

El ariete hidráulico cae más rápido de lo normal—solo una fracción de segundo—pero el sonido no deja lugar a dudas: un fuerte chasquido metálico que paraliza a todos los operadores en el piso. Para cuando el cerebro alcanza a procesar lo que los oídos han escuchado, la pieza ya se ha fracturado fuera del troquel. Alguien al otro lado del pasillo activa un paro de emergencia. La lámina antes asegurada se convierte en un proyectil volador. En una prensa plegadora, “demasiado rápido” no se refiere a la velocidad, sino a la pérdida de control de un sistema capaz de ejercer varias toneladas de fuerza en un instante.

Muchos operadores piensan que la única zona peligrosa es donde el punzón se encuentra con el troquel—el punto de pellizco. Sin embargo, casi la mitad de todas las lesiones de plegado ocurren precisamente ahí, justo cuando todos suponen que la máquina está funcionando con normalidad. La diferencia entre seguro y catastrófico es de aproximadamente 14 milímetros—el recorrido adicional que realiza un ariete hidráulico no conforme después de que una cortina de luz detecta movimiento. Ese ligero desplazamiento puede convertir una medida de protección en un peligro. Si nunca has verificado la distancia de frenado de la prensa con mediciones reales, no has confirmado verdaderamente la seguridad de tu máquina—sin importar lo suave que parezca funcionar.
En 2023, un operador perdió la vida cuando una placa de acero de alta resistencia se fracturó a mitad del doblez y salió disparada hacia arriba con fuerza suficiente para perforar los paneles del techo. Es un patrón de fallo visto una y otra vez cuando la velocidad del ariete supera lo que el material puede soportar—un violento “latigazo” que transforma el estrés almacenado en un impulso mortal. Incluso en un doblado rutinario al aire, las aleaciones de alta resistencia pueden convertirse en misiles cinéticos si la velocidad de caída o el tiempo de parada se desvían de la especificación.
La fatiga magnifica el peligro. El tiempo de reacción de un operador cansado puede reducirse hasta en un 30 por ciento, dejando las manos bajo el troquel medio segundo demasiado o extendiéndose más allá de una protección para realizar un ajuste menor. Y en casi nueve de cada diez violaciones citadas por la OSHA, los dispositivos de seguridad fueron eludidos deliberadamente bajo la falsa creencia de que la velocidad de producción depende de ello. Esa mentalidad ignora la cifra que realmente importa: las 368 amputaciones por prensas plegadoras registradas por el Departamento de Trabajo de EE. UU. cada año—un número que probablemente subestima el verdadero impacto.
Puede parecer contradictorio, pero los talleres más conscientes de la seguridad en realidad doblan las piezas más rápido—no más lento. Los mejores operadores prueban constantemente las distancias de parada, aseguran las protecciones laterales y traseras, y aplican reglas estrictas contra el bypass, alcanzando más de 90% de Eficiencia Global de Equipos mientras mantienen los incidentes cerca de cero. Su éxito no es cuestión de suerte; es el resultado de una física cuidadosamente controlada. Cuando el ariete desciende a la velocidad correcta, el sonido en el piso es precisión en acción—no una advertencia. Cualquier otro sonido puede ser uno que solo escuches una vez.
Da un paseo por el taller un martes por la mañana y podrás identificar las tres primeras infracciones que un inspector de la OSHA anotará—a menudo antes de siquiera abrir su portapapeles. No son tecnicismos oscuros; son visibles en segundos si conoces las señales. Cada bandera roja apunta a una falla en la misma cadena de seguridad crítica: control en el punto de operación, rendimiento fiable del tiempo de parada y protección que no pueda manipularse.
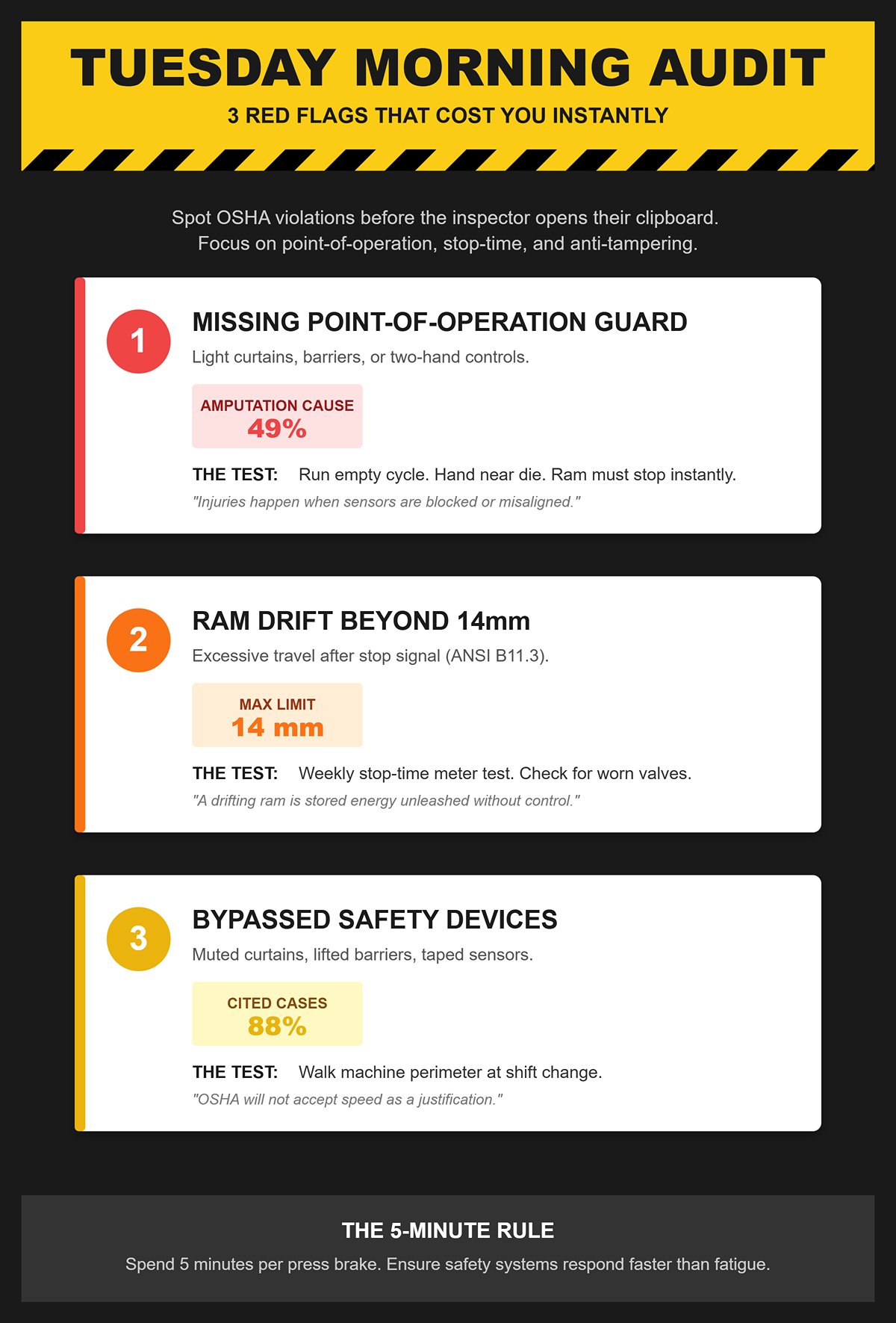
Bandera roja #1: Falta de protección en el punto de operación
Si la cortina de luz, la barrera de seguridad o el control bimanual de una prensa plegadora no bloquean física o electrónicamente la entrada de manos en el punto de pellizco entre el punzón y el troquel, puedes esperar una citación—generalmente emitida de inmediato. Los datos del Departamento de Trabajo de EE. UU. muestran que el 49% de las amputaciones por prensa plegadora se remontan a este único descuido. Los inspectores prueban como deberías hacerlo: ejecutan un ciclo vacío con una mano situada cerca (pero fuera) del área del troquel. Si el ariete no se detiene al instante, ya estás en infracción. La multa es desagradable, pero el peligro es peor—las lesiones ocurren cuando los sensores están bloqueados, desalineados o son eludidos por conveniencia.
Bandera roja #2: Deriva del ariete más allá de 14 mm tras la señal de parada
ANSI B11.3 establece un límite claro: una vez que la cortina de luz o el bloqueo se activan, el ariete debe detenerse con no más de 14 mm de recorrido restante. Las máquinas hidráulicas envejecidas, ralentizadas por válvulas pegajosas o componentes de control desgastados, suelen fallar aquí. Los auditores usan medidores de tiempo de parada, y tus supervisores también deberían hacerlo. Prueba el movimiento del ariete semanalmente durante un ciclo vacío—si desciende más del ancho de un dedo después de la señal de parada, apágalo y da servicio al control. Descuidar esto no solo invita a una citación “grave”, sino que también arriesga una expulsión mortal, porque un ariete que deriva es energía almacenada liberada sin control.
Bandera roja #3: Dispositivos de seguridad eludidos o desactivados
En el 88% de los casos citados, las protecciones de las máquinas se desactivan intencionalmente—cortinas de luz silenciadas, barreras laterales levantadas, pedales de pie expuestos. Estas fallas suelen aparecer a mitad de semana, cuando la fatiga y la presión de producción alcanzan su punto máximo. La medida preventiva más sencilla: recorre todo el perímetro de la máquina durante los cambios de turno, observando cualquier protección faltante o sensores cubiertos con cinta. Los operadores buscan eficiencia, no daño, pero la OSHA no aceptará la velocidad como justificación. Un registro de auditoría que muestre anulaciones del sistema es todo lo que se necesita para una multa instantánea.
Una “auditoría del martes” estructurada puede convertir multas potenciales en no‑problemas. Dedica cinco minutos por prensa plegadora, realiza tres verificaciones específicas y sigue un principio central: todo sistema de seguridad debe responder más rápido de lo que la fatiga puede erosionar el juicio. Las instalaciones líderes respaldan esto con datos concretos—pruebas registradas de tiempo de parada, verificaciones documentadas de protecciones y cero sorpresas indeseadas cuando llegan los inspectores.
Uno de los mitos más peligrosos en la operación de prensas plegadoras es que aumentar la velocidad—especialmente en unidades hidráulicas antiguas—es una mejora de productividad simple. En realidad, puede generar peligros más rápido de lo que acorta los tiempos de ciclo. Según los datos del Departamento de Trabajo de EE. UU., hay 368 amputaciones relacionadas con prensas plegadoras cada año, casi la mitad causadas cuando los operadores introducen sus manos en la zona del punzón‑troquel a mitad del doblez. Ignorar las distancias mecánicas de detención, y una presunta “actualización” se convierte rápidamente en un acto de autodestrucción.

Las prensas hidráulicas construidas antes de los estándares actuales de tiempo de parada suelen requerir cortinas de luz o dispositivos de protección optoelectrónicos activos (AOPD) basados en láser colocados de dos a tres pies del punto de operación. Esto no es excesivo—está basado en cálculos. Las normas ANSI B11.3 y B11.19 definen las distancias seguras de aproximación en función de las tasas de desaceleración del ariete. Si el tiempo de parada es demasiado lento, los sensores deben colocarse más lejos para asegurar que nadie pueda entrar antes de que el ariete se detenga. Los aumentos de velocidad sin mejoras correspondientes en el tiempo de detención obligan a los operadores a utilizar modos de silenciamiento o bloqueo solo para mantener el ritmo, desmantelando el entorno de seguridad y generando violaciones ante la OSHA. En el 88% de las infracciones graves de protección, los inspectores han rastreado la causa raíz hasta bypass intencionales destinados a aumentar la producción.
El mortal incidente de expulsión de marzo de 2023 es un recordatorio contundente de que los ajustes de velocidad requieren una ingeniería rigurosa, no solo unas líneas adicionales de código. En este caso, una pieza de trabajo de acero de alta resistencia de 10 mm se rompió a mitad del doblez durante un ciclo acelerado y fue impulsada a velocidad fatal—espeluznantemente similar a una muerte por proyectil ocurrida en 2005. Estos no son sucesos “extraños” al azar. Aumentar la velocidad del recorrido magnifica la energía cinética almacenada en materiales frágiles o ultra resistentes, convirtiendo efectivamente la estación de doblado en un mecanismo de lanzamiento. El peligro por escombros voladores es distinto del riesgo de aplastamiento y requiere soluciones de contención—como protecciones de captura, barreras laterales y monitoreo de sobre‑recorrido—muy por encima de las medidas de seguridad estándar que la mayoría de las plantas instalan para operaciones de doblado rutinarias.
Las instalaciones de vanguardia demuestran un enfoque más seguro y probado: combinar barreras físicas dimensionadas de acuerdo con las tablas de apertura de resguardos de OSHA y ANSI con AOPDs de seguimiento en tiempo real que monitorean continuamente el movimiento del carro. Los sistemas integrados de parada automática de carrera —como los que se encuentran en las plataformas Sentinel Plus— detienen la prensa al instante en respuesta a un sobre-recorrido hidráulico, previniendo riesgos de proyectiles mientras permiten que los operadores se mantengan lo suficientemente cerca para un manejo cómodo. Las cifras cuentan la historia: las plantas en el nivel de rendimiento más alto logran alrededor de un 90% de eficacia general de los equipos (OEE) con casi ningún incidente de seguridad, sacrificando solo un 2% de capacidad por pausas de seguridad. En contraste, las operaciones sin estos controles sufren aproximadamente un 14% de tiempo de inactividad y el triple de tasa de lesiones.
La fatiga aumenta el peligro. Los operadores en turnos prolongados pueden experimentar hasta un 30% de disminución en el rendimiento cognitivo, debilitando los tiempos de respuesta precisamente cuando el control preciso es crítico cerca de puntos de pellizco o medidores traseros en rápido movimiento. Introducir mayores velocidades sin contramedidas —como protección mejorada, paradas de emergencia automáticas y diseños de turnos que mitiguen la fatiga— convierte una posible ganancia de productividad en un amplificador de riesgo.
La conclusión es inequívoca: la velocidad y la seguridad no tienen por qué ser mutuamente exclusivas, siempre que las actualizaciones se basen en mediciones precisas de tiempo de parada, sistemas de detección sincronizados y estrategias de contención sólidas. Cualquier cosa inferior a eso te deja con algo no domado; simplemente has creado un peligro hidráulico más rápido y menos tolerante.
Muchos fabricantes se apresuran a instalar resguardos, cortinas de luz o Dispositivos de Protección Optoelectrónicos Activos (AOPDs), creyendo que estos por sí solos hacen segura una prensa plegadora. La omisión crítica: si el rendimiento de parada de la máquina no es lo suficientemente rápido, dichos dispositivos deben colocarse tan lejos de la matriz que los operadores terminan esquivándolos o desactivándolos. La verdadera seguridad en el punto de operación comienza con confirmar el recorrido de parada después de la activación del sensor bajo la configuración exacta de herramienta, velocidad de operación y resguardo que usarás en producción.
La cifra clave que debes recordar es 14 mm de carrera residual. Esta es la distancia que recorre el carro, desde el instante en que se activa un resguardo de seguridad hasta el momento en que cesa todo movimiento descendente capaz de aplastar. Si esa distancia supera los 14 mm, un dispositivo de detección de presencia no puede ubicarse legal ni eficazmente cerca de la matriz. En tales casos, deberás mejorar el rendimiento de parada de la máquina o adoptar un enfoque diferente de resguardo de seguridad.
Cómo medirlo:
Si la distancia de parada supera los 14 mm, la detección de presencia a corta distancia no es una opción a menos que se realicen modificaciones. Esta es la jerarquía de acciones correctivas:
Pasar por alto las mediciones de distancia de parada tiene costos reales. Las prensas plegadoras hidráulicas más antiguas suelen requerir distancias de seguridad de dos a tres pies al usar cortinas de luz estacionarias, brechas que ralentizan el flujo de trabajo y tientan a los operadores a anular las protecciones. Mejorar el rendimiento de parada no solo previene lesiones, sino que también reduce las distancias de resguardo, haciendo que las medidas de seguridad modernas sean compatibles con una producción rápida y eficiente.
Lista de verificación de seguridad de dos minutos para la cinta:
Piénsalo así: los frenos vienen antes que las bolsas de aire — sin una parada rápida y confiable, ni siquiera los sensores más avanzados pueden proteger tus manos.
Trabajar en una prensa plegadora no trata solo de controlar el metal — se trata de sincronización, coordinación y comprensión de cómo se comporta el acero bajo tensión. El riesgo de “latigazo” aparece cuando una lámina larga o pesada se eleva repentinamente al tensarse la línea de plegado, liberando energía elástica almacenada en un movimiento brusco y violento. No es un accidente impredecible, sino un efecto previsible que ocurre cuando la resistencia a la tracción, la selección de la matriz y la configuración de soporte no están alineadas. Si la pieza de trabajo no está completamente apoyada a lo largo de su longitud, o el ángulo de plegado empuja el material más allá de sus límites seguros, el latigazo es casi inevitable.
En un incidente registrado, una placa de alta resistencia de 10 mm se fracturó durante el plegado al aire y salió disparada hacia el torso del operador. La investigación reveló tres errores conectados: soporte de pieza desigual, un leve retraso en la respuesta del freno hidráulico y una suposición incorrecta de que la deflexión permanecería lineal. Las manos y el cuerpo del operador estaban dentro del radio de oscilación — un hábito nacido de la repetición y del instinto de mantener la operación en ritmo.
Para prevenir el latigazo sin perder el ritmo de trabajo, la estabilidad y el seguimiento son clave. Los soportes frontales ajustables o los topes traseros controlados por servomotor mantienen la pieza en un plano estable, minimizando la torsión que causa el movimiento ascendente. Para piezas largas, usar un segundo operador o un brazo seguidor motorizado ayuda a absorber la energía de rebote, protegiendo las muñecas y eliminando el impulso de alcanzar dentro. Estos dispositivos deben moverse sincronizados con el ariete en lugar de permanecer estáticos; de lo contrario, la fuerza se transfiere al operador justo en el momento más flexible de la lámina.
La seguridad constante no tiene por qué interrumpir el flujo — solo requiere precisión. Las prensas plegadoras hidráulicas equipadas con sensores de posición del ariete en tiempo real pueden detener el movimiento en milisegundos si la resistencia se desvía de los valores esperados. A diferencia de las cortinas de luz tradicionales — a menudo ubicadas a varios pies y que obligan a posiciones incómodas — estos sistemas integrados permiten que los operadores mantengan un ritmo y una proximidad naturales mientras detienen instantáneamente el movimiento si una fractura potencial sugiere un latigazo inminente.
Los talleres más eficaces unifican la seguridad mecánica con un trabajo en equipo claro y coordinado. Un operador principal marca el ritmo para los pliegues con varias personas, dando las órdenes para levantamientos y reinicios sincronizados mientras todos mantienen la atención en los puntos de atrapamiento. Este ritmo disciplinado reduce tanto la fatiga como las reacciones tardías — el factor oculto detrás de casi el veinte por ciento de todos los incidentes reportados en prensas plegadoras.
La conclusión es sencilla: el ritmo no socava la seguridad — indica que la operación está bajo control. Cuando la prensa, la pieza de trabajo y los operadores se mueven en sincronía constante y predecible, los pliegues salen limpios, los sensores permanecen tranquilos y el latigazo nunca tiene oportunidad de formarse.
Los próximos tres días determinarán si la seguridad se convierte en un sistema vivido o solo en otro eslogan. Cada piso con prensas plegadoras conlleva un riesgo inherente —las 388 amputaciones del año pasado lo demuestran—, pero tu plan de 72 horas reprograma los hábitos mucho antes de que los huesos lleguen a estar en peligro.
Hora 0–8: Congela el pedal de pie. Comienza en la fuente del movimiento. Inspecciona cada pedal de pie para detectar protectores faltantes. Etiqueta y deshabilita cualquier elemento cuestionable, sin excepciones. Un operador perdió ambas manos porque nadie se detuvo a instalar una cubierta de veinte dólares. Haz de ello una regla: sin protector, no hay ciclo. Fotografía ejemplos buenos y malos y publícalos junto al reloj de fichaje. La prueba visual perdura más que cualquier sesión informativa.
Hora 8–24: Mide tu tiempo de parada. La norma ANSI B11.3 exige no más de 14 milímetros de recorrido del ariete después de un disparo de seguridad. Cualquier movimiento más lento obliga a un mayor espaciamiento de la cortina de luz, una invitación abierta a eludir la seguridad. Usa un medidor certificado de tiempo de parada y documenta los resultados de cada prensa. Si una unidad no se detiene con suficiente rapidez, habrás descubierto “fallas silenciosas” que OSHA clasifica como violaciones graves el 88% del tiempo. Conocer tu verdadera distancia de parada sustituye la esperanza por datos concretos.
Hora 24–48: Rastrea las anulaciones como métricas. Los operadores anulan los sensores para mantener el ritmo; casi uno de cada cinco ciclos oculta una anulación. Sácalo a la luz. Cada equipo realiza una breve reunión al final del turno: “¿Desactivamos algo hoy?” Cada anulación registrada es un indicador principal, no una confesión. Empieza a graficar estos eventos por cada 1.000 horas de operación. Supervisa esa tasa del mismo modo que supervisas el desperdicio. A medida que las anulaciones disminuyen, el tiempo de actividad suele aumentar en dos semanas: los mejores demostradores prueban el paradoxo cada día: la seguridad impulsa la velocidad.
Hora 48–72: Asigna el par de micro‑piezas. Las piezas pequeñas acercan peligrosamente los dedos al troquel. Asigna un equipo de dos personas a cada trabajo de producción corta: una maneja la pieza, la otra controla el pedal. La rotación evita la fatiga y la coordinación evita el caos. Documenta quién se encarga de la supervisión de piezas pequeñas antes de la salida del viernes.
Al final de las 72 horas, tendrás cuatro elementos esenciales establecidos: cada pedal protegido, cada tiempo de parada confirmado, cada anulación registrada y cada trabajo de pieza pequeña claramente asignado. Nada de esto requiere nuevo equipo, solo compromiso.
Comenzaste este viaje esperando evitar que la productividad se detuviera. Ahora está claro: el sistema no es seguro porque ralentiza el trabajo; es seguro porque cada movimiento, cada punto de datos, cada parada momentánea se rastrea y comprende deliberadamente. En esos silenciosos catorce milímetros de pausa, la precisión y la prudencia finalmente caen en el mismo ritmo.


















