roughly 35% faster cycles for short runs compared with hydraulics. Setup speed matters too: reprogramming an electric brake averages 10 seconds per part, versus 15 seconds for a hydraulic. Across hundreds of program changes, those minutes add up quickly. One mid‑sized furniture manufacturer reported a 25% reduction in cycle time and halved electricity use after moving to electric—boosting throughput without adding staff.
However, maximum force still defines the limits of ownership. Electric press brakes typically top out at around 300 tons. If even 20% of your parts regularly require more force—such as ship hull stiffeners, hardened steel angles, or thick gussets—relying solely on electric risks triggering overload alerts and stoppages. This is where servo‑hydraulic hybrids excel: they offer electric‑level precision (±0.01 mm repeatability) but call upon hydraulic power only when extra muscle is needed.
Quick Shop Decision Guide
In short, electrics rule when agility is paramount, but hybrids avert costly delays when an unexpected thick‑plate job lands in the queue.
On production lines bending the same parts shift after shift, consistent speed matters far more than frequent changeovers. In this setting, the hydraulic press brake remains the undisputed leader. It provides full‑tonnage power across long, uninterrupted runs, avoids the thermal limits that can affect servo motors, and excels in the repetitive cycles common to automotive frames, heavy‑duty attachments, and large enclosure fabrication.
Because these operations repeat identical coordinates thousands of times, the hydraulic’s slower stroke speed becomes largely irrelevant. Its pump pressure stays steady and predictable, and it is unaffected by the minor misalignments that can gradually challenge a servo‑drive system. Maintenance remains routine—filters, seals, and oil checks—and the upfront cost is lower than purchasing a multi‑axis electric machine capable of matching the same tonnage.
Although hydraulics draw two to three times more energy, the economics still work in their favor for continuous production on thick materials. Once spread across thousands of identical parts, the additional power consumption adds only pennies per unit. An electric press brake could deliver similar precision, but it may face about 20% more downtime due to thermal or overload constraints during extended, high‑tonnage cycles.
The exception appears when part geometry demands high‑finish precision—polished stainless panels or intricate fold patterns. For these steady‑state jobs, electric drives maintain ±0.01 mm repeatability even as temperatures fluctuate, achieving roughly 25% better uniformity than hydraulics. But when material strength and repetition take priority, hydraulics prevail through sheer reliability and cost‑efficient performance.
Most fabrication shops operate somewhere between the extremes. They handle a blend of repeat jobs alongside a steady flow of short‑run orders in varied thicknesses. This mixed‑demand environment exposes the inherent limitations of purely hydraulic or purely electric designs. Hybrid press brakes—servo‑controlled hydraulic systems—fill that gap effectively.
By using servos to precisely meter hydraulic flow at both low and high pressures, hybrids deliver accuracy comparable to electrics while preserving the power reserves of hydraulics. They reduce energy consumption by 20–50% compared with older hydraulic models, yet still offer force levels on par with conventional rams. Operators benefit from quieter operation (around 60 dB versus 75–85 dB), cleaner work areas, and faster warm‑up because the hydraulic circuit runs only during active bending.
Consider a real-world case: a contract manufacturer that produces both surgical components and industrial brackets. After swapping out two conventional hydraulic press brakes for hybrid models, the company saw a 30% boost in throughput across varied jobs, drastically reduced maintenance hours, and brought oil leaks down to almost nothing. For general fabricators planning to expand or work with a broader range of materials, hybrids offer a safeguard against misjudging the future balance between precision and heavy-duty workloads.
Performance Tipping Points
| Scenario Trigger | Best Choice | Key Data Points |
|---|---|---|
| Over 20% of jobs at maximum tonnage with minimal changeovers | Hydraulic | Lower initial investment, unlimited force capacity |
| Over 60% thin-gauge or high-precision parts, frequent setups | Electric | 35% faster cycle times, micron-level accuracy |
| 20–60% mixed workload with unpredictable demand | Hybrid | Combines accuracy and power, 15–50% lower operating costs |
Quick ROI Evaluation – 10 Minutes or Less
Hybrids deliver a well-executed engineering balance: they provide full-force reliability when sheer tonnage is needed, and fine servo control when precision drives value. They’re especially beneficial for shops that operate between diverse job types and predictable production schedules—the largest segment in the market.
Begin with the question most salespeople hope you won’t ask: “Show me performance data for my parts.” Not generic numbers, not marketing samples—your 2 mm aluminum Z‑bend, your 5 mm steel channel. The moment they have to demonstrate results for your specific geometry, the ambiguity disappears. Electric machine reps may eagerly showcase a 10‑second bend versus 15 seconds on hydraulics; hydraulic reps might quickly pivot to talking about “duty cycle” or “robust build quality.” That shift in their tone or focus is your first clue—you’re now discussing real-world performance, not theoretical categories.
Just three questions can reveal whether you’re truly buying power, precision, or throughput—and whether the added cost is justified.
Hydraulic presses answer this question decisively—high tonnage is exactly what they’re built for. Electric machines start to hedge, and if the pitch drifts into talk of “cooling capacity,” you’ve reached their practical force limit. That limit is real: once you’re above roughly 300 tons, electrics lose their edge, and hybrids or full hydraulics take over. The takeaway is straightforward: if your shop regularly runs long, high‑tonnage shifts, any vague or conditional answer is a warning sign for thermal derating and blown delivery schedules.
Electric machines hold ±0.01 mm because servos stay consistent whether your shop is cool or sweltering. Hydraulics don’t—they shift as the oil warms, and that drift shows up fast as ±0.02–0.05 mm scrap. What you’re really asking is simple: do you want a machine that adapts to your environment, or one you’ll be tuning and correcting all day?
Electrics cut energy consumption roughly in half and eliminate oil‑related maintenance, but their servos can be expensive when repairs come due. Hydraulics cost more to run—both in electricity and oil—but they’re easier to service in the field. When a rep says “it depends,” they’re checking whether you understand your actual runtime. If you run long hours with frequent changeovers, the economics tilt toward electric. If you’re pushing heavy steel nonstop, the service simplicity of hydraulics usually wins out.
Red flags matter as much as the answers themselves. “Customizable” often means they lack proven benchmarks. “Comparable to electric” usually masks accuracy drift. “Our cooling system is robust” is code for cycle slowdowns. All these evasions point to the same truth: the machine isn’t a real fit for your part mix—they’re just hoping you’ll overlook it.
The smartest next step is the one most shops skip: head back to your floor, grab a real production part, and take it to the demo. Because the moment the tooling hits your material, the decision becomes obvious—the machine that bends your part best is the one that will actually earn its keep.


















