

Der Hydraulikstempel fällt schneller als gewöhnlich – nur um den Bruchteil einer Sekunde –, doch das Geräusch lässt keinen Zweifel: ein harter, metallischer Schlag, der jeden Bediener auf dem Boden einfrieren lässt. Bis das Gehirn begreift, was die Ohren gehört haben, hat sich das Werkstück bereits vom Werkzeug gelöst. Jemand auf der gegenüberliegenden Seite drückt den Not-Aus. Das zuvor fixierte Blech wird zu einem fliegenden Projektil. Bei einer Abkantpresse bedeutet “zu schnell” nicht einfach Geschwindigkeit – sondern den Kontrollverlust über ein System, das in einem Augenblick mehrere Tonnen Kraft entfalten kann.

Viele Bediener glauben, dass die einzige Gefahrenzone dort ist, wo der Stempel auf die Matrize trifft – der Quetschpunkt. Doch fast die Hälfte aller Biegeunfälle passiert genau dort, und zwar genau dann, wenn jeder annimmt, die Maschine laufe normal. Der Unterschied zwischen sicher und katastrophal beträgt etwa 14 Millimeter – der zusätzliche Weg, den ein nicht konformer Hydraulikstempel nach dem Auslösen einer Lichtschranke zurücklegt. Dieser kleine Drift kann eine Schutzmaßnahme in eine Gefahr verwandeln. Wenn Sie die Bremswege Ihrer Maschine noch nie durch echte Messungen überprüft haben, haben Sie ihre Sicherheit noch nicht wirklich bestätigt – egal, wie reibungslos sie läuft.
Im Jahr 2023 verlor ein Bediener sein Leben, als eine Hochzugstahlplatte während des Biegens brach und mit so viel Kraft nach oben schoss, dass sie die Deckenplatten durchbohrte. Dies ist ein Versagensmuster, das immer wieder auftritt, wenn die Stempelkraft oder -geschwindigkeit das übersteigt, was das Material verkraften kann – ein gewaltsames “Hochpeitschen”, das gespeicherte Spannung in tödlichen Schwung umwandelt. Selbst beim routinemäßigen Luftbiegen können hochfeste Legierungen zu kinetischen Geschossen werden, wenn Absenkgeschwindigkeit oder Stoppzeit außerhalb der Spezifikation liegen.
Ermüdung verstärkt die Gefahr. Die Reaktionszeit eines müden Bedieners kann sich um bis zu 30 Prozent verlangsamen – die Hände verbleiben eine halbe Sekunde zu lange unter der Matrize oder greifen für eine kleine Einstellung über die Schutzvorrichtung hinweg. Und in fast neun von zehn von der OSHA beanstandeten Verstößen wurden Sicherheitseinrichtungen absichtlich umgangen – fälschlicherweise im Glauben, dass die Produktionsgeschwindigkeit davon abhängt. Diese Denkweise übersieht die wirklich entscheidende Zahl: 368 von der US‑Arbeitsbehörde jährlich erfasste Amputationen durch Abkantpressen – eine Zahl, die das tatsächliche Ausmaß wahrscheinlich unterschätzt.
Es mag kontraintuitiv erscheinen, aber die sicherheitsbewusstesten Werkstätten biegen Teile tatsächlich schneller – nicht langsamer. Die Spitzenbetriebe testen konsequent die Bremswege, sichern seitliche und hintere Schutzvorrichtungen und setzen strenge Anti-Umgehungsregeln durch, erreichen über 90 % Gesamtanlageneffektivität und halten die Vorfälle nahezu bei null. Ihr Erfolg ist kein Zufall; er beruht auf sorgfältig beherrschter Physik. Wenn der Stempel mit der richtigen Geschwindigkeit abfährt, ist das Geräusch auf dem Boden Präzision in Aktion – kein Warnsignal. Jedes andere Geräusch könnte eines sein, das Sie nur ein einziges Mal hören.
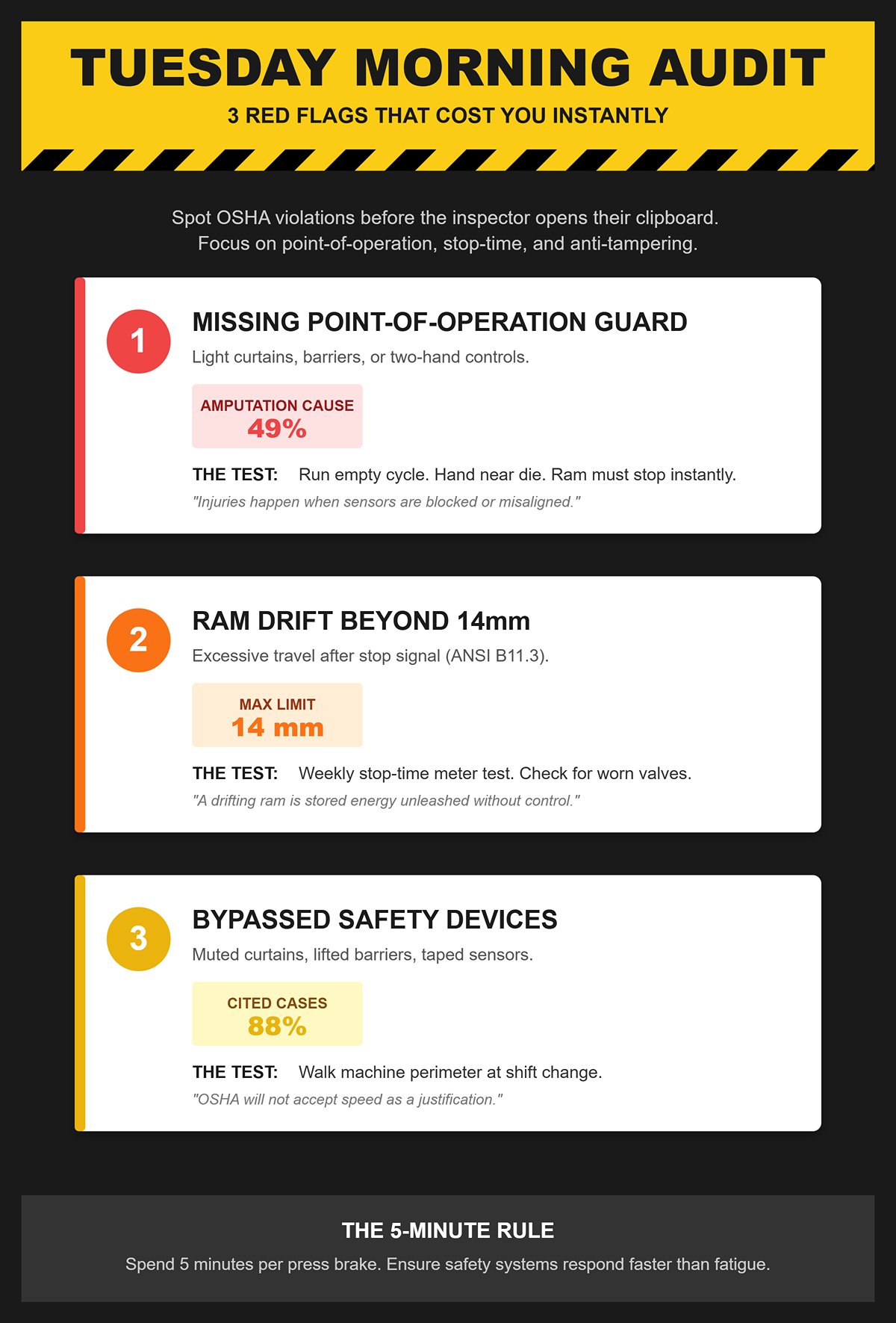
Machen Sie am Dienstagmorgen einen Rundgang durch die Werkstatt, und Sie erkennen die ersten drei Verstöße, die ein OSHA‑Inspektor aufschreiben wird – oft bevor er überhaupt sein Klemmbrett geöffnet hat. Dies sind keine obskuren technischen Details; sie sind innerhalb von Sekunden sichtbar, wenn man weiß, worauf man achten muss. Jedes Warnsignal weist auf ein Versagen in derselben kritischen Sicherheitskette hin: Bedienkontrolle an der Gefahrenstelle, zuverlässige Stoppzeiten und Schutzvorrichtungen, die nicht manipuliert werden können.
Rotes Warnsignal 1: Fehlender Schutz an der Gefahrenstelle
Wenn die Lichtschranke, die Schutzbarriere oder die Zweihand‑Steuerung einer Abkantpresse den Handzugang in den Quetschpunkt zwischen Stempel und Matrize nicht physisch oder elektronisch blockiert, müssen Sie mit einer sofortigen Beanstandung rechnen. Die Daten des US‑Arbeitsministeriums zeigen, dass 49 % der Amputationen an Abkantpressen auf genau dieses Versäumnis zurückgehen. Prüfer testen so, wie Sie es sollten: Führen Sie einen Leerlaufzyklus mit einer Hand nahe (aber außerhalb) des Matrizenbereichs aus. Stoppt der Stempel nicht sofort, befinden Sie sich bereits im Verstoß. Die Geldstrafe ist unangenehm, aber die Gefahr ist schlimmer – Verletzungen passieren, wenn Sensoren blockiert, falsch ausgerichtet oder aus Bequemlichkeit umgangen werden.
Rotes Warnsignal 2: Stempeldrift über 14 mm nach Stoppsignal
ANSI B11.3 setzt eine klare Grenze: Sobald die Lichtschranke oder Verriegelung auslöst, muss der Stempel mit höchstens 14 mm restlichem Weg anhalten. Ältere Hydraulikmaschinen, die durch klemmende Ventile oder verschlissene Steuerkomponenten verlangsamt werden, fallen hier oft durch. Auditoren nutzen Stoppzeitmessgeräte – und Ihre Vorgesetzten sollten das ebenfalls tun. Testen Sie die Bewegung des Stempels wöchentlich im Leerlauf – wenn er nach dem Stoppsignal mehr als eine Fingerbreite weiterfällt, fahren Sie ihn herunter und warten Sie die Steuerung. Das Ignorieren lädt nicht nur zu einer “schweren” Beanstandung ein, sondern birgt auch das Risiko eines tödlichen Auswurfs, da ein driftender Stempel gespeicherte Energie unkontrolliert freisetzt.
Rotes Warnsignal 3: Umgangene oder deaktivierte Sicherheitseinrichtungen
In 88 % der beanstandeten Fälle werden Maschinenschutzeinrichtungen absichtlich außer Kraft gesetzt – Lichtschranken stummgeschaltet, seitliche Barrieren hochgeklappt, Fußpedale ungeschützt gelassen. Diese Verstöße treten oft mitten in der Woche auf, wenn Ermüdung und Produktionsdruck ihren Höhepunkt erreichen. Die einfachste Vorbeugung: Gehen Sie während der Schichtwechsel den gesamten Maschinenumfang ab und achten Sie auf fehlende Schutzvorrichtungen oder abgeklebt Sensoren. Bediener streben in der Regel nach Effizienz, nicht nach Schaden, doch OSHA akzeptiert Geschwindigkeit nicht als Rechtfertigung. Ein Audit‑Protokoll, das Systemüberbrückungen zeigt, genügt für eine sofortige Geldstrafe.
Ein strukturiertes “Dienstags‑Audit” kann potenzielle Geldstrafen in Nicht‑Probleme verwandeln. Nehmen Sie sich fünf Minuten pro Abkantpresse, führen Sie drei gezielte Prüfungen durch und befolgen Sie ein Kernprinzip: Jedes Sicherheitssystem muss schneller reagieren, als Ermüdung das Urteilsvermögen beeinträchtigen kann. Führende Einrichtungen untermauern dies mit belastbaren Daten – aufgezeichnete Stoppzeittests, dokumentierte Sicherheitsverifikationen und null unwillkommene Überraschungen bei Inspektorenbesuchen.
Einer der gefährlichsten Mythen im Betrieb von Abkantpressen ist, dass Geschwindigkeitssteigerung – insbesondere bei älteren Hydraulikeinheiten – ein unkomplizierter Produktivitätsschub sei. In Wirklichkeit können dadurch schneller Gefahren entstehen, als die Zykluszeit verkürzt wird. Laut Daten des US‑Arbeitsministeriums gibt es jährlich 368 Abkantpresse‑bedingte Amputationen, von denen fast die Hälfte entsteht, wenn Bediener während des Biegens in den Bereich zwischen Stempel und Matrize greifen. Wenn mechanische Bremswege ignoriert werden, wird ein sogenanntes “Upgrade” schnell zu Selbstsabotage.

Hydraulikpressen, die vor den aktuellen Stoppzeitstandards gebaut wurden, erfordern oft Lichtschranken oder laserbasierte AOPDs (aktive opto‑elektronische Schutzvorrichtungen), die zwei bis drei Fuß von der Gefahrenstelle entfernt positioniert sind. Dies ist kein übertriebener Abstand – er basiert auf Berechnungen. ANSI B11.3 und B11.19 definieren sichere Annäherungsdistanzen basierend auf Stempelverzögerungsraten. Ist die Stoppzeit zu langsam, müssen Sensoren weiter entfernt platziert werden, um zu gewährleisten, dass niemand eingreifen kann, bevor der Stempel anhält. Geschwindigkeitssteigerungen ohne entsprechende Verbesserungen der Stoppzeit zwingen Bediener dazu, Stummschaltungen oder Maskierungsmodi zu verwenden, nur um Schritt zu halten – und reißen so die Sicherheitsbarriere ein, was zu OSHA‑Verstößen führt. In 88 % schwerer Schutzverletzungen haben Inspektoren die Ursache auf absichtliche Umgehungen zur Steigerung der Leistung zurückgeführt.
Der tödliche Auswurfunfall vom März 2023 ist eine deutliche Erinnerung daran, dass Geschwindigkeitsanpassungen strenge technische Planung erfordern und nicht nur ein paar Zeilen neuen Codes. In diesem Fall brach ein 10 mm starkes Hochzugstahl‑Werkstück während eines beschleunigten Zyklus und wurde mit tödlicher Geschwindigkeit herausgeschleudert – erschreckend ähnlich zu einem Projektil‑Todesfall im Jahr 2005. Dies sind keine zufälligen “Freak”-Ereignisse. Das Erhöhen der Hubzahl verstärkt die kinetische Energie in spröden oder ultrastarken Materialien und verwandelt die Biegestation faktisch in eine Abschussvorrichtung. Die Gefahr durch umherfliegende Teile ist von Quetschrisiken zu unterscheiden und erfordert Eindämmungslösungen – wie Fangvorrichtungen, Seitenbarrieren und Überweg‑Überwachung – weit über die Standard‑Sicherheitsmaßnahmen hinaus, die die meisten Werke für Routinebiegearbeiten vorsehen.
Fortschrittliche Einrichtungen zeigen einen sichereren, bewährten Ansatz: die Kombination physischer Barrieren nach den OSHA‑ und ANSI‑Tabellen für Schutzöffnungen mit AOPDs zur Echtzeit‑Überwachung, die die Stempelbewegung kontinuierlich verfolgen. Integrierte automatische Hubstopp‑Systeme – wie in Sentinel‑Plus‑Plattformen – stoppen die Presse sofort bei hydraulischem Überweg, verhindern Projektilgefahren und ermöglichen es den Bedienern, nahe genug für komfortables Handling zu bleiben. Die Zahlen sprechen für sich: Betriebe der Leistungsspitze erreichen etwa 90 % Gesamtanlageneffektivität (OEE) mit nahezu keinen Sicherheitsvorfällen und opfern nur etwa 2 % Kapazität für Sicherheitspausen. Im Gegensatz dazu müssen Betriebe ohne diese Steuerungen etwa 14 % Ausfallzeit hinnehmen und erleiden eine verdreifachte Verletzungsrate.
Ermüdung verstärkt die Gefahr. Bediener in verlängerten Schichten können einen Rückgang der kognitiven Leistungsfähigkeit um bis zu 30 % erleben, was die Reaktionszeiten genau dann schwächt, wenn Präzisionssteuerung in der Nähe von Quetschpunkten oder schnell bewegenden Hinteranschlägen entscheidend ist. Höhere Geschwindigkeiten ohne Gegenmaßnahmen – wie verbesserte Schutzvorrichtungen, automatisierte Notstopps und Schichtpläne, die Ermüdung mindern – verwandeln einen potenziellen Produktivitätsgewinn in einen Verstärker für Risiken.
Die Erkenntnis ist eindeutig: Geschwindigkeit und Sicherheit müssen sich nicht ausschließen – vorausgesetzt, Upgrades basieren auf präzisen Stoppszeitmessungen, synchronisierten Erkennungssystemen und robusten Eindämmungsstrategien. Alles darunter lässt nichts gezähmt zurück; man hat lediglich eine schnellere, weniger verzeihende hydraulische Gefahr geschaffen.
Viele Hersteller installieren hastig Schutzvorrichtungen, Lichtgitter oder aktive optoelektronische Schutzvorrichtungen (AOPDs) und glauben, dass diese allein eine Abkantpresse sicher machen. Der kritische Fehler: Wenn die Stoppzeit der Maschine nicht schnell genug ist, müssen diese Vorrichtungen so weit von der Matrize platziert werden, dass die Bediener sie umgehen oder deaktivieren. Echte Sicherheit am Einsatzort beginnt mit der Bestätigung der Restbewegung nach Sensoraktivierung unter genau der Werkzeug-, Geschwindigkeits- und Schutzkonfiguration, die Sie in der Produktion verwenden werden.
Die Schlüsselfigur, die man sich merken sollte, beträgt 14 mm Resthub. Dies ist die Strecke, die der Stößel zurücklegt – vom Moment, in dem ein Sicherheitsgerät ausgelöst wird, bis zu dem Zeitpunkt, an dem jede abwärtsgerichtete Bewegung mit Quetschpotenzial vollständig gestoppt ist. Wenn diese Strecke 14 mm überschreitet, kann ein Anwesenheitssensor nicht legal oder effektiv nah an der Matrize platziert werden. In solchen Fällen müssen Sie entweder die Stoppleistung der Maschine verbessern oder einen anderen Schutzansatz wählen.
So wird es gemessen:
Wenn der Stoppweg 14 mm überschreitet, ist eine Nahbereichsanwesenheitserkennung keine Option, es sei denn, es werden Änderungen vorgenommen. Hier ist die Rangfolge der Korrekturmaßnahmen:
Das Übersehen von Stopp‑Distanz‑Messungen hat reale Konsequenzen. Ältere hydraulische Abkantpressen erfordern bei der Verwendung stationärer Lichtvorhänge oft Sicherheitsabstände von zwei bis drei Fuß – Lücken, die den Arbeitsablauf verlangsamen und Bediener dazu verleiten können, Schutzvorrichtungen zu umgehen. Eine Verbesserung der Stoppleistung verhindert nicht nur Verletzungen, sondern verringert auch die Abstände der Schutzvorrichtungen und macht moderne Sicherheitsmaßnahmen mit einer schnellen, effizienten Produktion kompatibel.
Zwei‑Minuten‑Sicherheits‑Checkliste:
Betrachten Sie es so: Bremsen kommen vor Airbags – ohne schnelles, zuverlässiges Anhalten können selbst die modernsten Sensoren Ihre Hände nicht schützen.
Die Arbeit an der Abkantpresse bedeutet nicht nur, das Metall zu kontrollieren – es geht um Timing, Koordination und das Verständnis, wie sich Stahl unter Belastung verhält. Die “Whip‑Up”‑Gefahr tritt auf, wenn ein langes oder schweres Blech plötzlich nach oben schnellt, sobald sich die Biegelinie verengt und gespeicherte elastische Energie in einer scharfen, heftigen Bewegung freisetzt. Es handelt sich nicht um einen unvorhersehbaren Unfall, sondern um eine vorhersehbare Wirkung, die entsteht, wenn Zugfestigkeit, Werkzeugauswahl und Stützeinrichtung nicht richtig aufeinander abgestimmt sind. Wenn das Werkstück nicht vollständig über seine Länge gestützt wird oder der Biegewinkel das Material über seine sicheren Grenzen hinaus treibt, ist Whip‑Up fast unvermeidlich.
In einem dokumentierten Vorfall brach eine 10 mm starke Hochfestplatte während des Luftbiegens und schoss in Richtung des Oberkörpers des Bedieners. Die Untersuchung zeigte drei zusammenhängende Fehler: ungleichmäßige Werkstückunterstützung, eine leichte Verzögerung der hydraulischen Stoppreaktion und die falsche Annahme, dass die Durchbiegung linear bleiben würde. Die Hände und der Körper des Bedieners befanden sich innerhalb des Schwenkradius – eine Gewohnheit aus Routine und dem Instinkt, den Arbeitsablauf im Rhythmus zu halten.
Um Whip‑Up zu verhindern, ohne den Arbeitsrhythmus zu verlieren, sind Stabilität und Nachführung entscheidend. Verstellbare Frontstützen oder servogesteuerte Hinteranschläge halten das Werkstück in einer stabilen Ebene und minimieren die Torsion, die Aufwärtsbewegungen verursacht. Bei langen Blechen hilft der Einsatz eines zweiten Bedieners oder eines motorisierten Mitläuferarms, Rückprallenergie abzufangen, Handgelenke zu schützen und den Impuls zu vermeiden, hineinzufassen. Diese Hilfseinrichtungen sollten sich mit dem Stößel synchron bewegen, anstatt statisch zu bleiben; andernfalls wird die Kraft beim flexibelsten Moment der Platte direkt auf den Bediener übertragen.
Konstante Sicherheit muss den Arbeitsfluss nicht unterbrechen – sie erfordert nur Präzision. Hydraulische Abkantpressen mit Echtzeit‑Stößelpositionssensoren können die Bewegung innerhalb von Millisekunden stoppen, wenn der Widerstand von den erwarteten Werten abweicht. Anders als herkömmliche Lichtvorhänge – oft mehrere Fuß entfernt und zu unbequemen Positionierungen zwingend – ermöglichen diese integrierten Systeme den Bedienern, natürlichen Rhythmus und Nähe zu bewahren, während sie die Bewegung sofort stoppen, wenn ein potenzieller Bruch ein bevorstehendes Whip‑Up vermuten lässt.
Die effektivsten Werkstätten vereinen mechanische Sicherheit mit klarer, koordinierter Teamarbeit. Ein leitender Bediener gibt das Tempo für Mehrpersonenbiegungen vor, ruft synchronisierte Hebe‑ und Rücksetzbewegungen aus, während alle auf Quetschpunkte achten. Dieser disziplinierte Rhythmus reduziert sowohl Ermüdung als auch verzögerte Reaktionen – den versteckten Faktor hinter fast zwanzig Prozent aller gemeldeten Abkantpressenvorfälle.
Die Erkenntnis ist einfach: Rhythmus untergräbt Sicherheit nicht – er zeigt, dass der Arbeitsvorgang unter Kontrolle ist. Wenn Presse, Werkstück und Bediener sich in einem stetigen, vorhersehbaren Takt bewegen, bleiben Biegungen sauber, Sensoren ruhig, und Whip‑Up hat keine Chance zu entstehen.
Die nächsten drei Tage entscheiden, ob Sicherheit ein gelebtes System wird oder nur ein weiteres Schlagwort bleibt. Jeder Abkantpressen‑Arbeitsplatz birgt inhärente Risiken – die 388 Amputationen des letzten Jahres beweisen das – aber Ihr 72‑Stunden‑Plan verändert Gewohnheiten lange, bevor jemals Knochen in Gefahr geraten.
Stunde 0–8: Das Fußpedal einfrieren. Beginnen Sie an der Quelle der Bewegung. Untersuchen Sie jedes Fußpedal auf fehlende Abdeckungen. Kennzeichnen und deaktivieren Sie alles Fragwürdige – ohne Ausnahmen. Ein Bediener verlor beide Hände, weil niemand anhielt, um eine zwanzig‑Dollar‑Abdeckung zu montieren. Machen Sie daraus eine Regel: keine Abdeckung, kein Zyklus. Fotografieren Sie gute und schlechte Beispiele und hängen Sie sie neben die Stechuhr. Visueller Beweis überdauert jedes Briefing.
Stunde 8–24: Messen Sie Ihre Stoppzeit. Die ANSI B11.3 verlangt, dass nach einer Sicherheitsauslösung nicht mehr als 14 Millimeter Hub verbleiben. Alles, was langsamer stoppt, erzwingt größere Abstände für Lichtvorhänge – eine offene Einladung zum Umgehen der Schutzvorrichtung. Verwenden Sie ein zertifiziertes Stoppzeitmessgerät und dokumentieren Sie die Ergebnisse für jede Bremse. Wenn eine Einheit nicht schnell genug stoppen kann, haben Sie “stille Ausfälle” aufgedeckt, die OSHA in 88% der Fälle als schwerwiegende Verstöße einstuft. Das Wissen um Ihre tatsächliche Stoppdistanz ersetzt Hoffnung durch belastbare Daten.
Stunde 24–48: Umgehungen als Kennzahlen erfassen. Bediener überbrücken Sensoren, um das Tempo zu halten – fast jeder fünfte Zyklus verbirgt eine Umgehung. Bringen Sie das ans Licht. Jedes Team hält am Schichtende eine kurze Rücksprache ab: “Haben wir heute etwas deaktiviert?” Jede protokollierte Umgehung ist ein frühzeitiger Indikator, kein Geständnis. Beginnen Sie, diese Ereignisse pro 1.000 Betriebsstunden zu erfassen. Überwachen Sie diese Rate so wie Sie Ausschuss überwachen. Wenn die Zahl der Umgehungen sinkt, steigt die Betriebszeit typischerweise innerhalb von zwei Wochen – Spitzenleistungen beweisen täglich das Paradox: Sicherheit treibt Geschwindigkeit.
Stunde 48–72: Weisen Sie das Mikro‑Teil‑Paar zu. Kleine Teile bringen Finger gefährlich nahe an das Werkzeug. Weisen Sie jedem Kurzlaufauftrag ein Zwei‑Personen‑Team zu – der eine bedient das Teil, der andere das Pedal. Rotation verhindert Ermüdung, und Koordination verhindert Chaos. Dokumentieren Sie, wer die Aufsicht über Kleinteile trägt, bevor am Freitag ausgestempelt wird.
Am Ende von 72 Stunden haben Sie vier wesentliche Punkte umgesetzt: jedes Pedal geschützt, jede Stoppzeit bestätigt, jede Umgehung erfasst und jede Kleinteilarbeit eindeutig zugewiesen. Nichts davon erfordert neue Ausrüstung – nur Engagement.
Sie haben diese Reise begonnen, in der Hoffnung, die Produktivität nicht zum Stillstand zu bringen. Jetzt ist klar: Das System ist nicht sicher weil es die Arbeit verlangsamt – es ist sicher, weil jede Bewegung, jeder Datenpunkt, jeder kurze Halt bewusst erfasst und verstanden wird. In diesen stillen vierzehn Millimetern der Pause finden Präzision und Umsicht endlich denselben Rhythmus.


















