

L’ariete idraulico scende più velocemente del normale—solo di una frazione di secondo—ma il suono non lascia dubbi: un forte schiocco metallico che paralizza ogni operatore sul pavimento. Quando il cervello si adegua a ciò che le orecchie hanno sentito, il pezzo si è già staccato dallo stampo. Qualcuno dall’altra parte del corridoio preme un arresto di emergenza. Il foglio prima fissato diventa un proiettile volante. Su una piegatrice, “troppo veloce” non riguarda la velocità—si tratta di perdere il controllo di un sistema capace di erogare diverse tonnellate di forza in un istante.

Molti operatori pensano che l’unica zona pericolosa sia dove il punzone incontra la matrice—il punto di pizzicamento. Eppure quasi la metà di tutti gli infortuni da piegatura avviene proprio lì, esattamente quando tutti presumono che la macchina stia funzionando normalmente. La differenza tra sicuro e catastrofico è di circa 14 millimetri—l’ulteriore corsa che un ariete idraulico non conforme compie dopo che una barriera fotoelettrica rileva il movimento. Quel piccolo spostamento può trasformare un dispositivo di sicurezza in un pericolo. Se non hai mai verificato la distanza di arresto della piegatrice con misurazioni reali, non hai davvero confermato la sicurezza della tua macchina—anche se funziona senza problemi.
Nel 2023, un operatore ha perso la vita quando una lamiera in acciaio ad alta resistenza si è fratturata a metà piega ed è stata proiettata verso l’alto con forza sufficiente da perforare i pannelli del soffitto. È uno schema di guasto visto più e più volte quando la velocità dell’ariete supera ciò che il materiale può sopportare—un violento “colpo di frusta” che trasforma lo stress accumulato in impulso mortale. Anche nelle piegature in aria di routine, le leghe ad alta resistenza possono diventare missili cinetici se la velocità di discesa o il tempo di arresto si discostano dalle specifiche.
La fatica amplifica il pericolo. Il tempo di reazione di un operatore stanco può rallentare fino al 30 percento, lasciando le mani sotto la matrice mezzo secondo di troppo o portandolo a raggiungere oltre una protezione per una piccola regolazione. E in quasi nove violazioni su dieci citate dall’OSHA, i dispositivi di sicurezza sono stati intenzionalmente bypassati credendo erroneamente che la velocità di produzione ne dipenda. Questa mentalità ignora il vero dato che conta: le 368 amputazioni da piegatrice registrate ogni anno dal Dipartimento del Lavoro degli Stati Uniti—un numero che probabilmente sottostima il bilancio reale.
Può sembrare controintuitivo, ma le officine più attente alla sicurezza in realtà piegano i pezzi più velocemente—non più lentamente. I migliori operatori testano costantemente le distanze di arresto, bloccano le protezioni laterali e posteriori, e applicano rigide regole anti-bypass, raggiungendo oltre il 90 % di efficacia complessiva dell’attrezzatura e mantenendo gli incidenti vicini allo zero. Il loro successo non è questione di fortuna; è il risultato di una fisica attentamente controllata. Quando l’ariete scende alla giusta velocità, il suono sul pavimento è precisione al lavoro—non un avvertimento. Qualsiasi altro suono potrebbe essere quello che senti solo una volta.
Fai un giro nell’officina il martedì mattina e puoi individuare le prime tre violazioni che un ispettore OSHA annoterà—spesso prima ancora di aprire il taccuino. Queste non sono questioni tecniche oscure; sono visibili in pochi secondi se conosci i segnali. Ogni segnale rosso indica un fallimento nella stessa catena di sicurezza critica: controllo del punto di operazione, prestazioni affidabili del tempo di arresto e protezioni non manomissibili.
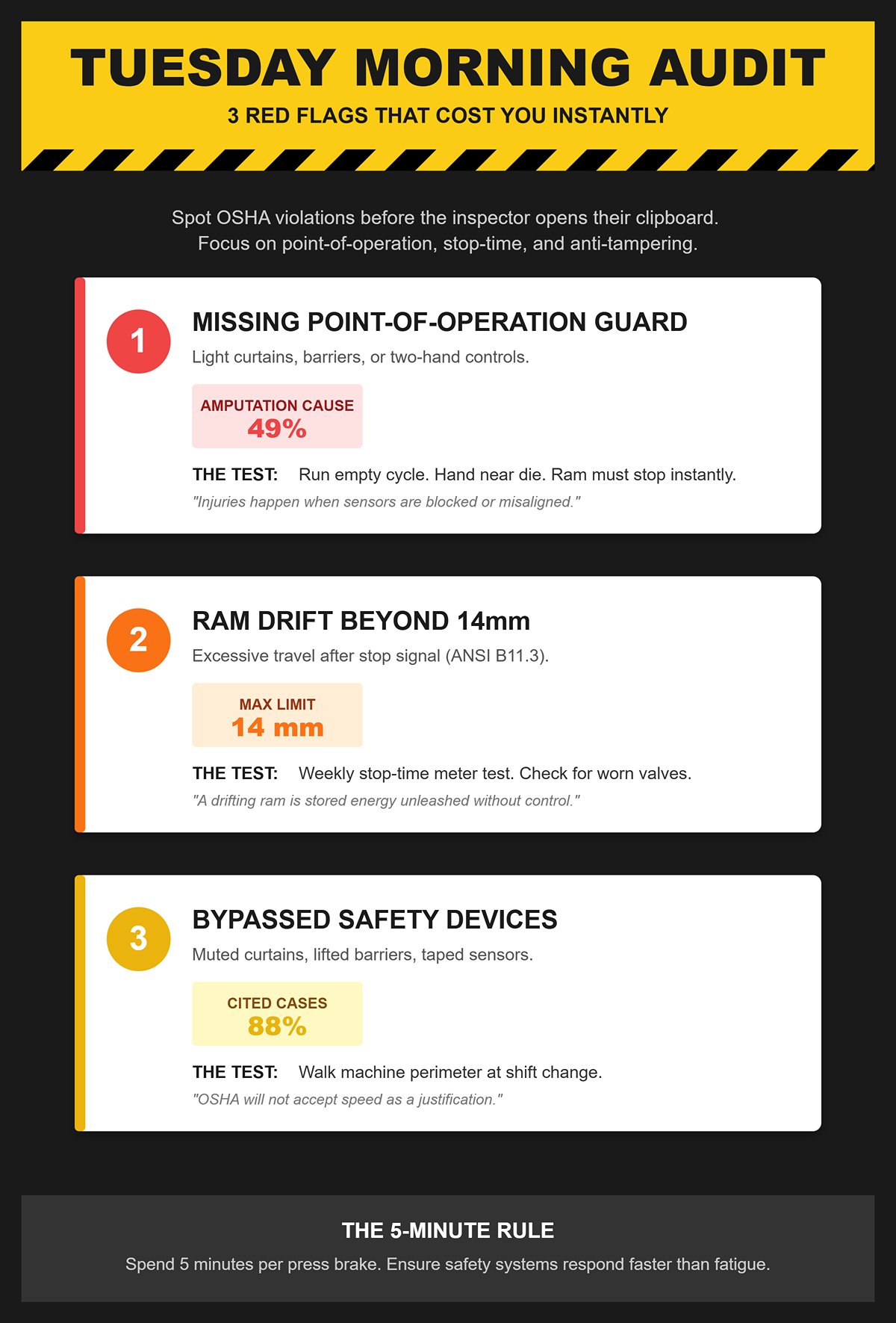
Segnale rosso 1 : protezione del punto di operazione mancante
Se la barriera fotoelettrica, la protezione di sicurezza o il comando bimanuale di una piegatrice non riesce a bloccare fisicamente o elettronicamente l’ingresso della mano nel punto di pizzicamento tra punzone e matrice, puoi aspettarti una multa—spesso emessa immediatamente. I dati del Dipartimento del Lavoro degli Stati Uniti mostrano che il 49 % delle amputazioni da piegatrice deriva da questa singola negligenza. Gli ispettori testano come dovresti fare tu: eseguire un ciclo a vuoto con la mano posizionata vicino (ma fuori) dall’area della matrice. Se l’ariete non si ferma istantaneamente, sei già in violazione. La multa è spiacevole, ma il pericolo è peggiore—gli infortuni avvengono quando i sensori vengono bloccati, disallineati o bypassati per comodità.
Segnale rosso 2 : deriva dell’ariete oltre 14 mm dopo il segnale di stop
La norma ANSI B11.3 stabilisce un limite chiaro: una volta che la barriera fotoelettrica o l’interblocco viene attivato, l’ariete deve fermarsi con non più di 14 mm di corsa residua. Le macchine idrauliche datate, rallentate da valvole incollate o componenti di controllo usurati, falliscono spesso qui. Gli auditor usano misuratori del tempo di arresto, e così dovrebbero fare i tuoi supervisori. Testa il movimento dell’ariete settimanalmente durante un ciclo a vuoto—se scende di più della larghezza di un dito dopo il segnale di stop, spegnilo e sottoponilo a manutenzione. Ignorarlo non solo comporta una sanzione “grave”, ma anche il rischio di un’espulsione mortale, perché un ariete in deriva è energia accumulata rilasciata senza controllo.
Segnale rosso 3 : dispositivi di sicurezza bypassati o disattivati
In l’88 % dei casi citati, le protezioni della macchina sono state intenzionalmente disattivate—barriere fotoelettriche silenziate, protezioni laterali sollevate, pedali lasciati scoperti. Queste mancanze emergono spesso a metà settimana, quando la fatica e la pressione produttiva raggiungono il picco. La misura preventiva più semplice: percorri l’intero perimetro della macchina durante i cambi turno, annotando eventuali protezioni mancanti o sensori coperti con nastro. Gli operatori mirano di solito all’efficienza, non al danno, ma l’OSHA non accetterà la velocità come giustificazione. Un registro di audit che mostra le modifiche ai sistemi basta per una multa istantanea.
Un “Controllo del martedì” strutturato può trasformare potenziali sanzioni in non-problemi. Dedica cinque minuti per piegatrice, esegui tre verifiche mirate, e segui un principio fondamentale: ogni sistema di sicurezza deve rispondere più velocemente di quanto la fatica possa erodere il giudizio. Le strutture leader supportano questo con dati concreti—test di tempo di arresto registrati, verifiche delle protezioni documentate, e zero sorprese indesiderate quando arrivano gli ispettori.
Uno dei miti più pericolosi nell’uso delle piegatrici è che aumentare la velocità—soprattutto su unità idrauliche più vecchie—sia una vittoria semplice per la produttività. In realtà, può creare pericoli più rapidamente di quanto riduca i tempi di ciclo. Secondo i dati del Dipartimento del Lavoro degli Stati Uniti, ci sono 368 amputazioni legate alle piegatrici ogni anno, quasi la metà causata quando gli operatori raggiungono la zona punzone-matrice a metà piega. Ignora le distanze di arresto meccanico, e un cosiddetto “aggiornamento” diventa rapidamente un atto di autosabotaggio.

Le presse idrauliche costruite prima degli attuali standard di tempo di arresto richiedono spesso barriere fotoelettriche o dispositivi di protezione attivi optoelettronici (AOPD) posizionati a due o tre piedi dal punto di operazione. Non è eccessivo—è frutto di calcoli. Le norme ANSI B11.3 e B11.19 definiscono distanze di avvicinamento sicure basate sui tassi di decelerazione dell’ariete. Se il tempo di arresto è troppo lento, i sensori devono essere collocati più lontano per assicurarsi che nessuno possa entrare prima che l’ariete si fermi. Aumenti di velocità senza miglioramenti corrispondenti del tempo di arresto costringono gli operatori a usare modalità di silenziamento o oscuramento solo per mantenere il ritmo, smantellando la protezione e aprendo la strada a violazioni OSHA. Nell’88 % delle gravi infrazioni di protezione, gli ispettori hanno individuato la causa principale nei bypass intenzionali mirati ad aumentare la produzione.
Il mortale incidente di espulsione del marzo 2023 è un chiaro promemoria che le regolazioni di velocità richiedono un’ingegneria rigorosa, non solo poche righe di nuovo codice. In questo caso, un pezzo da 10 mm in acciaio ad alta resistenza si è spezzato a metà piega durante un ciclo accelerato ed è stato proiettato a velocità fatale—ricordando in modo inquietante una simile morte legata a proiettili del 2005. Non si tratta di casuali eventi “freak”. L’aumento delle velocità di corsa amplifica l’energia cinetica accumulata in materiali fragili o ultra resistenti, trasformando di fatto la stazione di piegatura in un meccanismo di lancio. Il pericolo da detriti volanti è distinto dai rischi di schiacciamento e richiede soluzioni di contenimento—come protezioni di raccolta, barriere laterali e monitoraggio del superamento corsa—ben oltre le misure standard che la maggior parte degli impianti adotta per le operazioni di piegatura di routine.
Le strutture all’avanguardia dimostrano un approccio più sicuro e comprovato: combinare barriere fisiche dimensionate secondo le tabelle OSHA e ANSI sulle aperture di protezione con AOPD di tracciamento in tempo reale che monitorano continuamente il movimento dell’ariete. Sistemi integrati di arresto automatico della corsa—come quelli presenti nelle piattaforme Sentinel Plus—fermano immediatamente la pressa in risposta a un superamento idraulico, prevenendo rischi da proiettili e consentendo agli operatori di restare abbastanza vicini per una gestione confortevole. I numeri parlano chiaro: gli impianti nel livello di prestazioni più alto raggiungono circa il 90 % di efficacia complessiva dell’attrezzatura (OEE) con quasi zero incidenti di sicurezza, sacrificando solo il 2 % di capacità per pause di sicurezza. Al contrario, le operazioni senza questi controlli subiscono circa il 14 % di tempi di inattività e triplo tasso di infortuni.
La fatica amplifica il pericolo. Gli operatori nei turni prolungati possono subire fino a un calo del 30% nelle prestazioni cognitive, riducendo i tempi di reazione proprio quando il controllo di precisione è fondamentale vicino a punti di schiacciamento o al rapido movimento delle battute posteriori. Introdurre velocità più elevate senza contromisure—come protezioni potenziate, arresti di emergenza automatizzati e turni progettati per ridurre la fatica—trasforma un potenziale incremento di produttività in un moltiplicatore di rischio.
Il messaggio è chiaro: velocità e sicurezza non devono essere mutuamente esclusive—purché gli aggiornamenti si basino su misurazioni accurate del tempo di arresto, sistemi di rilevamento sincronizzati e strategie di contenimento solide. Qualsiasi carenza in tal senso lascia tutto incontrollato; si è semplicemente creato un pericolo idraulico più veloce e meno indulgente.
Molti produttori si affrettano a installare protezioni, barriere fotoelettriche o Dispositivi di Protezione Attivi Optoelettronici (AOPDs), credendo che da soli rendano sicura una piegatrice. L’errore critico: se le prestazioni di arresto della macchina non sono abbastanza rapide, tali dispositivi devono essere posizionati così lontano dalla matrice che gli operatori finiscono per aggirarli o disattivarli. La vera sicurezza nel punto di lavoro inizia confermando la corsa di arresto dopo l’attivazione del sensore con l’esatta configurazione di utensili, velocità di funzionamento e protezioni che utilizzerete in produzione.
La cifra chiave da ricordare è 14 mm di corsa residua. Questa è la distanza percorsa dal pistone—dall’istante in cui si attiva una protezione di sicurezza fino al momento in cui tutto il movimento verso il basso in grado di schiacciare si arresta. Se tale distanza supera i 14 mm, un dispositivo di rilevamento di presenza non può essere legalmente o efficacemente posizionato vicino alla matrice. In questi casi, sarà necessario migliorare le prestazioni di arresto della macchina o adottare un diverso approccio di protezione.
Come misurarlo:
Se la distanza di arresto supera i 14 mm, il rilevamento di presenza a distanza ravvicinata non è un’opzione a meno di modifiche. Ecco la gerarchia delle azioni correttive:
Trascurare la misurazione della distanza di arresto ha costi reali. Le vecchie presse piegatrici idrauliche spesso richiedono distanze di sicurezza da due a tre piedi quando si utilizzano barriere fotoelettriche fisse — spazi che rallentano il flusso di lavoro e spingono gli operatori a disattivare le protezioni. Migliorare le prestazioni di arresto non solo previene infortuni, ma riduce anche le distanze di protezione, rendendo le misure di sicurezza moderne compatibili con una produzione rapida ed efficiente.
Lista di controllo “Nastro di Sicurezza in Due Minuti”:
Pensatela così: i freni vengono prima degli airbag — senza un arresto rapido e affidabile, anche i sensori più avanzati non possono proteggere le vostre mani.
Lavorare alla pressa piegatrice non significa solo controllare il metallo—si tratta di tempismo, coordinazione e comprensione di come l’acciaio reagisce sotto sforzo. Il pericolo di “whip‑up” si presenta quando un foglio lungo o pesante si solleva improvvisamente mentre la linea di piega si stringe, rilasciando energia elastica accumulata in un movimento brusco e violento. Non è un incidente imprevedibile, ma un effetto prevedibile che si verifica quando resistenza a trazione, scelta della matrice e impostazione di supporto non sono in armonia. Se il pezzo non è completamente sostenuto lungo tutta la sua lunghezza, o l’angolo di piega spinge il materiale oltre i suoi limiti sicuri, il whip‑up è quasi inevitabile.
In un incidente registrato, una piastra ad alta resistenza di 10 mm si è fratturata durante una piegatura in aria ed è schizzata verso il torso dell’operatore. L’indagine ha rivelato tre errori collegati: supporto del pezzo non uniforme, un leggero ritardo nella risposta di arresto idraulico e l’errata supposizione che la flessione sarebbe rimasta lineare. Le mani e il corpo dell’operatore si trovavano all’interno del raggio di oscillazione—un’abitudine nata dalla ripetizione e dall’istinto di mantenere il ritmo dell’operazione.
Per prevenire il whip‑up senza perdere il ritmo del flusso di lavoro, stabilità e continuità sono fondamentali. Supporti anteriori regolabili o riscontri posteriori servo‑controllati mantengono il pezzo in un piano stabile, riducendo la torsione che provoca il movimento verso l’alto. Per pezzi lunghi, l’uso di un secondo operatore o di un braccio di supporto motorizzato aiuta ad assorbire l’energia di rimbalzo, proteggendo i polsi ed eliminando l’impulso di intervenire manualmente. Questi ausili devono muoversi in sincronizzazione con il punzone anziché rimanere statici; in caso contrario, la forza si trasferisce nuovamente all’operatore proprio nel momento di massima flessibilità del foglio.
La sicurezza costante non deve interrompere il flusso—richiede solo precisione. Le presse piegatrici idrauliche dotate di sensori di posizione del punzone in tempo reale possono interrompere il movimento in millisecondi se la resistenza devia dai valori previsti. A differenza delle tradizionali barriere fotoelettriche—spesso posizionate a piedi di distanza e che obbligano a posizioni scomode—questi sistemi integrati consentono agli operatori di mantenere un ritmo naturale e una vicinanza operativa arrestando istantaneamente il movimento se una possibile frattura suggerisce un imminente whip.
Le officine più efficienti uniscono sicurezza meccanica con lavoro di squadra chiaro e coordinato. Un operatore capo imposta il tempo per piegature a più persone, chiamando sollevamenti e riposizionamenti sincronizzati mentre tutti restano concentrati sui punti di schiacciamento. Questo ritmo disciplinato riduce sia la fatica che le reazioni ritardate—il fattore nascosto dietro quasi il venti percento di tutti gli incidenti segnalati su presse piegatrici.
La conclusione è semplice: il ritmo non compromette la sicurezza—indica che l’operazione è sotto controllo. Quando la pressa, il pezzo e gli operatori si muovono in sincronia costante e prevedibile, le pieghe restano pulite, i sensori restano inattivi e il whip non ha possibilità di formarsi.
I prossimi tre giorni determinano se la sicurezza diventerà un sistema concreto o solo uno slogan. Ogni reparto con presse piegatrici comporta rischi intrinseci—le 388 amputazioni dell’anno scorso ne sono la prova—ma il vostro piano di 72 ore riprogramma le abitudini molto prima che siano in gioco le ossa.
Ora 0–8: Bloccare il Pedale a Piede. Inizia dalla fonte del movimento. Ispeziona ogni pedale a piede per protezioni mancanti. Etichetta e disattiva qualsiasi cosa dubbia—nessuna eccezione. Un operatore ha perso entrambe le mani perché nessuno si è fermato a installare una protezione da venti dollari. Fai una regola: senza protezione, niente ciclo. Fotografa esempi buoni e cattivi e affiggili vicino al cronometro. La prova visiva dura più di qualsiasi briefing.
Ora 8–24: Misura il Tempo di Arresto. ANSI B11.3 richiede non più di 14 millimetri di corsa del martello dopo un arresto di sicurezza. Qualsiasi rallentamento obbliga a un maggiore distanziamento delle barriere fotoelettriche—un invito aperto ad aggirarle. Usa un misuratore di tempo di arresto certificato e documenta i risultati per ogni freno. Se un’unità non riesce a fermarsi abbastanza velocemente, hai scoperto “guasti silenziosi” che l’OSHA classifica come violazioni gravi 88% delle volte. Conoscere la reale distanza di arresto sostituisce la speranza con dati concreti.
Ora 24–48: Traccia le Manomissioni come Metriche. Gli operatori aggirano i sensori per tenere il ritmo—quasi un ciclo su cinque nasconde una manomissione. Portalo alla luce. Ogni squadra tiene un breve check‑in a fine turno: “Abbiamo disattivato qualcosa oggi?” Ogni manomissione registrata è un indicatore principale, non una confessione. Inizia a registrare questi eventi per ogni 1.000 ore di funzionamento. Monitora quel tasso nello stesso modo in cui monitori gli scarti. Quando le manomissioni diminuiscono, la produttività di solito aumenta entro due settimane—i migliori dimostrano quotidianamente il paradosso: la sicurezza accelera la velocità.
Ora 48–72: Assegna la Coppia Micro‑Parte. I pezzi piccoli portano le dita pericolosamente vicino allo stampo. Assegna una squadra di due persone a ogni lavoro a breve durata—uno gestisce il pezzo, l’altro controlla il pedale. La rotazione previene la fatica e il coordinamento previene il caos. Documenta chi è responsabile della supervisione delle micro‑parti prima della fine del turno di venerdì.
Entro la fine delle 72 ore, avrai messo in atto quattro elementi essenziali: ogni pedale protetto, ogni tempo di arresto confermato, ogni manomissione registrata e ogni lavoro con micro‑parti chiaramente assegnato. Nulla di ciò richiede nuove attrezzature—solo impegno.
Hai iniziato questo percorso sperando di evitare che la produttività si fermasse. Ora è chiaro: il sistema non è sicuro perché rallenta il lavoro—è sicuro perché ogni movimento, ogni dato, ogni fermata momentanea è monitorata e compresa deliberatamente. In quei silenziosi quattordici millimetri di pausa, precisione e prudenza finalmente si muovono allo stesso ritmo.


















