

Гидравлический ползун опускается быстрее обычного — всего на долю секунды, — но звук не оставляет сомнений: жёсткий металлический треск, который заставляет каждого оператора на площадке замереть. Пока мозг успевает осознать то, что услышали уши, деталь уже отлетела от штампа. Кто-то на другой стороне прохода ударяет по аварийной кнопке. Лист, ещё недавно зафиксированный, превращается в летящий снаряд. На гибочном прессе “слишком быстро” — это не про скорость, а про потерю контроля над системой, способной за долю секунды развить несколько тонн усилия.

Многие операторы думают, что единственная опасная зона — там, где пуансон встречается с матрицей, в зажиме. Но почти половина всех травм при гибке случаются именно там и именно тогда, когда все уверены, что машина работает нормально. Разница между безопасностью и катастрофой — примерно 14 миллиметров, то есть дополнительный путь, который проходит некорректно работающий гидроползун после того, как световая завеса зафиксировала движение. Это крохотное смещение превращает защиту в источник опасности. Если вы ни разу не проверяли тормозное расстояние пресса фактическими измерениями, вы на самом деле не убедились в безопасности вашей машины — независимо от того, насколько плавно она работает.
В 2023 году оператор погиб, когда лист высокопрочной стали лопнул в середине гиба и выстрелил вверх с такой силой, что пробил потолочные панели. Этот тип отказа повторяется вновь и вновь, когда скорость опускания ползуна превышает предел, который выдерживает материал, — мощный “взмах” превращает накопленные напряжения в смертельный импульс. Даже при обычной воздушной гибке высокопрочные сплавы могут превратиться в кинетические снаряды, если скорость падения или время останова выходят за допустимые пределы.
Усталость усиливает опасность. Реакция уставшего оператора может замедлиться на 30 процентов, оставляя руки под штампом на полсекунды дольше или тянущиеся за ограждение для мелкой регулировки. И почти в девяти из десяти случаев, за которые OSHA выносила штрафы, защитные устройства были сознательно отключены из ложного убеждения, что от этого зависит скорость производства. Такой подход не учитывает цифру, которая действительно важна: 368 ампутаций при работе с гибочными прессами, ежегодно регистрируемых Министерством труда США — и эта цифра, вероятно, занижена.
Парадоксально, но на предприятиях с наивысшей культурой безопасности детали гнут быстрее, а не медленнее. Лидеры отрасли регулярно проверяют тормозные расстояния, надёжно фиксируют боковые и задние ограждения и строго запрещают обход защит. Так они достигают более 90 % общей эффективности оборудования (OEE), практически сводя травматизм к нулю. Их успех — не случайность, а результат точно выверенной физики. Когда ползун опускается с нужной скоростью, звук в цеху означает точность, а не опасность. Любой другой звук может быть тем самым, который вы услышите лишь однажды.
Пройдитесь по цеху во вторник утром, и вы заметите три первых нарушения, которые инспектор OSHA впишет в протокол ещё до того, как откроет папку. Это вовсе не мелкие технические придирки — их видно за секунды, если знать, на что смотреть. Каждый «красный флажок» указывает на сбой в одной и той же критически важной цепочке безопасности: контроль рабочей зоны, надёжное время останова и защита, которую невозможно обойти.
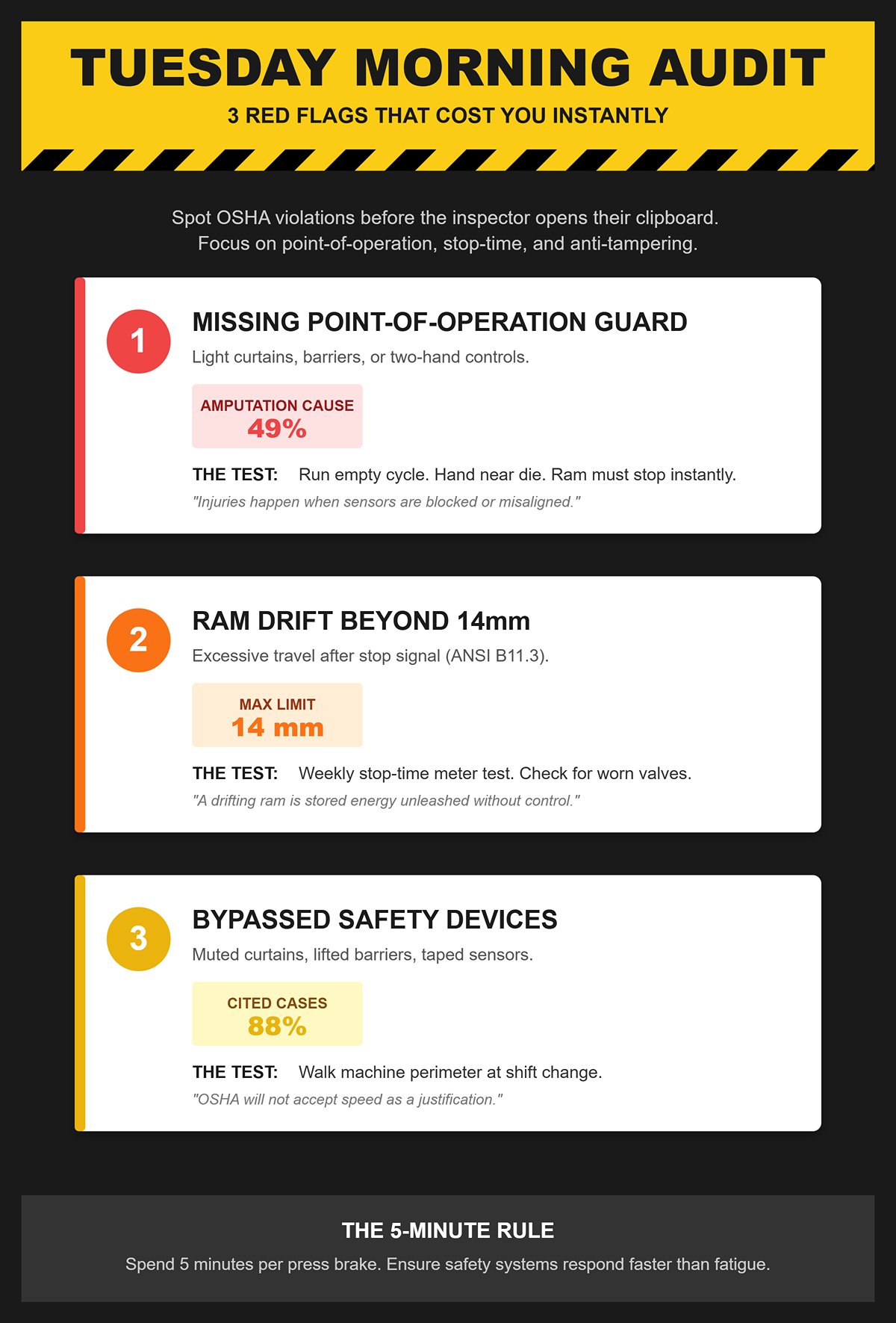
Красный флажок № 1: отсутствует защита рабочей зоны
Если световая завеса, защитный барьер или двухручное управление гибочного пресса не блокируют физически или электронно доступ руки к опасной зоне между пуансоном и матрицей, инспектор выпишет штраф — часто на месте. По данным Министерства труда США, 49 % ампутаций при работе с гибочными прессами происходят именно из-за этой ошибки. Инспекторы проверяют так же, как должны проверять и вы: запустить холостой цикл с рукой, расположенной близко (но вне) зоны матрицы. Если ползун не останавливается мгновенно — нарушение уже налицо. Штраф неприятен, но опасность куда серьёзнее — травмы случаются, когда датчики перекрыты, смещены или выключены ради удобства.
Красный флажок № 2: дрейф ползуна более 14 мм после сигнала останова
Стандарт ANSI B11.3 устанавливает чёткий предел: после срабатывания световой завесы или блокировки ползун должен остановиться с остаточным ходом не более 14 мм. Старые гидравлические машины, страдающие от заедающих клапанов или изношенных компонентов управления, часто не проходят эту проверку. Аудиторы используют приборы для измерения времени останова, и то же должны делать ваши мастера. Проверяйте движение ползуна еженедельно на холостом ходе — если он опускается более чем на ширину пальца после сигнала остановки, нужно останавливать машину и обслуживать систему управления. Игнорирование этого не только влечёт “серьёзное” нарушение, но и создаёт смертельную опасность, ведь дрейфующий ползун — это неконтролируемая высвобожденная энергия.
Красный флажок № 3: обход или отключение защитных устройств
В 88 % зафиксированных нарушений защиту машины сознательно деактивируют — световые завесы приглушают, боковые барьеры поднимают, педали оставляют открытыми. Такие случаи часто происходят к середине недели, когда усталость и давление по срокам достигают пика. Самое простое профилактическое действие — обойти весь периметр машины при смене, отметив отсутствующие ограждения или заклеенные датчики. Операторы обычно стремятся к эффективности, а не к вреду, но OSHA не принимает «скорость» как оправдание. Журнал аудита, фиксирующий обход системы безопасности, — и вам мгновенно назначат штраф.
Структурированная “проверка по вторникам” способна превратить потенциальные штрафы в формальность. Пять минут на один пресс, три целевых проверки и один основной принцип: каждая система безопасности должна реагировать быстрее, чем усталость способна притупить суждение. Передовые предприятия подтверждают это данными — фиксированными тестами времени останова, задокументированными проверками ограждений и полным отсутствием неприятных сюрпризов при визитах инспекторов.
Один из самых опасных мифов при работе с гибочными прессами — что увеличение скорости, особенно на старых гидравлических установках, — это лёгкий способ повысить производительность. На деле это создаёт опасность быстрее, чем сокращает цикл. По данным Министерства труда США, ежегодно фиксируется 368 ампутаций, связанных с гибочными прессами, и почти половина случается, когда операторы тянут руку в зону между пуансоном и матрицей во время гибки. Игнорируете механическое тормозное расстояние — и так называемый “апгрейд” моментально превращается в акт саморазрушения.

Гидравлические прессы, выпущенные до современных стандартов по времени останова, часто требуют установки световых завес или лазерных AOPD (активных оптоэлектронных защитных устройств) на расстоянии двух‑трёх футов от рабочей зоны. Это не излишне — это результат расчёта. Стандарты ANSI B11.3 и B11.19 определяют безопасное расстояние подхода исходя из скорости замедления ползуна. Если время останова слишком велико, датчики должны стоять дальше, чтобы никто не смог попасть под ползун до его полной остановки. Рост скорости без пропорционального улучшения времени останова вынуждает операторов включать режимы приглушения или блокировки защиты, лишь бы не отставать, что разрушает контур безопасности и приводит к нарушениям OSHA. В 88 % серьёзных случаев с защитой инспекторы обнаруживали первопричину — умышленный обход ради повышения выработки.
Смертельный выброс в марте 2023 года ярко напомнил, что изменение скорости требует серьёзной инженерной работы, а не нескольких строк кода. В том случае лист 10‑мм высокопрочной стали лопнул в середине гиба в ускоренном цикле и был выброшен с летальной скоростью — пугающе похожий на аналогичную гибель от “снаряда” в 2005‑м. Это не случайные инциденты. Увеличение частоты ходов усиливает кинетическую энергию в хрупких или сверхпрочных материалах, превращая станцию гибки в пусковое устройство. Опасность от летающих обломков отдельна от рисков раздавливания и требует систем сдерживания — уловителей, боковых барьеров и контроля переразгона — далеко выходящих за пределы стандартных мер, предусмотренных для обычных операций гибки.
Передовые предприятия показывают более безопасный и проверенный подход: сочетание физических барьеров, рассчитанных по таблицам OSHA и ANSI для допустимых проёмов, с AOPD‑системами реального времени, отслеживающими движение ползуна непрерывно. Интегрированные автоматические системы останова хода — как в платформах Sentinel Plus — мгновенно останавливают пресс при гидравлическом переразгоне, устраняя риск выброса снаряда, но при этом позволяя оператору работать на удобной дистанции. Цифры говорят сами за себя: предприятия из верхнего квартиля производительности достигают около 90 % общей эффективности оборудования (OEE) при почти нулевом уровне происшествий, теряя лишь 2 % мощности на паузы безопасности. Те же, кто обходится без таких систем, терпят около 14 % простоев и втрое больше травм.
Усталость усугубляет опасность. Операторы, работающие в продолжительные смены, могут испытывать до 30 % падения когнитивных способностей, что ослабляет время реакции именно тогда, когда точное управление критически важно вблизи опасных зон защемления или быстро двигающихся задних упоров. Введение более высоких скоростей без компенсирующих мер — таких как усиленная защита, автоматические аварийные остановки и графики смен, снижающие усталость — превращает потенциальное повышение производительности в усилитель риска.
Вывод однозначен: скорость и безопасность не обязаны быть взаимоисключающими — при условии, что модернизация основана на точных измерениях времени остановки, синхронизированных системах обнаружения и надежных стратегиях сдерживания. Всё, что ниже этих стандартов, оставляет вам ничем не прирученную опасность; вы просто создали более быструю, но менее прощающую гидравлическую угрозу.
Многие производители спешат установить ограждения, световые завесы или активные оптоэлектронные защитные устройства (AOPD), полагая, что этого достаточно, чтобы сделать листогибочный пресс безопасным. Критическая ошибка: если производительность остановки машины недостаточна, такие устройства приходится устанавливать настолько далеко от матрицы, что операторы начинают обходить или отключать их. Реальная безопасность в зоне работы начинается с подтверждения пути хода после срабатывания датчика при точных оснастке, рабочей скорости и конфигурации защиты, которые вы будете использовать в производстве.
Ключевая цифра, которую следует запомнить — 14 мм остаточного хода. Это расстояние, которое проходит ползун — от момента срабатывания защитного устройства до полной остановки любого вниз направленного движения, способного раздавить. Если это расстояние превышает 14 мм, устройство присутствия не может быть законно или эффективно расположено близко к матрице. В таких случаях вам нужно либо улучшить производительность остановки машины, либо использовать другой подход к защитным ограждениям.
Как это измерить:
Если путь остановки превышает 14 мм, использование близкорасположенных устройств присутствия невозможно без внесения изменений. Вот иерархия корректирующих действий:
Игнорирование измерений расстояния до остановки имеет реальные последствия. Старые гидравлические листогибочные прессы часто требуют безопасных зазоров от 60 до 90 см при использовании стационарных световых завес — зазоры, которые замедляют работу и побуждают операторов обходить защиту. Улучшение характеристик остановки не только предотвращает травмы, но и сокращает расстояния между защитой и точкой работы, делая современные меры безопасности совместимыми с быстрой и эффективной производственной средой.
Двухминутный контрольный список по безопасности:
Подумайте об этом так: тормоза важнее подушек безопасности — без быстрой и надежной остановки даже самые продвинутые датчики не смогут защитить ваши руки.
Работа на листогибочном прессе — это не только управление металлом, но и чувство времени, скоординированность и понимание поведения стали под нагрузкой. Опасность “подброса” возникает, когда длинный или тяжелый лист внезапно взмывает вверх при замыкании линии гиба, высвобождая накопленную упругую энергию в резком, сильном движении. Это не случайность, а предсказуемый эффект, возникающий при несоответствии между пределом прочности на растяжение, выбором пуансона и настройкой опор. Если деталь недостаточно поддерживается по всей длине или угол гиба превышает безопасные пределы, подброс почти неизбежен.
В одном зафиксированном случае лист толщиной 10 мм из высокопрочной стали треснул во время гибки на воздухе и отлетел в сторону корпуса оператора. Расследование выявило три взаимосвязанные ошибки: неравномерную поддержку детали, небольшую задержку в срабатывании гидравлической остановки и ошибочное предположение о линейном характере прогиба. Руки и тело оператора находились в радиусе взмаха — привычка, возникшая из повторений и стремления поддерживать ритм работы.
Чтобы предотвратить подброс без потери рабочего ритма, необходимы устойчивость и согласованность действий. Регулируемые передние опоры или сервоуправляемые задние упоры удерживают деталь в стабильной плоскости, минимизируя крутящий момент, вызывающий подъем. Для длинных заготовок использование второго оператора или механизированного поддерживающего рычага помогает поглотить энергию отдачи, защищая запястья и устраняя побуждение тянуться внутрь. Эти вспомогательные устройства должны двигаться синхронно с ползуном, а не оставаться статичными; в противном случае усилие передается обратно оператору именно в момент наибольшей гибкости листа.
Постоянная безопасность не должна мешать ходу работы — она требует точности. Гидравлические прессы, оснащенные датчиками положения ползуна в реальном времени, могут останавливать движение за миллисекунды, если сопротивление выходит за ожидаемые пределы. В отличие от традиционных световых завес — часто установленных на расстоянии и создающих неудобное положение — эти интегрированные системы позволяют операторам сохранять естественный ритм и близость к детали, при этом мгновенно останавливая движение, если потенциальный разлом указывает на возможный подброс.
Самые эффективные участки объединяют механическую безопасность с четко скоординированной командной работой. Ведущий оператор задает темп при многопользовательской гибке, подавая команды на синхронные подъемы и сбросы, пока все участники сосредоточены на опасных точках. Такая дисциплина снижает усталость и замедленные реакции — скрытый фактор почти двадцати процентов всех зарегистрированных инцидентов на листогибах.
Главный вывод прост: ритм не противоречит безопасности — он показывает, что процесс под контролем. Когда пресс, деталь и операторы движутся в устойчивом и предсказуемом согласии, гибы получаются чистыми, датчики не срабатывают, и подбросу просто не остается шанса возникнуть.
Следующие три дня определят, станет ли безопасность частью реальной системы или останется просто лозунгом. Каждый участок гибочного пресса несет в себе риск — 388 ампутаций за прошлый год это доказали, — но именно ваш 72‑часовой план переучивает привычки задолго до того, как подобная угроза станет реальной.
Час 0–8: Заблокируйте ножную педаль. Начните с источника движения. Проверьте каждую ножную педаль на наличие отсутствующих защитных кожухов. Пометьте и отключите всё, что вызывает сомнение — без исключений. Один оператор потерял обе руки только потому, что никто не остановился, чтобы установить кожух за двадцать долларов. Сделайте это правилом: нет защиты — нет цикла. Сфотографируйте хорошие и плохие примеры и повесьте их рядом с табелем учёта рабочего времени. Визуальное доказательство переживает любой инструктаж.
Час 8–24: Измерьте время остановки. ANSI B11.3 требует, чтобы ход ползуна после срабатывания системы безопасности не превышал 14 миллиметров. Всё, что медленнее, требует большего расстояния между шторками светового барьера — открытое приглашение к обходу защиты. Используйте сертифицированный измеритель времени остановки и документируйте результаты для каждого тормоза. Если какой‑то узел не может остановиться достаточно быстро, вы выявили “скрытые отказы”, которые OSHA классифицирует как серьёзные нарушения в 88 % случаев. Знание фактической дистанции остановки заменяет надежду на точные данные.
Час 24–48: Отслеживайте обходы как показатель. Операторы обходят датчики, чтобы не сбавлять темп — почти в каждом пятом цикле скрыт обход. Выведите это на свет. Каждая команда проводит короткое совещание в конце смены: “Мы что‑нибудь сегодня блокировали?” Каждый зарегистрированный обход — это опережающий показатель, а не признание. Начните фиксировать такие случаи на каждые 1000 часов работы. Отслеживайте этот показатель так же, как вы отслеживаете объём брака. По мере снижения обходов обычно уже через две недели растёт коэффициент готовности оборудования — лучшие предприятия ежедневно доказывают парадокс: безопасность повышает скорость.
Час 48–72: Назначьте пару для мелких деталей. Мелкие детали заставляют пальцы опасно приближаться к штампу. Назначьте двух человек на каждую короткую серию — один работает с деталью, другой управляет педалью. Ротация предотвращает усталость, а слаженность действий — хаос. Зафиксируйте, кто отвечает за контроль мелких деталей, до окончания смены в пятницу.
К концу 72 часов у вас будут внедрены четыре основных элемента: каждая педаль защищена, каждое время остановки подтверждено, каждый обход зафиксирован, и за каждое задание с мелкими деталями назначены ответственные. Ничего из этого не требует нового оборудования — только приверженности.
Вы начали этот путь, надеясь не допустить падения производительности. Теперь ясно: система безопасна не потому что она замедляет работу — она безопасна, потому что каждое движение, каждая точка данных, каждая кратковременная остановка сознательно отслеживаются и осмысляются. В этих тихих четырнадцати миллиметрах паузы точность и благоразумие наконец начинают звучать в одном ритме.


















