

Hidrolik koç normalden biraz daha hızlı—sadece bir saniyenin küçük bir kesri—düşer ama çıkan ses hiçbir şüphe bırakmaz: zemindeki her operatörü donduran sert bir metal çatlama sesi. Beyin kulağın duyduklarını yakalayana kadar, parça kalıptan çoktan kopmuştur. Karşı koridorda biri acil durdurmaya basar. Bir zamanlar sabitlenmiş levha uçan bir mermiye dönüşür. Bir abkant presinde “fazla hızlı” olmak hızla ilgili değildir—birkaç ton kuvveti anında uygulayabilen bir sistemin kontrolünü kaybetmekle ilgilidir.

Birçok operatör tehlike bölgesinin yalnızca zımba ile kalıbın buluştuğu yerde—sıkışma noktasında—olduğunu düşünür. Ancak tüm bükme yaralanmalarının neredeyse yarısı tam da burada, herkesin makinenin normal çalıştığını varsaydığı anda gerçekleşir. Güvenli ile felaket arasındaki fark yaklaşık 14 mm’dir—hafif perde hareket algıladıktan sonra uyumsuz bir hidrolik koçun yaptığı ekstra hareket. Bu küçük kayma bir güvenlik önlemini tehlikeye dönüştürebilir. Frenin durma mesafesini gerçek ölçümlerde hiç doğrulamadıysanız, makinenizin güvenliğini gerçekten onaylamamışsınız demektir—ne kadar düzgün çalışıyor görünse de.
2023“te bir operatör, yüksek çekme dayanımlı bir çelik levha bükme ortasında kırılıp tavandaki panelleri delecek kadar güçlü şekilde yukarı fırladığında hayatını kaybetti. Bu, koç hızı malzemenin kaldırabileceği sınırı aştığında defalarca görülen bir arıza biçimidir—biriken gerilimi ölümcül hareket enerjisine dönüştüren şiddetli bir ”kamçı gibi fırlama” olayı. Standart hava bükmede bile, yüksek mukavemetli alaşımlar düşme hızı veya durma süresi spesifikasyon dışına çıktığında kinetik mermilere dönüşebilir.
Yorgunluk tehlikeyi artırır. Yorgun bir operatörün tepki süresi ’a kadar yavaşlayabilir, elleri kalıbın altında yarım saniye fazla kalabilir veya ufak bir ayarlama için korumanın ötesine uzanabilir. Ve OSHA tarafından alıntılanan ihlallerin neredeyse on tanesinden dokuzunda, üretim hızının buna bağlı olduğu yanlış inancıyla güvenlik cihazları kasten devre dışı bırakılmıştır. Bu zihniyet gerçekte önemli olan rakamı göz ardı eder: ABD Çalışma Bakanlığı’nın her yıl kaydettiği 368 abkant pres ampütasyonu—ki bu sayı muhtemelen gerçek zararı olduğundan az gösterir.
Ters görünebilir ama en güvenlik odaklı atölyeler aslında parçaları daha hızlı büker—daha yavaş değil. En iyi performans gösterenler durma mesafelerini sürekli test eder, yan ve arka korumaları kilitler, sıkı anti-bypass kuralları uygular, ’ın üzerinde Genel Ekipman Etkinliği (OEE) elde ederken olayları sıfıra yakın tutar. Başarıları şansa bağlı değildir; bu, dikkatle kontrol edilen fiziğin sonucudur. Koç doğru hızda indiğinde zemindeki ses çalışmanın hassasiyetidir—bir uyarı değil. Bunun dışında başka bir ses, yalnızca bir kez duyma şansınız olan bir ses olabilir.
Bir salı sabahı atölyede yürüyün ve OSHA müfettişinin yazacağı ilk üç ihlali, daha dosyasını bile açmadan fark edebilirsiniz. Bunlar karmaşık teknik ayrıntılar değildir; işaretleri biliyorsanız birkaç saniye içinde görünürler. Her kırmızı bayrak aynı kritik güvenlik zincirindeki bir arızaya işaret eder: operasyon noktasında kontrol, güvenilir durma zamanı performansı ve kurcalanamaz koruma.
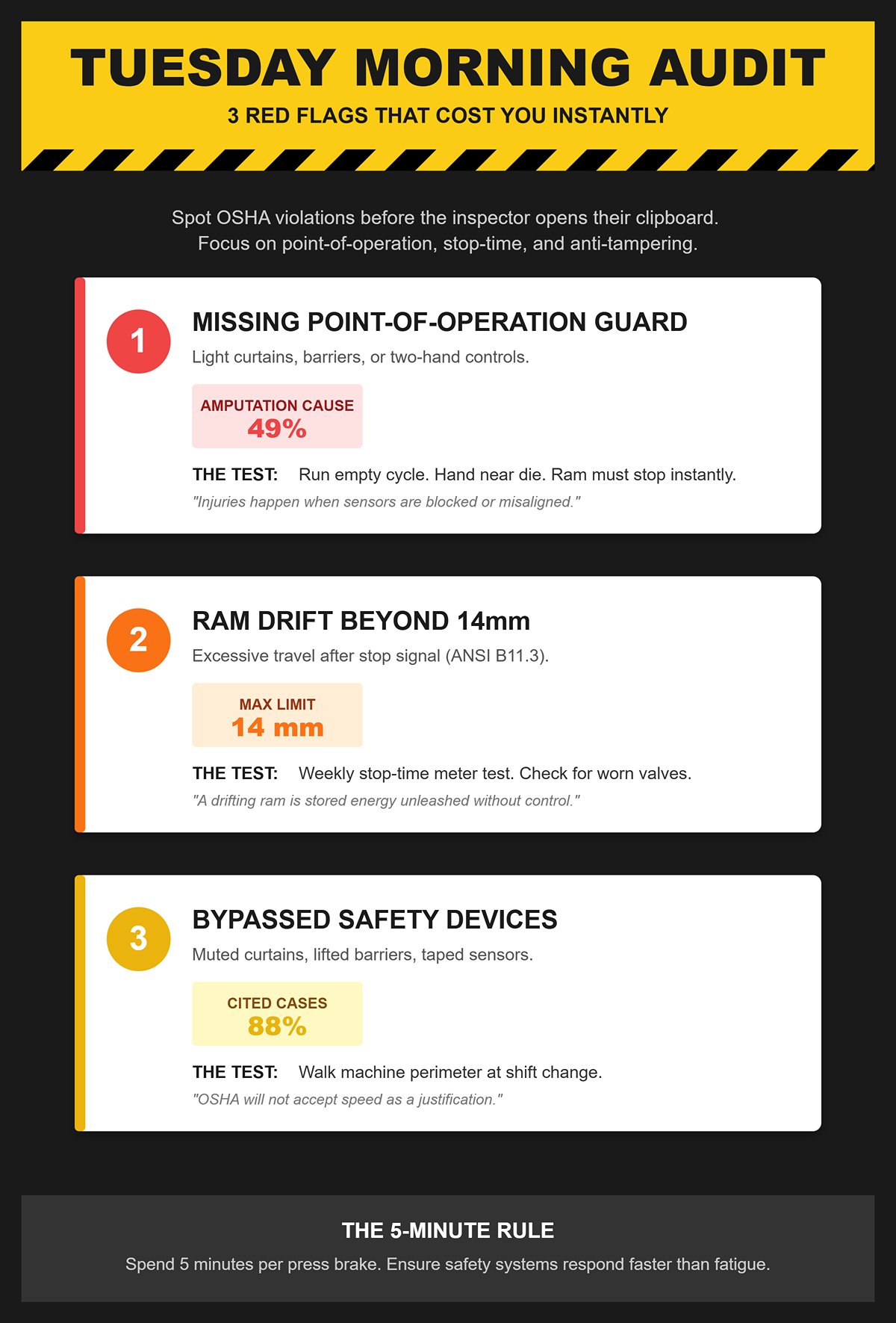
Kırmızı Bayrak #1: Operasyon Noktası Korumasının Eksikliği
Bir abkant presin ışık perdesi, güvenlik bariyeri veya iki el kumandası, zımba ile kalıp arasındaki sıkışma noktasına elin fiziksel veya elektronik olarak girmesini engellemezse, hemen verilecek bir ceza bekleyebilirsiniz. ABD Çalışma Bakanlığı verileri, abkant pres ampütasyonlarının ’unun bu tek ihmale dayandığını gösteriyor. Müfettişler sizin de yapmanız gerektiği gibi test eder: kalıp alanının yanına (ama dışına) konumlandırılmış bir elle boş bir döngü çalıştırın. Koç anında durmazsa, şimdiden ihlal içindesiniz. Ceza can sıkıcıdır ama tehlike daha kötü—sensörler engellendiğinde, yanlış hizalandığında veya rahatlık için devre dışı bırakıldığında yaralanmalar olur.
Kırmızı Bayrak #2: Dur Sinyalinden Sonra 14 mm’den Fazla Koç Kayması
ANSI B11.3 net bir sınır koyar: ışık perdesi veya kilit mekanizması devreye girdikten sonra koçun durana kadar en fazla 14 mm’lik hareketi kalmalıdır. Yaşlanan hidrolik makineler, yapışkan valfler veya aşınmış kontrol bileşenlerinin yavaşlatmasıyla burada sıkça başarısız olur. Denetçiler durma zamanı ölçerlerini kullanır ve amirleriniz de kullanmalıdır. Koçun hareketini haftalık olarak boş döngüde test edin—dur sinyalinden sonra parmak genişliğinden fazla düşerse makineyi durdurun ve kontrolleri bakım yapın. Bunu ihmal etmek yalnızca “ciddi” bir ceza daveti değil, aynı zamanda ölümcül bir fırlatma riskidir, çünkü kayan bir koç kontrolsüz şekilde serbest kalan depolanmış enerjidir.
Kırmızı Bayrak #3: Güvenlik Cihazlarının Atlanması veya Devre Dışı Bırakılması
Alıntılanan vakaların ’inde makine korumaları kasıtlı olarak devre dışı bırakılmıştır—ışık perdeleri susturulmuş, yan bariyerler kaldırılmış, ayak pedalları açık bırakılmış. Bu ihmaller genellikle haftanın ortasında, yorgunluk ve üretim baskısının zirve yaptığı zamanlarda ortaya çıkar. En basit önlem: vardiya değişimlerinde tüm makine çevresinde yürüyün ve eksik korumaları veya bantlanmış sensörleri not edin. Operatörler genellikle verimlilik peşindedir, zarar peşinde değil, ama OSHA hızı bir gerekçe olarak kabul etmez. Sistem geçersiz kılmalarını gösteren denetim kaydı anında ceza için yeterlidir.
Yapılandırılmış bir “Salı Denetimi” potansiyel cezaları önemsiz hale getirebilir. Her abkant prese beş dakika ayırın, üç hedef kontrol gerçekleştirin ve tek bir temel ilkeye uyun: her güvenlik sistemi, yorgunluğun yargıyı zayıflatabileceği hızdan daha hızlı yanıt vermelidir. Önde gelen tesisler bunu somut verilerle destekler—kaydedilen durma zamanı testleri, belgelenmiş koruma doğrulamaları ve denetçiler geldiğinde istenmeyen sürprizlerin sıfır olması.
Abkant pres kullanımındaki en tehlikeli efsanelerden biri, özellikle eski hidrolik ünitelerde hızın artırılmasının basit bir verimlilik kazancı olduğudur. Gerçekte, bu, çevrim sürelerini kısaltmaktan daha hızlı şekilde tehlike yaratabilir. ABD Çalışma Bakanlığı verilerine göre, her yıl 368 abkant prese bağlı ampütasyon vakası vardır, neredeyse yarısı operatörlerin bükme sırasında zımba‑kalıp bölgesine elini uzatmasıyla oluşur. Mekanik durma mesafelerini görmezden gelirseniz, sözde “yükseltme” hızla kendi kendini sabote etme eylemine dönüşür.

Mevcut durma zamanı standartlarından önce üretilmiş hidrolik presler genellikle ışık perdelerinin veya lazer tabanlı AOPD’lerin (aktif opto‑elektronik koruma cihazları) operasyon noktasından iki ila üç fit uzaklığa yerleştirilmesini gerektirir. Bu aşırı değildir—hesaplamaya dayanır. ANSI B11.3 ve B11.19 güvenli yaklaşım mesafelerini koç yavaşlama hızlarına göre tanımlar. Durma süresi çok yavaşsa, koç durmadan önce kimsenin müdahale edememesi için sensörler daha uzağa yerleştirilmelidir. Durma zamanı iyileştirmeleri olmadan hız artışları, operatörleri yalnızca yetişmek amacıyla susturma veya körleme modlarını kullanmaya zorlar, güvenlik korumasını bozar ve OSHA ihlallerine zemin hazırlar. Ciddi koruma ihlallerinin ’inde müfettişler, üretimi artırma amacıyla kasıtlı olarak yapılan bypass'ları kök neden olarak tespit etmiştir.
Mart 2023“teki ölümcül fırlatma olayı, hız ayarlamalarının yalnızca birkaç satır yeni kodla değil, titiz mühendislikle yapılması gerektiğini çarpıcı şekilde hatırlatır. Bu olayda, hızlandırılmış bir çevrim sırasında 10 mm yüksek çekme dayanımlı çelik iş parçası bükme ortasında kırılmış ve ölümcül hızla fırlamış—2005”teki benzer bir mermi kaynaklı ölümle ürkütücü şekilde benzer. Bunlar rastgele “şanssız” olaylar değildir. Vuruş hızlarını artırmak, kırılgan veya ultra güçlü malzemelerde biriken kinetik enerjiyi büyütür ve bükme istasyonunu tam anlamıyla bir fırlatma mekanizmasına dönüştürür. Uçan parçaların tehlikesi, ezilme riskinden ayrıdır ve standart güvenlik önlemlerinin ötesinde—yakalama korumaları, yan bariyerler ve aşırı hareket izleme gibi—kapsama çözümleri gerektirir.
Öncü tesisler, OSHA ve ANSI koruma açıklığı tablolarına uygun boyutlarda fiziksel bariyer kullanımını, koç hareketini sürekli izleyen gerçek zamanlı takip AOPD'leri ile birleştirerek daha güvenli, kanıtlanmış bir yaklaşım sergiler. Sentinel Plus platformlarında bulunan entegre otomatik vuruş-durdurma sistemleri, hidrolik aşırı hareket durumunda presi anında durdurarak mermi risklerini önlerken operatörlerin rahatça çalışabileceği kadar yakın kalmasını sağlar. Rakamlar durumu açıklar: en üst performans dilimindeki tesisler yaklaşık Genel Ekipman Etkinliği (OEE) elde ederken hemen hiç güvenlik olayı yaşamaz, güvenlik duraklamalarına yalnızca %2 kapasite feda eder. Buna karşılık, bu kontrolleri olmayan işletmeler yaklaşık durma süresi ve üç kat daha fazla yaralanma oranına katlanır.
Yorgunluk tehlikeyi katlar. Uzun vardiyalarda çalışan operatörler, bilişsel performansta ’a kadar düşüş yaşayabilir; bu da, parmak sıkışma noktaları veya hızla hareket eden geri ölçülere yakın hassas kontrolün kritik olduğu anlarda tepki sürelerini zayıflatır. Artan hızları, geliştirilmiş korumalar, otomatik acil durdurmalar ve yorgunluğu azaltan vardiya tasarımları gibi önlemler olmadan uygulamak, potansiyel bir verimlilik artışını riskin büyütücüsüne dönüştürür.
Mesaj açıktır: hız ve güvenlik birbirinin karşıtı olmak zorunda değildir — tabii ki yükseltmeler doğru durma süresi ölçümlerine, senkronize algılama sistemlerine ve sağlam koruma stratejilerine dayandırıldığı sürece. Bunların herhangi birinin eksikliği, sizi dizginlenmiş bir sistemle değil, sadece daha hızlı ve daha affetmez bir hidrolik tehlikeyle baş başa bırakır.
Birçok üretici, yalnızca koruyucular, ışık perdeleri veya Aktif Opto-elektronik Koruyucu Cihazlar (AOPD’ler) takmanın bir pres freni güvenli hâle getirdiğine inanarak kurulumda acele eder. Ancak kritik bir gözden kaçırma vardır: makinenin durma performansı yeterince hızlı değilse, bu cihazlar kalıptan o kadar uzağa yerleştirilmelidir ki operatörler onları devre dışı bırakmaya veya atlatmaya başlar. Gerçek operasyon noktası güvenliği, aşağıdakinin doğrulanmasıyla başlar: sensör etkinleştikten sonra kalan durma mesafesi üretimde kullanacağınız tam kalıp, çalışma hızı ve koruma konfigürasyonu altında.
Hatırlanması gereken ana rakam: 14 mm kalıntı stroku. Bu, bir güvenlik koruması tetiklendiği andan, ezme hareketi oluşturabilecek tüm aşağı yönlü hareketin tamamen durduğu ana kadar ram’in kat ettiği mesafedir. Bu mesafe 14 mm’yi aşarsa, varlık algılama cihazı yasal veya etkili biçimde kalıba yakın yerleştirilemez. Bu durumda ya makinenin durma performansını iyileştirmeniz ya da farklı bir güvenlik koruma yaklaşımı benimsemeniz gerekir.
Nasıl Ölçülür:
Eğer durma mesafesi 14 mm’yi aşıyorsa, değişiklik yapılmadıkça yakın mesafe varlık algılama seçeneği yoktur. Düzeltici eylem hiyerarşisi şöyledir:
Durma mesafesi ölçümlerini göz ardı etmenin gerçek maliyetleri vardır. Eski hidrolik abkant presleri, sabit ışık perdeleri kullanıldığında genellikle iki ila üç fit güvenlik boşluğu gerektirir — bu boşluklar iş akışını yavaşlatır ve operatörleri güvenlik sistemlerini devre dışı bırakmaya teşvik eder. Durma performansını artırmak yalnızca yaralanmaları önlemekle kalmaz, aynı zamanda koruma mesafelerini de azaltarak modern güvenlik önlemlerini hızlı, verimli üretimle uyumlu hale getirir.
İki Dakikalık Güvenlik Bandı Kontrol Listesi:
Böyle düşünün: frenler hava yastıklarından önce gelir — hızlı ve güvenilir bir durma olmadan, en gelişmiş sensörler bile ellerinizi koruyamaz.
Abkant presle çalışmak yalnızca metali kontrol etmekle ilgili değildir — zamanlama, koordinasyon ve çeliğin stres altındaki davranışını anlamakla ilgilidir. “Yukarı fırlama” tehlikesi, uzun veya ağır bir sac, bükme hattı sıkışırken depolanmış elastik enerjiyi keskin ve ani bir hareketle serbest bırakarak yukarı doğru fırladığında ortaya çıkar. Bu öngörülemeyen bir kaza değil, çekme mukavemeti, kalıp seçimi ve destek kurulumunun uyumsuzluğuyla oluşan öngörülebilir bir etkidir. Parça uzunluğu boyunca tam olarak desteklenmiyorsa veya bükme açısı malzemeyi güvenli sınırlarının ötesine itiyorsa, yukarı fırlama neredeyse kaçınılmazdır.
Kaydedilen bir olayda, 10 mm yüksek çekme dayanımlı bir plaka hava bükme sırasında kırılmış ve operatörün gövdesine doğru fırlamıştır. Soruşturma üç bağlantılı hatayı ortaya koymuştur: parça desteğinin dengesiz olması, hidrolik durdurma tepkisinde hafif bir gecikme ve sehim davranışının doğrusal kalacağına dair yanlış bir varsayım. Operatörün el ve vücudu salınım yarıçapı içindeydi — bu, ritmi koruma içgüdüsüyle birleşen tekrar alışkanlığından doğmuş bir davranıştı.
İş akışı ritmini kaybetmeden yukarı fırlamayı önlemek için istikrar ve eşzamanlı hareket anahtardır. Ayarlanabilir ön destekler veya servo kontrollü arka dayamalar, yukarı yönlü harekete neden olan burulmayı en aza indirerek işi sabit bir düzlemde tutar. Uzun levhalarda, ikinci bir operatör veya güç destekli takip kolu kullanmak, geri tepme enerjisini emmeye yardımcı olur, bilekleri korur ve içeriye uzanma dürtüsünü ortadan kaldırır. Bu yardımcılar, sabit kalmak yerine koçla senkronize hareket etmelidir; aksi halde kuvvet, sacın en esnek anında operatöre geri yansır.
Tutarlı güvenlik, iş akışını kesintiye uğratmak zorunda değildir — yalnızca hassasiyet gerektirir. Gerçek zamanlı koç konum sensörleriyle donatılmış hidrolik abkant presler, direnç beklenen değerlerden saparsa hareketi milisaniyeler içinde durdurabilir. Genellikle birkaç fit uzağa yerleştirilen ve rahatsız edici konumlara neden olan geleneksel ışık perdelerinin aksine, bu entegre sistemler, potansiyel bir kırılma yaklaşırken yukarı fırlama tehlikesini algılayıp hareketi anında durdurarak operatörlerin doğal ritim ve yakınlığı korumasına olanak tanır.
En etkili atölyeler, mekanik güvenliği açık ve koordineli ekip çalışmasıyla birleştirir. Bir baş operatör, çok kişili bükmelerde tempoyu belirler, senkronize kaldırma ve sıfırlama komutlarını verirken herkes sıkışma noktalarına odaklanır. Bu disiplinli tempo, hem yorgunluğu hem de gecikmiş tepkileri azaltır — bildirilen tüm abkant pres kazalarının yaklaşık yüzde yirmisinin arkasındaki gizli etkendir.
Sonuç açıktır: ritim güvenliği zayıflatmaz — operasyonun kontrol altında olduğunu gösterir. Pres, iş parçası ve operatörler sabit, öngörülebilir bir uyum içinde hareket ettiğinde, bükümler düzgün olur, sensörler sessiz kalır ve yukarı fırlama şansı bile bulamaz.
Önümüzdeki üç gün, güvenliğin gerçekten yaşayarak uygulanan bir sistem mi yoksa sadece bir slogan mı olacağını belirleyecek. Her abkant pres atölyesi doğal riskler taşır — geçen yılın 388 ampütasyonu bunu kanıtlıyor — ancak sizin 72 saatlik planınız, kemikler tehlikeye girmeden çok önce alışkanlıkları yeniden şekillendirir.
Saat 0–8: Ayak Pedalını Dondurun. Hareketin kaynağından başlayın. Her ayak pedalını, eksik koruma olup olmadığını kontrol edin. Şüpheli olan her şeyi etiketleyin ve devre dışı bırakın—istisnasız. Yirmi dolarlık bir muhafaza takmak için kimse durmadığı için bir operatör her iki elini de kaybetti. Kural haline getirin: koruma yoksa, döngü yok. İyi ve kötü örnekleri fotoğraflayın ve zaman saatinin yanına asın. Görsel kanıt, her türlü bilgilendirmeden daha uzun süre dayanır.
Saat 8–24: Duruş Sürenizi Ölçün. ANSI B11.3, bir güvenlik müdahalesinden sonra koçun en fazla 14 milimetre ilerlemesine izin verir. Daha yavaş herhangi bir durum, ışık perdesi aralığının genişlemesine zorlar—bu ise baypas yapmaya açık davetiye çıkarır. Sertifikalı bir duruş süresi ölçer kullanın ve her fren için sonuçları belgeleyin. Bir ünite yeterince hızlı duramıyorsa, OSHA'nın % oranında ciddi ihlal olarak sınıflandırdığı “sessiz arızaları” tespit etmiş olursunuz. Gerçek duruş mesafenizi bilmek, umudu sağlam verilerle değiştirir.
Saat 24–48: Baypasları Metrik Olarak Takip Edin. Operatörler, tempoyu korumak için sensörleri devre dışı bırakır—neredeyse her beş döngüden birinde baypas gizlenir. Bunu açık hale getirin. Her ekip vardiya sonunda kısa bir kontrol yapar: “Bugün herhangi bir şeyi sessize aldık mı?” Kaydedilen her baypas bir öncü göstergedir, itiraf değil. Bu olayları her 1.000 çalışma saati başına grafiğe dökmeye başlayın. Bu oranı, hurda oranını izlediğiniz gibi izleyin. Baypaslar düştükçe, genellikle iki hafta içinde çalışma süresi artar—üst düzey performansı gösterenler, paradoksu her gün kanıtlar: güvenlik hız kazandırır.
Saat 48–72: Mikro Parça Eşini Atayın. Küçük parçalar, parmakları tehlikeli şekilde kalıba yaklaştırır. Her kısa süreli işe iki kişilik bir ekip atayın—biri parçayı tutar, diğeri pedalı kontrol eder. Dönüşümlü çalışma yorgunluğu önler, koordinasyon ise kaosu önler. Cuma mesai bitmeden küçük parça gözetiminden kimin sorumlu olduğunu belgeleyin.
72 saatin sonunda dört temel unsur yerinde olur: her pedal korunmuş, her duruş süresi doğrulanmış, her baypas kaydedilmiş ve her küçük parça işi net şekilde atanmış. Hiçbiri yeni ekipman gerektirmez—yalnızca kararlılık.
Bu yolculuğa üretkenliğin durmasını engellemek umuduyla başlamıştınız. Artık net: sistem yavaşlattığı için güvenli değil—güvenli, çünkü her hareket, her veri noktası, her anlık duruş kasıtlı olarak izleniyor ve anlaşılıyor. O sessiz on dört milimetrelik durakta, hassasiyet ve tedbir sonunda aynı ritimde buluşuyor.


















