

O cilindro hidráulico desce mais depressa do que o normal—apenas por uma fração de segundo—mas o som não deixa dúvidas: um estalido metálico forte que paralisa todos os operadores no chão de fábrica. Quando o cérebro consegue acompanhar o que os ouvidos ouviram, a peça já se partiu do molde. Alguém do outro lado do corredor aciona o botão de paragem de emergência. A folha, antes fixa, transforma-se num projétil em voo. Num torno de dobragem, “demasiado rápido” não se refere à velocidade—refere-se à perda de controlo de um sistema capaz de exercer várias toneladas de força num instante.

Muitos operadores pensam que a única zona de perigo é onde o punção encontra a matriz—o ponto de esmagamento. No entanto, quase metade de todas as lesões por dobragem ocorre precisamente aí, no momento em que todos presumem que a máquina está a funcionar normalmente. A diferença entre segurança e catástrofe é de aproximadamente 14 milímetros—o deslocamento adicional que um cilindro hidráulico não conforme faz após a cortina de luz detetar movimento. Esse pequeno desvio pode transformar uma medida de segurança num perigo. Se nunca verificou a distância de paragem do torno através de medições reais, ainda não confirmou verdadeiramente a segurança da sua máquina—por mais suave que o seu funcionamento pareça.
Em 2023, um operador perdeu a vida quando uma chapa de aço de alta resistência se fraturou a meio da dobra e disparou para cima com força suficiente para perfurar os painéis do teto. É um padrão de falha visto repetidas vezes quando a velocidade do cilindro excede o que o material pode suportar—um “golpe de chicote” violento que transforma a tensão acumulada em impulso mortal. Mesmo em dobragens aéreas rotineiras, ligas de alta resistência podem transformar-se em mísseis cinéticos se a taxa de descida ou o tempo de paragem saírem da especificação.
O cansaço amplifica o perigo. O tempo de reação de um operador fatigado pode abrandar até 30 por cento, deixando as mãos debaixo da matriz meio segundo a mais ou estendendo-as para além da proteção para um pequeno ajuste. E em quase nove de cada dez infrações citadas pela OSHA, os dispositivos de segurança foram deliberadamente contornados, sob a falsa crença de que a velocidade de produção depende disso. Essa mentalidade ignora o número que realmente importa: as 368 amputações anuais causadas por tornos de dobragem registadas pelo Departamento do Trabalho dos EUA—um número que provavelmente subestima o verdadeiro impacto.
Pode parecer contraintuitivo, mas as oficinas mais conscientes em matéria de segurança dobram peças mais depressa—not mais devagar. Os melhores operadores testam sistematicamente as distâncias de paragem, fixam as proteções laterais e traseiras e aplicam regras rigorosas contra bypass, atingindo mais de 90 % de Eficácia Global do Equipamento enquanto mantêm incidentes próximos de zero. O seu sucesso não é uma questão de sorte; é o resultado de física cuidadosamente controlada. Quando o cilindro desce à velocidade correta, o som no chão de fábrica é o da precisão em ação—não um aviso. Qualquer outro som pode ser aquele que só se ouve uma vez.
Dê um passeio pela oficina numa manhã de terça-feira e poderá identificar as três primeiras infrações que um inspetor da OSHA irá apontar—muitas vezes antes mesmo de abrir o bloco de notas. Não são tecnicalidades obscuras; são visíveis em segundos se souber o que procurar. Cada sinal de alarme indica uma falha na mesma cadeia crítica de segurança: controlo do ponto de operação, desempenho fiável de tempo de paragem e proteção que não possa ser adulterada.
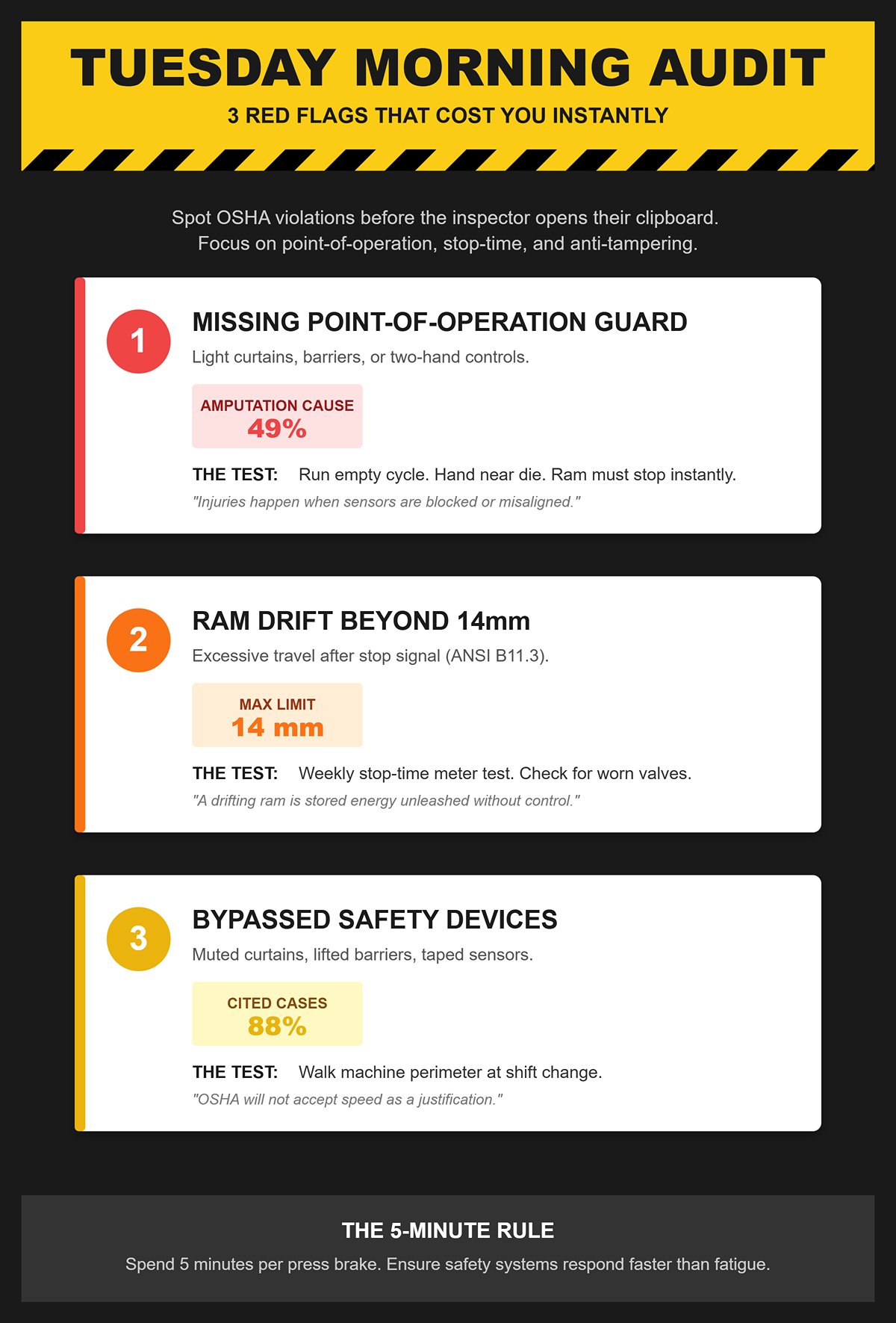
Sinal de Alarme 1: Ausência de Proteção no Ponto de Operação
Se a cortina de luz, barreira de segurança ou controlo bimanual de um torno de dobragem não impedir física ou eletronicamente a entrada da mão no ponto de esmagamento entre o punção e a matriz, pode contar com uma multa—geralmente emitida de imediato. Dados do Departamento do Trabalho dos EUA mostram que 49 % das amputações em tornos de dobragem têm origem nesta única falha. Os inspetores testam como você deveria: executam um ciclo vazio com a mão posicionada perto (mas fora) da área da matriz. Se o cilindro não parar instantaneamente, já está em infração. A coima é desagradável, mas o perigo é pior—as lesões acontecem quando os sensores estão bloqueados, desalinhados ou contornados por conveniência.
Sinal de Alarme 2: Deslocamento do Cilindro Superior a 14 mm Após o Sinal de Paragem
A norma ANSI B11.3 estabelece um limite claro: assim que a cortina de luz ou o interbloqueio é acionado, o cilindro deve parar com não mais de 14 mm de deslocamento remanescente. Máquinas hidráulicas antigas, abrandadas por válvulas presas ou componentes de controlo desgastados, falham frequentemente aqui. Os auditores usam medidores de tempo de paragem, e os seus supervisores também o deveriam fazer. Teste o movimento do cilindro semanalmente durante um ciclo vazio—se descer mais do que a largura de um dedo após o sinal de paragem, desligue-a e faça a manutenção dos controlos. Negligenciar isto não só convida a uma multa “grave”, como também arrisca uma ejeção mortal, porque um cilindro que deriva é energia armazenada libertada sem controlo.
Sinal de Alarme 3: Dispositivos de Segurança Contornados ou Desativados
Em 88 % dos casos citados, as proteções das máquinas são deliberadamente neutralizadas—cortinas de luz silenciadas, barreiras laterais levantadas, pedais expostos. Estas falhas surgem frequentemente a meio da semana, quando o cansaço e a pressão da produção atingem o pico. A medida preventiva mais simples: percorra todo o perímetro da máquina durante as trocas de turno, anotando quaisquer proteções em falta ou sensores tapados com fita. Os operadores procuram normalmente eficiência, não causar dano, mas a OSHA não aceitará a velocidade como justificação. Um registo de auditoria que mostre sobreposições do sistema é suficiente para uma multa imediata.
Uma “Auditoria de Terça-feira” estruturada pode transformar potenciais multas em não-problemas. Dedique cinco minutos por torno de dobragem, realize três verificações direcionadas e siga um princípio fundamental: cada sistema de segurança deve responder mais rapidamente do que o cansaço pode degradar o discernimento. As instalações de referência sustentam isto com dados concretos—testes de tempo de paragem registados, verificações de proteção documentadas e zero surpresas desagradáveis quando os inspetores chegam.
Um dos mitos mais perigosos na operação de tornos de dobragem é que aumentar a velocidade—especialmente em unidades hidráulicas antigas—é uma melhoria de produtividade simples. Na realidade, pode criar perigos mais rapidamente do que encurta os tempos de ciclo. Segundo dados do Departamento do Trabalho dos EUA, há 368 amputações anuais relacionadas com tornos de dobragem, quase metade delas quando operadores colocam as mãos na zona entre o punção e a matriz a meio da dobra. Ignorar as distâncias mecânicas de paragem transforma uma suposta “atualização” num ato de auto-sabotagem.

As prensas hidráulicas construídas antes das normas atuais de tempo de paragem exigem frequentemente cortinas de luz ou dispositivos de proteção optoeletrónicos ativos (AOPDs) colocados a sessenta a noventa centímetros do ponto de operação. Isto não é excesso—é cálculo. As normas ANSI B11.3 e B11.19 definem distâncias seguras de aproximação com base nas taxas de desaceleração do cilindro. Se o tempo de paragem for demasiado lento, os sensores devem ser colocados mais longe para garantir que ninguém possa entrar antes de o cilindro parar. O aumento de velocidade sem melhorias correspondentes no tempo de paragem obriga os operadores a usar modos de silenciamento ou de máscara apenas para manter o ritmo, destruindo a envolvente de segurança e provocando infrações à OSHA. Em 88 % das infrações graves de proteção, os inspetores rastrearam a causa principal até à manipulação intencional destinada a aumentar a produção.
O incidente mortal de ejeção de março de 2023 é um lembrete brutal de que ajustes de velocidade exigem engenharia rigorosa, não apenas algumas linhas de novo código. Nesse caso, uma peça de aço de 10 mm de alta resistência partiu-se a meio da dobra durante um ciclo acelerado e foi projetada a uma velocidade fatal—assustadoramente semelhante a uma morte relacionada com projéteis em 2005. Estes não são acidentes “estranhos” aleatórios. Aumentar as taxas de curso amplifica a energia cinética acumulada em materiais frágeis ou ultrarresistentes, transformando efetivamente a estação de dobragem num mecanismo de lançamento. O perigo de detritos projetados é distinto dos riscos de esmagamento e exige soluções de contenção—como proteções de captura, barreiras laterais e monitorização de ultrapassagem—muito além das medidas padrão de segurança que a maioria das fábricas instala para operações de dobragem rotineiras.
As instalações mais avançadas demonstram uma abordagem mais segura e comprovada: combinam barreiras físicas dimensionadas de acordo com as tabelas OSHA e ANSI de aberturas de proteção com AOPDs de rastreamento em tempo real que monitorizam continuamente o movimento do cilindro. Sistemas integrados de paragem automática de curso—como os encontrados nas plataformas Sentinel Plus—param a prensa instantaneamente em resposta a ultrapassagens hidráulicas, prevenindo riscos de projéteis e permitindo que os operadores se mantenham suficientemente próximos para manuseio confortável. Os números contam a história: fábricas no topo do desempenho atingem cerca de 90 % de eficácia global do equipamento (OEE) com praticamente nenhum incidente de segurança, sacrificando apenas 2 % da capacidade em pausas de segurança. Em contraste, operações sem estes controlos sofrem cerca de 14 % de paragem e triplicam a taxa de lesões.
A fadiga agrava o perigo. Operadores em turnos prolongados podem sofrer até uma queda de 30 % no desempenho cognitivo, enfraquecendo os tempos de resposta precisamente quando o controlo preciso é crítico, perto de pontos de beliscadura ou de sistemas de apoio que se movem rapidamente. Introduzir velocidades mais altas sem contramedidas — como proteções reforçadas, paragens de emergência automatizadas e esquemas de turnos que atenuem a fadiga — transforma um potencial ganho de produtividade num amplificador de risco.
A conclusão é inequívoca: velocidade e segurança não têm de ser mutuamente exclusivas — desde que as atualizações se baseiem em medições precisas do tempo de paragem, sistemas de deteção sincronizados e estratégias robustas de contenção. Qualquer coisa aquém disso deixa tudo sem controlo; criou-se apenas um perigo hidráulico mais rápido e menos tolerante.
Muitos fabricantes apressam-se a instalar proteções, cortinas de luz ou Dispositivos de Proteção Optoeletrónicos Ativos (AOPD), acreditando que apenas isso torna uma quinadeira segura. O erro crítico: se o desempenho de paragem da máquina não for suficientemente rápido, esses dispositivos têm de ser posicionados tão longe da matriz que os operadores acabam por contorná-los ou desativá-los. A verdadeira segurança no ponto de operação começa por confirmar a viagem de paragem após a ativação do sensor sob a configuração exata de ferramentas, velocidade de funcionamento e proteção que será usada na produção.
A figura-chave a reter é 14 mm de curso residual. Esta é a distância que a ram percorre — desde o instante em que a proteção de segurança é acionada até ao momento em que todo o movimento descendente capaz de esmagar pára completamente. Se essa distância exceder 14 mm, um dispositivo de deteção de presença não pode ser legal ou eficazmente posicionado próximo da matriz. Nesse caso, será necessário melhorar o desempenho de paragem da máquina ou adotar uma abordagem diferente de proteção de segurança.
Como Medir:
Se a distância de paragem exceder 14 mm, a deteção de presença a curta distância não é uma opção, a menos que sejam feitas modificações. Eis a hierarquia de ações corretivas:
Ignorar as medições de distância de paragem tem custos reais. Prensas hidráulicas mais antigas exigem frequentemente afastamentos de segurança de sessenta a noventa centímetros quando utilizam cortinas de luz fixas — lacunas que abrandam o fluxo de trabalho e tentam os operadores a contornar as proteções. Melhorar o desempenho de paragem não só previne lesões, mas também reduz as distâncias de proteção, tornando as medidas de segurança modernas compatíveis com uma produção rápida e eficiente.
Lista de verificação de segurança de dois minutos:
Pense desta forma: os travões vêm antes dos airbags — sem uma paragem rápida e fiável, nem os sensores mais avançados conseguem proteger as suas mãos.
Trabalhar numa prensa dobradora não se resume a controlar o metal — trata‑se de tempo, coordenação e compreensão de como o aço se comporta sob tensão. O perigo de “salto brusco” ocorre quando uma chapa longa ou pesada se projeta subitamente para cima à medida que a linha de dobra se aperta, libertando energia elástica acumulada num movimento violento e repentino. Não é um acidente imprevisível, mas um efeito previsível que acontece quando a resistência à tração, a seleção da matriz e o apoio da peça estão desalinhados. Se a peça não estiver totalmente apoiada ao longo do seu comprimento, ou se o ângulo de dobragem ultrapassar os limites seguros do material, o salto brusco torna‑se quase inevitável.
Num incidente registado, uma chapa de alta resistência de 10 mm fraturou durante uma dobra no ar e foi projetada em direção ao torso do operador. A investigação revelou três erros interligados: apoio desigual da peça, um ligeiro atraso na resposta da paragem hidráulica e a suposição incorreta de que a deflexão permaneceria linear. As mãos e o corpo do operador estavam dentro do raio de movimento — um hábito nascido da repetição e do instinto de manter o ritmo da operação.
Para evitar o salto brusco sem perder o ritmo de trabalho, a estabilidade e o acompanhamento são essenciais. Suportes frontais ajustáveis ou batentes traseiros controlados por servo mantêm a peça num plano estável, minimizando a torção que causa o movimento ascendente. Para chapas longas, utilizar um segundo operador ou um braço seguidor motorizado ajuda a absorver a energia de retorno, protegendo os pulsos e eliminando o impulso de estender as mãos. Estes auxiliares devem mover‑se em sincronização com o veio, em vez de permanecerem estáticos; caso contrário, a força transfere‑se de volta para o operador exatamente no momento em que a chapa está mais flexível.
A segurança consistente não precisa de interromper o fluxo — apenas exige precisão. As prensas hidráulicas equipadas com sensores de posição do veio em tempo real podem parar o movimento em milissegundos se a resistência divergir dos valores esperados. Ao contrário das cortinas de luz tradicionais — frequentemente colocadas a uma distância considerável e que obrigam a posicionamentos desconfortáveis —, estes sistemas integrados permitem que os operadores mantenham o ritmo e a proximidade naturais, interrompendo instantaneamente o movimento se uma possível fratura indicar um salto iminente.
Os ateliers mais eficazes unem a segurança mecânica a um trabalho de equipa coordenado e claro. Um operador principal define o ritmo para as dobras a várias pessoas, chamando levantamentos e reposições sincronizados enquanto todos se mantêm atentos aos pontos de aperto. Este ritmo disciplinado reduz tanto a fadiga como as reações atrasadas — o fator oculto por detrás de quase vinte por cento dos incidentes registados em prensas dobradoras.
A conclusão é simples: o ritmo não compromete a segurança — demonstra que a operação está sob controlo. Quando a prensa, a peça e os operadores se movem em sincronização estável e previsível, as dobras permanecem precisas, os sensores mantêm‑se silenciosos e o salto nunca chega a ocorrer.
Os próximos três dias determinam se a segurança se tornará um sistema vivido ou apenas outro slogan. Cada piso de prensas dobradoras comporta riscos inerentes — as 388 amputações do ano passado provam‑no —, mas o seu plano de 72 horas reformula hábitos muito antes de os ossos estarem em risco.
Hora 0–8: Bloqueie o Pedal de Pé. Comece na origem do movimento. Inspecione cada pedal de pé à procura de proteções em falta. Etiquete e desative qualquer coisa duvidosa — sem exceções. Um operador perdeu ambas as mãos porque ninguém parou para instalar uma proteção de vinte dólares. Faça disso uma regra: sem proteção, sem ciclo. Fotografe bons e maus exemplos e publique-os junto ao relógio de ponto. A prova visual dura mais do que qualquer sessão informativa.
Hora 8–24: Meça o Tempo de Paragem. A norma ANSI B11.3 exige não mais do que 14 milímetros de curso do êmbolo após uma interrupção de segurança. Qualquer coisa mais lenta obriga a um maior espaçamento da cortina de luz — um convite aberto à sua desativação. Utilize um medidor de tempo de paragem certificado e documente os resultados de cada travão. Se uma unidade não conseguir parar suficientemente depressa, revela “falhas silenciosas” que a OSHA classifica como infrações graves 88% das vezes. Conhecer a verdadeira distância de paragem substitui a esperança por dados concretos.
Hora 24–48: Registe as Desativações como Métricas. Os operadores anulam sensores para manter o ritmo — quase um em cada cinco ciclos esconde uma desativação. Traga isso à luz. Cada equipa realiza uma breve reunião no final do turno: “Desativámos algo hoje?” Cada desativação registada é um indicador principal, não uma confissão. Comece a traçar estes eventos por cada 1.000 horas de funcionamento. Monitore essa taxa da mesma forma que monitoriza o desperdício. À medida que as desativações diminuem, o tempo de atividade normalmente aumenta dentro de duas semanas — os melhores operadores provam o paradoxo diariamente: a segurança impulsiona a velocidade.
Hora 48–72: Atribua o Par de Micro‑Peças. As peças pequenas aproximam perigosamente os dedos da matriz. Atribua uma equipa de duas pessoas a cada trabalho de curta duração — uma manuseia a peça, a outra controla o pedal. A rotação evita a fadiga, e a coordenação evita o caos. Documente quem é responsável pela supervisão das peças pequenas antes do fim do expediente de sexta-feira.
No final das 72 horas, terá quatro elementos essenciais em vigor: cada pedal protegido, cada tempo de paragem confirmado, cada desativação registada e cada tarefa com peças pequenas claramente atribuída. Nada disso requer novo equipamento — apenas compromisso.
Começou esta jornada esperando evitar que a produtividade parasse completamente. Agora está claro: o sistema não é seguro porque abranda o trabalho — é seguro porque cada movimento, cada ponto de dados, cada breve paragem é deliberadamente rastreada e compreendida. Nesses silenciosos catorze milímetros de pausa, precisão e prudência finalmente entram no mesmo ritmo.


















