

Le vérin hydraulique descend plus vite que d’habitude — d’à peine une fraction de seconde — mais le bruit ne laisse aucun doute : un claquement métallique sec qui fige chaque opérateur sur le plancher. Le temps que le cerveau rattrape ce que les oreilles ont entendu, la pièce s’est déjà détachée de la matrice. De l’autre côté de l’allée, quelqu’un frappe un arrêt d’urgence. La tôle autrefois fixée devient un projectile volant. Sur une presse plieuse, “ trop vite ” ne parle pas de vitesse — mais de perte de contrôle d’un système capable de délivrer plusieurs tonnes de force en un instant.

Beaucoup d’opérateurs pensent que la seule zone dangereuse est celle où le poinçon rencontre la matrice — le point de pincement. Pourtant, près de la moitié des blessures liées au pliage surviennent précisément à cet endroit, alors que tout le monde suppose que la machine fonctionne normalement. La différence entre la sécurité et la catastrophe est d’environ 14 millimètres — la course supplémentaire qu’un vérin hydraulique non conforme parcourt après qu’un rideau lumineux a détecté un mouvement. Ce léger écart peut transformer une protection en danger. Si vous n’avez jamais vérifié la distance d’arrêt de la presse par des mesures réelles, vous n’avez pas vraiment confirmé la sécurité de votre machine — aussi bien qu’elle puisse sembler fonctionner.
En 2023, un opérateur a perdu la vie lorsqu’une plaque d’acier à haute résistance s’est fracturée en plein pliage et a jailli vers le haut avec assez de force pour percer le plafond. C’est un schéma d’échec observé à maintes reprises lorsque la vitesse du vérin dépasse ce que le matériau peut supporter — un “ redressement violent ” qui transforme la contrainte accumulée en une impulsion mortelle. Même dans un pliage à l’air de routine, les alliages à haute résistance peuvent se transformer en missiles cinétiques si la vitesse de descente ou le temps d’arrêt sortent des spécifications.
La fatigue amplifie le danger. Le temps de réaction d’un opérateur fatigué peut ralentir de 30 %, laissant les mains sous la matrice une demi-seconde de trop ou passant la barrière pour un petit ajustement. Et dans près de neuf cas sur dix de violations citées par l’OSHA, les dispositifs de sécurité ont été volontairement contournés dans la fausse croyance que la vitesse de production en dépend. Cet état d’esprit ignore la véritable donnée importante : les 368 amputations liées aux presses plieuses enregistrées chaque année par le ministère américain du Travail — un chiffre qui sous‑estime probablement la réalité.
Cela peut sembler contre-intuitif, mais les ateliers les plus attentifs à la sécurité plient en réalité les pièces plus vite — pas plus lentement. Les meilleurs performeurs testent régulièrement les distances d’arrêt, sécurisent les protections latérales et arrière, et appliquent des règles strictes contre tout contournement, atteignant plus de 90 % d’efficacité globale des équipements tout en maintenant les incidents proches de zéro. Leur réussite n’est pas une question de chance ; c’est le résultat d’une physique parfaitement maîtrisée. Lorsque le vérin descend à la bonne vitesse, le son dans l’atelier est celui de la précision au travail — et non d’un avertissement. Tout autre son pourrait bien être celui que vous n’entendrez qu’une seule fois.
Promenez-vous dans l’atelier un mardi matin et vous repérerez les trois premières infractions qu’un inspecteur de l’OSHA relèvera — souvent avant même d’avoir ouvert son classeur. Ce ne sont pas des détails obscurs ; elles sont visibles en quelques secondes si l’on sait quoi chercher. Chaque drapeau rouge indique une défaillance dans la même chaîne de sécurité critique : contrôle du point d’opération, performance fiable du temps d’arrêt et dispositifs de protection inviolables.
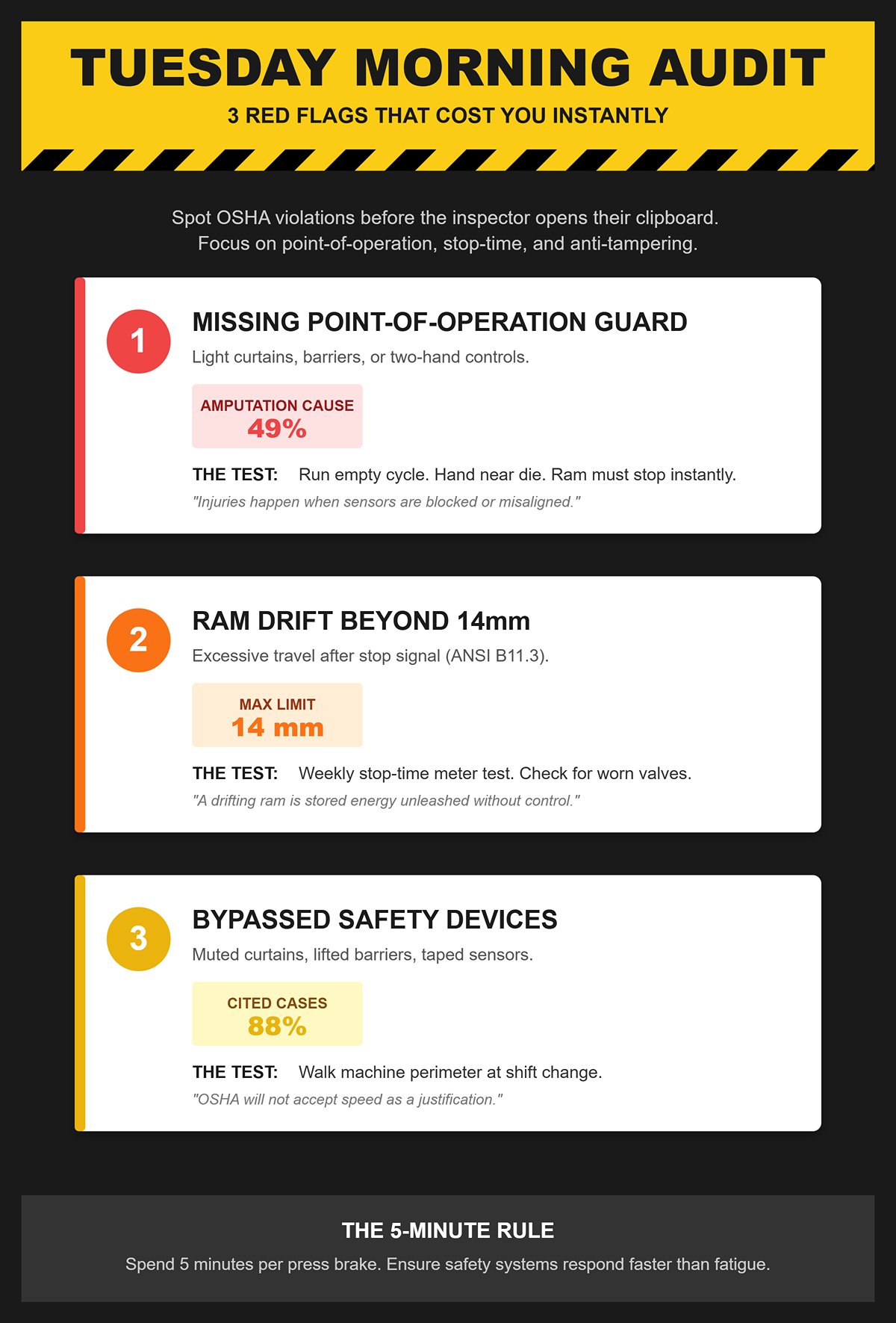
Drapeau rouge 1 : dispositif de protection au point d’opération manquant
Si le rideau lumineux, la barrière de sécurité ou la commande bimanuelle d’une presse plieuse ne bloque pas physiquement ou électroniquement l’entrée des mains dans le point de pincement entre le poinçon et la matrice, attendez-vous à une contravention — souvent immédiate. Les données du ministère du Travail montrent que 49 % des amputations liées aux presses plieuses proviennent de cette seule négligence. Les inspecteurs testent comme vous devriez le faire : faites un cycle à vide avec une main positionnée près (mais en dehors) de la zone de la matrice. Si le vérin ne s’arrête pas instantanément, vous êtes déjà en infraction. L’amende est désagréable, mais le danger est pire : les blessures surviennent lorsque les capteurs sont bloqués, mal alignés ou contournés par commodité.
Drapeau rouge 2 : dérive du vérin au-delà de 14 mm après le signal d’arrêt
La norme ANSI B11.3 établit une limite claire : une fois que le rideau lumineux ou l’interverrouillage est déclenché, le vérin doit s’arrêter avec au maximum 14 mm de course restante. Les machines hydrauliques vieillissantes, ralenties par des valves collantes ou des composants de commande usés, échouent souvent à ce test. Les auditeurs utilisent des mesureurs de temps d’arrêt, et vos superviseurs devraient en faire autant. Testez le mouvement du vérin chaque semaine lors d’un cycle à vide : s’il descend de plus que la largeur d’un doigt après le signal d’arrêt, arrêtez‑le et entretenez les commandes. Négliger cela expose non seulement à une citation “ grave ” mais aussi à un risque mortel d’éjection, car un vérin dérivant libère une énergie stockée sans contrôle.
Drapeau rouge 3 : dispositifs de sécurité contournés ou désactivés
Dans 88 % des cas signalés, les protections de machine sont délibérément neutralisées — rideaux lumineux mis en mode muet, barrières latérales levées, pédales laissées exposées. Ces manquements apparaissent souvent en milieu de semaine, quand la fatigue et la pression de production culminent. La mesure préventive la plus simple : faire le tour complet de la machine lors des changements d’équipe, en notant toute protection manquante ou tout capteur masqué. Les opérateurs recherchent généralement l’efficacité, pas le danger, mais l’OSHA n’accepte pas la vitesse comme justification. Un journal d’audit montrant des dérogations système suffit pour une amende immédiate.
Un “ audit du mardi ” structuré peut transformer des amendes potentielles en non‑événements. Passez cinq minutes par presse plieuse, effectuez trois vérifications ciblées et appliquez un principe clé : chaque système de sécurité doit réagir plus vite que la fatigue ne peut altérer le jugement. Les installations exemplaires confirment cela par des données tangibles : tests de temps d’arrêt enregistrés, vérifications de protections documentées et aucune mauvaise surprise à l’arrivée des inspecteurs.
L’un des mythes les plus dangereux dans l’exploitation d’une presse plieuse est que l’augmentation de la vitesse — surtout sur les unités hydrauliques anciennes — est un gain de productivité direct. En réalité, cela peut créer des dangers plus rapidement que cela ne réduit les temps de cycle. Selon les données du ministère américain du Travail, on compte chaque année 368 amputations liées aux presses plieuses, dont près de la moitié se produisent lorsque des opérateurs atteignent la zone poinçon-matrice en plein pliage. Ignorer les distances d’arrêt mécaniques, et une soi‑disant “ mise à niveau ” devient vite un acte d’autosabotage.

Les presses hydrauliques construites avant les normes actuelles de temps d’arrêt exigent souvent des rideaux lumineux ou des dispositifs de protection opto‑électroniques actifs (AOPD) placés à 60 à 90 cm du point d’opération. Ce n’est pas excessif — c’est le résultat d’un calcul. Les normes ANSI B11.3 et B11.19 définissent les distances d’approche sécuritaires selon les taux de décélération du vérin. Si le temps d’arrêt est trop lent, les capteurs doivent être placés plus loin pour garantir qu’aucune intrusion ne puisse survenir avant l’arrêt du vérin. L’augmentation de la vitesse sans amélioration correspondante du temps d’arrêt pousse les opérateurs à utiliser les modes de neutralisation ou de masquage simplement pour suivre le rythme, détruisant ainsi le périmètre de sécurité et provoquant des violations de l’OSHA. Dans 88 % des infractions graves de protection, les inspecteurs ont retracé la cause première à des contournements intentionnels destinés à accroître la production.
L’accident mortel de projection de mars 2023 rappelle brutalement que les ajustements de vitesse exigent une ingénierie rigoureuse, pas seulement quelques lignes de nouveau code. Dans ce cas, une pièce d’acier à haute résistance de 10 mm s’est rompue en plein pliage lors d’un cycle accéléré et a été propulsée à une vitesse fatale — rappelant étrangement un décès similaire en 2005. Ce ne sont pas des “ accidents ” aléatoires. L’augmentation de la cadence amplifie l’énergie cinétique stockée dans les matériaux fragiles ou ultra‑résistants, transformant effectivement la station de pliage en mécanisme de lancement. Le danger causé par les débris projetés est distinct des risques d’écrasement et exige des solutions de confinement — tels que des capteurs de rattrapage, des barrières latérales et une surveillance de surcourse — bien au‑delà des mesures de sécurité standard que la plupart des usines installent pour les opérations de pliage de routine.
Les installations à la pointe démontrent une approche plus sûre et éprouvée : combiner des barrières physiques dimensionnées selon les tableaux d’ouverture OSHA et ANSI avec des AOPD de suivi en temps réel surveillant en continu le mouvement du vérin. Des systèmes automatiques d’arrêt de course intégrés — comme ceux des plateformes Sentinel Plus — interrompent immédiatement la presse en cas de surcourse hydraulique, prévenant les risques de projectiles tout en permettant aux opérateurs de rester assez proches pour une manipulation confortable. Les chiffres parlent d’eux‑mêmes : les usines du peloton de tête atteignent environ 90 % d’efficacité globale des équipements (OEE) avec presque aucun incident de sécurité, ne sacrifiant qu’environ 2 % de capacité aux pauses de sécurité. En revanche, les installations dépourvues de ces contrôles subissent environ 14 % de temps d’arrêt et un taux de blessures trois fois plus élevé.
La fatigue accentue le danger. Les opérateurs effectuant des quarts prolongés peuvent subir jusqu’à une baisse de 30 % de leurs performances cognitives, affaiblissant les temps de réaction précisément lorsque le contrôle précis est essentiel à proximité des points de pincement ou des butées arrière se déplaçant rapidement. Introduire des vitesses plus élevées sans contre-mesures — telles qu’un renforcement des dispositifs de protection, des arrêts d’urgence automatisés et des modèles de travail limitant la fatigue — transforme un gain potentiel de productivité en amplificateur de risque.
La conclusion est sans équivoque : la vitesse et la sécurité ne doivent pas s’exclure mutuellement — à condition que les améliorations reposent sur des mesures précises du temps d’arrêt, des systèmes de détection synchronisés et des stratégies de confinement robustes. Tout ce qui est en deçà de cela ne maîtrise rien ; cela ne fait qu’engendrer un danger hydraulique plus rapide et moins tolérant.
De nombreux fabricants se précipitent pour installer des protecteurs, des barrières immatérielles ou des dispositifs de protection opto-électroniques actifs (AOPD), pensant que cela suffit à rendre une presse plieuse sûre. L’erreur critique : si les performances d’arrêt de la machine ne sont pas assez rapides, ces dispositifs doivent être placés tellement loin de la matrice que les opérateurs finissent par les contourner ou les désactiver. La véritable sécurité au point d’opération commence par la confirmation du déplacement d’arrêt après activation du capteur dans la configuration exacte de l’outillage, de la vitesse de fonctionnement et du dispositif de protection que vous utiliserez en production.
Le chiffre clé à retenir est 14 mm de course résiduelle. C’est la distance parcourue par le coulisseau — depuis l’instant où une protection est déclenchée jusqu’au moment où tout mouvement descendant susceptible d’écrasement s’arrête. Si cette distance dépasse 14 mm, un dispositif de détection de présence ne peut être légalement ni efficacement placé près de la matrice. Dans un tel cas, vous devrez soit améliorer les performances d’arrêt de la machine, soit adopter une autre approche de protection.
Comment la mesurer :
Si la distance d’arrêt dépasse 14 mm, la détection de présence à courte portée n’est pas une option, à moins que des modifications ne soient apportées. Voici la hiérarchie des actions correctives :
Ignorer les mesures de distance d’arrêt a des conséquences concrètes. Les presses plieuses hydrauliques plus anciennes nécessitent souvent des zones de sécurité de deux à trois pieds lorsqu’elles utilisent des barrières immobiles de type rideau lumineux — des écarts qui ralentissent le flux de travail et incitent les opérateurs à contourner les dispositifs de sécurité. L’amélioration des performances de freinage permet non seulement d’éviter les blessures mais aussi de réduire les distances de protection, rendant les mesures de sécurité modernes compatibles avec une production rapide et efficace.
Liste de vérification de sécurité de deux minutes :
Voyez les choses ainsi : les freins viennent avant les airbags — sans un arrêt rapide et fiable, même les capteurs les plus perfectionnés ne peuvent protéger vos mains.
Travailler sur une presse plieuse ne consiste pas seulement à contrôler le métal — c’est une question de timing, de coordination et de compréhension du comportement de l’acier sous contrainte. Le danger de “ fouettement ” se manifeste lorsqu’une tôle longue ou lourde se redresse brusquement à mesure que la ligne de pliage se resserre, libérant l’énergie élastique accumulée dans un mouvement brusque et violent. Ce n’est pas un accident imprévisible mais un effet prévisible qui survient lorsque la résistance à la traction, la sélection de la matrice et la configuration de l’appui sont mal alignées. Si la pièce n’est pas entièrement soutenue sur toute sa longueur, ou si l’angle de pliage dépasse les limites de sécurité du matériau, le fouettement devient presque inévitable.
Dans un incident documenté, une plaque à haute résistance de 10 mm s’est fracturée lors d’un pliage à l’air et a été projetée vers le torse de l’opérateur. L’enquête a révélé trois erreurs liées : un support de pièce inégal, un léger retard dans la réponse du système hydraulique et une hypothèse incorrecte selon laquelle la déflexion resterait linéaire. Les mains et le corps de l’opérateur se trouvaient dans le rayon de balancement — une habitude née de la répétition et de l’instinct de maintenir l’opération dans un rythme régulier.
Pour éviter le fouettement sans perturber le rythme de production, la stabilité et la continuité sont essentielles. Des supports avant réglables ou des butées arrière servo‑commandées maintiennent la pièce dans un plan stable, minimisant la torsion à l’origine du mouvement vers le haut. Pour les grands flans, l’utilisation d’un deuxième opérateur ou d’un bras suiveur motorisé aide à absorber l’énergie de rebond, protège les poignets et supprime l’impulsion de tendre la main vers la zone de pliage. Ces dispositifs doivent se déplacer en synchronisation avec le vérin plutôt que rester statiques ; sinon, la force se répercute sur l’opérateur au moment où la tôle est la plus flexible.
Une sécurité constante n’interrompt pas le flux — elle exige simplement de la précision. Les presses plieuses hydrauliques équipées de capteurs de position du vérin en temps réel peuvent arrêter le mouvement en quelques millisecondes si la résistance s’écarte des valeurs prévues. Contrairement aux rideaux lumineux traditionnels — souvent positionnés à plusieurs pieds et rendant la posture inconfortable — ces systèmes intégrés permettent aux opérateurs de conserver un rythme et une proximité naturels, tout en arrêtant instantanément le mouvement si une fracture potentielle annonce un fouettement imminent.
Les ateliers les plus efficaces unissent la sécurité mécanique à un travail d’équipe clair et coordonné. Un opérateur principal fixe le tempo pour les pliages à plusieurs personnes, annonce les levées et les réinitialisations synchronisées tandis que tous restent concentrés sur les points de pincement. Cette discipline rythmique réduit la fatigue et les réactions retardées — le facteur caché derrière près de vingt pour cent de tous les incidents signalés sur les presses plieuses.
La conclusion est simple : le rythme ne compromet pas la sécurité — il indique que l’opération est maîtrisée. Lorsque la presse, la pièce et les opérateurs bougent en synchronisation régulière et prévisible, les pliages restent nets, les capteurs restent silencieux, et le fouettement n’a aucune chance de se former.
Les trois prochains jours détermineront si la sécurité devient un système vécu ou simplement un autre slogan. Chaque atelier de presses plieuses comporte un risque inhérent — les 388 amputations de l’an dernier en sont la preuve — mais votre plan sur 72 heures reprogramme les habitudes bien avant que les os ne soient en danger.
Heure 0–8 : Geler la pédale de pied. Commencez à la source du mouvement. Inspectez chaque pédale pour repérer les protections manquantes. Étiquetez et désactivez tout élément douteux—sans exception. Un opérateur a perdu ses deux mains parce que personne n’a pris le temps d’installer un carter de vingt dollars. Faites-en une règle : pas de protection, pas de cycle. Photographiez les bons et les mauvais exemples et affichez-les près de l’horloge de pointage. Les preuves visuelles durent plus qu’un briefing.
Heure 8–24 : Mesurez votre temps d’arrêt. La norme ANSI B11.3 exige pas plus de 14 millimètres de course du vérin après un arrêt de sécurité. Tout ce qui est plus lent impose un espacement plus large du rideau lumineux—une invitation ouverte au contournement. Utilisez un mesureur de temps d’arrêt certifié et consignez les résultats pour chaque frein. Si une unité ne peut pas s’arrêter assez vite, vous avez mis au jour des “ pannes silencieuses ” qu’OSHA classe comme violations graves 88% du temps. Connaître votre véritable distance d’arrêt remplace l’espoir par des données concrètes.
Heure 24–48 : Suivez les contournements comme indicateurs. Les opérateurs désactivent les capteurs pour suivre le rythme—presque un cycle sur cinq cache un contournement. Mettez-le en lumière. Chaque équipe tient un court débriefing de fin de poste : “ Avons-nous neutralisé quelque chose aujourd’hui ? ” Chaque contournement consigné est un indicateur avancé, pas un aveu. Commencez à enregistrer ces événements pour 1 000 heures de fonctionnement. Surveillez ce taux comme vous le faites pour les rebuts. À mesure que les contournements diminuent, la disponibilité augmente généralement en deux semaines—les meilleurs le prouvent au quotidien : la sécurité stimule la rapidité.
Heure 48–72 : Attribuez la paire micro‑pièce. Les petites pièces attirent les doigts dangereusement près de la matrice. Assignez une équipe de deux personnes à chaque travail de courte série—l’une manipule la pièce, l’autre contrôle la pédale. La rotation prévient la fatigue, et la coordination prévient le chaos. Documentez qui est responsable de la surveillance des petites pièces avant la fin de la journée de vendredi.
À la fin des 72 heures, vous aurez mis en place quatre éléments essentiels : chaque pédale protégée, chaque temps d’arrêt confirmé, chaque contournement enregistré, et chaque tâche de petite pièce clairement attribuée. Rien de tout cela ne requiert de nouvel équipement—seulement de l’engagement.
Vous avez commencé ce parcours en espérant éviter que la productivité ne s’arrête. Il est maintenant clair que le système n’est pas sûr parce que il ralentit le travail—il est sûr parce que chaque mouvement, chaque donnée, chaque arrêt momentané est suivi et compris avec précision. Dans ces quatorze millimètres silencieux de pause, la précision et la prudence trouvent enfin le même rythme.


















